
難燃性フィルタ
【課題】 特に難燃性に優れ、繊維が折れてその破片が手や体に刺さるという問題がなく、また使い捨て用途として市場の要求に十分に答えることが可能な、換気扇フィルタやレンジフードフィルタとして好適な難燃性フィルタを提供する。
【解決手段】 難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布に多数の開口が設けられた開口不織布と、不織布とが積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下である難燃性フィルタ。
可塑性繊維の平均繊維径以下であることを特徴とする粒子融着繊維シート。
【解決手段】 難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布に多数の開口が設けられた開口不織布と、不織布とが積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下である難燃性フィルタ。
可塑性繊維の平均繊維径以下であることを特徴とする粒子融着繊維シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、調理場や台所などで用いる換気扇やレンジフードなどのように、特に難燃性が要求される場所で使用される難燃性フィルタに関する。
【背景技術】
【0002】
特に難燃性が要求される場所、例えば、調理場や台所において、調理時などに発生する油煙や塵埃を捕集するために、従来から難燃性の合成繊維を使用した不織布状の換気扇フィルタやレンジフードフィルタが知られている。しかし、このようなフィルタはフランベなどで発生する炎などにより高熱がかかると著しく収縮したり、溶融したりして穴があき、フィルタとしての機能を失うことがあった。
【0003】
これに対して難燃性の合成繊維の代わりに不燃性のガラス繊維を使用した換気扇フィルタやレンジフードフィルタが知られている。例えば引用文献1には、ガラス繊維製フィルタ素材に、リン酸グアニジンを主成分とする難燃剤を付着させたことを特徴とする難燃化されたレンジフードフィルタが開示されており、当該ガラス繊維製フィルタ素材は不織布の形態が可能であることが開示されている。しかし、不織布の形態の場合、通気抵抗が少なく嵩高な形状を保つため、比較的太い繊維径のガラス繊維を用いることが必要であり、そのため取り付けの際に、ガラス繊維が折れてその破片が手や体に刺さるという問題があった。
【0004】
このような問題に対して、引用文献2には、ガラス繊維マットがガラス繊維製の織物で被覆されている換気扇またはレンジフードに取り付ける使い捨てのフィルター材が開示されており、ガラス繊維製の織物で被覆することにより、ガラス繊維マットからガラス繊維が飛散または落下することを防ぐことが示されている。しかし、ガラス繊維製の織物は高価であり、このような高価な材料を使用したフィルター材は使い捨ての用途として市場性に乏しいという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平05−168830号公報
【特許文献2】特開2004−313870号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題を解決して、特に難燃性に優れ、繊維が折れてその破片が手や体に刺さるという問題がなく、また使い捨て用途として市場の要求に十分に答えることが可能な、換気扇フィルタやレンジフードフィルタとして好適な難燃性フィルタを提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、請求項1に係る発明では、難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布に多数の開口が設けられた開口不織布と、不織布とが積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下であることを特徴とする難燃性フィルタをその解決手段とした。
【発明の効果】
【0008】
本発明によって、特に難燃性に優れ、繊維が折れてその破片が目に入るという問題や手や体に刺さるという問題がなく、また使い捨て用途として市場の要求に十分に答えることが可能な、換気扇フィルタやレンジフードフィルタとして好適な難燃性フィルタを提供することが可能となった。
【図面の簡単な説明】
【0009】
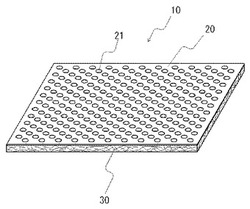
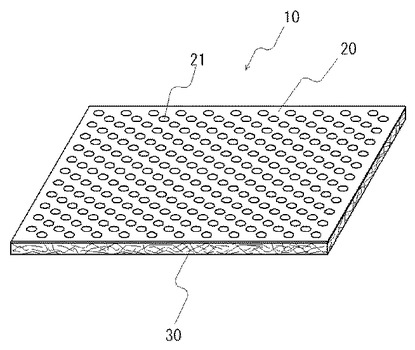
【図1】本発明の難燃性フィルタの一例を示す斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る難燃性フィルタの実施の形態について詳細に説明する。
【0011】
本発明の難燃性フィルタ10は、図1に例示するように、難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布(以下、不織布シートと称することがある。)に多数の開口が設けられた開口不織布20と、不織布30(以下、不織布マットと称することがある。)が積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下であることを特徴とする。
【0012】
前記開口不織布20は、難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布シートに多数の開口が設けられている。当該不織布シートとしては、シート状の不織布であり、難燃性繊維を含有しており、風速2m/秒の時の圧力損失が50Pa以上である限り特に限定されることはなく、シート状の不織布の形態としては、例えば、繊維長15〜100mmの、捲縮数5〜30個/インチを有する通常ステープル繊維と呼ばれる繊維をカード機やエアレイ装置などを使用して、繊維ウエブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布がある。なお、本発明では不織布シートによって、炎から前記不織布マットを保護する効果を高めるため、乾式法による不織布の場合は、カレンダー加工により厚さを薄くして緻密な構造にして、風速2m/秒の時の圧力損失が50Pa以上になるように形成することが望ましい。
【0013】
前記不織布シートは湿式法による不織布であることも好ましい。湿式法による不織布は、例えば繊維長3〜20mmにカットした繊維やパルプ状の繊維を水中に分散させたスラリーを抄紙網を用いて抄紙して、必要に応じて接着剤や接着繊維により繊維同士を接着して得られる不織布であり、本発明では一般に紙や合成紙といわれるものも含んでいる。湿式法による不織布であれば、カレンダー加工により厚さを薄くするまでもなく緻密な構造が得られる。またガラス繊維を用いた場合、カレンダー加工によりガラス繊維が破損するので、ガラス繊維による緻密な構造を得る上では湿式法は好ましい態様といえる。
【0014】
前記不織布シートは、乾式法以外にも、スパンボンド法、メルトブロー法などと呼ばれる製法によって得られる不織布がある。また、これらの製法で得られる不織布に、カレンダー加工により厚さを薄くして緻密な構造にして、風速2m/秒の時の圧力損失が50Pa以上になるように形成することも可能である。
【0015】
前記不織布シートを構成する繊維としては、難燃性繊維を含有している限り、特に限定されることはなく、難燃性繊維としては例えば無機繊維を挙げることができる。無機繊維としては、例えばガラス繊維、石英繊維、アルミナーシリカ繊維、チラノ繊維、炭素繊維、活性炭繊維、アルミナ繊維、炭化ケイ素繊維、ジルコニア繊維、チタン酸カリウム繊維、窒化ケイ素繊維、ボロン繊維、塩基性硫酸マグネシウム繊維、石膏繊維、炭化ケイ素ウィスカ、窒化ケイ素ウィスカなどを挙げることができるが、これらの中でもガラス繊維が好ましい。
【0016】
またガラス繊維の中でも繊維が折れ難いガラス繊維を用いることが好ましい。このようなガラス繊維としては、例えばSiO2成分が85〜99重量%であり、Al2O3成分が1〜10重量%であり、それ以外の成分が0〜10重量%の組成を有する変成シリカ繊維がある。この変成シリカ繊維は、例えばSiO2、Na2O、K2O、Al2O3、CaO、MgO、Fe2O3、B2O3、TiO2、ZrO2などの組成からなるガラス繊維を酸洗いにより、SiO2とAl2O3以外の成分を、必要量除くことにより得られる繊維であり、出発原料のガラス繊維よりも耐熱性に優れている。また、変成シリカ繊維の組成が、SiO2成分が90〜98重量%であり、Al2O3成分が2〜5重量%であり、SiO2及びAl2O3以外の成分が0〜5重量%である場合は、耐炎性がより優れるため好ましい。変成シリカ繊維としては例えばベルケム社製の商品名ベルコテックスを挙げることができる。当該変成繊維は捲縮加工が可能なため、カード機を利用して乾式不織布を形成することも可能である。
【0017】
有機質の難燃性繊維としては、ポリクラール繊維、モダアクリル繊維を挙げることができ、さらに耐熱性を有する芳香族ポリアミド系繊維などや耐炎性を有するノボロイド繊維、アクリル系耐炎化繊維、メラミン系耐炎化繊維などを挙げることができる。これらの耐熱性繊維や耐炎性繊維を含有していると、調理場の炎などにより高熱がかかっても著しく収縮して変形したりすることがなく、また溶融したりしにくく、穴があくことがほとんどなく、より好ましい効果がある。また有機質の難燃性繊維としては、有機質の繊維に難燃性の加工を施した難燃性繊維も利用可能である。難燃加工に際しては、ハロゲンを含まない難燃剤、例えばリン系やグアニジン系の難燃剤を用いることが望ましい。
【0018】
前記不織布シートは難燃性繊維以外の繊維を含むことが可能であり、難燃性繊維以外の繊維としては、例えば、レーヨンなどの再生繊維、綿、羊毛などの天然繊維、アセテートなどの半合成繊維、ポリアミド系繊維、ポリオレフィン系繊維、ポリエステル系繊維などの合成繊維が可能である。合成繊維の場合、前記不織布シートの熱成形加工などを容易に行なうことができる。また合成繊維が熱接着性の繊維であってもよい。このような熱接着性の繊維には、例えば他の繊維よりも融点が低く他の繊維を熱接着することのできる単一樹脂成分からなる繊維や、他の繊維よりも融点が低く他の繊維を熱接着することのできる低融点成分を繊維表面に有する複合繊維がある。このような複合繊維には、その横断面形状が例えば、低融点成分を繊維表面に有する芯鞘型やサイドバイサイド型等の複合繊維があり、またその材質は例えば、共重合ポリエステル/ポリエステル、共重合ポリプロピレン/ポリプロピレン、ポリプロピレン/ポリアミド、ポリエチレン/ポリプロピレン、ポリプロピレン/ポリエステル、ポリエチレン/ポリエステルなどの繊維形成性重合体の組み合わせからなる複合繊維がある。
【0019】
前記不織布シートは、前記難燃性繊維が50〜100重量%と、有機質繊維が50〜0重量%とからなることが好ましい。このような重量比率であることにより、不織布シートによって炎から前記不織布マットを保護する効果がより顕著となる。
【0020】
前記不織布シートの面密度は10〜250g/m2であることが好ましく、15〜150g/m2であることがより好ましく、25〜100g/m2であることが更に好ましい。面密度が10g/m2未満である場合は炎から前記不織布マットを保護する効果が低下する場合があり、250g/m2を超えると炎から前記不織布マットを保護する効果に対して、材料費が高くなる場合がある。
【0021】
前記不織布シートの厚さは0.3〜3mmであることが好ましく、0.5〜1.5mmであることがより好ましく、0.8〜1.2mmであることが更に好ましい。厚さが0.3mm未満である場合は炎から前記不織布マットを保護する効果が低下する場合があり、3mmを超えると炎から前記不織布マットを保護する効果に対して、材料費が高くなる場合がある。なお厚さは0.5g/cm2の荷重下で測定した厚さを適用する。
【0022】
前記不織布シートの見かけ密度は0.015〜0.15g/cm3であることが好ましく、0.025〜0.10g/cm3であることがより好ましく、0.035〜0.075g/cm3であることが更に好ましい。見かけ密度が0.015g/cm3未満である場合は不織布シートの緻密度が低下して、炎から前記不織布マットを保護する効果が低下する場合があり、0.15g/cm3を超えると不織布シートの緻密度が高くなりすぎて、不織布シートが硬くなり取り扱い難くなる場合がある。なお見かけ密度は不織布シートの面密度を厚さで除した値から求めることができる。
【0023】
前記不織布シートは風速2m/秒の時の圧力損失が50Pa以上であることが必要であり、圧力損失が50〜500Paであることが好ましく、50〜400Paであることがより好ましく、50〜300Paであることが更に好ましい。圧力損失が50Pa以上であることによって、調理時に発生する炎から前記不織布マットを保護する効果を十分に得ることができる。また500Paを超える場合は、不織布シートの緻密度が高くなりすぎて、不織布シートが硬くなり取り扱い難くなる場合がある。一般的には換気扇やレンジフードに使用されるフィルタは風速2m/秒の時の初期の圧力損失が30Pa以下であることが望ましい。圧力損失が30Paを超える場合はフィルタの構造が緻密になり過ぎることが原因であり、この場合送風機の能力が低下するなどのトラブルが生ずるからである。本発明では、このような通常用いることのない50Pa以上の高い圧力損失を有する緻密な不織布シートを敢えて空気の流入側に設けることで、調理時に発生する炎から前記不織布マットを保護する効果を奏する。
【0024】
前記不織布シートは難燃性繊維を含有しているが、この不織布シートまたは開口不織布に油煙などが付着して燃え易くなることを想定すると、さらに難燃性のレベルを上げることが望ましい。そのため、この不織布シートに難燃剤を接着剤と共に塗布することが好ましい。難燃剤としては、ハロゲンを含有しないリン系またはグアニジン系の難燃剤を使用することが好ましい。なお難燃剤と接着剤の質量比率は80:20〜40:60であることが好ましく、70:30〜50:50であることがより好ましく、65:35〜55:45であることが更に好ましい。また難燃剤を含有した接着剤の塗布量としては、20〜500g/m2であることが好ましく、35〜300g/m2であることがより好ましく、50〜200g/m2であることが更に好ましい。
【0025】
難燃剤を接着剤と共に塗布した後の不織布シートの面密度は35〜850g/m2であることが好ましく、55〜500g/m2であることがより好ましく、85〜350g/m2であることが更に好ましい。また、厚さは塗布前と同様に0.3〜3mmであることが好ましく、0.5〜1.5mmであることがより好ましく、0.8〜1.2mmであることが更に好ましい。また、塗布後の風速2m/秒の時の圧力損失は50〜700Paであることが好ましく、50〜600Paであることがより好ましく、50〜500Paであることが更に好ましい。
【0026】
また前記不織布シートの作用効果としては、炎から前記不織布マットを保護する効果のみならず、不織布シート自体が濾過作用を有するものであり、単に金属板や金属箔などに穴あけ加工が施されたものとは作用効果の点で相違する。また不織布シートは繊維が緻密な構造となっているので、調理時に発生する油煙により油が付着しても金属板や金属箔などのように垂れ落ちることなく、不織布シートに油を吸着して保持する作用も有している。また前記不織布シートは金属板や金属箔と比較して重量も軽く、柔軟性に優れ、また積層一体化加工も容易である。
【0027】
なお開口不織布20において、前記不織布シート又は難燃剤などが塗布された不織布シートの圧力損失を評価する場合は、開口部分を目止めした後、目止めされていない部分の面積を算出して、風速2m/秒になるように送風量を調整することで前記不織布シート又は難燃剤などが塗布された不織布シートの圧力損失を測定することが可能である。
【0028】
図1に示すように、前記不織布シートには多数の開口21が設けられている。この開口は貫通した穴を意味しており、不織布を構成する繊維で囲まれた孔を意味するものではない。また多数とは30個/m2程度の数以上の数を意味する。この開口の形状、大きさ、開口率も開口不織布20の圧力損失が30Pa未満である限り特に限定されることはなく、開口の形状としては、図1のような円形以外に、楕円形、多角形、アルファベット形などを適用することができる。また開口の大きさとしては、開口の面積と同じ面積の円の直径を開口の大きさ(開口径と称する場合がある。)とした場合、開口径は4〜20mmであることが好ましく、4〜12mmであることがより好ましく、4〜10mmであることが更に好ましい。開口径が4mm未満であると、煤煙中に含まれる粒子などにより目詰まりし易くなる場合が有り、20mmを超えると炎から前記不織布マットを保護する効果が低下する場合がある。
【0029】
前記開口の配置も特に限定されることはないが、開口不織布全体に均一に配置されていることが望ましい。図1は円形の開口を均一に配置した一例であり、開口の列が等間隔になるように配置されており、最も近い距離にある開口同士の中心間の距離が同一となっている。なお開口の中心としては開口の重心を採用することができる。本発明では、最も近い距離にある開口同士の中心間の距離が同一であることが好ましいが、中心間の距離に多少のバラツキがあっても、炎から前記不織布マットを保護する効果はあり、このバラツキの程度は中心間の平均値の±30%以内の偏差であることが好ましい。なお、中心間の距離は前述の開口径や後述する開口率にもよるが、5〜14mmであることが好ましく、6〜13mmであることがより好ましく、7〜12mmであることが更に好ましい。
【0030】
前記開口不織布の開口率は、開口の面積に開口の数を乗じた値を開口前の不織布シートの面積で除した値から求められる。当該開口率は、開口不織布20の圧力損失が30Pa未満である限り、また炎から前記不織布マットを保護する効果を奏する限り、特に限定されることはなく、16〜60%であることが好ましく、18〜50%であることがより好ましく、20〜45%であることが更に好ましい。16%未満であると開口不織布の圧力損失が高くなる場合があり、60%を超えると炎から前記不織布マットを保護する効果が低下する場合がある。なお後述する実施例1から明らかなように、開口率が22%程度であれば、前記不織布シートの圧力損失を約1/5にすることが可能である。
【0031】
前記開口不織布の面密度は8〜200g/m2であることが好ましく、15〜130g/m2であることがより好ましく、20〜90g/m2であることが更に好ましい。また難燃剤などが塗布された後の開口不織布の面密度は30〜700g/m2であることが好ましく、50〜450g/m2であることがより好ましく、70〜300g/m2であることが更に好ましい。
【0032】
前記開口不織布の風速2m/秒の時の圧力損失は1〜29Paであることが好ましく、2〜25Paであることがより好ましく、3〜22Paであることが更に好ましい。また難燃剤などが塗布された後の開口不織布の風速2m/秒の時の圧力損失も同様に1〜29Paであることが好ましく、2〜25Paであることがより好ましく、3〜22Paであることが更に好ましい。圧力損失が1Pa未満であると炎から前記不織布マットを保護する効果が低下する場合がある。
【0033】
本発明では前記開口不織布と不織布マットとが積層一体化している。前記不織布マットとしては、前記不織布マットと積層一体化が可能である限り特に限定されることはないが、油煙中に含まれる粒子などをできるだけ多く付着して保持できるよう、厚さが比較的大きいマット状であることが好ましい。マット状の不織布の形態としては、例えば、繊維長15〜100mmの、捲縮数5〜30個/インチを有する通常ステープル繊維と呼ばれる繊維をカード機やエアレイ装置などを使用して、繊維ウエブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布がある。また、接着によって結合する場合、厚さを潰さないように接着することが望ましく、熱接着繊維を用いる場合はエアスルー方式を採用したり、接着剤を用いる場合は繊維ウエブにバインダー液をスプレーする方式を採用することが好ましい。なお、繊維ウエブにバインダー液をスプレーする方式を採用することにより、繊維ウエブの接着とともに前記開口不織布と繊維ウエブ(不織布マットの前駆体)とを積層一体化することも可能である。
【0034】
前記不織布マットは、乾式法以外にも、スパンボンド法などと呼ばれる製法によって得られる不織布がある。また、ガラス繊維を紡糸して移動可能な支持体上に堆積させて得られる不織布も可能である。
【0035】
前記不織布マットを構成する繊維としては、例えば、レーヨンなどの再生繊維、綿、羊毛などの天然繊維、アセテートなどの半合成繊維、ポリアミド系繊維、ポリオレフィン系繊維、ポリエステル系繊維などの合成繊維が可能である。合成繊維の場合、繊維ウエブを熱成形して嵩高な形状の不織布マットに容易に加工することができる。また合成繊維が熱接着性の繊維であってもよい。このような熱接着性の繊維には、例えば他の繊維よりも融点が低く他の繊維を熱接着することのできる単一樹脂成分からなる繊維や、他の繊維よりも融点が低く他の繊維を熱接着することのできる低融点成分を繊維表面に有する複合繊維がある。このような複合繊維には、その横断面形状が例えば、低融点成分を繊維表面に有する芯鞘型やサイドバイサイド型等の複合繊維があり、またその材質は例えば、共重合ポリエステル/ポリエステル、共重合ポリプロピレン/ポリプロピレン、ポリプロピレン/ポリアミド、ポリエチレン/ポリプロピレン、ポリプロピレン/ポリエステル、ポリエチレン/ポリエステルなどの繊維形成性重合体の組み合わせからなる複合繊維がある。なお前記不織布マットを構成する繊維として融点を有しておらず従って溶融しないレーヨン等の繊維を一定量混合することも望ましく、炎によって不織布マットに貫通穴が開くことを防止する効果がある。
【0036】
前記不織布マットを構成する繊維としては、難燃性繊維を含有することも好ましい。難燃性繊維としては例えば無機繊維を挙げることができる。無機繊維としては、例えばガラス繊維、石英繊維、アルミナーシリカ繊維、チラノ繊維、炭素繊維、活性炭繊維、アルミナ繊維、炭化ケイ素繊維、ジルコニア繊維、チタン酸カリウム繊維、窒化ケイ素繊維、ボロン繊維、塩基性硫酸マグネシウム繊維、石膏繊維、炭化ケイ素ウィスカ、窒化ケイ素ウィスカなどを挙げることができるが、これらの中でもガラス繊維が好ましい。
【0037】
またガラス繊維の中でも繊維が折れ難いガラス繊維を用いることが好ましい。このようなガラス繊維としては、例えばSiO2成分が85〜99重量%であり、Al2O3成分が1〜10重量%であり、それ以外の成分が0〜10重量%の組成を有する変成シリカ繊維がある。この変成シリカ繊維は、例えばSiO2、Na2O、K2O、Al2O3、CaO、MgO、Fe2O3、B2O3、TiO2、ZrO2などの組成からなるガラス繊維を酸洗いにより、SiO2とAl2O3以外の成分を、必要量除くことにより得られる繊維であり、出発原料のガラス繊維よりも耐熱性に優れている。また、変成シリカ繊維の組成が、SiO2成分が90〜98重量%であり、Al2O3成分が2〜5重量%であり、SiO2及びAl2O3以外の成分が0〜5重量%である場合は、耐炎性がより優れるため好ましい。変成シリカ繊維としては例えばベルケム社製の商品名ベルコテックスを挙げることができる。当該変成繊維は捲縮加工が可能なため、カード機を利用して乾式不織布を形成することも可能である。
【0038】
有機質の難燃性繊維としては、ポリクラール繊維、モダアクリル繊維を挙げることができ、さらに耐熱性を有する芳香族ポリアミド系繊維などや耐炎性を有するノボロイド繊維、アクリル系耐炎化繊維、メラミン系耐炎化繊維などを挙げることができる。これらの耐熱性繊維や耐炎性繊維を含有していると、調理場の炎などにより高熱がかかっても著しく収縮して変形したりすることがなく、また溶融したりしにくく、穴があくことがほとんどなく、より好ましい効果がある。また有機質の難燃性繊維としては、有機質の繊維に難燃性の加工を施した難燃性繊維も利用可能である。難燃加工に際しては、ハロゲンを含まない難燃剤、例えばリン系やグアニジン系の難燃剤を用いることが望ましい。
【0039】
前記不織布マットは、前記難燃性繊維が0〜95重量%と、有機質繊維が100〜5重量%とからなることが好ましい。
【0040】
前記不織布マットの面密度は15〜350g/m2であることが好ましく、25〜200g/m2であることがより好ましく、35〜150g/m2であることが更に好ましい。面密度が15g/m2未満である場合は粉塵保持容量が低下する場合があり、150g/m2を超えると圧力損失が高くなる場合がある。
【0041】
前記不織布マットの厚さは4〜30mmであることが好ましく、5〜20mmであることがより好ましく、7〜15mmであることが更に好ましい。厚さが4mm未満である場合は粉塵保持容量が低下する場合があり、30mmを超えると圧力損失が高くなる場合がある。
【0042】
前記不織布マットの見かけ密度は0.002〜0.02g/cm3であることが好ましく、0.003〜0.014g/cm3であることがより好ましく、0.005〜0.01g/cm3であることが更に好ましい。見かけ密度が0.002g/cm3未満である場合は粒子捕集効率が低下する場合があり、0.02g/cm3を超えると圧力損失が高くなる場合がある。
【0043】
前記不織布マットは風速2m/秒の時の圧力損失が1〜20Paであることが好ましく、2〜15Paであることがより好ましく、3〜10Paであることが更に好ましい。
【0044】
前記不織布マットは難燃性であることが望ましく、難燃性とするには前述のように前記不織布マットに難燃性繊維を含有させる方法がある。また不織布マットの製造工程において、繊維ウエブを接着剤で接着する際に接着剤に難燃剤を混入させる方法がある。特に前記不織布マットに難燃性繊維を含有させない場合には接着剤に難燃剤を混入させる方法を適用することが好ましい。難燃剤としては、ハロゲンを含有しないリン系またはグアニジン系の難燃剤を使用することが好ましい。なお難燃剤と接着剤の質量比率は80:20〜40:60であることが好ましく、70:30〜50:50であることがより好ましく、65:350〜55:45であることが更に好ましい。また難燃剤を含有した接着剤の塗布量としては、20〜500g/m2であることが好ましく、35〜300g/m2であることがより好ましく、50〜200g/m2であることが更に好ましい。
【0045】
難燃剤を接着剤と共に塗布した後の不織布マットの面密度は35〜850g/m2であることが好ましく、55〜500g/m2であることがより好ましく、85〜350g/m2であることが更に好ましい。また、厚さは塗布前と同様に4〜30mmであることが好ましく、5〜20mmであることがより好ましく、7〜15mmであることが更に好ましい。また塗布後の風速2m/秒の時の圧力損失も塗布前と同様に1〜20Paであることが好ましく、2〜15Paであることがより好ましく、3〜10Paであることが更に好ましい。
【0046】
本発明では前記開口不織布と不織布マットとが積層一体化しているが、積層一体化とは単に重ね合わされている形態とは異なり、開口不織布と不織布マットが重ねあわされていると共に不離一体となっている形態を意味する。積層一体化の方法としては、開口不織布又は不織布マットの少なくとも一方の重ね合わされる面に水溶液状又は水分散液状の接着剤を塗布した後、両者を重ね合わせ、乾燥及びキュアリング処理を施して得られる形態がある。また、開口不織布又は不織布マットの少なくとも一方の重ね合わされる面にホットメルト樹脂をスプレーなどで塗布した後、両者を重ね合わせて得られる形態がある。また、前述のように不織布マットの製造工程において、難燃剤を混入した接着剤からなるバインダー液を繊維ウエブにスプレーして、繊維ウエブの接着とともに前記開口不織布と繊維ウエブ(不織布マットの前駆体)とを積層一体化し、それと同時に開口不織布の難燃性を向上することも可能である。なお、難燃剤としては、ハロゲンを含有しないリン系またはグアニジン系の難燃剤を使用することが好ましい。難燃剤と接着剤の質量比率は80:20〜40:60であることが好ましく、70:30〜50:50であることがより好ましく、65:350〜55:45であることが更に好ましい。また難燃剤を含有した接着剤の塗布量としては、40〜1000g/m2であることが好ましく、70〜600g/m2であることがより好ましく、100〜400g/m2であることが更に好ましい。
【0047】
本発明の難燃性フィルタの面密度は60〜1500g/m2であることが好ましく、100〜1000g/m2であることがより好ましく、150〜650g/m2であることが更に好ましい。また難燃性フィルタの厚さは5〜33mmであることが好ましく、6〜22mmであることがより好ましく、8〜17mmであることが更に好ましい。
【0048】
本発明の難燃性フィルタは、風速2m/秒の時の圧力損失が30Pa以下であることが必要であり、圧力損失が5〜27Paであることが好ましく、5〜25Paであることがより好ましく、5〜20Paであることが更に好ましい。圧力損失が30Paを超えると、換気扇やレンジフード用途として使用が困難になる。また圧力損失が5Pa未満であると、粉塵保持容量が少なくなり過ぎる場合や、油のミストを除去する性能が低下し過ぎる場合がある。
【0049】
本発明の難燃性フィルタの難燃性は、JIS L1091 A−1法(45°ミクロバーナ法)またはA−2法(45°メッケルバーナ法)に規定される方法によって評価することができる。この評価法によれば、本発明の難燃性フィルタは区分3以上であることが好ましい。また区分3であり、且つ炎によって貫通穴が開かない状態の高度な難燃性を呈することが好ましい。
【0050】
以下、本発明の実施例につき説明するが、これは発明の理解を容易とするための好適例に過ぎず、本発明はこれら実施例の内容に限定されるものではない。
【実施例】
【0051】
(実施例1)
変成シリカ繊維(ベルケム社製:商品名ベルコテックス、繊維径:9μm、カット長さ:10mm)100%を用いた、面密度が50g/m2、厚さが1mm、風速2m/秒の時の圧力損失が120Paの湿式不織布に、図1に示すように、直径6mmの円形の穴21を縦列と横列が等間隔になるように、また中心間距離が11.3mmになるように穴21を開け、開口率が22%、面密度が39g/m2、風速2m/秒の時の圧力損失が20Paの開口不織布20を得た。
次いで、カード機を使用してポリエステル繊維(繊度:14デシテックス、繊維長51mm)70%とレーヨン繊維(繊度:7.8デシテックス、繊維長51mm)30%からなる、面密度が70g/m2、厚さが10mmの繊維ウエブを形成し、前記開口不織布20の上に載置し、繊維ウエブの上方からグアニジン系の難燃剤が混入したアクリル系接着剤(難燃剤と接着剤の質量比率は60:40)からなるバインダーを散布、乾燥およびキュアリングにより、繊維ウエブの構成繊維同士を接着するとともに繊維ウエブと開口不織布20とを接着して、開口不織布20と不織布マット30が積層一体化した、面密度が309g/m2で、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は139g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約20Paで大きな変化は生じなかった。また、湿式不織布の風速2m/秒の時の圧力損失は約150Paで多少の圧力損失の上昇がみられた。また、不織布マットにはバインダー100g/m2が付着した結果、不織布マットの面密度は170g/m2となった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が25Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0052】
(実施例2)
実施例1において、湿式不織布に直径7mmの円形の穴21を開けて、開口率が30%、面密度が35g/m2、風速2m/秒の時の圧力損失が13Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が305g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は135g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約13Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が18Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0053】
(実施例3)
実施例1において、湿式不織布に直径8mmの円形の穴21を開けて、開口率が39%、面密度が30g/m2、風速2m/秒の時の圧力損失が9Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が300g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は130g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約9Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が14Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0054】
(実施例4)
実施例1において、湿式不織布に直径5mmの円形の穴21を縦列と横列が等間隔になるように、また中心間距離が9.5mmになるように穴21を開け、開口率が22%、面密度が39g/m2、風速2m/秒の時の圧力損失が20Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が309g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は139g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約20Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が25Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0055】
(実施例5)
実施例1において、湿式不織布に直径4mmの円形の穴21を縦列と横列が等間隔になるように、また中心間距離が7.5mmになるように穴21を開け、開口率が22%、面密度が39g/m2、風速2m/秒の時の圧力損失が20Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が309g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は139g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約20Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が25Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0056】
(比較例1)
実施例1において、湿式不織布に直径5mmの円形の穴21を開けて、開口率が15%、面密度が43g/m2、風速2m/秒の時の圧力損失が33Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が313g/m2、厚さが11mm、風速2m/秒の時の圧力損失が38Paの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は143g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約33Paで大きな変化は生じなかった。
得られた難燃性フィルタは圧力損失が高く、換気扇やレンジフードフィルタとして不適合であった。
【0057】
(比較例2)
実施例1において、湿式不織布に直径4mmの円形の穴21を開けて、開口率が10%、面密度が45g/m2、風速2m/秒の時の圧力損失が66Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が315g/m2、厚さが11mm、風速2m/秒の時の圧力損失が71Paの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は145g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約66Paで大きな変化は生じなかった。
得られた難燃性フィルタは圧力損失が高く、換気扇やレンジフードフィルタとして不適合であった。
【0058】
(比較例3)
実施例1において、開口不織布20を用いなかった以外は実施例1と同様にして、難燃性フィルタを得た。すなわち、カード機を使用してポリエステル繊維(繊度:13デシテックス、繊維長51mm)70%とレーヨン繊維(繊度:7.8デシテックス、繊維長51mm)30%からなる、面密度が70g/m2、厚さが10mmの繊維ウエブを形成し、前記開口不織布20の上に載置し、繊維ウエブの上方からグアニジン系の難燃剤が混入したアクリル系接着剤(難燃剤と接着剤の質量比率は60:40)からなるバインダーを散布、乾燥およびキュアリングにより、繊維ウエブの構成繊維同士を接着して、面密度が170g/m2、厚さが10mm、風速2m/秒の時の圧力損失が5Paの難燃性フィルタ10を得た。この難燃性フィルタの難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法によって測定すると、区分3であったが、炎によって貫通穴が開き、レンジフードフィルタとして劣るものであった。
【符号の説明】
【0059】
10 難燃性フィルタ
20 開口不織布
21 開口
30 不織布、不織布マット
【技術分野】
【0001】
本発明は、調理場や台所などで用いる換気扇やレンジフードなどのように、特に難燃性が要求される場所で使用される難燃性フィルタに関する。
【背景技術】
【0002】
特に難燃性が要求される場所、例えば、調理場や台所において、調理時などに発生する油煙や塵埃を捕集するために、従来から難燃性の合成繊維を使用した不織布状の換気扇フィルタやレンジフードフィルタが知られている。しかし、このようなフィルタはフランベなどで発生する炎などにより高熱がかかると著しく収縮したり、溶融したりして穴があき、フィルタとしての機能を失うことがあった。
【0003】
これに対して難燃性の合成繊維の代わりに不燃性のガラス繊維を使用した換気扇フィルタやレンジフードフィルタが知られている。例えば引用文献1には、ガラス繊維製フィルタ素材に、リン酸グアニジンを主成分とする難燃剤を付着させたことを特徴とする難燃化されたレンジフードフィルタが開示されており、当該ガラス繊維製フィルタ素材は不織布の形態が可能であることが開示されている。しかし、不織布の形態の場合、通気抵抗が少なく嵩高な形状を保つため、比較的太い繊維径のガラス繊維を用いることが必要であり、そのため取り付けの際に、ガラス繊維が折れてその破片が手や体に刺さるという問題があった。
【0004】
このような問題に対して、引用文献2には、ガラス繊維マットがガラス繊維製の織物で被覆されている換気扇またはレンジフードに取り付ける使い捨てのフィルター材が開示されており、ガラス繊維製の織物で被覆することにより、ガラス繊維マットからガラス繊維が飛散または落下することを防ぐことが示されている。しかし、ガラス繊維製の織物は高価であり、このような高価な材料を使用したフィルター材は使い捨ての用途として市場性に乏しいという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平05−168830号公報
【特許文献2】特開2004−313870号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題を解決して、特に難燃性に優れ、繊維が折れてその破片が手や体に刺さるという問題がなく、また使い捨て用途として市場の要求に十分に答えることが可能な、換気扇フィルタやレンジフードフィルタとして好適な難燃性フィルタを提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、請求項1に係る発明では、難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布に多数の開口が設けられた開口不織布と、不織布とが積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下であることを特徴とする難燃性フィルタをその解決手段とした。
【発明の効果】
【0008】
本発明によって、特に難燃性に優れ、繊維が折れてその破片が目に入るという問題や手や体に刺さるという問題がなく、また使い捨て用途として市場の要求に十分に答えることが可能な、換気扇フィルタやレンジフードフィルタとして好適な難燃性フィルタを提供することが可能となった。
【図面の簡単な説明】
【0009】
【図1】本発明の難燃性フィルタの一例を示す斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る難燃性フィルタの実施の形態について詳細に説明する。
【0011】
本発明の難燃性フィルタ10は、図1に例示するように、難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布(以下、不織布シートと称することがある。)に多数の開口が設けられた開口不織布20と、不織布30(以下、不織布マットと称することがある。)が積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下であることを特徴とする。
【0012】
前記開口不織布20は、難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布シートに多数の開口が設けられている。当該不織布シートとしては、シート状の不織布であり、難燃性繊維を含有しており、風速2m/秒の時の圧力損失が50Pa以上である限り特に限定されることはなく、シート状の不織布の形態としては、例えば、繊維長15〜100mmの、捲縮数5〜30個/インチを有する通常ステープル繊維と呼ばれる繊維をカード機やエアレイ装置などを使用して、繊維ウエブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布がある。なお、本発明では不織布シートによって、炎から前記不織布マットを保護する効果を高めるため、乾式法による不織布の場合は、カレンダー加工により厚さを薄くして緻密な構造にして、風速2m/秒の時の圧力損失が50Pa以上になるように形成することが望ましい。
【0013】
前記不織布シートは湿式法による不織布であることも好ましい。湿式法による不織布は、例えば繊維長3〜20mmにカットした繊維やパルプ状の繊維を水中に分散させたスラリーを抄紙網を用いて抄紙して、必要に応じて接着剤や接着繊維により繊維同士を接着して得られる不織布であり、本発明では一般に紙や合成紙といわれるものも含んでいる。湿式法による不織布であれば、カレンダー加工により厚さを薄くするまでもなく緻密な構造が得られる。またガラス繊維を用いた場合、カレンダー加工によりガラス繊維が破損するので、ガラス繊維による緻密な構造を得る上では湿式法は好ましい態様といえる。
【0014】
前記不織布シートは、乾式法以外にも、スパンボンド法、メルトブロー法などと呼ばれる製法によって得られる不織布がある。また、これらの製法で得られる不織布に、カレンダー加工により厚さを薄くして緻密な構造にして、風速2m/秒の時の圧力損失が50Pa以上になるように形成することも可能である。
【0015】
前記不織布シートを構成する繊維としては、難燃性繊維を含有している限り、特に限定されることはなく、難燃性繊維としては例えば無機繊維を挙げることができる。無機繊維としては、例えばガラス繊維、石英繊維、アルミナーシリカ繊維、チラノ繊維、炭素繊維、活性炭繊維、アルミナ繊維、炭化ケイ素繊維、ジルコニア繊維、チタン酸カリウム繊維、窒化ケイ素繊維、ボロン繊維、塩基性硫酸マグネシウム繊維、石膏繊維、炭化ケイ素ウィスカ、窒化ケイ素ウィスカなどを挙げることができるが、これらの中でもガラス繊維が好ましい。
【0016】
またガラス繊維の中でも繊維が折れ難いガラス繊維を用いることが好ましい。このようなガラス繊維としては、例えばSiO2成分が85〜99重量%であり、Al2O3成分が1〜10重量%であり、それ以外の成分が0〜10重量%の組成を有する変成シリカ繊維がある。この変成シリカ繊維は、例えばSiO2、Na2O、K2O、Al2O3、CaO、MgO、Fe2O3、B2O3、TiO2、ZrO2などの組成からなるガラス繊維を酸洗いにより、SiO2とAl2O3以外の成分を、必要量除くことにより得られる繊維であり、出発原料のガラス繊維よりも耐熱性に優れている。また、変成シリカ繊維の組成が、SiO2成分が90〜98重量%であり、Al2O3成分が2〜5重量%であり、SiO2及びAl2O3以外の成分が0〜5重量%である場合は、耐炎性がより優れるため好ましい。変成シリカ繊維としては例えばベルケム社製の商品名ベルコテックスを挙げることができる。当該変成繊維は捲縮加工が可能なため、カード機を利用して乾式不織布を形成することも可能である。
【0017】
有機質の難燃性繊維としては、ポリクラール繊維、モダアクリル繊維を挙げることができ、さらに耐熱性を有する芳香族ポリアミド系繊維などや耐炎性を有するノボロイド繊維、アクリル系耐炎化繊維、メラミン系耐炎化繊維などを挙げることができる。これらの耐熱性繊維や耐炎性繊維を含有していると、調理場の炎などにより高熱がかかっても著しく収縮して変形したりすることがなく、また溶融したりしにくく、穴があくことがほとんどなく、より好ましい効果がある。また有機質の難燃性繊維としては、有機質の繊維に難燃性の加工を施した難燃性繊維も利用可能である。難燃加工に際しては、ハロゲンを含まない難燃剤、例えばリン系やグアニジン系の難燃剤を用いることが望ましい。
【0018】
前記不織布シートは難燃性繊維以外の繊維を含むことが可能であり、難燃性繊維以外の繊維としては、例えば、レーヨンなどの再生繊維、綿、羊毛などの天然繊維、アセテートなどの半合成繊維、ポリアミド系繊維、ポリオレフィン系繊維、ポリエステル系繊維などの合成繊維が可能である。合成繊維の場合、前記不織布シートの熱成形加工などを容易に行なうことができる。また合成繊維が熱接着性の繊維であってもよい。このような熱接着性の繊維には、例えば他の繊維よりも融点が低く他の繊維を熱接着することのできる単一樹脂成分からなる繊維や、他の繊維よりも融点が低く他の繊維を熱接着することのできる低融点成分を繊維表面に有する複合繊維がある。このような複合繊維には、その横断面形状が例えば、低融点成分を繊維表面に有する芯鞘型やサイドバイサイド型等の複合繊維があり、またその材質は例えば、共重合ポリエステル/ポリエステル、共重合ポリプロピレン/ポリプロピレン、ポリプロピレン/ポリアミド、ポリエチレン/ポリプロピレン、ポリプロピレン/ポリエステル、ポリエチレン/ポリエステルなどの繊維形成性重合体の組み合わせからなる複合繊維がある。
【0019】
前記不織布シートは、前記難燃性繊維が50〜100重量%と、有機質繊維が50〜0重量%とからなることが好ましい。このような重量比率であることにより、不織布シートによって炎から前記不織布マットを保護する効果がより顕著となる。
【0020】
前記不織布シートの面密度は10〜250g/m2であることが好ましく、15〜150g/m2であることがより好ましく、25〜100g/m2であることが更に好ましい。面密度が10g/m2未満である場合は炎から前記不織布マットを保護する効果が低下する場合があり、250g/m2を超えると炎から前記不織布マットを保護する効果に対して、材料費が高くなる場合がある。
【0021】
前記不織布シートの厚さは0.3〜3mmであることが好ましく、0.5〜1.5mmであることがより好ましく、0.8〜1.2mmであることが更に好ましい。厚さが0.3mm未満である場合は炎から前記不織布マットを保護する効果が低下する場合があり、3mmを超えると炎から前記不織布マットを保護する効果に対して、材料費が高くなる場合がある。なお厚さは0.5g/cm2の荷重下で測定した厚さを適用する。
【0022】
前記不織布シートの見かけ密度は0.015〜0.15g/cm3であることが好ましく、0.025〜0.10g/cm3であることがより好ましく、0.035〜0.075g/cm3であることが更に好ましい。見かけ密度が0.015g/cm3未満である場合は不織布シートの緻密度が低下して、炎から前記不織布マットを保護する効果が低下する場合があり、0.15g/cm3を超えると不織布シートの緻密度が高くなりすぎて、不織布シートが硬くなり取り扱い難くなる場合がある。なお見かけ密度は不織布シートの面密度を厚さで除した値から求めることができる。
【0023】
前記不織布シートは風速2m/秒の時の圧力損失が50Pa以上であることが必要であり、圧力損失が50〜500Paであることが好ましく、50〜400Paであることがより好ましく、50〜300Paであることが更に好ましい。圧力損失が50Pa以上であることによって、調理時に発生する炎から前記不織布マットを保護する効果を十分に得ることができる。また500Paを超える場合は、不織布シートの緻密度が高くなりすぎて、不織布シートが硬くなり取り扱い難くなる場合がある。一般的には換気扇やレンジフードに使用されるフィルタは風速2m/秒の時の初期の圧力損失が30Pa以下であることが望ましい。圧力損失が30Paを超える場合はフィルタの構造が緻密になり過ぎることが原因であり、この場合送風機の能力が低下するなどのトラブルが生ずるからである。本発明では、このような通常用いることのない50Pa以上の高い圧力損失を有する緻密な不織布シートを敢えて空気の流入側に設けることで、調理時に発生する炎から前記不織布マットを保護する効果を奏する。
【0024】
前記不織布シートは難燃性繊維を含有しているが、この不織布シートまたは開口不織布に油煙などが付着して燃え易くなることを想定すると、さらに難燃性のレベルを上げることが望ましい。そのため、この不織布シートに難燃剤を接着剤と共に塗布することが好ましい。難燃剤としては、ハロゲンを含有しないリン系またはグアニジン系の難燃剤を使用することが好ましい。なお難燃剤と接着剤の質量比率は80:20〜40:60であることが好ましく、70:30〜50:50であることがより好ましく、65:35〜55:45であることが更に好ましい。また難燃剤を含有した接着剤の塗布量としては、20〜500g/m2であることが好ましく、35〜300g/m2であることがより好ましく、50〜200g/m2であることが更に好ましい。
【0025】
難燃剤を接着剤と共に塗布した後の不織布シートの面密度は35〜850g/m2であることが好ましく、55〜500g/m2であることがより好ましく、85〜350g/m2であることが更に好ましい。また、厚さは塗布前と同様に0.3〜3mmであることが好ましく、0.5〜1.5mmであることがより好ましく、0.8〜1.2mmであることが更に好ましい。また、塗布後の風速2m/秒の時の圧力損失は50〜700Paであることが好ましく、50〜600Paであることがより好ましく、50〜500Paであることが更に好ましい。
【0026】
また前記不織布シートの作用効果としては、炎から前記不織布マットを保護する効果のみならず、不織布シート自体が濾過作用を有するものであり、単に金属板や金属箔などに穴あけ加工が施されたものとは作用効果の点で相違する。また不織布シートは繊維が緻密な構造となっているので、調理時に発生する油煙により油が付着しても金属板や金属箔などのように垂れ落ちることなく、不織布シートに油を吸着して保持する作用も有している。また前記不織布シートは金属板や金属箔と比較して重量も軽く、柔軟性に優れ、また積層一体化加工も容易である。
【0027】
なお開口不織布20において、前記不織布シート又は難燃剤などが塗布された不織布シートの圧力損失を評価する場合は、開口部分を目止めした後、目止めされていない部分の面積を算出して、風速2m/秒になるように送風量を調整することで前記不織布シート又は難燃剤などが塗布された不織布シートの圧力損失を測定することが可能である。
【0028】
図1に示すように、前記不織布シートには多数の開口21が設けられている。この開口は貫通した穴を意味しており、不織布を構成する繊維で囲まれた孔を意味するものではない。また多数とは30個/m2程度の数以上の数を意味する。この開口の形状、大きさ、開口率も開口不織布20の圧力損失が30Pa未満である限り特に限定されることはなく、開口の形状としては、図1のような円形以外に、楕円形、多角形、アルファベット形などを適用することができる。また開口の大きさとしては、開口の面積と同じ面積の円の直径を開口の大きさ(開口径と称する場合がある。)とした場合、開口径は4〜20mmであることが好ましく、4〜12mmであることがより好ましく、4〜10mmであることが更に好ましい。開口径が4mm未満であると、煤煙中に含まれる粒子などにより目詰まりし易くなる場合が有り、20mmを超えると炎から前記不織布マットを保護する効果が低下する場合がある。
【0029】
前記開口の配置も特に限定されることはないが、開口不織布全体に均一に配置されていることが望ましい。図1は円形の開口を均一に配置した一例であり、開口の列が等間隔になるように配置されており、最も近い距離にある開口同士の中心間の距離が同一となっている。なお開口の中心としては開口の重心を採用することができる。本発明では、最も近い距離にある開口同士の中心間の距離が同一であることが好ましいが、中心間の距離に多少のバラツキがあっても、炎から前記不織布マットを保護する効果はあり、このバラツキの程度は中心間の平均値の±30%以内の偏差であることが好ましい。なお、中心間の距離は前述の開口径や後述する開口率にもよるが、5〜14mmであることが好ましく、6〜13mmであることがより好ましく、7〜12mmであることが更に好ましい。
【0030】
前記開口不織布の開口率は、開口の面積に開口の数を乗じた値を開口前の不織布シートの面積で除した値から求められる。当該開口率は、開口不織布20の圧力損失が30Pa未満である限り、また炎から前記不織布マットを保護する効果を奏する限り、特に限定されることはなく、16〜60%であることが好ましく、18〜50%であることがより好ましく、20〜45%であることが更に好ましい。16%未満であると開口不織布の圧力損失が高くなる場合があり、60%を超えると炎から前記不織布マットを保護する効果が低下する場合がある。なお後述する実施例1から明らかなように、開口率が22%程度であれば、前記不織布シートの圧力損失を約1/5にすることが可能である。
【0031】
前記開口不織布の面密度は8〜200g/m2であることが好ましく、15〜130g/m2であることがより好ましく、20〜90g/m2であることが更に好ましい。また難燃剤などが塗布された後の開口不織布の面密度は30〜700g/m2であることが好ましく、50〜450g/m2であることがより好ましく、70〜300g/m2であることが更に好ましい。
【0032】
前記開口不織布の風速2m/秒の時の圧力損失は1〜29Paであることが好ましく、2〜25Paであることがより好ましく、3〜22Paであることが更に好ましい。また難燃剤などが塗布された後の開口不織布の風速2m/秒の時の圧力損失も同様に1〜29Paであることが好ましく、2〜25Paであることがより好ましく、3〜22Paであることが更に好ましい。圧力損失が1Pa未満であると炎から前記不織布マットを保護する効果が低下する場合がある。
【0033】
本発明では前記開口不織布と不織布マットとが積層一体化している。前記不織布マットとしては、前記不織布マットと積層一体化が可能である限り特に限定されることはないが、油煙中に含まれる粒子などをできるだけ多く付着して保持できるよう、厚さが比較的大きいマット状であることが好ましい。マット状の不織布の形態としては、例えば、繊維長15〜100mmの、捲縮数5〜30個/インチを有する通常ステープル繊維と呼ばれる繊維をカード機やエアレイ装置などを使用して、繊維ウエブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布がある。また、接着によって結合する場合、厚さを潰さないように接着することが望ましく、熱接着繊維を用いる場合はエアスルー方式を採用したり、接着剤を用いる場合は繊維ウエブにバインダー液をスプレーする方式を採用することが好ましい。なお、繊維ウエブにバインダー液をスプレーする方式を採用することにより、繊維ウエブの接着とともに前記開口不織布と繊維ウエブ(不織布マットの前駆体)とを積層一体化することも可能である。
【0034】
前記不織布マットは、乾式法以外にも、スパンボンド法などと呼ばれる製法によって得られる不織布がある。また、ガラス繊維を紡糸して移動可能な支持体上に堆積させて得られる不織布も可能である。
【0035】
前記不織布マットを構成する繊維としては、例えば、レーヨンなどの再生繊維、綿、羊毛などの天然繊維、アセテートなどの半合成繊維、ポリアミド系繊維、ポリオレフィン系繊維、ポリエステル系繊維などの合成繊維が可能である。合成繊維の場合、繊維ウエブを熱成形して嵩高な形状の不織布マットに容易に加工することができる。また合成繊維が熱接着性の繊維であってもよい。このような熱接着性の繊維には、例えば他の繊維よりも融点が低く他の繊維を熱接着することのできる単一樹脂成分からなる繊維や、他の繊維よりも融点が低く他の繊維を熱接着することのできる低融点成分を繊維表面に有する複合繊維がある。このような複合繊維には、その横断面形状が例えば、低融点成分を繊維表面に有する芯鞘型やサイドバイサイド型等の複合繊維があり、またその材質は例えば、共重合ポリエステル/ポリエステル、共重合ポリプロピレン/ポリプロピレン、ポリプロピレン/ポリアミド、ポリエチレン/ポリプロピレン、ポリプロピレン/ポリエステル、ポリエチレン/ポリエステルなどの繊維形成性重合体の組み合わせからなる複合繊維がある。なお前記不織布マットを構成する繊維として融点を有しておらず従って溶融しないレーヨン等の繊維を一定量混合することも望ましく、炎によって不織布マットに貫通穴が開くことを防止する効果がある。
【0036】
前記不織布マットを構成する繊維としては、難燃性繊維を含有することも好ましい。難燃性繊維としては例えば無機繊維を挙げることができる。無機繊維としては、例えばガラス繊維、石英繊維、アルミナーシリカ繊維、チラノ繊維、炭素繊維、活性炭繊維、アルミナ繊維、炭化ケイ素繊維、ジルコニア繊維、チタン酸カリウム繊維、窒化ケイ素繊維、ボロン繊維、塩基性硫酸マグネシウム繊維、石膏繊維、炭化ケイ素ウィスカ、窒化ケイ素ウィスカなどを挙げることができるが、これらの中でもガラス繊維が好ましい。
【0037】
またガラス繊維の中でも繊維が折れ難いガラス繊維を用いることが好ましい。このようなガラス繊維としては、例えばSiO2成分が85〜99重量%であり、Al2O3成分が1〜10重量%であり、それ以外の成分が0〜10重量%の組成を有する変成シリカ繊維がある。この変成シリカ繊維は、例えばSiO2、Na2O、K2O、Al2O3、CaO、MgO、Fe2O3、B2O3、TiO2、ZrO2などの組成からなるガラス繊維を酸洗いにより、SiO2とAl2O3以外の成分を、必要量除くことにより得られる繊維であり、出発原料のガラス繊維よりも耐熱性に優れている。また、変成シリカ繊維の組成が、SiO2成分が90〜98重量%であり、Al2O3成分が2〜5重量%であり、SiO2及びAl2O3以外の成分が0〜5重量%である場合は、耐炎性がより優れるため好ましい。変成シリカ繊維としては例えばベルケム社製の商品名ベルコテックスを挙げることができる。当該変成繊維は捲縮加工が可能なため、カード機を利用して乾式不織布を形成することも可能である。
【0038】
有機質の難燃性繊維としては、ポリクラール繊維、モダアクリル繊維を挙げることができ、さらに耐熱性を有する芳香族ポリアミド系繊維などや耐炎性を有するノボロイド繊維、アクリル系耐炎化繊維、メラミン系耐炎化繊維などを挙げることができる。これらの耐熱性繊維や耐炎性繊維を含有していると、調理場の炎などにより高熱がかかっても著しく収縮して変形したりすることがなく、また溶融したりしにくく、穴があくことがほとんどなく、より好ましい効果がある。また有機質の難燃性繊維としては、有機質の繊維に難燃性の加工を施した難燃性繊維も利用可能である。難燃加工に際しては、ハロゲンを含まない難燃剤、例えばリン系やグアニジン系の難燃剤を用いることが望ましい。
【0039】
前記不織布マットは、前記難燃性繊維が0〜95重量%と、有機質繊維が100〜5重量%とからなることが好ましい。
【0040】
前記不織布マットの面密度は15〜350g/m2であることが好ましく、25〜200g/m2であることがより好ましく、35〜150g/m2であることが更に好ましい。面密度が15g/m2未満である場合は粉塵保持容量が低下する場合があり、150g/m2を超えると圧力損失が高くなる場合がある。
【0041】
前記不織布マットの厚さは4〜30mmであることが好ましく、5〜20mmであることがより好ましく、7〜15mmであることが更に好ましい。厚さが4mm未満である場合は粉塵保持容量が低下する場合があり、30mmを超えると圧力損失が高くなる場合がある。
【0042】
前記不織布マットの見かけ密度は0.002〜0.02g/cm3であることが好ましく、0.003〜0.014g/cm3であることがより好ましく、0.005〜0.01g/cm3であることが更に好ましい。見かけ密度が0.002g/cm3未満である場合は粒子捕集効率が低下する場合があり、0.02g/cm3を超えると圧力損失が高くなる場合がある。
【0043】
前記不織布マットは風速2m/秒の時の圧力損失が1〜20Paであることが好ましく、2〜15Paであることがより好ましく、3〜10Paであることが更に好ましい。
【0044】
前記不織布マットは難燃性であることが望ましく、難燃性とするには前述のように前記不織布マットに難燃性繊維を含有させる方法がある。また不織布マットの製造工程において、繊維ウエブを接着剤で接着する際に接着剤に難燃剤を混入させる方法がある。特に前記不織布マットに難燃性繊維を含有させない場合には接着剤に難燃剤を混入させる方法を適用することが好ましい。難燃剤としては、ハロゲンを含有しないリン系またはグアニジン系の難燃剤を使用することが好ましい。なお難燃剤と接着剤の質量比率は80:20〜40:60であることが好ましく、70:30〜50:50であることがより好ましく、65:350〜55:45であることが更に好ましい。また難燃剤を含有した接着剤の塗布量としては、20〜500g/m2であることが好ましく、35〜300g/m2であることがより好ましく、50〜200g/m2であることが更に好ましい。
【0045】
難燃剤を接着剤と共に塗布した後の不織布マットの面密度は35〜850g/m2であることが好ましく、55〜500g/m2であることがより好ましく、85〜350g/m2であることが更に好ましい。また、厚さは塗布前と同様に4〜30mmであることが好ましく、5〜20mmであることがより好ましく、7〜15mmであることが更に好ましい。また塗布後の風速2m/秒の時の圧力損失も塗布前と同様に1〜20Paであることが好ましく、2〜15Paであることがより好ましく、3〜10Paであることが更に好ましい。
【0046】
本発明では前記開口不織布と不織布マットとが積層一体化しているが、積層一体化とは単に重ね合わされている形態とは異なり、開口不織布と不織布マットが重ねあわされていると共に不離一体となっている形態を意味する。積層一体化の方法としては、開口不織布又は不織布マットの少なくとも一方の重ね合わされる面に水溶液状又は水分散液状の接着剤を塗布した後、両者を重ね合わせ、乾燥及びキュアリング処理を施して得られる形態がある。また、開口不織布又は不織布マットの少なくとも一方の重ね合わされる面にホットメルト樹脂をスプレーなどで塗布した後、両者を重ね合わせて得られる形態がある。また、前述のように不織布マットの製造工程において、難燃剤を混入した接着剤からなるバインダー液を繊維ウエブにスプレーして、繊維ウエブの接着とともに前記開口不織布と繊維ウエブ(不織布マットの前駆体)とを積層一体化し、それと同時に開口不織布の難燃性を向上することも可能である。なお、難燃剤としては、ハロゲンを含有しないリン系またはグアニジン系の難燃剤を使用することが好ましい。難燃剤と接着剤の質量比率は80:20〜40:60であることが好ましく、70:30〜50:50であることがより好ましく、65:350〜55:45であることが更に好ましい。また難燃剤を含有した接着剤の塗布量としては、40〜1000g/m2であることが好ましく、70〜600g/m2であることがより好ましく、100〜400g/m2であることが更に好ましい。
【0047】
本発明の難燃性フィルタの面密度は60〜1500g/m2であることが好ましく、100〜1000g/m2であることがより好ましく、150〜650g/m2であることが更に好ましい。また難燃性フィルタの厚さは5〜33mmであることが好ましく、6〜22mmであることがより好ましく、8〜17mmであることが更に好ましい。
【0048】
本発明の難燃性フィルタは、風速2m/秒の時の圧力損失が30Pa以下であることが必要であり、圧力損失が5〜27Paであることが好ましく、5〜25Paであることがより好ましく、5〜20Paであることが更に好ましい。圧力損失が30Paを超えると、換気扇やレンジフード用途として使用が困難になる。また圧力損失が5Pa未満であると、粉塵保持容量が少なくなり過ぎる場合や、油のミストを除去する性能が低下し過ぎる場合がある。
【0049】
本発明の難燃性フィルタの難燃性は、JIS L1091 A−1法(45°ミクロバーナ法)またはA−2法(45°メッケルバーナ法)に規定される方法によって評価することができる。この評価法によれば、本発明の難燃性フィルタは区分3以上であることが好ましい。また区分3であり、且つ炎によって貫通穴が開かない状態の高度な難燃性を呈することが好ましい。
【0050】
以下、本発明の実施例につき説明するが、これは発明の理解を容易とするための好適例に過ぎず、本発明はこれら実施例の内容に限定されるものではない。
【実施例】
【0051】
(実施例1)
変成シリカ繊維(ベルケム社製:商品名ベルコテックス、繊維径:9μm、カット長さ:10mm)100%を用いた、面密度が50g/m2、厚さが1mm、風速2m/秒の時の圧力損失が120Paの湿式不織布に、図1に示すように、直径6mmの円形の穴21を縦列と横列が等間隔になるように、また中心間距離が11.3mmになるように穴21を開け、開口率が22%、面密度が39g/m2、風速2m/秒の時の圧力損失が20Paの開口不織布20を得た。
次いで、カード機を使用してポリエステル繊維(繊度:14デシテックス、繊維長51mm)70%とレーヨン繊維(繊度:7.8デシテックス、繊維長51mm)30%からなる、面密度が70g/m2、厚さが10mmの繊維ウエブを形成し、前記開口不織布20の上に載置し、繊維ウエブの上方からグアニジン系の難燃剤が混入したアクリル系接着剤(難燃剤と接着剤の質量比率は60:40)からなるバインダーを散布、乾燥およびキュアリングにより、繊維ウエブの構成繊維同士を接着するとともに繊維ウエブと開口不織布20とを接着して、開口不織布20と不織布マット30が積層一体化した、面密度が309g/m2で、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は139g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約20Paで大きな変化は生じなかった。また、湿式不織布の風速2m/秒の時の圧力損失は約150Paで多少の圧力損失の上昇がみられた。また、不織布マットにはバインダー100g/m2が付着した結果、不織布マットの面密度は170g/m2となった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が25Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0052】
(実施例2)
実施例1において、湿式不織布に直径7mmの円形の穴21を開けて、開口率が30%、面密度が35g/m2、風速2m/秒の時の圧力損失が13Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が305g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は135g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約13Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が18Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0053】
(実施例3)
実施例1において、湿式不織布に直径8mmの円形の穴21を開けて、開口率が39%、面密度が30g/m2、風速2m/秒の時の圧力損失が9Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が300g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は130g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約9Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が14Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0054】
(実施例4)
実施例1において、湿式不織布に直径5mmの円形の穴21を縦列と横列が等間隔になるように、また中心間距離が9.5mmになるように穴21を開け、開口率が22%、面密度が39g/m2、風速2m/秒の時の圧力損失が20Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が309g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は139g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約20Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が25Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0055】
(実施例5)
実施例1において、湿式不織布に直径4mmの円形の穴21を縦列と横列が等間隔になるように、また中心間距離が7.5mmになるように穴21を開け、開口率が22%、面密度が39g/m2、風速2m/秒の時の圧力損失が20Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が309g/m2、厚さが11mmの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は139g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約20Paで大きな変化は生じなかった。
得られた難燃性フィルタは、風速2m/秒の時の圧力損失が25Paであり、難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法を用いて、開口不織布に炎が当たるように開口不織布を下側に設置して測定すると、区分3であり、且つ炎によって貫通穴が開かず、優れた難燃性を有しており、換気扇やレンジフードフィルタとして好適であった。
【0056】
(比較例1)
実施例1において、湿式不織布に直径5mmの円形の穴21を開けて、開口率が15%、面密度が43g/m2、風速2m/秒の時の圧力損失が33Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が313g/m2、厚さが11mm、風速2m/秒の時の圧力損失が38Paの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は143g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約33Paで大きな変化は生じなかった。
得られた難燃性フィルタは圧力損失が高く、換気扇やレンジフードフィルタとして不適合であった。
【0057】
(比較例2)
実施例1において、湿式不織布に直径4mmの円形の穴21を開けて、開口率が10%、面密度が45g/m2、風速2m/秒の時の圧力損失が66Paの開口不織布20を得たこと以外は実施例1と同様にして、開口不織布20と不織布マット30が積層一体化した、面密度が315g/m2、厚さが11mm、風速2m/秒の時の圧力損失が71Paの難燃性フィルタ10を得た。
なお、開口不織布にはバインダー100g/m2が付着した結果、開口不織布の面密度は145g/m2で厚さは1mmとなったが、風速2m/秒の時の圧力損失は約66Paで大きな変化は生じなかった。
得られた難燃性フィルタは圧力損失が高く、換気扇やレンジフードフィルタとして不適合であった。
【0058】
(比較例3)
実施例1において、開口不織布20を用いなかった以外は実施例1と同様にして、難燃性フィルタを得た。すなわち、カード機を使用してポリエステル繊維(繊度:13デシテックス、繊維長51mm)70%とレーヨン繊維(繊度:7.8デシテックス、繊維長51mm)30%からなる、面密度が70g/m2、厚さが10mmの繊維ウエブを形成し、前記開口不織布20の上に載置し、繊維ウエブの上方からグアニジン系の難燃剤が混入したアクリル系接着剤(難燃剤と接着剤の質量比率は60:40)からなるバインダーを散布、乾燥およびキュアリングにより、繊維ウエブの構成繊維同士を接着して、面密度が170g/m2、厚さが10mm、風速2m/秒の時の圧力損失が5Paの難燃性フィルタ10を得た。この難燃性フィルタの難燃性はJIS L1091 A−1法(45°ミクロバーナ法)に規定される方法によって測定すると、区分3であったが、炎によって貫通穴が開き、レンジフードフィルタとして劣るものであった。
【符号の説明】
【0059】
10 難燃性フィルタ
20 開口不織布
21 開口
30 不織布、不織布マット
【特許請求の範囲】
【請求項1】
難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布に多数の開口が設けられた開口不織布と、不織布とが積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下であることを特徴とする難燃性フィルタ。
【請求項1】
難燃性繊維を含有しており風速2m/秒の時の圧力損失が50Pa以上である不織布に多数の開口が設けられた開口不織布と、不織布とが積層一体化されてなり、風速2m/秒の時の圧力損失が30Pa以下であることを特徴とする難燃性フィルタ。
【図1】


【公開番号】特開2013−34923(P2013−34923A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171436(P2011−171436)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
[ Back to top ]