
難燃性炭素繊維強化複合材料およびその製造方法
【課題】 本発明は、上記従来技術の課題に鑑み、優れた難燃性を有し、かつ燃焼時にハロゲン含有ガスを発することのない軽量で高剛性を有する炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に提供することにある。
【解決手段】 エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
【解決手段】 エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板状の難燃性に優れた炭素繊維強化複合材料板に関するものである。
【背景技術】
【0002】
とりわけ、炭素繊維とマトリックス樹脂からなる炭素繊維強化複合材料は、その力学的特性が優れていることから、ゴルフクラブ、テニスラケット、釣り竿などのスポーツ用品をはじめ、航空機や車両などの構造材料、コンクリート構造物の補強など幅広い分野で使用されている。最近は、炭素繊維が導電性を有し、その複合材料が優れた電磁波遮蔽性を有することや優れた力学特性のため、ノートパソコンやビデオカメラなどの電気・電子機器の筐体などにも使用され、筐体の薄肉化、機器の重量軽減などに役立っている。
【0003】
この中で、特に航空機や車両などの構造材料、建築材料などにおいては、火災によって構造材料が着火燃焼し、有毒ガスなどが発生することは非常に危険であるため、材料に難燃性を有することが強く求められている。
【0004】
また、電気・電子機器用途においても、装置内部からの発熱や外部の高温にさらされることにより、筐体や部品などが発火し燃焼する事故を防ぐために、材料の難燃化が求められている。
【0005】
従来より、繊維強化複合材料の難燃化には、ハロゲン難燃剤が広く用いられてきた。具体的には、臭素化エポキシ樹脂、あるいは臭素化エポキシ樹脂に加えて三酸化アンチモンを難燃剤に用いた難燃性エポキシ樹脂組成物が開示されている(例えば、特許文献1〜3参照)。また、ヘキサブロモベンゼンなどの有機ハロゲン化合物を難燃剤に用いた難燃性エポキシ樹脂組成物やプリプレグも開示されている(例えば特許文献4参照)。
【0006】
このようなハロゲン難燃剤は難燃効果が高い反面、着火して消火するまでの間にハロゲン化水素や有機ハロゲン化物などのガス(ハロゲン含有ガスと総称する)を発生する場合がある。加えてハロゲン化難燃剤とともに使用される三酸化アンチモンは、刺激性などの有害性のために取扱いに注意を必要とするため、最近ではハロゲン難燃剤や三酸化アンチモンを使用せず、一定の難燃性を達成することが求められている。
【0007】
また、ハロゲン難燃剤は、分子中にハロゲン原子を有するために、通常のエポキシ樹脂硬化物の比重が1.2程度であるのに対して、難燃剤自身の比重が1.9程度と大きい(以下、比重は全て25℃における値)。さらに併用する三酸化アンチモンは、添加量は少量ながら5.2と非常に高い比重をもつ。そのため、これらを難燃剤として樹脂組成物に添加すると、それを硬化して得られる樹脂硬化物の比重が添加しないものに比べて大きくなり、総じてその樹脂組成物をマトリックス樹脂とした繊維強化複合材料の比重も増大する。従って、ハロゲン難燃剤を適用すると、繊維強化複合材料のもつ軽量かつ高剛性という特徴を材料に十分生かすことができないという問題が生じうる。
【0008】
一方、ハロゲンを含有しないエポキシ樹脂組成物の難燃化技術として、エポキシ樹脂と金属酸化物及びガラス転移温度が120℃以上の熱可塑性樹脂からなる繊維強化複合材料用マトリックス樹脂の技術が開示されている(例えば特許文献5)。この技術は、ハロゲン含有ガスを発生しない利点はあるものの、金属酸化物を20部以上添加しなければ十分な難燃性が得られない。かかる難燃剤を大量に含む樹脂組成物は粘度が高いために強化繊維への含浸が困難になり、プリプレグの取り扱い性に悪影響を及ぼしたり、成形した複合材料にボイドができたり、複合材料としての物性低下、特に引張特性の低下を招きやすい。
【0009】
また、金属酸化物はハロゲン難燃剤同様比重が大きく、例えば、酸化マグネシウムは3.2以上の比重をもつため、かかる化合物を難燃剤として添加して得られる樹脂組成物及び繊維強化複合材料は比重が増大するというハロゲン難燃剤と同様の問題点があった。
【0010】
このように、ハロゲン含有ガスを発生せず、かつ優れた力学特性を繊維強化複合材料に与える軽量な難燃性炭素繊維強化複合材料は得難いのが現状である。
【0011】
また、最近では、前記の金属酸化物及びガラス転移温度が120℃以上の熱可塑性樹脂からなる繊維強化複合材料用マトリックス樹脂の他にも、リン含有物質を難燃化剤として含有する繊維強化複合材料用マトリックス樹脂の技術が開示されている(例えば特許文献6)。
本技術は、リン系化合物をエポキシ樹脂に添加することにより、ハロゲン含有ガスを発生せず、かつ優れた力学特性を繊維強化複合材料に与えるというものであるが、良好な難燃性を発現させるためには、板厚や該化合物の添加量等の条件を厳密に設定する必要があった。
【特許文献1】特公昭59−2446号公報
【特許文献2】特公昭59−52653号公報
【特許文献3】特開平9−278914号公報
【特許文献4】特許第3216291
【特許文献5】特開平11−147965号公報
【特許文献5】特開2005−239939号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上記従来技術の課題に鑑み、優れた難燃性を有し、かつ燃焼時にハロゲン含有ガスを発することのない軽量で高剛性を有する炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に提供することにある。
【課題を解決するための手段】
【0013】
本発明者は、リン系難燃剤を用いた従来法において、十分な難燃性を発現させるために厳密な条件設定が必要である原因を検討したところ、リン含有物質自体は可燃性であることから成形体中央部の該物質はむしろ難燃化を阻害しているのではないかとの考えの下、炭素繊維強化複合材料板の厚み方向に含有量を変化させてみたところ従来法と比較して、容易に高い難燃性を発現する構成を見出したものである。すなわち、
(1) エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
【0014】
(2) 前記炭素繊維強化複合材料板の中心面を含む板厚の20%の層は、リン原子濃度が0〜6重量%である前記(1)に記載の板状炭素繊維強化複合材料。
【0015】
(3) エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも18%の厚みの領域を含む炭素繊維強化複合材料層[1]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2]はリン原子濃度が炭素繊維強化複合材料層[1]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【0016】
(4) エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも30%の厚みの領域を含む炭素繊維強化複合材料層[1’]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2’]はリン原子濃度が炭素繊維強化複合材料層[1’]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【0017】
(5) 前記リン含有物質[B]が赤リンである前記(1)〜(4)のいずれかに記載の炭素繊維強化複合材料板。
【0018】
(6) 繊維体積含有率が30〜95%である前記(1)〜(5)のいずれかに記載の炭素繊維強化複合材料板。
【0019】
(7) 難燃性がUL94 V−1またはV−0である前記(1)〜(6)のいずれかに記載の炭素繊維強化複合材料板。
【0020】
(8) エポキシ樹脂を含むマトリックス樹脂[A]を炭素繊維[C]に含浸せしめてなる厚さが0.1〜0.3mmのプリプレグを3〜27層の積層・硬化する炭素繊維強化複合材料板の製造方法であって、少なくとも前記プリプレグの内両外層のそれぞれ18%の領域に位置するプリプレグにリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含む第1のプリプレグを、その他の層の少なくとも1層にはリン含有物質[B]を含まない第2のプリプレグを積層することを特徴とする炭素繊維強化複合材料板の製造方法。
【発明の効果】
【0021】
本発明によれば、以下に説明するとおり、優れた難燃性を有し、燃焼時にハロゲン含有ガスを発することがない軽量で高剛性を有する板状炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に得ることができる。
【発明を実施するための最良の形態】
【0022】
本発明の板状炭素繊維強化複合材料板は、エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板である。炭素繊維強化複合材料板の厚みが、0.3mmより薄いと後述する構成においても難燃効果が小さくなるだけでなく、力学特性も小さくなり、また、2.7mmより厚くなっても難燃効果が小さくなるだけでなく、複合材料の重量が重くなるためである。
【0023】
また、本発明の板状炭素繊維強化複合材料板は、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする。リン含有物質を両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%含有することにより高い難燃効果が得られる。かかる難燃効果は燃焼時に、リン含有物質が燃焼し、炭化物層を形成することで内側からの可燃ガスの遮断および外側からの酸素の遮断によって得られていると考えられており、かかる難燃化機構を考慮すると、リン含有物質は炭素繊維強複合材料板の表面領域に存在することが必要である。複合材料板両表面のリン含有物質の存在する領域が、該複合材料板の板厚の18%未満の場合、燃焼時に形成するリン含有物質の炭化物層が薄く必要とする難燃性が得られないことから、複合材料板の板厚の少なくとも18%の領域にリン含有物質が存在することが必要であり、少なくとも30%の領域に存在すればより好ましい。また、難燃性はエポキシ樹脂組成物中のリン原子濃度にも大きく影響を受けるため、リン原子濃度が0.03重量%未満であると、難燃効果が十分に得られないことがあるため、0.03重量%以上である必要がある。上限については、リン原子濃度が高い場合は、難燃性は満たすが、12重量%を超えると、得られる複合材料の機械特性、特に引張強度やシャルピー衝撃値に悪影響を及ぼすことがあることから、12重量%以下である必要がある。かかる理由から、好ましくは0.4〜11重量%、さらに好ましく範囲としては0.5〜10重量%である。
【0024】
また本発明の炭素繊維強化複合材料板は、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを必要とする。リン含有物質物自体は可燃性のため、難燃効果の発現に寄与する表面部分以外はリン含有物質の濃度が低い方が、炭素繊維強化複合材料板全体としての難燃性が高くなるためである。かかる観点から、本発明の炭素繊維強化複合材料板は、さらに難燃効果を得るために中心面を含む板厚の20%の層には、リン原子濃度が0〜6重量%であることが好ましく、0〜3重量%であればより好ましい。
【0025】
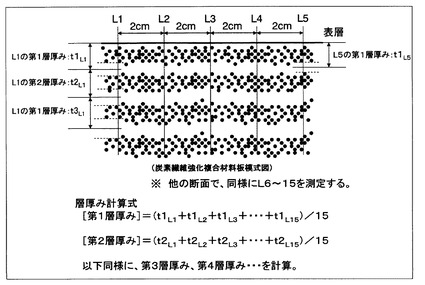
また、本発明の炭素繊維複合材料板は、エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも18%の厚みの領域を含む炭素繊維強化複合材料層[1]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の内部の炭素繊維強化複合材料層[2]はリン原子濃度が炭素繊維強化複合材料層[1]のリン原子濃度より低く、かつ0〜6重量%であることを必要とする。ここで、炭素繊維複合材料層とは、炭素繊維複合材料板が厚み方向に、炭素繊維の集合状態が密である層(炭素繊維リッチ層)と樹脂リッチである層の積層構造を有する場合の、炭素繊維リッチ層を中心としその前後の樹脂リッチ層を合わせた3層を1組との領域とし、より具体的には以下のように規定する。炭素繊維複合材料板の上面から順に樹脂リッチ層−炭素繊維リッチ層−樹脂リッチ層の3層を1組として炭素繊維複合材料層1層とする。これらの層は、炭素繊維複合材料板の断面を、例えば、研磨紙及び/または研磨材で鏡面となるよう研磨し、光学顕微鏡で50倍〜100倍程度に拡大することで識別が可能である。また、積層構造中の炭素繊維複合材料層間の境界は、樹脂リッチ層を厚さにおいて2分する面(以下、中央面と記す)とする。すなわち、最表層は、表層の樹脂リッチ層−炭素繊維リッチ層−樹脂リッチ層の中央面までを第一層とする。続いて、前記樹脂リッチ層の中央面−炭素繊維リッチ層−次の樹脂リッチ層の中央面を第2層とし、以下同様とする。具体的には、炭素繊維リッチ層および樹脂リッチ層、および炭素繊維複合材料層の境界(樹脂リッチ層の中央面)は次のとおり定義する。炭素繊維複合材料板の任意の断面を3カ所、研磨材で鏡面に仕上げ、光学顕微鏡を用いて50倍の写真を撮影する。該写真上に、表層から表層に対する垂直線を2cm置きに5本引き、各線における炭素繊維リッチ層の炭素繊維単糸と初めに交差する点と最後に交差する点をそれぞれ15点求め、前記初めに交差する合計15点の平均位置、前記最後に交差する合計15点の平均位置に挟まれる領域を炭素繊維リッチ層とし、前記炭素繊維リッチ層と次の炭素繊維リッチ層に挟まれる領域を樹脂リッチ層とする。このようにして求めた樹脂リッチ層の中央面を炭素繊維複合材料層の境界として定義する。かかる積層構造を有することにより、表面領域に高濃度にリン化合物を含有すること(前述のリン含有物質の難燃機構に基づく効果)に加えて、炭素繊維リッチ層が可燃成分の厚み方向における表面への移動を阻害することから、さらに効果的に難燃化を達成することができる。かかる難燃化機構により、より高い難燃化効果を得るためにはさらには、エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも30%の厚みの領域を含む炭素繊維強化複合材料層[1’]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2’]はリン原子濃度が炭素繊維強化複合材料層[1’]のリン原子濃度より低く、かつ0〜6重量%であることが好ましい。
【0026】
かかる積層構造を有する炭素繊維強化複合材料板を作製する方法としては、強化繊維にエポキシ樹脂を含むマトリックス樹脂を含浸してシート状にしたプリプレグを積層・加熱し成形する方法、プリプレグを用いず、エポキシ樹脂を含むマトリックス樹脂を直接強化繊維に含浸させた後加熱硬化する方法、たとえばハンドレイ・アップ法、フィラメントワインディング法、フルトリュージョン法、レジン・インジェクション・モールディング法、レジン・トランスファー・モールディング法などの成形法がある。この中でも、本発明の炭素繊維強化複合材料板は、プリプレグを経由した方法が、効率良くかかる複合材料板を得られることから適して用いられる。
【0027】
本発明の最良の製造方法としては、プリプレグの内両外層のそれぞれ少なくとも18%の厚さの部分を含む領域に位置するプリプレグにリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含む第1のプリプレグを、その他の層の少なくとも1層にはリン含有物質[B]を含まない第2のプリプレグを積層して加熱し成形する方法である。
【0028】
本発明で用いられるエポキシ樹脂の粘度に特に限定されないが、60℃での粘度が10〜700Pa・sの範囲にあることが好ましい。 粘度が10Pa・s未満であると、樹脂を炭素繊維に含浸させてプリプレグを作製した際、樹脂が炭素繊維内に沈み込み、プリプレグ表面の樹脂が少なくなるため表面に十分なタック性、すなわち粘着性が得られないことや、成形時に樹脂の流動が大きく炭素繊維の乱れが発生することがある。また、700Pa・sを超えると、炭素繊維への含浸が困難となったり、成形加工性および成形体品位に悪影響をきたすことがある。かかる粘度は、例えば回転粘度計を用いて60℃における粘度を測定することで求められる。
【0029】
炭素繊維の形態や配列については限定されず、例えば、一方向に引き揃えられた長繊維、単一のトウ、織物、ニット、不織布、マット、および組み紐などの繊維構造物が用いられる。
【0030】
一方向プリプレグは、炭素繊維の方向が揃っており、繊維の曲がりが少ないため繊維方向の強度利用率が高いため特に好ましい。また、一方向プリプレグは、複数のプリプレグを適切な積層構成で積層した後成形すると、炭素繊維強化複合材料板の各方向の弾性率、強度を自由に制御できるため特に好ましい。
【0031】
また、織物プリプレグも、強度、弾性率の異方性が少ない材料が得られること、表面に炭素繊維織物の模様が浮かび意匠性に優れることから好ましい。複数種のプリプレグ、例えば一方向プリプレグと織物プリプレグの両方を用いて成形することも可能である。
【0032】
かかるプリプレグにおいては、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物は炭素繊維束の内部まで含浸されていても良いし、シート状プリプレグの場合などはその表面付近に前記未硬化樹脂組成物を局在化させておいても良い。
【0033】
得られる炭素繊維強化複合材料板の強度と弾性率は、炭素繊維量に大きく依存する。つまり一定量の炭素繊維を含有する場合、組み合わせるマトリックス樹脂の量を少なくするほど、炭素繊維強化複合材料板や最終製品の性能をほぼ一定に維持したままで、製品重量を軽量化することができる。このような目的のため、本発明におけるプリプレグおよび炭素繊維強化複合材料板全重量に対する炭素繊維の含有量は30〜95重量%であることが好ましく、50〜90重量%であることがより好ましく、60〜90重量%が更に好ましい。炭素繊維の含有量が30重量%未満の場合は、軽量化効果が十分でない場合があり、95重量%を超えると前記未硬化樹脂量が少ないため複合材料中にボイドが残存し、機械特性が低下する場合がある。
【0034】
本発明の炭素繊維強化複合材料板は特に比重に限定されないが、炭素繊維強化複合材料板全体積に対する炭素繊維の含有体積(以下Vfと表す)が60%である時、比重が1.7以下であることが望ましい。1.7以上であると、例えば電子機器の筐体に使用した場合、「軽くて強い」という炭素繊維複合材料板の特性を生かすことができず、「軽い」というメリットが十分に得られないことがあるからである。
【0035】
ここで、炭素繊維強化複合材料板のVfが60%より大きい場合、炭素繊維強化複合材料板の比重は増加するが、同じ厚みの材料で比較すると強度が高いものが得られるため、同等の強度を得るのに必要な材料の厚みは薄くてすむ。よって、例えばVfが85%である時は、比重は1.9以下であることが望ましい。
【0036】
一方、炭素繊維強化複合材料板のVfが60%より小さい場合、比重は小さくなるが同じ厚みの材料の強度が低下するため、同等の強度を得るためには材料の厚みを増やさなくてはならない。よって、例えばVfが40%である時、比重は1.6以下であることが望ましい。
【0037】
本発明の炭素繊維強化複合材料板は、難燃性がUL94規格による測定で、V−1またはV−0であることがより好ましい。また、電気・電子機器の筐体として用いられる場合、さらに薄い肉厚で使用される場合がある可能性を想定すれば、厚さ1.5mm以下で難燃性がV−1またはV−0であることがより好ましい。より好ましくは厚さ1.0mm以下でV−1またはV−0である。
【0038】
ここで、V−0及びV−1の難燃性とは、UL−94規格(Underwriters Labratories Inc.で考案された米国燃焼試験法)において、燃焼時間やその状態、延焼の有無、滴下(ドリップ)の有無やその滴下物の燃焼性などにより規定されているV−0及びV−1の条件を満たした難燃性を示す。
ここで、リン含有物質[B]をさらに詳しく説明する。リン含有物質[B]としては、分子中にリン原子を含むものであれば特に限定されないが、リン酸エステル、縮合リン酸エステル、ホスファフェナントレン系化合物などのリン含有化合物や赤リンが好ましく用いられる。これらのリン含有物質は、硬化反応中にエポキシ樹脂骨格に取り込まれても、エポキシ樹脂を含むマトリックス樹脂[A]に分散または相溶していても構わない。
【0039】
赤リンは、比重が2.2と金属酸化物に比べて小さく、さらに赤リン中に含まれる難燃性を付与する働きをするリン原子含有率が非常に大きいため、十分な難燃効果を得るために加えなくてはならない難燃剤の添加量が少量でよい。よって赤リンを難燃剤として添加して得られる炭素繊維強化複合材料板は比重が小さいものが得られ、軽量化のメリットが十分生かせることができる。また、添加量が少量に抑えられることで、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物のレオロジーコントロールが容易になり、良好な炭素繊維強化複合材料板が得られる点で特に好ましい。かかるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物のレオロジーは、中間製品としてプリプレグを経由して炭素繊維強化複合材料板を得る場合や、レジントランスファーモールディング法などの樹脂を注入する方法で炭素繊維強化複合材料板を得る場合に、成形性などに影響するからである。
【0040】
赤リンは、赤リンの表面を金属水酸化物および/または樹脂を用いて被覆し安定性を高めたものがより好適に用いられる。金属酸化物としては、水酸化アルミニウム、水酸化マグネシウム、水酸化亜鉛、水酸化チタン等が挙げられる。樹脂の種類、被覆の厚さについて特に限定はないが、樹脂としてはベース樹脂であるエポキシ樹脂との親和性が高いフェノール樹脂、エポキシ樹脂、ポリメチルメタクリレート等が好ましい。また、被覆の厚さは、赤リンの平均粒径の1%以上が好ましい。1%よりも薄い場合には、被覆効果が十分ではなく、高温での混練時などにホスフィンガスが発生する場合がある。かかる被覆の厚さは大きければ大きいほど安定性という意味では好ましいが、難燃効果や炭素繊維強化複合材料板の軽量化という観点からは20%を超えないことが好ましい。
【0041】
リン酸エステル及び縮合リン酸エステルは、赤リンに比べてリン原子の含有率が少ないため、同程度の難燃性を得るためには多少添加量が増加する。しかし、リン酸エステル及び縮合リン酸エステルの比重が、1.2程度と、難燃剤を加える前のエポキシ樹脂組成物の硬化物の比重とほとんど同じかそれ以下であるため、得られる炭素繊維強化複合材料板の比重を増加させることなく難燃性を付与することができる。また、市販のリン酸エステル及び縮合リン酸エステルの多くは常温で液体であるため、金属水酸化物を用いた際におこるような複合材料の機械特性低下が抑えられ、特性を高く維持した炭素繊維強化複合材料板を得ることができる。
【0042】
粉体のリン含有物質を用いる場合には、その最大粒径は200μm以下が好ましい。これより粒径が大きくなると、マトリックス樹脂に対する分散性が悪化する場合がある。更に好ましくは、最大粒径が150μm以下が好ましい。ここでいう最大粒径とは、粒度分布測定において検出された最大の粒径であり、粒度分布の測定にはレーザー回折型の粒度分布測定装置によって測定することができる。
【0043】
また、粉体のリン含有物質は平均粒径が0.1〜70μmの範囲のものを用いることが好ましい。これにより、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化物に対する分散性を向上させ、成形性、難燃性等のばらつきを小さくすることができることに加え、少量で効果的な難燃性を発現させることができる。より好ましくは、0.5〜50μmが好ましい。なお、ここでいう平均粒径とは、体積平均を意味し、レーザー回折型の粒度分布測定装置によって測定することができる。
【0044】
リン酸エステルの具体例としては、トリアリルホスフェート、アルキルアリルホスフェート、アルキルホスフェート、ホスフォネートが挙げられる。トリアリルホスフェートとしては、トリフェニルホスフェート、トリクレジルホスフェート、トリキシリルホスフェート、クレジルジフェニルホスフェート、クレジル−2,6−ジキシレニルホスフェート、ヒドロキシジフェニルホスフェート等がある。アルキルアリルホスフェートとして、オクチルジフェニルホスフェート等がある。アルキルホスフェートとしては、トリメチルホスフェート、トリエチルホスフェート、トリ−n−ブチルホスフェート、トリイソブチルホスフォネート、トリス(2−メチルヘキシル)ホスフェート等がある。ホスホネートとしては、ジメチルメチルホスフォネート等がある。
【0045】
縮合リン酸エステルとしては、レゾルシノールビス(ジホスフェート)、ビスフェノールAビス(ジフェニルホスフェート)等がある。
【0046】
この中で、分子中のリン原子重量含有率ができるだけ高い方が好ましく用いられる。
【0047】
なお、使用できるリン酸エステル、縮合リン酸エステルは、具体例に限られるものではない。
【0048】
また、これらリン含有物質は単独で用いても、複数種を組み合わせて用いてもよい。
【0049】
本発明におけるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物に用いられるエポキシ樹脂としては、化合物中にエポキシ基を2個以上有する化合物であれば特に限定されないが、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂、ノボラック型エポキシ樹脂、フルオレン骨格を有するエポキシ樹脂、フェノール化合物とジシクロペンタジエンの共重合体を原料とするエポキシ樹脂、ジグリシジルレゾルシノール、テトラキス(グリシジルオキシフェニル)エタン、トリス(グリシジルオキシフェニル)メタンのようなグリシジルエーテル型エポキシ樹脂組成物、テトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、トリグリシジルアミノクレゾール、テトラグリシジルキシレンジアミンのようなグリシジルアミン型エポキシ樹脂、ビフェニル型エポキシ樹脂、イソシアネート変性エポキシ樹脂およびこれらの混合物を用いることができる。エポキシ樹脂は、これらの樹脂単独でも混合でもよい。特に、耐熱性、機械特性のバランスがとれた複合材料を要する場合には、多官能エポキシ樹脂に、2官能エポキシ樹脂を組み合わせたもの、例えば、多官能エポキシ樹脂としてフェノールノボラック型エポキシ樹脂、2官能エポキシ樹脂としてビスフェノールA型エポキシ樹脂やビスフェノールF型エポキシ樹脂を組み合わせることが好ましい。
【0050】
本発明におけるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物に用いられるエポキシ樹脂の硬化剤は、エポキシ樹脂の硬化剤であれば特に限定されないが、硬化性および保存性の点からアミン系硬化剤が好ましい。アミン系硬化剤とは、硬化剤分子中に窒素原子を有する硬化剤をいう。かかる硬化剤としては、分子中に窒素原子を有していれば特に限定されないが、例えば、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、3,3’−ジアミノジフェニルスルホン、m−フェニレンジアミン、m−キシリレンジアミン、ジエチルトルエンジアミンのような活性水素を有する芳香族ポリアミン化合物、ジエチレントリアミン、トリエチレンテトラミン、イソホロンジアミン、ビス(アミノメチル)ノルボルナン、ビス(4−アミノシクロヘキシル)メタン、ポリエチレンイミンのダイマー酸エステルのような活性水素を有する脂肪族アミン、これらの活性水素を有するアミンにエポキシ化合物、アクリロニトリル、フェノールとホルムアルデヒド、チオ尿素などの化合物を反応させて得られる変性アミン、ジメチルアニリン、ジメチルベンジルアミン、2,4,6−トリス(ジメチルアミノメチル)フェノールや1置換イミダゾールのような活性水素を持たない第三アミン、ジシアンジアミド、テトラメチルグアニジン、アジピン酸ヒドラジドやナフタレンジカルボン酸ヒドラジドのようなポリカルボン酸ヒドラジド、三フッ化ホウ素エチルアミン錯体のようなルイス酸錯体などを用いることができる。
【0051】
これらの中で、高い耐熱性を必要とする用途に用いる場合は、特に芳香族ポリアミンが好ましく用いられる。芳香族ポリアミンを用いると、硬化には180℃程度の高温を必要とするが、弾性率、耐熱性の高い硬化物がえられ、これをマトリックス樹脂とする炭素繊維強化樹脂複合材料板は、航空機や車両などの構造材料に好適である。中でも、3,3’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホンが耐熱性、特に耐湿耐熱性の炭素繊維強化複合材料板を与えるため特に好ましい。
【0052】
また、これらの硬化剤には、硬化活性を高めるために適当な硬化助剤を組合わせることができる。例えば、ジシアンジアミドに、3−フェニル−1,1−ジメチル尿素、3−(3,4−ジクロロフェニル)−1,1−ジメチル尿素(DCMU)、3−(3−クロロ−4−メチルフェニル)−1,1−ジメチル尿素、2,4−ビス(3,3−ジメチルウレイド)トルエンのような尿素誘導体やイミダゾール誘導体を硬化助剤として組合わせて好適に用いることができる。ジシアンジアミド単独では硬化に170〜180℃程度が必要であるのに対し、かかる組み合わせを用いたエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物は80〜150℃程度で硬化可能となる。特に、ジシアンジアミドと1,1’−4(メチル−m−フェニレン)ビス(3,3−ジメチルウレア)あるいは4,4’−メチレンビス(フェニルジメチルウレア)を組み合わせて用いた場合、150〜160℃で2〜10分程度で硬化可能であり、電気・電子材料用途等に応用した場合、成形サイクルが短くできる点で好ましく、中でも1,1’−4(メチル−m−フェニレン)ビス(3,3−ジメチルウレア)は少量で効果が高いため、特に好ましい。
【0053】
このほかには、芳香族アミンに三フッ化ホウ素エチルアミン錯体を硬化助剤として組合せる例などがあげられる。
【0054】
また、さらに低温硬化性が必要となる用途では、硬化剤が70〜125℃で活性化する潜在性硬化剤を好ましく用いることができる。ここで、70〜125℃で活性化するとは、反応開始温度が70〜125℃の範囲にあることをいう。かかる反応開始温度(以下、活性化温度という)は示差走査熱量分析(DSC)により求めることができる。具体的には、エポキシ当量184〜194程度のビスフェノールA型エポキシ樹脂100重量部に評価対象の硬化剤10重量部を加えたエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物について、示差走査熱量分析により得られる発熱曲線の変曲点の接線とベースラインの接線の交点から求められる。かかる活性化温度が70℃未満であると保存安定性が十分でない場合があり、125℃を超えると期待されるような速硬化性が得られない場合がある。
【0055】
70〜125℃で活性化する潜在性硬化剤としてはかかる活性化温度を有するのであれば特に限定されないが、例えばアミンアダクト型潜在性硬化剤、マイクロカプセル型潜在性硬化剤、アミンイミド、ブロックイソシアネート、エポキシ基にカルバミン酸エステルを反応させオキサゾリジノン環とした化合物、ビニルエーテルブロックカルボン酸、イミダゾールとカルボン酸との塩、アミンのカルバミン塩、オニウム塩などが挙げられる。
【0056】
ここで、アミンアダクト型潜在性硬化剤とは、一級、二級もしくは三級アミノ基をもつ化合物や、種々のイミダゾール化合物などの活性成分を、それらの化合物と反応しうる何らかの化合物と反応させることによって高分子量化し、保存温度にて不溶化したもののことをいう。アミンアダクト型潜在性硬化剤としては、“アミキュア”(登録商標)PN−23、MY−24(以上、味の素ファインテクノ(株)製)、“アデカハードナー”(登録商標)EH−3293S,EH−3615S、EH−4070S(以上、旭電化工業(株)製)、“フジキュアー”(登録商標)FXE1000,FXR−1020(以上、富士化成工業(株)製)などを用いることができ、マイクロカプセル型潜在性硬化剤としては、“ノバキュア”(登録商標)HX−3721、HX−3722(旭化成工業(株)製)などを用いることができる。これらの中でも、特に“アミキュア”PN−23のようなアミンアダクト型潜在性硬化剤は、室温での優れた保存安定性を有しかつ低温硬化性が顕著なため成形した炭素繊維強化複合材料板の熱残留歪みが低減できるため好ましく用いることができる。
【0057】
マイクロカプセル型潜在性硬化剤とは、硬化剤を核とし、これをエポキシ樹脂、ポリウレタン樹脂、ポリスチレン系、ポリイミドなどの高分子物質や、サイクロデキストリン等をシェルとして被膜したりすることにより、エポキシ樹脂と硬化剤との接触を減少させたものである。
【0058】
また、硬化剤が70〜125℃で活性化する潜在性硬化剤に特定の硬化剤を組み合わせると、低温で速硬化が可能となる。例えば、“アミキュア”PN−23などの潜在性硬化剤にバジンジヒドラジドなどの有機酸ジヒドラジドを組み合わせた硬化剤系や、潜在性硬化剤にDCMUなどの硬化促進剤を組み合わせた硬化剤系は、110℃に10分程度で硬化が可能となり好ましく用いられる。
【0059】
また、特開平3−177418号公報記載のアミン化合物とエポキシ樹脂と尿素を加熱反応させてなる硬化剤化合物、特開平3−296525号公報記載のN、N−ジアルキルアミノアルキルアミンと活性水素を持つ窒素原子を有する環状アミンとイソシアネート、或いはさらにエポキシドとを加熱反応させて得られた硬化性化合物、特開昭64−70523号公報記載の特定のアミン化合物をコアとし、それとエポキシ樹脂の反応生成物をシェルとしてなるマスターバッチ型硬化剤等も用いることができる。これらを単独または複数組み合わせてもよい。
【0060】
本発明で用いられるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物には、粘弾性制御や靭性付与のために熱可塑性樹脂を配合することができる。
【0061】
このような熱可塑性樹脂の例としては、ポリビニルホルマール、ポリビニルブチラール、ポリビニルアセタール、ポリビニルピロリドン、芳香族ビニル単量体・シアン化ビニル単量体・ゴム質重合体から選ばれる少なくとも2種類を構成成分とする重合体、ポリアミド、ポリエステル、ポリカーボネート、ポリアリーレンオキシド、ポリスルホン、ポリエーテルスルホン、ポリイミドなどが挙げられる。芳香族ビニル単量体・シアン化ビニル単量体・ゴム質重合体から選ばれる少なくとも2種類を構成成分とする重合体の例としては、アクリロニトリル−スチレン−ブタジエン共重合体(ABS樹脂)、アクリロニトリル−スチレン共重合体(AS樹脂)などが挙げられる。ポリスルホン、ポリイミドは、主鎖にエーテル結合や、アミド結合を有するものであってもよい。
【0062】
ポリビニルホルマール、ポリビニルブチラール、ポリビニルピロリドンは、ビスフェノールA型エポキシ樹脂、ノボラック型エポキシ樹脂などの多くの種類のエポキシ樹脂と良好な相溶性を有し、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化物の流動性制御の効果が大きい点で好ましく、ポリビニルホルマールが特に好ましい。これらの熱可塑性樹脂の市販品を例示すると、“デンカブチラール”および“デンカホルマール”(登録商標、電気化学工業(株)製)、“ビニレック”(登録商標、チッソ(株)製)などがある。
【0063】
また、ポリスルホン、ポリエーテルスルホン、ポリイミドは、樹脂そのものが耐熱性に優れるほか、耐熱性が要求される用途、たとえば航空機の構造部材等によく用いられるエポキシ樹脂であるテトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、トリグリシジルアミノクレゾール、テトラグリシジルキシレンジアミンのようなグリシジルアミン型エポキシ樹脂と適度な相溶性を有する樹脂骨格をもつ重合体があり、これを使用すると樹脂組成物の流動性制御の効果が大きいほか、繊維強化樹脂複合材料の耐衝撃性を高める効果があるため好ましい。このような重合体の例としては、ポリスルホンでは“レーデル”(登録商標、ソルベイアドバンスドポリマーズ社製)A、“スミカエクセル”(登録商標)PES(住友化学(株)製)など、ポリイミドでは“ウルテム”(登録商標、ジーイープラスチックス社製)、“Matrimid”(登録商標)5218(ヴァンティコ社製)などが挙げられる。
【0064】
本発明で用いられるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物において、熱可塑性樹脂は、エポキシ樹脂100重量部に対して、1〜60重量部含まれることが好ましい。1重量部より少ないと効果が現れないことがあり、60重量部以上であると炭素繊維強化複合材料板の吸水性などの面に影響を及ぼすことがある。
【0065】
本発明の炭素繊維複合材料板は、上記以外の化合物を含んでいても構わない。例えば、難燃性を向上させるために、金属酸化物や金属水酸化物を含ませてもよい。但し、かかる化合物を含ませる場合には、エポキシ樹脂を含むマトリックス樹脂[A]中に10重量%以下であることが好ましい。より好ましくは5重量%以下、さらに好ましくは0重量%である。かかる配合量を超えると、軽量化の観点からは適さない場合がある。
【0066】
なお、本発明で用いられるエポキシ樹脂を含むマトリックス樹脂[A]およびリン含有物質[B]を硬化して得られる硬化物の比重は、1.35以下であることが好ましい。かかる範囲にすることにより、より軽量な炭素繊維強化複合材料板を提供することが可能となる。エポキシ樹脂を含むマトリックス樹脂[A]およびリン含有物質[B]との硬化物の比重は、より好ましくは1.33以下、さらに好ましくは1.32以下である。
【0067】
本発明に用いられる炭素繊維[C]としては、アクリル系、ピッチ系、レーヨン系等の各種の従来公知の方法で製造される炭素繊維が使用できる。中でも、高強度の炭素繊維が容易に得られるアクリル系の炭素繊維が好ましく使用される。特に材料の軽量化や高強度化の要求が高い用途において、比弾性率、比強度に優れた炭素繊維と組み合わせて用いることが好ましい。さらに、炭素繊維以外にも、ガラス繊維、アラミド繊維、ボロン繊維、PBO繊維、高強力ポリエチレン繊維、アルミナ繊維、および炭化ケイ素繊維などの繊維を用いることができ、これらの繊維を2種以上混合して用いても構わない。
【0068】
また、航空機の構造材料などで強度と高い剛性の両立が求められる場合、さらに高弾性率の300GPa以上の炭素繊維を使用するとよい。また、電子・電子機器の筐体など、より薄肉化・軽量化を重視する場合には、高い剛性が求められ、300GPa以上、さらには400GPa以上の炭素繊維を使用することもある。ここでいう炭素繊維の引張強度、弾性率は、JIS R7601にしたがって測定されるストランド引張強度、ストランド引張弾性率を意味する。
【0069】
以上、説明したエポキシ樹脂を含むマトリックス樹脂[A]とリン含有物質[B]および炭素繊維[C]を組み合わせて、炭素繊維強化複合材料板を得ることが出来る。
【実施例】
【0070】
本発明の炭素繊維強化複合材料板について、実施例で例を挙げて説明する。なお、各実施例の炭素繊維強化複合材料板の特性は、表1、表2に示す。
1.プリプレグ、炭素繊維強化複合材料板の作製
(1)使用原料
<エポキシ樹脂>
“エピコート(登録商標)”828、“エピコート(登録商標)”834、 “エピコート(登録商標)”1001(以上、ビスフェノールA型エポキシ樹脂、ジャパンエポキシレジン(株)製)、“エピコート(登録商標)”154(以上、フェノールノボラック型エポキシ樹脂、ジャパンエポキシレジン(株)製)
<硬化剤>
DICY7(ジシアンジアミド、ジャパンエポキシレジン(株)製)
<硬化促進剤>
“オミキュア(登録商標)”24(2,4−トルエンビス(ジメチルウレア)、ピイ・ティ・アイジャパン(株)製)
<熱可塑性樹脂>
“ビニレック(登録商標)”K(ポリビニルホルマール、チッソ(株)製)
<表面被覆赤リン>
“ノーバレッド(登録商標)”120(平均粒径25μm、リン含有量85%、燐化学工業(株)製)
なお、表面被覆赤リンの平均粒径は、レーザー回折式粒度分布測定装置SALD−200A((株)島津製作所製)にて測定した。
<炭素繊維>
“トレカ(登録商標)”T700SC−12K−50C(引張強度4900MPa、引張弾性率235GPa、繊維比重1.80)、“トレカ(登録商標)”M40JB―12K−50B(引張強度4400MPa、引張弾性率385GPa、繊維比重1.75)(以上、東レ(株)製)
(1)エポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物(本実施例中では、エポキシ樹脂組成物と略す)とリン含有物質の混合物の調整方法
表1に示す原料および組成比をもって下に示す手順でニーダーで混合し、ポリビニルホルマールが均一に溶解したエポキシ樹脂組成物を得た。
(a)各エポキシ樹脂原料とポリビニルホルマールとを150〜190℃に加熱しながら1〜3時間攪拌し、ポリビニルホルマールを均一に溶解する。
(b)樹脂温度を90℃〜110℃まで降温し、リン含有物質を加えて20〜40分間攪拌する。
(c)樹脂温度を55〜65℃まで降温し、ジシアンジアミド、および3−(3,4−ジクロロフェニル)−1,1−ジメチルウレアを加え、該温度で30〜40分間混練後、ニーダー中から取り出してエポキシ樹脂組成物とリン含有物質の混合物を得る。
【0071】
(2)エポキシ樹脂組成物とリン含有物質の混合物の硬化物作製
(1)で作製したエポキシ樹脂組成物とリン含有物質の混合物を減圧下で脱泡した後、厚さ2mmのモールドに注型し、150℃に予熱した熱風乾燥機中で30分間加熱硬化した。熱電対をモールド中の樹脂に挿入しておき、温度が150℃に到達後の30分間保持した。
【0072】
(3)プリプレグの作製
[PP−1の作製]
表1に示すエポキシ樹脂組成物とリン含有物質の混合物を表1の組成比に調整し、リバースロールコータを用いて離型紙上に塗布して樹脂フィルムを作製した。樹脂フィルムの単位面積あたりの塗布量は、25g/m2とした。
【0073】
次に、単位面積あたりの繊維重量が100g/m2となるようにシート状に一方向に整列させた炭素繊維“トレカ(登録商標)”T700SC−12K―50C(東レ株式会社製、引張強度4900MPa、引張弾性率230GPa)に前記樹脂フィルムを両面から重ね、加熱加圧してエポキシ樹脂組成物とリン含有物質の混合物
を含浸させ、一方向プリプレグを作製した。
[PP−2、PP−3、PP−4、]
樹脂フィルムの単位面積あたりの塗布量と炭素繊維の単位面積のあたりの繊維重量が異なる他はPP−1と同様の方法にて作製した。
[PP−1B、PP−3B、PP−4B、]
“ノーバレッド”120が含有されていないこと以外は、それぞれPP−1、PP−3、PP−4と同様の方法にて作製した。
[PP−5、PP−5B]
炭素繊維がトレカ(登録商法)M40JB−12kであること以外は、それぞれPP−3、PP−3Bと同様の方法にて作製した。
(4)炭素繊維強化複合材料板(積層板)の作製
一方向プリプレグを表2に示すような積層構成で積層(例えば実施例1は、第1層にPP−1を90°方向、第2層にPP−1Bを0°方向、第3層にPP−1を90°方向にして積層)し、加熱プレスを用いて温度150℃、圧力1.2MPaで30分間加熱加圧して30cm×30cmの炭素繊維強化複合材料板を得た。得られた複合材料板の厚みを表2に示した。
2.特性評価
(1)比重
JIS 7112記載の方法に基づき、25℃で水中置換法によりエポキシ樹脂組成物とリン含有物質の混合物の硬化物および積層板の比重を測定した。
【0074】
(2)繊維体積分率
積層板、炭素繊維、エポキシ樹脂組成物とリン含有物質の混合物の硬化物の比重から求めた。炭素繊維の比重は1.80とした。
【0075】
(3)難燃層厚み
積層板の中心部と中心から20cm離れた部分2カ所の合計3カ所について、ダイアモンドカッターで切断した断面を透明なエポキシ樹脂で包含・硬化後に、該断面を研磨材で鏡面になるように研磨し、光学顕微鏡で50倍の写真を撮影した。該写真上に、表層から表層に対する垂直線を2cm置きに5本引き、各線における炭素繊維リッチ層の炭素繊維単糸と初めに交差する点と最後に交差する点をそれぞれ15点求め、前記初めに交差する合計15点の平均位置、前記最後に交差する合計15点の平均位置に挟まれる領域を炭素繊維リッチ層、前記炭素繊維リッチ層と次の炭素繊維リッチ層に挟まれる領域を樹脂リッチ層とした。さらに、該樹脂リッチ層の中間面を炭素繊維複合材料の境界とし、表層から次の樹脂リッチ層中間面までを炭素繊維複合材料の1層、また該樹脂リッチ層中間面から次の樹脂リッチ層中間面までを1層として各層を決定して、リン含有物質が存在する層の厚みを難燃層厚みとして求めた。なお、リン含有物質の存在有無は、形状および色調から確認可能であった。
【0076】
(4)難燃性
UL94規格に基づき、垂直燃焼試験により難燃性を評価した。
【0077】
炭素繊維強化複合材料板(積層板)の(積層構成で示す)90°方向が長さ方向になるように幅12.7±0.1mm、長さ127±1mmの試験片5本を切り出した。バーナーの炎の高さを19mmに調節し、垂直に保持した試験片中央下端を炎に10秒間さらした後、炎から離し燃焼時間を記録した。消炎後は、ただちにバーナー炎を更に10秒間当てて炎から離し燃焼時間を計測した。有炎滴下物(ドリップ)がなく、1回目、2回目とも消火までの時間が10秒以内、かつ5本の試験片に10回接炎した後の燃焼時間の合計が50秒以内ならばV−0、燃焼時間が30秒以内かつ5本の試験片に10回接炎した後の燃焼時間の合計が250秒以内であればV−1と判定した。また、V−1と同じ燃焼時間でも有炎滴下物がある場合はV−2、燃焼時間がそれより長い場合、あるいは試験片保持部まで燃焼した場合は不合格と判定した。
【0078】
〔実施例1〕
表1に示すプリプレグPP−1とPP−1Bを用いて、表2に示す積層構成で前記した方法により積層板を作製した。かかる積層板の特性を表2に示す。難燃性はV−0を達成し十分な難燃性を得られた。難燃層厚み比率は33.3%であった。
【0079】
〔比較例1〕
プリプレグPP−1をPP−1Bへ変更した以外は、実施例1と同様に積層板を作製した。難燃性は、不合格であった。
【0080】
〔実施例2〜7〕
使用するプリプレグと積層構成を変更した以外は実施例1と同様に積層板を作製した。いずれの積層板についても、難燃性はV−1を達成した。
【0081】
〔比較例2〕
実施例2と同等厚みで難燃層厚みを薄く設計した積層板を作製したが、難燃評価が不合格であった。実施例2の難燃層厚みが19.4%に対して、比較例2は16.4%であった。
【0082】
〔比較例3〕
難燃層厚みが40%程度で積層板厚みが3mm程度に設計して積層板を作製した。実際の難燃層厚みは39.2%で積層板厚みは2.88mmであったが、難燃性は不合格であった。
【0083】
【表1】

【0084】
【表2】
【図面の簡単な説明】
【0085】
【図1】本発明における炭素繊維複合材料層の層厚みの計算方法の説明図である。
【技術分野】
【0001】
本発明は、板状の難燃性に優れた炭素繊維強化複合材料板に関するものである。
【背景技術】
【0002】
とりわけ、炭素繊維とマトリックス樹脂からなる炭素繊維強化複合材料は、その力学的特性が優れていることから、ゴルフクラブ、テニスラケット、釣り竿などのスポーツ用品をはじめ、航空機や車両などの構造材料、コンクリート構造物の補強など幅広い分野で使用されている。最近は、炭素繊維が導電性を有し、その複合材料が優れた電磁波遮蔽性を有することや優れた力学特性のため、ノートパソコンやビデオカメラなどの電気・電子機器の筐体などにも使用され、筐体の薄肉化、機器の重量軽減などに役立っている。
【0003】
この中で、特に航空機や車両などの構造材料、建築材料などにおいては、火災によって構造材料が着火燃焼し、有毒ガスなどが発生することは非常に危険であるため、材料に難燃性を有することが強く求められている。
【0004】
また、電気・電子機器用途においても、装置内部からの発熱や外部の高温にさらされることにより、筐体や部品などが発火し燃焼する事故を防ぐために、材料の難燃化が求められている。
【0005】
従来より、繊維強化複合材料の難燃化には、ハロゲン難燃剤が広く用いられてきた。具体的には、臭素化エポキシ樹脂、あるいは臭素化エポキシ樹脂に加えて三酸化アンチモンを難燃剤に用いた難燃性エポキシ樹脂組成物が開示されている(例えば、特許文献1〜3参照)。また、ヘキサブロモベンゼンなどの有機ハロゲン化合物を難燃剤に用いた難燃性エポキシ樹脂組成物やプリプレグも開示されている(例えば特許文献4参照)。
【0006】
このようなハロゲン難燃剤は難燃効果が高い反面、着火して消火するまでの間にハロゲン化水素や有機ハロゲン化物などのガス(ハロゲン含有ガスと総称する)を発生する場合がある。加えてハロゲン化難燃剤とともに使用される三酸化アンチモンは、刺激性などの有害性のために取扱いに注意を必要とするため、最近ではハロゲン難燃剤や三酸化アンチモンを使用せず、一定の難燃性を達成することが求められている。
【0007】
また、ハロゲン難燃剤は、分子中にハロゲン原子を有するために、通常のエポキシ樹脂硬化物の比重が1.2程度であるのに対して、難燃剤自身の比重が1.9程度と大きい(以下、比重は全て25℃における値)。さらに併用する三酸化アンチモンは、添加量は少量ながら5.2と非常に高い比重をもつ。そのため、これらを難燃剤として樹脂組成物に添加すると、それを硬化して得られる樹脂硬化物の比重が添加しないものに比べて大きくなり、総じてその樹脂組成物をマトリックス樹脂とした繊維強化複合材料の比重も増大する。従って、ハロゲン難燃剤を適用すると、繊維強化複合材料のもつ軽量かつ高剛性という特徴を材料に十分生かすことができないという問題が生じうる。
【0008】
一方、ハロゲンを含有しないエポキシ樹脂組成物の難燃化技術として、エポキシ樹脂と金属酸化物及びガラス転移温度が120℃以上の熱可塑性樹脂からなる繊維強化複合材料用マトリックス樹脂の技術が開示されている(例えば特許文献5)。この技術は、ハロゲン含有ガスを発生しない利点はあるものの、金属酸化物を20部以上添加しなければ十分な難燃性が得られない。かかる難燃剤を大量に含む樹脂組成物は粘度が高いために強化繊維への含浸が困難になり、プリプレグの取り扱い性に悪影響を及ぼしたり、成形した複合材料にボイドができたり、複合材料としての物性低下、特に引張特性の低下を招きやすい。
【0009】
また、金属酸化物はハロゲン難燃剤同様比重が大きく、例えば、酸化マグネシウムは3.2以上の比重をもつため、かかる化合物を難燃剤として添加して得られる樹脂組成物及び繊維強化複合材料は比重が増大するというハロゲン難燃剤と同様の問題点があった。
【0010】
このように、ハロゲン含有ガスを発生せず、かつ優れた力学特性を繊維強化複合材料に与える軽量な難燃性炭素繊維強化複合材料は得難いのが現状である。
【0011】
また、最近では、前記の金属酸化物及びガラス転移温度が120℃以上の熱可塑性樹脂からなる繊維強化複合材料用マトリックス樹脂の他にも、リン含有物質を難燃化剤として含有する繊維強化複合材料用マトリックス樹脂の技術が開示されている(例えば特許文献6)。
本技術は、リン系化合物をエポキシ樹脂に添加することにより、ハロゲン含有ガスを発生せず、かつ優れた力学特性を繊維強化複合材料に与えるというものであるが、良好な難燃性を発現させるためには、板厚や該化合物の添加量等の条件を厳密に設定する必要があった。
【特許文献1】特公昭59−2446号公報
【特許文献2】特公昭59−52653号公報
【特許文献3】特開平9−278914号公報
【特許文献4】特許第3216291
【特許文献5】特開平11−147965号公報
【特許文献5】特開2005−239939号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上記従来技術の課題に鑑み、優れた難燃性を有し、かつ燃焼時にハロゲン含有ガスを発することのない軽量で高剛性を有する炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に提供することにある。
【課題を解決するための手段】
【0013】
本発明者は、リン系難燃剤を用いた従来法において、十分な難燃性を発現させるために厳密な条件設定が必要である原因を検討したところ、リン含有物質自体は可燃性であることから成形体中央部の該物質はむしろ難燃化を阻害しているのではないかとの考えの下、炭素繊維強化複合材料板の厚み方向に含有量を変化させてみたところ従来法と比較して、容易に高い難燃性を発現する構成を見出したものである。すなわち、
(1) エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
【0014】
(2) 前記炭素繊維強化複合材料板の中心面を含む板厚の20%の層は、リン原子濃度が0〜6重量%である前記(1)に記載の板状炭素繊維強化複合材料。
【0015】
(3) エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも18%の厚みの領域を含む炭素繊維強化複合材料層[1]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2]はリン原子濃度が炭素繊維強化複合材料層[1]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【0016】
(4) エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも30%の厚みの領域を含む炭素繊維強化複合材料層[1’]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2’]はリン原子濃度が炭素繊維強化複合材料層[1’]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【0017】
(5) 前記リン含有物質[B]が赤リンである前記(1)〜(4)のいずれかに記載の炭素繊維強化複合材料板。
【0018】
(6) 繊維体積含有率が30〜95%である前記(1)〜(5)のいずれかに記載の炭素繊維強化複合材料板。
【0019】
(7) 難燃性がUL94 V−1またはV−0である前記(1)〜(6)のいずれかに記載の炭素繊維強化複合材料板。
【0020】
(8) エポキシ樹脂を含むマトリックス樹脂[A]を炭素繊維[C]に含浸せしめてなる厚さが0.1〜0.3mmのプリプレグを3〜27層の積層・硬化する炭素繊維強化複合材料板の製造方法であって、少なくとも前記プリプレグの内両外層のそれぞれ18%の領域に位置するプリプレグにリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含む第1のプリプレグを、その他の層の少なくとも1層にはリン含有物質[B]を含まない第2のプリプレグを積層することを特徴とする炭素繊維強化複合材料板の製造方法。
【発明の効果】
【0021】
本発明によれば、以下に説明するとおり、優れた難燃性を有し、燃焼時にハロゲン含有ガスを発することがない軽量で高剛性を有する板状炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に得ることができる。
【発明を実施するための最良の形態】
【0022】
本発明の板状炭素繊維強化複合材料板は、エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板である。炭素繊維強化複合材料板の厚みが、0.3mmより薄いと後述する構成においても難燃効果が小さくなるだけでなく、力学特性も小さくなり、また、2.7mmより厚くなっても難燃効果が小さくなるだけでなく、複合材料の重量が重くなるためである。
【0023】
また、本発明の板状炭素繊維強化複合材料板は、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする。リン含有物質を両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%含有することにより高い難燃効果が得られる。かかる難燃効果は燃焼時に、リン含有物質が燃焼し、炭化物層を形成することで内側からの可燃ガスの遮断および外側からの酸素の遮断によって得られていると考えられており、かかる難燃化機構を考慮すると、リン含有物質は炭素繊維強複合材料板の表面領域に存在することが必要である。複合材料板両表面のリン含有物質の存在する領域が、該複合材料板の板厚の18%未満の場合、燃焼時に形成するリン含有物質の炭化物層が薄く必要とする難燃性が得られないことから、複合材料板の板厚の少なくとも18%の領域にリン含有物質が存在することが必要であり、少なくとも30%の領域に存在すればより好ましい。また、難燃性はエポキシ樹脂組成物中のリン原子濃度にも大きく影響を受けるため、リン原子濃度が0.03重量%未満であると、難燃効果が十分に得られないことがあるため、0.03重量%以上である必要がある。上限については、リン原子濃度が高い場合は、難燃性は満たすが、12重量%を超えると、得られる複合材料の機械特性、特に引張強度やシャルピー衝撃値に悪影響を及ぼすことがあることから、12重量%以下である必要がある。かかる理由から、好ましくは0.4〜11重量%、さらに好ましく範囲としては0.5〜10重量%である。
【0024】
また本発明の炭素繊維強化複合材料板は、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを必要とする。リン含有物質物自体は可燃性のため、難燃効果の発現に寄与する表面部分以外はリン含有物質の濃度が低い方が、炭素繊維強化複合材料板全体としての難燃性が高くなるためである。かかる観点から、本発明の炭素繊維強化複合材料板は、さらに難燃効果を得るために中心面を含む板厚の20%の層には、リン原子濃度が0〜6重量%であることが好ましく、0〜3重量%であればより好ましい。
【0025】
また、本発明の炭素繊維複合材料板は、エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも18%の厚みの領域を含む炭素繊維強化複合材料層[1]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の内部の炭素繊維強化複合材料層[2]はリン原子濃度が炭素繊維強化複合材料層[1]のリン原子濃度より低く、かつ0〜6重量%であることを必要とする。ここで、炭素繊維複合材料層とは、炭素繊維複合材料板が厚み方向に、炭素繊維の集合状態が密である層(炭素繊維リッチ層)と樹脂リッチである層の積層構造を有する場合の、炭素繊維リッチ層を中心としその前後の樹脂リッチ層を合わせた3層を1組との領域とし、より具体的には以下のように規定する。炭素繊維複合材料板の上面から順に樹脂リッチ層−炭素繊維リッチ層−樹脂リッチ層の3層を1組として炭素繊維複合材料層1層とする。これらの層は、炭素繊維複合材料板の断面を、例えば、研磨紙及び/または研磨材で鏡面となるよう研磨し、光学顕微鏡で50倍〜100倍程度に拡大することで識別が可能である。また、積層構造中の炭素繊維複合材料層間の境界は、樹脂リッチ層を厚さにおいて2分する面(以下、中央面と記す)とする。すなわち、最表層は、表層の樹脂リッチ層−炭素繊維リッチ層−樹脂リッチ層の中央面までを第一層とする。続いて、前記樹脂リッチ層の中央面−炭素繊維リッチ層−次の樹脂リッチ層の中央面を第2層とし、以下同様とする。具体的には、炭素繊維リッチ層および樹脂リッチ層、および炭素繊維複合材料層の境界(樹脂リッチ層の中央面)は次のとおり定義する。炭素繊維複合材料板の任意の断面を3カ所、研磨材で鏡面に仕上げ、光学顕微鏡を用いて50倍の写真を撮影する。該写真上に、表層から表層に対する垂直線を2cm置きに5本引き、各線における炭素繊維リッチ層の炭素繊維単糸と初めに交差する点と最後に交差する点をそれぞれ15点求め、前記初めに交差する合計15点の平均位置、前記最後に交差する合計15点の平均位置に挟まれる領域を炭素繊維リッチ層とし、前記炭素繊維リッチ層と次の炭素繊維リッチ層に挟まれる領域を樹脂リッチ層とする。このようにして求めた樹脂リッチ層の中央面を炭素繊維複合材料層の境界として定義する。かかる積層構造を有することにより、表面領域に高濃度にリン化合物を含有すること(前述のリン含有物質の難燃機構に基づく効果)に加えて、炭素繊維リッチ層が可燃成分の厚み方向における表面への移動を阻害することから、さらに効果的に難燃化を達成することができる。かかる難燃化機構により、より高い難燃化効果を得るためにはさらには、エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも30%の厚みの領域を含む炭素繊維強化複合材料層[1’]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2’]はリン原子濃度が炭素繊維強化複合材料層[1’]のリン原子濃度より低く、かつ0〜6重量%であることが好ましい。
【0026】
かかる積層構造を有する炭素繊維強化複合材料板を作製する方法としては、強化繊維にエポキシ樹脂を含むマトリックス樹脂を含浸してシート状にしたプリプレグを積層・加熱し成形する方法、プリプレグを用いず、エポキシ樹脂を含むマトリックス樹脂を直接強化繊維に含浸させた後加熱硬化する方法、たとえばハンドレイ・アップ法、フィラメントワインディング法、フルトリュージョン法、レジン・インジェクション・モールディング法、レジン・トランスファー・モールディング法などの成形法がある。この中でも、本発明の炭素繊維強化複合材料板は、プリプレグを経由した方法が、効率良くかかる複合材料板を得られることから適して用いられる。
【0027】
本発明の最良の製造方法としては、プリプレグの内両外層のそれぞれ少なくとも18%の厚さの部分を含む領域に位置するプリプレグにリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含む第1のプリプレグを、その他の層の少なくとも1層にはリン含有物質[B]を含まない第2のプリプレグを積層して加熱し成形する方法である。
【0028】
本発明で用いられるエポキシ樹脂の粘度に特に限定されないが、60℃での粘度が10〜700Pa・sの範囲にあることが好ましい。 粘度が10Pa・s未満であると、樹脂を炭素繊維に含浸させてプリプレグを作製した際、樹脂が炭素繊維内に沈み込み、プリプレグ表面の樹脂が少なくなるため表面に十分なタック性、すなわち粘着性が得られないことや、成形時に樹脂の流動が大きく炭素繊維の乱れが発生することがある。また、700Pa・sを超えると、炭素繊維への含浸が困難となったり、成形加工性および成形体品位に悪影響をきたすことがある。かかる粘度は、例えば回転粘度計を用いて60℃における粘度を測定することで求められる。
【0029】
炭素繊維の形態や配列については限定されず、例えば、一方向に引き揃えられた長繊維、単一のトウ、織物、ニット、不織布、マット、および組み紐などの繊維構造物が用いられる。
【0030】
一方向プリプレグは、炭素繊維の方向が揃っており、繊維の曲がりが少ないため繊維方向の強度利用率が高いため特に好ましい。また、一方向プリプレグは、複数のプリプレグを適切な積層構成で積層した後成形すると、炭素繊維強化複合材料板の各方向の弾性率、強度を自由に制御できるため特に好ましい。
【0031】
また、織物プリプレグも、強度、弾性率の異方性が少ない材料が得られること、表面に炭素繊維織物の模様が浮かび意匠性に優れることから好ましい。複数種のプリプレグ、例えば一方向プリプレグと織物プリプレグの両方を用いて成形することも可能である。
【0032】
かかるプリプレグにおいては、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物は炭素繊維束の内部まで含浸されていても良いし、シート状プリプレグの場合などはその表面付近に前記未硬化樹脂組成物を局在化させておいても良い。
【0033】
得られる炭素繊維強化複合材料板の強度と弾性率は、炭素繊維量に大きく依存する。つまり一定量の炭素繊維を含有する場合、組み合わせるマトリックス樹脂の量を少なくするほど、炭素繊維強化複合材料板や最終製品の性能をほぼ一定に維持したままで、製品重量を軽量化することができる。このような目的のため、本発明におけるプリプレグおよび炭素繊維強化複合材料板全重量に対する炭素繊維の含有量は30〜95重量%であることが好ましく、50〜90重量%であることがより好ましく、60〜90重量%が更に好ましい。炭素繊維の含有量が30重量%未満の場合は、軽量化効果が十分でない場合があり、95重量%を超えると前記未硬化樹脂量が少ないため複合材料中にボイドが残存し、機械特性が低下する場合がある。
【0034】
本発明の炭素繊維強化複合材料板は特に比重に限定されないが、炭素繊維強化複合材料板全体積に対する炭素繊維の含有体積(以下Vfと表す)が60%である時、比重が1.7以下であることが望ましい。1.7以上であると、例えば電子機器の筐体に使用した場合、「軽くて強い」という炭素繊維複合材料板の特性を生かすことができず、「軽い」というメリットが十分に得られないことがあるからである。
【0035】
ここで、炭素繊維強化複合材料板のVfが60%より大きい場合、炭素繊維強化複合材料板の比重は増加するが、同じ厚みの材料で比較すると強度が高いものが得られるため、同等の強度を得るのに必要な材料の厚みは薄くてすむ。よって、例えばVfが85%である時は、比重は1.9以下であることが望ましい。
【0036】
一方、炭素繊維強化複合材料板のVfが60%より小さい場合、比重は小さくなるが同じ厚みの材料の強度が低下するため、同等の強度を得るためには材料の厚みを増やさなくてはならない。よって、例えばVfが40%である時、比重は1.6以下であることが望ましい。
【0037】
本発明の炭素繊維強化複合材料板は、難燃性がUL94規格による測定で、V−1またはV−0であることがより好ましい。また、電気・電子機器の筐体として用いられる場合、さらに薄い肉厚で使用される場合がある可能性を想定すれば、厚さ1.5mm以下で難燃性がV−1またはV−0であることがより好ましい。より好ましくは厚さ1.0mm以下でV−1またはV−0である。
【0038】
ここで、V−0及びV−1の難燃性とは、UL−94規格(Underwriters Labratories Inc.で考案された米国燃焼試験法)において、燃焼時間やその状態、延焼の有無、滴下(ドリップ)の有無やその滴下物の燃焼性などにより規定されているV−0及びV−1の条件を満たした難燃性を示す。
ここで、リン含有物質[B]をさらに詳しく説明する。リン含有物質[B]としては、分子中にリン原子を含むものであれば特に限定されないが、リン酸エステル、縮合リン酸エステル、ホスファフェナントレン系化合物などのリン含有化合物や赤リンが好ましく用いられる。これらのリン含有物質は、硬化反応中にエポキシ樹脂骨格に取り込まれても、エポキシ樹脂を含むマトリックス樹脂[A]に分散または相溶していても構わない。
【0039】
赤リンは、比重が2.2と金属酸化物に比べて小さく、さらに赤リン中に含まれる難燃性を付与する働きをするリン原子含有率が非常に大きいため、十分な難燃効果を得るために加えなくてはならない難燃剤の添加量が少量でよい。よって赤リンを難燃剤として添加して得られる炭素繊維強化複合材料板は比重が小さいものが得られ、軽量化のメリットが十分生かせることができる。また、添加量が少量に抑えられることで、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物のレオロジーコントロールが容易になり、良好な炭素繊維強化複合材料板が得られる点で特に好ましい。かかるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物のレオロジーは、中間製品としてプリプレグを経由して炭素繊維強化複合材料板を得る場合や、レジントランスファーモールディング法などの樹脂を注入する方法で炭素繊維強化複合材料板を得る場合に、成形性などに影響するからである。
【0040】
赤リンは、赤リンの表面を金属水酸化物および/または樹脂を用いて被覆し安定性を高めたものがより好適に用いられる。金属酸化物としては、水酸化アルミニウム、水酸化マグネシウム、水酸化亜鉛、水酸化チタン等が挙げられる。樹脂の種類、被覆の厚さについて特に限定はないが、樹脂としてはベース樹脂であるエポキシ樹脂との親和性が高いフェノール樹脂、エポキシ樹脂、ポリメチルメタクリレート等が好ましい。また、被覆の厚さは、赤リンの平均粒径の1%以上が好ましい。1%よりも薄い場合には、被覆効果が十分ではなく、高温での混練時などにホスフィンガスが発生する場合がある。かかる被覆の厚さは大きければ大きいほど安定性という意味では好ましいが、難燃効果や炭素繊維強化複合材料板の軽量化という観点からは20%を超えないことが好ましい。
【0041】
リン酸エステル及び縮合リン酸エステルは、赤リンに比べてリン原子の含有率が少ないため、同程度の難燃性を得るためには多少添加量が増加する。しかし、リン酸エステル及び縮合リン酸エステルの比重が、1.2程度と、難燃剤を加える前のエポキシ樹脂組成物の硬化物の比重とほとんど同じかそれ以下であるため、得られる炭素繊維強化複合材料板の比重を増加させることなく難燃性を付与することができる。また、市販のリン酸エステル及び縮合リン酸エステルの多くは常温で液体であるため、金属水酸化物を用いた際におこるような複合材料の機械特性低下が抑えられ、特性を高く維持した炭素繊維強化複合材料板を得ることができる。
【0042】
粉体のリン含有物質を用いる場合には、その最大粒径は200μm以下が好ましい。これより粒径が大きくなると、マトリックス樹脂に対する分散性が悪化する場合がある。更に好ましくは、最大粒径が150μm以下が好ましい。ここでいう最大粒径とは、粒度分布測定において検出された最大の粒径であり、粒度分布の測定にはレーザー回折型の粒度分布測定装置によって測定することができる。
【0043】
また、粉体のリン含有物質は平均粒径が0.1〜70μmの範囲のものを用いることが好ましい。これにより、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化物に対する分散性を向上させ、成形性、難燃性等のばらつきを小さくすることができることに加え、少量で効果的な難燃性を発現させることができる。より好ましくは、0.5〜50μmが好ましい。なお、ここでいう平均粒径とは、体積平均を意味し、レーザー回折型の粒度分布測定装置によって測定することができる。
【0044】
リン酸エステルの具体例としては、トリアリルホスフェート、アルキルアリルホスフェート、アルキルホスフェート、ホスフォネートが挙げられる。トリアリルホスフェートとしては、トリフェニルホスフェート、トリクレジルホスフェート、トリキシリルホスフェート、クレジルジフェニルホスフェート、クレジル−2,6−ジキシレニルホスフェート、ヒドロキシジフェニルホスフェート等がある。アルキルアリルホスフェートとして、オクチルジフェニルホスフェート等がある。アルキルホスフェートとしては、トリメチルホスフェート、トリエチルホスフェート、トリ−n−ブチルホスフェート、トリイソブチルホスフォネート、トリス(2−メチルヘキシル)ホスフェート等がある。ホスホネートとしては、ジメチルメチルホスフォネート等がある。
【0045】
縮合リン酸エステルとしては、レゾルシノールビス(ジホスフェート)、ビスフェノールAビス(ジフェニルホスフェート)等がある。
【0046】
この中で、分子中のリン原子重量含有率ができるだけ高い方が好ましく用いられる。
【0047】
なお、使用できるリン酸エステル、縮合リン酸エステルは、具体例に限られるものではない。
【0048】
また、これらリン含有物質は単独で用いても、複数種を組み合わせて用いてもよい。
【0049】
本発明におけるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物に用いられるエポキシ樹脂としては、化合物中にエポキシ基を2個以上有する化合物であれば特に限定されないが、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂、ノボラック型エポキシ樹脂、フルオレン骨格を有するエポキシ樹脂、フェノール化合物とジシクロペンタジエンの共重合体を原料とするエポキシ樹脂、ジグリシジルレゾルシノール、テトラキス(グリシジルオキシフェニル)エタン、トリス(グリシジルオキシフェニル)メタンのようなグリシジルエーテル型エポキシ樹脂組成物、テトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、トリグリシジルアミノクレゾール、テトラグリシジルキシレンジアミンのようなグリシジルアミン型エポキシ樹脂、ビフェニル型エポキシ樹脂、イソシアネート変性エポキシ樹脂およびこれらの混合物を用いることができる。エポキシ樹脂は、これらの樹脂単独でも混合でもよい。特に、耐熱性、機械特性のバランスがとれた複合材料を要する場合には、多官能エポキシ樹脂に、2官能エポキシ樹脂を組み合わせたもの、例えば、多官能エポキシ樹脂としてフェノールノボラック型エポキシ樹脂、2官能エポキシ樹脂としてビスフェノールA型エポキシ樹脂やビスフェノールF型エポキシ樹脂を組み合わせることが好ましい。
【0050】
本発明におけるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物に用いられるエポキシ樹脂の硬化剤は、エポキシ樹脂の硬化剤であれば特に限定されないが、硬化性および保存性の点からアミン系硬化剤が好ましい。アミン系硬化剤とは、硬化剤分子中に窒素原子を有する硬化剤をいう。かかる硬化剤としては、分子中に窒素原子を有していれば特に限定されないが、例えば、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、3,3’−ジアミノジフェニルスルホン、m−フェニレンジアミン、m−キシリレンジアミン、ジエチルトルエンジアミンのような活性水素を有する芳香族ポリアミン化合物、ジエチレントリアミン、トリエチレンテトラミン、イソホロンジアミン、ビス(アミノメチル)ノルボルナン、ビス(4−アミノシクロヘキシル)メタン、ポリエチレンイミンのダイマー酸エステルのような活性水素を有する脂肪族アミン、これらの活性水素を有するアミンにエポキシ化合物、アクリロニトリル、フェノールとホルムアルデヒド、チオ尿素などの化合物を反応させて得られる変性アミン、ジメチルアニリン、ジメチルベンジルアミン、2,4,6−トリス(ジメチルアミノメチル)フェノールや1置換イミダゾールのような活性水素を持たない第三アミン、ジシアンジアミド、テトラメチルグアニジン、アジピン酸ヒドラジドやナフタレンジカルボン酸ヒドラジドのようなポリカルボン酸ヒドラジド、三フッ化ホウ素エチルアミン錯体のようなルイス酸錯体などを用いることができる。
【0051】
これらの中で、高い耐熱性を必要とする用途に用いる場合は、特に芳香族ポリアミンが好ましく用いられる。芳香族ポリアミンを用いると、硬化には180℃程度の高温を必要とするが、弾性率、耐熱性の高い硬化物がえられ、これをマトリックス樹脂とする炭素繊維強化樹脂複合材料板は、航空機や車両などの構造材料に好適である。中でも、3,3’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホンが耐熱性、特に耐湿耐熱性の炭素繊維強化複合材料板を与えるため特に好ましい。
【0052】
また、これらの硬化剤には、硬化活性を高めるために適当な硬化助剤を組合わせることができる。例えば、ジシアンジアミドに、3−フェニル−1,1−ジメチル尿素、3−(3,4−ジクロロフェニル)−1,1−ジメチル尿素(DCMU)、3−(3−クロロ−4−メチルフェニル)−1,1−ジメチル尿素、2,4−ビス(3,3−ジメチルウレイド)トルエンのような尿素誘導体やイミダゾール誘導体を硬化助剤として組合わせて好適に用いることができる。ジシアンジアミド単独では硬化に170〜180℃程度が必要であるのに対し、かかる組み合わせを用いたエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物は80〜150℃程度で硬化可能となる。特に、ジシアンジアミドと1,1’−4(メチル−m−フェニレン)ビス(3,3−ジメチルウレア)あるいは4,4’−メチレンビス(フェニルジメチルウレア)を組み合わせて用いた場合、150〜160℃で2〜10分程度で硬化可能であり、電気・電子材料用途等に応用した場合、成形サイクルが短くできる点で好ましく、中でも1,1’−4(メチル−m−フェニレン)ビス(3,3−ジメチルウレア)は少量で効果が高いため、特に好ましい。
【0053】
このほかには、芳香族アミンに三フッ化ホウ素エチルアミン錯体を硬化助剤として組合せる例などがあげられる。
【0054】
また、さらに低温硬化性が必要となる用途では、硬化剤が70〜125℃で活性化する潜在性硬化剤を好ましく用いることができる。ここで、70〜125℃で活性化するとは、反応開始温度が70〜125℃の範囲にあることをいう。かかる反応開始温度(以下、活性化温度という)は示差走査熱量分析(DSC)により求めることができる。具体的には、エポキシ当量184〜194程度のビスフェノールA型エポキシ樹脂100重量部に評価対象の硬化剤10重量部を加えたエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物について、示差走査熱量分析により得られる発熱曲線の変曲点の接線とベースラインの接線の交点から求められる。かかる活性化温度が70℃未満であると保存安定性が十分でない場合があり、125℃を超えると期待されるような速硬化性が得られない場合がある。
【0055】
70〜125℃で活性化する潜在性硬化剤としてはかかる活性化温度を有するのであれば特に限定されないが、例えばアミンアダクト型潜在性硬化剤、マイクロカプセル型潜在性硬化剤、アミンイミド、ブロックイソシアネート、エポキシ基にカルバミン酸エステルを反応させオキサゾリジノン環とした化合物、ビニルエーテルブロックカルボン酸、イミダゾールとカルボン酸との塩、アミンのカルバミン塩、オニウム塩などが挙げられる。
【0056】
ここで、アミンアダクト型潜在性硬化剤とは、一級、二級もしくは三級アミノ基をもつ化合物や、種々のイミダゾール化合物などの活性成分を、それらの化合物と反応しうる何らかの化合物と反応させることによって高分子量化し、保存温度にて不溶化したもののことをいう。アミンアダクト型潜在性硬化剤としては、“アミキュア”(登録商標)PN−23、MY−24(以上、味の素ファインテクノ(株)製)、“アデカハードナー”(登録商標)EH−3293S,EH−3615S、EH−4070S(以上、旭電化工業(株)製)、“フジキュアー”(登録商標)FXE1000,FXR−1020(以上、富士化成工業(株)製)などを用いることができ、マイクロカプセル型潜在性硬化剤としては、“ノバキュア”(登録商標)HX−3721、HX−3722(旭化成工業(株)製)などを用いることができる。これらの中でも、特に“アミキュア”PN−23のようなアミンアダクト型潜在性硬化剤は、室温での優れた保存安定性を有しかつ低温硬化性が顕著なため成形した炭素繊維強化複合材料板の熱残留歪みが低減できるため好ましく用いることができる。
【0057】
マイクロカプセル型潜在性硬化剤とは、硬化剤を核とし、これをエポキシ樹脂、ポリウレタン樹脂、ポリスチレン系、ポリイミドなどの高分子物質や、サイクロデキストリン等をシェルとして被膜したりすることにより、エポキシ樹脂と硬化剤との接触を減少させたものである。
【0058】
また、硬化剤が70〜125℃で活性化する潜在性硬化剤に特定の硬化剤を組み合わせると、低温で速硬化が可能となる。例えば、“アミキュア”PN−23などの潜在性硬化剤にバジンジヒドラジドなどの有機酸ジヒドラジドを組み合わせた硬化剤系や、潜在性硬化剤にDCMUなどの硬化促進剤を組み合わせた硬化剤系は、110℃に10分程度で硬化が可能となり好ましく用いられる。
【0059】
また、特開平3−177418号公報記載のアミン化合物とエポキシ樹脂と尿素を加熱反応させてなる硬化剤化合物、特開平3−296525号公報記載のN、N−ジアルキルアミノアルキルアミンと活性水素を持つ窒素原子を有する環状アミンとイソシアネート、或いはさらにエポキシドとを加熱反応させて得られた硬化性化合物、特開昭64−70523号公報記載の特定のアミン化合物をコアとし、それとエポキシ樹脂の反応生成物をシェルとしてなるマスターバッチ型硬化剤等も用いることができる。これらを単独または複数組み合わせてもよい。
【0060】
本発明で用いられるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物には、粘弾性制御や靭性付与のために熱可塑性樹脂を配合することができる。
【0061】
このような熱可塑性樹脂の例としては、ポリビニルホルマール、ポリビニルブチラール、ポリビニルアセタール、ポリビニルピロリドン、芳香族ビニル単量体・シアン化ビニル単量体・ゴム質重合体から選ばれる少なくとも2種類を構成成分とする重合体、ポリアミド、ポリエステル、ポリカーボネート、ポリアリーレンオキシド、ポリスルホン、ポリエーテルスルホン、ポリイミドなどが挙げられる。芳香族ビニル単量体・シアン化ビニル単量体・ゴム質重合体から選ばれる少なくとも2種類を構成成分とする重合体の例としては、アクリロニトリル−スチレン−ブタジエン共重合体(ABS樹脂)、アクリロニトリル−スチレン共重合体(AS樹脂)などが挙げられる。ポリスルホン、ポリイミドは、主鎖にエーテル結合や、アミド結合を有するものであってもよい。
【0062】
ポリビニルホルマール、ポリビニルブチラール、ポリビニルピロリドンは、ビスフェノールA型エポキシ樹脂、ノボラック型エポキシ樹脂などの多くの種類のエポキシ樹脂と良好な相溶性を有し、エポキシ樹脂を含むマトリックス樹脂[A]の未硬化物の流動性制御の効果が大きい点で好ましく、ポリビニルホルマールが特に好ましい。これらの熱可塑性樹脂の市販品を例示すると、“デンカブチラール”および“デンカホルマール”(登録商標、電気化学工業(株)製)、“ビニレック”(登録商標、チッソ(株)製)などがある。
【0063】
また、ポリスルホン、ポリエーテルスルホン、ポリイミドは、樹脂そのものが耐熱性に優れるほか、耐熱性が要求される用途、たとえば航空機の構造部材等によく用いられるエポキシ樹脂であるテトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、トリグリシジルアミノクレゾール、テトラグリシジルキシレンジアミンのようなグリシジルアミン型エポキシ樹脂と適度な相溶性を有する樹脂骨格をもつ重合体があり、これを使用すると樹脂組成物の流動性制御の効果が大きいほか、繊維強化樹脂複合材料の耐衝撃性を高める効果があるため好ましい。このような重合体の例としては、ポリスルホンでは“レーデル”(登録商標、ソルベイアドバンスドポリマーズ社製)A、“スミカエクセル”(登録商標)PES(住友化学(株)製)など、ポリイミドでは“ウルテム”(登録商標、ジーイープラスチックス社製)、“Matrimid”(登録商標)5218(ヴァンティコ社製)などが挙げられる。
【0064】
本発明で用いられるエポキシ樹脂を含むマトリックス樹脂[A]の未硬化物において、熱可塑性樹脂は、エポキシ樹脂100重量部に対して、1〜60重量部含まれることが好ましい。1重量部より少ないと効果が現れないことがあり、60重量部以上であると炭素繊維強化複合材料板の吸水性などの面に影響を及ぼすことがある。
【0065】
本発明の炭素繊維複合材料板は、上記以外の化合物を含んでいても構わない。例えば、難燃性を向上させるために、金属酸化物や金属水酸化物を含ませてもよい。但し、かかる化合物を含ませる場合には、エポキシ樹脂を含むマトリックス樹脂[A]中に10重量%以下であることが好ましい。より好ましくは5重量%以下、さらに好ましくは0重量%である。かかる配合量を超えると、軽量化の観点からは適さない場合がある。
【0066】
なお、本発明で用いられるエポキシ樹脂を含むマトリックス樹脂[A]およびリン含有物質[B]を硬化して得られる硬化物の比重は、1.35以下であることが好ましい。かかる範囲にすることにより、より軽量な炭素繊維強化複合材料板を提供することが可能となる。エポキシ樹脂を含むマトリックス樹脂[A]およびリン含有物質[B]との硬化物の比重は、より好ましくは1.33以下、さらに好ましくは1.32以下である。
【0067】
本発明に用いられる炭素繊維[C]としては、アクリル系、ピッチ系、レーヨン系等の各種の従来公知の方法で製造される炭素繊維が使用できる。中でも、高強度の炭素繊維が容易に得られるアクリル系の炭素繊維が好ましく使用される。特に材料の軽量化や高強度化の要求が高い用途において、比弾性率、比強度に優れた炭素繊維と組み合わせて用いることが好ましい。さらに、炭素繊維以外にも、ガラス繊維、アラミド繊維、ボロン繊維、PBO繊維、高強力ポリエチレン繊維、アルミナ繊維、および炭化ケイ素繊維などの繊維を用いることができ、これらの繊維を2種以上混合して用いても構わない。
【0068】
また、航空機の構造材料などで強度と高い剛性の両立が求められる場合、さらに高弾性率の300GPa以上の炭素繊維を使用するとよい。また、電子・電子機器の筐体など、より薄肉化・軽量化を重視する場合には、高い剛性が求められ、300GPa以上、さらには400GPa以上の炭素繊維を使用することもある。ここでいう炭素繊維の引張強度、弾性率は、JIS R7601にしたがって測定されるストランド引張強度、ストランド引張弾性率を意味する。
【0069】
以上、説明したエポキシ樹脂を含むマトリックス樹脂[A]とリン含有物質[B]および炭素繊維[C]を組み合わせて、炭素繊維強化複合材料板を得ることが出来る。
【実施例】
【0070】
本発明の炭素繊維強化複合材料板について、実施例で例を挙げて説明する。なお、各実施例の炭素繊維強化複合材料板の特性は、表1、表2に示す。
1.プリプレグ、炭素繊維強化複合材料板の作製
(1)使用原料
<エポキシ樹脂>
“エピコート(登録商標)”828、“エピコート(登録商標)”834、 “エピコート(登録商標)”1001(以上、ビスフェノールA型エポキシ樹脂、ジャパンエポキシレジン(株)製)、“エピコート(登録商標)”154(以上、フェノールノボラック型エポキシ樹脂、ジャパンエポキシレジン(株)製)
<硬化剤>
DICY7(ジシアンジアミド、ジャパンエポキシレジン(株)製)
<硬化促進剤>
“オミキュア(登録商標)”24(2,4−トルエンビス(ジメチルウレア)、ピイ・ティ・アイジャパン(株)製)
<熱可塑性樹脂>
“ビニレック(登録商標)”K(ポリビニルホルマール、チッソ(株)製)
<表面被覆赤リン>
“ノーバレッド(登録商標)”120(平均粒径25μm、リン含有量85%、燐化学工業(株)製)
なお、表面被覆赤リンの平均粒径は、レーザー回折式粒度分布測定装置SALD−200A((株)島津製作所製)にて測定した。
<炭素繊維>
“トレカ(登録商標)”T700SC−12K−50C(引張強度4900MPa、引張弾性率235GPa、繊維比重1.80)、“トレカ(登録商標)”M40JB―12K−50B(引張強度4400MPa、引張弾性率385GPa、繊維比重1.75)(以上、東レ(株)製)
(1)エポキシ樹脂を含むマトリックス樹脂[A]の未硬化樹脂組成物(本実施例中では、エポキシ樹脂組成物と略す)とリン含有物質の混合物の調整方法
表1に示す原料および組成比をもって下に示す手順でニーダーで混合し、ポリビニルホルマールが均一に溶解したエポキシ樹脂組成物を得た。
(a)各エポキシ樹脂原料とポリビニルホルマールとを150〜190℃に加熱しながら1〜3時間攪拌し、ポリビニルホルマールを均一に溶解する。
(b)樹脂温度を90℃〜110℃まで降温し、リン含有物質を加えて20〜40分間攪拌する。
(c)樹脂温度を55〜65℃まで降温し、ジシアンジアミド、および3−(3,4−ジクロロフェニル)−1,1−ジメチルウレアを加え、該温度で30〜40分間混練後、ニーダー中から取り出してエポキシ樹脂組成物とリン含有物質の混合物を得る。
【0071】
(2)エポキシ樹脂組成物とリン含有物質の混合物の硬化物作製
(1)で作製したエポキシ樹脂組成物とリン含有物質の混合物を減圧下で脱泡した後、厚さ2mmのモールドに注型し、150℃に予熱した熱風乾燥機中で30分間加熱硬化した。熱電対をモールド中の樹脂に挿入しておき、温度が150℃に到達後の30分間保持した。
【0072】
(3)プリプレグの作製
[PP−1の作製]
表1に示すエポキシ樹脂組成物とリン含有物質の混合物を表1の組成比に調整し、リバースロールコータを用いて離型紙上に塗布して樹脂フィルムを作製した。樹脂フィルムの単位面積あたりの塗布量は、25g/m2とした。
【0073】
次に、単位面積あたりの繊維重量が100g/m2となるようにシート状に一方向に整列させた炭素繊維“トレカ(登録商標)”T700SC−12K―50C(東レ株式会社製、引張強度4900MPa、引張弾性率230GPa)に前記樹脂フィルムを両面から重ね、加熱加圧してエポキシ樹脂組成物とリン含有物質の混合物
を含浸させ、一方向プリプレグを作製した。
[PP−2、PP−3、PP−4、]
樹脂フィルムの単位面積あたりの塗布量と炭素繊維の単位面積のあたりの繊維重量が異なる他はPP−1と同様の方法にて作製した。
[PP−1B、PP−3B、PP−4B、]
“ノーバレッド”120が含有されていないこと以外は、それぞれPP−1、PP−3、PP−4と同様の方法にて作製した。
[PP−5、PP−5B]
炭素繊維がトレカ(登録商法)M40JB−12kであること以外は、それぞれPP−3、PP−3Bと同様の方法にて作製した。
(4)炭素繊維強化複合材料板(積層板)の作製
一方向プリプレグを表2に示すような積層構成で積層(例えば実施例1は、第1層にPP−1を90°方向、第2層にPP−1Bを0°方向、第3層にPP−1を90°方向にして積層)し、加熱プレスを用いて温度150℃、圧力1.2MPaで30分間加熱加圧して30cm×30cmの炭素繊維強化複合材料板を得た。得られた複合材料板の厚みを表2に示した。
2.特性評価
(1)比重
JIS 7112記載の方法に基づき、25℃で水中置換法によりエポキシ樹脂組成物とリン含有物質の混合物の硬化物および積層板の比重を測定した。
【0074】
(2)繊維体積分率
積層板、炭素繊維、エポキシ樹脂組成物とリン含有物質の混合物の硬化物の比重から求めた。炭素繊維の比重は1.80とした。
【0075】
(3)難燃層厚み
積層板の中心部と中心から20cm離れた部分2カ所の合計3カ所について、ダイアモンドカッターで切断した断面を透明なエポキシ樹脂で包含・硬化後に、該断面を研磨材で鏡面になるように研磨し、光学顕微鏡で50倍の写真を撮影した。該写真上に、表層から表層に対する垂直線を2cm置きに5本引き、各線における炭素繊維リッチ層の炭素繊維単糸と初めに交差する点と最後に交差する点をそれぞれ15点求め、前記初めに交差する合計15点の平均位置、前記最後に交差する合計15点の平均位置に挟まれる領域を炭素繊維リッチ層、前記炭素繊維リッチ層と次の炭素繊維リッチ層に挟まれる領域を樹脂リッチ層とした。さらに、該樹脂リッチ層の中間面を炭素繊維複合材料の境界とし、表層から次の樹脂リッチ層中間面までを炭素繊維複合材料の1層、また該樹脂リッチ層中間面から次の樹脂リッチ層中間面までを1層として各層を決定して、リン含有物質が存在する層の厚みを難燃層厚みとして求めた。なお、リン含有物質の存在有無は、形状および色調から確認可能であった。
【0076】
(4)難燃性
UL94規格に基づき、垂直燃焼試験により難燃性を評価した。
【0077】
炭素繊維強化複合材料板(積層板)の(積層構成で示す)90°方向が長さ方向になるように幅12.7±0.1mm、長さ127±1mmの試験片5本を切り出した。バーナーの炎の高さを19mmに調節し、垂直に保持した試験片中央下端を炎に10秒間さらした後、炎から離し燃焼時間を記録した。消炎後は、ただちにバーナー炎を更に10秒間当てて炎から離し燃焼時間を計測した。有炎滴下物(ドリップ)がなく、1回目、2回目とも消火までの時間が10秒以内、かつ5本の試験片に10回接炎した後の燃焼時間の合計が50秒以内ならばV−0、燃焼時間が30秒以内かつ5本の試験片に10回接炎した後の燃焼時間の合計が250秒以内であればV−1と判定した。また、V−1と同じ燃焼時間でも有炎滴下物がある場合はV−2、燃焼時間がそれより長い場合、あるいは試験片保持部まで燃焼した場合は不合格と判定した。
【0078】
〔実施例1〕
表1に示すプリプレグPP−1とPP−1Bを用いて、表2に示す積層構成で前記した方法により積層板を作製した。かかる積層板の特性を表2に示す。難燃性はV−0を達成し十分な難燃性を得られた。難燃層厚み比率は33.3%であった。
【0079】
〔比較例1〕
プリプレグPP−1をPP−1Bへ変更した以外は、実施例1と同様に積層板を作製した。難燃性は、不合格であった。
【0080】
〔実施例2〜7〕
使用するプリプレグと積層構成を変更した以外は実施例1と同様に積層板を作製した。いずれの積層板についても、難燃性はV−1を達成した。
【0081】
〔比較例2〕
実施例2と同等厚みで難燃層厚みを薄く設計した積層板を作製したが、難燃評価が不合格であった。実施例2の難燃層厚みが19.4%に対して、比較例2は16.4%であった。
【0082】
〔比較例3〕
難燃層厚みが40%程度で積層板厚みが3mm程度に設計して積層板を作製した。実際の難燃層厚みは39.2%で積層板厚みは2.88mmであったが、難燃性は不合格であった。
【0083】
【表1】
【0084】
【表2】
【図面の簡単な説明】
【0085】
【図1】本発明における炭素繊維複合材料層の層厚みの計算方法の説明図である。
【特許請求の範囲】
【請求項1】
エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
【請求項2】
炭素繊維強化複合材料板の中心面を含む板厚の20%の層は、リン原子濃度が0〜6重量%である請求項1に記載の板状炭素繊維強化複合材料。
【請求項3】
エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも18%の厚みの領域を含む炭素繊維強化複合材料層[1]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2]はリン原子濃度が炭素繊維強化複合材料層[1]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【請求項4】
エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも30%の厚みの領域を含む炭素繊維強化複合材料層[1’]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2’]はリン原子濃度が炭素繊維強化複合材料層[1’]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【請求項5】
リン含有物質[B]が赤リンである請求項1〜4のいずれかに記載の炭素繊維強化複合材料板。
【請求項6】
繊維体積含有率が30〜95%である請求項1〜5のいずれかに記載の炭素繊維強化複合材料板。
【請求項7】
難燃性がUL94 V−1またはV−0である請求項1〜6のいずれかに記載の炭素繊維強化複合材料板。
【請求項8】
エポキシ樹脂を含むマトリックス樹脂[A]を炭素繊維[C]に含浸せしめてなる厚さが0.1〜0.3mmのプリプレグを3〜27層の積層・硬化する炭素繊維強化複合材料板の製造方法であって、少なくとも前記プリプレグの内両外層のそれぞれ18%の領域に位置するプリプレグにリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含む第1のプリプレグを、その他の層の少なくとも1層にはリン含有物質[B]を含まない第2のプリプレグを積層することを特徴とする炭素繊維強化複合材料板の製造方法。
【請求項1】
エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
【請求項2】
炭素繊維強化複合材料板の中心面を含む板厚の20%の層は、リン原子濃度が0〜6重量%である請求項1に記載の板状炭素繊維強化複合材料。
【請求項3】
エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも18%の厚みの領域を含む炭素繊維強化複合材料層[1]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2]はリン原子濃度が炭素繊維強化複合材料層[1]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【請求項4】
エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.1〜0.3mmの炭素繊維強化複合材料層3〜27層の積層構造を有する厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面からそれぞれ少なくとも30%の厚みの領域を含む炭素繊維強化複合材料層[1’]にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、それ以外の炭素繊維強化複合材料層[2’]はリン原子濃度が炭素繊維強化複合材料層[1’]のリン原子濃度より低く、かつ0〜6重量%であることを特徴とする炭素繊維強化複合材料板。
【請求項5】
リン含有物質[B]が赤リンである請求項1〜4のいずれかに記載の炭素繊維強化複合材料板。
【請求項6】
繊維体積含有率が30〜95%である請求項1〜5のいずれかに記載の炭素繊維強化複合材料板。
【請求項7】
難燃性がUL94 V−1またはV−0である請求項1〜6のいずれかに記載の炭素繊維強化複合材料板。
【請求項8】
エポキシ樹脂を含むマトリックス樹脂[A]を炭素繊維[C]に含浸せしめてなる厚さが0.1〜0.3mmのプリプレグを3〜27層の積層・硬化する炭素繊維強化複合材料板の製造方法であって、少なくとも前記プリプレグの内両外層のそれぞれ18%の領域に位置するプリプレグにリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含む第1のプリプレグを、その他の層の少なくとも1層にはリン含有物質[B]を含まない第2のプリプレグを積層することを特徴とする炭素繊維強化複合材料板の製造方法。
【図1】

【公開番号】特開2007−231073(P2007−231073A)
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−52451(P2006−52451)
【出願日】平成18年2月28日(2006.2.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成18年2月28日(2006.2.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]