
難燃性樹脂組成物、難燃性樹脂シート及び難燃性多層シート

【課題】優れた物理特性及び難燃性を有する難燃性樹脂組成物を提供する。
【解決手段】合成樹脂100重量部と、比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有する難燃性樹脂組成物。
【解決手段】合成樹脂100重量部と、比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有する難燃性樹脂組成物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、難燃性樹脂組成物、難燃性樹脂シート及び難燃性多層シートに関する。
【背景技術】
【0002】
近年、自動車、電化製品などに用いられるシートや樹脂材料に難燃化の要望が高まり、合成樹脂に難燃剤を添加することによって合成樹脂の難燃化を図っている。
【0003】
特許文献1には、引張速度200mm/minにおける引張破断伸びが150%以上、メルトマスフローレート10.0g/10min(230℃、2.16kg)以下のエチレン−プロピレンランダム共重合体65〜80質量%、酸変性ポリプロピレン15〜25質量%、HSBRスチレン・ブタジエンゴム5〜10質量%からなるベース樹脂100質量部に対して、シリコーン表面処理水酸化マグネシウム60〜80質量部およびリン酸塩系難燃剤4〜8質量部からなるポリオレフィン系難燃性樹脂組成物が提案されている。
【0004】
しかしながら、上記ポリオレフィン系難燃性樹脂組成物は、シリコーン表面処理水酸化マグネシウムをベース樹脂100質量部に対して60〜80質量部と多量に含有させる必要があり、その結果、ポリオレフィン系樹脂自体の本来有する物理特性が低下してしまうという問題点を有する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−2029号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、優れた物理特性及び難燃性を有する難燃性樹脂組成物及びこれを用いた難燃性樹脂シート及び難燃性多層シートを提供する。
【課題を解決するための手段】
【0007】
本発明の難燃性樹脂組成物は、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする。
【0008】
難燃性樹脂組成物を構成している合成樹脂は、特に限定されず、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂、エチレン−酢酸ビニル共重合体、ABS樹脂、ポリ塩化ビニルなどの熱可塑性樹脂、エポキシ樹脂、ウレタン樹脂、アクリル樹脂などの熱硬化性樹脂が挙げられ、ポリオレフィン系樹脂、エチレン−酢酸ビニル共重合体が好ましく、ポリエチレン系樹脂がより好ましい。
【0009】
ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン系樹脂、中密度ポリエチレン系樹脂、高密度ポリエチレン系樹脂、直鎖状低密度ポリエチレン系樹脂、直鎖状中密度ポリエチレン系樹脂、直鎖状高密度ポリエチレン系樹脂などが挙げられ、単独で用いられても併用されてもよい。なお、ポリエチレン系樹脂は、単独で用いられても二種以上が併用されてもよい。
【0010】
ポリプロピレン系樹脂としては、特に限定されず、例えば、プロピレン単独重合体、プロピレンと他のオレフィンとの共重合体などが挙げられ、単独で用いられても二種以上が併用されてもよい。又、プロピレンと他のオレフィンとの共重合体は、ブロック共重合体、ランダム共重合体の何れであってもよい。
【0011】
なお、プロピレンと共重合されるオレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン等のα−オレフィン等が挙げられる。
【0012】
難燃性樹脂組成物には合成樹脂を難燃化させるために薄片化黒鉛が含有されている。この薄片化黒鉛は、複数のグラフェンシートの積層体である。薄片化黒鉛は、黒鉛化合物を剥離処理して得られるものであり、原料となる黒鉛化合物よりも厚みの薄いグラフェンシートの積層体、即ち、原料となる黒鉛化合物のグラフェンシートの積層数よりも少ない積層数を有するグラフェンシートの積層体である。本発明において、グラフェンシートとは炭素六角網平面からなる1枚のシート状物をいう。
【0013】
なお、黒鉛化合物としては、黒鉛、膨張化黒鉛の何れであってもよいが、グラフェンシート間から剥離し易いので、膨張化黒鉛が好ましい。なお、黒鉛に官能基が化学的に結合してしても、或いは、黒鉛に官能基が弱い相互作用により疑似的に結合していてもよい。なお、本発明において、膨張化黒鉛とは、原料となる黒鉛に層間物質が挿入され、グラフェンシート間の間隔が広げられたものをいう。
【0014】
薄片化黒鉛におけるグラフェンシートの積層数は、原料となる黒鉛化合物の積層数よりも少なければよいが、2〜200層である。薄片化黒鉛は、薄いグラフェンシートが複数枚、積層されており、アスペクト比が比較的大きい鱗片状の形態を有する。
【0015】
薄片化黒鉛におけるグラフェンシートの積層数は、150層以下が好ましく、60層以下がより好ましく、30層以下が更に好ましく、10層以下が特に好ましく、5層以下が最も好ましい。なお、薄片化黒鉛におけるグラフェンシートの積層数は透過型電子顕微鏡(TEM)を用いて測定することができ、各薄片化黒鉛におけるグラフェンシートの積層数の相加平均値をいう。
【0016】
薄片化黒鉛の比表面積は、小さいと、難燃性樹脂組成物の難燃性が低下するので、50〜2600m2/gに限定される。薄片化黒鉛の比表面積の下限値は500m2/gが好ましく、1000m2/gがより好ましく、1500m2/gが特に好ましい。なお、グラフェンシートの比表面積は2600m2/gであり、薄片化黒鉛の比表面積は2600m2/gを超えることはない。薄片化黒鉛の比表面積は、BET法によって測定された値をいう。薄片化黒鉛の比表面積は、例えば、島津製作所社から商品名「ASAP−2000」にて市販されている比表面積測定装置を用いて測定することができる。
【0017】
比表面積が50〜2600m2/gである薄片化黒鉛は合成樹脂中に少量の薄片化黒鉛の添加でもって合成樹脂の難燃化を図ることができる。そして、合成樹脂中に少量だけ薄片化黒鉛が含有されているに過ぎないので合成樹脂が本来有している物理特性を損なうことがなく、合成樹脂本来の物理特性を維持することができる。
【0018】
薄片化黒鉛の主面の面積は、狭いと、難燃性樹脂組成物の難燃性が低下し、広いと、合成樹脂の種類によっては合成樹脂の力学的特性を損なうので、0.01〜400μm2が好ましい。なお、薄片化黒鉛の主面とは、薄片化黒鉛を見たときに面積が最も大きくなる面をいう。薄片化黒鉛の主面の面積は、透過型電子顕微鏡(TEM)又は走査電子顕微鏡(AFM)を用いて測定することができる。
【0019】
難燃性樹脂組成物中における薄片化黒鉛の含有量は、少ないと、難燃性樹脂組成物の難燃性が低下し、多いと、難燃性樹脂組成物の物理特性が低下するので、合成樹脂100重量部に対して1〜20重量部に限定され、5〜10重量部が好ましい。
【0020】
次に、難燃性樹脂組成物中に含有されている薄片化黒鉛の製造方法について説明する。薄片化黒鉛は、黒鉛化合物を剥離処理して製造され、薄片化黒鉛の製造方法としては特に限定されないが、下記の方法によって薄片化黒鉛を製造することが好ましい。
【0021】
先ず、黒鉛シートまたは膨張化黒鉛シートを作用極とし、該作用極をPtなどからなる対照極とともに、酸性電解質水溶液中に浸漬し、電気化学処理する。それによって、黒鉛シート、即ち、層状黒鉛のグラフェンシート間に酸性電解質イオンをインターカレートすることができ、グラフェンシート同士の間隔を広げることができる。
【0022】
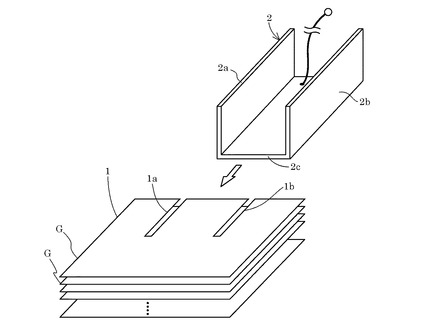
具体的には、図1に示すように、黒鉛または膨張化黒鉛からなるシート1を用意する。このシート1に、図1に示すように、複数本のスリット1a、1bを形成する。シート1は、模式的に示すように、複数のグラフェンシートGの積層体である。このグラフェンシートGの面方向に垂直方向である、シート1の厚み方向に貫通する、上記複数本のスリット1a、1bを形成する。スリット1a、1bの形成は機械的切削加工、或いは、レーザー光の照射などによって行い得る。なお、スリットの数は特に限定されない。
【0023】
次に、スリット1a、1bに、電極2の一部を挿入する。電極2は、スリット1a、1bにそれぞれ挿入される挿入片2a、2bと、挿入片2a、2bを連結している連結部2cとを有する。電極2は、本実施形態では、Ptからなるが、適宜の金属により形成することができる。
【0024】
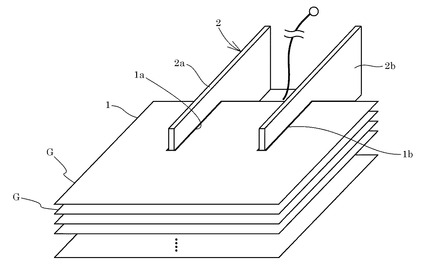
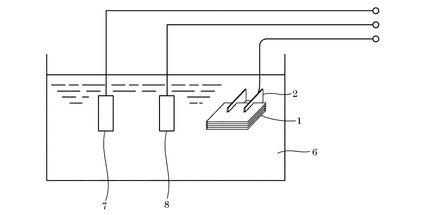
上記電極2の挿入片2a、2bをスリット1a、1bに挿入する。その結果、図2に示すようにシート1に電極2の一部が挿入された構造を得ることができる。この構造を図3に示すように、電解質水溶液中に浸漬する。
【0025】
上記電解質溶液6としては、硝酸水溶液、硫酸水溶液などを用いることができる。それによって、硝酸イオンや硫酸イオンなどをグラフェンシート間に挿入することができる。
【0026】
上記電解質溶液6に浸漬されたシート1を作用極とし、電解質溶液6中にPtなどの金属からなる対極7と、Ag/AgClからなる参照極8とを浸漬し、対極7とシート1との間に直流電圧を印可して電気化学処理を行う。それによって、シート1のグラフェンシート間に電解質溶液6中の電解質イオンがインターカレートされる。また、シート1のグラフェンシート間の隙間が広がることとなる。
【0027】
上記電気化学的処理に際しては、対極7とシート1との間に、好ましくは0.3〜10Vの直流電圧を1時間以上で且つ500時間未満に亘って印加する。直流電圧の範囲が、この範囲内にあれば、黒鉛化合物のグラフェンシート間に硝酸イオンや硫酸イオンなどの電解質イオンをより確実にインターカレートすることができ、膨張化黒鉛をより確実に得ることができる。なお、直流電圧印加時間が、1時間以上であればよいが、長すぎると、膨張化黒鉛の生産性が低下し且つ電解質イオンをインターカレートする効果も飽和する。従って、直流電圧の印加時間は500時間未満とすればよい。
【0028】
電解質溶液6の濃度は特に限定されないが、水溶液の場合は、10〜80重量%が好ましい。この範囲内であれば、電解質イオンをより一層確実にグラフェンシート間にインターカレートすることができる。
【0029】
又、上記電気化学処理に際しての電解質溶液6の温度は特に限定されないが、水溶液の場合は5〜100℃程度の温度とすればよい。
【0030】
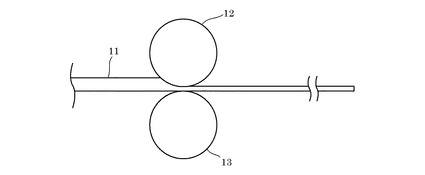
より好ましくは、黒鉛化合物からなる上記シート1にスリット1a、1bを形成するに先立ち、より密度の低いシート1を用意することが好ましい。このようなより密度が低いシート1を用意するには、例えば以下の方法を用いることができる。先ず、黒鉛化合物の原料粉末を予備的にシート成型して予備成型シートを得る。図4に示すように、予備成型シート11を、ロール12、13間に供給して圧延する。それによって、予備成型シート11よりも厚みの薄いシート1を得ることができる。この場合、圧延倍率を調整することにより、シート1の密度を調整することができる。即ち、圧延倍率を低くすることにより、相対的に密度の低いシート状の黒鉛化合物を得ることができる。
【0031】
上記のようにして、黒鉛化合物からなる密度が低いシート1を用いた場合、層間物質としての電解質イオンが黒鉛化合物のグラフェンシート間により均一にインターカレートされ、グラフェン間の層間をより確実に広げることができる。
【0032】
上述のようにして得られた膨張化黒鉛は、硝酸イオンなどがインターカレートされてグラフェンシートの主面同士がなす角度の均一性や各グラフェンシート間での層間物質の挿入量の均一性に優れている。従って、得られた膨張化黒鉛に剥離力を加えることにより、膨張化黒鉛のグラフェンシート同士を容易に剥離することができる。膨張化黒鉛のグラフェンシート間での層間物質の挿入量にばらつきがある場合、特に熱による剥離力を加えたときはグラフェンシート同士を剥離し得ない部分が存在する。これに対して、上述のようにして得られた膨張化黒鉛は、グラフェンシート間に層間物質が挿入されているため、グラフェンシート間において、グラフェンシートと他のグラフェンシートとの結合力が、層間物質が挿入されている各グラフェンシート間で弱まっている。更には各グラフェンシート間に挿入されている層間物質の挿入均一性が高いことから、グラフェンシート間での層間物質の挿入量の均一性に優れているため、グラフェンシート同士を剥離するための剥離力を加えた場合、殆どのグラフェンシート間において、グラフェンシートを他のグラフェンシートから確実に剥離することができる。よって、上述の製造方法によって得られた膨張化黒鉛にグラフェンシート同士を剥離させる剥離力を加えることによって薄片化黒鉛を容易に得ることができる。
【0033】
なお、膨張化黒鉛から薄片化黒鉛を得るための剥離工程は、加熱、機械的剥離力、超音波などからなる群から選択された一種のエネルギー付加工程を実施することにより行うことができる。
【0034】
一例を挙げると、膨張化黒鉛を300〜1200℃に加熱することにより、好ましくは300〜600℃に加熱することにより、膨張化黒鉛から薄片化黒鉛を得ることができる。
【0035】
なお、難燃性樹脂組成物には、その物性を損なわない範囲内において、帯電防止剤、酸化防止剤、光安定剤、紫外線吸収剤などの添加剤を含有していてもよい。
【0036】
本発明の難燃性樹脂組成物の製造方法としては、特に限定されず、例えば、合成樹脂及び薄片化黒鉛、並びに、必要に応じて添加剤を汎用の混練装置に供給して溶融混練する難燃性樹脂組成物の製造方法が挙げられる。混練装置としては、例えば、押出機、加圧ニーダー、バンバリーミキサー、プラストなどが挙げられる。
【0037】
なお、上記では薄片化黒鉛を混練装置に供給した場合を説明したが、薄片化黒鉛の代わりに或いは薄片化黒鉛と共に、膨張化黒鉛を混練装置に供給し、混練装置内において膨張化黒鉛に剥離力を加えて、膨張化黒鉛のグラフェンシート同士を剥離させて薄片化黒鉛を混練装置内にて製造し、この薄片化黒鉛を合成樹脂と混合して難燃性樹脂組成物を製造してもよい。
【0038】
このようにして得られた難燃性樹脂組成物は、上述の通り、薄片化黒鉛が含有されて優れた難燃性を有していると共に、薄片化黒鉛の含有量も低いことから合成樹脂が本来有している物理特性は損なわれておらず、合成樹脂が本来有している物理特性を維持している。
【0039】
又、合成樹脂の難燃化に薄片化黒鉛を用いており、薄片化黒鉛はその構成原子が略炭素であることから、使用後の廃棄処分においても有害ガスやオゾン層を破壊する可能性のあるガスが発生するようなことはなく、本発明の難燃性樹脂組成物は、環境衛生及び地球環境の保護の観点においても優れている。
【0040】
次に、本発明の難燃性樹脂組成物を用いて難燃性樹脂シートを製造する方法を説明する。難燃性樹脂組成物を用いて難燃性樹脂シートを製造する方法としては、特に限定されず、例えば、(1)難燃性樹脂組成物を押出機に供給して押出機の先端に取り付けたTダイからシート状に押出して難燃性樹脂シートを製造する方法、(2)加熱されて溶融状態の難燃性樹脂組成物をプレス又は圧延することによってシート状に形成して難燃性樹脂シートを製造する方法などが挙げられ、上記(2)の方法が好ましい。なお、上記(1)の製造方法において、溶融混練される前の合成樹脂及び薄片化黒鉛、並びに、必要に応じて添加される添加剤を押出機に同時に又は別々に供給してもよい。
【0041】
上述の製造方法、特に(2)の難燃性樹脂シートの製造方法にて製造される難燃性樹脂シートは、これに含有されている薄片化黒鉛が難燃性樹脂シートの面方向に向かって剪断応力を受け、更に、上述のように、黒鉛化合物を剥離処理して得られたものであって、アスペクト比が比較的大きい鱗片状の形態を有しているので、薄片化黒鉛はその多くがグラフェンシートの主面を難燃性樹脂シートの表裏面に沿わせた状態に含有されている。
【0042】
従って、難燃性樹脂シートに炎が当たった場合にあっても、薄片化黒鉛が炎を遮断する作用を奏し、よって、難燃性樹脂シートは優れた難燃性を有している。
【0043】
難燃性樹脂シート中における薄片化黒鉛の配向度は、低いと、難燃性樹脂シートの難燃性が低下することがあるので、50〜100%が好ましい。
【0044】
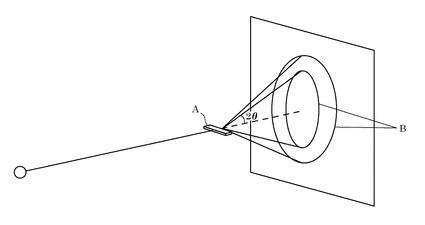
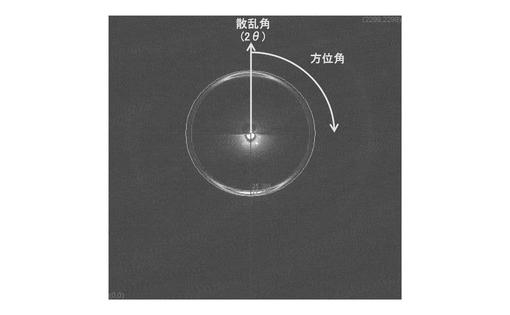
難燃性樹脂シート中における薄片化黒鉛の配向度は透過型X線散乱(回折)によって測定される。具体的には、難燃性樹脂シートから一辺が5mmの平面正方形状の試験片Aを切り出す。図5に示したように、上記試験片Aにビーム径0.3mmにてX線を照射し、二次元検出フィルムなどの二次元検出器を用いて二次元の情報としてX線解析図形を得る。このX線解析図形は、図5、6に示したように、薄片化黒鉛に照射して散乱されたX線の散乱角2θに対応するデバイリングBとして得られる。
【0045】
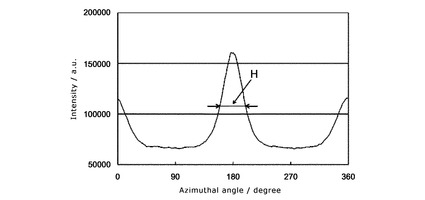
上記デバイリングBに基づいて、図7に示したように、デバイリングB上の所定の散乱角の方位角方向の散乱強度をグラフ化し、グラフ上に表れたピークにおいて、このピークの高さの1/2の高さに相当する部分のピーク幅Hを測定し、下記式に基づいて薄片化黒鉛の配向度を算出する。
配向度(%)=100×(90°−H/2)/90
【0046】
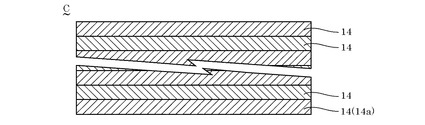
上記では難燃性樹脂シートが単層である場合を説明したが、複層の難燃性樹脂シートであってもよい。具体的には、図8に示したように、複数の合成樹脂層14、14・・・が積層一体化されてなり、最外層となる合成樹脂層のうちの少なくとも一方又は双方の合成樹脂層14aが上記難燃性樹脂組成物から構成されてなる難燃性多層シートCや、図9に示したように、二枚の合成樹脂層14、14が積層一体化されてなり、少なくとも一方の合成樹脂層14aが上記難燃性樹脂組成物から構成されている難燃性多層シートCなどが挙げられる。なお、最外層となる合成樹脂層14a以外の合成樹脂層14も上記難燃性樹脂組成物から構成されていてもよい。難燃性樹脂組成物から構成されていない合成樹脂層14を構成している合成樹脂は、難燃性樹脂組成物を構成している合成樹脂と同様であるので説明を省略する。最外層となる合成樹脂層14a以外の合成樹脂層14にも薄片化黒鉛が含有されていてもよい。
【0047】
難燃性多層シートは、最外層として上記難燃性樹脂組成物からなる合成樹脂層14aを有していることから、難燃性樹脂組成物からなる合成樹脂層14a側からの炎に対して優れた難燃性を奏する。
【0048】
難燃性多層シートの製造方法としては、特に限定されず、例えば、(1)各合成樹脂層を構成する合成樹脂シートを製造し、これら合成樹脂シートを互いに重ね合わせて加熱して互いに隣接する合成樹脂シート同士を融着一体化させる難燃性多層シートの製造方法、(2)複数の押出機を同一のTダイに接続してなる製造装置を用意し、各合成樹脂層を構成する樹脂組成物をそれぞれ、別々の押出機に供給して溶融混練し、樹脂組成物をTダイから共押出する難燃性多層シートの製造方法などが挙げられる。
【0049】
なお、上記(1)の製造方法において、難燃性樹脂組成物からなる合成樹脂シートは、上述した難燃性樹脂シートと同様の要領で製造すればよく、その他の合成樹脂シートは汎用の要領で製造すればよい。
【発明の効果】
【0050】
本発明の難燃性樹脂組成物は、比表面積が50〜2600m2/gである薄片化黒鉛を含有し、少量の薄片化黒鉛の含有量でもって優れた難燃性が付与されていると共に、合成樹脂本来の物理特性を維持しており、合成樹脂に由来する物理特性を維持している。従って、本発明の難燃性樹脂組成物を用いることによって合成樹脂本来の物理特性を有し且つ難燃性に優れた成形品を容易に得ることができる。
【0051】
そして、本発明の難燃性樹脂シートは、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有し、少量の薄片化黒鉛の含有量でもって優れた難燃性が付与されていると共に、合成樹脂に由来する物理特性を維持している。
【0052】
又、本発明の難燃性多層シートは、複数の合成樹脂層が積層一体化されてなる難燃性多層シートであって、最外層となる合成樹脂層のうちの少なくとも一つの合成樹脂層は、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有するので、比表面積が50〜2600m2/gである薄片化黒鉛を含有する最外層側からの難燃性に特に優れている。
【図面の簡単な説明】
【0053】
【図1】電極を黒鉛に挿入する工程を説明するための模式的斜視図である。
【図2】電極が黒鉛に挿入された状態を示す模式的斜視図である。
【図3】電気化学的処理を行う工程を説明するための模式図である。
【図4】原料となる黒鉛からなるシートを圧延し、シート状の黒鉛を得る工程を示した模式図である。
【図5】透過型X線散乱(回折)測定概略図である。
【図6】X線解析図形の一例を示した写真である。
【図7】デバイリングB上の所定の散乱角の方位角方向の散乱強度を示したグラフである。
【図8】本発明の難燃性多層シートを示した模式断面図である。
【図9】本発明の難燃性多層シートの他の一例を示した模式断面図である。
【図10】黒鉛シートに電気化学処理で電圧を印加する際の電圧印加パターンを示した図である。
【発明を実施するための形態】
【0054】
次に本発明の実施例を説明するが、本発明は下記実施例に限定されるものではない。
【0055】
(実施例1)
黒鉛粉末を予備的にシート成型して予備成型シートを製造した。この予備成型シートを図4に示すようにロール12、13間に供給して圧延し密度が密度0.7g/cm3、厚み1mmの低密度黒鉛シートを用意した。
【0056】
上記のようにして得られた密度0.7g/cm3の黒鉛シートを一辺が3cmの平面正方形状に切断し、電極材料としての黒鉛シートを得た。この黒鉛シートに、図1に示したように、2本のスリットを、スリットの長さが1cm、幅が1cmとなるようにカッターナイフにより切削し、形成した。上記2本のスリットが形成された黒鉛シートに、図2に示したPtからなる電極2を挿入した。このようにして用意した黒鉛シートを作用極(陽極)として、Ptからなる対照極(陰極)及び、Ag/AgClからなる参照極とともに60重量%濃度の硝酸水溶液中に浸漬し、直流電圧を印加し電気化学処理を行った。電気化学処理に際しては、図10に示す電圧を1.5時間印加した。このようにして、陽極に作用極として用いた黒鉛を膨張化黒鉛とした。
【0057】
得られた膨張化黒鉛を一辺が1cmの平面正方形状に切断して切断片を製造し、切断片をカーボンるつぼに入れて電磁誘導加熱処理を行った。誘導加熱装置はSKメディカル社から商品名「MU1700D」にて市販されている装置を用い、アルゴンガス雰囲気下で最高到達温度550度となるように10Aの電流量で行った。電磁誘導加熱により膨張化黒鉛を薄片化して薄片化黒鉛を得た。なお、薄片化黒鉛の比表面積は、島津製作所社から商品名「ASAP−2000」にて市販されている比表面積測定装置を用いて窒素ガス条件下にて測定したところ、687m2/gであった。
【0058】
ポリエチレン100重量部と上記薄片化黒鉛5.3重量部とをラボプラストミルに供給して溶融混練して難燃性樹脂組成物を得た。得られた溶融状態の難燃性樹脂組成物を1mm厚のスペーサを介在させた一対のプレス板間に供給し、一対のプレス板によって上下方向から難燃性樹脂組成物をプレス成形して厚みが1mmの難燃性樹脂シートを得た。
【0059】
(実施例2)
薄片化黒鉛の量を11重量部としたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0060】
(比較例1)
薄片化黒鉛を用いなかったこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0061】
(比較例2)
薄片化黒鉛の代わりに水酸化アルミニウム11重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0062】
(比較例3)
薄片化黒鉛の代わりにクレイ11重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0063】
(比較例4)
薄片化黒鉛の代わりにカーボンナノチューブ11重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0064】
(比較例5)
薄片化黒鉛の代わりに水酸化アルミニウム42重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0065】
得られた難燃性樹脂シートについて、TGA重量残存率、コーンカロリーメーター、引張伸度及び引張強度を下記の要領で測定し、その結果を表1に示した。
【0066】
(TGA重量残存率)
難燃性樹脂シートから10mgの試験片を採取し、この試験片を用いてJIS K7120に準拠して窒素雰囲気下及び酸素雰囲気下にて昇温速度10℃/分にて800℃まで加熱した。
【0067】
次に、加熱後に残った試験片の残渣の重量W(mg)を測定して下記式に基づいてTGA重量残存率を算出し、下記基準に基づいて評価した。
TGA重量残存率(重量%)=100×W/10
【0068】
◎・・・TGA重量残存率が30重量%以上であった。
○・・・TGA重量残存率が20重量%以上で且つ30重量%未満であった。
△・・・TGA重量残存率が10重量%以上で且つ20重量%未満であった。
×・・・TGA重量残存率が10重量%未満であった。
【0069】
(コーンカロリーメーター)
難燃性樹脂シートから一辺が100mmの平面正方形状の試験片を切り出した。この試験片の最大発熱速度をISO5660に準拠してヒーター出力50W/m2の条件下にて測定し、下記基準に基づいて評価した。
◎・・・−30%未満であった。
○・・・−30%以上で且つ−20%未満であった。
△・・・−20%以上で且つ−10%未満であった。
×・・・−10%以上であった。
【0070】
難燃性樹脂シートから一辺が100mmの平面正方形状の試験片を切り出した。この試験片の総発熱量をISO5660に準拠してヒーター出力50W/m2の条件下にて測定し、下記基準に基づいて評価した。
◎・・・−30%未満であった。
○・・・−30%以上で且つ−20%未満であった。
△・・・−20%以上で且つ−10%未満であった。
×・・・−10%以上であった。
【0071】
(引張伸度)
難燃性樹脂シートからJIS K7162の5A形に打ち抜いて試験片を作製し、この試験片を用いてJIS K7161に準拠して引張伸度を測定し、下記基準に基づいて評価した。
◎・・・−10%以上であった。
○・・・−20%以上で且つ−10%未満であった。
△・・・−30%以上で且つ−20%未満であった。
×・・・−30%未満であった。
【0072】
(引張強度)
難燃性樹脂シートからJIS K7162の5A形に打ち抜いて試験片を作製し、この試験片を用いてJIS K7161に準拠して引張強度を測定し、下記基準に基づいて評価した。
◎・・・−10%以上であった。
○・・・−20%以上で且つ−10%未満であった。
△・・・−30%以上で且つ−20%未満であった。
×・・・−30%未満であった。
【0073】
【表1】

【符号の説明】
【0074】
1 シート
1a スリット
2a 挿入片
2c 連結部
2 電極
6 電解質溶液
7 対極
8 参照極
11 予備成型シート
12 ロール
14、14a 合成樹脂層
A 試験片
B デバイリング
C 難燃性多層シート
G グラフェンシート
【技術分野】
【0001】
本発明は、難燃性樹脂組成物、難燃性樹脂シート及び難燃性多層シートに関する。
【背景技術】
【0002】
近年、自動車、電化製品などに用いられるシートや樹脂材料に難燃化の要望が高まり、合成樹脂に難燃剤を添加することによって合成樹脂の難燃化を図っている。
【0003】
特許文献1には、引張速度200mm/minにおける引張破断伸びが150%以上、メルトマスフローレート10.0g/10min(230℃、2.16kg)以下のエチレン−プロピレンランダム共重合体65〜80質量%、酸変性ポリプロピレン15〜25質量%、HSBRスチレン・ブタジエンゴム5〜10質量%からなるベース樹脂100質量部に対して、シリコーン表面処理水酸化マグネシウム60〜80質量部およびリン酸塩系難燃剤4〜8質量部からなるポリオレフィン系難燃性樹脂組成物が提案されている。
【0004】
しかしながら、上記ポリオレフィン系難燃性樹脂組成物は、シリコーン表面処理水酸化マグネシウムをベース樹脂100質量部に対して60〜80質量部と多量に含有させる必要があり、その結果、ポリオレフィン系樹脂自体の本来有する物理特性が低下してしまうという問題点を有する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−2029号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、優れた物理特性及び難燃性を有する難燃性樹脂組成物及びこれを用いた難燃性樹脂シート及び難燃性多層シートを提供する。
【課題を解決するための手段】
【0007】
本発明の難燃性樹脂組成物は、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする。
【0008】
難燃性樹脂組成物を構成している合成樹脂は、特に限定されず、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂、エチレン−酢酸ビニル共重合体、ABS樹脂、ポリ塩化ビニルなどの熱可塑性樹脂、エポキシ樹脂、ウレタン樹脂、アクリル樹脂などの熱硬化性樹脂が挙げられ、ポリオレフィン系樹脂、エチレン−酢酸ビニル共重合体が好ましく、ポリエチレン系樹脂がより好ましい。
【0009】
ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン系樹脂、中密度ポリエチレン系樹脂、高密度ポリエチレン系樹脂、直鎖状低密度ポリエチレン系樹脂、直鎖状中密度ポリエチレン系樹脂、直鎖状高密度ポリエチレン系樹脂などが挙げられ、単独で用いられても併用されてもよい。なお、ポリエチレン系樹脂は、単独で用いられても二種以上が併用されてもよい。
【0010】
ポリプロピレン系樹脂としては、特に限定されず、例えば、プロピレン単独重合体、プロピレンと他のオレフィンとの共重合体などが挙げられ、単独で用いられても二種以上が併用されてもよい。又、プロピレンと他のオレフィンとの共重合体は、ブロック共重合体、ランダム共重合体の何れであってもよい。
【0011】
なお、プロピレンと共重合されるオレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン等のα−オレフィン等が挙げられる。
【0012】
難燃性樹脂組成物には合成樹脂を難燃化させるために薄片化黒鉛が含有されている。この薄片化黒鉛は、複数のグラフェンシートの積層体である。薄片化黒鉛は、黒鉛化合物を剥離処理して得られるものであり、原料となる黒鉛化合物よりも厚みの薄いグラフェンシートの積層体、即ち、原料となる黒鉛化合物のグラフェンシートの積層数よりも少ない積層数を有するグラフェンシートの積層体である。本発明において、グラフェンシートとは炭素六角網平面からなる1枚のシート状物をいう。
【0013】
なお、黒鉛化合物としては、黒鉛、膨張化黒鉛の何れであってもよいが、グラフェンシート間から剥離し易いので、膨張化黒鉛が好ましい。なお、黒鉛に官能基が化学的に結合してしても、或いは、黒鉛に官能基が弱い相互作用により疑似的に結合していてもよい。なお、本発明において、膨張化黒鉛とは、原料となる黒鉛に層間物質が挿入され、グラフェンシート間の間隔が広げられたものをいう。
【0014】
薄片化黒鉛におけるグラフェンシートの積層数は、原料となる黒鉛化合物の積層数よりも少なければよいが、2〜200層である。薄片化黒鉛は、薄いグラフェンシートが複数枚、積層されており、アスペクト比が比較的大きい鱗片状の形態を有する。
【0015】
薄片化黒鉛におけるグラフェンシートの積層数は、150層以下が好ましく、60層以下がより好ましく、30層以下が更に好ましく、10層以下が特に好ましく、5層以下が最も好ましい。なお、薄片化黒鉛におけるグラフェンシートの積層数は透過型電子顕微鏡(TEM)を用いて測定することができ、各薄片化黒鉛におけるグラフェンシートの積層数の相加平均値をいう。
【0016】
薄片化黒鉛の比表面積は、小さいと、難燃性樹脂組成物の難燃性が低下するので、50〜2600m2/gに限定される。薄片化黒鉛の比表面積の下限値は500m2/gが好ましく、1000m2/gがより好ましく、1500m2/gが特に好ましい。なお、グラフェンシートの比表面積は2600m2/gであり、薄片化黒鉛の比表面積は2600m2/gを超えることはない。薄片化黒鉛の比表面積は、BET法によって測定された値をいう。薄片化黒鉛の比表面積は、例えば、島津製作所社から商品名「ASAP−2000」にて市販されている比表面積測定装置を用いて測定することができる。
【0017】
比表面積が50〜2600m2/gである薄片化黒鉛は合成樹脂中に少量の薄片化黒鉛の添加でもって合成樹脂の難燃化を図ることができる。そして、合成樹脂中に少量だけ薄片化黒鉛が含有されているに過ぎないので合成樹脂が本来有している物理特性を損なうことがなく、合成樹脂本来の物理特性を維持することができる。
【0018】
薄片化黒鉛の主面の面積は、狭いと、難燃性樹脂組成物の難燃性が低下し、広いと、合成樹脂の種類によっては合成樹脂の力学的特性を損なうので、0.01〜400μm2が好ましい。なお、薄片化黒鉛の主面とは、薄片化黒鉛を見たときに面積が最も大きくなる面をいう。薄片化黒鉛の主面の面積は、透過型電子顕微鏡(TEM)又は走査電子顕微鏡(AFM)を用いて測定することができる。
【0019】
難燃性樹脂組成物中における薄片化黒鉛の含有量は、少ないと、難燃性樹脂組成物の難燃性が低下し、多いと、難燃性樹脂組成物の物理特性が低下するので、合成樹脂100重量部に対して1〜20重量部に限定され、5〜10重量部が好ましい。
【0020】
次に、難燃性樹脂組成物中に含有されている薄片化黒鉛の製造方法について説明する。薄片化黒鉛は、黒鉛化合物を剥離処理して製造され、薄片化黒鉛の製造方法としては特に限定されないが、下記の方法によって薄片化黒鉛を製造することが好ましい。
【0021】
先ず、黒鉛シートまたは膨張化黒鉛シートを作用極とし、該作用極をPtなどからなる対照極とともに、酸性電解質水溶液中に浸漬し、電気化学処理する。それによって、黒鉛シート、即ち、層状黒鉛のグラフェンシート間に酸性電解質イオンをインターカレートすることができ、グラフェンシート同士の間隔を広げることができる。
【0022】
具体的には、図1に示すように、黒鉛または膨張化黒鉛からなるシート1を用意する。このシート1に、図1に示すように、複数本のスリット1a、1bを形成する。シート1は、模式的に示すように、複数のグラフェンシートGの積層体である。このグラフェンシートGの面方向に垂直方向である、シート1の厚み方向に貫通する、上記複数本のスリット1a、1bを形成する。スリット1a、1bの形成は機械的切削加工、或いは、レーザー光の照射などによって行い得る。なお、スリットの数は特に限定されない。
【0023】
次に、スリット1a、1bに、電極2の一部を挿入する。電極2は、スリット1a、1bにそれぞれ挿入される挿入片2a、2bと、挿入片2a、2bを連結している連結部2cとを有する。電極2は、本実施形態では、Ptからなるが、適宜の金属により形成することができる。
【0024】
上記電極2の挿入片2a、2bをスリット1a、1bに挿入する。その結果、図2に示すようにシート1に電極2の一部が挿入された構造を得ることができる。この構造を図3に示すように、電解質水溶液中に浸漬する。
【0025】
上記電解質溶液6としては、硝酸水溶液、硫酸水溶液などを用いることができる。それによって、硝酸イオンや硫酸イオンなどをグラフェンシート間に挿入することができる。
【0026】
上記電解質溶液6に浸漬されたシート1を作用極とし、電解質溶液6中にPtなどの金属からなる対極7と、Ag/AgClからなる参照極8とを浸漬し、対極7とシート1との間に直流電圧を印可して電気化学処理を行う。それによって、シート1のグラフェンシート間に電解質溶液6中の電解質イオンがインターカレートされる。また、シート1のグラフェンシート間の隙間が広がることとなる。
【0027】
上記電気化学的処理に際しては、対極7とシート1との間に、好ましくは0.3〜10Vの直流電圧を1時間以上で且つ500時間未満に亘って印加する。直流電圧の範囲が、この範囲内にあれば、黒鉛化合物のグラフェンシート間に硝酸イオンや硫酸イオンなどの電解質イオンをより確実にインターカレートすることができ、膨張化黒鉛をより確実に得ることができる。なお、直流電圧印加時間が、1時間以上であればよいが、長すぎると、膨張化黒鉛の生産性が低下し且つ電解質イオンをインターカレートする効果も飽和する。従って、直流電圧の印加時間は500時間未満とすればよい。
【0028】
電解質溶液6の濃度は特に限定されないが、水溶液の場合は、10〜80重量%が好ましい。この範囲内であれば、電解質イオンをより一層確実にグラフェンシート間にインターカレートすることができる。
【0029】
又、上記電気化学処理に際しての電解質溶液6の温度は特に限定されないが、水溶液の場合は5〜100℃程度の温度とすればよい。
【0030】
より好ましくは、黒鉛化合物からなる上記シート1にスリット1a、1bを形成するに先立ち、より密度の低いシート1を用意することが好ましい。このようなより密度が低いシート1を用意するには、例えば以下の方法を用いることができる。先ず、黒鉛化合物の原料粉末を予備的にシート成型して予備成型シートを得る。図4に示すように、予備成型シート11を、ロール12、13間に供給して圧延する。それによって、予備成型シート11よりも厚みの薄いシート1を得ることができる。この場合、圧延倍率を調整することにより、シート1の密度を調整することができる。即ち、圧延倍率を低くすることにより、相対的に密度の低いシート状の黒鉛化合物を得ることができる。
【0031】
上記のようにして、黒鉛化合物からなる密度が低いシート1を用いた場合、層間物質としての電解質イオンが黒鉛化合物のグラフェンシート間により均一にインターカレートされ、グラフェン間の層間をより確実に広げることができる。
【0032】
上述のようにして得られた膨張化黒鉛は、硝酸イオンなどがインターカレートされてグラフェンシートの主面同士がなす角度の均一性や各グラフェンシート間での層間物質の挿入量の均一性に優れている。従って、得られた膨張化黒鉛に剥離力を加えることにより、膨張化黒鉛のグラフェンシート同士を容易に剥離することができる。膨張化黒鉛のグラフェンシート間での層間物質の挿入量にばらつきがある場合、特に熱による剥離力を加えたときはグラフェンシート同士を剥離し得ない部分が存在する。これに対して、上述のようにして得られた膨張化黒鉛は、グラフェンシート間に層間物質が挿入されているため、グラフェンシート間において、グラフェンシートと他のグラフェンシートとの結合力が、層間物質が挿入されている各グラフェンシート間で弱まっている。更には各グラフェンシート間に挿入されている層間物質の挿入均一性が高いことから、グラフェンシート間での層間物質の挿入量の均一性に優れているため、グラフェンシート同士を剥離するための剥離力を加えた場合、殆どのグラフェンシート間において、グラフェンシートを他のグラフェンシートから確実に剥離することができる。よって、上述の製造方法によって得られた膨張化黒鉛にグラフェンシート同士を剥離させる剥離力を加えることによって薄片化黒鉛を容易に得ることができる。
【0033】
なお、膨張化黒鉛から薄片化黒鉛を得るための剥離工程は、加熱、機械的剥離力、超音波などからなる群から選択された一種のエネルギー付加工程を実施することにより行うことができる。
【0034】
一例を挙げると、膨張化黒鉛を300〜1200℃に加熱することにより、好ましくは300〜600℃に加熱することにより、膨張化黒鉛から薄片化黒鉛を得ることができる。
【0035】
なお、難燃性樹脂組成物には、その物性を損なわない範囲内において、帯電防止剤、酸化防止剤、光安定剤、紫外線吸収剤などの添加剤を含有していてもよい。
【0036】
本発明の難燃性樹脂組成物の製造方法としては、特に限定されず、例えば、合成樹脂及び薄片化黒鉛、並びに、必要に応じて添加剤を汎用の混練装置に供給して溶融混練する難燃性樹脂組成物の製造方法が挙げられる。混練装置としては、例えば、押出機、加圧ニーダー、バンバリーミキサー、プラストなどが挙げられる。
【0037】
なお、上記では薄片化黒鉛を混練装置に供給した場合を説明したが、薄片化黒鉛の代わりに或いは薄片化黒鉛と共に、膨張化黒鉛を混練装置に供給し、混練装置内において膨張化黒鉛に剥離力を加えて、膨張化黒鉛のグラフェンシート同士を剥離させて薄片化黒鉛を混練装置内にて製造し、この薄片化黒鉛を合成樹脂と混合して難燃性樹脂組成物を製造してもよい。
【0038】
このようにして得られた難燃性樹脂組成物は、上述の通り、薄片化黒鉛が含有されて優れた難燃性を有していると共に、薄片化黒鉛の含有量も低いことから合成樹脂が本来有している物理特性は損なわれておらず、合成樹脂が本来有している物理特性を維持している。
【0039】
又、合成樹脂の難燃化に薄片化黒鉛を用いており、薄片化黒鉛はその構成原子が略炭素であることから、使用後の廃棄処分においても有害ガスやオゾン層を破壊する可能性のあるガスが発生するようなことはなく、本発明の難燃性樹脂組成物は、環境衛生及び地球環境の保護の観点においても優れている。
【0040】
次に、本発明の難燃性樹脂組成物を用いて難燃性樹脂シートを製造する方法を説明する。難燃性樹脂組成物を用いて難燃性樹脂シートを製造する方法としては、特に限定されず、例えば、(1)難燃性樹脂組成物を押出機に供給して押出機の先端に取り付けたTダイからシート状に押出して難燃性樹脂シートを製造する方法、(2)加熱されて溶融状態の難燃性樹脂組成物をプレス又は圧延することによってシート状に形成して難燃性樹脂シートを製造する方法などが挙げられ、上記(2)の方法が好ましい。なお、上記(1)の製造方法において、溶融混練される前の合成樹脂及び薄片化黒鉛、並びに、必要に応じて添加される添加剤を押出機に同時に又は別々に供給してもよい。
【0041】
上述の製造方法、特に(2)の難燃性樹脂シートの製造方法にて製造される難燃性樹脂シートは、これに含有されている薄片化黒鉛が難燃性樹脂シートの面方向に向かって剪断応力を受け、更に、上述のように、黒鉛化合物を剥離処理して得られたものであって、アスペクト比が比較的大きい鱗片状の形態を有しているので、薄片化黒鉛はその多くがグラフェンシートの主面を難燃性樹脂シートの表裏面に沿わせた状態に含有されている。
【0042】
従って、難燃性樹脂シートに炎が当たった場合にあっても、薄片化黒鉛が炎を遮断する作用を奏し、よって、難燃性樹脂シートは優れた難燃性を有している。
【0043】
難燃性樹脂シート中における薄片化黒鉛の配向度は、低いと、難燃性樹脂シートの難燃性が低下することがあるので、50〜100%が好ましい。
【0044】
難燃性樹脂シート中における薄片化黒鉛の配向度は透過型X線散乱(回折)によって測定される。具体的には、難燃性樹脂シートから一辺が5mmの平面正方形状の試験片Aを切り出す。図5に示したように、上記試験片Aにビーム径0.3mmにてX線を照射し、二次元検出フィルムなどの二次元検出器を用いて二次元の情報としてX線解析図形を得る。このX線解析図形は、図5、6に示したように、薄片化黒鉛に照射して散乱されたX線の散乱角2θに対応するデバイリングBとして得られる。
【0045】
上記デバイリングBに基づいて、図7に示したように、デバイリングB上の所定の散乱角の方位角方向の散乱強度をグラフ化し、グラフ上に表れたピークにおいて、このピークの高さの1/2の高さに相当する部分のピーク幅Hを測定し、下記式に基づいて薄片化黒鉛の配向度を算出する。
配向度(%)=100×(90°−H/2)/90
【0046】
上記では難燃性樹脂シートが単層である場合を説明したが、複層の難燃性樹脂シートであってもよい。具体的には、図8に示したように、複数の合成樹脂層14、14・・・が積層一体化されてなり、最外層となる合成樹脂層のうちの少なくとも一方又は双方の合成樹脂層14aが上記難燃性樹脂組成物から構成されてなる難燃性多層シートCや、図9に示したように、二枚の合成樹脂層14、14が積層一体化されてなり、少なくとも一方の合成樹脂層14aが上記難燃性樹脂組成物から構成されている難燃性多層シートCなどが挙げられる。なお、最外層となる合成樹脂層14a以外の合成樹脂層14も上記難燃性樹脂組成物から構成されていてもよい。難燃性樹脂組成物から構成されていない合成樹脂層14を構成している合成樹脂は、難燃性樹脂組成物を構成している合成樹脂と同様であるので説明を省略する。最外層となる合成樹脂層14a以外の合成樹脂層14にも薄片化黒鉛が含有されていてもよい。
【0047】
難燃性多層シートは、最外層として上記難燃性樹脂組成物からなる合成樹脂層14aを有していることから、難燃性樹脂組成物からなる合成樹脂層14a側からの炎に対して優れた難燃性を奏する。
【0048】
難燃性多層シートの製造方法としては、特に限定されず、例えば、(1)各合成樹脂層を構成する合成樹脂シートを製造し、これら合成樹脂シートを互いに重ね合わせて加熱して互いに隣接する合成樹脂シート同士を融着一体化させる難燃性多層シートの製造方法、(2)複数の押出機を同一のTダイに接続してなる製造装置を用意し、各合成樹脂層を構成する樹脂組成物をそれぞれ、別々の押出機に供給して溶融混練し、樹脂組成物をTダイから共押出する難燃性多層シートの製造方法などが挙げられる。
【0049】
なお、上記(1)の製造方法において、難燃性樹脂組成物からなる合成樹脂シートは、上述した難燃性樹脂シートと同様の要領で製造すればよく、その他の合成樹脂シートは汎用の要領で製造すればよい。
【発明の効果】
【0050】
本発明の難燃性樹脂組成物は、比表面積が50〜2600m2/gである薄片化黒鉛を含有し、少量の薄片化黒鉛の含有量でもって優れた難燃性が付与されていると共に、合成樹脂本来の物理特性を維持しており、合成樹脂に由来する物理特性を維持している。従って、本発明の難燃性樹脂組成物を用いることによって合成樹脂本来の物理特性を有し且つ難燃性に優れた成形品を容易に得ることができる。
【0051】
そして、本発明の難燃性樹脂シートは、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有し、少量の薄片化黒鉛の含有量でもって優れた難燃性が付与されていると共に、合成樹脂に由来する物理特性を維持している。
【0052】
又、本発明の難燃性多層シートは、複数の合成樹脂層が積層一体化されてなる難燃性多層シートであって、最外層となる合成樹脂層のうちの少なくとも一つの合成樹脂層は、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有するので、比表面積が50〜2600m2/gである薄片化黒鉛を含有する最外層側からの難燃性に特に優れている。
【図面の簡単な説明】
【0053】
【図1】電極を黒鉛に挿入する工程を説明するための模式的斜視図である。
【図2】電極が黒鉛に挿入された状態を示す模式的斜視図である。
【図3】電気化学的処理を行う工程を説明するための模式図である。
【図4】原料となる黒鉛からなるシートを圧延し、シート状の黒鉛を得る工程を示した模式図である。
【図5】透過型X線散乱(回折)測定概略図である。
【図6】X線解析図形の一例を示した写真である。
【図7】デバイリングB上の所定の散乱角の方位角方向の散乱強度を示したグラフである。
【図8】本発明の難燃性多層シートを示した模式断面図である。
【図9】本発明の難燃性多層シートの他の一例を示した模式断面図である。
【図10】黒鉛シートに電気化学処理で電圧を印加する際の電圧印加パターンを示した図である。
【発明を実施するための形態】
【0054】
次に本発明の実施例を説明するが、本発明は下記実施例に限定されるものではない。
【0055】
(実施例1)
黒鉛粉末を予備的にシート成型して予備成型シートを製造した。この予備成型シートを図4に示すようにロール12、13間に供給して圧延し密度が密度0.7g/cm3、厚み1mmの低密度黒鉛シートを用意した。
【0056】
上記のようにして得られた密度0.7g/cm3の黒鉛シートを一辺が3cmの平面正方形状に切断し、電極材料としての黒鉛シートを得た。この黒鉛シートに、図1に示したように、2本のスリットを、スリットの長さが1cm、幅が1cmとなるようにカッターナイフにより切削し、形成した。上記2本のスリットが形成された黒鉛シートに、図2に示したPtからなる電極2を挿入した。このようにして用意した黒鉛シートを作用極(陽極)として、Ptからなる対照極(陰極)及び、Ag/AgClからなる参照極とともに60重量%濃度の硝酸水溶液中に浸漬し、直流電圧を印加し電気化学処理を行った。電気化学処理に際しては、図10に示す電圧を1.5時間印加した。このようにして、陽極に作用極として用いた黒鉛を膨張化黒鉛とした。
【0057】
得られた膨張化黒鉛を一辺が1cmの平面正方形状に切断して切断片を製造し、切断片をカーボンるつぼに入れて電磁誘導加熱処理を行った。誘導加熱装置はSKメディカル社から商品名「MU1700D」にて市販されている装置を用い、アルゴンガス雰囲気下で最高到達温度550度となるように10Aの電流量で行った。電磁誘導加熱により膨張化黒鉛を薄片化して薄片化黒鉛を得た。なお、薄片化黒鉛の比表面積は、島津製作所社から商品名「ASAP−2000」にて市販されている比表面積測定装置を用いて窒素ガス条件下にて測定したところ、687m2/gであった。
【0058】
ポリエチレン100重量部と上記薄片化黒鉛5.3重量部とをラボプラストミルに供給して溶融混練して難燃性樹脂組成物を得た。得られた溶融状態の難燃性樹脂組成物を1mm厚のスペーサを介在させた一対のプレス板間に供給し、一対のプレス板によって上下方向から難燃性樹脂組成物をプレス成形して厚みが1mmの難燃性樹脂シートを得た。
【0059】
(実施例2)
薄片化黒鉛の量を11重量部としたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0060】
(比較例1)
薄片化黒鉛を用いなかったこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0061】
(比較例2)
薄片化黒鉛の代わりに水酸化アルミニウム11重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0062】
(比較例3)
薄片化黒鉛の代わりにクレイ11重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0063】
(比較例4)
薄片化黒鉛の代わりにカーボンナノチューブ11重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0064】
(比較例5)
薄片化黒鉛の代わりに水酸化アルミニウム42重量部を用いたこと以外は実施例1と同様にして難燃性樹脂シートを得た。
【0065】
得られた難燃性樹脂シートについて、TGA重量残存率、コーンカロリーメーター、引張伸度及び引張強度を下記の要領で測定し、その結果を表1に示した。
【0066】
(TGA重量残存率)
難燃性樹脂シートから10mgの試験片を採取し、この試験片を用いてJIS K7120に準拠して窒素雰囲気下及び酸素雰囲気下にて昇温速度10℃/分にて800℃まで加熱した。
【0067】
次に、加熱後に残った試験片の残渣の重量W(mg)を測定して下記式に基づいてTGA重量残存率を算出し、下記基準に基づいて評価した。
TGA重量残存率(重量%)=100×W/10
【0068】
◎・・・TGA重量残存率が30重量%以上であった。
○・・・TGA重量残存率が20重量%以上で且つ30重量%未満であった。
△・・・TGA重量残存率が10重量%以上で且つ20重量%未満であった。
×・・・TGA重量残存率が10重量%未満であった。
【0069】
(コーンカロリーメーター)
難燃性樹脂シートから一辺が100mmの平面正方形状の試験片を切り出した。この試験片の最大発熱速度をISO5660に準拠してヒーター出力50W/m2の条件下にて測定し、下記基準に基づいて評価した。
◎・・・−30%未満であった。
○・・・−30%以上で且つ−20%未満であった。
△・・・−20%以上で且つ−10%未満であった。
×・・・−10%以上であった。
【0070】
難燃性樹脂シートから一辺が100mmの平面正方形状の試験片を切り出した。この試験片の総発熱量をISO5660に準拠してヒーター出力50W/m2の条件下にて測定し、下記基準に基づいて評価した。
◎・・・−30%未満であった。
○・・・−30%以上で且つ−20%未満であった。
△・・・−20%以上で且つ−10%未満であった。
×・・・−10%以上であった。
【0071】
(引張伸度)
難燃性樹脂シートからJIS K7162の5A形に打ち抜いて試験片を作製し、この試験片を用いてJIS K7161に準拠して引張伸度を測定し、下記基準に基づいて評価した。
◎・・・−10%以上であった。
○・・・−20%以上で且つ−10%未満であった。
△・・・−30%以上で且つ−20%未満であった。
×・・・−30%未満であった。
【0072】
(引張強度)
難燃性樹脂シートからJIS K7162の5A形に打ち抜いて試験片を作製し、この試験片を用いてJIS K7161に準拠して引張強度を測定し、下記基準に基づいて評価した。
◎・・・−10%以上であった。
○・・・−20%以上で且つ−10%未満であった。
△・・・−30%以上で且つ−20%未満であった。
×・・・−30%未満であった。
【0073】
【表1】
【符号の説明】
【0074】
1 シート
1a スリット
2a 挿入片
2c 連結部
2 電極
6 電解質溶液
7 対極
8 参照極
11 予備成型シート
12 ロール
14、14a 合成樹脂層
A 試験片
B デバイリング
C 難燃性多層シート
G グラフェンシート
【特許請求の範囲】
【請求項1】
合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする難燃性樹脂組成物。
【請求項2】
薄片化黒鉛の主面の面積が0.01〜400μm2であることを特徴とする請求項1に記載の難燃性樹脂組成物。
【請求項3】
合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする難燃性樹脂シート。
【請求項4】
薄片化黒鉛の主面の面積が0.01〜400μm2であることを特徴とする請求項3に記載の難燃性樹脂シート。
【請求項5】
薄片化黒鉛の配向度が50〜100%であることを特徴とする請求項3又は請求項4に記載の難燃性樹脂シート。
【請求項6】
複数の合成樹脂層が積層一体化されてなる難燃性多層シートであって、最外層となる合成樹脂層のうちの少なくとも一つの合成樹脂層は、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする難燃性多層シート。
【請求項7】
薄片化黒鉛の主面の面積が0.01〜400μm2であることを特徴とする請求項6に記載の難燃性多層シート。
【請求項8】
薄片化黒鉛の配向度が50〜100%であることを特徴とする請求項6又は請求項7に記載の難燃性多層シート。
【請求項1】
合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする難燃性樹脂組成物。
【請求項2】
薄片化黒鉛の主面の面積が0.01〜400μm2であることを特徴とする請求項1に記載の難燃性樹脂組成物。
【請求項3】
合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする難燃性樹脂シート。
【請求項4】
薄片化黒鉛の主面の面積が0.01〜400μm2であることを特徴とする請求項3に記載の難燃性樹脂シート。
【請求項5】
薄片化黒鉛の配向度が50〜100%であることを特徴とする請求項3又は請求項4に記載の難燃性樹脂シート。
【請求項6】
複数の合成樹脂層が積層一体化されてなる難燃性多層シートであって、最外層となる合成樹脂層のうちの少なくとも一つの合成樹脂層は、合成樹脂100重量部と比表面積が50〜2600m2/gである薄片化黒鉛1〜20重量部とを含有することを特徴とする難燃性多層シート。
【請求項7】
薄片化黒鉛の主面の面積が0.01〜400μm2であることを特徴とする請求項6に記載の難燃性多層シート。
【請求項8】
薄片化黒鉛の配向度が50〜100%であることを特徴とする請求項6又は請求項7に記載の難燃性多層シート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】

【図10】

【図6】
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図6】
【公開番号】特開2013−18825(P2013−18825A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−151582(P2011−151582)
【出願日】平成23年7月8日(2011.7.8)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月8日(2011.7.8)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]