
離型用二軸配向ポリアリーレンスルフィドフィルムおよび成型方法
【課題】3次元形状を有するエポキシプリプレグ成型用の離型フィルムを提供することであり、皺抑制、離型性に優れた離型用二軸配向ポリアリーレンスルフィドフィルムを提供すること。
【解決手段】実質的にポリアリーレンスルフィド樹脂(A)と粒子(B)のみからなる二軸配向ポリアリーレンスルフィドフィルムであり、フィルムの長手あるいは幅方向のいずれか一方の160℃、10分の熱収縮率が1.5%以上であり、もう一方の160℃、10分の熱収縮率が0.5%以上である離型用二軸配向ポリアリーレンスルフィドフィルム。
【解決手段】実質的にポリアリーレンスルフィド樹脂(A)と粒子(B)のみからなる二軸配向ポリアリーレンスルフィドフィルムであり、フィルムの長手あるいは幅方向のいずれか一方の160℃、10分の熱収縮率が1.5%以上であり、もう一方の160℃、10分の熱収縮率が0.5%以上である離型用二軸配向ポリアリーレンスルフィドフィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は二軸配向ポリアリーレンスルフィドフィルムからなる離型用フィルムに関し、金型プレス成型で製造する際に好適に使用される離型フィルムに関するものである。より詳細には、3次元形状に成型されるエポキシプリプレグの金型プレス成型の製造に用いることができる離型フィルムに関する。
【背景技術】
【0002】
ガラスクロス、炭素繊維、アラミド繊維などの強化繊維基材にエポキシ樹脂など未硬化マトリクス樹脂を含浸・硬化させてなる繊維強化複合材料は、成型性、薄肉、軽量、高剛性、生産性、経済性に優れ、電気・電子機器部品、自動車機器部品、パソコン、OA機器、AV機器、携帯電話、電話機、ファクシミリ、家電製品、玩具用品などの電気・電子部品や筐体に頻繁に使用されている。
【0003】
繊維強化複合材料の代表的な製造方法として、連続した強化繊維に未硬化の樹脂を含浸させた繊維強化プリプレグを積層配置して加熱、加圧プレスして硬化させる方法があるが、加熱プレスする際に離型フィルムが使用されている。
【0004】
これら用途に使用される離型フィルムとしては、フッ素系フィルム、シリコン塗布ポリエチレンテレフタレートフィルム、ポリメチルペンテンフィルム、ポリプロピレンフィルムなどが用いられてきた。しかしながら、従来から離型フィルムとして用いられているフッ素系フィルムは、耐熱性、離型性には優れているが、高価である上、使用した後の廃棄焼却処理において燃焼し難く、かつ、有毒ガスを発生するという問題点があり、また、エポキシプリプレグの離型フィルムとして用いた場合、成型金型汚れが発生しやすく、生産性が悪化するという問題点があった。また、シリコン塗布ポリエチレンテレフタレートフィルムは、シリコン成分の移行により、金型汚れや、プリプレグの品質を損なうおそれがあった。また、ポリメチルペンテンフィルムは、離型性には優れているが、成型時にフィルムの皺が入りやすいという問題があった。また、ポリプロピレンフィルムは、耐熱性に劣り離型性が不十分であった。
【0005】
一方、二軸延伸ポリフェニレンスルフィドフィルムは、耐熱性、耐薬品性に優れることから、離型用途に用いられていることが知られており、(1)シリコーン樹脂からなる塗布層を設けたポリフェニレンスルフィドフィルムが提案されている(特許文献1参照)。また、(2)表面欠陥が少なく、加工性、表面平滑性に優れたポリフェニレンスルフィドフィルムが提案されている(特許文献2、3参照)。しかし、これらの離型用ポリフェニレンスルフィドフィルムは、3次元形状を有するエポキシプレプレグ成型の離型フィルムとして用いた場合、成型時に皺が入りやすい問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−286084号公報
【特許文献2】特開2007−152761号公報
【特許文献3】特開2008−110549号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は上記問題点を解決すること、すなわち、3次元形状を有するエポキシプリプレグ成型用の離型フィルムを提供することであり、皺抑制、離型性に優れた離型用二軸配向ポリアリーレンスルフィドフィルムを提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは主として次の構成を有する。すなわち、
(1)実質的にポリアリーレンスルフィド樹脂(A)と粒子(B)のみからなる二軸配向ポリアリーレンスルフィドフィルムであり、フィルムの長手あるいは幅方向のいずれか一方の160℃、10分の熱収縮率が1.6%以上であり、もう一方の160℃、10分の熱収縮率が0.5%以上である離型用二軸配向ポリアリーレンスルフィドフィルム、
(2)融点直下の微小吸熱ピーク温度(Tmeta)が230℃以上255℃以下である(1)に記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
(3)粒子(B)がバテライト型炭酸カルシウムである(1)または(2)に記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
(4)粒子(B)を0.5〜3重量%含有する(1)〜(3)のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
(5)3次元成型用である(1)〜(4)のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
【発明の効果】
【0009】
本発明によれば、成形時の皺が抑制され、離型性にも優れた離型用二軸配向ポリアリーレンスルフィドフィルムを得ることができ、3次元成型用エポキシプリプレグの離型フィルムとして好適に用いることができる。
【図面の簡単な説明】
【0010】
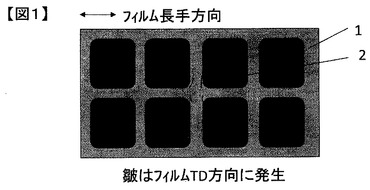
【図1】プレス成型後にプリプレグ上に発生する皺の状態の例を示す模式図である。
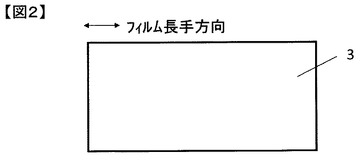
【図2】離型フィルムの設置状態を説明する図である。
【発明を実施するための形態】
【0011】
以下、本発明の離型用二軸配向ポリアリーレンスルフィドフィルムについて説明する。本発明でいうポリアリーレンスルフィドとは、−(Ar−S)−の繰り返し単位を有するホモポリマーあるいはコポリマーである。Arとしては下記の式(A)〜式(K)などで表される基などが挙げられる。
【0012】
【化1】

【0013】
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれた置換基であり、R1とR2は同一でも異なっていてもよい。)
本発明に用いるポリアリーレンスルフィドの繰り返し単位としては、上記の式(A)で表される繰り返し単位が採用されたものが好ましく、これらの代表的なものとして、ポリフェニレンスルフィド(以下、PPSと称する場合がある)、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいポリアリーレンスルフィドとしては、フィルム物性と経済性の観点から、PPSが好ましく例示される。本発明においては、上記ポリアリーレンスルフィドの繰り返し単位としては、下記構造式で示されるパラフェニレンスルフィド単位を好ましくは95モル%以上、より好ましくは98モル%以上含むことが望ましい(パラフェニレンスルフィドからなるPPSをp−PPSを称する)。パラフェニレンスルフィド単位が95モル%未満では、ポリマーの結晶性や熱転移温度などが低く、離型用フィルムとして耐熱性、離型性などを損なう場合がある。
【0014】
【化2】
【0015】
ポリアリーレンスルフィドの溶融粘度は、溶融混練が可能であれば特に限定されないが、温度300℃で剪断速度1,000(1/sec)のもとで、100〜2000Pa・sの範囲であることが好ましく、さらに好ましくは200〜1,000Pa・sの範囲である。
【0016】
ポリアリーレンスルフィド樹脂は種々の方法、例えば、特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法、あるいは、特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きい重合体を得る方法などによって製造することができる。
【0017】
本発明において得られたポリアリーレンスルフィド樹脂を空気中加熱による架橋/高分子量化、窒素などの不活性ガス雰囲気下あるいは減圧下での熱処理、有機溶媒、熱水および酸水溶液などによる洗浄、酸無水物、アミン、イソシアネートおよび官能基ジスルフィド化合物などの官能基含有化合物による活性化など、種々の処理を施した上で使用することも可能である。
【0018】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、実質的にポリアリーレンスルフィド樹脂と粒子のみからなるが、ここでいう「実質的に」とは、フィルム中のポリアリーレンスルフィド樹脂と粒子の単位面積あたり質量がフィルムの単位面積あたり質量に対し、99質量%以上、望ましく99.5質量%以上を占めることをいう。ポリアリーレンスルフィド樹脂と粒子以外の樹脂あるいは添加材が含有された場合、離型性が悪化する場合がある。
【0019】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、粒子(B)を含有した二軸配向フィルムであり、粒子(B)をフィルム質量に対して0.5〜3質量%含有することがエポキシプリプレグ成型時の離型性、皺抑制の観点で好ましく、また、エポキシプリプレグ表面欠点抑制の観点で好ましい。粒子(B)の含有量が0.5質量%未満の場合、エポキシプリプレグとの間のエア抜け性が悪化する場合があり、残留した気泡がプリプレグに転写し表面欠点となる場合がある。粒子の含有量が5重量%を超えると、フィルムの破断伸度が低下する場合があり、3次元成型時の成型追従性が悪化する場合があり、また、離型性が悪化する場合がある。粒子(B)の含有量は、より好ましくは0.5質量%〜2質量%である。
【0020】
かかる粒子(B)としては、例えば、炭酸カルシウム、シリカ、酸化チタン、アルミナ、カオリン、リン酸カルシウム、硫酸バリウム、タルク、酸化亜鉛などの無機粒子や架橋スチレン系粒子のような300℃までは溶融しない有機粒子があげられる。無機粒子としては、炭酸カルシウムがポリマーとの親和性の観点から好ましく、バテライト型炭酸カルシウムが離型性の観点から特に好ましい。
【0021】
本発明に用いられる粒子(B)の平均粒径は0.5μm以上、5μm以下が好ましく、より好ましくは、0.5〜3μmである。粒径が0.5μm未満の場合、エポキシプリプレグとの間のエア抜け性が悪化し、残留した気泡がプリプレグに転写し表面欠点となる場合がある。5μmを超えると、粗大突起が形成されやすく、粒子脱落によるフィルムの劈開が発生する場合があり、また、プリプレグからの離型性が悪化する場合がある。また、フィルムの破断伸度が低下し、成型追従性が悪化する場合がある。
【0022】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、160℃、10分間処理したときのフィルムの長手方向あるいは幅方向のいずれか一方の熱収縮率が1.6%以上であることが必要である。より好ましくは1.7%以上である。160℃、10分間処理したときのフィルムの長手方向あるいは幅方向のいずれか一方の熱収縮率が1.6%よりも小さい場合、3次元形状を有するエポキシプレプレグ成型時にプリプレグと離型フィルムの間に皺が発生し、皺の形状がプリプレグに転写する場合がある。フィルムの熱収縮率に特に上限値はないが、フィルムの製膜性などに鑑みると5%程度が上限である。ここで、160℃は、エポキシプリプレグの熱成型の代表的な温度であるが、本発明は、該温度におけるフィルムの熱収縮率を本願規定の範囲以上とすることにより、3次元形状を有するエポキシプリプレグの成型加工後に発生するフィルムの皺を抑制できることを見出したものである。
【0023】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムの160℃、10分間処理したときにおける熱収縮率は、フィルムの長手方向あるいは幅方向のいずれか一方の熱収縮率が上記範囲を満足することが重要であるが、他方の方向、すなわち長手方向に対しては幅方向,幅方向に対しては長手方向、の160℃、10分間処理したときにおける熱収縮率としては、0.5%以上であることが必要である。より好ましくは1.0%以上である。160℃、10分間処理したときの熱収縮率が0.5%よりも小さい場合、フィルムの熱膨張によって160℃の金型成型後のプリプレグと離型フィルムの間に皺が発生し易くなり、皺の形状がプリプレグに転写する場合がある。フィルムの熱収縮率に特に上限値はないが、フィルムの製膜性などに鑑みると5%程度が上限である。
【0024】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、金型に適宜設置することが可能であるが、例えば、皺がフィルムの幅方向と平行に発生する場合(図1)、その方向に垂直となるようにフィルムの熱収縮が1.5%以上となる方向を合わせて設置(図2)することが皺抑制の観点で重要となる。つまり、本願発明においては、皺の発生方向と垂直な方向にフィルムの熱収縮率が高い方向を合わせることで、皺を抑制できることを見出したものであり、代表的な金型成型温度である160℃における10分間処理したときの熱収縮率を1.5%以上とすることにより、皺が抑制できることを見出したものである。フィルムの長手方向に皺が発生した場合は、フィルムの幅方向の熱収縮率を1.5%以上とすることにより皺が抑制されることは無論である。
【0025】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムの融点直下の微小吸熱ピーク温度(Tmeta)は、230℃以上255℃以下であることが皺抑制、離型性の観点で好ましく、より好ましくは、240℃以上255℃以下である。融点直下の微小吸熱ピーク温度が230℃未満の場合、離型性が悪化する場合があり、255℃を超えると、熱収縮率低下により皺が発生する場合があり、また、離型性が悪化する場合がある。
【0026】
融点直下の微小吸熱ピーク温度(Tmeta)は、示差走査熱量分析(DSC)測定による結晶融解前に現れる微小吸熱ピークであり、フィルムの熱処理温度に相当する温度に観察され、熱処理で形成された結晶構造のうち不完全な部分が溶融するために生じるものである。
【0027】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムの厚さは、特に限定されないが、離型性、経済性の観点から10μm以上、300μmが好ましく、より好ましくは、20μm以上、200μm以下、さらに好ましくは20〜100μmの範囲である。
【0028】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、離型フィルムに適して利用される。具体的には、プリプレグ成型用離型フィルム、FPC製造用離型フィルム、航空機部品に使用されるACM材料用離型フィルム、リジットプリント基板製造用離型フィルム、半導体封止材用離型フィルム、ゴムシート硬化用離型フィルム、特殊粘着テープ離型フィルムが挙げられる。
【0029】
中でも、本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、ガラスクロス、炭素繊維、または、アラミド繊維などの強化繊維基材にエポキシ樹脂などの未硬化マトリクス樹脂を含浸・硬化させてなるプリプレグ材料をプレス成型金型内またはオートクレーブ内で硬化し、成型型とプリプレグとの接着を防ぐために特に好適に用いられる。
【0030】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムを用いての成型時に好適に用いられるプリプレグとしては、強化繊維として炭素繊維、ガラスクロス、アラミド繊維などをあげることができる。これら強化繊維に含浸せしめるマトリックス樹脂としては、熱硬化性樹脂あるいは熱可塑性樹脂を用いることができ、その具体例としては、エポキシ樹脂、不飽和ポリエステル樹脂、アリル樹脂、フェノール樹脂、ポリアミド樹脂などを挙げることができる。本発明においては、エポキシ樹脂をマトリックス樹脂として用いたプリプレグの離型用フィルムとして好適に用いることができるものである。
【0031】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、2次元の平板形状の成型においても好適に使用されるが、特に3次元の曲面形状を有するプリプレグの成型において特に好適に使用されるものである。
【0032】
本発明の離型用ポリアリーレンスルフィドフィルムの離型性の目安としては、エポキシプリプレグと重ね合わせて、160℃で3〜5分間、1MPaの圧力をかけた後に常温に冷却してもフィルムが破断することなく、離型できることが好ましい態様である。
【0033】
次いで、本発明の離型用ポリアリーレンスルフィドフィルムを製造する方法について、ポリアリーレンスルフィドとしてp−PPSを用いた二軸配向ポリフェニレンスルフィドフィルムの製造方法を例にとって説明するが、他のポリアリーレンスルフィドは下記を参考とすれば得ることに困難性はなく、p−PPSを用いたときと同様の効果が期待できる。すなわち、本発明は、下記の記載に限定されないことは無論である。
【0034】
(1) ポリフェニレンスルフィドの重合方法
p−PPSは種々の方法、例えば、特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法、あるいは、特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きい重合体を得る方法などによって製造することができる。
【0035】
p−PPS樹脂の製造法を例示するが、本発明では特にこれに限定されない。例えば、硫化ナトリウムとp−ジクロロベンゼンをN-メチル-2ーピロリドン(NMP)などのアミド系極性溶媒中で、高温高圧下で反応させる。必要に応じて、トリハロベンゼンなどの共重合成分を含ませることも可能である。重合度調整剤として苛性カリやカルボン酸アルカリ金属塩などを添加し230〜280℃で重合反応させる。重合後にポリマーを冷却し、ポリマーを水スラリーとしてフィルターで濾過後、粒状ポリマーを得る。これを酢酸カルシウムなどの水溶液中で30〜100℃、10〜60分攪拌処理し、イオン交換水にて30〜80℃で数回洗浄、乾燥してPPS粉末を得る。この粉末ポリマーを酸素分圧10トール以下、好ましくは5トール以下でNMPにて洗浄後、30〜80℃のイオン交換水で数回洗浄し、5トール以下の減圧下で乾燥する。上記で得られたポリマーに必要に応じて、無機または有機の添加剤等を本発明の目的に支障を与えない程度添加し、p−PPS樹脂を得る。
【0036】
(2)ポリフェニレンスルフィドフィルムの製法
上述のようにして得られたp−PPSを減圧下で乾燥した後、押出機の溶融部を300〜350℃の温度、好ましくは310〜340℃に加熱された押出機に投入する。その後、押出機を経た溶融ポリマーをフィルター内に通過させ、その溶融ポリマーをTダイの口金を用いてシート状に吐出する。このフィルター部分や口金の設定温度は、押出機の溶融部の温度より3〜20℃高い温度にすることが好ましく、より好ましくは5〜15℃高い温度にする。このシート状物を表面温度20〜70℃の冷却ドラム上に密着させて冷却固化し、実質的に無配向状態の未延伸フィルムを得る。
【0037】
次に、この未延伸フィルムを二軸延伸し、二軸配向させる。延伸方法としては、逐次二軸延伸法(長手方向に延伸した後に幅方向に延伸を行う方法などの一方向ずつの延伸を組み合わせた延伸法)、同時二軸延伸法(長手方向と幅方向を同時に延伸する方法)、又はそれらを組み合わせた方法を用いることができる。ここでは、最初に長手方向、次に幅方向の延伸を行う逐次二軸延伸法を用いた例で説明する。
【0038】
未延伸ポリフェニレンスルフィドフィルムを加熱ロール群で加熱した後、長手方向(MD方向)に皺抑制の観点から3.2〜4.2倍、好ましくは3.6〜4.0倍、さらに好ましくは、3.8〜4.0倍に1段もしくは2段以上の多段で延伸する(MD延伸)。延伸温度は、Tg(PPSのガラス転移温度)〜(Tg+40)℃、好ましくは(Tg+5)〜(Tg+30)℃の範囲である。その後20〜50℃の冷却ロール群で冷却する。
【0039】
MD延伸に続く幅方向(TD方向)の延伸方法としては、例えば、テンターを用いる方法が一般的である。このフィルムの両端部をクリップで把持して、テンターに導き、幅方向の延伸を行う(TD延伸)。延伸温度はTg〜(Tg+40)℃が好ましく、より好ましくは(Tg+5)〜(Tg+30)℃の範囲である。延伸倍率は、皺の抑制の観点から3.2〜4倍、好ましくは3.4〜3.8倍、さらに好ましくは3.5〜3.8倍に1段もしくは2段以上の多段で延伸する(TD延伸)。
次に、この二軸延伸フィルムを緊張下で熱固定する。本発明においては、本願規定の熱収縮率達成の観点から、2段以上の異なる温度で熱固定を行うことが好ましく、1段目の熱固定温度は160〜200℃、好ましくは180〜200℃であり、続いて行う後段の熱固定および/または弛緩熱処理の最高温度は230〜255℃、好ましくは、240〜255℃である。本願発明の熱収縮を達成する観点から、フィルム幅方向に0〜5%の範囲で弛緩処理することが好ましく、より好ましくは0〜3%であり、さらに好ましくは0%、すなわち定長で熱処理する。
【0040】
さらに、フィルムを室温まで、冷やして巻き取り、目的とする二軸配向ポリフェニレンスルフィドフィルムを得る。
【0041】
本発明の特性値の測定方法ならびに効果の評価方法は次の通りである。
【0042】
(1)熱収縮率
幅10mm、長さ200mmにサンプリングした試料に、約100mm間隔となるように直線を引き、その間隔の長さを万能投影機により測定し、L0(mm)とする。次に、該サンプルを2.5gの荷重下で、160℃に加熱されたギアオーブン中で、10分間保持し、その後、室温で2時間冷却した後、再び、直線の間隔を万能投影機で測定し、L(mm)とする。この測定結果から、熱収縮率=((L0−L)/L0)×100)(%)とし、フィルム長手方向および幅方向につきそれぞれn数5サンプルの平均値を採用した。なお、熱収縮率の符号が、「−(負)」の場合は伸びを示している。
【0043】
(2)融点直下微小吸熱ピーク温度(Tmeta)
JIS K7121−1987に従って示差走査熱量計として、セイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、試料5mgをアルミニウム製受皿上、室温から350℃まで、昇温速度20℃/分で昇温した。そのとき、観測される融点直下の微小吸熱ピークをTmetaとした。
【0044】
(3)金型成型テストによる皺、離型性
幅600mmで巻き取られたフィルムロール品を幅500mm×長さ900mmサイズに切り出し、離型フィルムおよびエポキシプリプレグを重ね合わせ、曲面形状を有した金型を設置したプレス成型機で160℃、1MPaの圧力を5分間加えたのちにサンプルを取り出して、室温中に十分冷却してから、エポキシプリプレグと離型フィルムを手で引き剥がした。離型性、エア噛み、皺、金型汚れについて、以下の基準で判断した。○、△が合格水準である(○が△よりも優れる)。
【0045】
離型性
○:フィルムが破断することなくプリプレグから容易に剥がれた
△:フィルムが一部破断するがプリプレグから剥がれた
×:プリプレグから剥がれなかった
皺
○:プリプレグ表面にフィルム皺の転写が存在しない
×:プリプレグの製品部分にフィルム皺が転写する
【実施例】
【0046】
以下、実施例ではポリアリーレンスルフィドとしてPPS、粒子として炭酸カルシウムの例を具体例として挙げて説明しているが、ポリアリーレンスルフィドを作製する場合は下記方法と同様の方法で得ることができ、また、他の粒子を用いた場合でも、下記実施例を参考として本発明にかかるフィルムを作製すれば、所定の効果を得ることができることはいうまでもない。
【0047】
(1)ポリフェニレンスルフィドの作製
50Lオートクレーブ(SUS316製)に水硫化ナトリウム(NaSH)56.25モル、水酸化ナトリウム54.8モル、酢酸ナトリウム16モル、およびN−メチルピロリドン(NMP)170モルを仕込む。次に、窒素ガス気流下に撹拌しながら内温を220℃まで昇温させ脱水を行なった。脱水終了後、系を170℃まで冷却した後、55モルのp−ジクロロベンゼン(p−DCB)と0.055モルの1,2,4,−トリクロロベンゼン(TCB)を2.5LのNMPとともに添加し、窒素気流下に系を2.0kg/cm2まで加圧封入した。235℃にて1時間、さらに270℃にて5時間撹拌下にて加熱後、系を室温まで冷却、得られたポリマーのスラリーを水200モル中に投入し、70℃で30分間撹拌後、ポリマーを分離する。このポリマーをさらに約70℃のイオン交換水(ポリマー重量の9倍)で撹拌しながら5回洗浄後、約70℃の酢酸カルシウムの1重量%水溶液にて窒素気流下にて約1時間撹拌した。さらに、約70℃のイオン交換水で3回洗浄後、分離し、120℃、1torrの雰囲気下で20時間乾燥することによって白色のポリフェニレンスルフィド粉末を得た。
【0048】
次に、このポリフェニレンスルフィド粉末を市販の窒素ガス雰囲気下90℃のNMP(ポリフェニレンサルファイドポリマー重量の3倍量)にて0.5時間の撹拌処理を2回行なった。このポリフェニレンサルファイド粉末をさらに約70 ℃ のイオン交換水で4回洗浄した後分離し、上記のようにして乾燥することによって白色のポリフェニレンスルフィド粉末を得た。このポリフェニレンスルフィド粉末の300℃ における溶融粘度は5000ポイズであった。
【0049】
(2)ペレットの作製
〔粒子ペレット1〕
平均粒径1.2μmのバテライト型炭酸カルシウム粒子をエチレングリコール中に50重量%分散させたスラリーを調製した。このスラリーをフィルタで濾過した後、ヘンシェルミキサーを用いて、(1)で得られたPPS粉末に炭酸カルシウムの含有量が7重量%となるよう混合した。得られた混合物を、30mm径の二軸のスクリューを有するベント押出機に供給し、温度320℃で溶融した。この溶融物を金属繊維からなる95%カット孔径10μmのフィルタに通して瀘過した後、2mm孔径ダイから押し出し、ガット状の樹脂組成物を得た。さらに該組成物を約3mm長に裁断し、粒子含有量7重量%の粒子ペレット1を得た。
【0050】
〔粒子ペレット2〕
粉砕後にフルイで分級した平均粒径1.2μmの重質炭酸カルシウム(カルサイト型炭酸カルシウム)微粉末をヘンシェルミキサを用いて(1)で得られたPPS粉末に炭酸カルシウムの含有量が20重量%となるように混合した。得られた混合物を、30mm径の二軸のスクリューを有するベント押出機に供給し、温度320℃で溶融した。この溶融物を金属繊維からなる95%カット孔径10μmのフィルタに通して瀘過した後、2mm孔径ダイから押し出し、ガット状の樹脂組成物を得た。さらに該組成物を約3mm長に裁断し、粒子含有量20重量%の粒子ペレット2を得た。
【0051】
〔無粒子ペレット〕
(1)で得られたポリマのみ用い、粒子を添加しなかった他は、上記粒子ペレットと同様にして溶融押出し、粒子を含有しない無粒子ペレットを得た。
【0052】
(実施例1)
上記で得られた無粒子ペレットに粒子ペレット1を炭酸カルシウムの含有量が0.5質量%となるように混合した後、回転式真空乾燥機を用いて、3mmHgの減圧下にて温度180℃で4時間乾燥させた。得られた乾燥チップを、溶融部が310℃に加熱されたフルフライトの単軸押出機に供給し、温度320℃に設定したフィルターで濾過した後、温度310℃に設定したTダイの口金から溶融押出して表面温度25℃のキャストドラムに静電荷を印加させながら密着冷却固化し、未延伸フィルムを作製した。
【0053】
この未延伸フィルムを、加熱された複数のロール群からなる縦延伸機を用い、予熱後、ロールの周速差を利用して、101℃のフィルム温度でフィルムの縦方向に4.0倍の倍率で延伸した。その後、このフィルムの両端部をクリップで把持して、テンターに導き、延伸温度101℃、延伸倍率3.5倍でフィルムの幅方向に延伸を行い、引き続いて温度200℃で5秒間熱処理(1段目熱処理)を行い、続いて、横方向に定長下で250℃、15秒間熱処理(2段目熱処理)を行ったのち、室温まで冷却した後、フィルムエッジを除去し、厚さ25μmの二軸配向PPSフィルムを作製した。
【0054】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0055】
(実施例2)
実施例1で2段目熱処理温度を230℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0056】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0057】
(実施例3)
実施例1で2段目熱処理温度を210℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0058】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグから剥離の際、密着部分が発生した。
【0059】
(実施例4)
実施例1で、延伸倍率を縦方向に3.8倍とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0060】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0061】
(実施例5)
実施例1で、炭酸カルシウムの含有量を3重量%とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0062】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0063】
(実施例6)
実施例1で、炭酸カルシウムの含有量を1重量%とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0064】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0065】
(実施例7)
実施例1で、炭酸カルシウムの含有量を5重量%とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0066】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグから剥離の際、密着部分が発生した。
【0067】
(実施例8)
実施例1で用いた粒子ペレット1に代えて粒子ペレット2を用い、実施例1と同様に炭酸カルシウムの含有量が0.5質量%とする以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0068】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0069】
(比較例1)
実施例1で2段目熱処理温度を265℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0070】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、製品部分に皺が発生した。
【0071】
(比較例2)
実施例1で1段目熱処理温度を250℃、2段目熱処理温度を250℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0072】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグからの剥離の際、密着部分が発生し、製品部分に皺が発生した。
【0073】
(比較例3)
実施例1で、延伸倍率を縦方向に3.4倍、横方向に3.4倍とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0074】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグからの剥離の際、密着部分が発生し、製品部分に皺が発生した。
【0075】
(比較例4)
実施例1で、弛緩処理ゾーンで横方向に7%の弛緩処理を行った以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0076】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、製品部分に皺が発生した。
【0077】
【表1】
【産業上の利用可能性】
【0078】
本発明の離型用ポリアリーレンスルフィドフィルムは、皺抑制、離型性に優れ、3次元成型用エポキシプリプレグ離型フィルムとして好適に使用することができる。
【符号の説明】
【0079】
1.プレス成型後のプリプレグ
2.皺
3.離型フィルム
【技術分野】
【0001】
本発明は二軸配向ポリアリーレンスルフィドフィルムからなる離型用フィルムに関し、金型プレス成型で製造する際に好適に使用される離型フィルムに関するものである。より詳細には、3次元形状に成型されるエポキシプリプレグの金型プレス成型の製造に用いることができる離型フィルムに関する。
【背景技術】
【0002】
ガラスクロス、炭素繊維、アラミド繊維などの強化繊維基材にエポキシ樹脂など未硬化マトリクス樹脂を含浸・硬化させてなる繊維強化複合材料は、成型性、薄肉、軽量、高剛性、生産性、経済性に優れ、電気・電子機器部品、自動車機器部品、パソコン、OA機器、AV機器、携帯電話、電話機、ファクシミリ、家電製品、玩具用品などの電気・電子部品や筐体に頻繁に使用されている。
【0003】
繊維強化複合材料の代表的な製造方法として、連続した強化繊維に未硬化の樹脂を含浸させた繊維強化プリプレグを積層配置して加熱、加圧プレスして硬化させる方法があるが、加熱プレスする際に離型フィルムが使用されている。
【0004】
これら用途に使用される離型フィルムとしては、フッ素系フィルム、シリコン塗布ポリエチレンテレフタレートフィルム、ポリメチルペンテンフィルム、ポリプロピレンフィルムなどが用いられてきた。しかしながら、従来から離型フィルムとして用いられているフッ素系フィルムは、耐熱性、離型性には優れているが、高価である上、使用した後の廃棄焼却処理において燃焼し難く、かつ、有毒ガスを発生するという問題点があり、また、エポキシプリプレグの離型フィルムとして用いた場合、成型金型汚れが発生しやすく、生産性が悪化するという問題点があった。また、シリコン塗布ポリエチレンテレフタレートフィルムは、シリコン成分の移行により、金型汚れや、プリプレグの品質を損なうおそれがあった。また、ポリメチルペンテンフィルムは、離型性には優れているが、成型時にフィルムの皺が入りやすいという問題があった。また、ポリプロピレンフィルムは、耐熱性に劣り離型性が不十分であった。
【0005】
一方、二軸延伸ポリフェニレンスルフィドフィルムは、耐熱性、耐薬品性に優れることから、離型用途に用いられていることが知られており、(1)シリコーン樹脂からなる塗布層を設けたポリフェニレンスルフィドフィルムが提案されている(特許文献1参照)。また、(2)表面欠陥が少なく、加工性、表面平滑性に優れたポリフェニレンスルフィドフィルムが提案されている(特許文献2、3参照)。しかし、これらの離型用ポリフェニレンスルフィドフィルムは、3次元形状を有するエポキシプレプレグ成型の離型フィルムとして用いた場合、成型時に皺が入りやすい問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−286084号公報
【特許文献2】特開2007−152761号公報
【特許文献3】特開2008−110549号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は上記問題点を解決すること、すなわち、3次元形状を有するエポキシプリプレグ成型用の離型フィルムを提供することであり、皺抑制、離型性に優れた離型用二軸配向ポリアリーレンスルフィドフィルムを提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは主として次の構成を有する。すなわち、
(1)実質的にポリアリーレンスルフィド樹脂(A)と粒子(B)のみからなる二軸配向ポリアリーレンスルフィドフィルムであり、フィルムの長手あるいは幅方向のいずれか一方の160℃、10分の熱収縮率が1.6%以上であり、もう一方の160℃、10分の熱収縮率が0.5%以上である離型用二軸配向ポリアリーレンスルフィドフィルム、
(2)融点直下の微小吸熱ピーク温度(Tmeta)が230℃以上255℃以下である(1)に記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
(3)粒子(B)がバテライト型炭酸カルシウムである(1)または(2)に記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
(4)粒子(B)を0.5〜3重量%含有する(1)〜(3)のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
(5)3次元成型用である(1)〜(4)のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム、
【発明の効果】
【0009】
本発明によれば、成形時の皺が抑制され、離型性にも優れた離型用二軸配向ポリアリーレンスルフィドフィルムを得ることができ、3次元成型用エポキシプリプレグの離型フィルムとして好適に用いることができる。
【図面の簡単な説明】
【0010】
【図1】プレス成型後にプリプレグ上に発生する皺の状態の例を示す模式図である。
【図2】離型フィルムの設置状態を説明する図である。
【発明を実施するための形態】
【0011】
以下、本発明の離型用二軸配向ポリアリーレンスルフィドフィルムについて説明する。本発明でいうポリアリーレンスルフィドとは、−(Ar−S)−の繰り返し単位を有するホモポリマーあるいはコポリマーである。Arとしては下記の式(A)〜式(K)などで表される基などが挙げられる。
【0012】
【化1】
【0013】
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれた置換基であり、R1とR2は同一でも異なっていてもよい。)
本発明に用いるポリアリーレンスルフィドの繰り返し単位としては、上記の式(A)で表される繰り返し単位が採用されたものが好ましく、これらの代表的なものとして、ポリフェニレンスルフィド(以下、PPSと称する場合がある)、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいポリアリーレンスルフィドとしては、フィルム物性と経済性の観点から、PPSが好ましく例示される。本発明においては、上記ポリアリーレンスルフィドの繰り返し単位としては、下記構造式で示されるパラフェニレンスルフィド単位を好ましくは95モル%以上、より好ましくは98モル%以上含むことが望ましい(パラフェニレンスルフィドからなるPPSをp−PPSを称する)。パラフェニレンスルフィド単位が95モル%未満では、ポリマーの結晶性や熱転移温度などが低く、離型用フィルムとして耐熱性、離型性などを損なう場合がある。
【0014】
【化2】
【0015】
ポリアリーレンスルフィドの溶融粘度は、溶融混練が可能であれば特に限定されないが、温度300℃で剪断速度1,000(1/sec)のもとで、100〜2000Pa・sの範囲であることが好ましく、さらに好ましくは200〜1,000Pa・sの範囲である。
【0016】
ポリアリーレンスルフィド樹脂は種々の方法、例えば、特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法、あるいは、特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きい重合体を得る方法などによって製造することができる。
【0017】
本発明において得られたポリアリーレンスルフィド樹脂を空気中加熱による架橋/高分子量化、窒素などの不活性ガス雰囲気下あるいは減圧下での熱処理、有機溶媒、熱水および酸水溶液などによる洗浄、酸無水物、アミン、イソシアネートおよび官能基ジスルフィド化合物などの官能基含有化合物による活性化など、種々の処理を施した上で使用することも可能である。
【0018】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、実質的にポリアリーレンスルフィド樹脂と粒子のみからなるが、ここでいう「実質的に」とは、フィルム中のポリアリーレンスルフィド樹脂と粒子の単位面積あたり質量がフィルムの単位面積あたり質量に対し、99質量%以上、望ましく99.5質量%以上を占めることをいう。ポリアリーレンスルフィド樹脂と粒子以外の樹脂あるいは添加材が含有された場合、離型性が悪化する場合がある。
【0019】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、粒子(B)を含有した二軸配向フィルムであり、粒子(B)をフィルム質量に対して0.5〜3質量%含有することがエポキシプリプレグ成型時の離型性、皺抑制の観点で好ましく、また、エポキシプリプレグ表面欠点抑制の観点で好ましい。粒子(B)の含有量が0.5質量%未満の場合、エポキシプリプレグとの間のエア抜け性が悪化する場合があり、残留した気泡がプリプレグに転写し表面欠点となる場合がある。粒子の含有量が5重量%を超えると、フィルムの破断伸度が低下する場合があり、3次元成型時の成型追従性が悪化する場合があり、また、離型性が悪化する場合がある。粒子(B)の含有量は、より好ましくは0.5質量%〜2質量%である。
【0020】
かかる粒子(B)としては、例えば、炭酸カルシウム、シリカ、酸化チタン、アルミナ、カオリン、リン酸カルシウム、硫酸バリウム、タルク、酸化亜鉛などの無機粒子や架橋スチレン系粒子のような300℃までは溶融しない有機粒子があげられる。無機粒子としては、炭酸カルシウムがポリマーとの親和性の観点から好ましく、バテライト型炭酸カルシウムが離型性の観点から特に好ましい。
【0021】
本発明に用いられる粒子(B)の平均粒径は0.5μm以上、5μm以下が好ましく、より好ましくは、0.5〜3μmである。粒径が0.5μm未満の場合、エポキシプリプレグとの間のエア抜け性が悪化し、残留した気泡がプリプレグに転写し表面欠点となる場合がある。5μmを超えると、粗大突起が形成されやすく、粒子脱落によるフィルムの劈開が発生する場合があり、また、プリプレグからの離型性が悪化する場合がある。また、フィルムの破断伸度が低下し、成型追従性が悪化する場合がある。
【0022】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、160℃、10分間処理したときのフィルムの長手方向あるいは幅方向のいずれか一方の熱収縮率が1.6%以上であることが必要である。より好ましくは1.7%以上である。160℃、10分間処理したときのフィルムの長手方向あるいは幅方向のいずれか一方の熱収縮率が1.6%よりも小さい場合、3次元形状を有するエポキシプレプレグ成型時にプリプレグと離型フィルムの間に皺が発生し、皺の形状がプリプレグに転写する場合がある。フィルムの熱収縮率に特に上限値はないが、フィルムの製膜性などに鑑みると5%程度が上限である。ここで、160℃は、エポキシプリプレグの熱成型の代表的な温度であるが、本発明は、該温度におけるフィルムの熱収縮率を本願規定の範囲以上とすることにより、3次元形状を有するエポキシプリプレグの成型加工後に発生するフィルムの皺を抑制できることを見出したものである。
【0023】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムの160℃、10分間処理したときにおける熱収縮率は、フィルムの長手方向あるいは幅方向のいずれか一方の熱収縮率が上記範囲を満足することが重要であるが、他方の方向、すなわち長手方向に対しては幅方向,幅方向に対しては長手方向、の160℃、10分間処理したときにおける熱収縮率としては、0.5%以上であることが必要である。より好ましくは1.0%以上である。160℃、10分間処理したときの熱収縮率が0.5%よりも小さい場合、フィルムの熱膨張によって160℃の金型成型後のプリプレグと離型フィルムの間に皺が発生し易くなり、皺の形状がプリプレグに転写する場合がある。フィルムの熱収縮率に特に上限値はないが、フィルムの製膜性などに鑑みると5%程度が上限である。
【0024】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、金型に適宜設置することが可能であるが、例えば、皺がフィルムの幅方向と平行に発生する場合(図1)、その方向に垂直となるようにフィルムの熱収縮が1.5%以上となる方向を合わせて設置(図2)することが皺抑制の観点で重要となる。つまり、本願発明においては、皺の発生方向と垂直な方向にフィルムの熱収縮率が高い方向を合わせることで、皺を抑制できることを見出したものであり、代表的な金型成型温度である160℃における10分間処理したときの熱収縮率を1.5%以上とすることにより、皺が抑制できることを見出したものである。フィルムの長手方向に皺が発生した場合は、フィルムの幅方向の熱収縮率を1.5%以上とすることにより皺が抑制されることは無論である。
【0025】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムの融点直下の微小吸熱ピーク温度(Tmeta)は、230℃以上255℃以下であることが皺抑制、離型性の観点で好ましく、より好ましくは、240℃以上255℃以下である。融点直下の微小吸熱ピーク温度が230℃未満の場合、離型性が悪化する場合があり、255℃を超えると、熱収縮率低下により皺が発生する場合があり、また、離型性が悪化する場合がある。
【0026】
融点直下の微小吸熱ピーク温度(Tmeta)は、示差走査熱量分析(DSC)測定による結晶融解前に現れる微小吸熱ピークであり、フィルムの熱処理温度に相当する温度に観察され、熱処理で形成された結晶構造のうち不完全な部分が溶融するために生じるものである。
【0027】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムの厚さは、特に限定されないが、離型性、経済性の観点から10μm以上、300μmが好ましく、より好ましくは、20μm以上、200μm以下、さらに好ましくは20〜100μmの範囲である。
【0028】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、離型フィルムに適して利用される。具体的には、プリプレグ成型用離型フィルム、FPC製造用離型フィルム、航空機部品に使用されるACM材料用離型フィルム、リジットプリント基板製造用離型フィルム、半導体封止材用離型フィルム、ゴムシート硬化用離型フィルム、特殊粘着テープ離型フィルムが挙げられる。
【0029】
中でも、本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、ガラスクロス、炭素繊維、または、アラミド繊維などの強化繊維基材にエポキシ樹脂などの未硬化マトリクス樹脂を含浸・硬化させてなるプリプレグ材料をプレス成型金型内またはオートクレーブ内で硬化し、成型型とプリプレグとの接着を防ぐために特に好適に用いられる。
【0030】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムを用いての成型時に好適に用いられるプリプレグとしては、強化繊維として炭素繊維、ガラスクロス、アラミド繊維などをあげることができる。これら強化繊維に含浸せしめるマトリックス樹脂としては、熱硬化性樹脂あるいは熱可塑性樹脂を用いることができ、その具体例としては、エポキシ樹脂、不飽和ポリエステル樹脂、アリル樹脂、フェノール樹脂、ポリアミド樹脂などを挙げることができる。本発明においては、エポキシ樹脂をマトリックス樹脂として用いたプリプレグの離型用フィルムとして好適に用いることができるものである。
【0031】
本発明の離型用二軸配向ポリアリーレンスルフィドフィルムは、2次元の平板形状の成型においても好適に使用されるが、特に3次元の曲面形状を有するプリプレグの成型において特に好適に使用されるものである。
【0032】
本発明の離型用ポリアリーレンスルフィドフィルムの離型性の目安としては、エポキシプリプレグと重ね合わせて、160℃で3〜5分間、1MPaの圧力をかけた後に常温に冷却してもフィルムが破断することなく、離型できることが好ましい態様である。
【0033】
次いで、本発明の離型用ポリアリーレンスルフィドフィルムを製造する方法について、ポリアリーレンスルフィドとしてp−PPSを用いた二軸配向ポリフェニレンスルフィドフィルムの製造方法を例にとって説明するが、他のポリアリーレンスルフィドは下記を参考とすれば得ることに困難性はなく、p−PPSを用いたときと同様の効果が期待できる。すなわち、本発明は、下記の記載に限定されないことは無論である。
【0034】
(1) ポリフェニレンスルフィドの重合方法
p−PPSは種々の方法、例えば、特公昭45−3368号公報に記載される比較的分子量の小さな重合体を得る方法、あるいは、特公昭52−12240号公報や特開昭61−7332号公報に記載される比較的分子量の大きい重合体を得る方法などによって製造することができる。
【0035】
p−PPS樹脂の製造法を例示するが、本発明では特にこれに限定されない。例えば、硫化ナトリウムとp−ジクロロベンゼンをN-メチル-2ーピロリドン(NMP)などのアミド系極性溶媒中で、高温高圧下で反応させる。必要に応じて、トリハロベンゼンなどの共重合成分を含ませることも可能である。重合度調整剤として苛性カリやカルボン酸アルカリ金属塩などを添加し230〜280℃で重合反応させる。重合後にポリマーを冷却し、ポリマーを水スラリーとしてフィルターで濾過後、粒状ポリマーを得る。これを酢酸カルシウムなどの水溶液中で30〜100℃、10〜60分攪拌処理し、イオン交換水にて30〜80℃で数回洗浄、乾燥してPPS粉末を得る。この粉末ポリマーを酸素分圧10トール以下、好ましくは5トール以下でNMPにて洗浄後、30〜80℃のイオン交換水で数回洗浄し、5トール以下の減圧下で乾燥する。上記で得られたポリマーに必要に応じて、無機または有機の添加剤等を本発明の目的に支障を与えない程度添加し、p−PPS樹脂を得る。
【0036】
(2)ポリフェニレンスルフィドフィルムの製法
上述のようにして得られたp−PPSを減圧下で乾燥した後、押出機の溶融部を300〜350℃の温度、好ましくは310〜340℃に加熱された押出機に投入する。その後、押出機を経た溶融ポリマーをフィルター内に通過させ、その溶融ポリマーをTダイの口金を用いてシート状に吐出する。このフィルター部分や口金の設定温度は、押出機の溶融部の温度より3〜20℃高い温度にすることが好ましく、より好ましくは5〜15℃高い温度にする。このシート状物を表面温度20〜70℃の冷却ドラム上に密着させて冷却固化し、実質的に無配向状態の未延伸フィルムを得る。
【0037】
次に、この未延伸フィルムを二軸延伸し、二軸配向させる。延伸方法としては、逐次二軸延伸法(長手方向に延伸した後に幅方向に延伸を行う方法などの一方向ずつの延伸を組み合わせた延伸法)、同時二軸延伸法(長手方向と幅方向を同時に延伸する方法)、又はそれらを組み合わせた方法を用いることができる。ここでは、最初に長手方向、次に幅方向の延伸を行う逐次二軸延伸法を用いた例で説明する。
【0038】
未延伸ポリフェニレンスルフィドフィルムを加熱ロール群で加熱した後、長手方向(MD方向)に皺抑制の観点から3.2〜4.2倍、好ましくは3.6〜4.0倍、さらに好ましくは、3.8〜4.0倍に1段もしくは2段以上の多段で延伸する(MD延伸)。延伸温度は、Tg(PPSのガラス転移温度)〜(Tg+40)℃、好ましくは(Tg+5)〜(Tg+30)℃の範囲である。その後20〜50℃の冷却ロール群で冷却する。
【0039】
MD延伸に続く幅方向(TD方向)の延伸方法としては、例えば、テンターを用いる方法が一般的である。このフィルムの両端部をクリップで把持して、テンターに導き、幅方向の延伸を行う(TD延伸)。延伸温度はTg〜(Tg+40)℃が好ましく、より好ましくは(Tg+5)〜(Tg+30)℃の範囲である。延伸倍率は、皺の抑制の観点から3.2〜4倍、好ましくは3.4〜3.8倍、さらに好ましくは3.5〜3.8倍に1段もしくは2段以上の多段で延伸する(TD延伸)。
次に、この二軸延伸フィルムを緊張下で熱固定する。本発明においては、本願規定の熱収縮率達成の観点から、2段以上の異なる温度で熱固定を行うことが好ましく、1段目の熱固定温度は160〜200℃、好ましくは180〜200℃であり、続いて行う後段の熱固定および/または弛緩熱処理の最高温度は230〜255℃、好ましくは、240〜255℃である。本願発明の熱収縮を達成する観点から、フィルム幅方向に0〜5%の範囲で弛緩処理することが好ましく、より好ましくは0〜3%であり、さらに好ましくは0%、すなわち定長で熱処理する。
【0040】
さらに、フィルムを室温まで、冷やして巻き取り、目的とする二軸配向ポリフェニレンスルフィドフィルムを得る。
【0041】
本発明の特性値の測定方法ならびに効果の評価方法は次の通りである。
【0042】
(1)熱収縮率
幅10mm、長さ200mmにサンプリングした試料に、約100mm間隔となるように直線を引き、その間隔の長さを万能投影機により測定し、L0(mm)とする。次に、該サンプルを2.5gの荷重下で、160℃に加熱されたギアオーブン中で、10分間保持し、その後、室温で2時間冷却した後、再び、直線の間隔を万能投影機で測定し、L(mm)とする。この測定結果から、熱収縮率=((L0−L)/L0)×100)(%)とし、フィルム長手方向および幅方向につきそれぞれn数5サンプルの平均値を採用した。なお、熱収縮率の符号が、「−(負)」の場合は伸びを示している。
【0043】
(2)融点直下微小吸熱ピーク温度(Tmeta)
JIS K7121−1987に従って示差走査熱量計として、セイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、試料5mgをアルミニウム製受皿上、室温から350℃まで、昇温速度20℃/分で昇温した。そのとき、観測される融点直下の微小吸熱ピークをTmetaとした。
【0044】
(3)金型成型テストによる皺、離型性
幅600mmで巻き取られたフィルムロール品を幅500mm×長さ900mmサイズに切り出し、離型フィルムおよびエポキシプリプレグを重ね合わせ、曲面形状を有した金型を設置したプレス成型機で160℃、1MPaの圧力を5分間加えたのちにサンプルを取り出して、室温中に十分冷却してから、エポキシプリプレグと離型フィルムを手で引き剥がした。離型性、エア噛み、皺、金型汚れについて、以下の基準で判断した。○、△が合格水準である(○が△よりも優れる)。
【0045】
離型性
○:フィルムが破断することなくプリプレグから容易に剥がれた
△:フィルムが一部破断するがプリプレグから剥がれた
×:プリプレグから剥がれなかった
皺
○:プリプレグ表面にフィルム皺の転写が存在しない
×:プリプレグの製品部分にフィルム皺が転写する
【実施例】
【0046】
以下、実施例ではポリアリーレンスルフィドとしてPPS、粒子として炭酸カルシウムの例を具体例として挙げて説明しているが、ポリアリーレンスルフィドを作製する場合は下記方法と同様の方法で得ることができ、また、他の粒子を用いた場合でも、下記実施例を参考として本発明にかかるフィルムを作製すれば、所定の効果を得ることができることはいうまでもない。
【0047】
(1)ポリフェニレンスルフィドの作製
50Lオートクレーブ(SUS316製)に水硫化ナトリウム(NaSH)56.25モル、水酸化ナトリウム54.8モル、酢酸ナトリウム16モル、およびN−メチルピロリドン(NMP)170モルを仕込む。次に、窒素ガス気流下に撹拌しながら内温を220℃まで昇温させ脱水を行なった。脱水終了後、系を170℃まで冷却した後、55モルのp−ジクロロベンゼン(p−DCB)と0.055モルの1,2,4,−トリクロロベンゼン(TCB)を2.5LのNMPとともに添加し、窒素気流下に系を2.0kg/cm2まで加圧封入した。235℃にて1時間、さらに270℃にて5時間撹拌下にて加熱後、系を室温まで冷却、得られたポリマーのスラリーを水200モル中に投入し、70℃で30分間撹拌後、ポリマーを分離する。このポリマーをさらに約70℃のイオン交換水(ポリマー重量の9倍)で撹拌しながら5回洗浄後、約70℃の酢酸カルシウムの1重量%水溶液にて窒素気流下にて約1時間撹拌した。さらに、約70℃のイオン交換水で3回洗浄後、分離し、120℃、1torrの雰囲気下で20時間乾燥することによって白色のポリフェニレンスルフィド粉末を得た。
【0048】
次に、このポリフェニレンスルフィド粉末を市販の窒素ガス雰囲気下90℃のNMP(ポリフェニレンサルファイドポリマー重量の3倍量)にて0.5時間の撹拌処理を2回行なった。このポリフェニレンサルファイド粉末をさらに約70 ℃ のイオン交換水で4回洗浄した後分離し、上記のようにして乾燥することによって白色のポリフェニレンスルフィド粉末を得た。このポリフェニレンスルフィド粉末の300℃ における溶融粘度は5000ポイズであった。
【0049】
(2)ペレットの作製
〔粒子ペレット1〕
平均粒径1.2μmのバテライト型炭酸カルシウム粒子をエチレングリコール中に50重量%分散させたスラリーを調製した。このスラリーをフィルタで濾過した後、ヘンシェルミキサーを用いて、(1)で得られたPPS粉末に炭酸カルシウムの含有量が7重量%となるよう混合した。得られた混合物を、30mm径の二軸のスクリューを有するベント押出機に供給し、温度320℃で溶融した。この溶融物を金属繊維からなる95%カット孔径10μmのフィルタに通して瀘過した後、2mm孔径ダイから押し出し、ガット状の樹脂組成物を得た。さらに該組成物を約3mm長に裁断し、粒子含有量7重量%の粒子ペレット1を得た。
【0050】
〔粒子ペレット2〕
粉砕後にフルイで分級した平均粒径1.2μmの重質炭酸カルシウム(カルサイト型炭酸カルシウム)微粉末をヘンシェルミキサを用いて(1)で得られたPPS粉末に炭酸カルシウムの含有量が20重量%となるように混合した。得られた混合物を、30mm径の二軸のスクリューを有するベント押出機に供給し、温度320℃で溶融した。この溶融物を金属繊維からなる95%カット孔径10μmのフィルタに通して瀘過した後、2mm孔径ダイから押し出し、ガット状の樹脂組成物を得た。さらに該組成物を約3mm長に裁断し、粒子含有量20重量%の粒子ペレット2を得た。
【0051】
〔無粒子ペレット〕
(1)で得られたポリマのみ用い、粒子を添加しなかった他は、上記粒子ペレットと同様にして溶融押出し、粒子を含有しない無粒子ペレットを得た。
【0052】
(実施例1)
上記で得られた無粒子ペレットに粒子ペレット1を炭酸カルシウムの含有量が0.5質量%となるように混合した後、回転式真空乾燥機を用いて、3mmHgの減圧下にて温度180℃で4時間乾燥させた。得られた乾燥チップを、溶融部が310℃に加熱されたフルフライトの単軸押出機に供給し、温度320℃に設定したフィルターで濾過した後、温度310℃に設定したTダイの口金から溶融押出して表面温度25℃のキャストドラムに静電荷を印加させながら密着冷却固化し、未延伸フィルムを作製した。
【0053】
この未延伸フィルムを、加熱された複数のロール群からなる縦延伸機を用い、予熱後、ロールの周速差を利用して、101℃のフィルム温度でフィルムの縦方向に4.0倍の倍率で延伸した。その後、このフィルムの両端部をクリップで把持して、テンターに導き、延伸温度101℃、延伸倍率3.5倍でフィルムの幅方向に延伸を行い、引き続いて温度200℃で5秒間熱処理(1段目熱処理)を行い、続いて、横方向に定長下で250℃、15秒間熱処理(2段目熱処理)を行ったのち、室温まで冷却した後、フィルムエッジを除去し、厚さ25μmの二軸配向PPSフィルムを作製した。
【0054】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0055】
(実施例2)
実施例1で2段目熱処理温度を230℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0056】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0057】
(実施例3)
実施例1で2段目熱処理温度を210℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0058】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグから剥離の際、密着部分が発生した。
【0059】
(実施例4)
実施例1で、延伸倍率を縦方向に3.8倍とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0060】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0061】
(実施例5)
実施例1で、炭酸カルシウムの含有量を3重量%とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0062】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0063】
(実施例6)
実施例1で、炭酸カルシウムの含有量を1重量%とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0064】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0065】
(実施例7)
実施例1で、炭酸カルシウムの含有量を5重量%とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0066】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグから剥離の際、密着部分が発生した。
【0067】
(実施例8)
実施例1で用いた粒子ペレット1に代えて粒子ペレット2を用い、実施例1と同様に炭酸カルシウムの含有量が0.5質量%とする以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0068】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、皺、離型性に優れたものであった。
【0069】
(比較例1)
実施例1で2段目熱処理温度を265℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0070】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、製品部分に皺が発生した。
【0071】
(比較例2)
実施例1で1段目熱処理温度を250℃、2段目熱処理温度を250℃とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0072】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグからの剥離の際、密着部分が発生し、製品部分に皺が発生した。
【0073】
(比較例3)
実施例1で、延伸倍率を縦方向に3.4倍、横方向に3.4倍とした以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0074】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、プリプレグからの剥離の際、密着部分が発生し、製品部分に皺が発生した。
【0075】
(比較例4)
実施例1で、弛緩処理ゾーンで横方向に7%の弛緩処理を行った以外は、実施例1と同様にして二軸配向PPSフィルムを作製した。
【0076】
得られた二軸配向PPSフィルムの構成や特性についての測定、評価結果は、表1に示したとおりであり、この二軸配向PPSフィルムは、製品部分に皺が発生した。
【0077】
【表1】
【産業上の利用可能性】
【0078】
本発明の離型用ポリアリーレンスルフィドフィルムは、皺抑制、離型性に優れ、3次元成型用エポキシプリプレグ離型フィルムとして好適に使用することができる。
【符号の説明】
【0079】
1.プレス成型後のプリプレグ
2.皺
3.離型フィルム
【特許請求の範囲】
【請求項1】
実質的にポリアリーレンスルフィド樹脂(A)と粒子(B)のみからなる二軸配向ポリアリーレンスルフィドフィルムであり、フィルムの長手方向あるいは幅方向のいずれか一方の160℃、10分の熱収縮率が1.6%以上であり、もう一方の160℃、10分間処理したときの熱収縮率が0.5%以上である離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項2】
融点直下の微小吸熱ピーク温度(Tmeta)が230℃以上255℃以下である請求項1に記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項3】
粒子(B)がバテライト型炭酸カルシウムである請求項1または2に記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項4】
粒子(B)を0.5〜3質量%含有する請求項1〜3のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項5】
3次元成型用である請求項1〜4のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項1】
実質的にポリアリーレンスルフィド樹脂(A)と粒子(B)のみからなる二軸配向ポリアリーレンスルフィドフィルムであり、フィルムの長手方向あるいは幅方向のいずれか一方の160℃、10分の熱収縮率が1.6%以上であり、もう一方の160℃、10分間処理したときの熱収縮率が0.5%以上である離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項2】
融点直下の微小吸熱ピーク温度(Tmeta)が230℃以上255℃以下である請求項1に記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項3】
粒子(B)がバテライト型炭酸カルシウムである請求項1または2に記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項4】
粒子(B)を0.5〜3質量%含有する請求項1〜3のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【請求項5】
3次元成型用である請求項1〜4のいずれかに記載の離型用二軸配向ポリアリーレンスルフィドフィルム。
【図1】

【図2】
【図2】
【公開番号】特開2012−57118(P2012−57118A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−204041(P2010−204041)
【出願日】平成22年9月13日(2010.9.13)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月13日(2010.9.13)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]