
離型材と片面金属箔積層樹脂フィルムとの積層体の製造方法、片面金属箔積層フィルム
【課題】 金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材とを用いてラミネート成形により、補強材と片面金属箔積層樹脂フィルムとを重ね合わせた積層体を製造する場合に、巻きシワの発生しない或いは極めて発生頻度の少ない積層体を得ることが出来る製造方法を提供すること。
【解決手段】 金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.7倍〜0.9倍の範囲を用いることを特徴とする積層体の製造方法。
【解決手段】 金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.7倍〜0.9倍の範囲を用いることを特徴とする積層体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、補強材と片面金属箔積層樹脂フィルムとの長尺のロール状積層体の製造方法、及びこれらの製法により得られる片面金属箔積層耐熱フィルムに関する。
【背景技術】
【0002】
カメラ、パソコン、液晶ディスプレイなどの電子機器類への用途として芳香族ポリイミドフィルムは広く使用されている。芳香族ポリイミドフィルムをフレキシブルプリント板(FPC)やテ−プ・オ−トメイティッド・ボンディング(TAB)などの基板材料として使用するためには、エポキシ樹脂などの接着剤を用いて銅箔を張り合わせる方法が採用されている。
【0003】
従来、片面積層基板をラミネート成形すると、加熱加圧する前後で各構成基材の膨張、収縮の差より、シワが発生し外観不良となる場合がある。シワの発生を抑制させる方法としては、離型材を他面に張り合わせる方法が提案されており、例えば、特許文献1では、Rzが3μm未満の耐熱性フィルムや金属箔が提案されている。
特許文献2には、耐熱性樹脂を含む耐熱性コア層の両表面に接着層が積層されてなる接着フィルム、金属層および耐熱性樹脂を含む耐熱樹脂裏打層、を備え、前記接着フィルムのいずれか一方の表面にのみ前記金属層が積層されており、かつ他方の表面に耐熱樹脂裏打層が積層されていることを特徴とする片面金属張積層板が提案されている。
特許文献3には、非熱可塑性ポリイミド層の両面に熱可塑性ポリイミドを含む接着層を有する耐熱性接着シートの片面に導電層、他方の面に耐熱樹脂裏打層を形成してなる片面金属張積層板であって、下記条件を満足する片面金属張積層板が提案されている。
80≦(導電層の線膨張係数/裏打層の線膨張係数)×100≦120
80≦(耐熱性接着シートの線膨張係数/裏打層の線膨張係数)×100≦120
【特許文献1】特開2001−162719号公報
【特許文献2】特開2007−055039号公報
【特許文献3】特開2007−098672号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材とを用いてラミネート成形により、補強材と片面金属箔積層樹脂フィルムとを重ね合わせた積層体のロールを製造する場合に、時折ラミネート後の積層体にTD方向にカールが発生し、その結果ロールにシワが入る場合がある。特に両面が熱圧着性を有する樹脂フィルムの総厚みが薄い物を用いると、ラミネート後の積層体にTD方向のカールの発生頻度が高くなる。そのため両面に薄い熱圧着性層を有する樹脂フィルムを用いても、ラミネート後の積層体にカールの発生頻度を少なく又は全く発生させない方法が求められている。
本発明では、金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材とを用いてラミネート成形により、補強材と片面金属箔積層樹脂フィルムとを重ね合わせた積層体のロールを製造する場合に、ラミネート後に得られる積層体がTD方向にカールの発生しない或いは極めて発生頻度の少ないロールを得ることが出来る製造方法、特に両面が熱圧着性を有する樹脂フィルムとして厚みの薄いフィルムを用いる場合でも、TD方向にカールが発生しない或いは極めて発生頻度の少ない積層体を製造し、皺のないロールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明では、ラミネート後に得られる積層体のTD方向のカールを防止する目的のため、ラミネート温度よりも温度の低い温度域でのTD方向の線膨張係数に着目した。
本発明の第一は、金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.7倍〜0.9倍の範囲を用いることを特徴とする積層体の製造方法に関する。
本発明の第一の積層体の製造方法により、TD方向にカールの小さな積層体を得ることが出来、その結果離型材剥離後にTD方向にカールの小さな積層体を得ることができる。さらに、皺のないロール状の積層体を製造することが出来、生産性に優れ、加工性に優れ、外観が良好な片面金属箔積層フィルムを得ることが出来る。
【0006】
本発明の第一の製造方法では、両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(TD−B)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.8倍〜1.2倍の範囲[(TD−B)/(TD−M)]であることにより、特に効果が優れる。
本発明の第一の製造方法では、離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜0.9倍の範囲[(MD−P)/(MD−M)]であり、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.8倍〜1.3倍の範囲[(MD−B)/(MD−M)]であることにより、
さらに離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜0.9倍の範囲[(MD−P)/(MD−M)]であり、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.8倍〜1.3倍の範囲[(MD−B)/(MD−M)]であり、離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、離型材のTD方向の線膨張係数(TD−P)(50〜200℃)の0.9〜1.1の範囲[(MD−P)/(TD−P)]であることにより、
特に効果が優れる。
【0007】
本発明の第二は、金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面銅箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−6〜−2ppm/℃)のものを用いることを特徴とする積層体の製造方法に関する。
本発明の第二の積層体の製造方法により、TD方向にカールの小さな積層体を得ることが出来、その結果離型材剥離後にTD方向にカールの小さな積層体を得ることができる。さらに、皺のないロール状の積層体を製造することが出来、生産性に優れ、加工性に優れ、外観が良好な片面金属箔積層フィルムを得ることが出来る。
本発明の第二では、離型材のMD方向の線膨張係数(50〜200℃)が、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−9〜−2ppm/℃)のものを用いることにより、特に効果が優れる。
本発明の第二では、剥離材のMD方向とTD方向の線膨張係数比(MD/TD比)(50〜200℃)が0.8〜1.1の範囲のものを用いることにより、特に効果が優れる。
本発明の第二では、両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−5〜5ppm/℃)のものを用いることにより、特に効果が優れる。
本発明の第二では、両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(50〜200℃)は、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−3〜6ppm/℃)のものを用いることにより、特に効果が優れる。
【0008】
本発明の第一及び本発明の第ニの好ましい態様を以下に示す。好ましい態様は複数組み合わせることができる。
1)離型材が片面金属箔積層樹脂フィルムに対して内側に巻かれているロールを製造する場合に、適用することができる。
2)金属箔が銅箔であり、両面が熱圧着性を有する樹脂フィルム及び離型材がポリイミドフィルムを用いることが出来る。
3)金属箔の厚みが5〜30μmの範囲、
両面が熱圧着性を有する樹脂フィルムの厚みが8〜40μmの範囲、
離型フィルムの厚みが15〜50μmの範囲の場合に、特に適用することができる。
4)両面が熱圧着性を有する樹脂フィルムは、ポリイミド層の両面に熱圧着性ポリイミド層を積層している多層ポリイミドフィルムを用いること。
5)加熱加圧式の熱圧着装置は、ダブルベルトプレスを用いること。
【0009】
本発明の第一及び第二より、片面金属箔積層樹脂フィルム、若しくはロール状の積層体を製造することができる。
本発明の片面金属箔積層樹脂フィルムは、外観に優れ、TD方向のカールの小さな積層体である。
【発明の効果】
【0010】
本発明により、TD方向にカールの発生しない片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造することが出来、その結果皺のないロール状の長尺の積層体を容易に製造することが出来、生産性に優れる。
本発明の製造方法により製造される積層体若しくはロール状積層体は、剥離材を除去することにより、TD方向にカールしていない、外観良好な、加工性に優れる片面金属箔積層を得ることが出来る。
【発明を実施するための最良の形態】
【0011】
両面が熱圧着性を有する樹脂フィルムとしては、両面が熱圧着性を有する樹脂フィルムなだどのようなものでも用いることが出来、例えば、
1)電子・電気などの配線基板などの基板材料に用いる樹脂フィルムの両面に接着剤層、熱融着性樹脂層(熱圧着性樹脂層)、又は熱硬化性樹脂層などの熱圧着性を有する層を有する多層の樹脂フィルム、
2)樹脂フィルム自体が熱圧着性を有する熱圧着性樹脂フィルム、
3)樹脂フィルム自体が熱圧着性を有する熱圧着性樹脂フィルムの片面に接着剤層、熱融着性樹脂層(熱圧着性樹脂層)、又は熱硬化性樹脂層などの熱圧着性を有する層を有する多層の樹脂フィルム、
などを挙げることが出来る。
【0012】
両面が熱圧着性を有する樹脂フィルムの電子・電気などの配線基板などの基板材料に用いる中心基材の樹脂フィルムの両面に接着剤層、熱融着性樹脂層(熱圧着性樹脂層)、又は熱硬化性樹脂層などの熱圧着性を有する層を有する多層の樹脂フィルムにおいて、
中心基材の樹脂フィルムとしては、全芳香族のポリイミドなどのポリイミド、ポリアミドイミド、アラミドなどのポリアミド、液晶ポリマー、ポリエステル、ポリフエリレンサルファイド、ポリカーボネート、ポリ塩化ビニル、ポリ塩化ビニリデンなど公知の熱可塑性又は非熱可塑性の樹脂フィルムを用いることが出来、特に全芳香族のポリイミドなどのポリイミド、ポリアミドイミド、アラミドなどのポリアミドなどの高融点や非溶融性高分子からのフィルムが好ましく、さらにこれらのフィルムを二層以上を組合せて使用してもよく、これらフィルムの両面に公知のポリイミドなどの熱圧着性樹脂層又は接着剤層を有する多層又は一層構造のフィルムを用いることが出来る。
両面が熱圧着性を有する樹脂フィルムの樹脂フィルム自体が熱圧着性を有する熱圧着性樹脂フィルムとしては、公知の加熱加圧下で金属箔と直接熱圧着できる樹脂を用いることができ、例えば全芳香族のポリイミドなどのポリイミド、ポリアミドイミド、ポリアミド、液晶ポリマー、ポリエステル、ポリカーボネートなどを挙げることが出来、さらにこれらのフィルムを二層以上を組合せて使用してもよい。
【0013】
本発明の第一の製造方法において、両面が熱圧着性を有する樹脂フィルム及び剥離材は、以下の特徴を少なくとも1つ有することが好ましい。(これらの特徴は任意の特徴を複数組み合わせることが出来る。)
1)離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.7倍〜0.9倍の範囲、好ましくは0.7倍〜0.8倍の範囲であるもの、
2)両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(TD−B)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.8倍〜1.2倍の範囲であるもの、好ましくは0.9倍〜1.1倍の範囲であるもの、さらに好ましくは0.9倍〜1.0倍の範囲であるもの、
3)離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、離型材のTD方向の線膨張係数(TD−P)(50〜200℃)の0.8倍〜1.2倍の範囲であるもの、好ましくは0.9倍〜1.1倍の範囲であるもの、さらに好ましくは0.9倍〜1.0倍の範囲であるもの、
4)両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.8倍〜1.3倍の範囲であるもの、好ましくは0.9倍〜1.2倍の範囲であるもの、さらに好ましくは0.9倍〜1.1倍の範囲であるもの、
5)離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜1.0倍の範囲、さらに好ましくは0.7倍〜0.9倍の範囲、特に好ましくは0.7倍〜0.8倍の範囲であるもの、
6)引張弾性率(MD、ASTM−D882)は3000MPa以上であるもの、さらに4000MPa以上であるもの、特に5000MPa以上であるもの、などをあげることができる。
本発明のロール状積層体の製造方法において、上記の1)、好ましくは上記の1)及び2)を選択することにより、TD方向にカールの抑制されたものを得ることが出来、さらに少なくとも上記の3)、4)又は5)を選択することによりMD方向にもカールの抑制されたものを得ることが出来る。
【0014】
本発明の第二の製造方法において、両面が熱圧着性を有する樹脂フィルム及び剥離材は、以下の特徴を少なくとも1つ有することが好ましい。(これらの特徴は任意の特徴を複数組み合わせることが出来る。)
本発明の第二において、離型材及び両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)は、以下の範囲であり、これの範囲を選択して組み合わせることができる。
a)離型材の最適な線膨張係数(50〜200℃)
・TD方向:金属箔のTD方向の線膨張係数に対して、(−6〜−2ppm/℃)、好ましくは(−5〜−2ppm/℃)、より好ましくは(−4〜−2ppm/℃)、特に好ましくは(−4〜−3ppm/℃)の範囲。
・MD方向:金属箔のMD方向の線膨張係数に対して、(−9〜−1ppm/℃)、好ましくは(−7〜−2ppm/℃)、より好ましくは(−6〜−2ppm/℃)、さらに好ましくは(−5〜−2ppm/℃)、特に好ましくは(−4〜−3ppm/℃)の範囲。
・離型材のMD方向の線膨張係数とTD方向の線膨張係数との比(MD/TD比):0.8〜1.1、好ましくは0.9〜1.1、さらに好ましくは0.9〜1.0の範囲。
b)両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)
・TD方向:金属箔のTD方向の線膨張係数に対して、(−5〜5ppm/℃)、好ましくは(−4〜4ppm/℃)、より好ましくは(−3〜3ppm/℃)、さらに好ましくは(−2〜2ppm/℃)、特に好ましくは(−1〜1ppm/℃)の範囲。
・MD方向:金属箔のMD方向の線膨張係数に対して、(−4〜6ppm/℃)、好ましくは(−3〜5ppm/℃)、より好ましくは(−2〜4ppm/℃)、さらに好ましくは(−1〜3ppm/℃)、特に好ましくは(0〜2ppm/℃)の範囲。
・両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数とTD方向の線膨張係数との比(MD/TD比):0.8〜1.1、好ましくは0.9〜1.1の範囲。
本発明のロール状積層体の製造方法において、上記のa)、好ましくは上記のa)及びb)のTD方向の線膨張係数を選択することにより、TD方向にカールの抑制されたものを得ることが出来、さらに少なくとも上記のa)、a)及びb)のMD方向の線膨張係数を選択することによりMD方向にもカールの抑制されたものを得ることが出来る。
【0015】
本発明の第二において、金属箔が圧延銅箔又は電解銅箔などの銅箔の場合、離型材及び両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)は、以下の範囲であり、これの範囲を選択して組み合せることができる。(但し銅箔のTD及びMD方向の線膨張係数を18ppm/℃とした場合)
a)離型材の最適な線膨張係数(50〜200℃)
・TD方向:12〜16ppm/℃、好ましくは13〜16ppm/℃、より好ましくは14〜16ppm/℃、特に好ましくは14〜15ppm/℃の範囲。
・MD方向:9〜16ppm/℃、好ましくは11〜16ppm/℃、より好ましくは12〜16ppm/℃、さらに好ましくは13〜16ppm/℃、特に好ましくは14〜15ppm/℃の範囲。
・MD/TD比:0.8〜1.1、好ましくは0.9〜1.1、さらに好ましくは0.9〜1.0の範囲。
b)両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)
・TD方向:13〜23ppm/℃、好ましくは14〜22ppm/℃、より好ましくは15〜21ppm/℃、さらに好ましくは16〜20ppm/℃、特に好ましくは17〜19ppm/℃の範囲。
・MD方向:15〜24ppm/℃、好ましくは16〜23ppm/℃、より好ましくは17〜22ppm/℃、さらに好ましくは18〜21ppm/℃、特に好ましくは18〜20ppm/℃の範囲。
・MD/TD比:0.8〜1.1、好ましくは0.9〜1.1の範囲。
【0016】
以下本発明の第一及び第二の積層体の製造方法について、詳細に説明する。
【0017】
ロール状積層体の製造方法において、
金属箔、両面が熱圧着性を有する樹脂フィルム、剥離材の厚みは、用いる加圧装置などにより適宜選択しておこなうことができ、どのようなものでも用いることが出来るが、
1)金属箔の厚みは好ましくは5〜35μmの範囲、より好ましくは7〜30μmの範囲、さらに好ましくは9〜25μmの範囲、特に好ましくは10〜20μmの範囲、
2)両面が熱圧着性を有する樹脂フィルムの厚みは、好ましくは8〜125μmの範囲、より好ましくは9〜75μm、さらに好ましくは10〜40μm、特に好ましくは12〜28μmの範囲、
3)離型材のフィルムの厚みは、好ましくは5〜75μm、より好ましくは8〜60μm、さらに好ましくは15〜50μm、特に好ましくは22〜40μmの範囲、
を挙げることが出来、これらの厚みは適宜選択して行うことが出来る。
特にロール状積層体の製造方法において、
金属箔の厚みが5〜30μmの範囲、
両面が熱圧着性を有する樹脂フィルムの厚みが8〜40μmの範囲、
離型フィルムの厚みが15〜50μmの範囲、
を組み合わせる場合に適用できる。
【0018】
接着剤としては、電気・電子分野で使用されている耐熱性を有する接着剤であれば特に制限はなく、例えばポリイミド系接着剤、エポキシ変性ポリイミド系接着剤、フェノール樹脂変性エポキシ樹脂接着剤、エポキシ変性アクリル樹脂系接着剤、エポキシ変性ポリアミド系接着剤、ポリアミドフェノール系接着剤、NBRエポキシ系接着剤などが挙げられる。この接着剤はそれ自体電子分野で実施されている任意の方法で設けることができ、例えばポリイミドフィルムなどの樹脂フィルムに、接着剤溶液を塗布・乾燥してもよく、別途に形成したフィルム状接着剤と貼り合わせてもよい。
【0019】
両面が熱圧着性を有する樹脂フィルムは、無機微粒子を含む樹脂を用いることができる。
無機微粒子としては、微粒子状の二酸化チタン粉末、二酸化ケイ素(シリカ)粉末、酸化マグネシウム粉末、酸化アルミニウム(アルミナ)粉末、酸化亜鉛粉末などの無機酸化物粉末、微粒子状の窒化ケイ素粉末、窒化チタン粉末などの無機窒化物粉末、炭化ケイ素粉末などの無機炭化物粉末、および微粒子状の炭酸カルシウム粉末、硫酸カルシウム粉末、硫酸バリウム粉末などの無機塩粉末を挙げることができる。これらの無機微粒子は二種以上を組合せて使用してもよい。これらの無機微粒子を均一に分散させるために、それ自体公知の手段を適用することができる。
【0020】
両面が熱圧着性を有する樹脂フィルムの一例としては、公知の耐熱性及び強度を有する中心基材となるポリイミドと、中心基材のポリイミドの両面に、熱圧着性を有するポリイミドが積層されたフィルム、又は公知の熱圧着性を有するポリイミドのフィルムなどを用いることができる。
中心基材となるポリイミドは、プリント配線板、フレキシブルプリント基板、TABテープ等の電子部品の素材として用いることができるベースフィルムを構成する耐熱性ポリイミドなどの樹脂フィルムを用いることが好ましい。
中心基材となるポリイミドは、以下の特徴を少なくとも1つ有するポリイミドを用いることが好ましい。(これらの特徴は任意の特徴を複数組み合わせることが出来る。)
1)単独のポリイミドフィルムの場合にガラス転移温度が200℃以上、さらに好ましくは300℃以上か確認不可能であるもの、
2)非熱可塑性ポリイミド、などをあげることができる。
【0021】
中心基材となるポリイミドとしては、
(1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、ピロメリット酸二無水物及び1,4−ヒドロキノンジベンゾエート−3,3’,4,4’−テトラカルボン酸二無水物より選ばれる成分を少なくとも1種含む酸成分、好ましくはこれらの酸成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含む酸成分と、
(2)ジアミン成分としてp−フェニレンジアミン、4,4−ジアミノジフェニルエーテル、m−トリジン及び4,4’−ジアミノベンズアニリドより選ばれる成分を少なくとも1種含むジアミン、好ましくはこれらのジアミン成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含むジアミン成分とから得られるポリイミドなどを用いることができる。
特に、中心基材となるポリイミドを構成する酸成分とジアミン成分との組合せの一例としては、
1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物と、p−フェニレンジアミン或いはp−フェニレンジアミン及び4,4−ジアミノジフェニルエ−テル、
2)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物及びピロメリット酸二無水物と、p−フェニレンジアミン或いはp−フェニレンジアミン及び4,4−ジアミノジフェニルエ−テル、
3)ピロメリット酸二無水物と、p−フェニレンジアミン及び4,4−ジアミノジフェニルエ−テル、
4)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物とp−フェニレンジアミンとを主成分(合計100モル%中の50モル%以上)として得られるものが、プリント配線板、フレキシブルプリント基板、TABテープ等の電子部品の素材として用いられ、広い温度範囲にわたって優れた機械的特性を有し、長期耐熱性を有し、耐加水分解性に優れ、熱分解開始温度が高く、加熱収縮率と線膨張係数が小さい、難燃性に優れるために好ましい。
【0022】
中心基材となるポリイミドを得ることができる酸成分として、上記に示す酸成分の他に本発明の特性を損なわない範囲で、
2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、ビス(3,4−ジカルボキシフェニル)スルフィド二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、ビス(3,4−ジカルボキシフェニル)メタン二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、2,2−ビス(3,4−ジカルボキシフェニル)−1,1,1,3,3,3−ヘキサフルオロプロパン二無水物、2,2−ビス[(3,4−ジカルボキシフェノキシ)フェニル]プロパン二無水物、などの酸ニ無水物成分を用いることができる。
【0023】
中心基材となるポリイミドを得ることができるジアミン成分として、上記に示すジアミン成分の他に本発明の特性を損なわない範囲で、
m−フェニレンジアミン、3,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルスルフィド、3,4’−ジアミノジフェニルスルフィド、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、3,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、3,3’−ジアミノベンゾフェノン、4,4’−ジアミノベンゾフェノン、3,4’−ジアミノベンゾフェノン、3,3’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、3,4’−ジアミノジフェニルメタン、2,2−ジ(3−アミノフェニル)プロパン、2,2−ジ(4−アミノフェニル)プロパン、などのジアミン成分を用いることができる。
【0024】
熱圧着性ポリイミド基材となるポリイミドは、プリント配線板、フレキシブルプリント基板、TABテープ等の電子部品の素材として用いることができる公知の熱融着性或いは熱圧着性を有するポリイミドを用いることができる。
熱圧着性(熱融着性)ポリイミド基材となるポリイミドとしては、金属箔と熱融着(熱圧着)することができるポリイミドを用いることができ、好ましくは150℃〜400℃、さらに好ましくは200〜400℃、より好ましくは250〜400℃の温度で熱融着(熱圧着)できる熱可塑性ポリイミドなどのポリイミドを用いることができる。
熱圧着性ポリイミド基材となるポリイミドは、ガラス転移温度が好ましくは170〜320℃、より好ましくは180〜300℃、さらに好ましくは190〜280℃、特に好ましくは200〜275℃のものを用いることができる。
【0025】
熱圧着性ポリイミド基材となるポリイミドは、
(1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、ビス(3,4−ジカルボキシフェニル)スルフィド二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、ビス(3,4−ジカルボキシフェニル)メタン二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物及び1,4−ヒドロキノンジベンゾエート−3,3’,4,4’−テトラカルボン酸二無水物などの酸ニ無水物より選ばれる成分を少なくとも1種含む酸成分、好ましくはこれらの酸成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含む酸成分と、
(2)ジアミン成分としては、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノベンゾフェノン、4,4’−ビス(3−アミノフェノキシ)ビフェニル、4,4’−ビス(4−アミノフェノキシ)ビフェニル、ビス[4−(3−アミノフェノキシ)フェニル]ケトン、ビス[4−(4−アミノフェノキシ)フェニル]ケトン、ビス[4−(3−アミノフェノキシ)フェニル]スルフィド、ビス[4−(4−アミノフェノキシ)フェニル]スルフィド、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、ビス[4−(4−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]エーテル、ビス[4−(4−アミノフェノキシ)フェニル]エーテル、2,2−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンなどのジアミンより選ばれる成分を少なくとも1種含むジアミン、好ましくはこれらのジアミン成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含むジアミン成分とから得られるポリイミドなどを用いることができる。
【0026】
熱圧着性ポリイミド基材となるポリイミドを得ることができる酸成分とジアミン成分との組合せの一例としては、
(1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物及び2,3,3’,4’−ビフェニルテトラカルボン酸二無水物の酸ニ無水物より選ばれる成分を少なくとも1種含む酸成分、好ましくはこれらの酸成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含む酸成分と、
(2)ジアミン成分としては、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン4,4’−ビス(3−アミノフェノキシ)ビフェニル、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]エーテル、2,2−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンなどのジアミンより選ばれる成分を少なくとも1種含むジアミン、好ましくはこれらのジアミン成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含むジアミン成分とから得られるポリイミドなどを用いることができる。
【0027】
熱圧着性ポリイミド基材となるポリイミドを得ることができるジアミン成分として、上記に示すジアミン成分の他に本発明の特性を損なわない範囲で、
m−フェニレンジアミン、3,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルスルフィド、3,4’−ジアミノジフェニルスルフィド、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、3,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、3,3’−ジアミノベンゾフェノン、4,4’−ジアミノベンゾフェノン、3,4’−ジアミノベンゾフェノン、3,3’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、3,4’−ジアミノジフェニルメタン、2,2−ジ(3−アミノフェニル)プロパン、2,2−ジ(4−アミノフェニル)プロパン、などのジアミン成分を用いることができる。
【0028】
熱圧着性基材となるポリイミドの物性を損なわない範囲で他のテトラカルボン酸二無水物、例えば3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,2−ビス(3、4−ジカルボキシフェニル)プロパン二無水物あるいは2,3,6,7−ナフタレンテトラカルボン酸二無水物など、好適には3,3’,4,4’−ビフェニルテトラカルボン酸二無水物で置き換えられてもよい。また、熱圧着性ポリイミドの物性を損なわない範囲で他のジアミン、例えば4,4’−ジアミノジフェニルエ−テル、4,4’−ジアミノベンゾフェノン、4,4’−ジアミノジフェニルメタン、2,2−ビス(4−アミノフェニル)プロパン、1,4−ビス(4−アミノフェノキシ)ベンゼン、4,4’−ビス(4−アミノフェニル)ジフェニルエ−テル、4,4’−ビス(4−アミノフェニル)ジフェニルメタン、4,4’−ビス(4−アミノフェノキシ)ジフェニルエ−テル、4,4’−ビス(4−アミノフェノキシ)ジフェニルメタン、2,2−ビス〔4−(アミノフェノキシ)フェニル〕プロパン、2,2−ビス〔4−(4−アミノフェノキシ)フェニル〕ヘキサフルオロプロパンなどの複数のベンゼン環を有する柔軟な芳香族ジアミン、1,4−ジアミノブタン、1,6−ジアミノヘキサン、1,8−ジアミノオクタン、1,10−ジアミノデカン、1,12−ジアミノドデカンなどの脂肪族ジアミン、ビス(3−アミノプロピル)テトラメチルジシロキサンなどのジアミノジシロキサンによって置き換えられてもよい。他の芳香族ジアミンの使用割合は全ジアミンに対して20モル%以下、特に10モル%以下であることが好ましい。また、脂肪族ジアミンおよびジアミノジシロキサンの使用割合は全ジアミンに対して20モル%以下であることが好ましい。この割合を越すと熱圧着性ポリイミドの耐熱性が低下する。前記の熱圧着性ポリイミドのアミン末端を封止するためにジカルボン酸無水物、例えば、無水フタル酸およびその置換体、ヘキサヒドロ無水フタル酸およびその置換体、無水コハク酸およびその置換体など、特に、無水フタル酸を使用してもよい。
【0029】
中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドの合成は、最終的に各成分の割合が前記範囲内であればランダム重合、ブロック重合、あるいはあらかじめ2種類のポリアミック酸を合成しておき両ポリアミック酸溶液を混合後反応条件下で混合して均一溶液とする、いずれの方法によっても達成される。
【0030】
前記各成分を使用し、ジアミン成分とテトラカルボン酸二無水物の略等モル量を、有機溶媒中で反応させてポリアミック酸の溶液(均一な溶液状態が保たれていれば一部がイミド化されていてもよい)とする。
【0031】
中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドの合成は、ジアミン成分とテトラカルボン酸二無水物成分とを、略等モル量(場合により、酸性分が過剰、或いはジアミン成分が過剰でも良い)を有機溶媒中、約100℃以下、特に20〜60℃の温度で反応させてポリアミック酸の溶液とし、このポリアミック酸の溶液をドープ液として使用し、そのドープ液の薄膜を形成し、その薄膜から溶媒を蒸発させ除去すると共にポリアミック酸をイミド環化することにより製造することができる。また、前述のようにして製造したポリアミック酸の溶液を150〜250℃に加熱するか、またはイミド化剤を添加して150℃以下、特に15〜50℃の温度で反応させて、イミド環化した後溶媒を蒸発させる、もしくは貧溶媒中に析出させて粉末とした後、該粉末を有機溶液に溶解して熱圧着性ポリイミドの有機溶媒溶液を得ることができる。
ポリアミック酸の溶液の溶液粘度は、製造方法に応じて適宜選択すればよく、ポリアミック(ポリイミド前駆体)酸溶液は、30℃で測定した回転粘度が、約0.1〜5000ポイズ、特に0.5〜2000ポイズ、さらに好ましくは1〜2000ポイズ程度のものであることが、このポリアミック酸溶液を取り扱う作業性の面から好ましい。したがって、前記の重合反応は、生成するポリアミック酸が上記のような粘度を示す程度にまで実施することが望ましい。
【0032】
中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドを得るためには、有機溶媒中、ジアミン(アミノ基のモル数として)の使用量が酸無水物の全モル数(テトラ酸二無水物とジカルボン酸無水物の酸無水物基としての総モルとして)に対する比として、好ましくは0.92〜1.1、特に0.98〜1.1、そのなかでも特に0.99〜1.1であり、ジカルボン酸無水物の使用量がテトラカルボン酸二無水物の酸無水物基モル量に対する比として、好ましくは0.05以下であるような割合の各成分を反応させることができる。
【0033】
前記のジアミンおよびジカルボン酸無水物の使用割合が前記の範囲外であると、得られるポリアミック酸、従って熱圧着性ポリイミドの分子量が小さく、金属箔との積層体の接着強度の低下をもたらす場合がある。また、ポリアミック酸のゲル化を制限する目的でリン系安定剤、例えば亜リン酸トリフェニル、リン酸トリフェニル等をポリアミック酸重合時に固形分(ポリマ−)濃度に対して0.01〜1%の範囲で添加することができる。また、イミド化促進の目的で、ド−プ液中に塩基性有機化合物を添加することができる。例えば、イミダゾ−ル、2−イミダゾ−ル、1,2−ジメチルイミダゾ−ル、2−フェニルイミダゾ−ル、ベンズイミダゾ−ル、イソキノリン、置換ピリジンなどをポリアミック酸に対して0.05〜10質量%、特に0.1〜2質量%の割合で使用することができる。これらは比較的低温でポリイミドフィルムを形成するため、イミド化が不十分となることを避けるために使用することができる。また、接着強度の安定化の目的で、熱圧着性ポリイミド原料ド−プに有機アルミニウム化合物、無機アルミニウム化合物または有機錫化合物を添加してもよい。例えば水酸化アルミニウム、アルミニウムトリアセチルアセトナ−トなどをポリアミック酸に対してアルミニウム金属として1ppm以上、特に1〜1000ppmの割合で添加することができる。
【0034】
ポリアミック酸製造に使用する有機溶媒は、中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドのいずれに対しても、N−メチル−2−ピロリドン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N,N−ジエチルアセトアミド、ジメチルスルホキシド、ヘキサメチルホスホルアミド、N−メチルカプロラクタム、クレゾ−ル類などが挙げられる。これらの有機溶媒は単独で用いてもよく、2種以上を併用してもよい。
【0035】
多層のポリイミドフィルムの製造においては、例えば中心基材のポリイミドのポリアミック酸の溶液と、熱圧着層用のポリアミック酸の溶液を支持体上に共押出して流延塗布し、自己支持性となる程度(通常のキュア工程前の段階を意味する)、例えば支持体上より剥離することができる程度であり、温度100〜180℃で2〜60分間程度加熱して自己支持性フィルムを製造される。自己支持性フィルムは、溶媒および生成水分が好ましくは約25〜60重量%、特に好ましくは30〜50重量%残存している固化フィルムを挙げることが出来る。
自己支持性フィルムを加熱処理してポリイミドフィルムを得る。自己支持性フィルムの加熱処理としては、公知の方法を用いることが出来、例えば、連続的または断続的に自己支持性フィルムの少なくとも一対の両端縁を連続的または断続的に前記フィルムと共に移動可能な固定装置などで固定した状態で、前記の乾燥温度より高く、しかも好ましくは200〜550℃の範囲内、さらに好ましくは300〜500℃の範囲内、特に好ましくは320〜500℃の範囲内の高温度で、好ましくは1〜100分間、特に1〜10分間、前記自己支持性フィルムを乾燥および熱処理して、好ましくは最終的に得られるポリイミドフィルム中の有機溶媒および生成水等からなる揮発物の含有量が1重量%以下になるように、自己支持性フィルムから溶媒などを充分に除去するとともに前記フィルムを構成しているポリマーのイミド化を充分に行って、熱融着性を有する多層ポリイミドフィルムを形成する。
また、200℃以上の連続加熱処理においては、ピンテンタ、クリップ、枠などで、少なくとも長尺の自己支持性フィルムの長手方向に直角の方向の両端縁を固定して加熱処理を行うことが好ましい。特に薄い厚みのフィルムを製造する場合には、加熱処理時間は短くてもよい。
支持体としては、例えばステンレス基板、ステンレスベルトなどが使用される。
ポリイミドのポリアミック酸の溶液は、さらにイミド化触媒、有機リン含有化合物、無機微粒子などを加えたものを用いることが出来る。
なお、上記の自己支持性フィルムの加熱減量とは、測定対象のフィルムを420℃で20分間乾燥し、乾燥前の重量W1と乾燥後の重量W2とから数式1に従って算出した値である。
【数1】

また、上記の自己支持性フィルムのイミド化率は、IR(ATR)で測定し、フィルムとフルキュア品との振動帯ピーク面積の比を利用して、イミド化率を算出することができる。振動帯ピークとしては、イミドカルボニル基の対称伸縮振動帯やベンゼン環骨格伸縮振動帯などを利用する。またイミド化率測定に関し、特開平9−316199号公報に記載のカールフィッシャー水分計を用いる手法もある。
【0036】
両面が熱圧着性を有する樹脂フィルムの厚みは、好ましくは8〜125μmの範囲、より好ましくは9〜75μm、さらに好ましくは10〜40μm、さらに好ましくは12〜28μmの範囲、特に好ましくは12〜18μmの範囲である。
両面が熱圧着性を有する樹脂フィルムは、樹脂フィルムの両面に熱圧着性を有する層が形成され、好ましくは樹脂フィルムの両面に厚みが略等しい熱圧着性を有する層が形成されている。
両面が熱圧着性を有する樹脂フィルムは、樹脂フィルムの両面に熱圧着性を有する層が一体となるように形成されているものを用いることができる。
両面が熱圧着性を有する樹脂フィルムは、両面に厚みが略等しい熱圧着性層を有し、片面の熱圧着性層の厚みと他面の熱圧着性層の厚みとの合計が3〜10μm、好ましくは3〜9μm、さらに好ましくは3〜8μmであることが、金属箔との圧着性に優れ、カールしない又はしにくい積層体を得ることが出来る。
【0037】
金属箔としては、銅、アルミニウム、金、合金の箔など各種金属箔が挙げられるが、好適には圧延銅箔、電解銅箔、アルミニウム箔などがあげられる。金属箔として、表面粗さRzが0.5μm以上であるものを用いることが出来る。また、金属箔の表面粗さRzが10μm以下、特に7μm以下であるものが好ましい。
【0038】
剥離材は、金属箔と両面が熱圧着性を有する樹脂フィルムとを、加熱加圧式の熱圧着装置によりはりあわせた積層体より、容易にはがせるものであればよく、金属箔と両面が熱圧着性を有する樹脂フィルムとを加熱加圧式の熱圧着装置ではりあわせる場合には、そのはり合わせ温度や圧力で大きな変形しないものが好ましい。
剥離材としては、Rzが3μm未満の樹脂フィルムや金属箔を挙げることができる。
剥離材としては、PTFEなどのフッ素樹脂フィルム、ユ−ピレックスS(宇部興産製)などのポリイミドフィルム、アラミドフィルムなどの樹脂フィルム、圧延銅箔、圧延アルミニウム箔、電解銅箔などの金属箔などを挙げることができる。
【0039】
ロール状積層体の製造方法の一例を示す。
両面が熱圧着性を有する樹脂フィルムと、その片面に金属箔を、他面に補強材を重ねて、少なくとも一対の加熱加圧式の熱圧着装置に連続的に供給して、加圧部の温度が熱圧着性層の熱圧着可能な温度範囲で加熱下に熱圧着して、樹脂フィルムの金属箔の反対側に離型材が重ねられている長尺のロール状積層体、好ましくは剥離材を内側にしている長尺のロール状積層体を製造することができる。
加熱加圧式の熱圧着装置としては、加圧部材を有する装置であり、一対の圧着金属ロ−ル(圧着部は金属製、セラミック溶射金属製のいずれでもよい)、ダブルベルトプレスが挙げられ、特に加圧下に熱圧着および冷却できるものであって、そのなかでも特にダブルベルトプレスを好適に挙げることができる。
【0040】
本発明において、両面が熱圧着性を有する樹脂フィルムと金属箔とを、ダブルベルトプレスに導く入口ドラムに沿わせることによって、好適には100℃より高く250℃以下の温度で2〜120秒間程度予熱して、加圧下で熱圧着−冷却してはり合わせることによって、片面金属箔積層樹脂フィルムを得ることができる。
【0041】
本発明において、樹脂フィルムを予め予熱することにより、ポリイミドなどのように樹脂フィルムに含有されている水分によりラミネート後の積層体に発泡による外観不良が発生したり、電子回路形成時の半田浴浸漬時に発泡が生じ、製品収率が悪化することを防ぐことが出来る。樹脂フィルムを予め予熱する方法としては、加熱加圧装置に供給する前に予熱できるものであればよく、例えばラミネート装置全体を炉の中に設置する方法などを挙げることが出来る。
【0042】
本発明の片面金属箔積層樹脂フィルムの製造法において、好適にはダブルベルトプレスの加熱圧着ゾ−ンの温度が熱圧着性ポリイミドのガラス転移温度より20℃以上高く400℃以下の温度、特にガラス転移温度より30℃以上高く400℃以下の温度で加圧下に熱圧着し、引き続いて冷却ゾ−ンで加圧下に冷却して、好適には熱圧着性ポリイミドのガラス転移温度より20℃以上低い温度、特に30℃以上低い温度まで冷却して、積層することによって製造することができる。
【0043】
本発明の片面金属箔積層樹脂フィルムの製造法において、剥離容易な高耐熱性フィルム、例えば前記のRzが2μm未満の高耐熱性フィルムまたは金属箔、好適にはポリイミドフィルム(宇部興産社製、ユ−ピレックスS)、フッ素樹脂フィルム、銅箔などの高耐熱性フィルムなどの保護材を、金属箔とダブルベルトプレスのベルトの間に介在させてもよい。この保護材は積層後、積層体から除いて巻き取ることが好ましい。
【0044】
本発明においては、ダブルベルトプレスを用いて加圧下に熱圧着−冷却して積層することによって、好適には引き取り速度1m/分以上とすることができ、得られるフレキシブル金属箔積層体は、長尺で幅が約400mm以上、特に約500mm以上の幅広の、接着強度が大きく(90°ピ−ル強度:0.7kN/m以上、さらに0.8kN/m以上、さらに0.9kN/m以上、特に1kN/m以上)、金属箔表面に皺が実質的に認められない程外観が良好なフレキシブル金属箔積層体を得ることができる。
【0045】
本発明において、片面金属箔積層樹脂フィルムは、両面が熱圧着性を有する樹脂フィルム、金属箔、及び離型材がロ−ル巻きの状態でダブルベルトプレスにそれぞれ供給され、片面金属箔積層樹脂フィルムと離型材とを重ねてロール巻きの状態で得ることができる。
【0046】
片面金属箔積層樹脂フィルムは、カメラ、パソコン、液晶ディスプレイなどの電子機器類への用途のフレキシブルプリント板(FPC)やテ−プ・オ−トメイティッド・ボンディング(TAB)、COFなどの基板材料として使用することができる。
片面金属箔積層樹脂フィルムは、カールが小さく、ファインピッチ回路を形成する基板材料として好適に用いることが出来る。
【0047】
本発明のロール状積層体の製造方法より得られる片面金属箔積層樹脂フィルムと離型材との積層体の長さ540mm×幅700mm(又は長さ540mm×幅400mm)に裁断した試料は、
1)カール量はTD側両端部が離型フィルム側に好ましくは25mm以下、より好ましくは20mm以下、さらに好ましくは15mm以下、特に好ましくは10mm以下であること、
及び/又は、
2)カール量はTD側両端部が金属箔側に好ましくは25mm以下、より好ましくは20mm以下、さらに好ましくは15mm以下、特に好ましくは10mm以下であること、
の特徴を有する。
さらに、本発明のロール状積層体の製造方法より得られる片面金属箔積層樹脂フィルムと離型材との積層体の長さ540mm×幅700mm(又は長さ540mm×幅400mm)に裁断した試料は、
カール量はMD側両端部が離型フィルム側又は金属箔側に好ましくは25mm以下、より好ましくは15mm以下、さらに好ましくは8mm以下、特に好ましくは5mm以下であることが好ましい。
【実施例】
【0048】
以下、本発明を実施例に基づき、さらに詳細に説明する。但し、本発明は下記実施例により制限されるものでない。
【0049】
(評価方法)
以下の各例において、部は質量部を意味する。以下の各例において、物性評価は以下の方法に従って測定した。
1)線膨張係数の測定法:TMAにて、20〜200℃、5℃/分の昇温速度で測定(MD、又はTD)した。
2)ガラス転移温度の測定法:粘弾性より測定。
3)引張弾性率の測定法:長さ200mm、幅10mmの試料を用いて、ASTM・D882に準拠して、10mm/分の速度で行った。
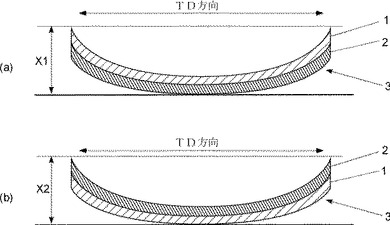
4)カール量の測定法:所定の大きさ(長さ540mm×幅700mm、又は長さ540mm×幅400mm)に裁断した試料を図1のように、平らな面に置き、TD両端部のカール量を測定する。
図1において、離型材フィルムを記号1で示し、片面金属箔積層樹脂フィルムを記号2で示し、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体を記号3で示している。
図1(a)は、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体3のTD側両端部が、離型材フィルム側1にカールしている模式図です。X1はTD側両端部の離型材フィルム側のカール量を示します。
図1(b)は、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体3のTD側両端部が、片面金属箔積層樹脂フィルム側(金属箔側)2にカールしている模式図です。X2はTD側両端部の片面金属箔積層樹脂フィルム側(金属箔側)のカール量を示します。
5)製品外観:積層後の製品外観について、皺の有無を目視観察で評価。
( ○:皺無し、△:少し皺有り、×:多数の皺有り)
6)接着強度(90°ピ−ル強度):片面金属箔積層樹脂フィルムの樹脂フィルムと金属箔との90°剥離強度を10mm幅の試料について、50mm/分の速度で測定した。
【0050】
(参考例1:中心基体層ポリイミド製造用ド−プの合成例1)
撹拌機、窒素導入管を備えた反応容器に、N−メチル−2−ピロリドンを加え、さらに、パラフェニレンジアミン(PPD)と3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(s−BPDA)とを1000:998のモル比でモノマ−濃度が18%(質量%、以下同じ)になるように加えた。添加終了後50℃を保ったまま3時間反応を続けた。得られたポリアミック酸溶液は褐色粘調液体であり、25℃における溶液粘度は約1500ポイズであった。この溶液をド−プとして使用した。
【0051】
(参考例2:熱圧着性ポリイミド製造用ド−プの合成−1)
撹拌機、窒素導入管を備えた反応容器に、N−メチル−2−ピロリドンを加え、さらに、1,3−ビス(4−アミノフェノキシ)ベンゼン(TPE−R)と2,3,3’,4’−ビフェニルテトラカルボン酸二無水物(a−BPDA)とを1000:1000のモル比でモノマ−濃度が22%になるように、またトリフェニルホスフェ−トをモノマ−質量に対して0.1%加えた。添加終了後25℃を保ったまま1時間反応を続けた。25℃における溶液粘度は約2000ポイズであった。この溶液をド−プとして使用した。
【0052】
(参考例3:多層ポリイミドフィルムAの製造)
前記の中心基体層ポリイミド製造用ド−プと熱圧着性ポリイミド製造用ド−プとを三層押出し成形用ダイス(マルチマニホ−ルド型ダイス)を設けた製膜装置を使用し、三層押出ダイスから金属製支持体上に流延し、140℃の熱風で連続的に乾燥し、固化フィルムを形成した。この固化フィルムを支持体から剥離した後加熱炉で200℃から320℃まで徐々に昇温して溶媒の除去、イミド化を行い長尺状の三層押出しポリイミドフィルムを巻き取りロ−ルに巻き取った。
【0053】
得られた三層押出しポリイミドフィルム(A1)は、
各層の厚みが4μm/17μm/4μm(総厚み25μm)であり、線膨張係数(50−200℃)が、MD:20ppm/℃、TD:19ppm/℃でありで、基体層ポリイミドのガラス転移温度は340℃以下の温度で明確に確認されず、熱圧着層ポリイミドはガラス転移温度が250℃である。
【0054】
得られた三層押出しポリイミドフィルム(A2)は、
各層の厚みが3μm/9μm/3μm(総厚み15μm)であり、線膨張係数(50−200℃)が、MD:19ppm/℃、TD:18ppm/℃でありで、基体層ポリイミドのガラス転移温度は340℃以下の温度で明確に確認されず、熱圧着層ポリイミドはガラス転移温度が250℃である。
【0055】
(参考例4:離型材のポリイミドフィルムの製造)
前記の中心基体層ポリイミド製造用ド−プを単層押出し成形用ダイスを設けた製膜装置を使用し、単層押出ダイスから金属製支持体上に流延し、熱風で連続的に乾燥し、固化フィルムを形成した。この固化フィルムを支持体から剥離した後加熱炉で徐々に昇温して溶媒の除去、イミド化を行い、表1に示す厚みと線膨張係数を有する数種類の長尺状のポリイミドフィルムをロール状に巻き取った。
【0056】
(実施例1、比較例1〜3)
ロール巻きした圧延銅箔(マイクロハード社製、VSBK、厚さ18μm)と、三層押出しポリイミドフィルム(A1)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0057】
(実施例2、比較例4)
ロール巻きした圧延銅箔(日立電線製、HPF−ST12−X、厚さ12μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A2)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ400mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0058】
(実施例3)
ロール巻きした電解銅箔(日本電解社製、HLB、厚さ9μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0059】
(実施例4)
ロール巻きした圧延銅箔(日鉱金属社製、BHY22BHA、厚さ18μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0060】
(実施例5,6)
ロール巻きした圧延銅箔(日鉱金属社製、BHY13HHA、厚さ12μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0061】
表1において、銅箔と離型フィルムとの線膨張係数比とは、
(離型フィルムの線膨張係数)/(銅箔の線膨張係数)を意味し、銅箔の線膨張係数はMD方向及びMD方向共に、18ppmとした。
実施例6において、MD方向の銅箔と離型フィルムとの線膨張係数比の小さなものを用いた場合、MD方向にカールした物が得られた。
実施例1〜6及び比較例1〜4のロール状の積層体より巻きだした片面銅箔積層ポリイミドフィルムの外観は、皺がなく良好であった。
実施例1〜6及び比較例1〜4のロール状の積層体より巻きだした片面銅箔積層ポリイミドフィルムの90°ピール強度は、すべて1kN/m以上であった。
【0062】
【表1】
【図面の簡単な説明】
【0063】
【図1】図1は、カール量の測定法において、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった試料のカール量を説明する模式図である。
【符号の説明】
【0064】
1:離型材フィルム、
2:片面金属箔積層樹脂フィルム、
3:片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体。
【技術分野】
【0001】
本発明は、補強材と片面金属箔積層樹脂フィルムとの長尺のロール状積層体の製造方法、及びこれらの製法により得られる片面金属箔積層耐熱フィルムに関する。
【背景技術】
【0002】
カメラ、パソコン、液晶ディスプレイなどの電子機器類への用途として芳香族ポリイミドフィルムは広く使用されている。芳香族ポリイミドフィルムをフレキシブルプリント板(FPC)やテ−プ・オ−トメイティッド・ボンディング(TAB)などの基板材料として使用するためには、エポキシ樹脂などの接着剤を用いて銅箔を張り合わせる方法が採用されている。
【0003】
従来、片面積層基板をラミネート成形すると、加熱加圧する前後で各構成基材の膨張、収縮の差より、シワが発生し外観不良となる場合がある。シワの発生を抑制させる方法としては、離型材を他面に張り合わせる方法が提案されており、例えば、特許文献1では、Rzが3μm未満の耐熱性フィルムや金属箔が提案されている。
特許文献2には、耐熱性樹脂を含む耐熱性コア層の両表面に接着層が積層されてなる接着フィルム、金属層および耐熱性樹脂を含む耐熱樹脂裏打層、を備え、前記接着フィルムのいずれか一方の表面にのみ前記金属層が積層されており、かつ他方の表面に耐熱樹脂裏打層が積層されていることを特徴とする片面金属張積層板が提案されている。
特許文献3には、非熱可塑性ポリイミド層の両面に熱可塑性ポリイミドを含む接着層を有する耐熱性接着シートの片面に導電層、他方の面に耐熱樹脂裏打層を形成してなる片面金属張積層板であって、下記条件を満足する片面金属張積層板が提案されている。
80≦(導電層の線膨張係数/裏打層の線膨張係数)×100≦120
80≦(耐熱性接着シートの線膨張係数/裏打層の線膨張係数)×100≦120
【特許文献1】特開2001−162719号公報
【特許文献2】特開2007−055039号公報
【特許文献3】特開2007−098672号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材とを用いてラミネート成形により、補強材と片面金属箔積層樹脂フィルムとを重ね合わせた積層体のロールを製造する場合に、時折ラミネート後の積層体にTD方向にカールが発生し、その結果ロールにシワが入る場合がある。特に両面が熱圧着性を有する樹脂フィルムの総厚みが薄い物を用いると、ラミネート後の積層体にTD方向のカールの発生頻度が高くなる。そのため両面に薄い熱圧着性層を有する樹脂フィルムを用いても、ラミネート後の積層体にカールの発生頻度を少なく又は全く発生させない方法が求められている。
本発明では、金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材とを用いてラミネート成形により、補強材と片面金属箔積層樹脂フィルムとを重ね合わせた積層体のロールを製造する場合に、ラミネート後に得られる積層体がTD方向にカールの発生しない或いは極めて発生頻度の少ないロールを得ることが出来る製造方法、特に両面が熱圧着性を有する樹脂フィルムとして厚みの薄いフィルムを用いる場合でも、TD方向にカールが発生しない或いは極めて発生頻度の少ない積層体を製造し、皺のないロールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明では、ラミネート後に得られる積層体のTD方向のカールを防止する目的のため、ラミネート温度よりも温度の低い温度域でのTD方向の線膨張係数に着目した。
本発明の第一は、金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.7倍〜0.9倍の範囲を用いることを特徴とする積層体の製造方法に関する。
本発明の第一の積層体の製造方法により、TD方向にカールの小さな積層体を得ることが出来、その結果離型材剥離後にTD方向にカールの小さな積層体を得ることができる。さらに、皺のないロール状の積層体を製造することが出来、生産性に優れ、加工性に優れ、外観が良好な片面金属箔積層フィルムを得ることが出来る。
【0006】
本発明の第一の製造方法では、両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(TD−B)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.8倍〜1.2倍の範囲[(TD−B)/(TD−M)]であることにより、特に効果が優れる。
本発明の第一の製造方法では、離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜0.9倍の範囲[(MD−P)/(MD−M)]であり、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.8倍〜1.3倍の範囲[(MD−B)/(MD−M)]であることにより、
さらに離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜0.9倍の範囲[(MD−P)/(MD−M)]であり、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.8倍〜1.3倍の範囲[(MD−B)/(MD−M)]であり、離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、離型材のTD方向の線膨張係数(TD−P)(50〜200℃)の0.9〜1.1の範囲[(MD−P)/(TD−P)]であることにより、
特に効果が優れる。
【0007】
本発明の第二は、金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面銅箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−6〜−2ppm/℃)のものを用いることを特徴とする積層体の製造方法に関する。
本発明の第二の積層体の製造方法により、TD方向にカールの小さな積層体を得ることが出来、その結果離型材剥離後にTD方向にカールの小さな積層体を得ることができる。さらに、皺のないロール状の積層体を製造することが出来、生産性に優れ、加工性に優れ、外観が良好な片面金属箔積層フィルムを得ることが出来る。
本発明の第二では、離型材のMD方向の線膨張係数(50〜200℃)が、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−9〜−2ppm/℃)のものを用いることにより、特に効果が優れる。
本発明の第二では、剥離材のMD方向とTD方向の線膨張係数比(MD/TD比)(50〜200℃)が0.8〜1.1の範囲のものを用いることにより、特に効果が優れる。
本発明の第二では、両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−5〜5ppm/℃)のものを用いることにより、特に効果が優れる。
本発明の第二では、両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(50〜200℃)は、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−3〜6ppm/℃)のものを用いることにより、特に効果が優れる。
【0008】
本発明の第一及び本発明の第ニの好ましい態様を以下に示す。好ましい態様は複数組み合わせることができる。
1)離型材が片面金属箔積層樹脂フィルムに対して内側に巻かれているロールを製造する場合に、適用することができる。
2)金属箔が銅箔であり、両面が熱圧着性を有する樹脂フィルム及び離型材がポリイミドフィルムを用いることが出来る。
3)金属箔の厚みが5〜30μmの範囲、
両面が熱圧着性を有する樹脂フィルムの厚みが8〜40μmの範囲、
離型フィルムの厚みが15〜50μmの範囲の場合に、特に適用することができる。
4)両面が熱圧着性を有する樹脂フィルムは、ポリイミド層の両面に熱圧着性ポリイミド層を積層している多層ポリイミドフィルムを用いること。
5)加熱加圧式の熱圧着装置は、ダブルベルトプレスを用いること。
【0009】
本発明の第一及び第二より、片面金属箔積層樹脂フィルム、若しくはロール状の積層体を製造することができる。
本発明の片面金属箔積層樹脂フィルムは、外観に優れ、TD方向のカールの小さな積層体である。
【発明の効果】
【0010】
本発明により、TD方向にカールの発生しない片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造することが出来、その結果皺のないロール状の長尺の積層体を容易に製造することが出来、生産性に優れる。
本発明の製造方法により製造される積層体若しくはロール状積層体は、剥離材を除去することにより、TD方向にカールしていない、外観良好な、加工性に優れる片面金属箔積層を得ることが出来る。
【発明を実施するための最良の形態】
【0011】
両面が熱圧着性を有する樹脂フィルムとしては、両面が熱圧着性を有する樹脂フィルムなだどのようなものでも用いることが出来、例えば、
1)電子・電気などの配線基板などの基板材料に用いる樹脂フィルムの両面に接着剤層、熱融着性樹脂層(熱圧着性樹脂層)、又は熱硬化性樹脂層などの熱圧着性を有する層を有する多層の樹脂フィルム、
2)樹脂フィルム自体が熱圧着性を有する熱圧着性樹脂フィルム、
3)樹脂フィルム自体が熱圧着性を有する熱圧着性樹脂フィルムの片面に接着剤層、熱融着性樹脂層(熱圧着性樹脂層)、又は熱硬化性樹脂層などの熱圧着性を有する層を有する多層の樹脂フィルム、
などを挙げることが出来る。
【0012】
両面が熱圧着性を有する樹脂フィルムの電子・電気などの配線基板などの基板材料に用いる中心基材の樹脂フィルムの両面に接着剤層、熱融着性樹脂層(熱圧着性樹脂層)、又は熱硬化性樹脂層などの熱圧着性を有する層を有する多層の樹脂フィルムにおいて、
中心基材の樹脂フィルムとしては、全芳香族のポリイミドなどのポリイミド、ポリアミドイミド、アラミドなどのポリアミド、液晶ポリマー、ポリエステル、ポリフエリレンサルファイド、ポリカーボネート、ポリ塩化ビニル、ポリ塩化ビニリデンなど公知の熱可塑性又は非熱可塑性の樹脂フィルムを用いることが出来、特に全芳香族のポリイミドなどのポリイミド、ポリアミドイミド、アラミドなどのポリアミドなどの高融点や非溶融性高分子からのフィルムが好ましく、さらにこれらのフィルムを二層以上を組合せて使用してもよく、これらフィルムの両面に公知のポリイミドなどの熱圧着性樹脂層又は接着剤層を有する多層又は一層構造のフィルムを用いることが出来る。
両面が熱圧着性を有する樹脂フィルムの樹脂フィルム自体が熱圧着性を有する熱圧着性樹脂フィルムとしては、公知の加熱加圧下で金属箔と直接熱圧着できる樹脂を用いることができ、例えば全芳香族のポリイミドなどのポリイミド、ポリアミドイミド、ポリアミド、液晶ポリマー、ポリエステル、ポリカーボネートなどを挙げることが出来、さらにこれらのフィルムを二層以上を組合せて使用してもよい。
【0013】
本発明の第一の製造方法において、両面が熱圧着性を有する樹脂フィルム及び剥離材は、以下の特徴を少なくとも1つ有することが好ましい。(これらの特徴は任意の特徴を複数組み合わせることが出来る。)
1)離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.7倍〜0.9倍の範囲、好ましくは0.7倍〜0.8倍の範囲であるもの、
2)両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(TD−B)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)の0.8倍〜1.2倍の範囲であるもの、好ましくは0.9倍〜1.1倍の範囲であるもの、さらに好ましくは0.9倍〜1.0倍の範囲であるもの、
3)離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、離型材のTD方向の線膨張係数(TD−P)(50〜200℃)の0.8倍〜1.2倍の範囲であるもの、好ましくは0.9倍〜1.1倍の範囲であるもの、さらに好ましくは0.9倍〜1.0倍の範囲であるもの、
4)両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.8倍〜1.3倍の範囲であるもの、好ましくは0.9倍〜1.2倍の範囲であるもの、さらに好ましくは0.9倍〜1.1倍の範囲であるもの、
5)離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜1.0倍の範囲、さらに好ましくは0.7倍〜0.9倍の範囲、特に好ましくは0.7倍〜0.8倍の範囲であるもの、
6)引張弾性率(MD、ASTM−D882)は3000MPa以上であるもの、さらに4000MPa以上であるもの、特に5000MPa以上であるもの、などをあげることができる。
本発明のロール状積層体の製造方法において、上記の1)、好ましくは上記の1)及び2)を選択することにより、TD方向にカールの抑制されたものを得ることが出来、さらに少なくとも上記の3)、4)又は5)を選択することによりMD方向にもカールの抑制されたものを得ることが出来る。
【0014】
本発明の第二の製造方法において、両面が熱圧着性を有する樹脂フィルム及び剥離材は、以下の特徴を少なくとも1つ有することが好ましい。(これらの特徴は任意の特徴を複数組み合わせることが出来る。)
本発明の第二において、離型材及び両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)は、以下の範囲であり、これの範囲を選択して組み合わせることができる。
a)離型材の最適な線膨張係数(50〜200℃)
・TD方向:金属箔のTD方向の線膨張係数に対して、(−6〜−2ppm/℃)、好ましくは(−5〜−2ppm/℃)、より好ましくは(−4〜−2ppm/℃)、特に好ましくは(−4〜−3ppm/℃)の範囲。
・MD方向:金属箔のMD方向の線膨張係数に対して、(−9〜−1ppm/℃)、好ましくは(−7〜−2ppm/℃)、より好ましくは(−6〜−2ppm/℃)、さらに好ましくは(−5〜−2ppm/℃)、特に好ましくは(−4〜−3ppm/℃)の範囲。
・離型材のMD方向の線膨張係数とTD方向の線膨張係数との比(MD/TD比):0.8〜1.1、好ましくは0.9〜1.1、さらに好ましくは0.9〜1.0の範囲。
b)両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)
・TD方向:金属箔のTD方向の線膨張係数に対して、(−5〜5ppm/℃)、好ましくは(−4〜4ppm/℃)、より好ましくは(−3〜3ppm/℃)、さらに好ましくは(−2〜2ppm/℃)、特に好ましくは(−1〜1ppm/℃)の範囲。
・MD方向:金属箔のMD方向の線膨張係数に対して、(−4〜6ppm/℃)、好ましくは(−3〜5ppm/℃)、より好ましくは(−2〜4ppm/℃)、さらに好ましくは(−1〜3ppm/℃)、特に好ましくは(0〜2ppm/℃)の範囲。
・両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数とTD方向の線膨張係数との比(MD/TD比):0.8〜1.1、好ましくは0.9〜1.1の範囲。
本発明のロール状積層体の製造方法において、上記のa)、好ましくは上記のa)及びb)のTD方向の線膨張係数を選択することにより、TD方向にカールの抑制されたものを得ることが出来、さらに少なくとも上記のa)、a)及びb)のMD方向の線膨張係数を選択することによりMD方向にもカールの抑制されたものを得ることが出来る。
【0015】
本発明の第二において、金属箔が圧延銅箔又は電解銅箔などの銅箔の場合、離型材及び両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)は、以下の範囲であり、これの範囲を選択して組み合せることができる。(但し銅箔のTD及びMD方向の線膨張係数を18ppm/℃とした場合)
a)離型材の最適な線膨張係数(50〜200℃)
・TD方向:12〜16ppm/℃、好ましくは13〜16ppm/℃、より好ましくは14〜16ppm/℃、特に好ましくは14〜15ppm/℃の範囲。
・MD方向:9〜16ppm/℃、好ましくは11〜16ppm/℃、より好ましくは12〜16ppm/℃、さらに好ましくは13〜16ppm/℃、特に好ましくは14〜15ppm/℃の範囲。
・MD/TD比:0.8〜1.1、好ましくは0.9〜1.1、さらに好ましくは0.9〜1.0の範囲。
b)両面が熱圧着性を有する樹脂フィルムの最適な線膨張係数(50〜200℃)
・TD方向:13〜23ppm/℃、好ましくは14〜22ppm/℃、より好ましくは15〜21ppm/℃、さらに好ましくは16〜20ppm/℃、特に好ましくは17〜19ppm/℃の範囲。
・MD方向:15〜24ppm/℃、好ましくは16〜23ppm/℃、より好ましくは17〜22ppm/℃、さらに好ましくは18〜21ppm/℃、特に好ましくは18〜20ppm/℃の範囲。
・MD/TD比:0.8〜1.1、好ましくは0.9〜1.1の範囲。
【0016】
以下本発明の第一及び第二の積層体の製造方法について、詳細に説明する。
【0017】
ロール状積層体の製造方法において、
金属箔、両面が熱圧着性を有する樹脂フィルム、剥離材の厚みは、用いる加圧装置などにより適宜選択しておこなうことができ、どのようなものでも用いることが出来るが、
1)金属箔の厚みは好ましくは5〜35μmの範囲、より好ましくは7〜30μmの範囲、さらに好ましくは9〜25μmの範囲、特に好ましくは10〜20μmの範囲、
2)両面が熱圧着性を有する樹脂フィルムの厚みは、好ましくは8〜125μmの範囲、より好ましくは9〜75μm、さらに好ましくは10〜40μm、特に好ましくは12〜28μmの範囲、
3)離型材のフィルムの厚みは、好ましくは5〜75μm、より好ましくは8〜60μm、さらに好ましくは15〜50μm、特に好ましくは22〜40μmの範囲、
を挙げることが出来、これらの厚みは適宜選択して行うことが出来る。
特にロール状積層体の製造方法において、
金属箔の厚みが5〜30μmの範囲、
両面が熱圧着性を有する樹脂フィルムの厚みが8〜40μmの範囲、
離型フィルムの厚みが15〜50μmの範囲、
を組み合わせる場合に適用できる。
【0018】
接着剤としては、電気・電子分野で使用されている耐熱性を有する接着剤であれば特に制限はなく、例えばポリイミド系接着剤、エポキシ変性ポリイミド系接着剤、フェノール樹脂変性エポキシ樹脂接着剤、エポキシ変性アクリル樹脂系接着剤、エポキシ変性ポリアミド系接着剤、ポリアミドフェノール系接着剤、NBRエポキシ系接着剤などが挙げられる。この接着剤はそれ自体電子分野で実施されている任意の方法で設けることができ、例えばポリイミドフィルムなどの樹脂フィルムに、接着剤溶液を塗布・乾燥してもよく、別途に形成したフィルム状接着剤と貼り合わせてもよい。
【0019】
両面が熱圧着性を有する樹脂フィルムは、無機微粒子を含む樹脂を用いることができる。
無機微粒子としては、微粒子状の二酸化チタン粉末、二酸化ケイ素(シリカ)粉末、酸化マグネシウム粉末、酸化アルミニウム(アルミナ)粉末、酸化亜鉛粉末などの無機酸化物粉末、微粒子状の窒化ケイ素粉末、窒化チタン粉末などの無機窒化物粉末、炭化ケイ素粉末などの無機炭化物粉末、および微粒子状の炭酸カルシウム粉末、硫酸カルシウム粉末、硫酸バリウム粉末などの無機塩粉末を挙げることができる。これらの無機微粒子は二種以上を組合せて使用してもよい。これらの無機微粒子を均一に分散させるために、それ自体公知の手段を適用することができる。
【0020】
両面が熱圧着性を有する樹脂フィルムの一例としては、公知の耐熱性及び強度を有する中心基材となるポリイミドと、中心基材のポリイミドの両面に、熱圧着性を有するポリイミドが積層されたフィルム、又は公知の熱圧着性を有するポリイミドのフィルムなどを用いることができる。
中心基材となるポリイミドは、プリント配線板、フレキシブルプリント基板、TABテープ等の電子部品の素材として用いることができるベースフィルムを構成する耐熱性ポリイミドなどの樹脂フィルムを用いることが好ましい。
中心基材となるポリイミドは、以下の特徴を少なくとも1つ有するポリイミドを用いることが好ましい。(これらの特徴は任意の特徴を複数組み合わせることが出来る。)
1)単独のポリイミドフィルムの場合にガラス転移温度が200℃以上、さらに好ましくは300℃以上か確認不可能であるもの、
2)非熱可塑性ポリイミド、などをあげることができる。
【0021】
中心基材となるポリイミドとしては、
(1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、ピロメリット酸二無水物及び1,4−ヒドロキノンジベンゾエート−3,3’,4,4’−テトラカルボン酸二無水物より選ばれる成分を少なくとも1種含む酸成分、好ましくはこれらの酸成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含む酸成分と、
(2)ジアミン成分としてp−フェニレンジアミン、4,4−ジアミノジフェニルエーテル、m−トリジン及び4,4’−ジアミノベンズアニリドより選ばれる成分を少なくとも1種含むジアミン、好ましくはこれらのジアミン成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含むジアミン成分とから得られるポリイミドなどを用いることができる。
特に、中心基材となるポリイミドを構成する酸成分とジアミン成分との組合せの一例としては、
1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物と、p−フェニレンジアミン或いはp−フェニレンジアミン及び4,4−ジアミノジフェニルエ−テル、
2)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物及びピロメリット酸二無水物と、p−フェニレンジアミン或いはp−フェニレンジアミン及び4,4−ジアミノジフェニルエ−テル、
3)ピロメリット酸二無水物と、p−フェニレンジアミン及び4,4−ジアミノジフェニルエ−テル、
4)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物とp−フェニレンジアミンとを主成分(合計100モル%中の50モル%以上)として得られるものが、プリント配線板、フレキシブルプリント基板、TABテープ等の電子部品の素材として用いられ、広い温度範囲にわたって優れた機械的特性を有し、長期耐熱性を有し、耐加水分解性に優れ、熱分解開始温度が高く、加熱収縮率と線膨張係数が小さい、難燃性に優れるために好ましい。
【0022】
中心基材となるポリイミドを得ることができる酸成分として、上記に示す酸成分の他に本発明の特性を損なわない範囲で、
2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、ビス(3,4−ジカルボキシフェニル)スルフィド二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、ビス(3,4−ジカルボキシフェニル)メタン二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、2,2−ビス(3,4−ジカルボキシフェニル)−1,1,1,3,3,3−ヘキサフルオロプロパン二無水物、2,2−ビス[(3,4−ジカルボキシフェノキシ)フェニル]プロパン二無水物、などの酸ニ無水物成分を用いることができる。
【0023】
中心基材となるポリイミドを得ることができるジアミン成分として、上記に示すジアミン成分の他に本発明の特性を損なわない範囲で、
m−フェニレンジアミン、3,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルスルフィド、3,4’−ジアミノジフェニルスルフィド、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、3,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、3,3’−ジアミノベンゾフェノン、4,4’−ジアミノベンゾフェノン、3,4’−ジアミノベンゾフェノン、3,3’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、3,4’−ジアミノジフェニルメタン、2,2−ジ(3−アミノフェニル)プロパン、2,2−ジ(4−アミノフェニル)プロパン、などのジアミン成分を用いることができる。
【0024】
熱圧着性ポリイミド基材となるポリイミドは、プリント配線板、フレキシブルプリント基板、TABテープ等の電子部品の素材として用いることができる公知の熱融着性或いは熱圧着性を有するポリイミドを用いることができる。
熱圧着性(熱融着性)ポリイミド基材となるポリイミドとしては、金属箔と熱融着(熱圧着)することができるポリイミドを用いることができ、好ましくは150℃〜400℃、さらに好ましくは200〜400℃、より好ましくは250〜400℃の温度で熱融着(熱圧着)できる熱可塑性ポリイミドなどのポリイミドを用いることができる。
熱圧着性ポリイミド基材となるポリイミドは、ガラス転移温度が好ましくは170〜320℃、より好ましくは180〜300℃、さらに好ましくは190〜280℃、特に好ましくは200〜275℃のものを用いることができる。
【0025】
熱圧着性ポリイミド基材となるポリイミドは、
(1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、ビス(3,4−ジカルボキシフェニル)スルフィド二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、ビス(3,4−ジカルボキシフェニル)メタン二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物及び1,4−ヒドロキノンジベンゾエート−3,3’,4,4’−テトラカルボン酸二無水物などの酸ニ無水物より選ばれる成分を少なくとも1種含む酸成分、好ましくはこれらの酸成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含む酸成分と、
(2)ジアミン成分としては、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノベンゾフェノン、4,4’−ビス(3−アミノフェノキシ)ビフェニル、4,4’−ビス(4−アミノフェノキシ)ビフェニル、ビス[4−(3−アミノフェノキシ)フェニル]ケトン、ビス[4−(4−アミノフェノキシ)フェニル]ケトン、ビス[4−(3−アミノフェノキシ)フェニル]スルフィド、ビス[4−(4−アミノフェノキシ)フェニル]スルフィド、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、ビス[4−(4−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]エーテル、ビス[4−(4−アミノフェノキシ)フェニル]エーテル、2,2−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンなどのジアミンより選ばれる成分を少なくとも1種含むジアミン、好ましくはこれらのジアミン成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含むジアミン成分とから得られるポリイミドなどを用いることができる。
【0026】
熱圧着性ポリイミド基材となるポリイミドを得ることができる酸成分とジアミン成分との組合せの一例としては、
(1)3,3’,4,4’−ビフェニルテトラカルボン酸二無水物及び2,3,3’,4’−ビフェニルテトラカルボン酸二無水物の酸ニ無水物より選ばれる成分を少なくとも1種含む酸成分、好ましくはこれらの酸成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含む酸成分と、
(2)ジアミン成分としては、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン4,4’−ビス(3−アミノフェノキシ)ビフェニル、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]エーテル、2,2−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンなどのジアミンより選ばれる成分を少なくとも1種含むジアミン、好ましくはこれらのジアミン成分を少なくとも70モル%以上、さらに好ましくは80モル%以上、より好ましくは90モル%以上含むジアミン成分とから得られるポリイミドなどを用いることができる。
【0027】
熱圧着性ポリイミド基材となるポリイミドを得ることができるジアミン成分として、上記に示すジアミン成分の他に本発明の特性を損なわない範囲で、
m−フェニレンジアミン、3,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルスルフィド、3,4’−ジアミノジフェニルスルフィド、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、3,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、3,3’−ジアミノベンゾフェノン、4,4’−ジアミノベンゾフェノン、3,4’−ジアミノベンゾフェノン、3,3’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、3,4’−ジアミノジフェニルメタン、2,2−ジ(3−アミノフェニル)プロパン、2,2−ジ(4−アミノフェニル)プロパン、などのジアミン成分を用いることができる。
【0028】
熱圧着性基材となるポリイミドの物性を損なわない範囲で他のテトラカルボン酸二無水物、例えば3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,2−ビス(3、4−ジカルボキシフェニル)プロパン二無水物あるいは2,3,6,7−ナフタレンテトラカルボン酸二無水物など、好適には3,3’,4,4’−ビフェニルテトラカルボン酸二無水物で置き換えられてもよい。また、熱圧着性ポリイミドの物性を損なわない範囲で他のジアミン、例えば4,4’−ジアミノジフェニルエ−テル、4,4’−ジアミノベンゾフェノン、4,4’−ジアミノジフェニルメタン、2,2−ビス(4−アミノフェニル)プロパン、1,4−ビス(4−アミノフェノキシ)ベンゼン、4,4’−ビス(4−アミノフェニル)ジフェニルエ−テル、4,4’−ビス(4−アミノフェニル)ジフェニルメタン、4,4’−ビス(4−アミノフェノキシ)ジフェニルエ−テル、4,4’−ビス(4−アミノフェノキシ)ジフェニルメタン、2,2−ビス〔4−(アミノフェノキシ)フェニル〕プロパン、2,2−ビス〔4−(4−アミノフェノキシ)フェニル〕ヘキサフルオロプロパンなどの複数のベンゼン環を有する柔軟な芳香族ジアミン、1,4−ジアミノブタン、1,6−ジアミノヘキサン、1,8−ジアミノオクタン、1,10−ジアミノデカン、1,12−ジアミノドデカンなどの脂肪族ジアミン、ビス(3−アミノプロピル)テトラメチルジシロキサンなどのジアミノジシロキサンによって置き換えられてもよい。他の芳香族ジアミンの使用割合は全ジアミンに対して20モル%以下、特に10モル%以下であることが好ましい。また、脂肪族ジアミンおよびジアミノジシロキサンの使用割合は全ジアミンに対して20モル%以下であることが好ましい。この割合を越すと熱圧着性ポリイミドの耐熱性が低下する。前記の熱圧着性ポリイミドのアミン末端を封止するためにジカルボン酸無水物、例えば、無水フタル酸およびその置換体、ヘキサヒドロ無水フタル酸およびその置換体、無水コハク酸およびその置換体など、特に、無水フタル酸を使用してもよい。
【0029】
中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドの合成は、最終的に各成分の割合が前記範囲内であればランダム重合、ブロック重合、あるいはあらかじめ2種類のポリアミック酸を合成しておき両ポリアミック酸溶液を混合後反応条件下で混合して均一溶液とする、いずれの方法によっても達成される。
【0030】
前記各成分を使用し、ジアミン成分とテトラカルボン酸二無水物の略等モル量を、有機溶媒中で反応させてポリアミック酸の溶液(均一な溶液状態が保たれていれば一部がイミド化されていてもよい)とする。
【0031】
中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドの合成は、ジアミン成分とテトラカルボン酸二無水物成分とを、略等モル量(場合により、酸性分が過剰、或いはジアミン成分が過剰でも良い)を有機溶媒中、約100℃以下、特に20〜60℃の温度で反応させてポリアミック酸の溶液とし、このポリアミック酸の溶液をドープ液として使用し、そのドープ液の薄膜を形成し、その薄膜から溶媒を蒸発させ除去すると共にポリアミック酸をイミド環化することにより製造することができる。また、前述のようにして製造したポリアミック酸の溶液を150〜250℃に加熱するか、またはイミド化剤を添加して150℃以下、特に15〜50℃の温度で反応させて、イミド環化した後溶媒を蒸発させる、もしくは貧溶媒中に析出させて粉末とした後、該粉末を有機溶液に溶解して熱圧着性ポリイミドの有機溶媒溶液を得ることができる。
ポリアミック酸の溶液の溶液粘度は、製造方法に応じて適宜選択すればよく、ポリアミック(ポリイミド前駆体)酸溶液は、30℃で測定した回転粘度が、約0.1〜5000ポイズ、特に0.5〜2000ポイズ、さらに好ましくは1〜2000ポイズ程度のものであることが、このポリアミック酸溶液を取り扱う作業性の面から好ましい。したがって、前記の重合反応は、生成するポリアミック酸が上記のような粘度を示す程度にまで実施することが望ましい。
【0032】
中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドを得るためには、有機溶媒中、ジアミン(アミノ基のモル数として)の使用量が酸無水物の全モル数(テトラ酸二無水物とジカルボン酸無水物の酸無水物基としての総モルとして)に対する比として、好ましくは0.92〜1.1、特に0.98〜1.1、そのなかでも特に0.99〜1.1であり、ジカルボン酸無水物の使用量がテトラカルボン酸二無水物の酸無水物基モル量に対する比として、好ましくは0.05以下であるような割合の各成分を反応させることができる。
【0033】
前記のジアミンおよびジカルボン酸無水物の使用割合が前記の範囲外であると、得られるポリアミック酸、従って熱圧着性ポリイミドの分子量が小さく、金属箔との積層体の接着強度の低下をもたらす場合がある。また、ポリアミック酸のゲル化を制限する目的でリン系安定剤、例えば亜リン酸トリフェニル、リン酸トリフェニル等をポリアミック酸重合時に固形分(ポリマ−)濃度に対して0.01〜1%の範囲で添加することができる。また、イミド化促進の目的で、ド−プ液中に塩基性有機化合物を添加することができる。例えば、イミダゾ−ル、2−イミダゾ−ル、1,2−ジメチルイミダゾ−ル、2−フェニルイミダゾ−ル、ベンズイミダゾ−ル、イソキノリン、置換ピリジンなどをポリアミック酸に対して0.05〜10質量%、特に0.1〜2質量%の割合で使用することができる。これらは比較的低温でポリイミドフィルムを形成するため、イミド化が不十分となることを避けるために使用することができる。また、接着強度の安定化の目的で、熱圧着性ポリイミド原料ド−プに有機アルミニウム化合物、無機アルミニウム化合物または有機錫化合物を添加してもよい。例えば水酸化アルミニウム、アルミニウムトリアセチルアセトナ−トなどをポリアミック酸に対してアルミニウム金属として1ppm以上、特に1〜1000ppmの割合で添加することができる。
【0034】
ポリアミック酸製造に使用する有機溶媒は、中心基材となるポリイミド及び/又は熱圧着性基材となるポリイミドのいずれに対しても、N−メチル−2−ピロリドン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N,N−ジエチルアセトアミド、ジメチルスルホキシド、ヘキサメチルホスホルアミド、N−メチルカプロラクタム、クレゾ−ル類などが挙げられる。これらの有機溶媒は単独で用いてもよく、2種以上を併用してもよい。
【0035】
多層のポリイミドフィルムの製造においては、例えば中心基材のポリイミドのポリアミック酸の溶液と、熱圧着層用のポリアミック酸の溶液を支持体上に共押出して流延塗布し、自己支持性となる程度(通常のキュア工程前の段階を意味する)、例えば支持体上より剥離することができる程度であり、温度100〜180℃で2〜60分間程度加熱して自己支持性フィルムを製造される。自己支持性フィルムは、溶媒および生成水分が好ましくは約25〜60重量%、特に好ましくは30〜50重量%残存している固化フィルムを挙げることが出来る。
自己支持性フィルムを加熱処理してポリイミドフィルムを得る。自己支持性フィルムの加熱処理としては、公知の方法を用いることが出来、例えば、連続的または断続的に自己支持性フィルムの少なくとも一対の両端縁を連続的または断続的に前記フィルムと共に移動可能な固定装置などで固定した状態で、前記の乾燥温度より高く、しかも好ましくは200〜550℃の範囲内、さらに好ましくは300〜500℃の範囲内、特に好ましくは320〜500℃の範囲内の高温度で、好ましくは1〜100分間、特に1〜10分間、前記自己支持性フィルムを乾燥および熱処理して、好ましくは最終的に得られるポリイミドフィルム中の有機溶媒および生成水等からなる揮発物の含有量が1重量%以下になるように、自己支持性フィルムから溶媒などを充分に除去するとともに前記フィルムを構成しているポリマーのイミド化を充分に行って、熱融着性を有する多層ポリイミドフィルムを形成する。
また、200℃以上の連続加熱処理においては、ピンテンタ、クリップ、枠などで、少なくとも長尺の自己支持性フィルムの長手方向に直角の方向の両端縁を固定して加熱処理を行うことが好ましい。特に薄い厚みのフィルムを製造する場合には、加熱処理時間は短くてもよい。
支持体としては、例えばステンレス基板、ステンレスベルトなどが使用される。
ポリイミドのポリアミック酸の溶液は、さらにイミド化触媒、有機リン含有化合物、無機微粒子などを加えたものを用いることが出来る。
なお、上記の自己支持性フィルムの加熱減量とは、測定対象のフィルムを420℃で20分間乾燥し、乾燥前の重量W1と乾燥後の重量W2とから数式1に従って算出した値である。
【数1】
また、上記の自己支持性フィルムのイミド化率は、IR(ATR)で測定し、フィルムとフルキュア品との振動帯ピーク面積の比を利用して、イミド化率を算出することができる。振動帯ピークとしては、イミドカルボニル基の対称伸縮振動帯やベンゼン環骨格伸縮振動帯などを利用する。またイミド化率測定に関し、特開平9−316199号公報に記載のカールフィッシャー水分計を用いる手法もある。
【0036】
両面が熱圧着性を有する樹脂フィルムの厚みは、好ましくは8〜125μmの範囲、より好ましくは9〜75μm、さらに好ましくは10〜40μm、さらに好ましくは12〜28μmの範囲、特に好ましくは12〜18μmの範囲である。
両面が熱圧着性を有する樹脂フィルムは、樹脂フィルムの両面に熱圧着性を有する層が形成され、好ましくは樹脂フィルムの両面に厚みが略等しい熱圧着性を有する層が形成されている。
両面が熱圧着性を有する樹脂フィルムは、樹脂フィルムの両面に熱圧着性を有する層が一体となるように形成されているものを用いることができる。
両面が熱圧着性を有する樹脂フィルムは、両面に厚みが略等しい熱圧着性層を有し、片面の熱圧着性層の厚みと他面の熱圧着性層の厚みとの合計が3〜10μm、好ましくは3〜9μm、さらに好ましくは3〜8μmであることが、金属箔との圧着性に優れ、カールしない又はしにくい積層体を得ることが出来る。
【0037】
金属箔としては、銅、アルミニウム、金、合金の箔など各種金属箔が挙げられるが、好適には圧延銅箔、電解銅箔、アルミニウム箔などがあげられる。金属箔として、表面粗さRzが0.5μm以上であるものを用いることが出来る。また、金属箔の表面粗さRzが10μm以下、特に7μm以下であるものが好ましい。
【0038】
剥離材は、金属箔と両面が熱圧着性を有する樹脂フィルムとを、加熱加圧式の熱圧着装置によりはりあわせた積層体より、容易にはがせるものであればよく、金属箔と両面が熱圧着性を有する樹脂フィルムとを加熱加圧式の熱圧着装置ではりあわせる場合には、そのはり合わせ温度や圧力で大きな変形しないものが好ましい。
剥離材としては、Rzが3μm未満の樹脂フィルムや金属箔を挙げることができる。
剥離材としては、PTFEなどのフッ素樹脂フィルム、ユ−ピレックスS(宇部興産製)などのポリイミドフィルム、アラミドフィルムなどの樹脂フィルム、圧延銅箔、圧延アルミニウム箔、電解銅箔などの金属箔などを挙げることができる。
【0039】
ロール状積層体の製造方法の一例を示す。
両面が熱圧着性を有する樹脂フィルムと、その片面に金属箔を、他面に補強材を重ねて、少なくとも一対の加熱加圧式の熱圧着装置に連続的に供給して、加圧部の温度が熱圧着性層の熱圧着可能な温度範囲で加熱下に熱圧着して、樹脂フィルムの金属箔の反対側に離型材が重ねられている長尺のロール状積層体、好ましくは剥離材を内側にしている長尺のロール状積層体を製造することができる。
加熱加圧式の熱圧着装置としては、加圧部材を有する装置であり、一対の圧着金属ロ−ル(圧着部は金属製、セラミック溶射金属製のいずれでもよい)、ダブルベルトプレスが挙げられ、特に加圧下に熱圧着および冷却できるものであって、そのなかでも特にダブルベルトプレスを好適に挙げることができる。
【0040】
本発明において、両面が熱圧着性を有する樹脂フィルムと金属箔とを、ダブルベルトプレスに導く入口ドラムに沿わせることによって、好適には100℃より高く250℃以下の温度で2〜120秒間程度予熱して、加圧下で熱圧着−冷却してはり合わせることによって、片面金属箔積層樹脂フィルムを得ることができる。
【0041】
本発明において、樹脂フィルムを予め予熱することにより、ポリイミドなどのように樹脂フィルムに含有されている水分によりラミネート後の積層体に発泡による外観不良が発生したり、電子回路形成時の半田浴浸漬時に発泡が生じ、製品収率が悪化することを防ぐことが出来る。樹脂フィルムを予め予熱する方法としては、加熱加圧装置に供給する前に予熱できるものであればよく、例えばラミネート装置全体を炉の中に設置する方法などを挙げることが出来る。
【0042】
本発明の片面金属箔積層樹脂フィルムの製造法において、好適にはダブルベルトプレスの加熱圧着ゾ−ンの温度が熱圧着性ポリイミドのガラス転移温度より20℃以上高く400℃以下の温度、特にガラス転移温度より30℃以上高く400℃以下の温度で加圧下に熱圧着し、引き続いて冷却ゾ−ンで加圧下に冷却して、好適には熱圧着性ポリイミドのガラス転移温度より20℃以上低い温度、特に30℃以上低い温度まで冷却して、積層することによって製造することができる。
【0043】
本発明の片面金属箔積層樹脂フィルムの製造法において、剥離容易な高耐熱性フィルム、例えば前記のRzが2μm未満の高耐熱性フィルムまたは金属箔、好適にはポリイミドフィルム(宇部興産社製、ユ−ピレックスS)、フッ素樹脂フィルム、銅箔などの高耐熱性フィルムなどの保護材を、金属箔とダブルベルトプレスのベルトの間に介在させてもよい。この保護材は積層後、積層体から除いて巻き取ることが好ましい。
【0044】
本発明においては、ダブルベルトプレスを用いて加圧下に熱圧着−冷却して積層することによって、好適には引き取り速度1m/分以上とすることができ、得られるフレキシブル金属箔積層体は、長尺で幅が約400mm以上、特に約500mm以上の幅広の、接着強度が大きく(90°ピ−ル強度:0.7kN/m以上、さらに0.8kN/m以上、さらに0.9kN/m以上、特に1kN/m以上)、金属箔表面に皺が実質的に認められない程外観が良好なフレキシブル金属箔積層体を得ることができる。
【0045】
本発明において、片面金属箔積層樹脂フィルムは、両面が熱圧着性を有する樹脂フィルム、金属箔、及び離型材がロ−ル巻きの状態でダブルベルトプレスにそれぞれ供給され、片面金属箔積層樹脂フィルムと離型材とを重ねてロール巻きの状態で得ることができる。
【0046】
片面金属箔積層樹脂フィルムは、カメラ、パソコン、液晶ディスプレイなどの電子機器類への用途のフレキシブルプリント板(FPC)やテ−プ・オ−トメイティッド・ボンディング(TAB)、COFなどの基板材料として使用することができる。
片面金属箔積層樹脂フィルムは、カールが小さく、ファインピッチ回路を形成する基板材料として好適に用いることが出来る。
【0047】
本発明のロール状積層体の製造方法より得られる片面金属箔積層樹脂フィルムと離型材との積層体の長さ540mm×幅700mm(又は長さ540mm×幅400mm)に裁断した試料は、
1)カール量はTD側両端部が離型フィルム側に好ましくは25mm以下、より好ましくは20mm以下、さらに好ましくは15mm以下、特に好ましくは10mm以下であること、
及び/又は、
2)カール量はTD側両端部が金属箔側に好ましくは25mm以下、より好ましくは20mm以下、さらに好ましくは15mm以下、特に好ましくは10mm以下であること、
の特徴を有する。
さらに、本発明のロール状積層体の製造方法より得られる片面金属箔積層樹脂フィルムと離型材との積層体の長さ540mm×幅700mm(又は長さ540mm×幅400mm)に裁断した試料は、
カール量はMD側両端部が離型フィルム側又は金属箔側に好ましくは25mm以下、より好ましくは15mm以下、さらに好ましくは8mm以下、特に好ましくは5mm以下であることが好ましい。
【実施例】
【0048】
以下、本発明を実施例に基づき、さらに詳細に説明する。但し、本発明は下記実施例により制限されるものでない。
【0049】
(評価方法)
以下の各例において、部は質量部を意味する。以下の各例において、物性評価は以下の方法に従って測定した。
1)線膨張係数の測定法:TMAにて、20〜200℃、5℃/分の昇温速度で測定(MD、又はTD)した。
2)ガラス転移温度の測定法:粘弾性より測定。
3)引張弾性率の測定法:長さ200mm、幅10mmの試料を用いて、ASTM・D882に準拠して、10mm/分の速度で行った。
4)カール量の測定法:所定の大きさ(長さ540mm×幅700mm、又は長さ540mm×幅400mm)に裁断した試料を図1のように、平らな面に置き、TD両端部のカール量を測定する。
図1において、離型材フィルムを記号1で示し、片面金属箔積層樹脂フィルムを記号2で示し、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体を記号3で示している。
図1(a)は、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体3のTD側両端部が、離型材フィルム側1にカールしている模式図です。X1はTD側両端部の離型材フィルム側のカール量を示します。
図1(b)は、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体3のTD側両端部が、片面金属箔積層樹脂フィルム側(金属箔側)2にカールしている模式図です。X2はTD側両端部の片面金属箔積層樹脂フィルム側(金属箔側)のカール量を示します。
5)製品外観:積層後の製品外観について、皺の有無を目視観察で評価。
( ○:皺無し、△:少し皺有り、×:多数の皺有り)
6)接着強度(90°ピ−ル強度):片面金属箔積層樹脂フィルムの樹脂フィルムと金属箔との90°剥離強度を10mm幅の試料について、50mm/分の速度で測定した。
【0050】
(参考例1:中心基体層ポリイミド製造用ド−プの合成例1)
撹拌機、窒素導入管を備えた反応容器に、N−メチル−2−ピロリドンを加え、さらに、パラフェニレンジアミン(PPD)と3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(s−BPDA)とを1000:998のモル比でモノマ−濃度が18%(質量%、以下同じ)になるように加えた。添加終了後50℃を保ったまま3時間反応を続けた。得られたポリアミック酸溶液は褐色粘調液体であり、25℃における溶液粘度は約1500ポイズであった。この溶液をド−プとして使用した。
【0051】
(参考例2:熱圧着性ポリイミド製造用ド−プの合成−1)
撹拌機、窒素導入管を備えた反応容器に、N−メチル−2−ピロリドンを加え、さらに、1,3−ビス(4−アミノフェノキシ)ベンゼン(TPE−R)と2,3,3’,4’−ビフェニルテトラカルボン酸二無水物(a−BPDA)とを1000:1000のモル比でモノマ−濃度が22%になるように、またトリフェニルホスフェ−トをモノマ−質量に対して0.1%加えた。添加終了後25℃を保ったまま1時間反応を続けた。25℃における溶液粘度は約2000ポイズであった。この溶液をド−プとして使用した。
【0052】
(参考例3:多層ポリイミドフィルムAの製造)
前記の中心基体層ポリイミド製造用ド−プと熱圧着性ポリイミド製造用ド−プとを三層押出し成形用ダイス(マルチマニホ−ルド型ダイス)を設けた製膜装置を使用し、三層押出ダイスから金属製支持体上に流延し、140℃の熱風で連続的に乾燥し、固化フィルムを形成した。この固化フィルムを支持体から剥離した後加熱炉で200℃から320℃まで徐々に昇温して溶媒の除去、イミド化を行い長尺状の三層押出しポリイミドフィルムを巻き取りロ−ルに巻き取った。
【0053】
得られた三層押出しポリイミドフィルム(A1)は、
各層の厚みが4μm/17μm/4μm(総厚み25μm)であり、線膨張係数(50−200℃)が、MD:20ppm/℃、TD:19ppm/℃でありで、基体層ポリイミドのガラス転移温度は340℃以下の温度で明確に確認されず、熱圧着層ポリイミドはガラス転移温度が250℃である。
【0054】
得られた三層押出しポリイミドフィルム(A2)は、
各層の厚みが3μm/9μm/3μm(総厚み15μm)であり、線膨張係数(50−200℃)が、MD:19ppm/℃、TD:18ppm/℃でありで、基体層ポリイミドのガラス転移温度は340℃以下の温度で明確に確認されず、熱圧着層ポリイミドはガラス転移温度が250℃である。
【0055】
(参考例4:離型材のポリイミドフィルムの製造)
前記の中心基体層ポリイミド製造用ド−プを単層押出し成形用ダイスを設けた製膜装置を使用し、単層押出ダイスから金属製支持体上に流延し、熱風で連続的に乾燥し、固化フィルムを形成した。この固化フィルムを支持体から剥離した後加熱炉で徐々に昇温して溶媒の除去、イミド化を行い、表1に示す厚みと線膨張係数を有する数種類の長尺状のポリイミドフィルムをロール状に巻き取った。
【0056】
(実施例1、比較例1〜3)
ロール巻きした圧延銅箔(マイクロハード社製、VSBK、厚さ18μm)と、三層押出しポリイミドフィルム(A1)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0057】
(実施例2、比較例4)
ロール巻きした圧延銅箔(日立電線製、HPF−ST12−X、厚さ12μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A2)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ400mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0058】
(実施例3)
ロール巻きした電解銅箔(日本電解社製、HLB、厚さ9μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0059】
(実施例4)
ロール巻きした圧延銅箔(日鉱金属社製、BHY22BHA、厚さ18μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0060】
(実施例5,6)
ロール巻きした圧延銅箔(日鉱金属社製、BHY13HHA、厚さ12μm)と、三層押出しポリイミドフィルム(A2)と、表1に示すロール巻きした離型材のポリイミドフィルムとを用い、各々のロールよりフィルムを引き出して3枚のフィルムを重ねて、ダブルベルトプレスに連続的に供給し、加熱ゾーンの温度(最高加熱温度)380℃、冷却ゾーンの温度(最低冷却温度)117℃で、連続的に加圧下に熱圧着−冷却を連続して行い、片面に銅箔を積層した片面銅箔積層ポリイミドフィルムと離型材のポリイミドフィルムとを、離型材のポリイミドフィルムを内側にしてロール状に巻き取った。三層押出しポリイミドフィルム(A1)は150℃に予熱してダブルベルトプレスに供給した。
巻き取ったロールより、離型材のポリイミドフィルムと片面銅箔積層ポリイミドフィルムとを重ねた状態で幅540mm、長さ700mmの試料を切り取り、裁断した試料のカール量を評価し、結果を表1に示す。
【0061】
表1において、銅箔と離型フィルムとの線膨張係数比とは、
(離型フィルムの線膨張係数)/(銅箔の線膨張係数)を意味し、銅箔の線膨張係数はMD方向及びMD方向共に、18ppmとした。
実施例6において、MD方向の銅箔と離型フィルムとの線膨張係数比の小さなものを用いた場合、MD方向にカールした物が得られた。
実施例1〜6及び比較例1〜4のロール状の積層体より巻きだした片面銅箔積層ポリイミドフィルムの外観は、皺がなく良好であった。
実施例1〜6及び比較例1〜4のロール状の積層体より巻きだした片面銅箔積層ポリイミドフィルムの90°ピール強度は、すべて1kN/m以上であった。
【0062】
【表1】
【図面の簡単な説明】
【0063】
【図1】図1は、カール量の測定法において、片面金属箔積層樹脂フィルムと離型材フィルムとが重なった試料のカール量を説明する模式図である。
【符号の説明】
【0064】
1:離型材フィルム、
2:片面金属箔積層樹脂フィルム、
3:片面金属箔積層樹脂フィルムと離型材フィルムとが重なった積層体。
【特許請求の範囲】
【請求項1】
金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)(50〜200℃)の0.7倍〜0.9倍の範囲を用いることを特徴とする積層体の製造方法。
【請求項2】
両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(TD−B)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)(50〜200℃)の0.8倍〜1.2倍の範囲であることを特徴とする請求項1に記載の積層体の製造方法。
【請求項3】
離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜0.9倍の範囲であり、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)(50〜200℃)の0.8倍〜1.3倍の範囲であることを特徴とする請求項1又は請求項2に記載の積層体の製造方法。
【請求項4】
金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面銅箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−6〜−2ppm/℃)のものを用いることを特徴とする積層体の製造方法。
【請求項5】
離型材のMD方向の線膨張係数(50〜200℃)が、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−9〜−1ppm/℃)のものを用い、
剥離材のMD方向とTD方向の線膨張係数比(MD/TD比)(50〜200℃)が0.8〜1.1の範囲であり、
両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−5〜5ppm/℃)のものを用い、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(50〜200℃)は、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−3〜6ppm/℃)のものを用いることを特徴とする請求項4に記載の積層体の製造方法。
【請求項6】
金属箔の厚みが5〜30μmの範囲、
両面が熱圧着性を有する樹脂フィルムの厚みが8〜40μmの範囲、
離型フィルムの厚みが15〜50μmの範囲であることを特徴とする請求項1〜5のいずれか1項に記載の積層体の製造方法。
【請求項7】
積層体は、離型材が片面金属箔積層樹脂フィルムに対して内側に巻かれているロール状の積層体であることを特徴とする請求項1〜6のいずれか1項に記載の積層体の製造方法。
【請求項8】
金属箔が銅箔であり、両面が熱圧着性を有する樹脂フィルム及び離型材がポリイミドフィルムであることを特徴とする請求項1〜7のいずれか1項に記載の積層体の製造方法。
【請求項9】
金属箔が圧延銅箔であり、両面が熱圧着性を有する樹脂フィルム及び離型材がポリイミドフィルムであることを特徴とする請求項1〜7のいずれか1項に記載の積層体の製造方法。
【請求項10】
請求項1〜9のいずれかに記載の積層体の製造方法より得られる積層体から離型材を除去して得られる片面金属箔積層フィルム。
【請求項11】
請求項7〜9のいずれかに記載の積層体の製造方法より得られるロール状の積層体。
【請求項1】
金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面金属箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(TD−P)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)(50〜200℃)の0.7倍〜0.9倍の範囲を用いることを特徴とする積層体の製造方法。
【請求項2】
両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(TD−B)(50〜200℃)が、金属箔のTD方向の線膨張係数(TD−M)(50〜200℃)の0.8倍〜1.2倍の範囲であることを特徴とする請求項1に記載の積層体の製造方法。
【請求項3】
離型材のMD方向の線膨張係数(MD−P)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)の0.7倍〜0.9倍の範囲であり、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(MD−B)(50〜200℃)が、金属箔のMD方向の線膨張係数(MD−M)(50〜200℃)の0.8倍〜1.3倍の範囲であることを特徴とする請求項1又は請求項2に記載の積層体の製造方法。
【請求項4】
金属箔と、両面が熱圧着性を有する樹脂フィルムと、離型材との順に重ねながら加熱加圧式の熱圧着装置に供給して、熱圧着により金属箔と樹脂フィルムとがはり合わされた片面銅箔積層樹脂フィルムと離型材との重なった積層体を製造する方法であり、
離型材のTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−6〜−2ppm/℃)のものを用いることを特徴とする積層体の製造方法。
【請求項5】
離型材のMD方向の線膨張係数(50〜200℃)が、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−9〜−1ppm/℃)のものを用い、
剥離材のMD方向とTD方向の線膨張係数比(MD/TD比)(50〜200℃)が0.8〜1.1の範囲であり、
両面が熱圧着性を有する樹脂フィルムのTD方向の線膨張係数(50〜200℃)は、金属箔のTD方向の線膨張係数(50〜200℃)に対して(−5〜5ppm/℃)のものを用い、
両面が熱圧着性を有する樹脂フィルムのMD方向の線膨張係数(50〜200℃)は、金属箔のMD方向の線膨張係数(50〜200℃)に対して(−3〜6ppm/℃)のものを用いることを特徴とする請求項4に記載の積層体の製造方法。
【請求項6】
金属箔の厚みが5〜30μmの範囲、
両面が熱圧着性を有する樹脂フィルムの厚みが8〜40μmの範囲、
離型フィルムの厚みが15〜50μmの範囲であることを特徴とする請求項1〜5のいずれか1項に記載の積層体の製造方法。
【請求項7】
積層体は、離型材が片面金属箔積層樹脂フィルムに対して内側に巻かれているロール状の積層体であることを特徴とする請求項1〜6のいずれか1項に記載の積層体の製造方法。
【請求項8】
金属箔が銅箔であり、両面が熱圧着性を有する樹脂フィルム及び離型材がポリイミドフィルムであることを特徴とする請求項1〜7のいずれか1項に記載の積層体の製造方法。
【請求項9】
金属箔が圧延銅箔であり、両面が熱圧着性を有する樹脂フィルム及び離型材がポリイミドフィルムであることを特徴とする請求項1〜7のいずれか1項に記載の積層体の製造方法。
【請求項10】
請求項1〜9のいずれかに記載の積層体の製造方法より得られる積層体から離型材を除去して得られる片面金属箔積層フィルム。
【請求項11】
請求項7〜9のいずれかに記載の積層体の製造方法より得られるロール状の積層体。
【図1】

【公開番号】特開2008−302569(P2008−302569A)
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願番号】特願2007−151178(P2007−151178)
【出願日】平成19年6月7日(2007.6.7)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願日】平成19年6月7日(2007.6.7)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
[ Back to top ]