
離型用フィルム
【課題】モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供する。
【解決手段】JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独もしくは該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなっている。
【解決手段】JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独もしくは該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光半導体素子や半導体素子の樹脂モールド成形時、特には、LEDレンズの樹脂モールド成形時に用いられる離型用フィルムに関する。
【背景技術】
【0002】
例えば、LED、フォトアイソレータ、フォトトランジスター、フォトダイオード、CCD、CMOS等の光半導体素子や、トランジスター、IC、LSI、超LSI等の半導体素子は、シリコーン樹脂組成物やエポキシ樹脂組成物を封止材とし、樹脂モールド成形により封止されている。
【0003】
上述の光半導体素子や半導体素子の封止にはモールド成形装置が用いられ、シリコーン樹脂組成物やエポキシ樹脂組成物からなる封止材がモールド樹脂としてモールド金型へ注入され、成形される。
【0004】
モールド金型と成形品とを離型する方法としては、例えば、モールド金型とモールド樹脂との間に離型用フィルムを介在させる方法が実用化されている(例えば、特許文献1参照)。離型用フィルムは、モールド成形装置内でRoll to Rollで供給され、成形加工温度に温調されたモールド金型に入り、真空で吸引されてモールド金型に密着し、その後、モールド樹脂が充填される。一定時間後にモールド樹脂が硬化したところでモールド金型が開かれると、離型用フィルムはモールド金型に吸引された状態のまま、成形品が離型用フィルムから剥がされる。この離型用フィルムには、例えば、熱可塑性フッ素樹脂の四フッ化エチレン−エチレン共重合樹脂(ETFE樹脂)や四フッ化エチレン−六フッ化プロピレン共重合樹脂(FEP樹脂)からなる単層のフィルムが使用されている(例えば、特許文献2参照)。
【0005】
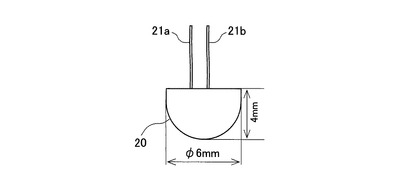
しかし、このような離型用フィルムを、シリコーン樹脂組成物をモールド樹脂とするLEDレンズの成形に用いると、例えば底面がφ6mm程度で高さが4mm程度の砲弾型レンズ形状に対しては、離型用フィルムが真空で吸引されても伸びないことがあり、伸びてもモールド金型に密着せず、設計寸法通りのLEDレンズが得られない不具合がある。また、離型用フィルムの厚さを薄くして伸びを改善すると、真空で吸引された際にモールド金型のエッジで離型用フィルムが切れる不具合がある。
【0006】
また、離型用フィルムとして、結晶成分にブチレンテレフタレートを含む結晶性芳香族ポリエステル含有の樹脂組成物からなるフィルムを使用する方法が知られている(例えば、特許文献3参照)。
【0007】
しかし、離型用フィルムとして、特許文献3に示すように、ブチレンテレフタレートを含む結晶性芳香族ポリエステル含有の樹脂組成物からなるフィルムをLEDレンズの成形に用いると、離型用フィルムが真空で吸引されるとモールド金型へ密着はするものの、降伏点を超えて伸ばされるため離型用フィルムが部分的に薄くなり、成形されたLEDレンズ表面に凹凸や皺が生じる不具合がある。このため、LEDレンズの樹脂モールド成形においては、離型用フィルムとして好適に使用できるフィルムがないのが実情である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平8−142105号公報
【特許文献2】特開2001−310336号公報
【特許文献3】特開2007−224311号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記に鑑みなされたもので、モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供することを目的とする。
【課題を解決するための手段】
【0010】
このような目的は、下記(1)〜(11)の本発明により達成される。
【0011】
(1)JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独又はそのポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなることを特徴とする離型用フィルム。
【0012】
(2)ポリウレタン系エラストマーは、ポリイソシアネート、ポリオール及び鎖延長剤の3成分の反応により得られる熱可塑性ポリウレタン系エラストマーであることを特徴とする(1)に記載の離型用フィルム。
【0013】
(3)ポリオールは、ポリエステルポリオール、ポリエステルアミドポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオール、及びポリオレフィンポリオールからなる群に属する数平均分子量が500〜10000の高分子ポリオールから選択される1つ又は複数であることを特徴とする(2)に記載の離型用フィルム。
【0014】
(4)鎖延長剤は、低分子ポリオール類、低分子ポリアミン類、及び低分子アミノアルコール類に属する数平均分子量が500未満の活性水素含有化合物から選択される(2)又は(3)に記載の離型用フィルム。
【0015】
(5)熱可塑性エラストマー組成物は、ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲に含有する組成物であることを特徴とする(1)〜(4)のいずれかに記載の離型用フィルム。
【0016】
(6)フッ素系界面活性剤は、融点が250℃以下で分解温度が300℃以上のペルフルオロアルキルスルホン酸誘導体化合物であることを特徴とする(5)に記載の離型用フィルム。
【0017】
(7)熱可塑性エラストマー組成物は、滑剤、ブロッキング防止剤、酸化防止剤、及びリン系酸化防止剤に属する1つ又は複数の添加剤をさらに含むことを特徴とする(1)〜(6)のいずれかに記載の剥離フィルム。
【0018】
(8)フィルムの引張弾性率がフィルム縦方向(MD)及びフィルム横方向(TD)ともに10〜500N/mm2の範囲であることを特徴とする(1)〜(7)のいずれかに記載の離型用フィルム。
【0019】
(9)フィルムの50%モジュラス(50%Mo)におけるフィルム縦方向(MD)とフィルム横方向(TD)との比(MD)/(TD)が0.9〜1.2の範囲であることを特徴とする(1)〜(8)のいずれかに記載の離型用フィルム。
【0020】
(10)フィルムの50%モジュラス(50%Mo)と100%モジュラス(100%Mo)との比(100%Mo)/(50%Mo)がフィルム縦方向(MD)及びフィルム横方向(TD)ともに1.0〜1.6の範囲であることを特徴とする(1)〜(9)のいずれかに記載の離型用フィルム。
【0021】
(11)フィルムの引張伸びがフィルム縦方向(MD)及びフィルム横方向(TD)ともに350%を超えることを特徴とする(1)〜(10)のいずれかに記載の離型用フィルム。
【発明の効果】
【0022】
本発明の離型用フィルムによれば、モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写製に優れるとともに、成形品の表面平滑性が得られ、さらには、耐熱性をも備えることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態に係る砲弾型LEDレンズの側面図である。
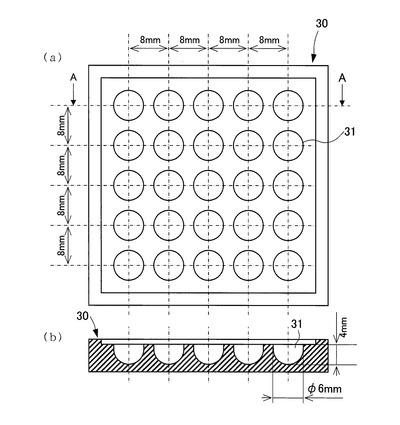
【図2】(a)本発明の実施形態に係る砲弾型LEDレンズのモールド金型の 上面図である。(b)本発明の実施形態に係る砲弾型LEDレンズのモールド金型の図2(a)のA−A矢視断面図である。
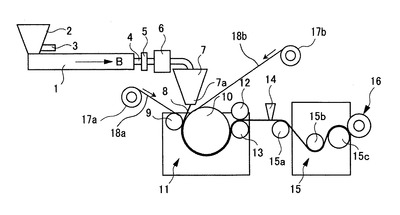
【図3】本発明の実施形態に係る離型用フィルムフィルム製造装置の概略構成を示す図である。
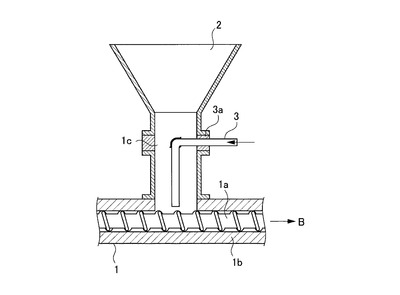
【図4】本発明の実施形態に係る、図2に示したフィルム製造装置の材料投入ホッパーの周辺を示す断面図である。
【発明を実施するための形態】
【0024】
本発明者らは、上記目的を達成するために種々検討した結果、ポリウレタン系エラストマーの中でも、JIS A 硬度が70以上、比重が1.05〜1.30及びビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独もしくは該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなる離型用フィルムは、モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、耐熱性をも備えることができることを究明した。
【0025】
さらに、検討の結果、熱可塑性エラストマー組成物を、ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲に含有する組成物にすることにより、一層効果的となることを究明し、本発明を完成させるに至った。
【0026】
本発明におけるポリウレタン系エラストマーは、ポリイソシアネート、ポリオール及び鎖延長剤の3成分の反応により得られる熱可塑性ポリウレタン系エラストマーである。
【0027】
上述のポリイソシアネートとしては、例えば、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、キシレン−1,4−ジイソシアネート、キシレン−1,3−ジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、2,4′−ジフェニルメタンジイソシアネート、2,2′−ジフェニルメタンジイソシアネート、4,4′−ジフェニルエーテルジイソシアネート、2−ニトロジフェニル−4,4′−ジイソシアネート、2,2′−ジフェニルプロパン−4,4′−ジイソシアネート、3,3′−ジメチルジフェニルメタン−4,4′−ジイソシアネート、4,4′−ジフェニルプロパンジイソシアネート、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、ナフチレン−1,4−ジイソシアネート、ナフチレン−1,5−ジイソシアネート、3,3′−ジメトキシジフェニル−4,4′−ジイソシアネート等の芳香族ジイソシアネート類、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、ドデカンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート等の脂肪族ジイソシアネート類、シクロヘキサンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加キシレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート、テトラメチルキシレンジイソシアネート、ノルボルナンジイソシアネートメチル等の脂環族ジイソシアネート類、上記イソシアネートのビウレット体、ダイマー体、トリマー体、ダイマー・トリマー体、カルボジイミド体、ウレトンイミン体、2官能以上のポリオール等と上記イソシアネートとの反応で得られるアダクト体等を挙げることができる。また、メタノール、n−ブタノール、ベンジルアルコール、アセト酢酸エチル、ε−カプロラクタム、メチルエチルケトンオキシム、フェノール、クレゾールなどの活性水素を分子内に1個有するブロック剤でイソシアネート基の一部を安定化したポリイソシアネートも挙げることができる。これらは1種類又は2種類以上を混合して使用できる。
【0028】
上述のポリオールは数平均分子量が500〜10000の高分子ポリオールであり、これらにはポリエステルポリオール、ポリエステルアミドポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオール、ポリオレフィンポリオール等がある。これらの高分子ポリオールは1種類又は2種類以上を混合して使用できる。
【0029】
ポリエステルポリオール、ポリエステルアミドポリオールとしては、ポリカルボン酸とポリオールとから、場合によりジアミン又はアミノアルコールを併用して、縮合反応により得られるものが挙げられる。
【0030】
このポリカルボン酸としては、例えば、琥珀酸、アジピン酸、セバシン酸、ダイマー酸、水添ダイマー酸、フタル酸、フタル酸アルキルエステル類、トリメリット酸、マレイン酸、フマール酸、イタコン酸等がある。また、ブチロラクトン、バレロラクトン、カプロラクトンなどの環状エステル類の開環重合によって得られるものも挙げられる。
【0031】
このポリオールとしては、例えば、エチレングリコール、1,2−プロパンジオー、1,3−プロパンジオール、1,2−ブタンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、2−メチル−1,5−ペンタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、1,8−オクタンジオール、1,9−ノナンジオール、2,2−ジエチル−1,3−プロパンジオール、2−n−ブチル−2−エチル−1,3−プロパンジオール、2,2,4−トリメチル−1,3−ペンタンジオール、2−エチル−1,3−ヘキサンジオール、2−n−ヘキサデカン−1,2−エチレングリコール、2−n−エイコサン−1,2−エチレングリコール、2−n−オクタコサン−1,2−エチレングリコール、ジエチレングリコール、ジプロピレングリコール、1,4−シクロヘキサンジメタノール、あるいはビスフェノールAのエチレンオキサイド又はプロピレンオキサイド付加物、水素添加ビスフェノールA、3−ヒドロキシ−2,2−ジメチルプロピル−3−ヒドロキシ−2,2−ジメチルプロピオネート、トリメチロールプロパン、グリセリン、ペンタエリスリトール等の低分子ポリオール類が挙げられる。ジアミン又はアミノアルコールとしては、例えば、エチレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、イソホロンジアミン等の低分子ポリアミン類、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン等の低分子アミノアルコール類が挙げられる。また、低分子ポリオール、低分子ポリアミン、低分子アミノアルコールを開始剤として、ε−カプロラクトン、γ−バレロラクトン等の環状エステル(ラクトン)モノマーの開環重合で得られるラクトン系ポリエステルポリオールが挙げられる。
【0032】
ポリカーボネートポリオールとしては、上述のポリエステルポリオールの合成に用いられる低分子ポリオールと、ジエチレンカーボネート、ジメチルカーボネート、ジエチルカーボネート、ジフェニルカーボネート等との脱アルコール反応、脱フェノール反応等で得られるものが挙げられる。
【0033】
ポリエーテルポリオールとしては、上述のポリエステルポリオールに用いられる低分子ポリオール、低分子ポリアミン、低分子アミノアルコールを開始剤として、エチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等を開環重合させたポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレンエーテルグリコール等、及びこれらを共重合したポリエーテルポリオール、さらに、上述のポリエステルポリオール、ポリカーボネートポリオールを開始剤としたポリエステルエーテルポリオールが挙げられる。
【0034】
ポリエーテルエステルポリオールとしては、上記ポリエステルポリオールを得る際の縮合反応に使用するポリオールの一部あるいは全部にポリエーテルを用いるほかはポリエステルポリオールと同じようにして得られるものが挙げられる。
【0035】
ポリオレフィンポリオールとしては、水酸基含有ポリブタジエン、水素添加した水酸基含有ポリブタジエン、水酸基含有ポリイソプレン、水素添加した水酸基含有ポリイソプレン、水酸基含有塩素化ポリプロピレン、水酸基含有塩素化ポリエチレン等が挙げられる。
【0036】
上述の鎖延長剤は、数平均分子量が500未満の活性水素含有化合物であり、例えば、上記低分子ポリオール類、上記低分子ポリアミン類、上記低分子アミノアルコール類等が挙げられる。
【0037】
ポリウレタン系エラストマーの製造には、公知の製造方法、例えば、ワンショット法、プレポリマー法、バッチ反応法、連続反応法、ニーダーによる方法、押出機による方法などの方法が採用できる。
【0038】
本発明に用いるポリウレタン系エラストマーの硬度は、JIS K 7311の試験法により測定するJIS A 硬度が70以上である。さらに、JIS
A 硬度で100以上の場合、D 硬度を適用し、D 硬度の70以下を上限とするのが好ましい。このJIS A 硬度は、好ましくは80以上、より好ましくは90以上である。JIS
A 硬度が60未満では、ゴム性が強くなるため、モールド成形装置内における離型用フィルムの搬送時に、離型用フィルムが伸びて搬送が安定しない不具合がある。他方、D
硬度で70を超える場合、押出成形時に原料のポリイソシアネート、ポリオール及び鎖延長剤の3成分に由来するゲルが発生する不具合がある。
【0039】
本発明に用いるポリウレタン系エラストマーのビカット軟化温度は、JIS K7206の試験法により測定され、100〜180℃の範囲である。このビカット軟化温度は、好ましくは110〜180℃、より好ましくは120〜180℃、さらに好ましくは130〜180℃の範囲である。ビカット軟化温度が100℃未満では、使用時に溶融してしまい不具合がある。すなわち、耐熱性が得られない。他方、ビカット軟化温度の上限は180℃であるが、180℃を超えるビカット軟化温度を有するポリウレタン系エラストマーは得られていない。
【0040】
本発明におけるフッ素系界面活性剤とは、ペルフルオロアルキルスルホン酸誘導体である。ペルフルオロアルキルスルホン酸誘導体の具体例としては、トリフルオロメタンスルホン酸カリウム(CF3SO3K)、トリフルオロメタンスルホン酸ナトリウム(CF3SO3Na)、トリフルオロメタンスルホン酸リチウム(CF3SO3Li)、ペンタフルオロエタンスルホン酸カリウム(C2F5SO3K)、ペンタフルオロエタンスルホン酸ナトリウム(C2F5SO3Na)、ペンタフルオロエタンスルホン酸リチウム(C2F5SO3Li)、ヘプタフルオロプロパンスルホン酸カリウム(C3F7SO3K)、ヘプタフルオロプロパンスルホン酸ナトリウム(C3F7SO3Na)、ヘプタフルオロプロパンスルホン酸リチウム(C3F7SO3Li)、ノナフルオロブタンスルホン酸カリウム(C4F9SO3K)、ノナフルオロブタンスルホン酸ナトリウム(C4F9SO3Na)、ノナフルオロブタンスルホン酸リチウム(C4F9SO3Li)等のペルフルオロアルキルスルホン酸塩が挙げられる。
【0041】
また、ビス(トリフルオロメタンスルホニル)イミドカリウム塩((CF3SO2) 2NK)、ビス(トリフルオロメタンスルホニル)イミドナトリウム塩((CF3SO22) 2NNa)、ビス(トリフルオロメタンスルホニル)イミドアンモニウム塩((CF3SO2) 2NNH4)、ビス(トリフルオロメタンスルホニル)イミドリチウム塩((CF3SO2) 2NLi)、ビス(ペンタフルオロエタンスルホニル)イミドカリウム塩((C2F5SO2) 2NK)、ビス(ペンタフルオロエタンスルホニル)イミドナトリウム塩((C2F5SO2) 2NNa)、ビス(ペンタフルオロエタンスルホニル)イミドアンモニウム塩((C2F5SO2) 2NNH4)、ビス(ペンタフルオロエタンスルホニル)イミドリチウム塩((C2F5SO2) 2NLi)、ビス(ヘプタフルオロプロパンスルホニル)イミドカリウム塩((C3F7SO2) 2NK)、ビス(ヘプタフルオロプロパンスルホニル)イミドナトリウム塩((C3F7SO2) 2NNa)、ビス(ノナフルオロブタンスルホニル)イミドカリウム塩((C4F9SO2) 2NK)、ビス(ノナフルオロブタンスルホニル)イミドナトリウム塩((C4F9SO2) 2NNa)、シクロ−ヘキサフルオロプロパン−1,3−ビス(スルホニル)イミドカリウム塩(CF2(CF2SO2)2NK)、シクロ−ヘキサフルオロプロパン−1,3−ビス(スルホニル)イミドナトリウム塩(CF2(CF2SO2)2NNa)等のペルフルオロアルキルスルホンイミド塩が挙げられる。
【0042】
さらに、ペルフルオロアルキルスルホン酸をアニオン種とするイオン液体、ビス(ペルフルオロアルキルスルホニル)イミドをアニオン種とするイオン液体、ビス(フルオロスルホニル)イミドをアニオン種とするイオン液体、シクロヘキサフルオロプロパン−1,3−ビス(スルホニル)イミドをアニオン種とするイオン液体等も挙げられる。
【0043】
上述のペルフルオロアルキルスルホン酸誘導体の中でも、融点が250℃以下で分解温度が300℃以上の化合物が好適に使用できる。これらの具体例としては、トリフルオロメタンスルホン酸カリウム(CF3SO3K)やビス(トリフルオロメタンスルホニル)イミドカリウム塩((CF3SO2) 2NK)が挙げられる。
【0044】
フッ素系界面活性剤は、離型用フィルムに滑性を付与する目的でポリウレタン系エラストマーに混合する。フッ素系界面活性剤の混合により、フィルム表面に滑性が付与されるので、モールド成形装置内における離型用フィルムの搬送が滑らかになる効果、モールド金型に接触する際に離型用フィルムの皺を防止する効果、モールド樹脂として使用されるシリコーン系樹脂組成物との剥離性を向上させる効果が得られる。その混合量は、ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲とする。混合量が0.05質量部未満では、混合した効果が発現しない。他方、5.0質量部を超えて混合しても効果が増大せず、また、フッ素系界面活性剤がフィルム表面にブリードアウトやブルームアウトし、成形品の表面を汚染する不具合がある。
【0045】
本発明の熱可塑性エラストマー組成物には、本発明の特性を損わない範囲で、
他の熱可塑性エラストマーを混合することができる。熱可塑性エラストマーとしては、例えば、ポリエステル系エラストマー、ポリアミド系エラストマー、ポリ塩化ビニル系エラストマー、スチレン系エラストマー及びオレフィン系エラストマー等が挙げられる。このような他の熱可塑性エラストマーを共押出することにより、接着積層フィルムとしてもよい。
【0046】
本発明の熱可塑性エラストマー組成物には、本発明の特性を損なわない範囲で、例えば、アマイド系ワックス等の滑剤、シリカ等のブロッキング防止剤、フェノール系酸化防止剤、リン系酸化防止剤等を混合することができる。
【0047】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの引張弾性率が、フィルム縦方向(MD)及びフィルム横方向(TD)ともに10.0〜500N/mm2の範囲である。この引張弾性率は、好ましくは20.0〜400N/mm2の範囲、より好ましくは30.0〜300N/mm2の範囲である。引張弾性率が10.0N/mm2未満では、モールド成形装置内で離型用フィルムが巻回体から引き出される際に、フィルムの張りが弱く弛みが出る不具合がある。他方、引張弾性率が500N/mm2を超える場合、離型用フィルムがモールド金型内において真空で吸引される際、フィルムが伸びずにモールド金型に密着しない不具合がある。
【0048】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの50%モジュラス(50%Mo)におけるフィルム縦方向(MD)とフィルム横方向(TD)との比(MD)/(TD)が、0.90〜1.20の範囲である。この(MD)/(TD)は、好ましくは0.95〜1.20の範囲である。(MD)/(TD)は、押出成形法により成形されるフィルムでは0.90未満となることはない。他方、(MD)/(TD)が1.20を超える場合、モールド成形装置内で離型用フィルムがモールド金型へ供給される際、フィルムに皺が発生する不具合がある。
【0049】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの50%モジュラス(50%Mo)と100%モジュラス(100%Mo)の比(100%Mo)/(50%Mo)が、フィルム縦方向(MD)及びフィルム横方向(TD)についてともに1.00〜1.60の範囲である。この(100%Mo)/(50%Mo)は、好ましくは1.00〜1.50の範囲である。(100%Mo)/(50%Mo)が1.00未満では、フィルムの伸びの増加に伴う応力の増加が発生しないため、均一なフィルムの伸びが得られず、離型用フィルムがモールド金型内において真空で吸引される際に皺が発生する不具合がある。他方、(100%Mo)/(50%Mo)が1.60を超える場合、フィルムの伸びの増加に伴う応力の増加が大きく、離型用フィルムがモールド金型内面に密着するまでフィルムが伸び切らない不具合がある。
【0050】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの引張伸びが、フィルム縦方向(MD)及びフィルム横方向(TD)ともに350%以上である。この引張伸びは、好ましくは400%以上である。引張伸びが350%未満では、離型用フィルムがモールド金型内において真空で吸引される際に、モールド金型のエッジで切れる不具合がある。
【0051】
上述の熱可塑性エラストマー組成物からなる離型用フィルムは、例えば、溶融押出法や溶融キャスト法等、従来公知の方法によって成形することができる。
以下の例では、Tダイスを用いた溶融押出法により離型用フィルムを成形する方法を挙げる。
【0052】
このような方法で得られる離型用フィルムは、熱可塑性エラストマー組成物の成形材料を、単軸押出機あるいは二軸押出機等の押出機を使用し、熱可塑性エラストマー組成物の特性に応じて押出機内及び成形材料間の間隙に存在する空気を窒素ガスで置換した雰囲気下において、溶融混練し、押出機先端に配置されたTダイス先端のリップ部から溶融押し出された離型用フィルムを引取機内の圧着ロールと冷却ロールとの間に直接挟んで冷却し、あるいは、圧着ロール側と冷却ロール側の両方もしくは片方からセパレータを挿入して挟んで冷却し、次いで巻取機で巻取管に順次巻取ることにより得られる。
【0053】
図3は、上述の方法で離型用フィルムを製造するフィルム製造装置の概略を示した構成図である。また、図4は、図3に示したフィルム製造装置の材料投入ホッパーの周辺の断面図である。図3において、フィルム製造装置は、大略、材料投入ホッパー2、押出機1、Tダイス7、引取機11、巻取機15を備えて構成される。材料投入ホッパー2は、成形材料を投入するようになっており、図4に示すように、材料投入ホッパー2の押出機1に接続される途中において、窒素ガス供給用パイプ3がスペーサー3aを介して挿入されている。また、窒素ガス供給用パイプ3は、材料投入口1cのほぼ中心軸に沿うように屈曲され、その先端は押出機1内の押出スクリュー1aの外周近傍まで延設されている。材料投入ホッパー2から投入される成形材料中あるいは押出機1内に含まれる酸素は、押出機1の押出スクリュー1aで成形材料が混合、撹拌される際に、窒素ガス供給用パイプ3に供給される窒素ガスで置換されるようになる。
【0054】
押出機1は、成形材料を押出スクリュー1aによって混合、撹拌しながら矢印B方向に搬送させ、押出機1のシリンダー1b内に組み込まれた電熱手段によって、成形材料を加熱、溶融する。このように溶融されて搬送される成形材料は、図3に示す接続管4を介してフィルター手段5に送給される。そして、フィルター手段5によって、未溶融の成形材料を分離し、溶融された成形材料をギヤポンプ6へ送給する。ギヤポンプ6では、溶融された成形材料の圧力を高めながらTダイス7に溶融成形材料を押し出す。Tダイス7では、所定圧力で溶融成形材料を押し出し、Tダイス7のリップ部7aから所定厚み、所定幅のフィルム8を成形する。このようにして成形されたフィルム8は、引取機11の冷却ロール10の外周面上に引き取られながら圧着ロール9で所定厚みに調整され、さらに、冷却、固化され、搬送ロール対12、13で巻取機15に搬送される。
【0055】
巻取機15では、フィルム8は、案内ロール15a、15b、15cで案内されて巻取管16によって巻き取られる。なお、搬送ロール対12、13と案内ロール15aとの間には、厚さ測定器14が配設されており、所望の厚さとなるように、厚さ測定器14で測定された厚さに基づいて、冷却ロール10の周速度を調整、制御するようになっている。これにより上記離型用フィルムが形成される。
【0056】
離型用フィルムは、成形品が必要とする表面形状に応じて、フィルムの表面形状を形成すればよい。例えば、LED等でその表面が鏡面となる場合、離型用フィルムの表面を鏡面にした離型用フィルムを用いる。また、ICやLSI等はその表面に微細な凹凸を形成させるので、離型用フィルムの表面に微細な凹凸を形成した離型用フィルムを用いる。
【0057】
離型用フィルムの表面形状を形成する方法としては、表面を鏡面にする場合は、前述した金属製の冷却ロールの表面を鏡面にしておき、該冷却ロールに溶融状態にある離型用フィルムを圧着ロールで圧着し、離型用フィルムの表面を鏡面に整面する方法がある。また、セパレータを用いる場合、セパレータとして鏡面仕上げのPETフィルムやOPPフィルムを使用し、その表面を転写させる方法がある。
【0058】
図3で、フィルム8の圧着ロール9の側に、送り出しロール17aからセパレータ18aを矢印の方向に供給し、フィルム8の冷却ロール10の側に、送り出しロール17bからセパレータ18bを矢印の方向に供給することにより、フィルム8の表面形状を、セパレータから転写することができる。両面にセパレータ18a、18bを積層したフィルム8は一旦巻き取った後に、セパレータ18a、18bを剥がしてフィルム8を巻き取ることにより、所定の表面形状を有する離型フィルムを得ることができる。
【0059】
離型用フィルムの表面に微細な凹凸を形成する場合は、前述した金属製の冷却ロールの外周面に微細な凹凸を形成しておき、該冷却ロールに溶融状態にある離型用フィルムを圧着ロールで圧着する際、冷却ロールの外周面に形成された微細な凹凸を離型用フィルム表面に転写させる方法がある。また、セパレータを用いる場合、セパレータとして表面をマット加工したPETフィルムやOPPフィルムを使用し、その表面を転写させる方法がある。
【0060】
離型用フィルムの表面を鏡面とする場合、その表面粗さが、JIS B0601−2001に準拠し、速度0.6mm/秒、カットオフ値0.8mm、評価長さ8.0mmで測定される算術平均粗さRaが0.10以下、最大高さ粗さRzが1.00以下になるように、表面を適宜形成すればよい。算術平均粗さRaが0.10以下及び最大高さ粗さRzが1.00以下であれば、離型用フィルムの表面が転写される成形品の表面は平滑となる。
【0061】
離型用フィルムの表面に微細な凹凸を形成する場合、その表面粗さが、上記と同様に測定される算術平均粗さRaが0.5以上、最大高さ粗さRzが5.00以上となるように、表面を適宜形成すればよい。
【0062】
本発明の離型用フィルムは、厚さが5μm〜500μmの範囲であり、好ましくは10μm〜400μmの範囲であって、使用するモールド金型の形状に応じて適宜選択すればよい。離型用フィルムの厚さを5μm未満とした場合、使用時にモールド金型に追従した際、離型用フィルムが伸ばされて薄くなって裂けたり、モールド樹脂の圧力で破れたりする不具合があるので好ましくない。また、500μmを超える場合、離型用フィルムの厚さが障害になり、微細な構造を有するモールド金型に追従できなくなることや、モールド金型の複雑な形状が成形品に転写されなくなる不具合があるので好ましくない。
【実施例】
【0063】
以下、本発明の離型用フィルムの実施例を、表1、2を用いて説明する。
なお、本発明に係わる離型用フィルムは実施例1〜8に何ら限定されるものではない。
ここで、表1、2に示すウレタン系エラストマー1、フッ素系界面活性剤1及びフッ素系界面活性剤2は、次に示す材料が用いられている。
【0064】
(ウレタン系エラストマー1)
ミラクトランE598PNAT:商品名、日本ポリウレタン工業社製、JIS A 硬度98、ビカット軟化温度141℃
(フッ素系界面活性剤1)
エフトップEF−N112:商品名、三菱マテリアル社製、ビス(トリフルオロメタンスルホニル)イミドカリウム塩((CF3SO2) 2NK)、融点200℃
(フッ素系界面活性剤2)
エフトップEF−12:商品名、三菱マテリアル社製、トリフルオロメタンスルホン酸カリウム(CF3SO3K)、融点233℃
【0065】
【表1】

【0066】
【表2】
【0067】
【表3】
【0068】
以下、表1、2に基づき、離型用フィルムの作製、剥離性、耐熱性、型寸法転写性、表面平滑性及び実使用性について詳述する。なお、表3の比較例1〜3においても同様に適用される内容となっている。
【0069】
(離型用フィルムの作製)
熱可塑性エラストマー組成物をφ40mm、L/D=25の単軸押出機(アイ・ケー・ジー社製)に供給し、圧縮比2.5のフルフライト押出スクリューを使用してシリンダー温度180℃〜210℃の条件下で溶融混練し、幅400mmのTダイスからダイス温度210℃〜220℃の条件下で連続的に押し出した。この押し出しした離型用フィルムを、引取機内で、圧着ロール側からマット加工PETフィルムをセパレータとし、冷却ロール側から鏡面加工PETフィルムをセパレータとして供給し、それらを圧着ロール冷却ロールとの間に挟んで冷却し、巻取機において両端部をスリット刃で裁断し、離型用フィルムを巻取管に巻き取ることにより、表1〜3に記載の厚さで、幅250mm、長さ50mの離型用フィルムを製造した。これらの離型用フィルムを、80℃の雰囲気下に24時間放置してエージングを行った。エージング終了後、セパレータのマット加工PETフィルム及び鏡面加工PETフィルムを剥がしながら、離型フィルムを巻き直して、評価用の離型フィルムを得た。
【0070】
(評価の方法)
評価は、図1に示すレンズ形状を具備する図2(a)、(b)に示した構成のモールド金型30を使用し、モールド金型30に離型用フィルムを吸着させた後、シリコーン樹脂組成物を滴下して熱プレス成形し、剥離性、耐熱性、型寸法転写性、表面平滑性をそれぞれ評価した。
【0071】
具体的には、モールド金型30に対して離型用フィルムのマット面がモールド金型30側、鏡面がエアー側になるよう離型用フィルムを張設し、真空で吸引して離型用フィルムをモールド金型30に吸着させた。次いで、離型用フィルム上にシリコーン樹脂組成物RHODORSIL RTV141(BLUESTAR SILICONES社製)を滴下し、これらに表面がハードクロムメッキされた平板金型を押し当て、二つの金型で挟持させて熱プレス成形した。成形した積層品の、離型用フィルムと硬化したシリコーン樹脂との剥離性、離型用フィルムの耐熱性、硬化したシリコーン樹脂について型寸法転写性と表面平滑性を評価した。熱プレス成形は、温度140℃、圧力10kg/cm2、5分間の条件で実施した。
【0072】
(剥離性)
剥離性の評価は、硬化したシリコーン樹脂組成物が離型用フィルム上に残ることなく剥離できた場合は「○」、シリコーン樹脂組成物が部分的に破断して離型用フィルム上に残存した場合は「×」として示した。
【0073】
(耐熱性)
耐熱性の評価は、硬化したシリコーン樹脂組成物を剥離した離型用フィルムを目視で観察し、溶融、溶断がなくフィルム形状を保持していた場合は「○」、離型用フィルムに溶融、溶断があった場合を「×」として示した。
【0074】
(型寸法転写性)
型寸法転写性は、硬化したシリコーン樹脂組成物の寸法を測定し評価した。レンズ高さの評価基準を、穴深さ4mmについて離型用フィルムの厚さを減じた寸法からさらに−0.1mm以内の範囲、すなわち、((4−離型用フィルムの厚さ)−0.1)mm以上とした。25個のレンズについてすべて基準以内だった場合は「○」、1個でも基準を満たさない形状があった場合を「×」として示した。
【0075】
(表面平滑性)
表面平滑性は、硬化したシリコーン樹脂組成物の表面状態を目視で評価した。シリコーン樹脂の表面に凹凸や皺の発生がなかった場合を「○」、凹凸や皺の発生があった場合を「×」として示した。
【0076】
(実使用性)
実使用性については、モールド成形装置で樹脂モールド成形することにより確認・評価した。具体的には、モールディング装置として、アピックヤマダ社製のモールド成形装置G-LINE manual press(商品名)において、シリコーン樹脂組成物としてRHODORSIL RTV141(BLUESTAR SILICONES社製)を用い、実使用性を目視により確認した。
【0077】
実使用性の評価は、モールド成形装置内で離型用フィルムが搬送される際にフィルムが弛むことなく供給され、吸着時にはフィルムに皺の発生がなく、熱プレス成形後は、離型用フィルムとシリコーン樹脂組成物との剥離性が良好で、硬化したシリコーン樹脂組成物の表面は凹凸や皺がなく平滑であり、離型用フィルムに破れや溶断、シリコーン樹脂組成物の残りがなく、モールド金型に汚れがなかった状態を「○」、どれかに不具合があった場合を「×」として示した。
【0078】
表3に示したように、比較例1では、旭硝子社製ETFEフィルム、アフレックス(商品名)の厚さ100μmのものを比較対象としたが、型寸法転写性が劣り、実使用性が得られなかった。比較例2では、旭硝子社製ETFEフィルム、アフレックス(商品名)の厚さ25μmのものを比較対象としたが、モールド金型内で吸着される際にフィルムが破れ、実使用性が得られなかった。比較例3では、東レ・デュポン社製のハイトレル5577(商品名)、ポリエステル・ポリエーテル共重合体、D 硬度55、ビカット軟化温度192℃の熱可塑性エラストマー組成物からなる厚さ50μmの離型用フィルムを比較対象とした。シリコーン樹脂組成物からなる成形品の表面に皺が発生し、表面平滑性が劣り、実使用性が得られなかった。
【0079】
これに対し、表1、2に示したように、本発明による各実施例の離型用フィルムは、剥離性が得られていることに加え耐熱性を有し、型寸法転写性と表面平滑性に優れ、さらに、実使用性が付与されていることが明らかとなる。このことから、本発明によれば、モールド樹脂を成形加工して得られる成形品との剥離性に優れ、しかも、形状と表面性に優れる成形品を得られる離型用フィルムを得ることができる。
【0080】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが当業者に明らかである。また、そのような変更又は改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0081】
1 押出機
2 材料投入ホッパー
3 窒素ガス供給用パイプ
4 接続管
5 フィルター
6 ギヤポンプ
7 Tダイス
7a リップ部
8 フィルム
9 圧着ロール
10 冷却ロール
11 引取機
12、13 搬送ロール対
14 厚さ測定器
16 巻取管
17a、17b 送り出しロール
18a、18b セパレータ
20 砲弾型LEDレンズ
21a、21b リード線
30 モールド金型
31 レンズ成形凹部
【技術分野】
【0001】
本発明は、光半導体素子や半導体素子の樹脂モールド成形時、特には、LEDレンズの樹脂モールド成形時に用いられる離型用フィルムに関する。
【背景技術】
【0002】
例えば、LED、フォトアイソレータ、フォトトランジスター、フォトダイオード、CCD、CMOS等の光半導体素子や、トランジスター、IC、LSI、超LSI等の半導体素子は、シリコーン樹脂組成物やエポキシ樹脂組成物を封止材とし、樹脂モールド成形により封止されている。
【0003】
上述の光半導体素子や半導体素子の封止にはモールド成形装置が用いられ、シリコーン樹脂組成物やエポキシ樹脂組成物からなる封止材がモールド樹脂としてモールド金型へ注入され、成形される。
【0004】
モールド金型と成形品とを離型する方法としては、例えば、モールド金型とモールド樹脂との間に離型用フィルムを介在させる方法が実用化されている(例えば、特許文献1参照)。離型用フィルムは、モールド成形装置内でRoll to Rollで供給され、成形加工温度に温調されたモールド金型に入り、真空で吸引されてモールド金型に密着し、その後、モールド樹脂が充填される。一定時間後にモールド樹脂が硬化したところでモールド金型が開かれると、離型用フィルムはモールド金型に吸引された状態のまま、成形品が離型用フィルムから剥がされる。この離型用フィルムには、例えば、熱可塑性フッ素樹脂の四フッ化エチレン−エチレン共重合樹脂(ETFE樹脂)や四フッ化エチレン−六フッ化プロピレン共重合樹脂(FEP樹脂)からなる単層のフィルムが使用されている(例えば、特許文献2参照)。
【0005】
しかし、このような離型用フィルムを、シリコーン樹脂組成物をモールド樹脂とするLEDレンズの成形に用いると、例えば底面がφ6mm程度で高さが4mm程度の砲弾型レンズ形状に対しては、離型用フィルムが真空で吸引されても伸びないことがあり、伸びてもモールド金型に密着せず、設計寸法通りのLEDレンズが得られない不具合がある。また、離型用フィルムの厚さを薄くして伸びを改善すると、真空で吸引された際にモールド金型のエッジで離型用フィルムが切れる不具合がある。
【0006】
また、離型用フィルムとして、結晶成分にブチレンテレフタレートを含む結晶性芳香族ポリエステル含有の樹脂組成物からなるフィルムを使用する方法が知られている(例えば、特許文献3参照)。
【0007】
しかし、離型用フィルムとして、特許文献3に示すように、ブチレンテレフタレートを含む結晶性芳香族ポリエステル含有の樹脂組成物からなるフィルムをLEDレンズの成形に用いると、離型用フィルムが真空で吸引されるとモールド金型へ密着はするものの、降伏点を超えて伸ばされるため離型用フィルムが部分的に薄くなり、成形されたLEDレンズ表面に凹凸や皺が生じる不具合がある。このため、LEDレンズの樹脂モールド成形においては、離型用フィルムとして好適に使用できるフィルムがないのが実情である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平8−142105号公報
【特許文献2】特開2001−310336号公報
【特許文献3】特開2007−224311号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記に鑑みなされたもので、モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供することを目的とする。
【課題を解決するための手段】
【0010】
このような目的は、下記(1)〜(11)の本発明により達成される。
【0011】
(1)JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独又はそのポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなることを特徴とする離型用フィルム。
【0012】
(2)ポリウレタン系エラストマーは、ポリイソシアネート、ポリオール及び鎖延長剤の3成分の反応により得られる熱可塑性ポリウレタン系エラストマーであることを特徴とする(1)に記載の離型用フィルム。
【0013】
(3)ポリオールは、ポリエステルポリオール、ポリエステルアミドポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオール、及びポリオレフィンポリオールからなる群に属する数平均分子量が500〜10000の高分子ポリオールから選択される1つ又は複数であることを特徴とする(2)に記載の離型用フィルム。
【0014】
(4)鎖延長剤は、低分子ポリオール類、低分子ポリアミン類、及び低分子アミノアルコール類に属する数平均分子量が500未満の活性水素含有化合物から選択される(2)又は(3)に記載の離型用フィルム。
【0015】
(5)熱可塑性エラストマー組成物は、ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲に含有する組成物であることを特徴とする(1)〜(4)のいずれかに記載の離型用フィルム。
【0016】
(6)フッ素系界面活性剤は、融点が250℃以下で分解温度が300℃以上のペルフルオロアルキルスルホン酸誘導体化合物であることを特徴とする(5)に記載の離型用フィルム。
【0017】
(7)熱可塑性エラストマー組成物は、滑剤、ブロッキング防止剤、酸化防止剤、及びリン系酸化防止剤に属する1つ又は複数の添加剤をさらに含むことを特徴とする(1)〜(6)のいずれかに記載の剥離フィルム。
【0018】
(8)フィルムの引張弾性率がフィルム縦方向(MD)及びフィルム横方向(TD)ともに10〜500N/mm2の範囲であることを特徴とする(1)〜(7)のいずれかに記載の離型用フィルム。
【0019】
(9)フィルムの50%モジュラス(50%Mo)におけるフィルム縦方向(MD)とフィルム横方向(TD)との比(MD)/(TD)が0.9〜1.2の範囲であることを特徴とする(1)〜(8)のいずれかに記載の離型用フィルム。
【0020】
(10)フィルムの50%モジュラス(50%Mo)と100%モジュラス(100%Mo)との比(100%Mo)/(50%Mo)がフィルム縦方向(MD)及びフィルム横方向(TD)ともに1.0〜1.6の範囲であることを特徴とする(1)〜(9)のいずれかに記載の離型用フィルム。
【0021】
(11)フィルムの引張伸びがフィルム縦方向(MD)及びフィルム横方向(TD)ともに350%を超えることを特徴とする(1)〜(10)のいずれかに記載の離型用フィルム。
【発明の効果】
【0022】
本発明の離型用フィルムによれば、モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写製に優れるとともに、成形品の表面平滑性が得られ、さらには、耐熱性をも備えることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態に係る砲弾型LEDレンズの側面図である。
【図2】(a)本発明の実施形態に係る砲弾型LEDレンズのモールド金型の 上面図である。(b)本発明の実施形態に係る砲弾型LEDレンズのモールド金型の図2(a)のA−A矢視断面図である。
【図3】本発明の実施形態に係る離型用フィルムフィルム製造装置の概略構成を示す図である。
【図4】本発明の実施形態に係る、図2に示したフィルム製造装置の材料投入ホッパーの周辺を示す断面図である。
【発明を実施するための形態】
【0024】
本発明者らは、上記目的を達成するために種々検討した結果、ポリウレタン系エラストマーの中でも、JIS A 硬度が70以上、比重が1.05〜1.30及びビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独もしくは該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなる離型用フィルムは、モールド金型や成形品との剥離性に優れ、しかも、モールド金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、耐熱性をも備えることができることを究明した。
【0025】
さらに、検討の結果、熱可塑性エラストマー組成物を、ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲に含有する組成物にすることにより、一層効果的となることを究明し、本発明を完成させるに至った。
【0026】
本発明におけるポリウレタン系エラストマーは、ポリイソシアネート、ポリオール及び鎖延長剤の3成分の反応により得られる熱可塑性ポリウレタン系エラストマーである。
【0027】
上述のポリイソシアネートとしては、例えば、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、キシレン−1,4−ジイソシアネート、キシレン−1,3−ジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、2,4′−ジフェニルメタンジイソシアネート、2,2′−ジフェニルメタンジイソシアネート、4,4′−ジフェニルエーテルジイソシアネート、2−ニトロジフェニル−4,4′−ジイソシアネート、2,2′−ジフェニルプロパン−4,4′−ジイソシアネート、3,3′−ジメチルジフェニルメタン−4,4′−ジイソシアネート、4,4′−ジフェニルプロパンジイソシアネート、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、ナフチレン−1,4−ジイソシアネート、ナフチレン−1,5−ジイソシアネート、3,3′−ジメトキシジフェニル−4,4′−ジイソシアネート等の芳香族ジイソシアネート類、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、ドデカンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート等の脂肪族ジイソシアネート類、シクロヘキサンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加キシレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート、テトラメチルキシレンジイソシアネート、ノルボルナンジイソシアネートメチル等の脂環族ジイソシアネート類、上記イソシアネートのビウレット体、ダイマー体、トリマー体、ダイマー・トリマー体、カルボジイミド体、ウレトンイミン体、2官能以上のポリオール等と上記イソシアネートとの反応で得られるアダクト体等を挙げることができる。また、メタノール、n−ブタノール、ベンジルアルコール、アセト酢酸エチル、ε−カプロラクタム、メチルエチルケトンオキシム、フェノール、クレゾールなどの活性水素を分子内に1個有するブロック剤でイソシアネート基の一部を安定化したポリイソシアネートも挙げることができる。これらは1種類又は2種類以上を混合して使用できる。
【0028】
上述のポリオールは数平均分子量が500〜10000の高分子ポリオールであり、これらにはポリエステルポリオール、ポリエステルアミドポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオール、ポリオレフィンポリオール等がある。これらの高分子ポリオールは1種類又は2種類以上を混合して使用できる。
【0029】
ポリエステルポリオール、ポリエステルアミドポリオールとしては、ポリカルボン酸とポリオールとから、場合によりジアミン又はアミノアルコールを併用して、縮合反応により得られるものが挙げられる。
【0030】
このポリカルボン酸としては、例えば、琥珀酸、アジピン酸、セバシン酸、ダイマー酸、水添ダイマー酸、フタル酸、フタル酸アルキルエステル類、トリメリット酸、マレイン酸、フマール酸、イタコン酸等がある。また、ブチロラクトン、バレロラクトン、カプロラクトンなどの環状エステル類の開環重合によって得られるものも挙げられる。
【0031】
このポリオールとしては、例えば、エチレングリコール、1,2−プロパンジオー、1,3−プロパンジオール、1,2−ブタンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、2−メチル−1,5−ペンタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、1,8−オクタンジオール、1,9−ノナンジオール、2,2−ジエチル−1,3−プロパンジオール、2−n−ブチル−2−エチル−1,3−プロパンジオール、2,2,4−トリメチル−1,3−ペンタンジオール、2−エチル−1,3−ヘキサンジオール、2−n−ヘキサデカン−1,2−エチレングリコール、2−n−エイコサン−1,2−エチレングリコール、2−n−オクタコサン−1,2−エチレングリコール、ジエチレングリコール、ジプロピレングリコール、1,4−シクロヘキサンジメタノール、あるいはビスフェノールAのエチレンオキサイド又はプロピレンオキサイド付加物、水素添加ビスフェノールA、3−ヒドロキシ−2,2−ジメチルプロピル−3−ヒドロキシ−2,2−ジメチルプロピオネート、トリメチロールプロパン、グリセリン、ペンタエリスリトール等の低分子ポリオール類が挙げられる。ジアミン又はアミノアルコールとしては、例えば、エチレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、イソホロンジアミン等の低分子ポリアミン類、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン等の低分子アミノアルコール類が挙げられる。また、低分子ポリオール、低分子ポリアミン、低分子アミノアルコールを開始剤として、ε−カプロラクトン、γ−バレロラクトン等の環状エステル(ラクトン)モノマーの開環重合で得られるラクトン系ポリエステルポリオールが挙げられる。
【0032】
ポリカーボネートポリオールとしては、上述のポリエステルポリオールの合成に用いられる低分子ポリオールと、ジエチレンカーボネート、ジメチルカーボネート、ジエチルカーボネート、ジフェニルカーボネート等との脱アルコール反応、脱フェノール反応等で得られるものが挙げられる。
【0033】
ポリエーテルポリオールとしては、上述のポリエステルポリオールに用いられる低分子ポリオール、低分子ポリアミン、低分子アミノアルコールを開始剤として、エチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等を開環重合させたポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレンエーテルグリコール等、及びこれらを共重合したポリエーテルポリオール、さらに、上述のポリエステルポリオール、ポリカーボネートポリオールを開始剤としたポリエステルエーテルポリオールが挙げられる。
【0034】
ポリエーテルエステルポリオールとしては、上記ポリエステルポリオールを得る際の縮合反応に使用するポリオールの一部あるいは全部にポリエーテルを用いるほかはポリエステルポリオールと同じようにして得られるものが挙げられる。
【0035】
ポリオレフィンポリオールとしては、水酸基含有ポリブタジエン、水素添加した水酸基含有ポリブタジエン、水酸基含有ポリイソプレン、水素添加した水酸基含有ポリイソプレン、水酸基含有塩素化ポリプロピレン、水酸基含有塩素化ポリエチレン等が挙げられる。
【0036】
上述の鎖延長剤は、数平均分子量が500未満の活性水素含有化合物であり、例えば、上記低分子ポリオール類、上記低分子ポリアミン類、上記低分子アミノアルコール類等が挙げられる。
【0037】
ポリウレタン系エラストマーの製造には、公知の製造方法、例えば、ワンショット法、プレポリマー法、バッチ反応法、連続反応法、ニーダーによる方法、押出機による方法などの方法が採用できる。
【0038】
本発明に用いるポリウレタン系エラストマーの硬度は、JIS K 7311の試験法により測定するJIS A 硬度が70以上である。さらに、JIS
A 硬度で100以上の場合、D 硬度を適用し、D 硬度の70以下を上限とするのが好ましい。このJIS A 硬度は、好ましくは80以上、より好ましくは90以上である。JIS
A 硬度が60未満では、ゴム性が強くなるため、モールド成形装置内における離型用フィルムの搬送時に、離型用フィルムが伸びて搬送が安定しない不具合がある。他方、D
硬度で70を超える場合、押出成形時に原料のポリイソシアネート、ポリオール及び鎖延長剤の3成分に由来するゲルが発生する不具合がある。
【0039】
本発明に用いるポリウレタン系エラストマーのビカット軟化温度は、JIS K7206の試験法により測定され、100〜180℃の範囲である。このビカット軟化温度は、好ましくは110〜180℃、より好ましくは120〜180℃、さらに好ましくは130〜180℃の範囲である。ビカット軟化温度が100℃未満では、使用時に溶融してしまい不具合がある。すなわち、耐熱性が得られない。他方、ビカット軟化温度の上限は180℃であるが、180℃を超えるビカット軟化温度を有するポリウレタン系エラストマーは得られていない。
【0040】
本発明におけるフッ素系界面活性剤とは、ペルフルオロアルキルスルホン酸誘導体である。ペルフルオロアルキルスルホン酸誘導体の具体例としては、トリフルオロメタンスルホン酸カリウム(CF3SO3K)、トリフルオロメタンスルホン酸ナトリウム(CF3SO3Na)、トリフルオロメタンスルホン酸リチウム(CF3SO3Li)、ペンタフルオロエタンスルホン酸カリウム(C2F5SO3K)、ペンタフルオロエタンスルホン酸ナトリウム(C2F5SO3Na)、ペンタフルオロエタンスルホン酸リチウム(C2F5SO3Li)、ヘプタフルオロプロパンスルホン酸カリウム(C3F7SO3K)、ヘプタフルオロプロパンスルホン酸ナトリウム(C3F7SO3Na)、ヘプタフルオロプロパンスルホン酸リチウム(C3F7SO3Li)、ノナフルオロブタンスルホン酸カリウム(C4F9SO3K)、ノナフルオロブタンスルホン酸ナトリウム(C4F9SO3Na)、ノナフルオロブタンスルホン酸リチウム(C4F9SO3Li)等のペルフルオロアルキルスルホン酸塩が挙げられる。
【0041】
また、ビス(トリフルオロメタンスルホニル)イミドカリウム塩((CF3SO2) 2NK)、ビス(トリフルオロメタンスルホニル)イミドナトリウム塩((CF3SO22) 2NNa)、ビス(トリフルオロメタンスルホニル)イミドアンモニウム塩((CF3SO2) 2NNH4)、ビス(トリフルオロメタンスルホニル)イミドリチウム塩((CF3SO2) 2NLi)、ビス(ペンタフルオロエタンスルホニル)イミドカリウム塩((C2F5SO2) 2NK)、ビス(ペンタフルオロエタンスルホニル)イミドナトリウム塩((C2F5SO2) 2NNa)、ビス(ペンタフルオロエタンスルホニル)イミドアンモニウム塩((C2F5SO2) 2NNH4)、ビス(ペンタフルオロエタンスルホニル)イミドリチウム塩((C2F5SO2) 2NLi)、ビス(ヘプタフルオロプロパンスルホニル)イミドカリウム塩((C3F7SO2) 2NK)、ビス(ヘプタフルオロプロパンスルホニル)イミドナトリウム塩((C3F7SO2) 2NNa)、ビス(ノナフルオロブタンスルホニル)イミドカリウム塩((C4F9SO2) 2NK)、ビス(ノナフルオロブタンスルホニル)イミドナトリウム塩((C4F9SO2) 2NNa)、シクロ−ヘキサフルオロプロパン−1,3−ビス(スルホニル)イミドカリウム塩(CF2(CF2SO2)2NK)、シクロ−ヘキサフルオロプロパン−1,3−ビス(スルホニル)イミドナトリウム塩(CF2(CF2SO2)2NNa)等のペルフルオロアルキルスルホンイミド塩が挙げられる。
【0042】
さらに、ペルフルオロアルキルスルホン酸をアニオン種とするイオン液体、ビス(ペルフルオロアルキルスルホニル)イミドをアニオン種とするイオン液体、ビス(フルオロスルホニル)イミドをアニオン種とするイオン液体、シクロヘキサフルオロプロパン−1,3−ビス(スルホニル)イミドをアニオン種とするイオン液体等も挙げられる。
【0043】
上述のペルフルオロアルキルスルホン酸誘導体の中でも、融点が250℃以下で分解温度が300℃以上の化合物が好適に使用できる。これらの具体例としては、トリフルオロメタンスルホン酸カリウム(CF3SO3K)やビス(トリフルオロメタンスルホニル)イミドカリウム塩((CF3SO2) 2NK)が挙げられる。
【0044】
フッ素系界面活性剤は、離型用フィルムに滑性を付与する目的でポリウレタン系エラストマーに混合する。フッ素系界面活性剤の混合により、フィルム表面に滑性が付与されるので、モールド成形装置内における離型用フィルムの搬送が滑らかになる効果、モールド金型に接触する際に離型用フィルムの皺を防止する効果、モールド樹脂として使用されるシリコーン系樹脂組成物との剥離性を向上させる効果が得られる。その混合量は、ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲とする。混合量が0.05質量部未満では、混合した効果が発現しない。他方、5.0質量部を超えて混合しても効果が増大せず、また、フッ素系界面活性剤がフィルム表面にブリードアウトやブルームアウトし、成形品の表面を汚染する不具合がある。
【0045】
本発明の熱可塑性エラストマー組成物には、本発明の特性を損わない範囲で、
他の熱可塑性エラストマーを混合することができる。熱可塑性エラストマーとしては、例えば、ポリエステル系エラストマー、ポリアミド系エラストマー、ポリ塩化ビニル系エラストマー、スチレン系エラストマー及びオレフィン系エラストマー等が挙げられる。このような他の熱可塑性エラストマーを共押出することにより、接着積層フィルムとしてもよい。
【0046】
本発明の熱可塑性エラストマー組成物には、本発明の特性を損なわない範囲で、例えば、アマイド系ワックス等の滑剤、シリカ等のブロッキング防止剤、フェノール系酸化防止剤、リン系酸化防止剤等を混合することができる。
【0047】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの引張弾性率が、フィルム縦方向(MD)及びフィルム横方向(TD)ともに10.0〜500N/mm2の範囲である。この引張弾性率は、好ましくは20.0〜400N/mm2の範囲、より好ましくは30.0〜300N/mm2の範囲である。引張弾性率が10.0N/mm2未満では、モールド成形装置内で離型用フィルムが巻回体から引き出される際に、フィルムの張りが弱く弛みが出る不具合がある。他方、引張弾性率が500N/mm2を超える場合、離型用フィルムがモールド金型内において真空で吸引される際、フィルムが伸びずにモールド金型に密着しない不具合がある。
【0048】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの50%モジュラス(50%Mo)におけるフィルム縦方向(MD)とフィルム横方向(TD)との比(MD)/(TD)が、0.90〜1.20の範囲である。この(MD)/(TD)は、好ましくは0.95〜1.20の範囲である。(MD)/(TD)は、押出成形法により成形されるフィルムでは0.90未満となることはない。他方、(MD)/(TD)が1.20を超える場合、モールド成形装置内で離型用フィルムがモールド金型へ供給される際、フィルムに皺が発生する不具合がある。
【0049】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの50%モジュラス(50%Mo)と100%モジュラス(100%Mo)の比(100%Mo)/(50%Mo)が、フィルム縦方向(MD)及びフィルム横方向(TD)についてともに1.00〜1.60の範囲である。この(100%Mo)/(50%Mo)は、好ましくは1.00〜1.50の範囲である。(100%Mo)/(50%Mo)が1.00未満では、フィルムの伸びの増加に伴う応力の増加が発生しないため、均一なフィルムの伸びが得られず、離型用フィルムがモールド金型内において真空で吸引される際に皺が発生する不具合がある。他方、(100%Mo)/(50%Mo)が1.60を超える場合、フィルムの伸びの増加に伴う応力の増加が大きく、離型用フィルムがモールド金型内面に密着するまでフィルムが伸び切らない不具合がある。
【0050】
本発明における離型用フィルムは、JIS Z 1702に準拠して温度23℃、引張速度100mm/minで測定するフィルムの引張伸びが、フィルム縦方向(MD)及びフィルム横方向(TD)ともに350%以上である。この引張伸びは、好ましくは400%以上である。引張伸びが350%未満では、離型用フィルムがモールド金型内において真空で吸引される際に、モールド金型のエッジで切れる不具合がある。
【0051】
上述の熱可塑性エラストマー組成物からなる離型用フィルムは、例えば、溶融押出法や溶融キャスト法等、従来公知の方法によって成形することができる。
以下の例では、Tダイスを用いた溶融押出法により離型用フィルムを成形する方法を挙げる。
【0052】
このような方法で得られる離型用フィルムは、熱可塑性エラストマー組成物の成形材料を、単軸押出機あるいは二軸押出機等の押出機を使用し、熱可塑性エラストマー組成物の特性に応じて押出機内及び成形材料間の間隙に存在する空気を窒素ガスで置換した雰囲気下において、溶融混練し、押出機先端に配置されたTダイス先端のリップ部から溶融押し出された離型用フィルムを引取機内の圧着ロールと冷却ロールとの間に直接挟んで冷却し、あるいは、圧着ロール側と冷却ロール側の両方もしくは片方からセパレータを挿入して挟んで冷却し、次いで巻取機で巻取管に順次巻取ることにより得られる。
【0053】
図3は、上述の方法で離型用フィルムを製造するフィルム製造装置の概略を示した構成図である。また、図4は、図3に示したフィルム製造装置の材料投入ホッパーの周辺の断面図である。図3において、フィルム製造装置は、大略、材料投入ホッパー2、押出機1、Tダイス7、引取機11、巻取機15を備えて構成される。材料投入ホッパー2は、成形材料を投入するようになっており、図4に示すように、材料投入ホッパー2の押出機1に接続される途中において、窒素ガス供給用パイプ3がスペーサー3aを介して挿入されている。また、窒素ガス供給用パイプ3は、材料投入口1cのほぼ中心軸に沿うように屈曲され、その先端は押出機1内の押出スクリュー1aの外周近傍まで延設されている。材料投入ホッパー2から投入される成形材料中あるいは押出機1内に含まれる酸素は、押出機1の押出スクリュー1aで成形材料が混合、撹拌される際に、窒素ガス供給用パイプ3に供給される窒素ガスで置換されるようになる。
【0054】
押出機1は、成形材料を押出スクリュー1aによって混合、撹拌しながら矢印B方向に搬送させ、押出機1のシリンダー1b内に組み込まれた電熱手段によって、成形材料を加熱、溶融する。このように溶融されて搬送される成形材料は、図3に示す接続管4を介してフィルター手段5に送給される。そして、フィルター手段5によって、未溶融の成形材料を分離し、溶融された成形材料をギヤポンプ6へ送給する。ギヤポンプ6では、溶融された成形材料の圧力を高めながらTダイス7に溶融成形材料を押し出す。Tダイス7では、所定圧力で溶融成形材料を押し出し、Tダイス7のリップ部7aから所定厚み、所定幅のフィルム8を成形する。このようにして成形されたフィルム8は、引取機11の冷却ロール10の外周面上に引き取られながら圧着ロール9で所定厚みに調整され、さらに、冷却、固化され、搬送ロール対12、13で巻取機15に搬送される。
【0055】
巻取機15では、フィルム8は、案内ロール15a、15b、15cで案内されて巻取管16によって巻き取られる。なお、搬送ロール対12、13と案内ロール15aとの間には、厚さ測定器14が配設されており、所望の厚さとなるように、厚さ測定器14で測定された厚さに基づいて、冷却ロール10の周速度を調整、制御するようになっている。これにより上記離型用フィルムが形成される。
【0056】
離型用フィルムは、成形品が必要とする表面形状に応じて、フィルムの表面形状を形成すればよい。例えば、LED等でその表面が鏡面となる場合、離型用フィルムの表面を鏡面にした離型用フィルムを用いる。また、ICやLSI等はその表面に微細な凹凸を形成させるので、離型用フィルムの表面に微細な凹凸を形成した離型用フィルムを用いる。
【0057】
離型用フィルムの表面形状を形成する方法としては、表面を鏡面にする場合は、前述した金属製の冷却ロールの表面を鏡面にしておき、該冷却ロールに溶融状態にある離型用フィルムを圧着ロールで圧着し、離型用フィルムの表面を鏡面に整面する方法がある。また、セパレータを用いる場合、セパレータとして鏡面仕上げのPETフィルムやOPPフィルムを使用し、その表面を転写させる方法がある。
【0058】
図3で、フィルム8の圧着ロール9の側に、送り出しロール17aからセパレータ18aを矢印の方向に供給し、フィルム8の冷却ロール10の側に、送り出しロール17bからセパレータ18bを矢印の方向に供給することにより、フィルム8の表面形状を、セパレータから転写することができる。両面にセパレータ18a、18bを積層したフィルム8は一旦巻き取った後に、セパレータ18a、18bを剥がしてフィルム8を巻き取ることにより、所定の表面形状を有する離型フィルムを得ることができる。
【0059】
離型用フィルムの表面に微細な凹凸を形成する場合は、前述した金属製の冷却ロールの外周面に微細な凹凸を形成しておき、該冷却ロールに溶融状態にある離型用フィルムを圧着ロールで圧着する際、冷却ロールの外周面に形成された微細な凹凸を離型用フィルム表面に転写させる方法がある。また、セパレータを用いる場合、セパレータとして表面をマット加工したPETフィルムやOPPフィルムを使用し、その表面を転写させる方法がある。
【0060】
離型用フィルムの表面を鏡面とする場合、その表面粗さが、JIS B0601−2001に準拠し、速度0.6mm/秒、カットオフ値0.8mm、評価長さ8.0mmで測定される算術平均粗さRaが0.10以下、最大高さ粗さRzが1.00以下になるように、表面を適宜形成すればよい。算術平均粗さRaが0.10以下及び最大高さ粗さRzが1.00以下であれば、離型用フィルムの表面が転写される成形品の表面は平滑となる。
【0061】
離型用フィルムの表面に微細な凹凸を形成する場合、その表面粗さが、上記と同様に測定される算術平均粗さRaが0.5以上、最大高さ粗さRzが5.00以上となるように、表面を適宜形成すればよい。
【0062】
本発明の離型用フィルムは、厚さが5μm〜500μmの範囲であり、好ましくは10μm〜400μmの範囲であって、使用するモールド金型の形状に応じて適宜選択すればよい。離型用フィルムの厚さを5μm未満とした場合、使用時にモールド金型に追従した際、離型用フィルムが伸ばされて薄くなって裂けたり、モールド樹脂の圧力で破れたりする不具合があるので好ましくない。また、500μmを超える場合、離型用フィルムの厚さが障害になり、微細な構造を有するモールド金型に追従できなくなることや、モールド金型の複雑な形状が成形品に転写されなくなる不具合があるので好ましくない。
【実施例】
【0063】
以下、本発明の離型用フィルムの実施例を、表1、2を用いて説明する。
なお、本発明に係わる離型用フィルムは実施例1〜8に何ら限定されるものではない。
ここで、表1、2に示すウレタン系エラストマー1、フッ素系界面活性剤1及びフッ素系界面活性剤2は、次に示す材料が用いられている。
【0064】
(ウレタン系エラストマー1)
ミラクトランE598PNAT:商品名、日本ポリウレタン工業社製、JIS A 硬度98、ビカット軟化温度141℃
(フッ素系界面活性剤1)
エフトップEF−N112:商品名、三菱マテリアル社製、ビス(トリフルオロメタンスルホニル)イミドカリウム塩((CF3SO2) 2NK)、融点200℃
(フッ素系界面活性剤2)
エフトップEF−12:商品名、三菱マテリアル社製、トリフルオロメタンスルホン酸カリウム(CF3SO3K)、融点233℃
【0065】
【表1】
【0066】
【表2】
【0067】
【表3】
【0068】
以下、表1、2に基づき、離型用フィルムの作製、剥離性、耐熱性、型寸法転写性、表面平滑性及び実使用性について詳述する。なお、表3の比較例1〜3においても同様に適用される内容となっている。
【0069】
(離型用フィルムの作製)
熱可塑性エラストマー組成物をφ40mm、L/D=25の単軸押出機(アイ・ケー・ジー社製)に供給し、圧縮比2.5のフルフライト押出スクリューを使用してシリンダー温度180℃〜210℃の条件下で溶融混練し、幅400mmのTダイスからダイス温度210℃〜220℃の条件下で連続的に押し出した。この押し出しした離型用フィルムを、引取機内で、圧着ロール側からマット加工PETフィルムをセパレータとし、冷却ロール側から鏡面加工PETフィルムをセパレータとして供給し、それらを圧着ロール冷却ロールとの間に挟んで冷却し、巻取機において両端部をスリット刃で裁断し、離型用フィルムを巻取管に巻き取ることにより、表1〜3に記載の厚さで、幅250mm、長さ50mの離型用フィルムを製造した。これらの離型用フィルムを、80℃の雰囲気下に24時間放置してエージングを行った。エージング終了後、セパレータのマット加工PETフィルム及び鏡面加工PETフィルムを剥がしながら、離型フィルムを巻き直して、評価用の離型フィルムを得た。
【0070】
(評価の方法)
評価は、図1に示すレンズ形状を具備する図2(a)、(b)に示した構成のモールド金型30を使用し、モールド金型30に離型用フィルムを吸着させた後、シリコーン樹脂組成物を滴下して熱プレス成形し、剥離性、耐熱性、型寸法転写性、表面平滑性をそれぞれ評価した。
【0071】
具体的には、モールド金型30に対して離型用フィルムのマット面がモールド金型30側、鏡面がエアー側になるよう離型用フィルムを張設し、真空で吸引して離型用フィルムをモールド金型30に吸着させた。次いで、離型用フィルム上にシリコーン樹脂組成物RHODORSIL RTV141(BLUESTAR SILICONES社製)を滴下し、これらに表面がハードクロムメッキされた平板金型を押し当て、二つの金型で挟持させて熱プレス成形した。成形した積層品の、離型用フィルムと硬化したシリコーン樹脂との剥離性、離型用フィルムの耐熱性、硬化したシリコーン樹脂について型寸法転写性と表面平滑性を評価した。熱プレス成形は、温度140℃、圧力10kg/cm2、5分間の条件で実施した。
【0072】
(剥離性)
剥離性の評価は、硬化したシリコーン樹脂組成物が離型用フィルム上に残ることなく剥離できた場合は「○」、シリコーン樹脂組成物が部分的に破断して離型用フィルム上に残存した場合は「×」として示した。
【0073】
(耐熱性)
耐熱性の評価は、硬化したシリコーン樹脂組成物を剥離した離型用フィルムを目視で観察し、溶融、溶断がなくフィルム形状を保持していた場合は「○」、離型用フィルムに溶融、溶断があった場合を「×」として示した。
【0074】
(型寸法転写性)
型寸法転写性は、硬化したシリコーン樹脂組成物の寸法を測定し評価した。レンズ高さの評価基準を、穴深さ4mmについて離型用フィルムの厚さを減じた寸法からさらに−0.1mm以内の範囲、すなわち、((4−離型用フィルムの厚さ)−0.1)mm以上とした。25個のレンズについてすべて基準以内だった場合は「○」、1個でも基準を満たさない形状があった場合を「×」として示した。
【0075】
(表面平滑性)
表面平滑性は、硬化したシリコーン樹脂組成物の表面状態を目視で評価した。シリコーン樹脂の表面に凹凸や皺の発生がなかった場合を「○」、凹凸や皺の発生があった場合を「×」として示した。
【0076】
(実使用性)
実使用性については、モールド成形装置で樹脂モールド成形することにより確認・評価した。具体的には、モールディング装置として、アピックヤマダ社製のモールド成形装置G-LINE manual press(商品名)において、シリコーン樹脂組成物としてRHODORSIL RTV141(BLUESTAR SILICONES社製)を用い、実使用性を目視により確認した。
【0077】
実使用性の評価は、モールド成形装置内で離型用フィルムが搬送される際にフィルムが弛むことなく供給され、吸着時にはフィルムに皺の発生がなく、熱プレス成形後は、離型用フィルムとシリコーン樹脂組成物との剥離性が良好で、硬化したシリコーン樹脂組成物の表面は凹凸や皺がなく平滑であり、離型用フィルムに破れや溶断、シリコーン樹脂組成物の残りがなく、モールド金型に汚れがなかった状態を「○」、どれかに不具合があった場合を「×」として示した。
【0078】
表3に示したように、比較例1では、旭硝子社製ETFEフィルム、アフレックス(商品名)の厚さ100μmのものを比較対象としたが、型寸法転写性が劣り、実使用性が得られなかった。比較例2では、旭硝子社製ETFEフィルム、アフレックス(商品名)の厚さ25μmのものを比較対象としたが、モールド金型内で吸着される際にフィルムが破れ、実使用性が得られなかった。比較例3では、東レ・デュポン社製のハイトレル5577(商品名)、ポリエステル・ポリエーテル共重合体、D 硬度55、ビカット軟化温度192℃の熱可塑性エラストマー組成物からなる厚さ50μmの離型用フィルムを比較対象とした。シリコーン樹脂組成物からなる成形品の表面に皺が発生し、表面平滑性が劣り、実使用性が得られなかった。
【0079】
これに対し、表1、2に示したように、本発明による各実施例の離型用フィルムは、剥離性が得られていることに加え耐熱性を有し、型寸法転写性と表面平滑性に優れ、さらに、実使用性が付与されていることが明らかとなる。このことから、本発明によれば、モールド樹脂を成形加工して得られる成形品との剥離性に優れ、しかも、形状と表面性に優れる成形品を得られる離型用フィルムを得ることができる。
【0080】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることが当業者に明らかである。また、そのような変更又は改良を加えた形態も本発明の技術的範囲に含まれ得ることが、特許請求の範囲の記載から明らかである。
【符号の説明】
【0081】
1 押出機
2 材料投入ホッパー
3 窒素ガス供給用パイプ
4 接続管
5 フィルター
6 ギヤポンプ
7 Tダイス
7a リップ部
8 フィルム
9 圧着ロール
10 冷却ロール
11 引取機
12、13 搬送ロール対
14 厚さ測定器
16 巻取管
17a、17b 送り出しロール
18a、18b セパレータ
20 砲弾型LEDレンズ
21a、21b リード線
30 モールド金型
31 レンズ成形凹部
【特許請求の範囲】
【請求項1】
JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独又は該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなることを特徴とする離型用フィルム。
【請求項2】
前記ポリウレタン系エラストマーは、ポリイソシアネート、ポリオール及び鎖延長剤の3成分の反応により得られる熱可塑性ポリウレタン系エラストマーであることを特徴とする請求項1に記載の離型用フィルム。
【請求項3】
前記ポリオールは、ポリエステルポリオール、ポリエステルアミドポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオール、及びポリオレフィンポリオールからなる群に属する数平均分子量が500〜10000の高分子ポリオールから選択される1つ又は複数であることを特徴とする請求項2に記載の離型用フィルム。
【請求項4】
前期鎖延長剤は、低分子ポリオール類、低分子ポリアミン類、及び低分子アミノアルコール類に属する数平均分子量が500未満の活性水素含有化合物から選択される請求項2又は3に記載の離型用フィルム。
【請求項5】
前記熱可塑性エラストマー組成物が、前記ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲に含有する組成物であることを特徴とする請求項1〜4のいずれか1項に記載の離型用フィルム。
【請求項6】
前記フッ素系界面活性剤は、融点が250℃以下で分解温度が300℃以上の
ペルフルオロアルキルスルホン酸誘導体化合物であることを特徴とする請求項5に記載の離型用フィルム。
【請求項7】
前記熱可塑性エラストマー組成物は、滑剤、ブロッキング防止剤、酸化防止剤、及びリン系酸化防止剤に属する1つ又は複数の添加剤をさらに含むことを特徴とする請求項1〜6のいずれか1項に記載の剥離フィルム。
【請求項8】
フィルムの引張弾性率がフィルム縦方向(MD)及びフィルム横方向(TD)ともに10〜500N/mm2の範囲であることを特徴とする請求項1〜7のいずれか1項に記載の離型用フィルム。
【請求項9】
フィルムの50%モジュラス(50%Mo)におけるフィルム縦方向(MD)とフィルム横方向(TD)との比(MD)/(TD)が0.9〜1.2の範囲であることを特徴とする請求項1〜8のいずれか1項に記載の離型用フィルム。
【請求項10】
フィルムの50%モジュラス(50%Mo)と100%モジュラス(100%Mo)との比(100%Mo)/(50%Mo)がフィルム縦方向(MD)及びフィルム横方向(TD)ともに1.0〜1.6の範囲であることを特徴とする請求項1〜9のいずれか1項に記載の離型用フィルム。
【請求項11】
フィルムの引張伸びがフィルム縦方向(MD)及びフィルム横方向(TD)ともに350%を超えることを特徴とする請求項1〜10のいずれか1項に記載の離型用フィルム。
【請求項1】
JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー単独又は該ポリウレタン系エラストマーを主成分とする熱可塑性エラストマー組成物からなることを特徴とする離型用フィルム。
【請求項2】
前記ポリウレタン系エラストマーは、ポリイソシアネート、ポリオール及び鎖延長剤の3成分の反応により得られる熱可塑性ポリウレタン系エラストマーであることを特徴とする請求項1に記載の離型用フィルム。
【請求項3】
前記ポリオールは、ポリエステルポリオール、ポリエステルアミドポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオール、及びポリオレフィンポリオールからなる群に属する数平均分子量が500〜10000の高分子ポリオールから選択される1つ又は複数であることを特徴とする請求項2に記載の離型用フィルム。
【請求項4】
前期鎖延長剤は、低分子ポリオール類、低分子ポリアミン類、及び低分子アミノアルコール類に属する数平均分子量が500未満の活性水素含有化合物から選択される請求項2又は3に記載の離型用フィルム。
【請求項5】
前記熱可塑性エラストマー組成物が、前記ポリウレタン系エラストマー100質量部に対してフッ素系界面活性剤を0.05〜5.0質量部の範囲に含有する組成物であることを特徴とする請求項1〜4のいずれか1項に記載の離型用フィルム。
【請求項6】
前記フッ素系界面活性剤は、融点が250℃以下で分解温度が300℃以上の
ペルフルオロアルキルスルホン酸誘導体化合物であることを特徴とする請求項5に記載の離型用フィルム。
【請求項7】
前記熱可塑性エラストマー組成物は、滑剤、ブロッキング防止剤、酸化防止剤、及びリン系酸化防止剤に属する1つ又は複数の添加剤をさらに含むことを特徴とする請求項1〜6のいずれか1項に記載の剥離フィルム。
【請求項8】
フィルムの引張弾性率がフィルム縦方向(MD)及びフィルム横方向(TD)ともに10〜500N/mm2の範囲であることを特徴とする請求項1〜7のいずれか1項に記載の離型用フィルム。
【請求項9】
フィルムの50%モジュラス(50%Mo)におけるフィルム縦方向(MD)とフィルム横方向(TD)との比(MD)/(TD)が0.9〜1.2の範囲であることを特徴とする請求項1〜8のいずれか1項に記載の離型用フィルム。
【請求項10】
フィルムの50%モジュラス(50%Mo)と100%モジュラス(100%Mo)との比(100%Mo)/(50%Mo)がフィルム縦方向(MD)及びフィルム横方向(TD)ともに1.0〜1.6の範囲であることを特徴とする請求項1〜9のいずれか1項に記載の離型用フィルム。
【請求項11】
フィルムの引張伸びがフィルム縦方向(MD)及びフィルム横方向(TD)ともに350%を超えることを特徴とする請求項1〜10のいずれか1項に記載の離型用フィルム。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−206490(P2012−206490A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−76089(P2011−76089)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]