
難燃性布
【課題】難燃性材料からなる糸の布体を備え、運動又は激しい運動中に使用するのに望ましい品質を有する衣料用の難燃性布を提供する。
【解決手段】難燃性のインターレース糸の編み構造又は織り構造の布製品10は、その内面にパイル領域、起毛領域又はフリース領域と、その外面に難燃性コーティング14とを有する。難燃性コーティング14は、基布の特徴に実質的な悪影響を及ぼすことなく、難燃性、並びに毛玉及びほつれに対する高い耐性を共にもたらす。上記布製品を製造する方法も記載されている。
【解決手段】難燃性のインターレース糸の編み構造又は織り構造の布製品10は、その内面にパイル領域、起毛領域又はフリース領域と、その外面に難燃性コーティング14とを有する。難燃性コーティング14は、基布の特徴に実質的な悪影響を及ぼすことなく、難燃性、並びに毛玉及びほつれに対する高い耐性を共にもたらす。上記布製品を製造する方法も記載されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は難燃性布に関する。
【背景技術】
【0002】
運動又は激しい活動中に使用するのに望ましい品質、特に保温力及び通気性を有する、ジャケット及び他の上着等の衣料のための布は、丸編み(circular knit plaited)構造若しくは裏丸編み(circular knit reverse plaited:裏編み丸編み)構造によって、又は織り構造若しくは経編み構造で構成され得る。このように構成される布は典型的に、例えばナッピング、ブラッシング、サンダー仕上げ等のプロセスによって起毛させてフリースの断熱層を形成し得る、比較的平滑な外表面(「技術面(technical face:技術上の表面)」)及び内面(「技術裏面(technical back:技術上の裏面)」)を有する。あいにく、どちらの編み構造でも、平滑な技術面の耐久性が多くの織り構造よりも劣るため、より過酷な屋外スポーツ用の衣料品におけるそれらの使用が限定されることが多い。特に、平滑な技術面の毛羽立ち(fuzziness)は美観が劣り、且つ技術的特徴が乏しいことが多い。平滑な表面はまた、例えば、バックパックのストラップが当たる肘若しくは肩等の衣類の特定の範囲に毛玉ができる傾向にある。
【発明の概要】
【0003】
本発明の一態様によれば、編み構造又は織り構造の布製品は、難燃性材料から成る糸の布体を備え、当該布体が内面及び外面を有する。内面は、その上に形成されるパイル繊維若しくは起毛繊維、又はフリースの少なくとも1つの領域を有し、且つ外面は、所望のレベルの難燃性、及び使用中の毛玉又はほつれに対する外面の高い耐性を共にもたらすように、難燃性コーティングで処理される。
【0004】
実施の形態によっては、離散的なコーティングセグメントの不連続コーティングを塗布する。不連続コーティングは、結合グループ内で個々の糸繊維を互いに結合し、外面の耐摩耗性を高める。実施の形態によっては、不連続コーティングは、布体の編み構造によってもたらされる断熱性能又は透湿率に実質的な悪影響を及ぼさない。
【0005】
本発明のこの態様の好ましい実施の形態は、以下のさらなる特徴の1つ又は複数を含んでいてもよい。糸は、本質的に難燃性のポリマーから成り、且つ/又は難燃性添加剤を含有する。布製品は、テリー丸編み(plaited circular terry knit)構造、テリー裏丸編み(reverse plaited circular terry knit)構造、ダブルニット構造、シングルジャージー編成構造、織り構造又は経編み構造を有する。布製品は衣服製品である。布はマルチフィラメント糸である。マルチフィラメント糸はテキスチャ加工されているか又は平坦である。布は紡績糸から成る。糸は、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される材料から形成される繊維から成る。外面の糸はスパンデックス繊維である。マルチフィラメント糸の糸は、約60タック/メートル(TPM)で、好ましくは約100TPM以上で高次に交絡するか、又はわずかしか若しくは全く交絡しなくてもよい。結合材料は、布製品を介する通気性の制限を実質的に回避するため、糸繊維にのみ付着させる。代替的には、結合材料は、通気性を減らすように、布製品を介する介在空気通路に延在する被膜から成る。結合材料のコーティングは、布製品の耐久性及び手触りに対する実質的な悪影響を有しない。布製品は、例えば、工業的パターンプリンティング技術によって布ウェブに塗布される結合剤の密度、即ち単位面積あたりの結合剤のドット数が比較的多いことに起因して、高い表面耐久性の1つ又は複数の第1の領域を有する。布製品は、例えば、工業的パターンプリンティング技術によって布ウェブに塗布される結合剤の密度、即ち単位面積あたりの結合剤のドット数が比較的少ないことに起因して、比較的低い表面耐久性の1つ又は複数の第2の領域を有する。
【0006】
本発明の別の態様によれば、布製品を製造する方法は、繊維から成る難燃性糸を交差させる工程であって、編み構造又は織り構造の布体を形成する、交差させる工程と、布体の内面に起毛領域又はフリース領域を形成する工程と、その後、難燃性材料を少なくとも外面に塗布する工程であって、布製品の少なくとも外面にある交差部位の少なくとも糸繊維上に難燃性コーティングを形成し、外面に糸繊維の毛玉及びほつれを作りにくくする、塗布する工程とを含む。
【0007】
本発明のこの態様の好ましい実施の形態は、以下のさらなる特徴の1つ又は複数を含んでいてもよい。結合材料を塗布する工程は、例えば、回転スクリーンロール又はグラビアロール等による標準的なプリンティング技術によって塗布することを含む。結合材料を塗布する工程は、結合材料をパッドで塗布することを含む。当該方法は、通気性の低下を制御するように布体の介在空間から液状の結合材料を除去することをさらに含む。結合材料を除去する工程は、介在空間から空気を吹込むこと、又は介在空間を介した吸引によって空気を吸込むことを含む。結合材料を塗布する工程は、好ましくは樹脂、ラテックス、高分子エマルジョン及び高分子分散液から成る群から選択される形態で、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される結合剤から成る結合材料を塗布することを含む。結合材料を塗布する工程は、液体キャリアに溶解させた結合材料を塗布すると共に、その液体キャリアを蒸発させて結合材料を残すこと、又はキャリア発泡液に溶解させた結合材料を塗布すると共に、そのキャリア発泡液を気泡破壊して結合材料を残すことを含む。結合材料を塗布する工程は、工業的パターンプリンティング技術によって布ウェブに結合材料を塗布することを含む。好ましくは、結合材料は工業的パターンプリンティング技法によって塗布され、結合剤の密度、即ち単位面積当たりの結合剤のドット数が比較的多い第1のパターンを適用することにより表面耐久性の高い1つ又は複数の第1の領域、例えば、肩領域が形成され、また結合剤の密度、即ち単位面積当たりの結合剤のドット数が比較的少ない第2のパターンを適用することにより表面耐久性が低い1つ又は複数の第2の別の領域、例えば、胴体領域が形成される。
【0008】
したがって、本発明は、運動又は激しい活動中に使用するのに非常に望ましいと思われる布の元の品質、例えば保温力、通気性、ドレープ適性、MVT、手触り等を有意に低下させることなく、布の認識されている欠点を克服する、例えば、特により過酷な屋外スポーツ用及び布が難燃性であることが望まれる用途のための衣類及び他の製品に使用する編み構造の複合布製品を提供する。さらに、所定の制御された、即ち限定された通気性レベルを有する改良型布製品が、本発明の方法に従って形成され得る。
【0009】
本発明の1つ又は複数の実施の形態の詳細を、添付の図面及び以下の明細書に記載する。本発明の他の特徴及び利点は、明細書及び図面、並びに特許請求の範囲から明らかであろう。
【図面の簡単な説明】
【0010】
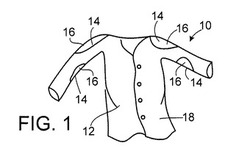
【図1】ジャケット形態の布製品の実施形態を示す図である。
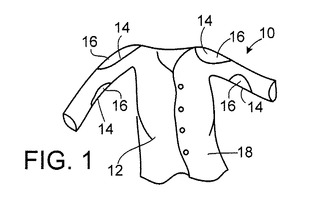
【図2】ズボン形態の布製品の実施形態を示す図である。
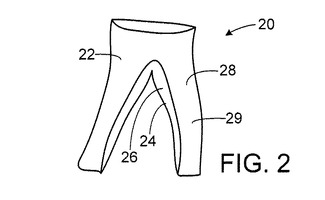
【図3】不連続コーティングを有する第1の実施形態の編布予備体の断面図である。
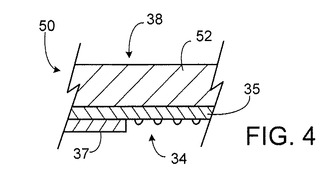
【図4】図3の布予備体を仕上げ加工することによって形成される編布体の断面図である。
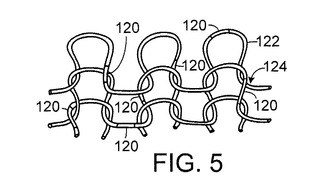
【図5】ほつれ及び毛玉に対する表面耐久性を高める結合材料を介在空間の周囲の糸及び糸繊維に付着させた本発明の布製品の外面の概略平面図である。
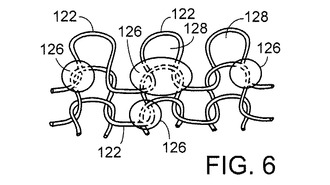
【図6】ほつれ及び毛玉に対する表面耐久性を高める結合材料を糸及び糸繊維に付着させ、また介在空間に延在させて耐風性を上げた本発明の布製品の外面の概略平面図である。
【発明を実施するための形態】
【0011】
種々の図面における同じ参照符号は同じ要素を示す。
【0012】
図1及び図2に関して、一例としてだがジャケット及びズボンの形態の衣服の編布製品10及び編布製品20は、制御通気性を有する改良型複合布から形成され、動的断熱性が上がり、対流熱損失が低下する。布は、難燃性コーティング14及び難燃性コーティング24が付着する比較的滑らかな外面12及び22と、起毛フリース又は断熱フリースが形成される内面とを有する。不連続であってもよい難燃性コーティング14及び難燃性コーティング24は、難燃性をもたらし、且つ得られる布の表面耐摩耗性及び毛玉耐性を高めると共に、所定範囲の通気性を制御して、特に代謝率を上げる活動に望まれる水蒸気透過性(MVT)レベルの改良を促す。
【0013】
一般的に、コーティング14は、所望であれば布製品の外面全体又は外面の選択区域のいずれかに塗布することができる。特に図1に関して、第1の実施例では、布製品10がコーティングした区域16と、コーティングを有しない区域18とを有する。区域16は、使用中に比較的摩耗及び毛玉のできやすい、仕上げ処理された布製品10の領域に対応する。外面のこれらの区域にコーティングを塗布することによって、区域16は、区域18よりも比較的高い摩耗耐性及び毛玉耐性のレベルを示す。コーティング材料を有しない区域18は、比較的高い通気性レベルを有し、比較的高い水蒸気透過率を促す。示されるように、コーティング14は、例えば、一般に肩及び肘に該当する区域16に塗布される。
【0014】
図2に関して、布製品20は、不連続コーティングの区域26と、連続コーティング29の区域28とを有する。不連続コーティング24は、使用中に比較的高い発汗性レベルに曝される仕上げ加工された布製品20の領域に該当する、布製品20の区域26内に塗布される。外面に塗布される連続コーティングを有する区域28は、比較的高い耐摩耗性及び毛玉耐性、並びに比較的低い通気性のレベルを有する。区域26に塗布される不連続コーティング24は、水蒸気透過性を促すと共に、耐摩耗性及び毛玉耐性を高める。示されるように、コーティング24は、一般に大腿部の内側に該当する区域に塗布される。
【0015】
コーティングには難燃剤が含まれる。好適な難燃剤の一例は、金属水和物、例えば、アルミニウム三水和物(ATH)、水酸化アルミナ及びアルミナ三水和物としても知られており且つ化学式Al(OH)3を有する水酸化アルミニウム、マグネシウム水和物としても知られており且つ化学式Mg(OH)2を有する水酸化マグネシウムである。他の好適な難燃剤としては、他の金属水和物、及び金属水酸化物、例えば、水酸化アンチモン、水酸化亜鉛、水酸化カルシウム、モリブデン酸アンモニウム四水和物、水酸化バリウム、水酸化セリウム、水酸化セシウム、水酸化ニッケル(II)及び水酸化ストロンチウムが挙げられる。難燃剤はまた、アンチモン化合物、例えば、三酸化アンチモン、アンチモン水和物、アンチモン酸ナトリウム又は五酸化アンチモンであってもよい。難燃剤は、ホウ素化合物、例えば、ホウ酸亜鉛、ホウ酸若しくはホウ砂、又は別の金属化合物、例えば、三酸化モリブデン、オクタモリブデン酸アンモニウム(AOM)、スズ酸亜鉛若しくはヒドロキシルスズ酸亜鉛であってもよい。難燃剤は、ポリアクリロ(acylo)ニトリル等のチャー形成材料;赤リン又はポリリン酸アンモニウム等のリン化合物;又はスルファミン酸アンモニウム若しくは臭化アンモニウム等の別の無機難燃材であってもよい。難燃剤は、ハロゲン化有機化合物、例えば、テトラブロモビスフェノールA、オクタブロモビスフェニルエーテル、デカブロモジフェニル(diphynyl)エーテル、ビス(トリブロモフェノキシ)エタン、テトラブロモビフェニルエーテル、ヘキサブロモシクロドデカン、トリブロモフェノール、ビス(トリブロモフェノキシ)エタン、テトラブロモビスフェノールAポリカーボネートオリゴマー、テトラブロモビスフェノールAエポキシオリゴマー、ビス(ヘキサクロロ(cholor)シクロペンタジエノ)シクロオクタン、又は塩素化(cholinated)パラフィンであってもよい。難燃剤は、有機リン化合物、例えば、トリス(1−クロロ−2−プロピル)ホスフェート、トリス(2−クロロエチル)ホスフェート、トリス(2,3−ジブロモプロピル)ホスフェート、トリアルキルホスフェート、トリアリールホスフェート、アリール−アルキルホスフェート、難燃性ポリオール、ホスホニウム誘導体(directivities)、又はホスホネートであってもよい。難燃剤はまた、窒素系化合物、例えば、ポリウレタン、ポリアミド、メラミン又はグアニジンであってもよい。
【0016】
また、コーティングは、難燃性を高める他の添加剤、例えば、チャー形成促進剤、触媒及びフィラーを含んでいてもよい。好適な添加剤は、例えば、米国特許公開第2007/0190872号明細書(この開示は完全に参照により本明細書中に援用される)に開示されている。
【0017】
また、コーティングは被膜形成する高分子結合剤を含む。好適な結合剤としては、ラテックス、例えばアクリルラテックス、ポリウレタン及びシリコーン、並びに本質的に難燃性であるポリマー、例えば、ポリ塩化ビニル(PVC)が挙げられる。本質的に難燃性である結合剤を使用する場合、実施態様によっては、上記の難燃性添加剤をコーティングに添加する必要はない。
【0018】
塗布されるコーティング材料の量は、少なくとも1つには、製品の最終用途に応じて決まる。例えば、場合によっては、布製品の選択区域の難燃性及び/又は耐摩耗性を大幅に高めることが望まれることもある。これらの場合には、比較的多量のコーティング材料を塗布するのがよい(例えば、コーティングは、布材料の1平方インチ当たり比較的多数のドット及び/又はドット1つ当たり比較的多量の材料を伴って連続であっても、又は不連続であってもよい)。他の場合には、難燃性及び高い耐摩耗性を有すると共に、比較的高い通気性レベルを有することが、布製品の選択区域に望まれることがある。これらの場合には、比較的少量のコーティング材料を塗布するのがよい(例えば、コーティングは、材料の1平方インチ当たり比較的少ないドット及び/又はドット1つ当たり比較的少量の材料を伴って不連続であり得る)。プリンティングされた布上のコーティング14及びコーティング24の重量は、約0.5oz/sq yd〜約6.0oz/sq yd、例えば約1.7oz/sq ydであり得る。コーティング14及びコーティング24は、任意の好適な方法によって塗布され得る。コーティングが不連続である場合、これは、例えば、回転プリンティング、キスローリング及びグラビアローリングによって塗布され得る。場合によっては、不連続コーティング14は、1インチ(直線)当たり所定数のホール(例えば1インチ(直線)当たり約30個のホール〜1インチ(直線)当たり約195個のホール)を有するシングルヘッド回転スクリーンによって塗布される。
【0019】
特に図3に関する布製品構造の第1の実施例では、編布予備体30が、例えば、Knitting Technology, by David J. Spencer (Woodhead Publishing Limited, 2nd edition, 1996)(この開示は完全に参照により本明細書中に援用される)に記載されているように、標準的な裏丸編み(テリー編み)プロセスにおいてステッチ糸35とループ糸36とを接合することによって形成される。本明細書中で使用される場合、用語「布予備体」は、その後のプロセス工程によって形成される布体と区別するために使用される。用語「技術面」及び「技術裏面」とは一般に、編み機から出たときの布の側面即ち表面を指す。本明細書中で使用される場合、用語「技術面」とはまた、仕上げ加工された布製品の外面を指す(図1及び図2の要素12及び要素22を参照)。テリー編みプロセスでは、ステッチ糸35により、得られる布予備体30の技術面34が形成され、ループ糸36により、ループ39状に形成される対向する技術裏面38が形成される。布予備体30では、ループ糸36が、技術面34のステッチ糸35の上に位置し且つ被覆して外向きに延在している。
【0020】
図3に関して、編布予備体30は、技術面34の区域32内に塗布される、複数の離間している、即ち不連続のコーティングセグメント37から成るコーティング14を備える。図3に示される実施形態において、不連続コーティング14は、編布予備体30の一部にのみ塗布され、実質的に不連続コーティング14を含まない区域27が残る。しかしながら場合によっては、区域27は、その上に塗布される連続コーティングを有し得る。コーティング14は技術面34の区域32内において不連続であり、所定のパターン(例えば、直線、ドット等)で塗布することができ、コーティングセグメント37に隣接する、区域32内のコーティング材料を有しない技術面の部分33を残す。コーティングセグメント37を形成するコーティング材料は一般に非通気性又は半通気性であるが、部分33では、布予備体が通気性のままであり、制御速度で複合布を介した通気が可能である。
【0021】
図4に関して、布予備体を形成したら、布予備体30(図3)を仕上げ加工して布体50が形成される。仕上げ加工プロセス中、布予備体30の技術裏面38は、サンダー仕上げ、ブラッシング及び/又はナッピング等の仕上げ加工プロセスを受け、例えば、フリース又はベロア等の起毛表面52が形成される。起毛表面52は、複合布が最終的に使用される用途に応じて決まる所定の高さに仕上げ加工することができる。起毛表面52の高さを制御することにより、生じる断熱レベルを変えることが可能である。典型的に、起毛表面が高いほど、布が提供する断熱性が高くなる。場合によっては、コーティング14を塗布する前に、布予備体30を仕上げ加工してもよい。例えば化学的に布予備体30を処理して、それを疎水性にしてもよい。
【0022】
仕上げ加工後、布体50をヒートセット加工し、布製品の幅を安定化させる。例えば仕上げ加工又は染色中に、布体に熱、例えば、乾熱又は熱水若しくは熱蒸気等の湿熱をかけてもよい。これは、コーティングの堆積前及び/又は後に行うことができる。
【0023】
制御された通気性を提供することに加えて、コーティング材料は、糸繊維と結合することにより、複合布の他の特定の構造特性及び物理特性を改善する。例えば、コーティング材料を用いて個々の繊維を結合する上で、これらの繊維により、(例えば、少なくとも約5本の繊維、少なくとも約20本の繊維、少なくとも約35本の繊維、少なくとも約70本の繊維、約2本〜約100本の繊維の)結合繊維グループが形成され、(例えば、約70本の繊維のグループ1デニール当たり約140g〜約350gの)これらの繊維グループの靭性は、(例えば、1デニール当たり約2g〜約5gの)個々の各繊維の靭性よりも大きい。また、領域32内で糸繊維をコーティングし、このコーティング材料と結合することにより、領域内の耐摩耗性及び毛玉耐性が高まり、それゆえ、複合布の耐摩耗性及び毛玉耐性が改善される。
【0024】
複合布のコーティングされた領域32の毛玉耐性は、ASTM D−3512によって測定される1〜5段階の5と同じくらい高いと考えられる。コーティングされた領域32における複合布の表面耐摩耗性は、マーチンデール型検査ユニット上に取り付けられたVELCRO(登録商標)ホックタッチファスナーテープによって摩耗を行うASTM D−3884によってマーチンデール型摩耗検査機を用いて測定される250サイクル後で、1〜5段階の5と同じくらい高いと考えられる。
【0025】
糸の繊維を結合させる上で、コーティング14はまた、布予備体の構造における糸選択の自由度を大きくする。実施形態によっては、コーティング14は、例えば、繊維が技術面から抜けるリスクを低減することによって、予備体の構造における比較的細い繊維(例えば、5.0dpf未満、1dpf未満、0.5dpf未満、0.2dpf未満、約0.1dpf〜約5.0dpf)の使用を促す。より細い繊維を使用することにより、よりタイトなステッチを得ることができ、このため、例えば、布を介する比較的狭い通気路を設けると共に、通気路による迂曲性(tortuosity)を高めることによって、得られる布の動的断熱性能が改善される。或る特定の実施形態において、布予備体の糸の繊維を結合させる上で、コーティング14は、予備体の構造においてポリエステル及びナイロン等の比較的弱い繊維の使用を可能にし、これによりまた、通気路のより大きな迂曲性がもたらされ、布の動的断熱性能が高まる。
【0026】
ステッチ糸及び/又はループ糸は難燃性材料を含む。好ましい糸は本質的に難燃性の繊維及び糸、例えば、M−アラミド、モダクリル繊維、及びモダクリル繊維/綿等を含む。これらの糸は一般に紡績糸である。他の好適な糸としては、難燃性化学物質で処理された繊維及び糸が挙げられる。実施態様によっては、ステッチ糸及びループ糸の両方がいずれも本質的に難燃性であるか、又は難燃性化学物質で処理される。
【0027】
実施態様によっては、ステッチ糸が感熱材料から成り、ループ糸が難燃性材料から成る。このタイプの難燃性布は、例えば米国特許第6,828,003号明細書(この開示は完全に参照により本明細書中に援用される)に記載されている。
【0028】
一実施形態において、ステッチ糸は、(典型的に、熱処理後の糸強度を維持する他の繊維と混ぜ合わせられる(例えば、ブレンドされる))感熱材料、例えば、熱収縮性材料又はホットメルト材料の糸又はフィラメントを含むか、又はこれらから主に成る。フィラメント糸であってもよいがより典型的には紡績糸であるループ糸は、本質的に難燃性の材料、例えば、m−アラミド、例えば、1.5デニールの繊維を含むか、又はこれらから主に成る。かかる繊維は、例えば、商標NOMEX(登録商標)としてE. I. du Pont de Nemours and Company(Wilmington, DE)により製造されている。m−アラミド繊維は、単独で、又は例えば、商標KEVLAR(登録商標)としてE. I. du Pont de Nemours and Companyにより製造されているようなp−アラミドの繊維との、及び/又は良好な静電散逸特徴を有する他の好適な材料の繊維とのブレンドの形態で使用され得る。好適な感熱材料としては、好ましくは比較的高い収縮率、例えば、約212°F〜約450°Fで約2分〜約60分後に約5%〜約50%を有する、ポリプロピレン、ナイロン、ポリエステル及びポリアミド等が挙げられる。その後染色及び/又は仕上げ加工中に、熱、例えば、乾熱及び/又は熱水若しくは熱蒸気等の湿熱を布製品にかける。熱に曝されると、ホットメルト材料は溶融し、糸フィラメント間の網目を狭めるか、又はこれをふさぎ、熱収縮性材料は短く且つ太くなり、且つ/又は有効長が短くなるため、冷風が布を通過する経路が縮小され、これにより、布製品の迂曲性及び動的断熱性能が高まる。
【0029】
実施形態によっては、ステッチ糸は、例えばEngineered Yarn Company(Fall River, MA)から市販されているような、例えばポリエステル又はナイロンから成るコアと、感熱材料、例えばポリプロピレン、ポリエステル又はナイロン等のホットメルト材料から成るシースとを有する有心糸から成る。ループ糸は難燃性材料の繊維を含むか、又はこれらから主に成る。本実施形態の布製品の加熱中、例えば、染色及び/又は仕上げ加工中に、シースのホットメルト材料は溶融するため、迂曲性が高まり、さらに冷風が布を通過する経路が縮小され、布製品の動的断熱性能が改善される。
【0030】
しかしながら、編布体30の技術裏面38を形成するループ糸36は任意の合成材料又は天然材料から形成することができる。繊維又はフィラメントの断面及び光沢は、例えば、意図される最終用途の要求から指示されるように変えてもよい。ループ糸16は、テキスチャ加工されたフィラメント糸であっても平坦なフィラメント糸であってもよく、テキスチャ加工された糸が好ましい。実施形態によっては、ループ糸は、ステッチ糸(例えば約2.0dpf)よりも比較的細いdpf(例えば、最大約0.2dpf〜約1.5dpf)を有し、より高い動的断熱効果のためのよりタイトなステッチ(例えば、周回当たり235インチ、カット28、26インチ丸編み機)を可能にする。ループ糸の全デニールは好ましくは約70デニール〜300デニールの範囲、例えば約150デニールである。この好ましい番手において、フィラメント番手の範囲は、約100フィラメント〜約400フィラメントである。好ましい市販のループ糸は、Unifi Inc.から入手可能な0.3dpfを有する2/70/200フィラメントである。
【0031】
編布体12の技術面16を形成するステッチ糸14はまた、テキスチャ加工されたマイクロデニールフィラメント糸又は平坦なマイクロデニールフィラメント糸の形態の任意のタイプの合成材料又は天然材料から形成することができ、テキスチャ加工された糸が好ましい。好ましい実施形態では、ステッチ糸35が、上述のようにループ糸36よりも太い(例えば、少なくとも約1.5dpf、例えば約2.0dpf)。ステッチ糸の番手の全デニールの範囲は、好ましくは約50デニール〜150デニールである。この好ましい番手において、フィラメント番手の範囲は、約24フィラメント〜約100フィラメントである。好ましいステッチ糸はUnifi Inc.から市販されている70/34である。
【0032】
別の実施例では、改良された耐久性を有する表面が得られる布は、例えば米国特許第6,196,032号明細書(2001年3月6日発行)及び同第6,199,410号明細書(2001年3月13日発行)(これらの開示は完全に参照により本明細書中に援用される)に記載されているような経編み構造を有する。本質的な防風特性を有する布予備体を形成する好適なプロセスのさらに他の実施例は、完全な経編み(perfect plaiting)及びダブルニードルバー経編みによる丸編みを含み、これらは両方とも、例えばKnitting Technologyに記載されている。コーティング14は、耐風構造及び非耐風構造をとり、毛玉耐性及び耐摩耗性を高めることができる。
【0033】
上記の編み構造のいずれかにおいて、例えばステッチ糸に弾性糸(例えば、Lycra(登録商標)又はLycra(登録商標)T−400等のスパンデックス)を加えてもよい。場合によっては、ステッチ糸は弾性材料から成る。或る特定の場合では、弾性糸をステッチ糸の周囲に巻きつけることができ、且つ/又は弾性糸を編まれた形態及び/又は空気のカバーとしてステッチ糸に加えることができる。実施形態によっては、ステッチ糸は弾性コア糸を含んでいてもよい。ステッチ糸中の弾性材料は、比較的大きい高密度化及び迂曲性をもたらすことができるため、動的断熱性能が高まり、一層、風の侵入が防止され、且つ布強度及び高い着心地がもたらされる。
【0034】
図5に関して、実施形態によっては、難燃性コーティングの領域120は、糸124の交差部位で糸繊維122に主に付着することにより、布を、その当初の形態、並びに良好なドレープ適性及び手触りを含む特徴に維持し、所定値(MVT及び通気性)への空気の通過を可能にするが、例えば運動及び過酷な屋外スポーツ中に、例えば毛玉及び摩耗に対する改良された耐久性の外面ももたらす。実施態様によっては、耐久性が改良された表面を有する表面領域を形成する結合剤を布製品の外面にパッドで塗布する。本実施形態では、ほつれ傾向を低減すると共に、高い水蒸気透過レベル、良好なドレープ適性、手触り及び柔らかい感触を維持するために、結合材料の堆積を、糸セグメント中の主に繊維及び/又は繊維の交差に限定することが好ましく、また、糸の間の介在空間における結合剤被膜の形成を最小限に抑える。被膜の形成は特に、塗布した直後に、糸の間の介在空間から過剰な液状結合剤を除去することによって、例えば、結合材料が依然として湿潤又は湿性である状態で、布製品を介して空気を吸入するか、又は空気を吹込むことによって避けられ得る。
【0035】
好ましくは、これらの実施態様において、結合材料を、低粘性系で、又は液体キャリアに溶解させた個体結合剤又は粒状結合剤の比較的低い濃度を有する系で塗布し、この系を乾燥させて、液体キャリアを蒸発させ(又は発泡系では気泡破壊し)、主に糸若しくは糸繊維上に又は糸若しくは糸繊維上にのみ固体結合剤を残す。この方法では、基布の通気性レベル及び他の特徴が維持される。
【0036】
図6に関して、他の実施形態では、結合材料は、特により寒く風の強い条件下で使用される、糸122の間の介在空間128を収縮させる(が、好ましくは塞がない)ことにより、通気を低減して高い断熱及び温熱をもたらす被膜126を形成する。
【0037】
これらの実施態様では、比較的高い粘性の結合材料を使用して、乾燥プロセス中その完全性を部分的に又は完全に維持する、糸の間の介在区域における微細な被膜の形成を促し得る。この方法では、冷風周囲環境において有益であると考えられる、高い撥水性及び耐風性が布製品にもたらされ得る。しかしながら、ランニング、スキー等の高エネルギー活動中の快適性に必要な少なくとも最低限望まれる水蒸気透過レベルを維持するために、完全被膜又は連続被膜は典型的に避けられる。
【0038】
本発明の多くの実施形態を記載した。それでもやはり、本発明の精神及び範囲を逸脱しない限り、種々の変更がなされ得ることは理解されるであろう。
【0039】
コーティングを、例えば以下に記載したような他の構成で塗布してもよい。別の実施例(図示せず)として、不連続コーティングを、比較的高い風の影響を受ける、布製品の区域(例えば、シャツ又はジャケットの胸部)に塗布してもよい。不連続コーティングを有する区域は、コーティング材料の選択的な塗布により耐風性が改良される。
【0040】
さらに、例えば、片方又は両方の表面上の色区別及び/又はパターニングを含む他の審美効果(三次元効果を含む)が、表側から裏側にかけて与えられ得る。布製品は、一方向伸縮性又は二方向伸縮性を有していてもよく、且つ/又はこの布は、非常に低い伸縮性(極めて安定)又は高い伸縮性又は圧縮力伸縮性(compression power stretch)を含む広範囲のいずれかの伸縮性をもたらすように構成されていてもよい。技術裏面を起毛した後、結合材料を適切な場合には、他の様式で、例えば、キスコーティング又は発泡塗布によって好ましくは技術面へ塗布してもよい。他の用途では、結合材料を、例えばパッド塗布によって、例えば、起毛面又はフリース面を含む布製品の両面に堆積させてもよい。マルチストランド糸又はマルチフィラメント糸は、例えば、紡績糸中にステープル繊維、又は連続糸中にフィラメントを有していてもよく、又は、この布は紡績糸と、ステープル繊維と、連続フィラメント糸とを組み合わせて構成されていてもよい。乾燥中の布製品を通過する空気の吸入及び吹込みに加えて、例えば、ニップローラー間のコーティングされた布を圧潰することによって成膜度を制御することもできる。
【0041】
したがって、他の実施形態は以下のクレームの範囲内である。
【技術分野】
【0001】
本発明は難燃性布に関する。
【背景技術】
【0002】
運動又は激しい活動中に使用するのに望ましい品質、特に保温力及び通気性を有する、ジャケット及び他の上着等の衣料のための布は、丸編み(circular knit plaited)構造若しくは裏丸編み(circular knit reverse plaited:裏編み丸編み)構造によって、又は織り構造若しくは経編み構造で構成され得る。このように構成される布は典型的に、例えばナッピング、ブラッシング、サンダー仕上げ等のプロセスによって起毛させてフリースの断熱層を形成し得る、比較的平滑な外表面(「技術面(technical face:技術上の表面)」)及び内面(「技術裏面(technical back:技術上の裏面)」)を有する。あいにく、どちらの編み構造でも、平滑な技術面の耐久性が多くの織り構造よりも劣るため、より過酷な屋外スポーツ用の衣料品におけるそれらの使用が限定されることが多い。特に、平滑な技術面の毛羽立ち(fuzziness)は美観が劣り、且つ技術的特徴が乏しいことが多い。平滑な表面はまた、例えば、バックパックのストラップが当たる肘若しくは肩等の衣類の特定の範囲に毛玉ができる傾向にある。
【発明の概要】
【0003】
本発明の一態様によれば、編み構造又は織り構造の布製品は、難燃性材料から成る糸の布体を備え、当該布体が内面及び外面を有する。内面は、その上に形成されるパイル繊維若しくは起毛繊維、又はフリースの少なくとも1つの領域を有し、且つ外面は、所望のレベルの難燃性、及び使用中の毛玉又はほつれに対する外面の高い耐性を共にもたらすように、難燃性コーティングで処理される。
【0004】
実施の形態によっては、離散的なコーティングセグメントの不連続コーティングを塗布する。不連続コーティングは、結合グループ内で個々の糸繊維を互いに結合し、外面の耐摩耗性を高める。実施の形態によっては、不連続コーティングは、布体の編み構造によってもたらされる断熱性能又は透湿率に実質的な悪影響を及ぼさない。
【0005】
本発明のこの態様の好ましい実施の形態は、以下のさらなる特徴の1つ又は複数を含んでいてもよい。糸は、本質的に難燃性のポリマーから成り、且つ/又は難燃性添加剤を含有する。布製品は、テリー丸編み(plaited circular terry knit)構造、テリー裏丸編み(reverse plaited circular terry knit)構造、ダブルニット構造、シングルジャージー編成構造、織り構造又は経編み構造を有する。布製品は衣服製品である。布はマルチフィラメント糸である。マルチフィラメント糸はテキスチャ加工されているか又は平坦である。布は紡績糸から成る。糸は、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される材料から形成される繊維から成る。外面の糸はスパンデックス繊維である。マルチフィラメント糸の糸は、約60タック/メートル(TPM)で、好ましくは約100TPM以上で高次に交絡するか、又はわずかしか若しくは全く交絡しなくてもよい。結合材料は、布製品を介する通気性の制限を実質的に回避するため、糸繊維にのみ付着させる。代替的には、結合材料は、通気性を減らすように、布製品を介する介在空気通路に延在する被膜から成る。結合材料のコーティングは、布製品の耐久性及び手触りに対する実質的な悪影響を有しない。布製品は、例えば、工業的パターンプリンティング技術によって布ウェブに塗布される結合剤の密度、即ち単位面積あたりの結合剤のドット数が比較的多いことに起因して、高い表面耐久性の1つ又は複数の第1の領域を有する。布製品は、例えば、工業的パターンプリンティング技術によって布ウェブに塗布される結合剤の密度、即ち単位面積あたりの結合剤のドット数が比較的少ないことに起因して、比較的低い表面耐久性の1つ又は複数の第2の領域を有する。
【0006】
本発明の別の態様によれば、布製品を製造する方法は、繊維から成る難燃性糸を交差させる工程であって、編み構造又は織り構造の布体を形成する、交差させる工程と、布体の内面に起毛領域又はフリース領域を形成する工程と、その後、難燃性材料を少なくとも外面に塗布する工程であって、布製品の少なくとも外面にある交差部位の少なくとも糸繊維上に難燃性コーティングを形成し、外面に糸繊維の毛玉及びほつれを作りにくくする、塗布する工程とを含む。
【0007】
本発明のこの態様の好ましい実施の形態は、以下のさらなる特徴の1つ又は複数を含んでいてもよい。結合材料を塗布する工程は、例えば、回転スクリーンロール又はグラビアロール等による標準的なプリンティング技術によって塗布することを含む。結合材料を塗布する工程は、結合材料をパッドで塗布することを含む。当該方法は、通気性の低下を制御するように布体の介在空間から液状の結合材料を除去することをさらに含む。結合材料を除去する工程は、介在空間から空気を吹込むこと、又は介在空間を介した吸引によって空気を吸込むことを含む。結合材料を塗布する工程は、好ましくは樹脂、ラテックス、高分子エマルジョン及び高分子分散液から成る群から選択される形態で、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される結合剤から成る結合材料を塗布することを含む。結合材料を塗布する工程は、液体キャリアに溶解させた結合材料を塗布すると共に、その液体キャリアを蒸発させて結合材料を残すこと、又はキャリア発泡液に溶解させた結合材料を塗布すると共に、そのキャリア発泡液を気泡破壊して結合材料を残すことを含む。結合材料を塗布する工程は、工業的パターンプリンティング技術によって布ウェブに結合材料を塗布することを含む。好ましくは、結合材料は工業的パターンプリンティング技法によって塗布され、結合剤の密度、即ち単位面積当たりの結合剤のドット数が比較的多い第1のパターンを適用することにより表面耐久性の高い1つ又は複数の第1の領域、例えば、肩領域が形成され、また結合剤の密度、即ち単位面積当たりの結合剤のドット数が比較的少ない第2のパターンを適用することにより表面耐久性が低い1つ又は複数の第2の別の領域、例えば、胴体領域が形成される。
【0008】
したがって、本発明は、運動又は激しい活動中に使用するのに非常に望ましいと思われる布の元の品質、例えば保温力、通気性、ドレープ適性、MVT、手触り等を有意に低下させることなく、布の認識されている欠点を克服する、例えば、特により過酷な屋外スポーツ用及び布が難燃性であることが望まれる用途のための衣類及び他の製品に使用する編み構造の複合布製品を提供する。さらに、所定の制御された、即ち限定された通気性レベルを有する改良型布製品が、本発明の方法に従って形成され得る。
【0009】
本発明の1つ又は複数の実施の形態の詳細を、添付の図面及び以下の明細書に記載する。本発明の他の特徴及び利点は、明細書及び図面、並びに特許請求の範囲から明らかであろう。
【図面の簡単な説明】
【0010】
【図1】ジャケット形態の布製品の実施形態を示す図である。
【図2】ズボン形態の布製品の実施形態を示す図である。
【図3】不連続コーティングを有する第1の実施形態の編布予備体の断面図である。
【図4】図3の布予備体を仕上げ加工することによって形成される編布体の断面図である。
【図5】ほつれ及び毛玉に対する表面耐久性を高める結合材料を介在空間の周囲の糸及び糸繊維に付着させた本発明の布製品の外面の概略平面図である。
【図6】ほつれ及び毛玉に対する表面耐久性を高める結合材料を糸及び糸繊維に付着させ、また介在空間に延在させて耐風性を上げた本発明の布製品の外面の概略平面図である。
【発明を実施するための形態】
【0011】
種々の図面における同じ参照符号は同じ要素を示す。
【0012】
図1及び図2に関して、一例としてだがジャケット及びズボンの形態の衣服の編布製品10及び編布製品20は、制御通気性を有する改良型複合布から形成され、動的断熱性が上がり、対流熱損失が低下する。布は、難燃性コーティング14及び難燃性コーティング24が付着する比較的滑らかな外面12及び22と、起毛フリース又は断熱フリースが形成される内面とを有する。不連続であってもよい難燃性コーティング14及び難燃性コーティング24は、難燃性をもたらし、且つ得られる布の表面耐摩耗性及び毛玉耐性を高めると共に、所定範囲の通気性を制御して、特に代謝率を上げる活動に望まれる水蒸気透過性(MVT)レベルの改良を促す。
【0013】
一般的に、コーティング14は、所望であれば布製品の外面全体又は外面の選択区域のいずれかに塗布することができる。特に図1に関して、第1の実施例では、布製品10がコーティングした区域16と、コーティングを有しない区域18とを有する。区域16は、使用中に比較的摩耗及び毛玉のできやすい、仕上げ処理された布製品10の領域に対応する。外面のこれらの区域にコーティングを塗布することによって、区域16は、区域18よりも比較的高い摩耗耐性及び毛玉耐性のレベルを示す。コーティング材料を有しない区域18は、比較的高い通気性レベルを有し、比較的高い水蒸気透過率を促す。示されるように、コーティング14は、例えば、一般に肩及び肘に該当する区域16に塗布される。
【0014】
図2に関して、布製品20は、不連続コーティングの区域26と、連続コーティング29の区域28とを有する。不連続コーティング24は、使用中に比較的高い発汗性レベルに曝される仕上げ加工された布製品20の領域に該当する、布製品20の区域26内に塗布される。外面に塗布される連続コーティングを有する区域28は、比較的高い耐摩耗性及び毛玉耐性、並びに比較的低い通気性のレベルを有する。区域26に塗布される不連続コーティング24は、水蒸気透過性を促すと共に、耐摩耗性及び毛玉耐性を高める。示されるように、コーティング24は、一般に大腿部の内側に該当する区域に塗布される。
【0015】
コーティングには難燃剤が含まれる。好適な難燃剤の一例は、金属水和物、例えば、アルミニウム三水和物(ATH)、水酸化アルミナ及びアルミナ三水和物としても知られており且つ化学式Al(OH)3を有する水酸化アルミニウム、マグネシウム水和物としても知られており且つ化学式Mg(OH)2を有する水酸化マグネシウムである。他の好適な難燃剤としては、他の金属水和物、及び金属水酸化物、例えば、水酸化アンチモン、水酸化亜鉛、水酸化カルシウム、モリブデン酸アンモニウム四水和物、水酸化バリウム、水酸化セリウム、水酸化セシウム、水酸化ニッケル(II)及び水酸化ストロンチウムが挙げられる。難燃剤はまた、アンチモン化合物、例えば、三酸化アンチモン、アンチモン水和物、アンチモン酸ナトリウム又は五酸化アンチモンであってもよい。難燃剤は、ホウ素化合物、例えば、ホウ酸亜鉛、ホウ酸若しくはホウ砂、又は別の金属化合物、例えば、三酸化モリブデン、オクタモリブデン酸アンモニウム(AOM)、スズ酸亜鉛若しくはヒドロキシルスズ酸亜鉛であってもよい。難燃剤は、ポリアクリロ(acylo)ニトリル等のチャー形成材料;赤リン又はポリリン酸アンモニウム等のリン化合物;又はスルファミン酸アンモニウム若しくは臭化アンモニウム等の別の無機難燃材であってもよい。難燃剤は、ハロゲン化有機化合物、例えば、テトラブロモビスフェノールA、オクタブロモビスフェニルエーテル、デカブロモジフェニル(diphynyl)エーテル、ビス(トリブロモフェノキシ)エタン、テトラブロモビフェニルエーテル、ヘキサブロモシクロドデカン、トリブロモフェノール、ビス(トリブロモフェノキシ)エタン、テトラブロモビスフェノールAポリカーボネートオリゴマー、テトラブロモビスフェノールAエポキシオリゴマー、ビス(ヘキサクロロ(cholor)シクロペンタジエノ)シクロオクタン、又は塩素化(cholinated)パラフィンであってもよい。難燃剤は、有機リン化合物、例えば、トリス(1−クロロ−2−プロピル)ホスフェート、トリス(2−クロロエチル)ホスフェート、トリス(2,3−ジブロモプロピル)ホスフェート、トリアルキルホスフェート、トリアリールホスフェート、アリール−アルキルホスフェート、難燃性ポリオール、ホスホニウム誘導体(directivities)、又はホスホネートであってもよい。難燃剤はまた、窒素系化合物、例えば、ポリウレタン、ポリアミド、メラミン又はグアニジンであってもよい。
【0016】
また、コーティングは、難燃性を高める他の添加剤、例えば、チャー形成促進剤、触媒及びフィラーを含んでいてもよい。好適な添加剤は、例えば、米国特許公開第2007/0190872号明細書(この開示は完全に参照により本明細書中に援用される)に開示されている。
【0017】
また、コーティングは被膜形成する高分子結合剤を含む。好適な結合剤としては、ラテックス、例えばアクリルラテックス、ポリウレタン及びシリコーン、並びに本質的に難燃性であるポリマー、例えば、ポリ塩化ビニル(PVC)が挙げられる。本質的に難燃性である結合剤を使用する場合、実施態様によっては、上記の難燃性添加剤をコーティングに添加する必要はない。
【0018】
塗布されるコーティング材料の量は、少なくとも1つには、製品の最終用途に応じて決まる。例えば、場合によっては、布製品の選択区域の難燃性及び/又は耐摩耗性を大幅に高めることが望まれることもある。これらの場合には、比較的多量のコーティング材料を塗布するのがよい(例えば、コーティングは、布材料の1平方インチ当たり比較的多数のドット及び/又はドット1つ当たり比較的多量の材料を伴って連続であっても、又は不連続であってもよい)。他の場合には、難燃性及び高い耐摩耗性を有すると共に、比較的高い通気性レベルを有することが、布製品の選択区域に望まれることがある。これらの場合には、比較的少量のコーティング材料を塗布するのがよい(例えば、コーティングは、材料の1平方インチ当たり比較的少ないドット及び/又はドット1つ当たり比較的少量の材料を伴って不連続であり得る)。プリンティングされた布上のコーティング14及びコーティング24の重量は、約0.5oz/sq yd〜約6.0oz/sq yd、例えば約1.7oz/sq ydであり得る。コーティング14及びコーティング24は、任意の好適な方法によって塗布され得る。コーティングが不連続である場合、これは、例えば、回転プリンティング、キスローリング及びグラビアローリングによって塗布され得る。場合によっては、不連続コーティング14は、1インチ(直線)当たり所定数のホール(例えば1インチ(直線)当たり約30個のホール〜1インチ(直線)当たり約195個のホール)を有するシングルヘッド回転スクリーンによって塗布される。
【0019】
特に図3に関する布製品構造の第1の実施例では、編布予備体30が、例えば、Knitting Technology, by David J. Spencer (Woodhead Publishing Limited, 2nd edition, 1996)(この開示は完全に参照により本明細書中に援用される)に記載されているように、標準的な裏丸編み(テリー編み)プロセスにおいてステッチ糸35とループ糸36とを接合することによって形成される。本明細書中で使用される場合、用語「布予備体」は、その後のプロセス工程によって形成される布体と区別するために使用される。用語「技術面」及び「技術裏面」とは一般に、編み機から出たときの布の側面即ち表面を指す。本明細書中で使用される場合、用語「技術面」とはまた、仕上げ加工された布製品の外面を指す(図1及び図2の要素12及び要素22を参照)。テリー編みプロセスでは、ステッチ糸35により、得られる布予備体30の技術面34が形成され、ループ糸36により、ループ39状に形成される対向する技術裏面38が形成される。布予備体30では、ループ糸36が、技術面34のステッチ糸35の上に位置し且つ被覆して外向きに延在している。
【0020】
図3に関して、編布予備体30は、技術面34の区域32内に塗布される、複数の離間している、即ち不連続のコーティングセグメント37から成るコーティング14を備える。図3に示される実施形態において、不連続コーティング14は、編布予備体30の一部にのみ塗布され、実質的に不連続コーティング14を含まない区域27が残る。しかしながら場合によっては、区域27は、その上に塗布される連続コーティングを有し得る。コーティング14は技術面34の区域32内において不連続であり、所定のパターン(例えば、直線、ドット等)で塗布することができ、コーティングセグメント37に隣接する、区域32内のコーティング材料を有しない技術面の部分33を残す。コーティングセグメント37を形成するコーティング材料は一般に非通気性又は半通気性であるが、部分33では、布予備体が通気性のままであり、制御速度で複合布を介した通気が可能である。
【0021】
図4に関して、布予備体を形成したら、布予備体30(図3)を仕上げ加工して布体50が形成される。仕上げ加工プロセス中、布予備体30の技術裏面38は、サンダー仕上げ、ブラッシング及び/又はナッピング等の仕上げ加工プロセスを受け、例えば、フリース又はベロア等の起毛表面52が形成される。起毛表面52は、複合布が最終的に使用される用途に応じて決まる所定の高さに仕上げ加工することができる。起毛表面52の高さを制御することにより、生じる断熱レベルを変えることが可能である。典型的に、起毛表面が高いほど、布が提供する断熱性が高くなる。場合によっては、コーティング14を塗布する前に、布予備体30を仕上げ加工してもよい。例えば化学的に布予備体30を処理して、それを疎水性にしてもよい。
【0022】
仕上げ加工後、布体50をヒートセット加工し、布製品の幅を安定化させる。例えば仕上げ加工又は染色中に、布体に熱、例えば、乾熱又は熱水若しくは熱蒸気等の湿熱をかけてもよい。これは、コーティングの堆積前及び/又は後に行うことができる。
【0023】
制御された通気性を提供することに加えて、コーティング材料は、糸繊維と結合することにより、複合布の他の特定の構造特性及び物理特性を改善する。例えば、コーティング材料を用いて個々の繊維を結合する上で、これらの繊維により、(例えば、少なくとも約5本の繊維、少なくとも約20本の繊維、少なくとも約35本の繊維、少なくとも約70本の繊維、約2本〜約100本の繊維の)結合繊維グループが形成され、(例えば、約70本の繊維のグループ1デニール当たり約140g〜約350gの)これらの繊維グループの靭性は、(例えば、1デニール当たり約2g〜約5gの)個々の各繊維の靭性よりも大きい。また、領域32内で糸繊維をコーティングし、このコーティング材料と結合することにより、領域内の耐摩耗性及び毛玉耐性が高まり、それゆえ、複合布の耐摩耗性及び毛玉耐性が改善される。
【0024】
複合布のコーティングされた領域32の毛玉耐性は、ASTM D−3512によって測定される1〜5段階の5と同じくらい高いと考えられる。コーティングされた領域32における複合布の表面耐摩耗性は、マーチンデール型検査ユニット上に取り付けられたVELCRO(登録商標)ホックタッチファスナーテープによって摩耗を行うASTM D−3884によってマーチンデール型摩耗検査機を用いて測定される250サイクル後で、1〜5段階の5と同じくらい高いと考えられる。
【0025】
糸の繊維を結合させる上で、コーティング14はまた、布予備体の構造における糸選択の自由度を大きくする。実施形態によっては、コーティング14は、例えば、繊維が技術面から抜けるリスクを低減することによって、予備体の構造における比較的細い繊維(例えば、5.0dpf未満、1dpf未満、0.5dpf未満、0.2dpf未満、約0.1dpf〜約5.0dpf)の使用を促す。より細い繊維を使用することにより、よりタイトなステッチを得ることができ、このため、例えば、布を介する比較的狭い通気路を設けると共に、通気路による迂曲性(tortuosity)を高めることによって、得られる布の動的断熱性能が改善される。或る特定の実施形態において、布予備体の糸の繊維を結合させる上で、コーティング14は、予備体の構造においてポリエステル及びナイロン等の比較的弱い繊維の使用を可能にし、これによりまた、通気路のより大きな迂曲性がもたらされ、布の動的断熱性能が高まる。
【0026】
ステッチ糸及び/又はループ糸は難燃性材料を含む。好ましい糸は本質的に難燃性の繊維及び糸、例えば、M−アラミド、モダクリル繊維、及びモダクリル繊維/綿等を含む。これらの糸は一般に紡績糸である。他の好適な糸としては、難燃性化学物質で処理された繊維及び糸が挙げられる。実施態様によっては、ステッチ糸及びループ糸の両方がいずれも本質的に難燃性であるか、又は難燃性化学物質で処理される。
【0027】
実施態様によっては、ステッチ糸が感熱材料から成り、ループ糸が難燃性材料から成る。このタイプの難燃性布は、例えば米国特許第6,828,003号明細書(この開示は完全に参照により本明細書中に援用される)に記載されている。
【0028】
一実施形態において、ステッチ糸は、(典型的に、熱処理後の糸強度を維持する他の繊維と混ぜ合わせられる(例えば、ブレンドされる))感熱材料、例えば、熱収縮性材料又はホットメルト材料の糸又はフィラメントを含むか、又はこれらから主に成る。フィラメント糸であってもよいがより典型的には紡績糸であるループ糸は、本質的に難燃性の材料、例えば、m−アラミド、例えば、1.5デニールの繊維を含むか、又はこれらから主に成る。かかる繊維は、例えば、商標NOMEX(登録商標)としてE. I. du Pont de Nemours and Company(Wilmington, DE)により製造されている。m−アラミド繊維は、単独で、又は例えば、商標KEVLAR(登録商標)としてE. I. du Pont de Nemours and Companyにより製造されているようなp−アラミドの繊維との、及び/又は良好な静電散逸特徴を有する他の好適な材料の繊維とのブレンドの形態で使用され得る。好適な感熱材料としては、好ましくは比較的高い収縮率、例えば、約212°F〜約450°Fで約2分〜約60分後に約5%〜約50%を有する、ポリプロピレン、ナイロン、ポリエステル及びポリアミド等が挙げられる。その後染色及び/又は仕上げ加工中に、熱、例えば、乾熱及び/又は熱水若しくは熱蒸気等の湿熱を布製品にかける。熱に曝されると、ホットメルト材料は溶融し、糸フィラメント間の網目を狭めるか、又はこれをふさぎ、熱収縮性材料は短く且つ太くなり、且つ/又は有効長が短くなるため、冷風が布を通過する経路が縮小され、これにより、布製品の迂曲性及び動的断熱性能が高まる。
【0029】
実施形態によっては、ステッチ糸は、例えばEngineered Yarn Company(Fall River, MA)から市販されているような、例えばポリエステル又はナイロンから成るコアと、感熱材料、例えばポリプロピレン、ポリエステル又はナイロン等のホットメルト材料から成るシースとを有する有心糸から成る。ループ糸は難燃性材料の繊維を含むか、又はこれらから主に成る。本実施形態の布製品の加熱中、例えば、染色及び/又は仕上げ加工中に、シースのホットメルト材料は溶融するため、迂曲性が高まり、さらに冷風が布を通過する経路が縮小され、布製品の動的断熱性能が改善される。
【0030】
しかしながら、編布体30の技術裏面38を形成するループ糸36は任意の合成材料又は天然材料から形成することができる。繊維又はフィラメントの断面及び光沢は、例えば、意図される最終用途の要求から指示されるように変えてもよい。ループ糸16は、テキスチャ加工されたフィラメント糸であっても平坦なフィラメント糸であってもよく、テキスチャ加工された糸が好ましい。実施形態によっては、ループ糸は、ステッチ糸(例えば約2.0dpf)よりも比較的細いdpf(例えば、最大約0.2dpf〜約1.5dpf)を有し、より高い動的断熱効果のためのよりタイトなステッチ(例えば、周回当たり235インチ、カット28、26インチ丸編み機)を可能にする。ループ糸の全デニールは好ましくは約70デニール〜300デニールの範囲、例えば約150デニールである。この好ましい番手において、フィラメント番手の範囲は、約100フィラメント〜約400フィラメントである。好ましい市販のループ糸は、Unifi Inc.から入手可能な0.3dpfを有する2/70/200フィラメントである。
【0031】
編布体12の技術面16を形成するステッチ糸14はまた、テキスチャ加工されたマイクロデニールフィラメント糸又は平坦なマイクロデニールフィラメント糸の形態の任意のタイプの合成材料又は天然材料から形成することができ、テキスチャ加工された糸が好ましい。好ましい実施形態では、ステッチ糸35が、上述のようにループ糸36よりも太い(例えば、少なくとも約1.5dpf、例えば約2.0dpf)。ステッチ糸の番手の全デニールの範囲は、好ましくは約50デニール〜150デニールである。この好ましい番手において、フィラメント番手の範囲は、約24フィラメント〜約100フィラメントである。好ましいステッチ糸はUnifi Inc.から市販されている70/34である。
【0032】
別の実施例では、改良された耐久性を有する表面が得られる布は、例えば米国特許第6,196,032号明細書(2001年3月6日発行)及び同第6,199,410号明細書(2001年3月13日発行)(これらの開示は完全に参照により本明細書中に援用される)に記載されているような経編み構造を有する。本質的な防風特性を有する布予備体を形成する好適なプロセスのさらに他の実施例は、完全な経編み(perfect plaiting)及びダブルニードルバー経編みによる丸編みを含み、これらは両方とも、例えばKnitting Technologyに記載されている。コーティング14は、耐風構造及び非耐風構造をとり、毛玉耐性及び耐摩耗性を高めることができる。
【0033】
上記の編み構造のいずれかにおいて、例えばステッチ糸に弾性糸(例えば、Lycra(登録商標)又はLycra(登録商標)T−400等のスパンデックス)を加えてもよい。場合によっては、ステッチ糸は弾性材料から成る。或る特定の場合では、弾性糸をステッチ糸の周囲に巻きつけることができ、且つ/又は弾性糸を編まれた形態及び/又は空気のカバーとしてステッチ糸に加えることができる。実施形態によっては、ステッチ糸は弾性コア糸を含んでいてもよい。ステッチ糸中の弾性材料は、比較的大きい高密度化及び迂曲性をもたらすことができるため、動的断熱性能が高まり、一層、風の侵入が防止され、且つ布強度及び高い着心地がもたらされる。
【0034】
図5に関して、実施形態によっては、難燃性コーティングの領域120は、糸124の交差部位で糸繊維122に主に付着することにより、布を、その当初の形態、並びに良好なドレープ適性及び手触りを含む特徴に維持し、所定値(MVT及び通気性)への空気の通過を可能にするが、例えば運動及び過酷な屋外スポーツ中に、例えば毛玉及び摩耗に対する改良された耐久性の外面ももたらす。実施態様によっては、耐久性が改良された表面を有する表面領域を形成する結合剤を布製品の外面にパッドで塗布する。本実施形態では、ほつれ傾向を低減すると共に、高い水蒸気透過レベル、良好なドレープ適性、手触り及び柔らかい感触を維持するために、結合材料の堆積を、糸セグメント中の主に繊維及び/又は繊維の交差に限定することが好ましく、また、糸の間の介在空間における結合剤被膜の形成を最小限に抑える。被膜の形成は特に、塗布した直後に、糸の間の介在空間から過剰な液状結合剤を除去することによって、例えば、結合材料が依然として湿潤又は湿性である状態で、布製品を介して空気を吸入するか、又は空気を吹込むことによって避けられ得る。
【0035】
好ましくは、これらの実施態様において、結合材料を、低粘性系で、又は液体キャリアに溶解させた個体結合剤又は粒状結合剤の比較的低い濃度を有する系で塗布し、この系を乾燥させて、液体キャリアを蒸発させ(又は発泡系では気泡破壊し)、主に糸若しくは糸繊維上に又は糸若しくは糸繊維上にのみ固体結合剤を残す。この方法では、基布の通気性レベル及び他の特徴が維持される。
【0036】
図6に関して、他の実施形態では、結合材料は、特により寒く風の強い条件下で使用される、糸122の間の介在空間128を収縮させる(が、好ましくは塞がない)ことにより、通気を低減して高い断熱及び温熱をもたらす被膜126を形成する。
【0037】
これらの実施態様では、比較的高い粘性の結合材料を使用して、乾燥プロセス中その完全性を部分的に又は完全に維持する、糸の間の介在区域における微細な被膜の形成を促し得る。この方法では、冷風周囲環境において有益であると考えられる、高い撥水性及び耐風性が布製品にもたらされ得る。しかしながら、ランニング、スキー等の高エネルギー活動中の快適性に必要な少なくとも最低限望まれる水蒸気透過レベルを維持するために、完全被膜又は連続被膜は典型的に避けられる。
【0038】
本発明の多くの実施形態を記載した。それでもやはり、本発明の精神及び範囲を逸脱しない限り、種々の変更がなされ得ることは理解されるであろう。
【0039】
コーティングを、例えば以下に記載したような他の構成で塗布してもよい。別の実施例(図示せず)として、不連続コーティングを、比較的高い風の影響を受ける、布製品の区域(例えば、シャツ又はジャケットの胸部)に塗布してもよい。不連続コーティングを有する区域は、コーティング材料の選択的な塗布により耐風性が改良される。
【0040】
さらに、例えば、片方又は両方の表面上の色区別及び/又はパターニングを含む他の審美効果(三次元効果を含む)が、表側から裏側にかけて与えられ得る。布製品は、一方向伸縮性又は二方向伸縮性を有していてもよく、且つ/又はこの布は、非常に低い伸縮性(極めて安定)又は高い伸縮性又は圧縮力伸縮性(compression power stretch)を含む広範囲のいずれかの伸縮性をもたらすように構成されていてもよい。技術裏面を起毛した後、結合材料を適切な場合には、他の様式で、例えば、キスコーティング又は発泡塗布によって好ましくは技術面へ塗布してもよい。他の用途では、結合材料を、例えばパッド塗布によって、例えば、起毛面又はフリース面を含む布製品の両面に堆積させてもよい。マルチストランド糸又はマルチフィラメント糸は、例えば、紡績糸中にステープル繊維、又は連続糸中にフィラメントを有していてもよく、又は、この布は紡績糸と、ステープル繊維と、連続フィラメント糸とを組み合わせて構成されていてもよい。乾燥中の布製品を通過する空気の吸入及び吹込みに加えて、例えば、ニップローラー間のコーティングされた布を圧潰することによって成膜度を制御することもできる。
【0041】
したがって、他の実施形態は以下のクレームの範囲内である。
【特許請求の範囲】
【請求項1】
編み構造又は織り構造の布製品であって、
難燃性材料から成るインターレース糸の布体を備え、該布体が内面及び外面を有し、該内面が、その上に形成されるパイル繊維若しくは起毛繊維、又はフリースの少なくとも1つの領域を有し、且つ該外面が、使用中の毛玉又はほつれに対する前記外面の耐性をもたらすような、少なくとも交差部位で前記インターレース糸及び/又は該インターレース糸の繊維に付着する難燃性コーティングを有する、編み構造又は織り構造の布製品。
【請求項2】
前記インターレース糸が、本質的に難燃性のポリマーから成り、且つ/又は難燃性添加剤を含有する、請求項1に記載の布製品。
【請求項3】
テリー丸編み構造を有する、請求項1に記載の布製品。
【請求項4】
テリー裏丸編み構造を有する、請求項1に記載の布製品。
【請求項5】
ダブルニット構造を有する、請求項1に記載の布製品。
【請求項6】
シングルジャージー編成構造を有する、請求項1に記載の布製品。
【請求項7】
織り構造を有する、請求項1に記載の布製品。
【請求項8】
経編み構造を有する、請求項1に記載の布製品。
【請求項9】
衣服製品の形態である、請求項1に記載の布製品。
【請求項10】
前記インターレース糸がテキスチャ加工されている、請求項1に記載の布製品。
【請求項11】
前記インターレース糸が平坦である、請求項1に記載の布製品。
【請求項12】
前記インターレース糸が、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される材料から形成される繊維から成る、請求項2に記載の布製品。
【請求項13】
前記インターレース糸が、非溶融ノードリップ(no drip)材料から形成される繊維から成る、請求項2に記載の布製品。
【請求項14】
前記外面の前記インターレース糸が、スパンデックス繊維から成る、請求項1に記載の布製品。
【請求項15】
前記インターレース糸が紡績糸から成る、請求項1に記載の布製品。
【請求項16】
前記布製品の少なくとも1つの領域において、前記コーティングが不連続である、請求項1に記載の布製品。
【請求項17】
前記インターレース糸が、マルチフィラメント糸から成る、請求項1に記載の布製品。
【請求項18】
前期コーティングが、前記布製品を介する通気性の制限を実質的に回避するように、糸繊維にのみ付着される、請求項1に記載の布製品。
【請求項19】
前記コーティングが、通気性を減らすように布製品を介した介在空気通路に延在する被膜から成る、請求項1に記載の布製品。
【請求項20】
前記コーティングが、前記布製品のドレープ適性及び手触りに実質的な悪影響を及ぼさない、請求項1に記載の布製品。
【請求項21】
結合剤の比較的高い密度に起因して高い表面耐久性を有する1つ又は複数の第1の領域を有する、請求項1に記載の布製品。
【請求項22】
結合剤の比較的低い密度に起因して比較的低い表面耐久性を有する1つ又は複数の第2の領域を有する、請求項21に記載の布製品。
【請求項23】
布製品を製造する方法であって、
難燃性糸を交差させる工程であって、編み構造又は織り構造の布体を形成する、交差させる工程、
前記布体の内面に起毛領域又はフリース領域を形成する工程、及びその後
難燃性コーティング材料を少なくとも前記外面に塗布する工程であって、前記布製品の少なくとも前記外面にある交差部位の少なくとも糸繊維上にコーティングを形成し、該外面に糸繊維の毛玉及びほつれを作りにくくする、塗布する工程を含む、布製品を製造する方法。
【請求項24】
通気性の低下を制御するように、前記布体の介在空間から液状のコーティング材料を除去することをさらに含む、請求項23に記載の方法。
【請求項25】
コーティング材料を塗布する前記工程が、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される結合剤から成るコーティング材料を塗布することを含む、請求項23に記載の方法。
【請求項26】
前記結合剤が、樹脂、ラテックス、高分子エマルジョン及び高分子分散液から成る群から選択される形態である、請求項25に記載の方法。
【請求項27】
前記布製品が、前記外面を規定する技術面と、前記内面を規定する技術裏面とを有する編み構造から形成され、且つ前記方法が、該技術裏面を起毛すること、及びその後、前記コーティング材料を前記技術面に塗布することをさらに含む、請求項23に記載の方法。
【請求項1】
編み構造又は織り構造の布製品であって、
難燃性材料から成るインターレース糸の布体を備え、該布体が内面及び外面を有し、該内面が、その上に形成されるパイル繊維若しくは起毛繊維、又はフリースの少なくとも1つの領域を有し、且つ該外面が、使用中の毛玉又はほつれに対する前記外面の耐性をもたらすような、少なくとも交差部位で前記インターレース糸及び/又は該インターレース糸の繊維に付着する難燃性コーティングを有する、編み構造又は織り構造の布製品。
【請求項2】
前記インターレース糸が、本質的に難燃性のポリマーから成り、且つ/又は難燃性添加剤を含有する、請求項1に記載の布製品。
【請求項3】
テリー丸編み構造を有する、請求項1に記載の布製品。
【請求項4】
テリー裏丸編み構造を有する、請求項1に記載の布製品。
【請求項5】
ダブルニット構造を有する、請求項1に記載の布製品。
【請求項6】
シングルジャージー編成構造を有する、請求項1に記載の布製品。
【請求項7】
織り構造を有する、請求項1に記載の布製品。
【請求項8】
経編み構造を有する、請求項1に記載の布製品。
【請求項9】
衣服製品の形態である、請求項1に記載の布製品。
【請求項10】
前記インターレース糸がテキスチャ加工されている、請求項1に記載の布製品。
【請求項11】
前記インターレース糸が平坦である、請求項1に記載の布製品。
【請求項12】
前記インターレース糸が、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される材料から形成される繊維から成る、請求項2に記載の布製品。
【請求項13】
前記インターレース糸が、非溶融ノードリップ(no drip)材料から形成される繊維から成る、請求項2に記載の布製品。
【請求項14】
前記外面の前記インターレース糸が、スパンデックス繊維から成る、請求項1に記載の布製品。
【請求項15】
前記インターレース糸が紡績糸から成る、請求項1に記載の布製品。
【請求項16】
前記布製品の少なくとも1つの領域において、前記コーティングが不連続である、請求項1に記載の布製品。
【請求項17】
前記インターレース糸が、マルチフィラメント糸から成る、請求項1に記載の布製品。
【請求項18】
前期コーティングが、前記布製品を介する通気性の制限を実質的に回避するように、糸繊維にのみ付着される、請求項1に記載の布製品。
【請求項19】
前記コーティングが、通気性を減らすように布製品を介した介在空気通路に延在する被膜から成る、請求項1に記載の布製品。
【請求項20】
前記コーティングが、前記布製品のドレープ適性及び手触りに実質的な悪影響を及ぼさない、請求項1に記載の布製品。
【請求項21】
結合剤の比較的高い密度に起因して高い表面耐久性を有する1つ又は複数の第1の領域を有する、請求項1に記載の布製品。
【請求項22】
結合剤の比較的低い密度に起因して比較的低い表面耐久性を有する1つ又は複数の第2の領域を有する、請求項21に記載の布製品。
【請求項23】
布製品を製造する方法であって、
難燃性糸を交差させる工程であって、編み構造又は織り構造の布体を形成する、交差させる工程、
前記布体の内面に起毛領域又はフリース領域を形成する工程、及びその後
難燃性コーティング材料を少なくとも前記外面に塗布する工程であって、前記布製品の少なくとも前記外面にある交差部位の少なくとも糸繊維上にコーティングを形成し、該外面に糸繊維の毛玉及びほつれを作りにくくする、塗布する工程を含む、布製品を製造する方法。
【請求項24】
通気性の低下を制御するように、前記布体の介在空間から液状のコーティング材料を除去することをさらに含む、請求項23に記載の方法。
【請求項25】
コーティング材料を塗布する前記工程が、アラミド、難燃性ポリエステル、難燃性レーヨン、モダクリル繊維、ウール、綿、難燃加工綿、ポリエステル、及びこれらの混合物から成る群から選択される結合剤から成るコーティング材料を塗布することを含む、請求項23に記載の方法。
【請求項26】
前記結合剤が、樹脂、ラテックス、高分子エマルジョン及び高分子分散液から成る群から選択される形態である、請求項25に記載の方法。
【請求項27】
前記布製品が、前記外面を規定する技術面と、前記内面を規定する技術裏面とを有する編み構造から形成され、且つ前記方法が、該技術裏面を起毛すること、及びその後、前記コーティング材料を前記技術面に塗布することをさらに含む、請求項23に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−293179(P2009−293179A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【外国語出願】
【出願番号】特願2009−103557(P2009−103557)
【出願日】平成21年4月22日(2009.4.22)
【出願人】(507165305)エムエムアイ−アイピーシーオー、エルエルシー (7)
【氏名又は名称原語表記】MMI−IPCO,LLC
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2009−103557(P2009−103557)
【出願日】平成21年4月22日(2009.4.22)
【出願人】(507165305)エムエムアイ−アイピーシーオー、エルエルシー (7)
【氏名又は名称原語表記】MMI−IPCO,LLC
【Fターム(参考)】
[ Back to top ]