
離脱防止管継手およびこの管継手に用いられる押圧爪
【課題】押圧爪を用いた離脱防止管継手において、その押圧爪における腐食の発生を効果的に防止できるようにする。
【解決手段】受口12の内周部、または、受口12の外側における挿口14の部分に外ばめされかつ受口12に連結された環状体19の内周部に、押圧爪27が配置されている。押圧爪27は、鉄系材料にて形成されるとともに突条28a、28bを有する。かつ押圧爪27は、押圧ボルト33の先端部に押されることで、表面に防食層が形成された挿口14の外面に突条28a、28bが押圧された状態で、挿口14に固定される。押圧爪27における突条28a、28bの部分の表面に合成樹脂塗膜36が形成されているとともに、押圧爪27における突条28a、28b以外の部分の表面に、合成樹脂塗膜36よりも高耐食性の防食被膜35が形成されている。
【解決手段】受口12の内周部、または、受口12の外側における挿口14の部分に外ばめされかつ受口12に連結された環状体19の内周部に、押圧爪27が配置されている。押圧爪27は、鉄系材料にて形成されるとともに突条28a、28bを有する。かつ押圧爪27は、押圧ボルト33の先端部に押されることで、表面に防食層が形成された挿口14の外面に突条28a、28bが押圧された状態で、挿口14に固定される。押圧爪27における突条28a、28bの部分の表面に合成樹脂塗膜36が形成されているとともに、押圧爪27における突条28a、28b以外の部分の表面に、合成樹脂塗膜36よりも高耐食性の防食被膜35が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は離脱防止管継手およびこの管継手に用いられる押圧爪に関する。
【背景技術】
【0002】
管継手の一種として、互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入される形式の受挿構造の管継手がある。この受挿構造の管継手は、受口からの挿口の離脱を防止し得る構造を採用した離脱防止管継手と、離脱防止機能を有していない管継手とに大別される。離脱防止管継手は、挿口の先端の外周に形成された環状突部が、受口の内部に収容されたロックリングに、受口の奥側から当たるように構成されることで、所期の離脱防止機能を発揮する。
【0003】
配管路によっては、離脱防止機能を有しない管継手に離脱防止機能を付与することが求められることがある。また受挿構造の管継手を有する管は一定長さの定尺の鋳鉄管によって形成されるのが一般的であるが、配管工事の都合によっては、この定尺の管を所要の長さに切断して用いることがある。その場合には、挿口の先端が一定範囲で切断除去されることになるため、上記の環状突部も除去されてしまい、このために、もはや離脱防止機能を発揮できなくなる。このことへの対処として、切断によって得られた切管を用いた管継手に離脱防止機能を付与することが求められることがある。
【0004】
このような場合に、次のような構成が用いられている。すなわち、受口の外側における挿口の部分に、受口に連結された環状体を外ばめし、この環状体の内部に押圧爪を配置し、環状体にねじ込まれる押圧ボルトの先端部によって押圧爪を管径方向に沿った内向きに押圧することで、この押圧爪を挿口の外面に食い込ませるようにしたものが用いられている(特許文献1、2)。
【0005】
このような構成により離脱防止機能を発揮させるようにした管継手では、管すなわち受口および挿口や、環状体や、押圧爪や、押圧ボルトは、いずれもダクタイル鋳鉄で形成されているのが通例である。そして、管路を地中に埋設したときの各部の防食のため、受口および挿口を構成する管の表面にはZn溶射被膜が形成され、このZn溶射被膜の上にさらに合成樹脂塗装が施されている。押圧爪の外面には、合成樹脂塗装が施されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実開昭60−161774号公報
【特許文献2】実開平4−101886号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、押圧爪の外面に合成樹脂塗装を施しただけでは、この押圧爪の防食対策が十分であるとはいえない。
そこで本発明は、このような問題点を解決して、押圧爪を用いた離脱防止管継手において、その押圧爪における腐食の発生を効果的に防止できるようにすることを目的とする。
【課題を解決するための手段】
【0008】
この目的を達成するため本発明の離脱防止管継手は、互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、押圧爪は、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定され、押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする。
【0009】
本発明の離脱防止管継手用押圧爪は、互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、押圧爪が、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定された構成の離脱防止管継手のための、前記押圧爪であって、前記押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする。
【発明の効果】
【0010】
本発明によれば、押圧爪の突条は、挿口の外面に押圧されたときに、その表面に施されている合成樹脂塗装が剥がれるようなことがあっても、挿口の表面に形成された防食層に押圧されることになるため、この防食層による防食効果を享受することができる。押圧爪における突条以外の部分の表面には、突条の部分に施された合成樹脂塗膜よりも高耐食性の防食被膜が形成されているため、十分な耐食性を期待することができる。
【0011】
合成樹脂塗膜よりも高耐食性の防食被膜としては、合金溶射被膜や、エポキシ樹脂粉体被膜などが挙げられるが、これらの被膜は、いずれも、押圧爪の突条などの比較的細かな部分への形成が、合成樹脂塗膜に比べて容易ではない。ところが、上記の構成であると、押圧爪の突条は挿口の表面の防食層による防食効果を享受することができるため、このような高耐食性の防食被膜を形成しなくても、塗装作業の容易な合成樹脂塗装だけによって所期の防食性能を発揮することができる。したがって、容易でない作業を伴うことなしに、離脱防止管継手に所要の防食性能を付与することができる。
【0012】
したがって本発明によれば、押圧爪を用いた離脱防止管継手において、その押圧爪における腐食の発生を効果的に防止することができる。
【図面の簡単な説明】
【0013】
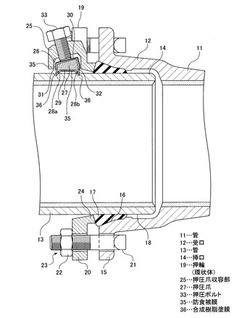
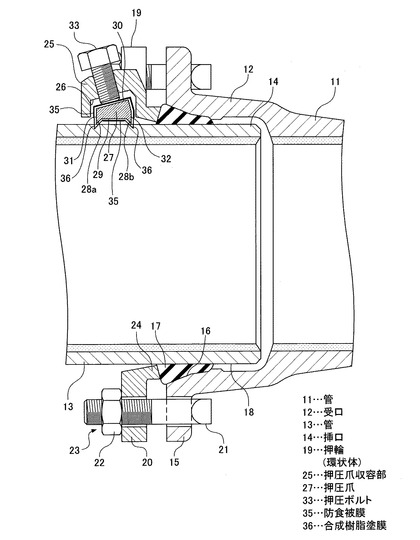
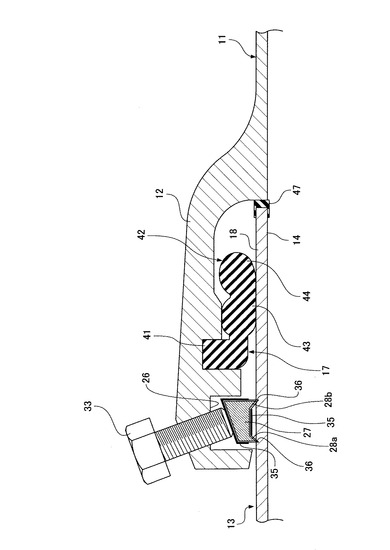
【図1】本発明の実施の形態の離脱防止管継手の断面図である。
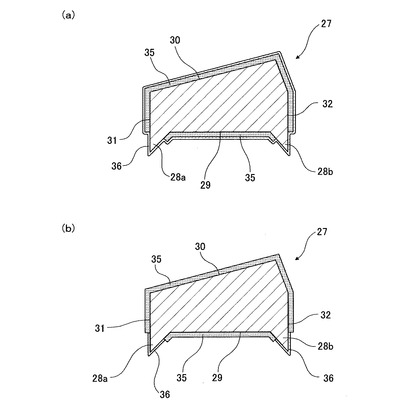
【図2】図1の押圧爪およびその変形例を拡大して示す図である。
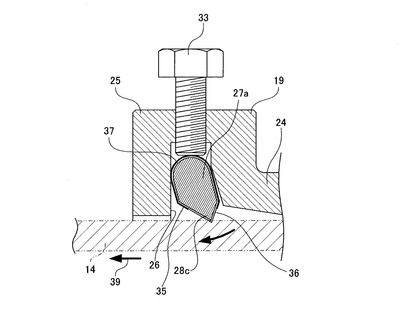
【図3】本発明の他の実施の形態の離脱防止管継手の要部を示す図である。
【図4】本発明のさらに他の実施の形態の離脱防止管継手の要部を示す図である。
【発明を実施するための形態】
【0014】
図1において、互いに接続される一方のダクタイル鋳鉄製の管11の端部には受口12が形成され、他方のダクタイル鋳鉄製の管13の端部には、受口12の内部に挿入される挿口14が形成されている。
【0015】
受口12の開口部の外周にはフランジ15が一体に形成され、受口12の開口部の内周には、その開口端に向かって徐々に拡径するテーパ状のシール材圧接面16が形成されている。挿口14には環状のゴム製のシール材17が外ばめされており、このシール材17は、挿口14の外周面18とシール材圧接面16との間に配置されている。
【0016】
受口12の外側における挿口14の部分には、環状体としての押輪19が外ばめされている。この押輪19は、管11、13と同様にダクタイル鋳鉄にて形成され、周方向に連続した環状に形成されたものとすることができる。あるいは、周方向に沿って適当数に分割され、その分割部がボルトなどによって接合された構成であっても構わない。
【0017】
押輪19における周方向に沿った複数の位置には、フランジ20が形成されている。そして、この押輪19のフランジ20と受口12のフランジ15とにわたって、管軸方向のT頭ボルト21とナット22とを備えた締結要素23が配置されている。すなわち、押輪19の周方向に沿った複数の位置に設けられた締結要素23を作用させることで、押輪19の押圧部24によってシール材17を圧接面16に向けて押圧することができ、それによりシール材17を圧接面16と挿口14の外周面18との間で圧縮させて所要のシール機能を発揮させることが可能である。
【0018】
押輪19における周方向に沿った他の複数の位置には、上記したフランジ20に代えて、押圧爪収容部25が形成されている。押圧爪収容部25における押輪19の内周部分には、収容凹部26が形成されている。収容凹部26には、ダクタイル鋳鉄によって周方向に一定の長さで形成された押圧爪27が収容されている。
【0019】
押圧爪27は、その内周部に突条としての2条の爪部28a、28bが形成されている。これらの爪部28a、28bは、互いに管軸心方向に距離をおいて形成されている。その結果、爪部28a、28bどうしの間には、管軸心と平行な方向の内周面29が形成されている。また押圧爪27の外周部には、受口12から遠ざかるにつれて次第に縮径するテーパ面30が形成されている。31、32は、管軸心方向に沿った押圧爪27の端面である。
【0020】
33は押圧ボルトであり、同様にダクタイル鋳鉄にて形成されている。この押圧ボルト33は、押圧爪27のテーパ面30と直交する方向に沿って押輪19にねじ込まれることで、その先端部によってテーパ面30を管径方向に沿った内向きに押圧可能である。
【0021】
受口12と挿口14とを含む管11、13の外周には、Zn−Sn系合金溶射被膜またはZn−Sn−Mg系合金溶射被膜を用いた防食被膜が、防食層として形成されている。さらに、合金溶射被膜の外周に、合成樹脂塗膜が上塗りされている。
【0022】
図1および図2(a)に示すように、爪部28a、28bを除く押圧爪27の表面、すなわち押圧爪27の内周面29とテーパ面30と両端面31、32とには、合金溶射被膜を用いた防食被膜35が形成されている。この防食被膜35としては、管11、13と同様のZn−Sn系合金溶射被膜やZn−Sn−Mg系合金溶射被膜が用いられる。あるいは、押圧爪27の防食被膜35としては、Zn−Al系合金溶射被膜を用いることもできる。そして、防食被膜35の上から、爪部28a、28bを含む押圧爪27の外面全体にわたって、合成樹脂塗装が行われている。36はそれにより形成された合成樹脂塗膜である。合成樹脂塗膜36は、たとえばアクリル樹脂を100μm程度の厚みで塗布したものなどによって形成することができる。
【0023】
防食被膜35は、合成樹脂塗膜36よりも耐食性の高いものであるが、合金溶射被膜に代えて、重塗装による塗膜にて形成することもできる。ここにいう重塗装としては、粉体塗装、液状エポキシ塗装、タールエポキシ塗装などを挙げることができる。あるいは、防食被膜35を、金属、ゴム、合成樹脂、瀝青質などを2mm程度の厚肉で塗布した防食被覆にて形成することもできる。
【0024】
図2(b)は、防食被膜35と合成樹脂被膜36とが別の態様で形成された例を示す。ここでは、爪部28a、28bにのみ合成樹脂被膜36が形成され、それ以外の部分、すなわち押圧爪27の内周面29とテーパ面30と両端面31、32とに防食被膜35が形成されている。
【0025】
管11、13どうしを接合する際には、挿口14に、押圧爪27を収容した押輪19と、シール材17とを外ばめした状態で、この挿口14を受口12に挿入する。押圧爪27には、あらかじめ防食被膜35と合成樹脂被膜36とを形成しておく。次に締結要素23によって押輪19を受口12に締結することで、その押圧部24によりシール材17を圧縮して所要のシール機能を発揮させる。その後に押圧ボルト33を締付ければ、押圧爪27の爪部28a、28bが挿口14の外周面に食い込むように作用する。これにより、挿口14が押圧爪27と押圧ボルト33と押輪19と締結要素23とによって受口12と一体化され、所期の離脱防止機能が発揮される。
【0026】
地震発生時などにおいて、受口12と挿口14との間に大きな抜出力が作用した場合には、テーパ面30の作用によって押圧爪27の爪部28a、28bが挿口14の外周面により強く食い込んで、その抜出力に抗することができる。
【0027】
上記した押圧ボルト33の締付け時や大きな抜け出し力の作用時に、押圧爪27の爪部28a、28bが挿口14の外周面に食い込むように作用すると、爪部28a、28bの表面に形成されている合成樹脂被膜36が剥がれることがある。しかし、このときに、爪部28a、28bは、挿口14の表面に形成された合金溶射被膜を用いた防食被膜すなわち防食層に押圧されることになるため、この防食層による防食効果を享受することができる。押圧爪27における爪部28a、28b以外の部分の表面には、爪部28a、28bの合成樹脂被膜36よりも高耐食性の防食被膜35が形成されているため、十分な耐食性を期待することができる。
【0028】
防食被膜35を構成する合金溶射被膜や重塗装による塗膜や厚肉の防食被覆を、比較的細かな部分である押圧爪27の爪部28a、28bに形成することは、この爪部28a、28bに合成樹脂被膜36を形成する場合に比べて容易ではない。ところが、上記の構成であると、押圧爪27の爪部28a、28bは挿口14の表面の防食被膜による防食効果を享受することができるため、爪部28a、28bに高耐食性の防食被膜35を形成しなくても、塗装作業の容易な合成樹脂塗装による塗膜36だけによって、所期の防食性能を発揮することができる。したがって、容易でない作業を伴うことなしに、離脱防止管継手に所要の防食性能を付与することができる。
【0029】
防食被膜35によって、図2に示すように、押圧爪27における外周側の部分すなわちテーパ面30などに、電気絶縁性の高い塗膜が形成される。これにより、押圧ボルト33と押圧爪27との間を絶縁してこれらが電気的に導通することを防止でき、導通に基く腐食の発生を防止することができる。
【0030】
押圧ボルト33で押圧爪27を押圧したときに防食被膜35が傷付いて絶縁性が阻害されることがないように、押圧ボルト33と押圧爪27との間にシート材などを配置することができる。このシート材は、金属製のものを用いれば、防食被膜35の傷付きを確実に防止することができる。あるいは、シート材として樹脂製のものを用いれば、押圧ボルト33と押圧爪27との間の絶縁性を確保することができる。
【0031】
図3は押圧爪の変形例を示す。この図3の押圧爪27aは、上述の押圧爪27のようにテーパ面30が形成されていることに代えて、横断面半円状の外周面37が形成されている。爪部28cは1条である。ここでは、爪部28cの全体、あるいは特に爪部28cの先端部分のみに合成樹脂被膜36が形成され、それ以外の部分に防食被膜35が形成されている。または、これに代えて、爪部28cの全体を除く部分あるいは爪部28cの先端部分を除く部分のみに防食被膜35が形成され、かつ爪部28cの全体あるいは爪部28cの先端部分を含む押圧爪27の外面全体にわたって合成樹脂被膜36が形成された構成とすることもできる。
【0032】
この場合は、受口12と挿口14との間に大きな抜出力39が作用したときには、図示の状態から押圧爪27aが立ち上がるように作用し、それによって爪部28cが挿口14に大きく食い込んで、所要の離脱防止機能を発揮する。
【0033】
そしてこの場合も、同様の防食機能を発揮する。
上記においては、受口12とは別体の環状体としての押輪19に押圧爪収容部25および収容凹部26を形成したものについて説明したが、これに代えて、受口12自体におけるシール材の収容部よりも開口側の内周に収容凹部26を形成し、これに押圧爪27を収容し、そして受口12の外面側から押圧ボルト33をねじ込むようにしてもよい。
【0034】
図4は、このように受口12に収容凹部26を設けた構造の例を示す。この図5に示される管継手はいわゆるスリップオンタイプの管継手であって、受口12の内周と挿口14の外周との間でシール材17が圧縮されるように構成されている。シール材17はヒール部41とバルブ部42とを有し、バルブ部42は、基端側の第1バルブ43と先端側の第2バルブ44とを備えている。第2バルブ44は、挿口14によって大きく拡径されかつ受口12の内周には接触しない状態で、挿口14の外周に強く圧接している。第1バルブ43は、挿口14によって拡径されることで、挿口14の外周に圧接している。かつ第1バルブ43は、受口12の内周によって縮径されるとともに、第2バルブ44が挿口14によって拡径されることにもとづいて受口12の内周に圧接されることで、受口12の内周に強く圧接している。
【0035】
そして図4の管継手においては、シール材17の設置部よりも開口端側の受口12の内周に、収容凹部26が設けられており、この収容凹部26に押圧爪27が収容されている。押圧爪27の構成は、図1および図2(a)に示されたものと同じであるか、または図2(b)に示されたものと同じである。
【0036】
本出願人による特願2009−138737に記載のように、挿口の先端の外周に環状突部を有した離脱防止管継手用の管を所要の長さに切断して用いる場合には、切断した管の切断端に、受挿構造の他の管であってその挿口の外周に離脱防止用の環状突部を形成したものの受口を接合し、切断した管と他の管との合計長さを上記の所要の長さとすれば、定尺よりも短い管であって定尺の管と同様の離脱防止機能を有した管を構成することができる。この場合に、本発明によれば、切断した管の切断端と他の管の受口とを、上述した押圧爪を有した本発明の離脱防止構造で接合することができる。
【0037】
図4はそのような切断した管の切断端を挿口14として、それに上述の他の管の受口12を接合した構成を示している。ここでは、挿口14の先端は切断によって鉄地肌が露出しているため、その防食を図るためにゴム製の端面防食部材47が被せられている。
【0038】
実際に防食試験を行った結果について説明する。
図1に示す離脱防止管継手であって、管11、13、押輪19、押圧爪27、押圧ボルト33をすべてダクタイル鋳鉄製としたものを用いた。管11、13、としては、口径Dが75mmのものを用いた。管11、13の外周には、Zn−Sn−Mg系合金溶射被膜を約50μmの厚さで形成した。そして、この被膜を封孔処理したうえで、その外面に合成樹脂塗膜を約100μmの厚さで形成した。
【0039】
押圧爪27は、防食被膜35としてZn−Sn−Mg系合金溶射被膜を約50μmの厚さで形成し、この被膜を封孔処理したうえで、合金溶射被膜を含む押圧爪27の全外面を覆うように、アクリル樹脂を用いた合成樹脂塗膜36を約100μmの厚さで形成した。
【0040】
押圧ボルト35と押圧爪27との間は、合成樹脂塗膜36と防食被膜35との作用によって、あるいは必要に応じて絶縁シートを介在させることなどによって、電気的に絶縁された状態となるようにした。
【0041】
このようにして得られた離脱防止管継手に対して、上記のように管11、13の口径をD[mm]として、継手部に3D[kN]の抜出力を作用させたうえで、複合サイクル腐食試験(自動車技術協会(凍結防止剤対象)JASO M609.610によるもの)を実施した。詳細には、
(1)塩水噴霧(2時間、35±1℃、5%NaCl水溶液)
(2)乾燥(4時間、60±1℃、20〜30±5%RH)
(3)湿潤(2時間、50±1℃、>95%RH)
からなるサイクルを繰り返した。
【0042】
試験を4か月にわたって継続した後に肉眼で観察したところ、押圧爪27、その爪部28a、28b、管11における押圧爪27の近傍の部分には、赤錆の発生は認められなかった。
【符号の説明】
【0043】
11 管
12 受口
13 管
14 挿口
19 押輪(環状体)
25 押圧爪収容部
27 押圧爪
33 押圧ボルト
35 防食皮膜
36 合成樹脂塗膜
【技術分野】
【0001】
本発明は離脱防止管継手およびこの管継手に用いられる押圧爪に関する。
【背景技術】
【0002】
管継手の一種として、互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入される形式の受挿構造の管継手がある。この受挿構造の管継手は、受口からの挿口の離脱を防止し得る構造を採用した離脱防止管継手と、離脱防止機能を有していない管継手とに大別される。離脱防止管継手は、挿口の先端の外周に形成された環状突部が、受口の内部に収容されたロックリングに、受口の奥側から当たるように構成されることで、所期の離脱防止機能を発揮する。
【0003】
配管路によっては、離脱防止機能を有しない管継手に離脱防止機能を付与することが求められることがある。また受挿構造の管継手を有する管は一定長さの定尺の鋳鉄管によって形成されるのが一般的であるが、配管工事の都合によっては、この定尺の管を所要の長さに切断して用いることがある。その場合には、挿口の先端が一定範囲で切断除去されることになるため、上記の環状突部も除去されてしまい、このために、もはや離脱防止機能を発揮できなくなる。このことへの対処として、切断によって得られた切管を用いた管継手に離脱防止機能を付与することが求められることがある。
【0004】
このような場合に、次のような構成が用いられている。すなわち、受口の外側における挿口の部分に、受口に連結された環状体を外ばめし、この環状体の内部に押圧爪を配置し、環状体にねじ込まれる押圧ボルトの先端部によって押圧爪を管径方向に沿った内向きに押圧することで、この押圧爪を挿口の外面に食い込ませるようにしたものが用いられている(特許文献1、2)。
【0005】
このような構成により離脱防止機能を発揮させるようにした管継手では、管すなわち受口および挿口や、環状体や、押圧爪や、押圧ボルトは、いずれもダクタイル鋳鉄で形成されているのが通例である。そして、管路を地中に埋設したときの各部の防食のため、受口および挿口を構成する管の表面にはZn溶射被膜が形成され、このZn溶射被膜の上にさらに合成樹脂塗装が施されている。押圧爪の外面には、合成樹脂塗装が施されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実開昭60−161774号公報
【特許文献2】実開平4−101886号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、押圧爪の外面に合成樹脂塗装を施しただけでは、この押圧爪の防食対策が十分であるとはいえない。
そこで本発明は、このような問題点を解決して、押圧爪を用いた離脱防止管継手において、その押圧爪における腐食の発生を効果的に防止できるようにすることを目的とする。
【課題を解決するための手段】
【0008】
この目的を達成するため本発明の離脱防止管継手は、互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、押圧爪は、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定され、押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする。
【0009】
本発明の離脱防止管継手用押圧爪は、互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、押圧爪が、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定された構成の離脱防止管継手のための、前記押圧爪であって、前記押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする。
【発明の効果】
【0010】
本発明によれば、押圧爪の突条は、挿口の外面に押圧されたときに、その表面に施されている合成樹脂塗装が剥がれるようなことがあっても、挿口の表面に形成された防食層に押圧されることになるため、この防食層による防食効果を享受することができる。押圧爪における突条以外の部分の表面には、突条の部分に施された合成樹脂塗膜よりも高耐食性の防食被膜が形成されているため、十分な耐食性を期待することができる。
【0011】
合成樹脂塗膜よりも高耐食性の防食被膜としては、合金溶射被膜や、エポキシ樹脂粉体被膜などが挙げられるが、これらの被膜は、いずれも、押圧爪の突条などの比較的細かな部分への形成が、合成樹脂塗膜に比べて容易ではない。ところが、上記の構成であると、押圧爪の突条は挿口の表面の防食層による防食効果を享受することができるため、このような高耐食性の防食被膜を形成しなくても、塗装作業の容易な合成樹脂塗装だけによって所期の防食性能を発揮することができる。したがって、容易でない作業を伴うことなしに、離脱防止管継手に所要の防食性能を付与することができる。
【0012】
したがって本発明によれば、押圧爪を用いた離脱防止管継手において、その押圧爪における腐食の発生を効果的に防止することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態の離脱防止管継手の断面図である。
【図2】図1の押圧爪およびその変形例を拡大して示す図である。
【図3】本発明の他の実施の形態の離脱防止管継手の要部を示す図である。
【図4】本発明のさらに他の実施の形態の離脱防止管継手の要部を示す図である。
【発明を実施するための形態】
【0014】
図1において、互いに接続される一方のダクタイル鋳鉄製の管11の端部には受口12が形成され、他方のダクタイル鋳鉄製の管13の端部には、受口12の内部に挿入される挿口14が形成されている。
【0015】
受口12の開口部の外周にはフランジ15が一体に形成され、受口12の開口部の内周には、その開口端に向かって徐々に拡径するテーパ状のシール材圧接面16が形成されている。挿口14には環状のゴム製のシール材17が外ばめされており、このシール材17は、挿口14の外周面18とシール材圧接面16との間に配置されている。
【0016】
受口12の外側における挿口14の部分には、環状体としての押輪19が外ばめされている。この押輪19は、管11、13と同様にダクタイル鋳鉄にて形成され、周方向に連続した環状に形成されたものとすることができる。あるいは、周方向に沿って適当数に分割され、その分割部がボルトなどによって接合された構成であっても構わない。
【0017】
押輪19における周方向に沿った複数の位置には、フランジ20が形成されている。そして、この押輪19のフランジ20と受口12のフランジ15とにわたって、管軸方向のT頭ボルト21とナット22とを備えた締結要素23が配置されている。すなわち、押輪19の周方向に沿った複数の位置に設けられた締結要素23を作用させることで、押輪19の押圧部24によってシール材17を圧接面16に向けて押圧することができ、それによりシール材17を圧接面16と挿口14の外周面18との間で圧縮させて所要のシール機能を発揮させることが可能である。
【0018】
押輪19における周方向に沿った他の複数の位置には、上記したフランジ20に代えて、押圧爪収容部25が形成されている。押圧爪収容部25における押輪19の内周部分には、収容凹部26が形成されている。収容凹部26には、ダクタイル鋳鉄によって周方向に一定の長さで形成された押圧爪27が収容されている。
【0019】
押圧爪27は、その内周部に突条としての2条の爪部28a、28bが形成されている。これらの爪部28a、28bは、互いに管軸心方向に距離をおいて形成されている。その結果、爪部28a、28bどうしの間には、管軸心と平行な方向の内周面29が形成されている。また押圧爪27の外周部には、受口12から遠ざかるにつれて次第に縮径するテーパ面30が形成されている。31、32は、管軸心方向に沿った押圧爪27の端面である。
【0020】
33は押圧ボルトであり、同様にダクタイル鋳鉄にて形成されている。この押圧ボルト33は、押圧爪27のテーパ面30と直交する方向に沿って押輪19にねじ込まれることで、その先端部によってテーパ面30を管径方向に沿った内向きに押圧可能である。
【0021】
受口12と挿口14とを含む管11、13の外周には、Zn−Sn系合金溶射被膜またはZn−Sn−Mg系合金溶射被膜を用いた防食被膜が、防食層として形成されている。さらに、合金溶射被膜の外周に、合成樹脂塗膜が上塗りされている。
【0022】
図1および図2(a)に示すように、爪部28a、28bを除く押圧爪27の表面、すなわち押圧爪27の内周面29とテーパ面30と両端面31、32とには、合金溶射被膜を用いた防食被膜35が形成されている。この防食被膜35としては、管11、13と同様のZn−Sn系合金溶射被膜やZn−Sn−Mg系合金溶射被膜が用いられる。あるいは、押圧爪27の防食被膜35としては、Zn−Al系合金溶射被膜を用いることもできる。そして、防食被膜35の上から、爪部28a、28bを含む押圧爪27の外面全体にわたって、合成樹脂塗装が行われている。36はそれにより形成された合成樹脂塗膜である。合成樹脂塗膜36は、たとえばアクリル樹脂を100μm程度の厚みで塗布したものなどによって形成することができる。
【0023】
防食被膜35は、合成樹脂塗膜36よりも耐食性の高いものであるが、合金溶射被膜に代えて、重塗装による塗膜にて形成することもできる。ここにいう重塗装としては、粉体塗装、液状エポキシ塗装、タールエポキシ塗装などを挙げることができる。あるいは、防食被膜35を、金属、ゴム、合成樹脂、瀝青質などを2mm程度の厚肉で塗布した防食被覆にて形成することもできる。
【0024】
図2(b)は、防食被膜35と合成樹脂被膜36とが別の態様で形成された例を示す。ここでは、爪部28a、28bにのみ合成樹脂被膜36が形成され、それ以外の部分、すなわち押圧爪27の内周面29とテーパ面30と両端面31、32とに防食被膜35が形成されている。
【0025】
管11、13どうしを接合する際には、挿口14に、押圧爪27を収容した押輪19と、シール材17とを外ばめした状態で、この挿口14を受口12に挿入する。押圧爪27には、あらかじめ防食被膜35と合成樹脂被膜36とを形成しておく。次に締結要素23によって押輪19を受口12に締結することで、その押圧部24によりシール材17を圧縮して所要のシール機能を発揮させる。その後に押圧ボルト33を締付ければ、押圧爪27の爪部28a、28bが挿口14の外周面に食い込むように作用する。これにより、挿口14が押圧爪27と押圧ボルト33と押輪19と締結要素23とによって受口12と一体化され、所期の離脱防止機能が発揮される。
【0026】
地震発生時などにおいて、受口12と挿口14との間に大きな抜出力が作用した場合には、テーパ面30の作用によって押圧爪27の爪部28a、28bが挿口14の外周面により強く食い込んで、その抜出力に抗することができる。
【0027】
上記した押圧ボルト33の締付け時や大きな抜け出し力の作用時に、押圧爪27の爪部28a、28bが挿口14の外周面に食い込むように作用すると、爪部28a、28bの表面に形成されている合成樹脂被膜36が剥がれることがある。しかし、このときに、爪部28a、28bは、挿口14の表面に形成された合金溶射被膜を用いた防食被膜すなわち防食層に押圧されることになるため、この防食層による防食効果を享受することができる。押圧爪27における爪部28a、28b以外の部分の表面には、爪部28a、28bの合成樹脂被膜36よりも高耐食性の防食被膜35が形成されているため、十分な耐食性を期待することができる。
【0028】
防食被膜35を構成する合金溶射被膜や重塗装による塗膜や厚肉の防食被覆を、比較的細かな部分である押圧爪27の爪部28a、28bに形成することは、この爪部28a、28bに合成樹脂被膜36を形成する場合に比べて容易ではない。ところが、上記の構成であると、押圧爪27の爪部28a、28bは挿口14の表面の防食被膜による防食効果を享受することができるため、爪部28a、28bに高耐食性の防食被膜35を形成しなくても、塗装作業の容易な合成樹脂塗装による塗膜36だけによって、所期の防食性能を発揮することができる。したがって、容易でない作業を伴うことなしに、離脱防止管継手に所要の防食性能を付与することができる。
【0029】
防食被膜35によって、図2に示すように、押圧爪27における外周側の部分すなわちテーパ面30などに、電気絶縁性の高い塗膜が形成される。これにより、押圧ボルト33と押圧爪27との間を絶縁してこれらが電気的に導通することを防止でき、導通に基く腐食の発生を防止することができる。
【0030】
押圧ボルト33で押圧爪27を押圧したときに防食被膜35が傷付いて絶縁性が阻害されることがないように、押圧ボルト33と押圧爪27との間にシート材などを配置することができる。このシート材は、金属製のものを用いれば、防食被膜35の傷付きを確実に防止することができる。あるいは、シート材として樹脂製のものを用いれば、押圧ボルト33と押圧爪27との間の絶縁性を確保することができる。
【0031】
図3は押圧爪の変形例を示す。この図3の押圧爪27aは、上述の押圧爪27のようにテーパ面30が形成されていることに代えて、横断面半円状の外周面37が形成されている。爪部28cは1条である。ここでは、爪部28cの全体、あるいは特に爪部28cの先端部分のみに合成樹脂被膜36が形成され、それ以外の部分に防食被膜35が形成されている。または、これに代えて、爪部28cの全体を除く部分あるいは爪部28cの先端部分を除く部分のみに防食被膜35が形成され、かつ爪部28cの全体あるいは爪部28cの先端部分を含む押圧爪27の外面全体にわたって合成樹脂被膜36が形成された構成とすることもできる。
【0032】
この場合は、受口12と挿口14との間に大きな抜出力39が作用したときには、図示の状態から押圧爪27aが立ち上がるように作用し、それによって爪部28cが挿口14に大きく食い込んで、所要の離脱防止機能を発揮する。
【0033】
そしてこの場合も、同様の防食機能を発揮する。
上記においては、受口12とは別体の環状体としての押輪19に押圧爪収容部25および収容凹部26を形成したものについて説明したが、これに代えて、受口12自体におけるシール材の収容部よりも開口側の内周に収容凹部26を形成し、これに押圧爪27を収容し、そして受口12の外面側から押圧ボルト33をねじ込むようにしてもよい。
【0034】
図4は、このように受口12に収容凹部26を設けた構造の例を示す。この図5に示される管継手はいわゆるスリップオンタイプの管継手であって、受口12の内周と挿口14の外周との間でシール材17が圧縮されるように構成されている。シール材17はヒール部41とバルブ部42とを有し、バルブ部42は、基端側の第1バルブ43と先端側の第2バルブ44とを備えている。第2バルブ44は、挿口14によって大きく拡径されかつ受口12の内周には接触しない状態で、挿口14の外周に強く圧接している。第1バルブ43は、挿口14によって拡径されることで、挿口14の外周に圧接している。かつ第1バルブ43は、受口12の内周によって縮径されるとともに、第2バルブ44が挿口14によって拡径されることにもとづいて受口12の内周に圧接されることで、受口12の内周に強く圧接している。
【0035】
そして図4の管継手においては、シール材17の設置部よりも開口端側の受口12の内周に、収容凹部26が設けられており、この収容凹部26に押圧爪27が収容されている。押圧爪27の構成は、図1および図2(a)に示されたものと同じであるか、または図2(b)に示されたものと同じである。
【0036】
本出願人による特願2009−138737に記載のように、挿口の先端の外周に環状突部を有した離脱防止管継手用の管を所要の長さに切断して用いる場合には、切断した管の切断端に、受挿構造の他の管であってその挿口の外周に離脱防止用の環状突部を形成したものの受口を接合し、切断した管と他の管との合計長さを上記の所要の長さとすれば、定尺よりも短い管であって定尺の管と同様の離脱防止機能を有した管を構成することができる。この場合に、本発明によれば、切断した管の切断端と他の管の受口とを、上述した押圧爪を有した本発明の離脱防止構造で接合することができる。
【0037】
図4はそのような切断した管の切断端を挿口14として、それに上述の他の管の受口12を接合した構成を示している。ここでは、挿口14の先端は切断によって鉄地肌が露出しているため、その防食を図るためにゴム製の端面防食部材47が被せられている。
【0038】
実際に防食試験を行った結果について説明する。
図1に示す離脱防止管継手であって、管11、13、押輪19、押圧爪27、押圧ボルト33をすべてダクタイル鋳鉄製としたものを用いた。管11、13、としては、口径Dが75mmのものを用いた。管11、13の外周には、Zn−Sn−Mg系合金溶射被膜を約50μmの厚さで形成した。そして、この被膜を封孔処理したうえで、その外面に合成樹脂塗膜を約100μmの厚さで形成した。
【0039】
押圧爪27は、防食被膜35としてZn−Sn−Mg系合金溶射被膜を約50μmの厚さで形成し、この被膜を封孔処理したうえで、合金溶射被膜を含む押圧爪27の全外面を覆うように、アクリル樹脂を用いた合成樹脂塗膜36を約100μmの厚さで形成した。
【0040】
押圧ボルト35と押圧爪27との間は、合成樹脂塗膜36と防食被膜35との作用によって、あるいは必要に応じて絶縁シートを介在させることなどによって、電気的に絶縁された状態となるようにした。
【0041】
このようにして得られた離脱防止管継手に対して、上記のように管11、13の口径をD[mm]として、継手部に3D[kN]の抜出力を作用させたうえで、複合サイクル腐食試験(自動車技術協会(凍結防止剤対象)JASO M609.610によるもの)を実施した。詳細には、
(1)塩水噴霧(2時間、35±1℃、5%NaCl水溶液)
(2)乾燥(4時間、60±1℃、20〜30±5%RH)
(3)湿潤(2時間、50±1℃、>95%RH)
からなるサイクルを繰り返した。
【0042】
試験を4か月にわたって継続した後に肉眼で観察したところ、押圧爪27、その爪部28a、28b、管11における押圧爪27の近傍の部分には、赤錆の発生は認められなかった。
【符号の説明】
【0043】
11 管
12 受口
13 管
14 挿口
19 押輪(環状体)
25 押圧爪収容部
27 押圧爪
33 押圧ボルト
35 防食皮膜
36 合成樹脂塗膜
【特許請求の範囲】
【請求項1】
互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、
受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、
押圧爪は、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定され、
押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする離脱防止管継手。
【請求項2】
互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、
受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、
押圧爪が、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定された構成の離脱防止管継手のための、前記押圧爪であって、
前記押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする離脱防止管継手用押圧爪。
【請求項1】
互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、
受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、
押圧爪は、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定され、
押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする離脱防止管継手。
【請求項2】
互いに接合される一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、
受口の内周部、または、受口の外側における挿口の部分に外ばめされかつ受口に連結された環状体の内周部に、押圧爪が配置され、
押圧爪が、鉄系材料にて形成されるとともに突条を有し、かつ押圧ボルトの先端部に押されることで、表面に防食層が形成された挿口の外面に前記突条が押圧された状態で、挿口に固定された構成の離脱防止管継手のための、前記押圧爪であって、
前記押圧爪における突条の部分の表面に合成樹脂塗膜が形成されているとともに、押圧爪における突条以外の部分の表面に、前記合成樹脂塗膜よりも高耐食性の防食被膜が形成されていることを特徴とする離脱防止管継手用押圧爪。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−112166(P2011−112166A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−269359(P2009−269359)
【出願日】平成21年11月27日(2009.11.27)
【出願人】(000001052)株式会社クボタ (4,415)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月27日(2009.11.27)
【出願人】(000001052)株式会社クボタ (4,415)
【Fターム(参考)】
[ Back to top ]