
難燃性組成物ならびにそれを製造するための方法および装置
紡績糸を形成する方法および装置は、トウ出発原料の1以上のリボンを供給する供給部、供給材料をローラ対に通して、出発材料をトウ材料のフィラメントから形成される凝集伸長繊維ネットワークに牽切するための、少なくとも2対のローラ対を含む牽伸部を提供する。牽切された中間製品は、複数の供給材料から形成された混合凝集伸長ネットワークでもよい。中間製品は、1つの巻き取り/撚り合わせ操作において紡績糸へと直接紡績されてもよく、または、他の同時に生産された中間製品と組み合わされてもよい。様々な紡績糸は、製造されたままの状態で使用してもよく、または組み合わせて、難燃性および耐熱製品で使われる様々な布および他の材料を形成してもよい。出発材料はPAN、パラアラミド繊維、メタアラミド繊維、ビスコースレーヨン、およびステンレス鋼、ならびに他の適当な材料であってよい。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願
本出願は、2005年11月16日に出願された米国特許出願第11/282,108,号に基づく優先権を主張する、2006年11月15日に出願された係属中の米国特許出願第11/600,681号に基づく優先権を主張しており、これらの各出願の内容は、その全体が記載されているかのように参照により本明細書に組み入れられる。
【0002】
分野
本主題は、難燃性組成物ならびにそれを製造するための方法および装置に関し、より具体的には、粗糸、紡績糸、布およびこれらを原料とする製品(被覆材、室内装飾品、衣類および他の保護衣、絶縁材、スリーブ、ロープ、バリア、毛布、マスク、ろ過システムおよび繊維製品を含むが、それに限定されるわけではない)を含む炭素ベースの難燃性および耐熱性組成物に関する。本発明によって生産される材料は、モータースポーツ産業、自動車および航空機産業、家庭用家具、ろ過システム、産業保護材料、軍、警察および国防における用途ならびに消防業界における特定の用途を見出す。本発明はまた、紡績糸を形成するために使用される凝集伸長繊維ネットワーク(cohesive elongated network of fibers)を含む、本質的にこれからなる、またはこれよりなる中間製品に関する。本発明はまた、難燃性および耐熱性組成物ならびに中間製品を製造するための方法および機器に関する。
【背景技術】
【0003】
背景
以下の説明は、本発明の理解において有用であり得る情報を含む。本明細書において提供するいかなる情報も、本明細書に記載されるか主張される発明の先行技術または関連技術であると承認されず、または具体的または黙示的に特定されるいかなる刊行物または文書も、特許性を評価する際に用い得る従来技術や参考文献であると承認されない。
【0004】
難燃剤は、燃焼を遅延させ、または防止する際に役立つ物質である。Horrocks, A.R., Fire Retardant Materials(2001)(非特許文献1)参照。例えば、特に突発した火災および火の回りが速い火災に巻き込まれた人々を守るために、防火衣類が広く使用されている。これらの人々には、レースカードライバー、軍人および消防士など死者を出す火災および極めて危険な発火状況に曝される可能性がある様々な分野の人々が含まれる。このような人々においては、重い火傷やさらには死から守る主要な防御線(primary line)が、身体の全部または一部に装着する防護服である。
【0005】
衣類製造用の難燃性材料を形成するために、炭素繊維材料およびアラミド繊維材料などの材料が使用されてきた。炭素繊維は、通常、黒鉛プレートが長い束の形となって連結し繊維軸に平行に結晶構造を形成している。炭素繊維は異方性であり、弾性率は他の方向よりも軸方向で高い。言い換えると、個々の繊維は、軸に対して角度をつけた曲げまたは横方向伸長に耐えるよりも軸方向での引張に非常に強く耐え、すなわち、破断に至るまで伸長可能である。多くの炭素繊維材料は数千本の個別のフィラメントから作られ、数千本の繊維を含む。
【0006】
炭素繊維材料は、有利な機械的、物理的および化学的性質を有する。不燃性であることに加えて、炭素繊維材料は軽く、硬くて丈夫である。炭素繊維の強度は鋼のそれと同等であり、炭素繊維の硬さは、一般に金属、セラミックまたは高分子基材より大きい。炭素繊維は、耐腐食性および耐疲労性ならびに寸法安定性に優れるなど他の望ましい性質も有する。したがって、炭素繊維およびその複合材料は、化学的不活性、強度、剛性、軽量性、および耐疲労性が重要な要件となる分野での応用に大変適している。例えば、航空宇宙産業および防衛産業において、耐炎性材料として航空機の内部に、および燃料効率を高め構造強度を強化するための重要な構成成分として、その両者において、炭素繊維で作られた材料がますます使用されるようになってきている。
【0007】
炭素繊維材料はさらなる材料と有利に組み合わせることができ、炭素繊維材料とさらなる材料の両方の有利な品質を示す紡績糸、布または他の製品を形成し得る。炭素繊維および他の追加材料両方の特性を有する紡績糸を形成するために、炭素繊維は、紡績糸レベルで他の材料と組み合わせることができる。このようなものは混紡糸であってもよい。炭素繊維はまた、特性の所望の組み合わせを付与するために、他の布と併せて使用される布に形成することもできる。
【0008】
炭素繊維は、多様な前駆体材料から製造され得る。これらの前駆体材料には、ポリアクリロニトリル(PAN)、石油またはコールタールピッチおよびある種のフェノール繊維がある。レーヨンおよび木綿などのセルロース繊維も添加物として使用してもよい。異なる前駆体材料は、異なる形態および異なる特有の特性を有する炭素繊維を作り出す。PAN系炭素繊維材料は優れた引張強度を示し、費用において比較的低く、スポーツ用品および高性能衣類などの消費財の製造においての使用に大変適している。
【0009】
各種の前駆体材料から炭素繊維を製造するためには種々の方法が公知である。このような方法には熱分解法および高温分解が含まれる。炭素繊維の機械的特性が、繊維内で結晶性および分子の次数を増すことによって改善されることは十分に確立されている。結晶性および構造次数を増す一つの方法としては、張力をかけて安定化および炭化するプロセスがある。一般的な熱分解反応の一つは、炭素繊維を、張力をかけつつ酸化的環境下約200〜300℃で処理する酸化安定化プロセスである。このプロセスにより、酸素、窒素および/または水素が繊維から除去され、繊維中炭素含有量の増加がもたらされる。このプロセスの間適用される張力は、繊維の収縮を防止することに加えて、繊維の分子配向および次数を維持し、それは安定化された繊維の引張強度を高める。
【0010】
PANの熱分解の間、酸化および安定化は、繊維から水素の多くと窒素の一部を放出させ、配向した分子の分子内環化を誘導する。得られるPANポリマーは「酸化PAN」と呼ばれ、酸化PANは通常、約55〜68%の炭素含有量および約1.30〜1.50g/cm3の密度を有する。酸化PAN繊維は、難燃性材料としていくつかの利点がある。酸化PAN繊維は、優れた断熱性能および低熱伝導率を示す。また、酸化PAN繊維は、通常40〜60%の酸素という高い限界酸素指数(LOI)を有し、これにより、他の多くの有機繊維より不燃性となる。さらに、他の難燃性有機繊維とは異なり、酸化PAN繊維のストランドを含む繊維製品は、直火にさらされた後もその外観および繊維製品特性を保持する。酸化PAN繊維は電気的に非導電性であり、熱や直火にさらされた後でさえも有効な電気絶縁体として機能する。また、酸化PAN繊維は、有機溶剤およびほとんどの酸と塩基に対し良好な耐薬品性を示す。さらに、酸化PAN繊維ストランドは、純粋な炭素繊維のストランドより柔らかく、折り曲げたり伸ばしたりしやすい。このため、酸化PAN繊維ストランドは、単独で、または、複合材料の一部として耐熱性断熱材および最先端技術用途の繊維製品における使用に最適であり、航空宇宙産業および自動車産業での座席用の複合防炎布において、また直火の危険にさらされる人々のための複合難燃防護服の製造において使用されてきた。
【0011】
現在、少なくとも3種類の酸化PAN材料が市販されている。短繊維、大きなフィラメントトウ材料、および小さなフィラメントトウ材料である。産業用および消費者用の複合製品の製造においてこれらの材料を使用する際には、短繊維および大きなフィラメントトウ材料は、複雑で多工程のプロセスを用いて紡績糸に紡がれることが多い。このプロセスは、一般に、例えば、炭素繊維材料前駆体への補強繊維の添加、または調製に使用される布へのラミネート被覆の添加を含む。
【0012】
比較的短い天然または合成繊維である短繊維については、紡績糸の製造における第1工程は「カーディング」であり、繊維は、極めて細いワイヤまたは揃った歯を含む円筒上でほぐされ梳かれる。次いで、繊維は、「スライバ」として公知の、一つの方向に整列させられ、大まかに緩く結集されているが、撚られていない繊維の連続ストランドを形成する。次いで、スライバのストランド数本分を練条機に何回もかけてさらに繊維を整列させ、スライバの径を減らすと共に、均一性を向上させる。次いで、練条スライバを粗紡機に供給し、さらに径を減少させ軽度の仮撚りを付与することにより「粗糸」を製造する。最後に、粗糸を紡績(すなわち、巻きおよび/または撚り)機に供給し、粗糸を紡績糸へと紡ぐ。
【0013】
大きなフィラメントトウについては、第1工程が異なり、大きなトウを複数の断片に分け、整列させてスライバにする牽切プロセスからなる。その後スライバはさらに上述のように加工される。これらのプロセスは面倒で、非効率かつ費用がかかり、6または8〜12ほどの別個の工程を要し、多くの場合1種類よりも多い装置の使用を必要とする。
【0014】
減少した最小数の操作を用いて酸化PAN材料を紡績糸に変換する経済的なプロセスを提供することが望ましい。減少した最小数の操作を用いて、他の出発材料を紡績糸に変換する経済的なプロセスを提供することもまた望ましい。様々な異なる材料を紡績糸に変換する際に使用できる単一プロセスを実現することが特に有利である。酸化PAN材料または他の出発材料を単一の装置を用いて紡績糸に変換するプロセスを提供することがさらに望ましい。同時に複数の材料を紡績糸に変換すること、および特に複数の出発材料を組み合わせることによって混紡糸を生産するプロセスおよび装置を提供できればさらに望ましい。
【0015】
酸化PAN材料は、優れた難燃性および耐熱性、すなわち、高いLOIおよび優れた熱保護性能(TPP)を提供するが、従来の方法によって形成される場合、酸化PAN炭素繊維から形成されるストランドは通常、脆弱で磨耗および切断を起こしやすい。従来の方法を使用して純粋な酸化PANから形成された紡績糸は、耐切断性、耐摩耗性および引張強度が望ましくない程低く、編んだり織ったりして布にできる程度の十分な引張強度を含まない。このため、従来の方法を使用して酸化PAN炭素繊維ストランドから作られた繊維は、通常、難燃性および耐熱性の酸化PANストランドを1以上の高強度または補強フィラメント/繊維と組み合わせて含む。アラミド繊維は、このような補強フィラメントの例である。酸化PANと組み合わせた補強フィラメント/繊維は、改善された引張強度、耐切断性および耐久性を有する繊維混合物を作り出すが、添加剤、すなわち補強繊維は、繊維の難燃性および耐熱特性を弱める。
【0016】
完全に酸化ポリアクリロニトリル繊維または炭化ポリアクリロニトリル繊維からなり、編組可能な十分な引張強度を示す紡績糸および繊維製品ならびに他の材料を製造することが望ましい。そのような紡績糸および繊維製品ならびに他の材料を製造するために使用され得る中間製品を製造することも望ましい。そのような中間製品を組み合わせて混紡糸または混合繊維製品を製造することも望ましい。
【先行技術文献】
【非特許文献】
【0017】
【非特許文献1】Horrocks, A.R., Fire Retardant Materials(2001)
【発明の概要】
【0018】
概要
本明細書において記載され、主張される本発明は、この「簡単な概要」で述べ、記載し、または参照する多数の属性および態様を有するが、それに限定されるわけではない。この「簡単な概要」で特定される特徴または態様は説明のためのものであり発明を限定するものではなく、本明細書において記載され、主張される本発明は、それらに限定されるわけではない。
【0019】
前記および他の必要性を検討し、かつその目的に鑑みて、本発明は、一つの局面において、複数の難燃性および耐熱性の繊維から形成されかつ補強繊維を含まない紡績糸から本質的になるかそれからなる布から作られた繊維製品であって、難燃性および耐熱性の繊維のそれぞれが100%ポリアクリロニトリル(PAN)を含む繊維製品を提供する。一つの態様では、繊維の実質的にすべては平均長が約10cmまたは15cmを上回る。別の態様において、繊維は、約2.5cm〜約23cmの範囲内の長さを有する。別の態様において、PAN繊維は、約15cm〜約23cmの範囲内の長さを有してもよい。一つの態様では、PANは酸化PANである。別の態様において、PANは炭化PANである。
【0020】
別の態様では、本発明は1以上の凝集伸長繊維ネットワークを製造する方法を提供する。この方法は、リボンを形成するフィラメントトウを含む少なくとも一つの出発材料を提供する工程、出発材料の各々を牽伸部の第1のローラ対およびその下流にある第2のローラ対を通して延伸する工程であって、第2のローラ対が第1のローラ対の回転速度より速い第2の回転速度を有する工程、これによりフィラメントトウのフィラメントを牽切して、このフィラメントの牽切により少なくとも一つの凝集伸長繊維ネットワークを形成する工程を含む。一つの例示的な態様では、各出発材料から一つの凝集伸長繊維ネットワークが形成され、別の例示的な態様では、複数の出発材料の組み合わせから一つの凝集伸長混合繊維ネットワークが形成される。凝集伸長繊維ネットワークは、単一の操作で、凝集伸長繊維ネットワークを撚ってボビン上に巻き取ることにより紡績糸に変換される。一つの態様では、出発材料は酸化PANである。別の態様においては、出発材料は炭化PANである。別の例示的な態様では、出発材料は、DuPont Company、Lenzingにより製造されるKevlar、Nomex、Basofil、Kynol、Kermel、M5を含むパラアラミド繊維およびメタアラミド繊維などのアラミド繊維、またはビスコースレーヨン(ビスコースとも称される)などの他の適当な材料でよい。別の例示的な態様では、他のパラアラミド材料および他のメタアラミド材料を出発材料として使用してもよい。さらに別の例示的な態様では、出発材料はステンレス鋼でもよい。
【0021】
別の局面では、本発明は、撚りが限定され縦方向に整列された複数のフィラメントを含む出発材料を提供する工程、出発材料のフィラメントを牽切する単一の操作において出発材料を難燃性および耐熱性の凝集伸長繊維ネットワークに変換する工程、これにより、フィラメントの少なくともいくつかを、分離される繊維の対応するフィラメントよりも短い長さの複数の繊維に分離する工程を含む、難燃性および耐熱性の凝集伸長繊維ネットワークの製造方法を提供する。出発材料は、酸化PAN、Dupont Company、Lenzingにより製造されるKevlar、Nomex、Basofil、Kynol、Kermel、M5を含むパラアラミド繊維およびメタアラミド繊維などのアラミド繊維またはビスコースレーヨンなどの他の適当な材料でよい。別の例示的な態様では、他のパラアラミド材料および他のメタアラミド材料を出発材料として使用してもよい。さらに別の例示的な態様では、出発材料はステンレス鋼でもよい。
【0022】
別の局面では、本発明は、前述のプロセスによって複数の出発材料から紡績糸を形成する方法および装置を提供する。一つの例示的な態様では、異なる出発材料を同一のローラ対に供給する。異なる出発材料は、各々が装置のスプール上にあるフィラメントトウのリボンを含んでもよい。2以上のリボン状出発材料は、連続するローラ対を通して同時に供給する際に互いに接触させてもよいし、または互いを分離させてもよい。装置の牽伸部のローラに通って進む際、出発材料が互いに接触しているか否かに応じて、供給材料を牽切して1または2の凝集伸長繊維ネットワークを製造してもよい。一つの態様では、複数の凝集伸長繊維ネットワークは、それぞれがリボン状出発材料に対応するように形成され、別の例示的な態様では、種々の出発材料の混合物からなる単一の凝集複合繊維ネットワークが形成される。2以上の別個の凝集伸長複合繊維ネットワークが形成される態様によれば、撚って紡績糸にする前にネットワークを混合して凝集伸長複合繊維ネットワークを形成してもよい。次いで、撚り合わせにより別の紡績糸を後で組み合わせてもよい。材料をボビン上に撚って巻くことを含む単一のプロセス工程において、凝集複合繊維ネットワークを紡ぐか撚って1本の混紡糸にしてもよい。別の例示的な態様では、多数の同時に形成された凝集伸長繊維ネットワークが、撚って巻く単一の工程において、別個に紡績糸に形成される。
【0023】
別の局面では、各々がフィラメントトウを含む多数のリボンを、異なるローラセットに供給し、後続するローラ対を通す際、それぞれが牽切されて対応する凝集伸長繊維ネットワークが形成される。凝集伸長繊維ネットワークは、同じ装置上で組み合わされて、凝集伸長繊維および混紡糸の複合ネットワークを形成してもよいし、別々に維持されて、材料をボビン上に撚って巻く単一の工程において、別々に撚ってそれぞれ紡績糸を形成してもよい。
【0024】
別の局面では、本発明は、各々が縦方向に整列されたフィラメントを含む1以上のトウリボンを、直接紡績糸に紡ぐことができる少なくとも一つの凝集伸長繊維ネットワークに変換する装置を提供する。この装置は、第1の回転速度を有しリボントウをその間に受け入れる実質的に互いに接する第1のローラ対と、第1のローラ対の下流にあって第1の回転速度より速い第2の回転速度を有する実質的に互いに接する第2のローラ対とを含み、それにより、縦方向に整列された複数のフィラメントを牽切し、フィラメントを切断することにより形成されたランダムに配向された繊維の集合体からなる凝集伸長繊維ネットワークを形成する。加圧要素は、第1のローラ対を互いに押し付け、かつ第2のローラ対を互いに押し付ける圧力を加える。
【0025】
別の局面では、各々撚りが限定され縦方向に整列された複数のフィラメントを含む複数の出発材料を提供し、出発材料それぞれのフィラメントを牽切する単一の操作において各出発材料を対応する凝集伸長繊維ネットワークに変換し、これにより、フィラメントの少なくとも一部を、分離された繊維の対応するフィラメントよりも短い長さの複数の繊維に分離する方法により形成された複合紡績糸を、本発明は提供する。次いで、凝集伸長繊維ネットワークは撚って巻く1工程において直接混合されて、紡績糸が紡績される。
【図面の簡単な説明】
【0026】
本発明の諸局面はまた、添付の図面を踏まえても説明される。一般的な方法にしたがって、図面の種々の特徴は必ずしも原寸に比例するものではない点が強調される。むしろ、様々な特徴の寸法は明確さのために適宜拡大または縮小されている。同じ数字は、明細書および図面の全体にわたって同じ特徴を示す。
【図1】ポリアクリロニトリル(PAN)、酸化PANおよび炭化PANの化学構造を示す。
【図2】本発明の方法を実施するために用いる装置の一つの態様を示す。
【図3】図3Aは、本発明に従って使用し得る出発材料の一つである小さなフィラメントトウ酸化PANのスプールを示し、図3Bは、本発明の出発材料を供給し得る例示的な張力ディスクを示す。
【図4】図2に示す装置の牽伸部の拡大断面図である。
【図5】図2に示す装置の供給、牽伸、撚りおよび巻き取り部を示す。
【図6】図6Aは、2種類の供給材料を牽切および混合する際に用いる供給、牽伸、撚り、組み合わせおよび巻き取り部を示し、図6Bは多数の出発材料がローラの間を進み、同時に牽切されている態様を示す。
【図7】二つのグループのローラからの材料の供給、牽伸、撚り、組み合わせおよび巻き取りを示す。
【図8】図8Aはリボン状出発材料の小さなフィラメントトウの断面斜視図であり、図8Bは図8Aに示す本発明による出発材料から形成した凝集伸長繊維ネットワークの断面斜視図であり、図8Cは図8Bにおいて示される凝集伸長繊維ネットワークの側面断面図である。
【図9】本発明の別の局面による複数の紡績糸の組み合わせおよびワックス処理を示す。
【図10】本発明による布の層を含むように形成された複合材料を示す。
【図11】本発明の材料および紡績糸で形成された例示的な製品を示す。
【発明を実施するための形態】
【0027】
詳細な説明
本発明は、製品の中間製品として機能して、強度、難燃性および耐熱性などの増強された性能特性を付与し得る、凝集伸長繊維ネットワークの製造を含む。繊維中間製品の凝集伸長繊維ネットワークは、1種類以上の材料の複数の繊維が含まれ、これらの繊維は、より長いフィラメントから形成され、ランダムに結合して羊毛状の構造のネットワークになっている。凝集伸長繊維ネットワークは典型的には連続塊であり、撚りおよび巻きを伴うさらに一つの紡績操作で直接に紡績糸に紡いでもよい。また、本発明は、それから作られる紡績糸に関する。複数の凝集伸長繊維ネットワークは本発明の牽切する方法および装置によって形成してもよく、凝集伸長繊維ネットワークは組み合わされ、さらに一つの撚り/巻き操作で直接に混紡糸に紡績してもよい。各凝集伸長繊維ネットワークは、一つまたは複数のリボン状トウ出発材料から形成され、複数の出発材料は、同一のローラ対または異なるローラ対セットを通して供給することにより、同時に牽切して凝集伸長繊維ネットワークを形成してもよい。出発材料は、酸化PAN、ステンレス鋼またはパラアラミド繊維およびメタアラミド繊維を含むアラミド繊維、ビスコースレーヨン、ならびに他の適当な材料であってもよい。あるいは、複数の凝集伸長繊維ネットワークの各々は、別々に紡績糸に変換し、それを後で組み合わせてもよい。
【0028】
本発明は、また、トウ出発材料を単一の装置で紡績糸に変換する2段階のプロセスを提供する。本発明はさらに、凝集伸長繊維ネットワークを製造するための繊維の供給および牽伸装置に関する。
【0029】
本発明はまた、本発明のプロセス、紡績糸および中間製品から作られる炭素ベースの布、ならびにそれを原料とする物品を提供する。物品は、例えば、補強繊維を含まずかつ複数の難燃性および耐熱性の繊維から形成される紡績糸から実質的になる織布であってもよい。難燃性および耐熱性の繊維は、各々100%ポリアクリロニトリル(PAN)であってもよい。繊維は、平均長が約10cmを上回り、繊維の大多数または全部は長さが約2.5cm〜約23cm、または約15〜23cmの範囲内にあるものが含まれる。別の態様では、繊維の大多数は平均長が約15cmを上回る。PANは酸化PAN、炭化PAN、活性化PAN、または他の適当な材料であってもよい。繊維製品に加えて、本発明の炭素ベースの難燃性および耐熱性組成物から作られる物品は、粗紡、紡績糸、および布に加えて、被覆材、室内装飾品、衣類、絶縁材、スリーブ、ロープ、バリアおよびマスクを含むが、それに限定されるわけではない。
【0030】
別の態様では、紡績糸はPANおよびステンレス鋼、PANおよびビスコースレーヨン、ステンレス鋼およびアラミド繊維、PANおよびアラミド繊維の混合、ならびに他の適切な組み合わせなどの異なる出発材料の混合物から形成されてもよい。それぞれの紡績糸は撚り合わせることによって複合紡績糸を形成するために組み合わせられる。
【0031】
1以上の紡績糸は、機織、編むことまたは整経によって組み合わせて複数の紡績糸からなる混紡布を形成することができる。炭素ベースの布や混紡布などは、種々の所望の特徴の組み合わせを付与するために他の布と合わせてもよい。
【0032】
別の例示的な態様では、100%酸化PAN紡績糸から作られた布を他の布と組み合わせて多層布を形成してもよい。一つの例示的な態様によれば、2枚の他の布の間に100%酸化PANから形成された布を挟んでもよく、別の例示的な態様では、100%酸化PAN層布とさらなる布から形成された複合布を提供することもできる。他の布は、様々なアラミド材料、ステンレス鋼、ビスコースレーヨン、様々な他の可染材料、または他の適当な材料から形成されてもよい。それぞれの布は、本発明の方法により形成される紡績糸から本発明の装置を使用し有利に形成することができる。
【0033】
繊維製品に加えて、各種の混紡糸、混紡布、および多層布から作られる物品は、被覆材、室内装飾品、衣類、肌着、断熱材、スリーブ、ロープ、バリア、マスク、熱および火花からの保護製品などの保護衣、断熱材および火炎絶縁材、防火衣類、下着、バラクラバ帽、靴下、ブーツ裏地、ヘルメットの中帽、手袋および手袋裏地、上着、ズボン、頭巾などの消防士用品、市販の防火ブランケット、軍、警察および国土保安用の布、防火ブランケットおよびワイヤ/配管の断熱材などの産業用布および産業用保護布、ガスおよび産業用ろ過システムに使用されるろ過布、家庭用家具内部の防火保護遮断層およびカーテン類、マットレスなどの家庭用家具類、フードライナ、操縦席内張布、車体内熱保護遮断層およびシートカバーなどのモータースポーツ/自動車/航空機用途、電池、燃料電池、スーパーコンデンサおよび化学吸収製品などが含まれるが、それに限定されるわけではない。
【0034】
定義
「フィラメント」という用語は、繊維状物質の単一ストランドを指し、これは、フィラメントの組織されたまたはランダムな集合体の一部であってもよい。本明細書および添付の特許請求の範囲において、フィラメントは1以上の金属、セラミック、ポリマーまたは他の材料から形成される単一の、連続または不連続の細長いストランドを指し、これは、(1本の「糸」が個々の繊維で構成されるような)明確な下部構造がない。フィラメントは、押出、成形、溶融紡糸、フィルムの切断、または他の公知のフィラメント形成プロセスによって形成できる。フィラメントは複数の繊維またはストランド(これらはカーディングされる、または他の方法でまとめられて糸を形成している)ではなく、本質的に1本の連続的なストランドであるという点で、「フィラメント」は「糸」とは異なる。「フィラメント」は、連続する長いストランドとして特徴付けられ、紡績糸(すなわち、モノフィラメント)の全長と同じくらい長くてもよい。
【0035】
本明細書および添付の特許請求の範囲において、「繊維」という用語は任意の細く長い構造を指し、これはカーディングまたは他の方法により糸に形成され得る。繊維は端を切られたフィラメントでもよく、フィラメントをより短い成分に分離することによって形成されてもよい。そのため、繊維は、その原料となり得るフィラメントより短いものとして特徴づけられる。例としては、繊維製品分野では周知の用語である「短繊維」が含まれる。「繊維」という用語は、上記で別個に定義された「フィラメント」という用語とは異なる。
【0036】
本明細書および添付の特許請求の範囲において、「糸」という用語は、1種類以上の異なる種類の繊維をカーディングする、または他の方法でまとめて形成される連続または不連続の細長いストランドを指す。「糸」という用語は、本明細書において別個に定義された「フィラメント」という用語とは異なる。
【0037】
本明細書および添付の特許請求の範囲において「紡績糸」という用語は、ストランドの集合を指す。「糸」および「フィラメント」は共に、一般に比較的細長い繊維状部材として使用される「ストランド」の例である。紡績糸は実質的に連続的な長さを有し、単独で、または他のフィラメントまたは紡績糸と共に編むおよび/または織ることで織物材料にするために使用するのに適している。「混紡糸」は、複数の別個の構成要素を一緒に混合して作られる紡績糸である。「複合紡績糸」は、予め形成した複数の紡績糸を撚り合わせるおよび/または紡ぐことによって形成される複合紡績糸である。
【0038】
「凝集伸長繊維ネットワーク」という用語は、機械的、物理的および非共有結合的な化学力により一緒にまとめられた、ランダムに配された不撚の繊維の集合の連続塊を指す。
【0039】
「羊毛状」という用語は、不撚のフィラメントまたは繊維のランダムな集合が、部分的にあるいは完全にしわ寄せられ、カールされ、縮れさせられ、波状とされ、かつ/または他の形に曲げられた個別のフィラメントまたは繊維を含む、フィラメントまたは繊維ネットワークを指す。
【0040】
本明細書および添付の特許請求の範囲において「布」という用語は、機織、縮充、編むこと、整経、かぎ針編み、または他の1以上の異なる種類の紡績糸を所望の層に組み合わせることによって作られた人工物を指す。
【0041】
本明細書および添付の特許請求の範囲において「限定された撚り」という用語は、撚り回数が1メートルあたり50未満のフィラメントまたは繊維を指す。
【0042】
「PAN」という用語はポリアクリロニトリルを指す。図1を参照のこと。「酸化PAN」という用語は、酸化的に安定化されたポリアクリロニトリル繊維を指す。図1を参照のこと。酸化PANをさらに加工して炭化PANを形成できる。図1を参照のこと。
【0043】
「炭素繊維」という用語は、少なくとも約90%炭素を含有している繊維を指し、通常、制御した条件で適当な繊維を熱分解することにより得られる。
【0044】
「トウ」という用語は、不撚の連続フィラメントの集合体を指し、しばしば3K、6Kなどの集合体中のフィラメントの数で表わされる。「小さなフィラメントトウ」は一般に約24K以下のフィラメントを有するトウを指し得る。
【0045】
「LOI」という用語は限界酸素指数を指し、これは材料の燃焼を支持するために存在しなければならない酸素の%尺度である。LOIが高いほど、可燃性は低い。
【0046】
本明細書において他の用語の意味は、当業者には容易に理解されるはずである。
【0047】
本発明は、様々な繊維状出発材料を牽伸して羊毛状繊維ネットワークにする、単純で効率的かつ費用効率の高い方法を提供する。典型的なフィラメント状出発材料は、フィラメント間およびフィラメント内の撚りが極めて限定された真っ直ぐな長いフィラメントを有する。出発材料のフィラメントはよく組織され、縦方向に整列され(すなわち、概ね互いに平行である)、リボン状または他の形状で生じ得る。例示的なフィラメント状出発材料は、PAN、酸化PAN、ポリエステル材料、パラアラミド材料およびメタアラミド材料などのアラミド材料、ナイロン材料、ビスコースレーヨンおよびステンレス鋼、ニッケル、および種々の合金材料などの金属材料などが含まれるが、それに限定されるわけではない。種々の例示的な態様では、出発材料はフィラメント状出発材料または繊維を表してもよい。
【0048】
典型的な出発材料または前駆体材料は、トウの長さに等しい均一な長さの不撚の平行なフィラメントからなるフィラメントトウである。好ましくは、これらの前駆体トウは撚り数がメートルあたり50未満(「限定された撚り」)であり得、各フィラメントは2メートル以上の長さを有する。より好ましくは、前駆体は撚り数をメートルあたり25未満含んでもよい。さらにより好ましくは、前駆体は撚り数がメートルあたり10未満、またはメートルあたり5未満でもよい。ポリマーフィラメントについては、各フィラメントは67デシテックス(1g/10,000メートル)以下であり得、トウの総計測数は32,000デシテックス以下である。ステンレス鋼については各フィラメントが有利には550デシテックス以下であり得、トウの総計測数は26万デシテックス以下であり得る。
【0049】
一つの態様では、出発材料は192K以下のフィラメントの酸化PANトウであり得、フィラメントの直径は約50マイクロメートル以下とすることができるが、他の例示的な態様では、他のサイズのトウおよび他のフィラメント直径を使用してもよい。好ましくは、酸化PANは約96K以下のトウ、および約25マイクロメートル以下のフィラメント直径を有する。より好ましくは、酸化PANは約48K以下のトウを含んでもよい。さらにより好ましくは、酸化PANは約24K以下のトウを有し、約3K〜約12Kのトウを有する。酸化PANトウは、Asahi Chemical Industry Co., Ltd(大阪、日本)(LASTAN(登録商標))、Zoltek(セントルイス、ミズーリ州)(PYRON(登録商標))、SGL Carbon AG(ヴィースバーデン、ドイツ)(PANOX(登録商標))、Dow Chemical Company(ミッドランド、ミシガン州)(CURLON(登録商標))の多種多様の企業から市販され、小さなフィラメントトウは中国のJ.D. Seal and Gasket Companyから供給されている。しかし、本発明は、酸化PANトウの入手元によって限定されるわけではない。加えて、所望の構造及び性質を有する酸化PANトウを製造するためには、数多くの刊行物により十分な情報が入手可能である。
【0050】
本発明はまた、PAN前駆体の組成物に依存する酸化PANの化学組成およびPANを酸化PANに変換するための酸化安定化プロセスによって限定されるわけではない。例えば、PAN前駆体は、アクリロニトリルのホモポリマーであり得、アクリロニトリル系共重合体、およびアクリロニトリル系ターポリマーであり得る。共重合体は好ましくは少なくとも約85%(モル単位)のアクリロニトリルモノマーを含有し、最大約15%まで(モル単位)の1以上のモノビニル単位を含有し得る。アクリロニトリルと共重合されることができる例示的な他のビニルモノマーは、メタクリル酸エステルおよびメタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、アクリル酸メチルおよびアクリル酸エチルなどのアクリル酸エステル;酢酸ビニルおよびプロピオン酸ビニルなどのビニルエステル;アクリル酸、メタクリル酸、マレイン酸、イタコン酸およびその塩;ビニルスルホン酸およびその塩が含まれる。
【0051】
本発明の実施において有用である酸化PAN(図1を参照)は、明確に確立された酸化熱分解法を用いて様々なPAN材料から製造できる。酸化安定化は、約200〜300℃の温度で酸素の存在下、常圧で行うことができる。酸化プロセスの時間および温度の持続は酸化PANの化学組成に影響を及ぼす。一つの局面では、本発明の実施に用いられる酸化PANは約1.30〜約1.50g/cm3の密度、約55〜約68%の炭素含有量、および約40〜約60%の「LOI」(限界酸素指数)値を有し得る。別の態様においては、下記のように、出発材料は、酸化PANをさらに炭化および黒鉛化プロセスで加工した炭化PAN(図1を参照)であってもよい。さらに別の態様では、下記のように、出発材料は活性化PANであってもよい。
【0052】
別の態様では、出発材料は、192K以下のトウと50マイクロメートル以下のフィラメント直径を有するポリエステルでもよいが、別の例示的な態様では、他の直径およびフィラメント数が使用され得る。ポリエステルフィラメントのトウは96K以下のフィラメントを有利に有することができ、フィラメント直径は25マイクロメートル以下とすることができる。より好ましくは、ポリエステルトウは48K以下のトウとすることができる。さらにより好ましくは、ポリエステルトウは24K以下のフィラメントを有することができる。さらにより好ましくは、ポリエステルトウは12K以下のトウを有することができる。
【0053】
さらに別の態様では、出発材料は192K以下のトウと50マイクロメートル以下のフィラメント直径を有するステンレス鋼でもよい。好ましくは、前駆体フィラメント材料は、約96K以下のフィラメントのトウと20マイクロメートル以下の直径を有するフィラメントを有する。より好ましくは、ステンレス鋼材料は48K以下のトウを有することができる。さらに好ましくは、ステンレス鋼材料は24K以下のトウを有することができる。さらにより好ましくは、ステンレス鋼トウは12K以下のトウである。
【0054】
さらに別の態様では、出発材料は、192K以下のトウと50マイクロメートル以下のフィラメント直径を有するアラミド材料である。アラミド材料は、パラまたはメタアラミド材料とすることができる。前駆体は、96K以下のトウと20マイクロメートル以下の直径を有するフィラメントを有するのが有利である。より好ましくは、フィラメント状アラミド出発材料は48K以下のトウを有する。さらにより好ましくは、アラミド材料は24K以下のトウを有することができる。さらにより好ましくは、アラミド材料は12K以下のトウを有することができる。アラミド材料は芳香族ポリアミドであり、様々な用途のための多くの種々のグレードおよび特性を備えている。アラミド繊維は、優れた環境安定性および熱安定性、静的および動的力学的耐疲労性ならびに耐衝撃性を有する。アラミドフィラメントは、任意の市販の連続フィラメントトウの中で最も高い比引張強度を有する。アラミド材料の例としては、DuPont(Greenville, Delaware)によるKEVLAR(登録商標)、Teijin(Arnhem, Netherlands)によるTWARON(登録商標)およびTECHNORA(登録商標)TEIJINCONEX(登録商標)、Nomex(登録商標)、Basofil(登録商標)、Kynol(登録商標)、Kermel(登録商標)、LenzingFR(登録商標)、Zetex(登録商標)、Pbi(登録商標)、Pyron(登録商標)、Rhovyl(登録商標)、Panox(登録商標)、Xymid(登録商標)、M-5(登録商標)、P84(登録商標)およびC-TEX(登録商標)が挙げられるが、それに限定されるわけではない。
【0055】
別の例示的な態様では、出発材料はビスコースレーヨンとすることができる。ビスコースはビスコースレーヨンおよびセロファンを作るために使用される粘性有機液体である。木材または綿繊維由来のセルロースを水酸化ナトリウムで処理し、次いで、二硫化炭素と混合するとキサント酸セルロースを形成し、次にこれを、より多くの水酸化ナトリウム中に溶解させる。得られるビスコースは、酸浴内にスリットを通して押し出すことでセロファンが製造でき、または紡糸口金を通して押し出すことで、一般にビスコースと呼ばれるビスコースレーヨンが製造できる。
【0056】
本発明の方法および装置は、2以上の繊維のストランドを同時に牽伸するために使用することができる。牽伸する繊維が異なるタイプのものである場合、混合または複合された凝集伸長繊維ネットワークが得られる。混合繊維としては、PANおよびビスコースレーヨン、PANおよびステンレス鋼、PANおよびアラミド材料、ステンレス鋼およびアラミド材料、ならびに他の適切な組み合わせが挙げられる。使用され得る他の繊維としては、天然繊維または合成繊維から選ばれ得る線状繊維が挙げられる。例示的な繊維としては炭素繊維、セラミック繊維、ガラス繊維、金属繊維、炭素系繊維(例えば木綿、羊毛、ポリエステル、ポリオレフィン、ナイロン、ビスコースレーヨンまたはフェノールノボロイド)、無機繊維(例えばシリカ、シリカアルミナ、チタン酸カリウム、炭化ケイ素、窒化ケイ素、窒化ホウ素およびホウ素)、ホウ素、トリアまたはジルコニアに由来するアクリル繊維、四フッ化エチレン繊維、ポリアミド繊維、ビニル繊維、タンパク質繊維、および酸化物繊維が挙げられる。
【0057】
加工/装置
本発明の一つの局面において、本発明の装置は供給部および牽伸部ならびに紡績部を含む。供給プロセスは、連続するフィラメント材料の前駆体を牽伸機構に供給することを伴う。供給プロセスは受動的であり、繊維を最小の撚り、すなわち出発材料の2倍以下の撚りで平らに配置して保持するのが有利である。
【0058】
供給部は、従来の「リング精紡機」であり得る。しかし、従来の他の供給部および方法も適する場合がある。さらに、繊維状またはフィラメント状の出発材料の2以上のストランドを同時に牽伸できるように供給部が2以上の供給要素を備えていてもよい。牽伸部に供給される繊維状またはフィラメント状の出発材料が異なるタイプのものである場合は、混合された繊維ネットワークが製造される。
【0059】
図2は、供給部9、牽伸部11および紡績部13を有する一つの装置1を示す。図示された例示的な装置はデュアルモード、すなわち、2本の紡績糸を形成できる並列装置であり、示される態様では、一つは左側30、一つは右側32である。図示する態様では、供給部9は、四つのローラまたは棒3a、3b、5aおよび5bを有する。出発材料7は、それぞれのローラ3a、3b、5aおよび5bの上に配置される。異なるローラ上の出発材料7は同じでも異なってもよく、例えば、出発材料14および16は、異なっていてもよい。この例示的な態様によれば、供給材料15の部分18は、実際に牽伸部11に向けられる二つの供給材料を表し得る。この例示的な態様によれば、中間製品27としては、各々が出発材料に対応する複数の凝集伸長繊維ネットワークが挙げられる。あるいは、中間製品27は、単一の凝集伸長繊維ネットワークを形成するための複数の凝集伸長繊維ネットワークの混合物を表し得る。図2に示す装置が例示的であることはまた理解されるべきであり、別の例示的な態様で、より多くのローラが左側30または右側32のいずれかにあり、それぞれが少なくとも一つの出発材料を牽伸部11に供給する場合もある。
【0060】
一つの態様では、図3Aに示されるように、出発材料7はリボン状の小さなフィラメントトウであり得る。小さなフィラメントトウ出発材料7はスプール8上に配置され得、3K、6K、12Kまたは24Kフィラメントからなる不撚の小さなフィラメントトウからなり得、酸化PANであるのが有利であり得る。出発材料7は、出発材料として使用可能である前述のいかなる材料でもよい。
【0061】
図2および3Aおよび3Bを参照すると、供給部9中において、出発材料7はそれぞれのローラ3a、3b、5aまたは5bからほどかれ、供給材料15として牽伸部11に供給される。一つの態様によれば、供給材料15は、3K、6K、12Kまたは24Kフィラメントからなる不撚の小さなフィラメントトウであり得る。一つの態様では、出発材料7および小さなフィラメントトウ供給材料15は、酸化ポリアクリロニトリル(PAN)であり得る。いくつかの例示的な態様によれば、ローラ3a、3b、5aおよび5bは張力ディスク(図3Bを参照)を含んでいてもよく、これは供給材料15上で張力を維持し、供給材料15が、平らかつ不撚の状態で牽伸部11に送りこまれるのを可能にする。各種適切な張力設定が使用できる。一つの例示的な態様では、張力および供給部によって、供給材料はローラ3a、3b、5aまたは5bと牽伸部11の間で、約30メートルまでの長さにわたって本質的に平らかつ不燃の状態で維持される。様々な方向および向きでスプール8から出発材料7をほどくことに関しては、様々な構成が使用できる。図3Bは、供給部9の張力ディスク10に搭載されたスプール8上の例示的な出発材料7を示す。出発材料7/供給材料15に関する詳細は図8Aに示す通りである。
【0062】
図2、4および5は、全体で、単一の供給材料15がローラ対に入り、牽切され凝集伸長繊維ネットワークを形成する態様を示す。分かりやすくするために、以下の説明では全般に、単一の供給材料15についてのプロセスおよび装置について説明するが、以下の説明は、同一でも異なっていてもよい複数の供給材料15を様々な配置のローラ対に供給される態様にも適用されることは理解されるべきである。これらの特定の態様は、単一の供給材料15についての以下の説明の後に考察する。
【0063】
供給材料15は牽伸部11に入り、第1のローラ対17、第2のローラ対19、および第3のローラ対21を含むローラ対のシステムを通る。例示的な態様では、供給材料15にかけられる張力は供給材料15を平らかつ不撚の状態に維持し、その結果、供給材料15のなす面が、ローラの接線により形成される平面に平行なまま(すなわち、リボン状トウの反対側の面が各ローラ対に対して平らであるように)牽伸部11に入るようにするのが有利である。振り子キャリア23は振り子を含み、ローラ対17、19および21の各々において互いに押し付け合う圧力をかける。例示的な態様では、ローラ対における各ローラの対向面は隣接(conterminous)しており、ローラ対間を通過する材料はローラ対によってしっかり把持される。牽伸部11のより詳細な描写を図4に示す。別の例示的な態様では、牽伸部11は2つのローラ対のみからなっていてもよい。図2に示される装置1は、例示的であることのみが意図されており、別の態様では、各々少なくとも2つのローラ対を有する、より多くのまたはより少ない供給部が含まれ得る。
【0064】
牽伸部11で起こる牽伸プロセスは、縦方向に揃ったリボン状の小さなフィラメントトウ供給材料15の一部または全部を牽切し、一つの牽伸操作で、リボン状の小さなフィラメントトウ供給材料15を、入ってくる長いフィラメントを各下流側のローラの回転により複数の短縮された繊維に分離することによって、すなわち、直前の上流のローラ対よりも速い回転速度で回転または紡績することにより、トウ出発材料のフィラメントを引張って伸長し破断することで、産生される複数の繊維からなる凝集伸長繊維ネットワークに変換する。製造された繊維は、一つの態様では、約2〜9インチに及ぶ長さを有してもよいが、別の例示的な態様では、他の範囲の長さを得てもよい。一つの例示的な態様では、平均繊維長は15センチを上回り得る。別の例示的な態様では、平均繊維長は10cmを上回り得る。一つの例示的な態様では、繊維の大半またはすべてが15センチを上回る長さを含んでもよい。平均長さおよび最小長さならびに繊維長さの範囲は、ローラ間の牽伸比とトウのサイズならびに供給材料15のフィラメント直径によって決定される。「牽伸比」という用語は、牽伸部における、1つのローラ対の速度の先行するローラ対の速度に対する比をいう。有利な態様では、ローラ(図4では交点「×」として示される)の軸は互いに平行であるように、各ローラ対のローラを配置できる。この並列な整列配置は、ローラ間の断続線により図5に表されている。一つの態様では、図5に示される第3のローラ対21の間の点線によって描かれるように、各ローラ対、例えば、第1のローラ対17の軸もまた互いに平行であり得る。
【0065】
牽伸プロセスの間、各ローラ対は、供給材料15の反対側に等しく反対向きの圧力をかけるため、供給材料15はローラの回転によって移動はできるが、ローラから滑り落ちることはない。それぞれのローラ対17、19および21はそれぞれの接点において、隣接しているか実質的に隣接しているのが有利であり得る。別の言い方をすれば、一つの例示的な態様では、ローラは接点で隣接しているが、別の例示的な態様では、ローラは実質的に隣接していればよい。すなわち、近接していて、かつ供給材料15の寸法と同じかそれ以下の短い距離で隔たっている、または供給材料15がその間を通過する領域以外では接触していてもよい。各ローラ対上に適用される圧力または他の力は、様々な適切な従来の方法によっても達成可能であり、単独で、すなわち、別個に、または図示する態様のように協働的に、適用され得る。一つの例示的な態様では、ローラ上に適切な圧力を加えるために、加重要素を使用できる。少なくとも各ローラ対のうちの一つに加重要素を適用することによって圧力を生成できる。図示する態様では、本発明の装置の設計を単純化するために、加重要素は各対の二つのローラの一つのみにかけているが、別の例示的な態様では、別の構成を使用できる。
【0066】
たとえば図2および4に示すように図示する態様において、単一の加重要素(振り子キャリア23)は協調的に、ローラ17、19および21の各ペアの一つのローラ上に適切な圧力をかけ、ローラ対のローラが互いに向かって押し付けられ、トウ材料が機械的駆動ローラの回転によって移動するようにしている。一つの態様では、図2に示すように、第1のローラ対17および第2のローラ対からの一つのローラが振り子キャリア23に取り付けられる。第3のローラ対21は、装置1のフレームに取り付けられる。この配置は単に例示的であり、別の例示的な態様では、他の配置が使用できる。圧力は、振り子キャリア23の重量を調節するか、または振り子の相対位置または振り子キャリア23上の他の部材およびローラを変化させることによって調整可能である。振り子キャリアは、好ましくは牽伸部11からの取り外しが可能で、または、ローラへのアクセスを容易にするため、ヒンジ上で振れることができる。ローラの機械的な回転は、任意の適当な従来の手動または自動の方法によって達成できる。
【0067】
ローラは、ゴム、スチールおよびアルミニウムなどの金属、木材、ポリマー樹脂およびガラス繊維などの複合材を含む種々の材料で作ることができるが、限定されるわけではない。装置1に取り付けられるローラは、凹凸のある表面31または「歯」、すなわち、隆線、条線、個別の突起などを含む任意の構成の凹凸表面を含んでいてもよく、機械的に駆動できる。そのようにして、例示的な態様において、少なくとも一つのローラは金属であり得る。ローラの表面31が歯を含む態様によれば、歯は、歯の整列がローラの軸と平行になっている、または、ローラの軸と相対的に角度をもって形成するといった数種類の異なる構成を有することができる。歯は、製造されるフィラメントネットワークの質に応じてローラの表面31上に均等に配置できる。振り子キャリア23に取り付けられるローラ(第1の対17および第2の対19それぞれから一つのローラ)は、機械的に駆動できるようにしてもよいし、または装置1に取り付けられる対応するローラによって駆動される追従ローラでもよい。振り子キャリア23に取り付けられるローラなどのローラのいくつかは、ゴム、プラスチック、ポリマー、天然ポリマー、木綿、セラミック、金属および合金などの材料で形成される外カバーまたはコット33を含んでもよい。一つの態様では、コット33はゴムであり、ショアA硬度計で約50〜90または約65〜90の硬度を含んでもよい。一つの態様では、ゴム製コットはショアA硬度計で約75の硬度を含んでもよい。
【0068】
図4を参照すると、第1のローラ対17と第2のローラ対19の間の距離26は一つの態様では、約105mmであり得るが、別の例示的な態様では、約50〜約200mmまでの範囲であり得る。第3のローラ対21と第2のローラ対19の間の距離28は一つの例示的な態様では、約135mmであり得るが、別の例示的な態様では、約50〜約200mmまでの範囲であり得る。第1のローラ対17と第3のローラ対21の間の距離30は一つの態様では約240mm、別の態様では約180mmであり得るが、別の例示的な態様では約150mm以上であり得る。
【0069】
別の態様において、牽伸部11は、一つまたは複数の供給材料15が供給される3組以上のローラ対を有してもよい。一つの局面では、牽伸部が一つまたは複数の供給材料が供給される10組以下のローラ対を有する。別の態様では、牽伸部は3〜6つのローラ対を有してもよい。一つの特定の態様では、牽伸部は、それを通して一つまたは複数の供給材料15が供給される2つのローラ対を有する。別の例示的な態様では、1以上の異なる供給材料15は、2または3組以上の個別のローラ対によって供給され、その後組み合わされる。図2、4および5に示すように、ローラの配置は、供給材料15が最初に第1のローラ対17に接触し、次いで第2のローラ対19を通過し、第3のローラ対21から、引き伸ばされた材料またはほつれたリボン(図8A〜8Cを参照)としてさらなる牽伸のために出てくる、または、牽切によって形成される綿毛状の繊維ネットワーク中間製品として出てくるように構成される。3つのローラ対は、牽伸部内で多様な配置を有し得る。3つのローラ対の一つの配置を図5に示す。他の2対と同様に、第2のローラ対19のローラはその軸が互いに平行になるように配置される。任意で、第2のローラの軸は、他の二つのローラ対の一つまたは両方に平行であり得る。上記の牽伸部と同様に、各ローラ対17、19、21からの一つのローラが振り子キャリア23に取り付けられ、各ローラ対17、19、21の他のローラは装置1に取り付けられる。第2のローラ対19は装置から取り外し可能であってもよく、それにより、牽伸部は容易に上記の2つのローラ対を備えた牽伸部に転換することができ、その逆も然りである。それぞれのローラ対の上に加わる圧力は、振り子キャリア23の重量およびローラに対する振り子キャリア23上の振り子の相対位置を変えることによって調整される。装置に接続される三つのローラは歯を備えた金属ローラであり、機械的に駆動可能であってよく、一方、他の三つは追従ローラであり、その対応物により駆動される。上に示すように、ローラ表面に設けられた歯は、複数の異なる配置を有することができる。上に示すように、振り子キャリア上の三つのローラは、コット33を含むのが有利であり得る。
【0070】
本質的に、牽伸部11は、入ってくるリボン状の小さなフィラメントトウ材料の長いフィラメントを引き伸ばしかつ/または破断およびランダムにし、各供給材料15のそれぞれから羊毛状のネットワークを形成する。すなわち、複数の波状繊維から形成される凝集伸長繊維ネットワークは、対応する供給材料のより長いフィラメントが引き伸ばされ、破断され、より小さい繊維に分離される時に形成される。あるいは、別の例示的な態様では、複数の波状繊維から形成される凝集した連続した繊維状ネットワークが複数の供給材料から形成される可能性があり、混合された繊維状ネットワークを表す可能性がある。
【0071】
ローラ対間の速度の違いのために生み出される伸長力によって牽伸が達成され、少なくとも一つの下流ローラ対は最も近い上流のローラ対より速い速度で動作する。牽伸比は種々の態様において約1.1〜約50までの範囲であり得るが、あるいは、他の牽伸比を用いることもできる。例示的な態様では、牽伸比が約6〜29の範囲内に収まり得る。供給繊維の種類および牽伸比に応じて、共にローラを駆動している圧力は調整される。ローラに対する圧力は同じでも異なってもよいが、異なる振り子重量を使用して達成できる。速度差および振り子によってこのような圧力を変えることによって、装置は様々なトウを有する異なる繊維を加工し、特定の供給材料から、様々な平均繊維長および直径などの様々な特性を備えた凝集繊維ネットワークを製造できる。例えば、縦方向に整列された複数のフィラメントを集合的に分離させて1以上のフィラメントからなる繊維にすることができる。このように、1以上の供給材料を同時にローラ17、19および23などのローラを通して供給すると、異なる出発材料がそれぞれ牽切されて、異なる特性を有する対応する凝集繊維ネットワークを生じることができる。これらの凝集繊維ネットワークは、後述のように、組み合わせてもよい。
【0072】
一般的に、下流ローラ対の回転速度が前述したローラ対のそれよりわずかに速いため、小さな力が供給材料に加えられる。効果的な牽伸のため、この力を使用して牽伸されているフィラメント材料を伸ばすこともできる。場合によっては、第2のローラを組み込むことで、持続的かつ連続的な操作のための牽伸部の安定性が高められる。最後とその直ぐ上流のローラ対の間の速度差に起因して生み出される伸長力によって牽伸は達成される。3つのローラ対を使用する態様によれば、滑りを防ぐ適切な圧力の下、第2のローラ対19は第3のローラ対21より遅く回転する。しかしながら、全体の牽伸比は、最後のローラの速度対第1のローラの速度の比率に基づいて計算される。繊維の供給のタイプと牽伸比に応じて各ローラ対に対する圧力を調整できる。本発明において、これは、振り子の異なる重みおよびローラに対する振り子の相対位置を使用して達成される。速度差および振り子が及ぼす圧力を変えることによって、装置は、様々なトウを有する異なる繊維を加工したり、同種類または異なる種類の2種以上の繊維を同時に加工することができる。一つの例示的な態様では、第1のローラ対17と第2のローラ対19の間の牽伸比により引き伸ばしが達成され、引き伸ばされた材料またはほつれたリボン(図8A〜8Cを参照)が製造される。これは下記で中間製品27について説明する通りであり、紡績部13で紡績され撚られるのに先立ち第3のローラ対21の間を通すことで、概ね平らに維持される。
【0073】
本発明の別の態様では、図2、4および5に示すように、装置1はさらに紡績部13を備える。牽伸部11での牽伸手順の後、中間製品27は牽伸部11を出て、紡績部13へ向かう。図8Bおよび8Cに、中間製品27を詳細に示す。任意の紡績部13を使用し、中間製品27をボビン51上に巻き取って撚る1回の単純な紡績操作により、中間製品27を直接にボビン51上に紡績糸49として紡績することができる。紡績部13を一体化することによって、同じ装置上でさらに1回の操作によってフィラメントネットワークを直接に番手1〜60Nmの細い紡績糸に直接に加工できる。別の例示的な態様では、他の番手による紡績糸が生産できる。単位「Nm」は、紡績糸の太さの目安であり、1gの紡績糸の長さをメートルで表わしたものである。例えば、紡績糸1gの長さが20メートルである場合、その番手は、20Nmである。したがって、Nm値が大きいほど紡績糸は細い。一つの局面では、概ね平らな中間製品27を紡績し撚って紡績糸49にする。これは概ね1回の単純な紡績と撚り操作で巻き取られる。一つの局面では、種々のトウサイズの酸化PANフィラメントの小さなトウを酸化PANの凝集伸長繊維ネットワークに形成し、次いでこれを約10〜28Nmの紡績糸として巻き取り撚ることができる。一つの態様では、本明細書において記載するように、紡績糸を、中間製品27に関連して記載したように長さ特性を有する100%酸化PAN繊維に形成する。本発明の方法は、単純で効率的かつ経済的なプロセスで非常に細い紡績糸を製造できる。
【0074】
図6Aは図5で示したのと類似しているが、牽伸部11が、二つの供給材料15aおよび15bに適応している配置を示す。供給材料15aおよび15bは供給材料15について記載する通りである。供給材料15a、15bはローラ対17、19および21によって各々牽伸され、関連する中間製品27a、27bをそれぞれ製造する。中間製品27a、27bをコンバイナ(combiner)75によって混合し、混合された凝集伸長繊維ネットワークであり、撚られてボビン51上に巻き取られて紡績糸49を形成する中間製品77を形成する。コンバイナ75は、二つの混合繊維を組み合わせる従来の部材/構造である。図6Aでは、材料15aおよび15bを同時に、ローラ17、19および21内を連続的に通過させる際、横に距離を置いて配置する。
【0075】
図6Bには、15aおよび15bが互いに接触しながら第1のローラ対17を通る、別の例示的な態様を示す。この例示的な態様によれば、出発材料15a、15bは、ローラ52の第1のローラ対17を通る際に互いに重なって単一の中間製品27を有利に形成してもよく、これは供給材料15aおよび15bに由来する出発材料からなる混合された中間製品を表す。中間製品27は、下記に記載される。この例示的な態様によれば、二つの出発材料の混合物からなる中間製品27は、続いて、1工程において撚られかつボビンに巻き取られて、紡績糸を製造する。
【0076】
図7は、牽伸部11に複数のローラ対のグループ80、82が含まれる別の例示的な態様を示す。グループ80はローラ対17、19、21を含み、グループ82はローラ一対117、119および121を含む。供給材料15cおよび15dは牽伸部11のそれぞれのグループ80、82によって供給され、対応する中間製品27cおよび27dを製造する。中間製品27c、27dはコンバイナ89で組み合わされて複合中間製品91を製造し、これは撚られてかつ紡績部13のボビン51に巻きつけられて紡績糸49を形成する。この例示的な態様によれば、紡績糸49は混紡糸である。
【0077】
中間製品
本発明の装置は、上に開示するような様々な異なるフィラメント状供給材料15を加工し、供給材料とは異なる物理的特性を備えた羊毛状の中間製品27を生産する。中間製品27は、直接的に紡績糸49へと紡績可能であることを特徴とし、酸化PAN繊維などの凝集伸長繊維ネットワークとしても特徴付けることができる。前駆体トウのよく組織化されかつ整列されたフィラメントとは異なり、本発明を使用することで生産される連続した凝集伸長繊維ネットワークは、個々の繊維の間には目に見える撚りはなく、個々の繊維同士の非常に小さなパラレルな相互作用を有するランダムな繊維の羊毛状の集合体であり得る。中間製品27、すなわち、凝集伸長繊維ネットワークは、単一の出発材料からの繊維からなり得、または、中間製品27は混合された連続した凝集繊維ネットワークを形成するために、いくつかの出発材料からの繊維で構成でき、連続した凝集繊維ネットワークはさらなる1つの紡績工程で紡績糸に紡績することができる。混合されたネットワークは、2以上の異なる出発材料(フィラメントまたは繊維)を牽伸することにより、同一装置上に同時に形成され得る、または図6A、6Bおよび7に関連して記載したように個別に得た中間ネットワークを混合することによっても形成され得る。従って、図6A、6Bおよび7に関連して考察した態様によれば、中間製品27は中間製品27a〜dまたは複合中間製品77および91のいずれかも表し得る。種々の例示的な態様では、中間ネットワークを形成するために組み合わせられる異なる出発材料は、ステンレス鋼およびPAN、ビスコースレーヨンおよびPAN、ならびにアラミドおよびPAN、ビコース(vicous)、ステンレス鋼およびPAN、ならびにアラミド材料およびPAN、ならびに種々の他の適切な組み合わせであり得る。中間製品27はさらに、強化された性質および特性が追加された極めて小さな糸番手の紡績糸に加工される。
【0078】
一般に、中間製品27の個々の繊維は、原料となる前駆体繊維の元のフィラメント以下の直径を有するが、破断された個別のフィラメントを合わせた集合体ともなり得るのでしたがってより大きな直径を有し得る。中間製品は、ランダムに積み重ねられた複数の波状短繊維を含有する。一つの態様では、連続した凝集繊維ネットワークは192K以下のフィラメントの整列された連続した酸化PANトウから得られる。好ましくは、前駆体トウは96K以下のフィラメントを有する。より好ましくは、前駆体は約48K、24K、12K、6Kまたは3K以下の複数のフィラメントを含む小さなフィラメントトウである。一つの態様では、酸化PANネットワークの各繊維は約40cm以下の長さである。
【0079】
別の態様において、綿毛状の連続した凝集繊維ネットワークは、192K以下のフィラメントの整列された連続したステンレス製トウから得られる。好ましくは、前駆体ステンレス鋼トウは約192K以下のフィラメントを有する。より好ましくは、前駆体ステンレス鋼トウは192K以下のフィラメントを有する。さらにより好ましくは、前駆体ステンレス鋼トウは12K以下のフィラメントを有する。凝集した連続したステンレス鋼繊維ネットワークの各繊維は、40cm以下の長さを有する。
【0080】
さらに別の態様では、綿毛状のフィラメントネットワークは、整列された192K以下のトウを含む連続したアラミドフィラメント状材料から得られる。好ましくは、前駆体繊維は96K以下のフィラメントを有する。より好ましくは、前駆体は48K以下のフィラメントを有する。さらにより好ましくは、前駆体繊維は12〜24K以下のフィラメントを有する。一つの例示的な態様では、アラミドネットワークの各フィラメントは、40cm以下の長さを有し得る。
【0081】
図8A〜Cは、供給材料15、および凝集伸長繊維ネットワーク、中間製品27の拡大図を示す。図8Aでは、供給材料15はリボン状の形態をとり、縦方向に整列された複数のフィラメントで形成される。供給材料15は滑らかな表面55を有し、断面57は、比較的密に詰まった、縦に整列された複数のフィラメントの横断面で形成される。供給材料15は、平らな形の不撚の出発材料7であり、小さなフィラメントトウを表し、縦に整列された横断面57を形成するフィラメントの数は3K、6K、12K、24Kの範囲内とすることができ、別の例示的な態様では、縦方向に整列された複数のフィラメントを形成するトウのリボンは、フィラメントの数が48K〜360Kの範囲である大きなフィラメントトウであり得る。それぞれのフィラメントは前述のように非常に長いフィラメントであり、繊維状物質の単一連続ストランドであるフィラメントである。図8Aは、リボンの長さを伸ばしたフィラメント、すなわち、供給材料15であり、フィラメントは説明のためだけに間隔を空けてあるが、フィラメントが互いに隣接して整列し、供給材料15の全体にわたって伸びている、すなわち供給材料15および出発材料7が、全断面積を覆うようにフィラメントで完全に形成されていることが理解されるべきである。一つの例示的な態様では、幅58は酸化PANの12Kトウでは約1.5cmであり得るが、別の例示的な態様では、他の適当な寸法を使用することができ、他の供給材料では他の寸法を使用することができる。
【0082】
図8Bは、牽伸部11で牽伸作業により加工した後、形成された凝集伸長繊維ネットワークを示す。中間製品27は羊毛状の外観を有する。すなわち、滑らかではなく、むしろ縮れているかまたは鱗状で、したがって、表面59は滑らかな表面ではない。中間製品27は不均一な表面を有する凝集した連続した繊維状ネットワークであり、あるいは、機械的、物理的および非共有結合の化学力により結合保持される不撚の切断フィラメントのランダムな集合のネットワークとして説明できる。図8Bにおいて示されるように、中間製品27は、単一の供給材料から形成される場合、概ね平ら(丸くない)であるが、別の例示的な態様では、他の外見を有してもよい。幅60は供給材料15の幅58と概ね同じである、またはわずかに変わる可能性があるが、中間製品27が、単一の対応する供給材料15から形成される産物を表す一つの例示的な態様においては、供給材料15および中間製品27は実質的に同じ概ね平らな構成を有してもよい。中間製品27が2以上の供給材料15からの混合されたまたは複合材料の形態である別の例示的な態様によれば、このように中間製品はそれを形成するために結合される供給材料の集合体であり、実質的に別の形状を有する。
【0083】
中間製品27は、ほつれたリボンのような外観を有する。図8Cを参照すると、出発材料7の元は長いフィラメントを分離することによって形成される個々の繊維61はランダムに配置され、波状である。個々の繊維61はまた、切断フィラメントとして記述することもでき、いくつかの例示的な態様では、2〜9インチに及ぶ長さを含んでもよく、一つの例示的な態様では、中間製品27の繊維の凝集伸長繊維ネットワークの個々の繊維61の実質的にすべては、少なくとも15センチメートルの長さであり得る。一つの例示的な態様では、中間製品27の凝集伸長繊維ネットワークの個々の繊維61の実質的にすべては、少なくとも10のセンチメートル長さであり得る。別の態様において、個々の繊維61の大多数は、10または15cmの最小長さを含む。一つの例示的な態様では、凝集伸長繊維ネットワークの個々の繊維61の平均長は少なくとも10または15または20センチメートルであり得る。別の局面では、個々の繊維61は約2.5cm〜約23cmの範囲内の長さを有する。別の例示的な態様では、個々の繊維61の平均長は様々であり、さらに別の例示的な態様では、個々の繊維61は複数の出発材料からの繊維を表し、すなわち、個々の繊維61は、異なる出発トウ材料のフィラメントを牽切することによって形成される繊維の集合体を表す。この例示的な態様によれば、個々の繊維61は、使用される出発材料によって決まる平均長とそれぞれ関連づけられている複数の異なる繊維と特定の供給材料15に対する牽伸部11の条件とを反映し得る。
【0084】
別の態様では、繊維の100%は約15cm〜約23cmの範囲の長さを有する酸化PAN繊維である。繊維61の長さと長さの分布により、中間製品27を紡績して撚ることにより形成される紡績糸の特性が強化され、紡績糸は酸化PANから形成される従来の紡績糸と比較して編組性(knittability)が増大し、かつより容易に編み、織り、またはかぎ針編みして様々な布にすることができる。これらの特性は、従来の材料においてまたは従来の方法を用いる場合には必要であるような補強繊維を紡績糸または中間製品に添加することなく達成可能である。
【0085】
一つの局面では、難燃性および耐熱性の紡績糸は、繊維の平均長が約10cmを上回る100%酸化ポリアクリロニトリル(PAN)繊維を含んでもよい。あるいは繊維は、平均長が約15cmを上回り得る。繊維は各々約2.5cm〜約23cmの範囲内の長さを有し得る。別の局面によれば、紡績糸としては、下に記載するように、図6A、6Bおよび7に関連して描かれる混紡糸または複合紡績糸を含んでもよい。
【0086】
後工程
本発明による中間製品27の凝集伸長繊維ネットワークから製造される紡績糸は、機械的および/または化学的にさらに加工することができる。前述のまたは他の従来法を使用し、ネットワークは容易に紡績糸に紡績できる。酸化PANから形成される従来の紡績糸に比べると、繊維を強化しないで100%酸化PANで形成される紡績糸は、編組性の向上を示す。紡績糸は、実質的に任意の所望の作製された形態で、織布にも不織布にも使用できる。次いで紡績糸は、織ったり、縫ったり、編んだり、組み編みしたり、かぎ針編みしたり、または不織布にしたり、さらに、他の平らな構造または三次元形の構造にすることができる。機械的加工により得られる例示的な製品はヘリンボン織り生地、綾織りテープ、管状織物(tubular woven fabric)、紙、毛布、粗紡、紡績糸、紐およびロープである。また、フィラメント材料を、単独でまたは他のフィラメントと組み合わせて、直接にシートおよび他の構造としたり、繊維または樹脂などの組成物に形成できる。
【0087】
新しい特性を付与するために、凝集伸長繊維ネットワークは、紡績糸に紡績する前または後に化学的に処理してもよい。例えば、異なる導電性を有する柔軟な繊維を提供するためには、米国特許第4,857,394号に開示されるように、凝集伸長繊維ネットワークをフッ素化することができる。別の例は、熱分解によって酸化PAN繊維ネットワークを炭素繊維に変換することである。このプロセスは、炭化と黒鉛化の二工程を含む。炭化プロセスの間、酸化PANを伸長し、さらに約1000〜1500℃の温度まで加熱することで非炭素分を除くことによって炭化処理し、図1に構造を示す炭化PANを形成することができる。炭化PANは酸化PANより高い炭素含有量を含み、一般に90%以上の炭素含有量である。本発明の別の局面は、上記紡績糸および炭化PANに炭化されたPANで形成されている紡績糸から形成される下流製品である。黒鉛化の間、繊維軸の方向に、微結晶の次数および配向性を改善するために、さらに、繊維を1,500〜3,000℃の間の温度で処理する。
【0088】
本発明の別の局面が図9に示されており、個々の糸からのワックス処理および複合紡績糸の形成を説明する。図9は紡績糸91a、91bおよび91cを示し、これはそれぞれ、紡績部13のボビン51(図示していない)など、それぞれのボビン上にあり得る。各紡績糸91a、91bおよび91cは、紡績糸49について説明されたものであってよく、それぞれ、図6Aおよび7の中で示した複合中間製品77、91から形成される混紡糸であり得る。紡績糸91a、91bおよび91cは、コンバイナ93で撚られることによって結合され、複合紡績糸95を形成する。コンバイナ93は、紡績糸を撚り合わせることにより複合紡績糸95を提供するために使用される様々な適当な機械構造とすることができる。紡績糸を任意で、個別のワックス装置97によって個別にワックス処理してもよいし、または組み合わせて複合紡績糸95を形成した後、従来の方法を用い、ワックス装置99を使用してワックス処理してもよい。
【0089】
利用分野
本発明の方法によって製造される繊維および紡績糸の凝集伸長ネットワークは、上に示すように、工業、商業および消費財にわたる分野での製造における中間製品として使用できる。
【0090】
例えば、酸化PAN繊維は化学的抵抗性があり、熱的に安定で生理学的に無害である。また、繊維ネットワークは、優れた混合性および取扱性などの優秀な加工特性を有する。これらは、耐熱性、断熱・防音材および工業用繊維製品に理想的な適性を有する。酸化PAN繊維ネットワークは、自動車用ディスクおよびドラムブレーキのブレーキライニングにおけるアスベストに代わる添加剤としても用いることができる。
【0091】
酸化PANフィラメントならびに紡績糸および布などのその下流製品は、消費財に形成することができる、かつ/または、高温下でさらに加工して非常に高い難燃特性を有し導電性である炭素繊維にすることができる。消費財としては、毛布、上着裏地、ブーツ裏地、ヘルメットの中帽、ジャージ、シャツ、ズボン、バラクラバ帽などの各種繊維製品が挙げられる。
【0092】
これらの炭素繊維ベースの材料は、多様な工業製品および消費財の製造に有用であり、例えば、衣類や他の繊維製品ベースの製品、ベルトおよび長靴下)、複合物、光ファイバ、電気機械材料、ガスケットおよびブレーキパッドなどの摩擦感受性製品、タイヤ、ロープおよびケーブルなどが挙げられる。また、繊維ネットワークは、種々の適切な公知の方法を用いて活性PAN化繊維に加工することができる。この活性化PAN製品は非常に大きな表面積を有し、したがって、高い吸着速度および能力を有する。これはエアフィルタ、マスク、浄水、脱臭布および保護衣類の開発に使用できる。
【0093】
別の態様では、様々な望ましい品質を付与するために、PAN繊維および製品に様々な適当な添加剤を含浸させてもよい。このような炭素繊維ベースの含浸材料には、様々な産業用途があり、多様な工業製品および消費財、たとえば、衣類や他の繊維製品ベースの製品、ベルトおよび長靴下、複合物、光ファイバ、電気機械材料、ガスケットおよびブレーキパッドなどの摩擦感受性製品、タイヤ、ロープおよびケーブル、エアフィルタ、マスク、浄水システム、脱臭布および他の保護衣類などのろ過システムの製造に有用である。
【0094】
炭化PANおよび活性化PANなどの、本発明によって酸化またはさらに加工されたPANから形成された布は、従来の方法を用いて形成された100%PANの布、すなわち有用な繊維製品または布として機能させるためには、補強繊維の添加またはカプセル化が必要である布に比べ、優れた引張強度および編組性を示す。本発明の一つの局面は、補強繊維の使用または形成された布のカプセル化を伴うことなく本発明によって製造された紡績糸から形成された、酸化、炭化または活性化PAN布および他の繊維製品の生産である。
【0095】
また、種々の特性の組み合わせを生み出すには、上記の混紡糸および上記の複合紡績糸から形成される布が使用される。紡績糸を織って布を形成してもよいし、編んで布やワープニットを形成してもよい。すなわち、織物と編んだ布との混合物を生産してもよい。例えば、費用を削減するために、100%酸化PANを組み合わせて混合または複合紡績糸を形成してもよい。一つの例示的な態様によれば、様々な酸化PAN材料とビスコースレーヨンと組み合わせて、可染性の撚られたまたは複合紡績糸を作ってもよい。別の例示的な態様によれば、各種の有利な局面を提供するために、酸化PANとステンレス鋼とで形成される複合紡績糸または混紡糸を使用してもよい。
【0096】
多様な布の多くを形成するために、本発明の材料を使用することができる。これらの布は共に、または他の布と組み合わせて、中心の100%酸化PAN布と木綿または羊毛または、たとえば任意の上記工程による、および任意の上記の紡績糸に由来するさらなる布などの他の材料との3部構成のサンドイッチ構造などの複合材料を形成することができる。一つの例示的な態様によれば、酸化PAN布は、熱または冷気を保存または放出可能な相変化材料と組み合わせて使用できる。
【0097】
図10は、各々、本発明の方法によって形成され得る複数の布132、134、136で形成される製品130の斜視図である。一つの例示的な態様では、中間布134は100%酸化PANなどの酸化、炭化または活性化PANであり得、かつ外側の布132、136は本明細書において記載する様々な任意の材料で形成できる。本明細書において記載されるように、布132、134、136のいずれかまたはすべては、複合紡績糸または混紡糸から形成できる。製品130は、本明細書において記載する様々な製品の一部を表し得るものであり、次段落以後に記載する製品などを含むが、それに限定されるわけではない。
【0098】
本発明の材料は、下着、上着およびズボンを含む耐火服などの製品を製造するためのさまざまな用途に使用できる。図11は、例示的な上着200、消防士用ズボン204および肌着204を示す。別の態様では、本発明の材料は、断熱材および工業用フィルタ、自動車ディスクブレーキ用熱シールド、紙およびプレスボードなどの電気絶縁製品ならびに汚濁防止用の高温ろ過処理製品などの製品を製造するために、使用できる。製品は、航空機や列車・自動車のインテリア繊維製品(室内装飾品、床敷物、隔壁および壁装材など)からホテル、事務所、講堂、病院およびデイケアセンターの業務用家具まで多岐にわたる他の利用分野でも使用できる。幅広い用途の製品は、当技術分野において公知の各種製造方法を使用して生産できる。上に列挙した製品は、本発明の方法によりかつ本発明の材料を使用して作製できる様々な製品を代表し例示することを意図する。
【0099】
実施例
以下は本発明の繊維および紡績糸の凝集伸長ネットワークの製造方法の実施例であるが、これは例示のためのものであり、本発明の方法、装置の構成および製品を限定するものではない。以下の各実施例のための例示的な装置は、各実施例に示すように2または3つのローラ対を有した。装置に取り付けたローラはすべて31.84mmの同じ直径を有した。ショアA硬度計によれば振り子に取り付けたローラはすべて同じ硬度75のコットを有していた。
【0100】
実施例I:6Kフィラメントのトウから製造される酸化PAN繊維ネットワーク
前駆体材料は、トウサイズが6K、トウデニールが7200およびトウ重量が0.8g/mの酸化PANである。一般的物性を表1にまとめる。前駆体材料は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列している。さらに、前駆体繊維は、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。最初のローラおよび最後のローラの2つのローラを備えた装置を使用し、酸化PAN繊維を牽伸した。装置に取り付けた二つのローラ間の距離は、約240mmに設定した。27.2の牽伸比を得るために、最後および先行のローラの速度は、それぞれ227および8.3rpmに設定した。両方のローラ対には同じ圧力をかけた。圧力は、振り子キャリア上の重量を変化させることによって約28kgに調整した。牽伸プロセスで前駆体繊維の組織された長いフィラメントを破断しランダムにし、フィラメントの牽切によって形成した個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのないフワフワした網状物が形成された。凝集伸長繊維ネットワークの繊維は波打った外観で、約22cm以下の長さ、12マイクロメートルの幅を有する。ネットワークは、約0.077g/10cmの平均重量を有する。
【0101】
【表1】
【0102】
凝集伸長繊維ネットワークに1回の操作で巻き及び撚りを施す加工をさらに行い、34Nmの番手、250〜300gの引張強度、10%の引張伸びおよび525(T/メートル)の撚数の紡績糸を得た。
【0103】
実施例II:12Kトウのフィラメント状出発材料から製造される酸化PANネットワーク
前駆体材料は、トウサイズが12K、トウデニールが14,400およびトウ重量が1.6g/mの酸化PANである。一般的物性を表1にまとめる。前駆体材料は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。さらに、前駆体材料のフィラメントは、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。最初のローラと最後のローラ対のみを有する装置を使用し、酸化PANを牽伸した。装置に取り付けたローラ間の距離は、約240mmに設定した。8の牽伸比を得るために、最初および最後のローラの速度は、それぞれ125および15.6rpmに設定した。最初と最後のローラにはそれぞれ45および50kgの圧力をかけた。圧力は、振り子キャリア上の重量および振り子キャリア上の振り子の位置を変化させることによって調整した。牽伸プロセスで前駆体繊維の組織された長いフィラメントを破断しランダムにし、フィラメントの牽切によって形成した個々の繊維間にはほとんど平行性がなく、個々のフィラメント間には目視可能な撚りのない、分断されたフィラメントの羊毛状のネットワークを形成した。元のフィラメントを分離することによって形成したネットワークの繊維は波打った外観で、約22cm以下の長さ、約12マイクロメートル以下の幅を有する。ネットワークは、約0.159g/10cmの平均重量を有する。
【0104】
凝集伸長繊維ネットワークに巻き及び撚りを施す加工をさらに行い、5Nmの番手、約2000gの引張強度、10%の引張伸びおよび100(T/メートル)の撚数の紡績糸を得た。
【0105】
実施例III:二つの供給材料から製造される酸化PANネットワーク
この実施例は、同タイプの2本の繊維の同時の牽伸を示す。しかし、この牽伸プロセスは、異種の2本以上の繊維にも同様に適用される。図1で示すように、一つの供給部を使用し、二つの投入材料を供給した。2本の前駆体繊維は、トウサイズが6K、トウデニールが7200およびトウ重量が0.8g/mの酸化PANである。その一般的物性を表1にまとめる。前駆体材料は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列している。さらに、前駆体繊維は、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。2対のローラを備えた装置を使用し、酸化PAN繊維を牽伸した。装置に取り付けた二つのローラ間の距離は、約240mmに設定した。27.2の牽伸比を得るために、ローラの速度は、それぞれ227および8.3rpmに設定した。両方のローラ対には同じ圧力をかけた。圧力は、振り子キャリア上の振り子の重量を変化させることによって約28kgに調整した。牽伸プロセスで前駆体繊維の組織された長い繊維を破断しランダムにし、個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのない羊毛状の繊維ネットワークを形成した。ネットワークの繊維は波打った外観で、約22cm以下の長さ、約12マイクロメートルの幅を有する。ネットワークは、約0.154g/10cmの平均重量を有する。
【0106】
凝集伸長繊維ネットワークに巻き及び撚りを施す加工をさらに行い、17Nmの番手、約500〜600gの引張強度、10%の引張伸びおよび375(T/メートル)の撚数の紡績糸を得た。
【0107】
実施例IV:ステンレス鋼繊維ネットワーク
前駆体は、トウサイズが4K、トウ重量が1.6g/mのステンレス鋼繊維である。主要化学元素である鉄(Fe)に加えて鋼はさらに表2に示す何種類かの他の元素を含有する。
【0108】
前駆体繊維は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列している。さらに、前駆体材料のフィラメントは、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。フィラメントは、7.5CNの引張強度および8マイクロメートルの直径を有する。3つのローラ対を備えた装置を使用し、ステンレス鋼の投入材料を牽伸した。装置に取り付けた第1および第2のローラ間の距離は100mmに設定し、装置に取り付けた第2および第3のローラ間の距離は140mmに設定した。17.6の牽伸比を得るために、第1、第2および第3のローラの速度は、それぞれ200、11.4および10.8rpmに設定した。第1および第2のロールには同じ圧力を適用し42kgに設定した。第1のローラ上に適用する圧力は45Kgに設定した。前の実施例と同様に、振り子キャリアの上の振り子の重量および振り子の位置を変化させることによって圧力を調整した。牽伸プロセスで前駆体の組織された長いフィラメントを破断しランダムにし、個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのない羊毛状の繊維ネットワークを形成した。投入フィラメントから形成されたネットワークの繊維は波打った外観で、約10cm以下の長さ、約8マイクロメートルの幅を有する。ネットワークは、約0.16g/10cmの平均重量を有する。
【0109】
【表2】
【0110】
フィラメントネットワークに巻き及び撚りを施す加工をさらに行い、11Nmの番手および500(T/メートル)の撚数の紡績糸を得た。
【0111】
実施例V:1Kトウのアラミド出発材料から製造されるアラミドフィラメントネットワーク
前駆体供給材料は、トウサイズが1K、トウデニールが1,530およびトウ重量が0.17g/mのアラミド出発材料である。その一般的物性を表3にまとめる。前駆体は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列し12マイクロメートルの直径を有する。さらに、前駆体フィラメントは、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。最初のローラおよび最後のローラの2つのローラ対を備えた装置を使用し、アラミド材料を牽伸した。装置に装着した最初のローラと最後のローラ間の距離は、約240mmだった。8.5の牽伸比を得るために、最初のローラと最後のローラ間の速度は、それぞれ170および10rpmに設定した。最初のローラと最後のローラにはそれぞれ約42および45kgの圧力をかけた。圧力は、振り子キャリア上の振り子の重量および振り子キャリア上の振り子の位置を変化させることによって調整した。前駆体アラミド材料は2度牽伸した。第1の牽伸は、フィラメントを引き伸ばす結果となった。第2の牽伸で前駆体の組織された長いフィラメントを破断しランダムにし、個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのない羊毛状の繊維ネットワークを形成した。ネットワークの繊維は波打った外観で、約22cm以下の長さ、約12マイクロメートルの幅を有する。ネットワークは、約0.015g/10cmの平均重量を有する。
【0112】
【表3】
【0113】
凝集伸長繊維ネットワークに巻き及び撚りを施す加工をさらに行い、50Nmの番手および800T/メートルの撚数の紡績糸を得た。
【0114】
上記は、単に本発明の原理を説明したものである。したがって、本明細書において明白に記載または示していなくても、当業者であれば本発明の原理を具体化する種々の配置を考え出すことは可能であり、それらも本発明の精神および範囲内に含まれることが理解される。さらに、本明細書において示したすべての実施例および条件を付した表現は、明らかに、基本的に教示する目的でのみ表現され、発明者による本発明の原理および概念の理解の上で読者を助けることを主に意図したものであり、そのような具体的に揚げた実施例および条件への限定はないものとして解釈されるべきである。さらに、本明細書において本発明の原則、局面および態様さらにその具体例を挙げて述べたことすべては、その構造面および機能面双方の均等物を包含するよう意図される。さらに、そのような均等物は、現在知られている均等物と、将来開発される均等物、すなわち、構造にかかわらず、同じ機能を果たす任意の開発された要素との両者を含むことが意図される。
【0115】
例示的な態様の説明は、全て記載された説明の一部と見なされる添付図面の図に関連して読み取られるべきものであると意図される。説明において、「下方」、「上方」、「平らな」、「垂直の」、「上で」、「下で」、「上」、「下」、「上部」、および「底部」などの相対的用語ならびにこれらの派生語(例えば、「平らに」、「下方に」、「上方に」など)は、その際に論じられている図面に記載されているか示されている向きを指すと解すべきである。これらの相対的な用語は記載の便宜のためのものであり、装置が特定の向きで構築され、または、操作されることを必要としない。特に明記しない限り、「接続した」、および「連結した」などの取り付けや結合などに関する用語は、構造が他のものに直接的にまたは間接的に、可動的なまたは剛性取り付け部材もしくは関係の両者として、互いに固定または取り付けられた関係を指す。
【0116】
本明細書において参照または記載する全ての特許、刊行物、科学記事、ウェブサイト、ならびに他の文書および資料は本発明が属する当業者の技術レベルを示しており、そのような参照文書および資料は、参照により、あたかもその全体を個別的に参照して本明細書の一部とし、または本明細書においてその全体を開示したかのように、本明細書に組み入れられる。出願人は、任意のそのような特許、刊行物、科学記、ウェブサイト、電子的に入手し得る情報、および他の参照資料または文書のいずれかから得た任意および全ての資料および情報を、本明細書中に物理的に組み入れる権利を留保するものである。
【0117】
本特許の書面による記載部分は、特許請求の範囲のすべてを包含する。さらに、特許請求の範囲のすべてならびに任意且つ全ての優先権主張文書由来の特許請求の範囲のすべてを包含する特許請求の範囲のすべては、参照によりその全体を本明細書の書面による記載部分の一部に組み入れられ、また、出願人は、本出願の書面による記載または他の任意の部分に、任意且つ全てのこのような特許請求の範囲を物理的に組み入れる権利を留保するものである。したがって例えば、本発明は、請求項の正確な用語が本発明の書面による記載部分にそのまま開示されていないという主張に基づいて、本発明を、申し立てにより書面による特許請求の範囲の記載が提供されていないと解釈してはならない。
【0118】
特許請求の範囲は法律に従って解釈される。しかしながら、任意の特許請求の範囲またはその一部の解釈の、申し立てられたかもしくは認められた容易性または難解性にかかわらず、この特許に至る出願または出願群の遂行中、特許請求の範囲もしくはその任意の部分のいかなる調整または補正も、先行技術の一部を形成しない任意および全ての均等物に対する任意の権利を喪失したものと解釈してはならない。
【0119】
本明細書に開示した全ての特徴は、任意の組み合わせで組み合わせることができる。したがって、別途記載の無い限り、開示したそれぞれの特長は、等価または類似の特徴の一般的なシリーズの一例であるに過ぎない。
【0120】
本発明をその詳細な説明に関連して記載してきたが、前述の説明は本発明の例示を意図するものであって、本発明の範囲を限定しようとするものではなく、本発明の範囲は添付の特許請求の範囲によって規定されることを理解すべきである。したがって前述のことから、本発明の具体的態様を例示目的で本明細書において記載してきたが、本発明の精神および範囲を逸脱することなく、種々の修飾を加え得ることが理解できる。他の局面、利点、および修飾もまた以下の特許請求の範囲の範囲内にあり、本発明は添付の特許請求の範囲による制限を除いては限定されない。
【0121】
本明細書において記載の具体的方法および組成物は好ましい態様の代表であり例示的なものであって、本発明の範囲に対する限定を意図するものではない。他の目的、局面、および態様は、本明細書を考察する時、当業者に想起され、特許請求の範囲の範囲によって規定される本発明の精神の中に包含される。本発明の範囲および精神から逸脱することなく本明細書において開示する本発明に対して様々な置換および修飾を施せるということが、当業者には直ちに明白である。例示的に本明細書において適切に記載した本発明は、本明細書において具体的に本質的であると開示されていない任意の要素もしくは要素群、または制限もしくは制限群の不在下で実施できる。したがって、例えば本明細書において各例において、本発明の態様または実施例では、「含む(comprising)」、「包含する(including)」、「含有する(containing)」等の語は、拡張的且つ限定無しに読み取られるべきである。説明的に本明細書において適切に記載した方法およびプロセスは、異なる工程順序で実施でき、それらは必ずしも本明細書または特許請求の範囲で指摘した工程順序に限定される訳ではない。
【0122】
使用している用語および表現は、説明の用語として使用するものであって限定の用語として使用するものではなく、そのような用語の使用に際し、示された、および記載された特徴の任意の等価物またはその一部を排除する意図は無いが、主張した本発明の範囲内で様々な修飾が可能であると認識される。したがって、本発明を様々な態様および/または好ましい態様および任意の特徴によって具体的に開示してきたが、当業者の実施できる本明細書において開示した概念の任意且つ全ての修飾および変形は、添付の特許請求の範囲に規定した本発明の範囲内にあると考えられる。
【0123】
本発明を本明細書において広範かつ包括的に記載した。この包括的開示内にある、より狭い種および下位概念群の各々も、本発明の一部を形成する。削除した材料が具体的に本明細書において詳述されているか否かにかかわらず、何らかの内容をその類概念から除去する但し書きまたは負の限定付きで、これは本発明の包括的説明を含む。
【0124】
さらに、本明細書および添付の特許請求の範囲において単数形「a」、「an」、および「the」は、文脈が明らかにそれに反する旨を記載していない限り、複数表示も含み、および、用語「Xおよび/またはY」は「X」もしくは「Y」または「X」および「Y」の両者を意味し、および、名詞に続く「s」という文字はその名詞の複数形と単数形の両方を指す、ということもまた理解できる。加えて、本発明の特徴または局面がマーカッシュ群に関して記載されている場合、当業者は、本発明はマーカッシュ群の任意の個別的成員または成員の下位群に関しても記載されていることが認識できる。
【0125】
他の態様は添付の特許請求の範囲内にある。本特許は本明細書において具体的かつ/または明確に開示した特定の実施例または態様または方法に限定されると解釈してはならない。本発明は、その陳述が具体的でない限り、そして出願人による応答書面で特に採用されている資格または留保無しに、特許商標庁の審査官または他の任意の職員もしくは従業員によってなされるいかなる陳述によっても制限を受けるものと解してはならない。
【0126】
本発明を例示的な態様によって説明してきたが、本発明はそれに限定されるわけではない。添付の特許請求の範囲は、本発明の均等物の範囲を外れることなく当業者によってなされ得る本発明の他の変法や態様を含むように広く解釈されるべきである。
【技術分野】
【0001】
関連出願
本出願は、2005年11月16日に出願された米国特許出願第11/282,108,号に基づく優先権を主張する、2006年11月15日に出願された係属中の米国特許出願第11/600,681号に基づく優先権を主張しており、これらの各出願の内容は、その全体が記載されているかのように参照により本明細書に組み入れられる。
【0002】
分野
本主題は、難燃性組成物ならびにそれを製造するための方法および装置に関し、より具体的には、粗糸、紡績糸、布およびこれらを原料とする製品(被覆材、室内装飾品、衣類および他の保護衣、絶縁材、スリーブ、ロープ、バリア、毛布、マスク、ろ過システムおよび繊維製品を含むが、それに限定されるわけではない)を含む炭素ベースの難燃性および耐熱性組成物に関する。本発明によって生産される材料は、モータースポーツ産業、自動車および航空機産業、家庭用家具、ろ過システム、産業保護材料、軍、警察および国防における用途ならびに消防業界における特定の用途を見出す。本発明はまた、紡績糸を形成するために使用される凝集伸長繊維ネットワーク(cohesive elongated network of fibers)を含む、本質的にこれからなる、またはこれよりなる中間製品に関する。本発明はまた、難燃性および耐熱性組成物ならびに中間製品を製造するための方法および機器に関する。
【背景技術】
【0003】
背景
以下の説明は、本発明の理解において有用であり得る情報を含む。本明細書において提供するいかなる情報も、本明細書に記載されるか主張される発明の先行技術または関連技術であると承認されず、または具体的または黙示的に特定されるいかなる刊行物または文書も、特許性を評価する際に用い得る従来技術や参考文献であると承認されない。
【0004】
難燃剤は、燃焼を遅延させ、または防止する際に役立つ物質である。Horrocks, A.R., Fire Retardant Materials(2001)(非特許文献1)参照。例えば、特に突発した火災および火の回りが速い火災に巻き込まれた人々を守るために、防火衣類が広く使用されている。これらの人々には、レースカードライバー、軍人および消防士など死者を出す火災および極めて危険な発火状況に曝される可能性がある様々な分野の人々が含まれる。このような人々においては、重い火傷やさらには死から守る主要な防御線(primary line)が、身体の全部または一部に装着する防護服である。
【0005】
衣類製造用の難燃性材料を形成するために、炭素繊維材料およびアラミド繊維材料などの材料が使用されてきた。炭素繊維は、通常、黒鉛プレートが長い束の形となって連結し繊維軸に平行に結晶構造を形成している。炭素繊維は異方性であり、弾性率は他の方向よりも軸方向で高い。言い換えると、個々の繊維は、軸に対して角度をつけた曲げまたは横方向伸長に耐えるよりも軸方向での引張に非常に強く耐え、すなわち、破断に至るまで伸長可能である。多くの炭素繊維材料は数千本の個別のフィラメントから作られ、数千本の繊維を含む。
【0006】
炭素繊維材料は、有利な機械的、物理的および化学的性質を有する。不燃性であることに加えて、炭素繊維材料は軽く、硬くて丈夫である。炭素繊維の強度は鋼のそれと同等であり、炭素繊維の硬さは、一般に金属、セラミックまたは高分子基材より大きい。炭素繊維は、耐腐食性および耐疲労性ならびに寸法安定性に優れるなど他の望ましい性質も有する。したがって、炭素繊維およびその複合材料は、化学的不活性、強度、剛性、軽量性、および耐疲労性が重要な要件となる分野での応用に大変適している。例えば、航空宇宙産業および防衛産業において、耐炎性材料として航空機の内部に、および燃料効率を高め構造強度を強化するための重要な構成成分として、その両者において、炭素繊維で作られた材料がますます使用されるようになってきている。
【0007】
炭素繊維材料はさらなる材料と有利に組み合わせることができ、炭素繊維材料とさらなる材料の両方の有利な品質を示す紡績糸、布または他の製品を形成し得る。炭素繊維および他の追加材料両方の特性を有する紡績糸を形成するために、炭素繊維は、紡績糸レベルで他の材料と組み合わせることができる。このようなものは混紡糸であってもよい。炭素繊維はまた、特性の所望の組み合わせを付与するために、他の布と併せて使用される布に形成することもできる。
【0008】
炭素繊維は、多様な前駆体材料から製造され得る。これらの前駆体材料には、ポリアクリロニトリル(PAN)、石油またはコールタールピッチおよびある種のフェノール繊維がある。レーヨンおよび木綿などのセルロース繊維も添加物として使用してもよい。異なる前駆体材料は、異なる形態および異なる特有の特性を有する炭素繊維を作り出す。PAN系炭素繊維材料は優れた引張強度を示し、費用において比較的低く、スポーツ用品および高性能衣類などの消費財の製造においての使用に大変適している。
【0009】
各種の前駆体材料から炭素繊維を製造するためには種々の方法が公知である。このような方法には熱分解法および高温分解が含まれる。炭素繊維の機械的特性が、繊維内で結晶性および分子の次数を増すことによって改善されることは十分に確立されている。結晶性および構造次数を増す一つの方法としては、張力をかけて安定化および炭化するプロセスがある。一般的な熱分解反応の一つは、炭素繊維を、張力をかけつつ酸化的環境下約200〜300℃で処理する酸化安定化プロセスである。このプロセスにより、酸素、窒素および/または水素が繊維から除去され、繊維中炭素含有量の増加がもたらされる。このプロセスの間適用される張力は、繊維の収縮を防止することに加えて、繊維の分子配向および次数を維持し、それは安定化された繊維の引張強度を高める。
【0010】
PANの熱分解の間、酸化および安定化は、繊維から水素の多くと窒素の一部を放出させ、配向した分子の分子内環化を誘導する。得られるPANポリマーは「酸化PAN」と呼ばれ、酸化PANは通常、約55〜68%の炭素含有量および約1.30〜1.50g/cm3の密度を有する。酸化PAN繊維は、難燃性材料としていくつかの利点がある。酸化PAN繊維は、優れた断熱性能および低熱伝導率を示す。また、酸化PAN繊維は、通常40〜60%の酸素という高い限界酸素指数(LOI)を有し、これにより、他の多くの有機繊維より不燃性となる。さらに、他の難燃性有機繊維とは異なり、酸化PAN繊維のストランドを含む繊維製品は、直火にさらされた後もその外観および繊維製品特性を保持する。酸化PAN繊維は電気的に非導電性であり、熱や直火にさらされた後でさえも有効な電気絶縁体として機能する。また、酸化PAN繊維は、有機溶剤およびほとんどの酸と塩基に対し良好な耐薬品性を示す。さらに、酸化PAN繊維ストランドは、純粋な炭素繊維のストランドより柔らかく、折り曲げたり伸ばしたりしやすい。このため、酸化PAN繊維ストランドは、単独で、または、複合材料の一部として耐熱性断熱材および最先端技術用途の繊維製品における使用に最適であり、航空宇宙産業および自動車産業での座席用の複合防炎布において、また直火の危険にさらされる人々のための複合難燃防護服の製造において使用されてきた。
【0011】
現在、少なくとも3種類の酸化PAN材料が市販されている。短繊維、大きなフィラメントトウ材料、および小さなフィラメントトウ材料である。産業用および消費者用の複合製品の製造においてこれらの材料を使用する際には、短繊維および大きなフィラメントトウ材料は、複雑で多工程のプロセスを用いて紡績糸に紡がれることが多い。このプロセスは、一般に、例えば、炭素繊維材料前駆体への補強繊維の添加、または調製に使用される布へのラミネート被覆の添加を含む。
【0012】
比較的短い天然または合成繊維である短繊維については、紡績糸の製造における第1工程は「カーディング」であり、繊維は、極めて細いワイヤまたは揃った歯を含む円筒上でほぐされ梳かれる。次いで、繊維は、「スライバ」として公知の、一つの方向に整列させられ、大まかに緩く結集されているが、撚られていない繊維の連続ストランドを形成する。次いで、スライバのストランド数本分を練条機に何回もかけてさらに繊維を整列させ、スライバの径を減らすと共に、均一性を向上させる。次いで、練条スライバを粗紡機に供給し、さらに径を減少させ軽度の仮撚りを付与することにより「粗糸」を製造する。最後に、粗糸を紡績(すなわち、巻きおよび/または撚り)機に供給し、粗糸を紡績糸へと紡ぐ。
【0013】
大きなフィラメントトウについては、第1工程が異なり、大きなトウを複数の断片に分け、整列させてスライバにする牽切プロセスからなる。その後スライバはさらに上述のように加工される。これらのプロセスは面倒で、非効率かつ費用がかかり、6または8〜12ほどの別個の工程を要し、多くの場合1種類よりも多い装置の使用を必要とする。
【0014】
減少した最小数の操作を用いて酸化PAN材料を紡績糸に変換する経済的なプロセスを提供することが望ましい。減少した最小数の操作を用いて、他の出発材料を紡績糸に変換する経済的なプロセスを提供することもまた望ましい。様々な異なる材料を紡績糸に変換する際に使用できる単一プロセスを実現することが特に有利である。酸化PAN材料または他の出発材料を単一の装置を用いて紡績糸に変換するプロセスを提供することがさらに望ましい。同時に複数の材料を紡績糸に変換すること、および特に複数の出発材料を組み合わせることによって混紡糸を生産するプロセスおよび装置を提供できればさらに望ましい。
【0015】
酸化PAN材料は、優れた難燃性および耐熱性、すなわち、高いLOIおよび優れた熱保護性能(TPP)を提供するが、従来の方法によって形成される場合、酸化PAN炭素繊維から形成されるストランドは通常、脆弱で磨耗および切断を起こしやすい。従来の方法を使用して純粋な酸化PANから形成された紡績糸は、耐切断性、耐摩耗性および引張強度が望ましくない程低く、編んだり織ったりして布にできる程度の十分な引張強度を含まない。このため、従来の方法を使用して酸化PAN炭素繊維ストランドから作られた繊維は、通常、難燃性および耐熱性の酸化PANストランドを1以上の高強度または補強フィラメント/繊維と組み合わせて含む。アラミド繊維は、このような補強フィラメントの例である。酸化PANと組み合わせた補強フィラメント/繊維は、改善された引張強度、耐切断性および耐久性を有する繊維混合物を作り出すが、添加剤、すなわち補強繊維は、繊維の難燃性および耐熱特性を弱める。
【0016】
完全に酸化ポリアクリロニトリル繊維または炭化ポリアクリロニトリル繊維からなり、編組可能な十分な引張強度を示す紡績糸および繊維製品ならびに他の材料を製造することが望ましい。そのような紡績糸および繊維製品ならびに他の材料を製造するために使用され得る中間製品を製造することも望ましい。そのような中間製品を組み合わせて混紡糸または混合繊維製品を製造することも望ましい。
【先行技術文献】
【非特許文献】
【0017】
【非特許文献1】Horrocks, A.R., Fire Retardant Materials(2001)
【発明の概要】
【0018】
概要
本明細書において記載され、主張される本発明は、この「簡単な概要」で述べ、記載し、または参照する多数の属性および態様を有するが、それに限定されるわけではない。この「簡単な概要」で特定される特徴または態様は説明のためのものであり発明を限定するものではなく、本明細書において記載され、主張される本発明は、それらに限定されるわけではない。
【0019】
前記および他の必要性を検討し、かつその目的に鑑みて、本発明は、一つの局面において、複数の難燃性および耐熱性の繊維から形成されかつ補強繊維を含まない紡績糸から本質的になるかそれからなる布から作られた繊維製品であって、難燃性および耐熱性の繊維のそれぞれが100%ポリアクリロニトリル(PAN)を含む繊維製品を提供する。一つの態様では、繊維の実質的にすべては平均長が約10cmまたは15cmを上回る。別の態様において、繊維は、約2.5cm〜約23cmの範囲内の長さを有する。別の態様において、PAN繊維は、約15cm〜約23cmの範囲内の長さを有してもよい。一つの態様では、PANは酸化PANである。別の態様において、PANは炭化PANである。
【0020】
別の態様では、本発明は1以上の凝集伸長繊維ネットワークを製造する方法を提供する。この方法は、リボンを形成するフィラメントトウを含む少なくとも一つの出発材料を提供する工程、出発材料の各々を牽伸部の第1のローラ対およびその下流にある第2のローラ対を通して延伸する工程であって、第2のローラ対が第1のローラ対の回転速度より速い第2の回転速度を有する工程、これによりフィラメントトウのフィラメントを牽切して、このフィラメントの牽切により少なくとも一つの凝集伸長繊維ネットワークを形成する工程を含む。一つの例示的な態様では、各出発材料から一つの凝集伸長繊維ネットワークが形成され、別の例示的な態様では、複数の出発材料の組み合わせから一つの凝集伸長混合繊維ネットワークが形成される。凝集伸長繊維ネットワークは、単一の操作で、凝集伸長繊維ネットワークを撚ってボビン上に巻き取ることにより紡績糸に変換される。一つの態様では、出発材料は酸化PANである。別の態様においては、出発材料は炭化PANである。別の例示的な態様では、出発材料は、DuPont Company、Lenzingにより製造されるKevlar、Nomex、Basofil、Kynol、Kermel、M5を含むパラアラミド繊維およびメタアラミド繊維などのアラミド繊維、またはビスコースレーヨン(ビスコースとも称される)などの他の適当な材料でよい。別の例示的な態様では、他のパラアラミド材料および他のメタアラミド材料を出発材料として使用してもよい。さらに別の例示的な態様では、出発材料はステンレス鋼でもよい。
【0021】
別の局面では、本発明は、撚りが限定され縦方向に整列された複数のフィラメントを含む出発材料を提供する工程、出発材料のフィラメントを牽切する単一の操作において出発材料を難燃性および耐熱性の凝集伸長繊維ネットワークに変換する工程、これにより、フィラメントの少なくともいくつかを、分離される繊維の対応するフィラメントよりも短い長さの複数の繊維に分離する工程を含む、難燃性および耐熱性の凝集伸長繊維ネットワークの製造方法を提供する。出発材料は、酸化PAN、Dupont Company、Lenzingにより製造されるKevlar、Nomex、Basofil、Kynol、Kermel、M5を含むパラアラミド繊維およびメタアラミド繊維などのアラミド繊維またはビスコースレーヨンなどの他の適当な材料でよい。別の例示的な態様では、他のパラアラミド材料および他のメタアラミド材料を出発材料として使用してもよい。さらに別の例示的な態様では、出発材料はステンレス鋼でもよい。
【0022】
別の局面では、本発明は、前述のプロセスによって複数の出発材料から紡績糸を形成する方法および装置を提供する。一つの例示的な態様では、異なる出発材料を同一のローラ対に供給する。異なる出発材料は、各々が装置のスプール上にあるフィラメントトウのリボンを含んでもよい。2以上のリボン状出発材料は、連続するローラ対を通して同時に供給する際に互いに接触させてもよいし、または互いを分離させてもよい。装置の牽伸部のローラに通って進む際、出発材料が互いに接触しているか否かに応じて、供給材料を牽切して1または2の凝集伸長繊維ネットワークを製造してもよい。一つの態様では、複数の凝集伸長繊維ネットワークは、それぞれがリボン状出発材料に対応するように形成され、別の例示的な態様では、種々の出発材料の混合物からなる単一の凝集複合繊維ネットワークが形成される。2以上の別個の凝集伸長複合繊維ネットワークが形成される態様によれば、撚って紡績糸にする前にネットワークを混合して凝集伸長複合繊維ネットワークを形成してもよい。次いで、撚り合わせにより別の紡績糸を後で組み合わせてもよい。材料をボビン上に撚って巻くことを含む単一のプロセス工程において、凝集複合繊維ネットワークを紡ぐか撚って1本の混紡糸にしてもよい。別の例示的な態様では、多数の同時に形成された凝集伸長繊維ネットワークが、撚って巻く単一の工程において、別個に紡績糸に形成される。
【0023】
別の局面では、各々がフィラメントトウを含む多数のリボンを、異なるローラセットに供給し、後続するローラ対を通す際、それぞれが牽切されて対応する凝集伸長繊維ネットワークが形成される。凝集伸長繊維ネットワークは、同じ装置上で組み合わされて、凝集伸長繊維および混紡糸の複合ネットワークを形成してもよいし、別々に維持されて、材料をボビン上に撚って巻く単一の工程において、別々に撚ってそれぞれ紡績糸を形成してもよい。
【0024】
別の局面では、本発明は、各々が縦方向に整列されたフィラメントを含む1以上のトウリボンを、直接紡績糸に紡ぐことができる少なくとも一つの凝集伸長繊維ネットワークに変換する装置を提供する。この装置は、第1の回転速度を有しリボントウをその間に受け入れる実質的に互いに接する第1のローラ対と、第1のローラ対の下流にあって第1の回転速度より速い第2の回転速度を有する実質的に互いに接する第2のローラ対とを含み、それにより、縦方向に整列された複数のフィラメントを牽切し、フィラメントを切断することにより形成されたランダムに配向された繊維の集合体からなる凝集伸長繊維ネットワークを形成する。加圧要素は、第1のローラ対を互いに押し付け、かつ第2のローラ対を互いに押し付ける圧力を加える。
【0025】
別の局面では、各々撚りが限定され縦方向に整列された複数のフィラメントを含む複数の出発材料を提供し、出発材料それぞれのフィラメントを牽切する単一の操作において各出発材料を対応する凝集伸長繊維ネットワークに変換し、これにより、フィラメントの少なくとも一部を、分離された繊維の対応するフィラメントよりも短い長さの複数の繊維に分離する方法により形成された複合紡績糸を、本発明は提供する。次いで、凝集伸長繊維ネットワークは撚って巻く1工程において直接混合されて、紡績糸が紡績される。
【図面の簡単な説明】
【0026】
本発明の諸局面はまた、添付の図面を踏まえても説明される。一般的な方法にしたがって、図面の種々の特徴は必ずしも原寸に比例するものではない点が強調される。むしろ、様々な特徴の寸法は明確さのために適宜拡大または縮小されている。同じ数字は、明細書および図面の全体にわたって同じ特徴を示す。
【図1】ポリアクリロニトリル(PAN)、酸化PANおよび炭化PANの化学構造を示す。
【図2】本発明の方法を実施するために用いる装置の一つの態様を示す。
【図3】図3Aは、本発明に従って使用し得る出発材料の一つである小さなフィラメントトウ酸化PANのスプールを示し、図3Bは、本発明の出発材料を供給し得る例示的な張力ディスクを示す。
【図4】図2に示す装置の牽伸部の拡大断面図である。
【図5】図2に示す装置の供給、牽伸、撚りおよび巻き取り部を示す。
【図6】図6Aは、2種類の供給材料を牽切および混合する際に用いる供給、牽伸、撚り、組み合わせおよび巻き取り部を示し、図6Bは多数の出発材料がローラの間を進み、同時に牽切されている態様を示す。
【図7】二つのグループのローラからの材料の供給、牽伸、撚り、組み合わせおよび巻き取りを示す。
【図8】図8Aはリボン状出発材料の小さなフィラメントトウの断面斜視図であり、図8Bは図8Aに示す本発明による出発材料から形成した凝集伸長繊維ネットワークの断面斜視図であり、図8Cは図8Bにおいて示される凝集伸長繊維ネットワークの側面断面図である。
【図9】本発明の別の局面による複数の紡績糸の組み合わせおよびワックス処理を示す。
【図10】本発明による布の層を含むように形成された複合材料を示す。
【図11】本発明の材料および紡績糸で形成された例示的な製品を示す。
【発明を実施するための形態】
【0027】
詳細な説明
本発明は、製品の中間製品として機能して、強度、難燃性および耐熱性などの増強された性能特性を付与し得る、凝集伸長繊維ネットワークの製造を含む。繊維中間製品の凝集伸長繊維ネットワークは、1種類以上の材料の複数の繊維が含まれ、これらの繊維は、より長いフィラメントから形成され、ランダムに結合して羊毛状の構造のネットワークになっている。凝集伸長繊維ネットワークは典型的には連続塊であり、撚りおよび巻きを伴うさらに一つの紡績操作で直接に紡績糸に紡いでもよい。また、本発明は、それから作られる紡績糸に関する。複数の凝集伸長繊維ネットワークは本発明の牽切する方法および装置によって形成してもよく、凝集伸長繊維ネットワークは組み合わされ、さらに一つの撚り/巻き操作で直接に混紡糸に紡績してもよい。各凝集伸長繊維ネットワークは、一つまたは複数のリボン状トウ出発材料から形成され、複数の出発材料は、同一のローラ対または異なるローラ対セットを通して供給することにより、同時に牽切して凝集伸長繊維ネットワークを形成してもよい。出発材料は、酸化PAN、ステンレス鋼またはパラアラミド繊維およびメタアラミド繊維を含むアラミド繊維、ビスコースレーヨン、ならびに他の適当な材料であってもよい。あるいは、複数の凝集伸長繊維ネットワークの各々は、別々に紡績糸に変換し、それを後で組み合わせてもよい。
【0028】
本発明は、また、トウ出発材料を単一の装置で紡績糸に変換する2段階のプロセスを提供する。本発明はさらに、凝集伸長繊維ネットワークを製造するための繊維の供給および牽伸装置に関する。
【0029】
本発明はまた、本発明のプロセス、紡績糸および中間製品から作られる炭素ベースの布、ならびにそれを原料とする物品を提供する。物品は、例えば、補強繊維を含まずかつ複数の難燃性および耐熱性の繊維から形成される紡績糸から実質的になる織布であってもよい。難燃性および耐熱性の繊維は、各々100%ポリアクリロニトリル(PAN)であってもよい。繊維は、平均長が約10cmを上回り、繊維の大多数または全部は長さが約2.5cm〜約23cm、または約15〜23cmの範囲内にあるものが含まれる。別の態様では、繊維の大多数は平均長が約15cmを上回る。PANは酸化PAN、炭化PAN、活性化PAN、または他の適当な材料であってもよい。繊維製品に加えて、本発明の炭素ベースの難燃性および耐熱性組成物から作られる物品は、粗紡、紡績糸、および布に加えて、被覆材、室内装飾品、衣類、絶縁材、スリーブ、ロープ、バリアおよびマスクを含むが、それに限定されるわけではない。
【0030】
別の態様では、紡績糸はPANおよびステンレス鋼、PANおよびビスコースレーヨン、ステンレス鋼およびアラミド繊維、PANおよびアラミド繊維の混合、ならびに他の適切な組み合わせなどの異なる出発材料の混合物から形成されてもよい。それぞれの紡績糸は撚り合わせることによって複合紡績糸を形成するために組み合わせられる。
【0031】
1以上の紡績糸は、機織、編むことまたは整経によって組み合わせて複数の紡績糸からなる混紡布を形成することができる。炭素ベースの布や混紡布などは、種々の所望の特徴の組み合わせを付与するために他の布と合わせてもよい。
【0032】
別の例示的な態様では、100%酸化PAN紡績糸から作られた布を他の布と組み合わせて多層布を形成してもよい。一つの例示的な態様によれば、2枚の他の布の間に100%酸化PANから形成された布を挟んでもよく、別の例示的な態様では、100%酸化PAN層布とさらなる布から形成された複合布を提供することもできる。他の布は、様々なアラミド材料、ステンレス鋼、ビスコースレーヨン、様々な他の可染材料、または他の適当な材料から形成されてもよい。それぞれの布は、本発明の方法により形成される紡績糸から本発明の装置を使用し有利に形成することができる。
【0033】
繊維製品に加えて、各種の混紡糸、混紡布、および多層布から作られる物品は、被覆材、室内装飾品、衣類、肌着、断熱材、スリーブ、ロープ、バリア、マスク、熱および火花からの保護製品などの保護衣、断熱材および火炎絶縁材、防火衣類、下着、バラクラバ帽、靴下、ブーツ裏地、ヘルメットの中帽、手袋および手袋裏地、上着、ズボン、頭巾などの消防士用品、市販の防火ブランケット、軍、警察および国土保安用の布、防火ブランケットおよびワイヤ/配管の断熱材などの産業用布および産業用保護布、ガスおよび産業用ろ過システムに使用されるろ過布、家庭用家具内部の防火保護遮断層およびカーテン類、マットレスなどの家庭用家具類、フードライナ、操縦席内張布、車体内熱保護遮断層およびシートカバーなどのモータースポーツ/自動車/航空機用途、電池、燃料電池、スーパーコンデンサおよび化学吸収製品などが含まれるが、それに限定されるわけではない。
【0034】
定義
「フィラメント」という用語は、繊維状物質の単一ストランドを指し、これは、フィラメントの組織されたまたはランダムな集合体の一部であってもよい。本明細書および添付の特許請求の範囲において、フィラメントは1以上の金属、セラミック、ポリマーまたは他の材料から形成される単一の、連続または不連続の細長いストランドを指し、これは、(1本の「糸」が個々の繊維で構成されるような)明確な下部構造がない。フィラメントは、押出、成形、溶融紡糸、フィルムの切断、または他の公知のフィラメント形成プロセスによって形成できる。フィラメントは複数の繊維またはストランド(これらはカーディングされる、または他の方法でまとめられて糸を形成している)ではなく、本質的に1本の連続的なストランドであるという点で、「フィラメント」は「糸」とは異なる。「フィラメント」は、連続する長いストランドとして特徴付けられ、紡績糸(すなわち、モノフィラメント)の全長と同じくらい長くてもよい。
【0035】
本明細書および添付の特許請求の範囲において、「繊維」という用語は任意の細く長い構造を指し、これはカーディングまたは他の方法により糸に形成され得る。繊維は端を切られたフィラメントでもよく、フィラメントをより短い成分に分離することによって形成されてもよい。そのため、繊維は、その原料となり得るフィラメントより短いものとして特徴づけられる。例としては、繊維製品分野では周知の用語である「短繊維」が含まれる。「繊維」という用語は、上記で別個に定義された「フィラメント」という用語とは異なる。
【0036】
本明細書および添付の特許請求の範囲において、「糸」という用語は、1種類以上の異なる種類の繊維をカーディングする、または他の方法でまとめて形成される連続または不連続の細長いストランドを指す。「糸」という用語は、本明細書において別個に定義された「フィラメント」という用語とは異なる。
【0037】
本明細書および添付の特許請求の範囲において「紡績糸」という用語は、ストランドの集合を指す。「糸」および「フィラメント」は共に、一般に比較的細長い繊維状部材として使用される「ストランド」の例である。紡績糸は実質的に連続的な長さを有し、単独で、または他のフィラメントまたは紡績糸と共に編むおよび/または織ることで織物材料にするために使用するのに適している。「混紡糸」は、複数の別個の構成要素を一緒に混合して作られる紡績糸である。「複合紡績糸」は、予め形成した複数の紡績糸を撚り合わせるおよび/または紡ぐことによって形成される複合紡績糸である。
【0038】
「凝集伸長繊維ネットワーク」という用語は、機械的、物理的および非共有結合的な化学力により一緒にまとめられた、ランダムに配された不撚の繊維の集合の連続塊を指す。
【0039】
「羊毛状」という用語は、不撚のフィラメントまたは繊維のランダムな集合が、部分的にあるいは完全にしわ寄せられ、カールされ、縮れさせられ、波状とされ、かつ/または他の形に曲げられた個別のフィラメントまたは繊維を含む、フィラメントまたは繊維ネットワークを指す。
【0040】
本明細書および添付の特許請求の範囲において「布」という用語は、機織、縮充、編むこと、整経、かぎ針編み、または他の1以上の異なる種類の紡績糸を所望の層に組み合わせることによって作られた人工物を指す。
【0041】
本明細書および添付の特許請求の範囲において「限定された撚り」という用語は、撚り回数が1メートルあたり50未満のフィラメントまたは繊維を指す。
【0042】
「PAN」という用語はポリアクリロニトリルを指す。図1を参照のこと。「酸化PAN」という用語は、酸化的に安定化されたポリアクリロニトリル繊維を指す。図1を参照のこと。酸化PANをさらに加工して炭化PANを形成できる。図1を参照のこと。
【0043】
「炭素繊維」という用語は、少なくとも約90%炭素を含有している繊維を指し、通常、制御した条件で適当な繊維を熱分解することにより得られる。
【0044】
「トウ」という用語は、不撚の連続フィラメントの集合体を指し、しばしば3K、6Kなどの集合体中のフィラメントの数で表わされる。「小さなフィラメントトウ」は一般に約24K以下のフィラメントを有するトウを指し得る。
【0045】
「LOI」という用語は限界酸素指数を指し、これは材料の燃焼を支持するために存在しなければならない酸素の%尺度である。LOIが高いほど、可燃性は低い。
【0046】
本明細書において他の用語の意味は、当業者には容易に理解されるはずである。
【0047】
本発明は、様々な繊維状出発材料を牽伸して羊毛状繊維ネットワークにする、単純で効率的かつ費用効率の高い方法を提供する。典型的なフィラメント状出発材料は、フィラメント間およびフィラメント内の撚りが極めて限定された真っ直ぐな長いフィラメントを有する。出発材料のフィラメントはよく組織され、縦方向に整列され(すなわち、概ね互いに平行である)、リボン状または他の形状で生じ得る。例示的なフィラメント状出発材料は、PAN、酸化PAN、ポリエステル材料、パラアラミド材料およびメタアラミド材料などのアラミド材料、ナイロン材料、ビスコースレーヨンおよびステンレス鋼、ニッケル、および種々の合金材料などの金属材料などが含まれるが、それに限定されるわけではない。種々の例示的な態様では、出発材料はフィラメント状出発材料または繊維を表してもよい。
【0048】
典型的な出発材料または前駆体材料は、トウの長さに等しい均一な長さの不撚の平行なフィラメントからなるフィラメントトウである。好ましくは、これらの前駆体トウは撚り数がメートルあたり50未満(「限定された撚り」)であり得、各フィラメントは2メートル以上の長さを有する。より好ましくは、前駆体は撚り数をメートルあたり25未満含んでもよい。さらにより好ましくは、前駆体は撚り数がメートルあたり10未満、またはメートルあたり5未満でもよい。ポリマーフィラメントについては、各フィラメントは67デシテックス(1g/10,000メートル)以下であり得、トウの総計測数は32,000デシテックス以下である。ステンレス鋼については各フィラメントが有利には550デシテックス以下であり得、トウの総計測数は26万デシテックス以下であり得る。
【0049】
一つの態様では、出発材料は192K以下のフィラメントの酸化PANトウであり得、フィラメントの直径は約50マイクロメートル以下とすることができるが、他の例示的な態様では、他のサイズのトウおよび他のフィラメント直径を使用してもよい。好ましくは、酸化PANは約96K以下のトウ、および約25マイクロメートル以下のフィラメント直径を有する。より好ましくは、酸化PANは約48K以下のトウを含んでもよい。さらにより好ましくは、酸化PANは約24K以下のトウを有し、約3K〜約12Kのトウを有する。酸化PANトウは、Asahi Chemical Industry Co., Ltd(大阪、日本)(LASTAN(登録商標))、Zoltek(セントルイス、ミズーリ州)(PYRON(登録商標))、SGL Carbon AG(ヴィースバーデン、ドイツ)(PANOX(登録商標))、Dow Chemical Company(ミッドランド、ミシガン州)(CURLON(登録商標))の多種多様の企業から市販され、小さなフィラメントトウは中国のJ.D. Seal and Gasket Companyから供給されている。しかし、本発明は、酸化PANトウの入手元によって限定されるわけではない。加えて、所望の構造及び性質を有する酸化PANトウを製造するためには、数多くの刊行物により十分な情報が入手可能である。
【0050】
本発明はまた、PAN前駆体の組成物に依存する酸化PANの化学組成およびPANを酸化PANに変換するための酸化安定化プロセスによって限定されるわけではない。例えば、PAN前駆体は、アクリロニトリルのホモポリマーであり得、アクリロニトリル系共重合体、およびアクリロニトリル系ターポリマーであり得る。共重合体は好ましくは少なくとも約85%(モル単位)のアクリロニトリルモノマーを含有し、最大約15%まで(モル単位)の1以上のモノビニル単位を含有し得る。アクリロニトリルと共重合されることができる例示的な他のビニルモノマーは、メタクリル酸エステルおよびメタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、アクリル酸メチルおよびアクリル酸エチルなどのアクリル酸エステル;酢酸ビニルおよびプロピオン酸ビニルなどのビニルエステル;アクリル酸、メタクリル酸、マレイン酸、イタコン酸およびその塩;ビニルスルホン酸およびその塩が含まれる。
【0051】
本発明の実施において有用である酸化PAN(図1を参照)は、明確に確立された酸化熱分解法を用いて様々なPAN材料から製造できる。酸化安定化は、約200〜300℃の温度で酸素の存在下、常圧で行うことができる。酸化プロセスの時間および温度の持続は酸化PANの化学組成に影響を及ぼす。一つの局面では、本発明の実施に用いられる酸化PANは約1.30〜約1.50g/cm3の密度、約55〜約68%の炭素含有量、および約40〜約60%の「LOI」(限界酸素指数)値を有し得る。別の態様においては、下記のように、出発材料は、酸化PANをさらに炭化および黒鉛化プロセスで加工した炭化PAN(図1を参照)であってもよい。さらに別の態様では、下記のように、出発材料は活性化PANであってもよい。
【0052】
別の態様では、出発材料は、192K以下のトウと50マイクロメートル以下のフィラメント直径を有するポリエステルでもよいが、別の例示的な態様では、他の直径およびフィラメント数が使用され得る。ポリエステルフィラメントのトウは96K以下のフィラメントを有利に有することができ、フィラメント直径は25マイクロメートル以下とすることができる。より好ましくは、ポリエステルトウは48K以下のトウとすることができる。さらにより好ましくは、ポリエステルトウは24K以下のフィラメントを有することができる。さらにより好ましくは、ポリエステルトウは12K以下のトウを有することができる。
【0053】
さらに別の態様では、出発材料は192K以下のトウと50マイクロメートル以下のフィラメント直径を有するステンレス鋼でもよい。好ましくは、前駆体フィラメント材料は、約96K以下のフィラメントのトウと20マイクロメートル以下の直径を有するフィラメントを有する。より好ましくは、ステンレス鋼材料は48K以下のトウを有することができる。さらに好ましくは、ステンレス鋼材料は24K以下のトウを有することができる。さらにより好ましくは、ステンレス鋼トウは12K以下のトウである。
【0054】
さらに別の態様では、出発材料は、192K以下のトウと50マイクロメートル以下のフィラメント直径を有するアラミド材料である。アラミド材料は、パラまたはメタアラミド材料とすることができる。前駆体は、96K以下のトウと20マイクロメートル以下の直径を有するフィラメントを有するのが有利である。より好ましくは、フィラメント状アラミド出発材料は48K以下のトウを有する。さらにより好ましくは、アラミド材料は24K以下のトウを有することができる。さらにより好ましくは、アラミド材料は12K以下のトウを有することができる。アラミド材料は芳香族ポリアミドであり、様々な用途のための多くの種々のグレードおよび特性を備えている。アラミド繊維は、優れた環境安定性および熱安定性、静的および動的力学的耐疲労性ならびに耐衝撃性を有する。アラミドフィラメントは、任意の市販の連続フィラメントトウの中で最も高い比引張強度を有する。アラミド材料の例としては、DuPont(Greenville, Delaware)によるKEVLAR(登録商標)、Teijin(Arnhem, Netherlands)によるTWARON(登録商標)およびTECHNORA(登録商標)TEIJINCONEX(登録商標)、Nomex(登録商標)、Basofil(登録商標)、Kynol(登録商標)、Kermel(登録商標)、LenzingFR(登録商標)、Zetex(登録商標)、Pbi(登録商標)、Pyron(登録商標)、Rhovyl(登録商標)、Panox(登録商標)、Xymid(登録商標)、M-5(登録商標)、P84(登録商標)およびC-TEX(登録商標)が挙げられるが、それに限定されるわけではない。
【0055】
別の例示的な態様では、出発材料はビスコースレーヨンとすることができる。ビスコースはビスコースレーヨンおよびセロファンを作るために使用される粘性有機液体である。木材または綿繊維由来のセルロースを水酸化ナトリウムで処理し、次いで、二硫化炭素と混合するとキサント酸セルロースを形成し、次にこれを、より多くの水酸化ナトリウム中に溶解させる。得られるビスコースは、酸浴内にスリットを通して押し出すことでセロファンが製造でき、または紡糸口金を通して押し出すことで、一般にビスコースと呼ばれるビスコースレーヨンが製造できる。
【0056】
本発明の方法および装置は、2以上の繊維のストランドを同時に牽伸するために使用することができる。牽伸する繊維が異なるタイプのものである場合、混合または複合された凝集伸長繊維ネットワークが得られる。混合繊維としては、PANおよびビスコースレーヨン、PANおよびステンレス鋼、PANおよびアラミド材料、ステンレス鋼およびアラミド材料、ならびに他の適切な組み合わせが挙げられる。使用され得る他の繊維としては、天然繊維または合成繊維から選ばれ得る線状繊維が挙げられる。例示的な繊維としては炭素繊維、セラミック繊維、ガラス繊維、金属繊維、炭素系繊維(例えば木綿、羊毛、ポリエステル、ポリオレフィン、ナイロン、ビスコースレーヨンまたはフェノールノボロイド)、無機繊維(例えばシリカ、シリカアルミナ、チタン酸カリウム、炭化ケイ素、窒化ケイ素、窒化ホウ素およびホウ素)、ホウ素、トリアまたはジルコニアに由来するアクリル繊維、四フッ化エチレン繊維、ポリアミド繊維、ビニル繊維、タンパク質繊維、および酸化物繊維が挙げられる。
【0057】
加工/装置
本発明の一つの局面において、本発明の装置は供給部および牽伸部ならびに紡績部を含む。供給プロセスは、連続するフィラメント材料の前駆体を牽伸機構に供給することを伴う。供給プロセスは受動的であり、繊維を最小の撚り、すなわち出発材料の2倍以下の撚りで平らに配置して保持するのが有利である。
【0058】
供給部は、従来の「リング精紡機」であり得る。しかし、従来の他の供給部および方法も適する場合がある。さらに、繊維状またはフィラメント状の出発材料の2以上のストランドを同時に牽伸できるように供給部が2以上の供給要素を備えていてもよい。牽伸部に供給される繊維状またはフィラメント状の出発材料が異なるタイプのものである場合は、混合された繊維ネットワークが製造される。
【0059】
図2は、供給部9、牽伸部11および紡績部13を有する一つの装置1を示す。図示された例示的な装置はデュアルモード、すなわち、2本の紡績糸を形成できる並列装置であり、示される態様では、一つは左側30、一つは右側32である。図示する態様では、供給部9は、四つのローラまたは棒3a、3b、5aおよび5bを有する。出発材料7は、それぞれのローラ3a、3b、5aおよび5bの上に配置される。異なるローラ上の出発材料7は同じでも異なってもよく、例えば、出発材料14および16は、異なっていてもよい。この例示的な態様によれば、供給材料15の部分18は、実際に牽伸部11に向けられる二つの供給材料を表し得る。この例示的な態様によれば、中間製品27としては、各々が出発材料に対応する複数の凝集伸長繊維ネットワークが挙げられる。あるいは、中間製品27は、単一の凝集伸長繊維ネットワークを形成するための複数の凝集伸長繊維ネットワークの混合物を表し得る。図2に示す装置が例示的であることはまた理解されるべきであり、別の例示的な態様で、より多くのローラが左側30または右側32のいずれかにあり、それぞれが少なくとも一つの出発材料を牽伸部11に供給する場合もある。
【0060】
一つの態様では、図3Aに示されるように、出発材料7はリボン状の小さなフィラメントトウであり得る。小さなフィラメントトウ出発材料7はスプール8上に配置され得、3K、6K、12Kまたは24Kフィラメントからなる不撚の小さなフィラメントトウからなり得、酸化PANであるのが有利であり得る。出発材料7は、出発材料として使用可能である前述のいかなる材料でもよい。
【0061】
図2および3Aおよび3Bを参照すると、供給部9中において、出発材料7はそれぞれのローラ3a、3b、5aまたは5bからほどかれ、供給材料15として牽伸部11に供給される。一つの態様によれば、供給材料15は、3K、6K、12Kまたは24Kフィラメントからなる不撚の小さなフィラメントトウであり得る。一つの態様では、出発材料7および小さなフィラメントトウ供給材料15は、酸化ポリアクリロニトリル(PAN)であり得る。いくつかの例示的な態様によれば、ローラ3a、3b、5aおよび5bは張力ディスク(図3Bを参照)を含んでいてもよく、これは供給材料15上で張力を維持し、供給材料15が、平らかつ不撚の状態で牽伸部11に送りこまれるのを可能にする。各種適切な張力設定が使用できる。一つの例示的な態様では、張力および供給部によって、供給材料はローラ3a、3b、5aまたは5bと牽伸部11の間で、約30メートルまでの長さにわたって本質的に平らかつ不燃の状態で維持される。様々な方向および向きでスプール8から出発材料7をほどくことに関しては、様々な構成が使用できる。図3Bは、供給部9の張力ディスク10に搭載されたスプール8上の例示的な出発材料7を示す。出発材料7/供給材料15に関する詳細は図8Aに示す通りである。
【0062】
図2、4および5は、全体で、単一の供給材料15がローラ対に入り、牽切され凝集伸長繊維ネットワークを形成する態様を示す。分かりやすくするために、以下の説明では全般に、単一の供給材料15についてのプロセスおよび装置について説明するが、以下の説明は、同一でも異なっていてもよい複数の供給材料15を様々な配置のローラ対に供給される態様にも適用されることは理解されるべきである。これらの特定の態様は、単一の供給材料15についての以下の説明の後に考察する。
【0063】
供給材料15は牽伸部11に入り、第1のローラ対17、第2のローラ対19、および第3のローラ対21を含むローラ対のシステムを通る。例示的な態様では、供給材料15にかけられる張力は供給材料15を平らかつ不撚の状態に維持し、その結果、供給材料15のなす面が、ローラの接線により形成される平面に平行なまま(すなわち、リボン状トウの反対側の面が各ローラ対に対して平らであるように)牽伸部11に入るようにするのが有利である。振り子キャリア23は振り子を含み、ローラ対17、19および21の各々において互いに押し付け合う圧力をかける。例示的な態様では、ローラ対における各ローラの対向面は隣接(conterminous)しており、ローラ対間を通過する材料はローラ対によってしっかり把持される。牽伸部11のより詳細な描写を図4に示す。別の例示的な態様では、牽伸部11は2つのローラ対のみからなっていてもよい。図2に示される装置1は、例示的であることのみが意図されており、別の態様では、各々少なくとも2つのローラ対を有する、より多くのまたはより少ない供給部が含まれ得る。
【0064】
牽伸部11で起こる牽伸プロセスは、縦方向に揃ったリボン状の小さなフィラメントトウ供給材料15の一部または全部を牽切し、一つの牽伸操作で、リボン状の小さなフィラメントトウ供給材料15を、入ってくる長いフィラメントを各下流側のローラの回転により複数の短縮された繊維に分離することによって、すなわち、直前の上流のローラ対よりも速い回転速度で回転または紡績することにより、トウ出発材料のフィラメントを引張って伸長し破断することで、産生される複数の繊維からなる凝集伸長繊維ネットワークに変換する。製造された繊維は、一つの態様では、約2〜9インチに及ぶ長さを有してもよいが、別の例示的な態様では、他の範囲の長さを得てもよい。一つの例示的な態様では、平均繊維長は15センチを上回り得る。別の例示的な態様では、平均繊維長は10cmを上回り得る。一つの例示的な態様では、繊維の大半またはすべてが15センチを上回る長さを含んでもよい。平均長さおよび最小長さならびに繊維長さの範囲は、ローラ間の牽伸比とトウのサイズならびに供給材料15のフィラメント直径によって決定される。「牽伸比」という用語は、牽伸部における、1つのローラ対の速度の先行するローラ対の速度に対する比をいう。有利な態様では、ローラ(図4では交点「×」として示される)の軸は互いに平行であるように、各ローラ対のローラを配置できる。この並列な整列配置は、ローラ間の断続線により図5に表されている。一つの態様では、図5に示される第3のローラ対21の間の点線によって描かれるように、各ローラ対、例えば、第1のローラ対17の軸もまた互いに平行であり得る。
【0065】
牽伸プロセスの間、各ローラ対は、供給材料15の反対側に等しく反対向きの圧力をかけるため、供給材料15はローラの回転によって移動はできるが、ローラから滑り落ちることはない。それぞれのローラ対17、19および21はそれぞれの接点において、隣接しているか実質的に隣接しているのが有利であり得る。別の言い方をすれば、一つの例示的な態様では、ローラは接点で隣接しているが、別の例示的な態様では、ローラは実質的に隣接していればよい。すなわち、近接していて、かつ供給材料15の寸法と同じかそれ以下の短い距離で隔たっている、または供給材料15がその間を通過する領域以外では接触していてもよい。各ローラ対上に適用される圧力または他の力は、様々な適切な従来の方法によっても達成可能であり、単独で、すなわち、別個に、または図示する態様のように協働的に、適用され得る。一つの例示的な態様では、ローラ上に適切な圧力を加えるために、加重要素を使用できる。少なくとも各ローラ対のうちの一つに加重要素を適用することによって圧力を生成できる。図示する態様では、本発明の装置の設計を単純化するために、加重要素は各対の二つのローラの一つのみにかけているが、別の例示的な態様では、別の構成を使用できる。
【0066】
たとえば図2および4に示すように図示する態様において、単一の加重要素(振り子キャリア23)は協調的に、ローラ17、19および21の各ペアの一つのローラ上に適切な圧力をかけ、ローラ対のローラが互いに向かって押し付けられ、トウ材料が機械的駆動ローラの回転によって移動するようにしている。一つの態様では、図2に示すように、第1のローラ対17および第2のローラ対からの一つのローラが振り子キャリア23に取り付けられる。第3のローラ対21は、装置1のフレームに取り付けられる。この配置は単に例示的であり、別の例示的な態様では、他の配置が使用できる。圧力は、振り子キャリア23の重量を調節するか、または振り子の相対位置または振り子キャリア23上の他の部材およびローラを変化させることによって調整可能である。振り子キャリアは、好ましくは牽伸部11からの取り外しが可能で、または、ローラへのアクセスを容易にするため、ヒンジ上で振れることができる。ローラの機械的な回転は、任意の適当な従来の手動または自動の方法によって達成できる。
【0067】
ローラは、ゴム、スチールおよびアルミニウムなどの金属、木材、ポリマー樹脂およびガラス繊維などの複合材を含む種々の材料で作ることができるが、限定されるわけではない。装置1に取り付けられるローラは、凹凸のある表面31または「歯」、すなわち、隆線、条線、個別の突起などを含む任意の構成の凹凸表面を含んでいてもよく、機械的に駆動できる。そのようにして、例示的な態様において、少なくとも一つのローラは金属であり得る。ローラの表面31が歯を含む態様によれば、歯は、歯の整列がローラの軸と平行になっている、または、ローラの軸と相対的に角度をもって形成するといった数種類の異なる構成を有することができる。歯は、製造されるフィラメントネットワークの質に応じてローラの表面31上に均等に配置できる。振り子キャリア23に取り付けられるローラ(第1の対17および第2の対19それぞれから一つのローラ)は、機械的に駆動できるようにしてもよいし、または装置1に取り付けられる対応するローラによって駆動される追従ローラでもよい。振り子キャリア23に取り付けられるローラなどのローラのいくつかは、ゴム、プラスチック、ポリマー、天然ポリマー、木綿、セラミック、金属および合金などの材料で形成される外カバーまたはコット33を含んでもよい。一つの態様では、コット33はゴムであり、ショアA硬度計で約50〜90または約65〜90の硬度を含んでもよい。一つの態様では、ゴム製コットはショアA硬度計で約75の硬度を含んでもよい。
【0068】
図4を参照すると、第1のローラ対17と第2のローラ対19の間の距離26は一つの態様では、約105mmであり得るが、別の例示的な態様では、約50〜約200mmまでの範囲であり得る。第3のローラ対21と第2のローラ対19の間の距離28は一つの例示的な態様では、約135mmであり得るが、別の例示的な態様では、約50〜約200mmまでの範囲であり得る。第1のローラ対17と第3のローラ対21の間の距離30は一つの態様では約240mm、別の態様では約180mmであり得るが、別の例示的な態様では約150mm以上であり得る。
【0069】
別の態様において、牽伸部11は、一つまたは複数の供給材料15が供給される3組以上のローラ対を有してもよい。一つの局面では、牽伸部が一つまたは複数の供給材料が供給される10組以下のローラ対を有する。別の態様では、牽伸部は3〜6つのローラ対を有してもよい。一つの特定の態様では、牽伸部は、それを通して一つまたは複数の供給材料15が供給される2つのローラ対を有する。別の例示的な態様では、1以上の異なる供給材料15は、2または3組以上の個別のローラ対によって供給され、その後組み合わされる。図2、4および5に示すように、ローラの配置は、供給材料15が最初に第1のローラ対17に接触し、次いで第2のローラ対19を通過し、第3のローラ対21から、引き伸ばされた材料またはほつれたリボン(図8A〜8Cを参照)としてさらなる牽伸のために出てくる、または、牽切によって形成される綿毛状の繊維ネットワーク中間製品として出てくるように構成される。3つのローラ対は、牽伸部内で多様な配置を有し得る。3つのローラ対の一つの配置を図5に示す。他の2対と同様に、第2のローラ対19のローラはその軸が互いに平行になるように配置される。任意で、第2のローラの軸は、他の二つのローラ対の一つまたは両方に平行であり得る。上記の牽伸部と同様に、各ローラ対17、19、21からの一つのローラが振り子キャリア23に取り付けられ、各ローラ対17、19、21の他のローラは装置1に取り付けられる。第2のローラ対19は装置から取り外し可能であってもよく、それにより、牽伸部は容易に上記の2つのローラ対を備えた牽伸部に転換することができ、その逆も然りである。それぞれのローラ対の上に加わる圧力は、振り子キャリア23の重量およびローラに対する振り子キャリア23上の振り子の相対位置を変えることによって調整される。装置に接続される三つのローラは歯を備えた金属ローラであり、機械的に駆動可能であってよく、一方、他の三つは追従ローラであり、その対応物により駆動される。上に示すように、ローラ表面に設けられた歯は、複数の異なる配置を有することができる。上に示すように、振り子キャリア上の三つのローラは、コット33を含むのが有利であり得る。
【0070】
本質的に、牽伸部11は、入ってくるリボン状の小さなフィラメントトウ材料の長いフィラメントを引き伸ばしかつ/または破断およびランダムにし、各供給材料15のそれぞれから羊毛状のネットワークを形成する。すなわち、複数の波状繊維から形成される凝集伸長繊維ネットワークは、対応する供給材料のより長いフィラメントが引き伸ばされ、破断され、より小さい繊維に分離される時に形成される。あるいは、別の例示的な態様では、複数の波状繊維から形成される凝集した連続した繊維状ネットワークが複数の供給材料から形成される可能性があり、混合された繊維状ネットワークを表す可能性がある。
【0071】
ローラ対間の速度の違いのために生み出される伸長力によって牽伸が達成され、少なくとも一つの下流ローラ対は最も近い上流のローラ対より速い速度で動作する。牽伸比は種々の態様において約1.1〜約50までの範囲であり得るが、あるいは、他の牽伸比を用いることもできる。例示的な態様では、牽伸比が約6〜29の範囲内に収まり得る。供給繊維の種類および牽伸比に応じて、共にローラを駆動している圧力は調整される。ローラに対する圧力は同じでも異なってもよいが、異なる振り子重量を使用して達成できる。速度差および振り子によってこのような圧力を変えることによって、装置は様々なトウを有する異なる繊維を加工し、特定の供給材料から、様々な平均繊維長および直径などの様々な特性を備えた凝集繊維ネットワークを製造できる。例えば、縦方向に整列された複数のフィラメントを集合的に分離させて1以上のフィラメントからなる繊維にすることができる。このように、1以上の供給材料を同時にローラ17、19および23などのローラを通して供給すると、異なる出発材料がそれぞれ牽切されて、異なる特性を有する対応する凝集繊維ネットワークを生じることができる。これらの凝集繊維ネットワークは、後述のように、組み合わせてもよい。
【0072】
一般的に、下流ローラ対の回転速度が前述したローラ対のそれよりわずかに速いため、小さな力が供給材料に加えられる。効果的な牽伸のため、この力を使用して牽伸されているフィラメント材料を伸ばすこともできる。場合によっては、第2のローラを組み込むことで、持続的かつ連続的な操作のための牽伸部の安定性が高められる。最後とその直ぐ上流のローラ対の間の速度差に起因して生み出される伸長力によって牽伸は達成される。3つのローラ対を使用する態様によれば、滑りを防ぐ適切な圧力の下、第2のローラ対19は第3のローラ対21より遅く回転する。しかしながら、全体の牽伸比は、最後のローラの速度対第1のローラの速度の比率に基づいて計算される。繊維の供給のタイプと牽伸比に応じて各ローラ対に対する圧力を調整できる。本発明において、これは、振り子の異なる重みおよびローラに対する振り子の相対位置を使用して達成される。速度差および振り子が及ぼす圧力を変えることによって、装置は、様々なトウを有する異なる繊維を加工したり、同種類または異なる種類の2種以上の繊維を同時に加工することができる。一つの例示的な態様では、第1のローラ対17と第2のローラ対19の間の牽伸比により引き伸ばしが達成され、引き伸ばされた材料またはほつれたリボン(図8A〜8Cを参照)が製造される。これは下記で中間製品27について説明する通りであり、紡績部13で紡績され撚られるのに先立ち第3のローラ対21の間を通すことで、概ね平らに維持される。
【0073】
本発明の別の態様では、図2、4および5に示すように、装置1はさらに紡績部13を備える。牽伸部11での牽伸手順の後、中間製品27は牽伸部11を出て、紡績部13へ向かう。図8Bおよび8Cに、中間製品27を詳細に示す。任意の紡績部13を使用し、中間製品27をボビン51上に巻き取って撚る1回の単純な紡績操作により、中間製品27を直接にボビン51上に紡績糸49として紡績することができる。紡績部13を一体化することによって、同じ装置上でさらに1回の操作によってフィラメントネットワークを直接に番手1〜60Nmの細い紡績糸に直接に加工できる。別の例示的な態様では、他の番手による紡績糸が生産できる。単位「Nm」は、紡績糸の太さの目安であり、1gの紡績糸の長さをメートルで表わしたものである。例えば、紡績糸1gの長さが20メートルである場合、その番手は、20Nmである。したがって、Nm値が大きいほど紡績糸は細い。一つの局面では、概ね平らな中間製品27を紡績し撚って紡績糸49にする。これは概ね1回の単純な紡績と撚り操作で巻き取られる。一つの局面では、種々のトウサイズの酸化PANフィラメントの小さなトウを酸化PANの凝集伸長繊維ネットワークに形成し、次いでこれを約10〜28Nmの紡績糸として巻き取り撚ることができる。一つの態様では、本明細書において記載するように、紡績糸を、中間製品27に関連して記載したように長さ特性を有する100%酸化PAN繊維に形成する。本発明の方法は、単純で効率的かつ経済的なプロセスで非常に細い紡績糸を製造できる。
【0074】
図6Aは図5で示したのと類似しているが、牽伸部11が、二つの供給材料15aおよび15bに適応している配置を示す。供給材料15aおよび15bは供給材料15について記載する通りである。供給材料15a、15bはローラ対17、19および21によって各々牽伸され、関連する中間製品27a、27bをそれぞれ製造する。中間製品27a、27bをコンバイナ(combiner)75によって混合し、混合された凝集伸長繊維ネットワークであり、撚られてボビン51上に巻き取られて紡績糸49を形成する中間製品77を形成する。コンバイナ75は、二つの混合繊維を組み合わせる従来の部材/構造である。図6Aでは、材料15aおよび15bを同時に、ローラ17、19および21内を連続的に通過させる際、横に距離を置いて配置する。
【0075】
図6Bには、15aおよび15bが互いに接触しながら第1のローラ対17を通る、別の例示的な態様を示す。この例示的な態様によれば、出発材料15a、15bは、ローラ52の第1のローラ対17を通る際に互いに重なって単一の中間製品27を有利に形成してもよく、これは供給材料15aおよび15bに由来する出発材料からなる混合された中間製品を表す。中間製品27は、下記に記載される。この例示的な態様によれば、二つの出発材料の混合物からなる中間製品27は、続いて、1工程において撚られかつボビンに巻き取られて、紡績糸を製造する。
【0076】
図7は、牽伸部11に複数のローラ対のグループ80、82が含まれる別の例示的な態様を示す。グループ80はローラ対17、19、21を含み、グループ82はローラ一対117、119および121を含む。供給材料15cおよび15dは牽伸部11のそれぞれのグループ80、82によって供給され、対応する中間製品27cおよび27dを製造する。中間製品27c、27dはコンバイナ89で組み合わされて複合中間製品91を製造し、これは撚られてかつ紡績部13のボビン51に巻きつけられて紡績糸49を形成する。この例示的な態様によれば、紡績糸49は混紡糸である。
【0077】
中間製品
本発明の装置は、上に開示するような様々な異なるフィラメント状供給材料15を加工し、供給材料とは異なる物理的特性を備えた羊毛状の中間製品27を生産する。中間製品27は、直接的に紡績糸49へと紡績可能であることを特徴とし、酸化PAN繊維などの凝集伸長繊維ネットワークとしても特徴付けることができる。前駆体トウのよく組織化されかつ整列されたフィラメントとは異なり、本発明を使用することで生産される連続した凝集伸長繊維ネットワークは、個々の繊維の間には目に見える撚りはなく、個々の繊維同士の非常に小さなパラレルな相互作用を有するランダムな繊維の羊毛状の集合体であり得る。中間製品27、すなわち、凝集伸長繊維ネットワークは、単一の出発材料からの繊維からなり得、または、中間製品27は混合された連続した凝集繊維ネットワークを形成するために、いくつかの出発材料からの繊維で構成でき、連続した凝集繊維ネットワークはさらなる1つの紡績工程で紡績糸に紡績することができる。混合されたネットワークは、2以上の異なる出発材料(フィラメントまたは繊維)を牽伸することにより、同一装置上に同時に形成され得る、または図6A、6Bおよび7に関連して記載したように個別に得た中間ネットワークを混合することによっても形成され得る。従って、図6A、6Bおよび7に関連して考察した態様によれば、中間製品27は中間製品27a〜dまたは複合中間製品77および91のいずれかも表し得る。種々の例示的な態様では、中間ネットワークを形成するために組み合わせられる異なる出発材料は、ステンレス鋼およびPAN、ビスコースレーヨンおよびPAN、ならびにアラミドおよびPAN、ビコース(vicous)、ステンレス鋼およびPAN、ならびにアラミド材料およびPAN、ならびに種々の他の適切な組み合わせであり得る。中間製品27はさらに、強化された性質および特性が追加された極めて小さな糸番手の紡績糸に加工される。
【0078】
一般に、中間製品27の個々の繊維は、原料となる前駆体繊維の元のフィラメント以下の直径を有するが、破断された個別のフィラメントを合わせた集合体ともなり得るのでしたがってより大きな直径を有し得る。中間製品は、ランダムに積み重ねられた複数の波状短繊維を含有する。一つの態様では、連続した凝集繊維ネットワークは192K以下のフィラメントの整列された連続した酸化PANトウから得られる。好ましくは、前駆体トウは96K以下のフィラメントを有する。より好ましくは、前駆体は約48K、24K、12K、6Kまたは3K以下の複数のフィラメントを含む小さなフィラメントトウである。一つの態様では、酸化PANネットワークの各繊維は約40cm以下の長さである。
【0079】
別の態様において、綿毛状の連続した凝集繊維ネットワークは、192K以下のフィラメントの整列された連続したステンレス製トウから得られる。好ましくは、前駆体ステンレス鋼トウは約192K以下のフィラメントを有する。より好ましくは、前駆体ステンレス鋼トウは192K以下のフィラメントを有する。さらにより好ましくは、前駆体ステンレス鋼トウは12K以下のフィラメントを有する。凝集した連続したステンレス鋼繊維ネットワークの各繊維は、40cm以下の長さを有する。
【0080】
さらに別の態様では、綿毛状のフィラメントネットワークは、整列された192K以下のトウを含む連続したアラミドフィラメント状材料から得られる。好ましくは、前駆体繊維は96K以下のフィラメントを有する。より好ましくは、前駆体は48K以下のフィラメントを有する。さらにより好ましくは、前駆体繊維は12〜24K以下のフィラメントを有する。一つの例示的な態様では、アラミドネットワークの各フィラメントは、40cm以下の長さを有し得る。
【0081】
図8A〜Cは、供給材料15、および凝集伸長繊維ネットワーク、中間製品27の拡大図を示す。図8Aでは、供給材料15はリボン状の形態をとり、縦方向に整列された複数のフィラメントで形成される。供給材料15は滑らかな表面55を有し、断面57は、比較的密に詰まった、縦に整列された複数のフィラメントの横断面で形成される。供給材料15は、平らな形の不撚の出発材料7であり、小さなフィラメントトウを表し、縦に整列された横断面57を形成するフィラメントの数は3K、6K、12K、24Kの範囲内とすることができ、別の例示的な態様では、縦方向に整列された複数のフィラメントを形成するトウのリボンは、フィラメントの数が48K〜360Kの範囲である大きなフィラメントトウであり得る。それぞれのフィラメントは前述のように非常に長いフィラメントであり、繊維状物質の単一連続ストランドであるフィラメントである。図8Aは、リボンの長さを伸ばしたフィラメント、すなわち、供給材料15であり、フィラメントは説明のためだけに間隔を空けてあるが、フィラメントが互いに隣接して整列し、供給材料15の全体にわたって伸びている、すなわち供給材料15および出発材料7が、全断面積を覆うようにフィラメントで完全に形成されていることが理解されるべきである。一つの例示的な態様では、幅58は酸化PANの12Kトウでは約1.5cmであり得るが、別の例示的な態様では、他の適当な寸法を使用することができ、他の供給材料では他の寸法を使用することができる。
【0082】
図8Bは、牽伸部11で牽伸作業により加工した後、形成された凝集伸長繊維ネットワークを示す。中間製品27は羊毛状の外観を有する。すなわち、滑らかではなく、むしろ縮れているかまたは鱗状で、したがって、表面59は滑らかな表面ではない。中間製品27は不均一な表面を有する凝集した連続した繊維状ネットワークであり、あるいは、機械的、物理的および非共有結合の化学力により結合保持される不撚の切断フィラメントのランダムな集合のネットワークとして説明できる。図8Bにおいて示されるように、中間製品27は、単一の供給材料から形成される場合、概ね平ら(丸くない)であるが、別の例示的な態様では、他の外見を有してもよい。幅60は供給材料15の幅58と概ね同じである、またはわずかに変わる可能性があるが、中間製品27が、単一の対応する供給材料15から形成される産物を表す一つの例示的な態様においては、供給材料15および中間製品27は実質的に同じ概ね平らな構成を有してもよい。中間製品27が2以上の供給材料15からの混合されたまたは複合材料の形態である別の例示的な態様によれば、このように中間製品はそれを形成するために結合される供給材料の集合体であり、実質的に別の形状を有する。
【0083】
中間製品27は、ほつれたリボンのような外観を有する。図8Cを参照すると、出発材料7の元は長いフィラメントを分離することによって形成される個々の繊維61はランダムに配置され、波状である。個々の繊維61はまた、切断フィラメントとして記述することもでき、いくつかの例示的な態様では、2〜9インチに及ぶ長さを含んでもよく、一つの例示的な態様では、中間製品27の繊維の凝集伸長繊維ネットワークの個々の繊維61の実質的にすべては、少なくとも15センチメートルの長さであり得る。一つの例示的な態様では、中間製品27の凝集伸長繊維ネットワークの個々の繊維61の実質的にすべては、少なくとも10のセンチメートル長さであり得る。別の態様において、個々の繊維61の大多数は、10または15cmの最小長さを含む。一つの例示的な態様では、凝集伸長繊維ネットワークの個々の繊維61の平均長は少なくとも10または15または20センチメートルであり得る。別の局面では、個々の繊維61は約2.5cm〜約23cmの範囲内の長さを有する。別の例示的な態様では、個々の繊維61の平均長は様々であり、さらに別の例示的な態様では、個々の繊維61は複数の出発材料からの繊維を表し、すなわち、個々の繊維61は、異なる出発トウ材料のフィラメントを牽切することによって形成される繊維の集合体を表す。この例示的な態様によれば、個々の繊維61は、使用される出発材料によって決まる平均長とそれぞれ関連づけられている複数の異なる繊維と特定の供給材料15に対する牽伸部11の条件とを反映し得る。
【0084】
別の態様では、繊維の100%は約15cm〜約23cmの範囲の長さを有する酸化PAN繊維である。繊維61の長さと長さの分布により、中間製品27を紡績して撚ることにより形成される紡績糸の特性が強化され、紡績糸は酸化PANから形成される従来の紡績糸と比較して編組性(knittability)が増大し、かつより容易に編み、織り、またはかぎ針編みして様々な布にすることができる。これらの特性は、従来の材料においてまたは従来の方法を用いる場合には必要であるような補強繊維を紡績糸または中間製品に添加することなく達成可能である。
【0085】
一つの局面では、難燃性および耐熱性の紡績糸は、繊維の平均長が約10cmを上回る100%酸化ポリアクリロニトリル(PAN)繊維を含んでもよい。あるいは繊維は、平均長が約15cmを上回り得る。繊維は各々約2.5cm〜約23cmの範囲内の長さを有し得る。別の局面によれば、紡績糸としては、下に記載するように、図6A、6Bおよび7に関連して描かれる混紡糸または複合紡績糸を含んでもよい。
【0086】
後工程
本発明による中間製品27の凝集伸長繊維ネットワークから製造される紡績糸は、機械的および/または化学的にさらに加工することができる。前述のまたは他の従来法を使用し、ネットワークは容易に紡績糸に紡績できる。酸化PANから形成される従来の紡績糸に比べると、繊維を強化しないで100%酸化PANで形成される紡績糸は、編組性の向上を示す。紡績糸は、実質的に任意の所望の作製された形態で、織布にも不織布にも使用できる。次いで紡績糸は、織ったり、縫ったり、編んだり、組み編みしたり、かぎ針編みしたり、または不織布にしたり、さらに、他の平らな構造または三次元形の構造にすることができる。機械的加工により得られる例示的な製品はヘリンボン織り生地、綾織りテープ、管状織物(tubular woven fabric)、紙、毛布、粗紡、紡績糸、紐およびロープである。また、フィラメント材料を、単独でまたは他のフィラメントと組み合わせて、直接にシートおよび他の構造としたり、繊維または樹脂などの組成物に形成できる。
【0087】
新しい特性を付与するために、凝集伸長繊維ネットワークは、紡績糸に紡績する前または後に化学的に処理してもよい。例えば、異なる導電性を有する柔軟な繊維を提供するためには、米国特許第4,857,394号に開示されるように、凝集伸長繊維ネットワークをフッ素化することができる。別の例は、熱分解によって酸化PAN繊維ネットワークを炭素繊維に変換することである。このプロセスは、炭化と黒鉛化の二工程を含む。炭化プロセスの間、酸化PANを伸長し、さらに約1000〜1500℃の温度まで加熱することで非炭素分を除くことによって炭化処理し、図1に構造を示す炭化PANを形成することができる。炭化PANは酸化PANより高い炭素含有量を含み、一般に90%以上の炭素含有量である。本発明の別の局面は、上記紡績糸および炭化PANに炭化されたPANで形成されている紡績糸から形成される下流製品である。黒鉛化の間、繊維軸の方向に、微結晶の次数および配向性を改善するために、さらに、繊維を1,500〜3,000℃の間の温度で処理する。
【0088】
本発明の別の局面が図9に示されており、個々の糸からのワックス処理および複合紡績糸の形成を説明する。図9は紡績糸91a、91bおよび91cを示し、これはそれぞれ、紡績部13のボビン51(図示していない)など、それぞれのボビン上にあり得る。各紡績糸91a、91bおよび91cは、紡績糸49について説明されたものであってよく、それぞれ、図6Aおよび7の中で示した複合中間製品77、91から形成される混紡糸であり得る。紡績糸91a、91bおよび91cは、コンバイナ93で撚られることによって結合され、複合紡績糸95を形成する。コンバイナ93は、紡績糸を撚り合わせることにより複合紡績糸95を提供するために使用される様々な適当な機械構造とすることができる。紡績糸を任意で、個別のワックス装置97によって個別にワックス処理してもよいし、または組み合わせて複合紡績糸95を形成した後、従来の方法を用い、ワックス装置99を使用してワックス処理してもよい。
【0089】
利用分野
本発明の方法によって製造される繊維および紡績糸の凝集伸長ネットワークは、上に示すように、工業、商業および消費財にわたる分野での製造における中間製品として使用できる。
【0090】
例えば、酸化PAN繊維は化学的抵抗性があり、熱的に安定で生理学的に無害である。また、繊維ネットワークは、優れた混合性および取扱性などの優秀な加工特性を有する。これらは、耐熱性、断熱・防音材および工業用繊維製品に理想的な適性を有する。酸化PAN繊維ネットワークは、自動車用ディスクおよびドラムブレーキのブレーキライニングにおけるアスベストに代わる添加剤としても用いることができる。
【0091】
酸化PANフィラメントならびに紡績糸および布などのその下流製品は、消費財に形成することができる、かつ/または、高温下でさらに加工して非常に高い難燃特性を有し導電性である炭素繊維にすることができる。消費財としては、毛布、上着裏地、ブーツ裏地、ヘルメットの中帽、ジャージ、シャツ、ズボン、バラクラバ帽などの各種繊維製品が挙げられる。
【0092】
これらの炭素繊維ベースの材料は、多様な工業製品および消費財の製造に有用であり、例えば、衣類や他の繊維製品ベースの製品、ベルトおよび長靴下)、複合物、光ファイバ、電気機械材料、ガスケットおよびブレーキパッドなどの摩擦感受性製品、タイヤ、ロープおよびケーブルなどが挙げられる。また、繊維ネットワークは、種々の適切な公知の方法を用いて活性PAN化繊維に加工することができる。この活性化PAN製品は非常に大きな表面積を有し、したがって、高い吸着速度および能力を有する。これはエアフィルタ、マスク、浄水、脱臭布および保護衣類の開発に使用できる。
【0093】
別の態様では、様々な望ましい品質を付与するために、PAN繊維および製品に様々な適当な添加剤を含浸させてもよい。このような炭素繊維ベースの含浸材料には、様々な産業用途があり、多様な工業製品および消費財、たとえば、衣類や他の繊維製品ベースの製品、ベルトおよび長靴下、複合物、光ファイバ、電気機械材料、ガスケットおよびブレーキパッドなどの摩擦感受性製品、タイヤ、ロープおよびケーブル、エアフィルタ、マスク、浄水システム、脱臭布および他の保護衣類などのろ過システムの製造に有用である。
【0094】
炭化PANおよび活性化PANなどの、本発明によって酸化またはさらに加工されたPANから形成された布は、従来の方法を用いて形成された100%PANの布、すなわち有用な繊維製品または布として機能させるためには、補強繊維の添加またはカプセル化が必要である布に比べ、優れた引張強度および編組性を示す。本発明の一つの局面は、補強繊維の使用または形成された布のカプセル化を伴うことなく本発明によって製造された紡績糸から形成された、酸化、炭化または活性化PAN布および他の繊維製品の生産である。
【0095】
また、種々の特性の組み合わせを生み出すには、上記の混紡糸および上記の複合紡績糸から形成される布が使用される。紡績糸を織って布を形成してもよいし、編んで布やワープニットを形成してもよい。すなわち、織物と編んだ布との混合物を生産してもよい。例えば、費用を削減するために、100%酸化PANを組み合わせて混合または複合紡績糸を形成してもよい。一つの例示的な態様によれば、様々な酸化PAN材料とビスコースレーヨンと組み合わせて、可染性の撚られたまたは複合紡績糸を作ってもよい。別の例示的な態様によれば、各種の有利な局面を提供するために、酸化PANとステンレス鋼とで形成される複合紡績糸または混紡糸を使用してもよい。
【0096】
多様な布の多くを形成するために、本発明の材料を使用することができる。これらの布は共に、または他の布と組み合わせて、中心の100%酸化PAN布と木綿または羊毛または、たとえば任意の上記工程による、および任意の上記の紡績糸に由来するさらなる布などの他の材料との3部構成のサンドイッチ構造などの複合材料を形成することができる。一つの例示的な態様によれば、酸化PAN布は、熱または冷気を保存または放出可能な相変化材料と組み合わせて使用できる。
【0097】
図10は、各々、本発明の方法によって形成され得る複数の布132、134、136で形成される製品130の斜視図である。一つの例示的な態様では、中間布134は100%酸化PANなどの酸化、炭化または活性化PANであり得、かつ外側の布132、136は本明細書において記載する様々な任意の材料で形成できる。本明細書において記載されるように、布132、134、136のいずれかまたはすべては、複合紡績糸または混紡糸から形成できる。製品130は、本明細書において記載する様々な製品の一部を表し得るものであり、次段落以後に記載する製品などを含むが、それに限定されるわけではない。
【0098】
本発明の材料は、下着、上着およびズボンを含む耐火服などの製品を製造するためのさまざまな用途に使用できる。図11は、例示的な上着200、消防士用ズボン204および肌着204を示す。別の態様では、本発明の材料は、断熱材および工業用フィルタ、自動車ディスクブレーキ用熱シールド、紙およびプレスボードなどの電気絶縁製品ならびに汚濁防止用の高温ろ過処理製品などの製品を製造するために、使用できる。製品は、航空機や列車・自動車のインテリア繊維製品(室内装飾品、床敷物、隔壁および壁装材など)からホテル、事務所、講堂、病院およびデイケアセンターの業務用家具まで多岐にわたる他の利用分野でも使用できる。幅広い用途の製品は、当技術分野において公知の各種製造方法を使用して生産できる。上に列挙した製品は、本発明の方法によりかつ本発明の材料を使用して作製できる様々な製品を代表し例示することを意図する。
【0099】
実施例
以下は本発明の繊維および紡績糸の凝集伸長ネットワークの製造方法の実施例であるが、これは例示のためのものであり、本発明の方法、装置の構成および製品を限定するものではない。以下の各実施例のための例示的な装置は、各実施例に示すように2または3つのローラ対を有した。装置に取り付けたローラはすべて31.84mmの同じ直径を有した。ショアA硬度計によれば振り子に取り付けたローラはすべて同じ硬度75のコットを有していた。
【0100】
実施例I:6Kフィラメントのトウから製造される酸化PAN繊維ネットワーク
前駆体材料は、トウサイズが6K、トウデニールが7200およびトウ重量が0.8g/mの酸化PANである。一般的物性を表1にまとめる。前駆体材料は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列している。さらに、前駆体繊維は、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。最初のローラおよび最後のローラの2つのローラを備えた装置を使用し、酸化PAN繊維を牽伸した。装置に取り付けた二つのローラ間の距離は、約240mmに設定した。27.2の牽伸比を得るために、最後および先行のローラの速度は、それぞれ227および8.3rpmに設定した。両方のローラ対には同じ圧力をかけた。圧力は、振り子キャリア上の重量を変化させることによって約28kgに調整した。牽伸プロセスで前駆体繊維の組織された長いフィラメントを破断しランダムにし、フィラメントの牽切によって形成した個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのないフワフワした網状物が形成された。凝集伸長繊維ネットワークの繊維は波打った外観で、約22cm以下の長さ、12マイクロメートルの幅を有する。ネットワークは、約0.077g/10cmの平均重量を有する。
【0101】
【表1】
【0102】
凝集伸長繊維ネットワークに1回の操作で巻き及び撚りを施す加工をさらに行い、34Nmの番手、250〜300gの引張強度、10%の引張伸びおよび525(T/メートル)の撚数の紡績糸を得た。
【0103】
実施例II:12Kトウのフィラメント状出発材料から製造される酸化PANネットワーク
前駆体材料は、トウサイズが12K、トウデニールが14,400およびトウ重量が1.6g/mの酸化PANである。一般的物性を表1にまとめる。前駆体材料は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。さらに、前駆体材料のフィラメントは、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。最初のローラと最後のローラ対のみを有する装置を使用し、酸化PANを牽伸した。装置に取り付けたローラ間の距離は、約240mmに設定した。8の牽伸比を得るために、最初および最後のローラの速度は、それぞれ125および15.6rpmに設定した。最初と最後のローラにはそれぞれ45および50kgの圧力をかけた。圧力は、振り子キャリア上の重量および振り子キャリア上の振り子の位置を変化させることによって調整した。牽伸プロセスで前駆体繊維の組織された長いフィラメントを破断しランダムにし、フィラメントの牽切によって形成した個々の繊維間にはほとんど平行性がなく、個々のフィラメント間には目視可能な撚りのない、分断されたフィラメントの羊毛状のネットワークを形成した。元のフィラメントを分離することによって形成したネットワークの繊維は波打った外観で、約22cm以下の長さ、約12マイクロメートル以下の幅を有する。ネットワークは、約0.159g/10cmの平均重量を有する。
【0104】
凝集伸長繊維ネットワークに巻き及び撚りを施す加工をさらに行い、5Nmの番手、約2000gの引張強度、10%の引張伸びおよび100(T/メートル)の撚数の紡績糸を得た。
【0105】
実施例III:二つの供給材料から製造される酸化PANネットワーク
この実施例は、同タイプの2本の繊維の同時の牽伸を示す。しかし、この牽伸プロセスは、異種の2本以上の繊維にも同様に適用される。図1で示すように、一つの供給部を使用し、二つの投入材料を供給した。2本の前駆体繊維は、トウサイズが6K、トウデニールが7200およびトウ重量が0.8g/mの酸化PANである。その一般的物性を表1にまとめる。前駆体材料は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列している。さらに、前駆体繊維は、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。2対のローラを備えた装置を使用し、酸化PAN繊維を牽伸した。装置に取り付けた二つのローラ間の距離は、約240mmに設定した。27.2の牽伸比を得るために、ローラの速度は、それぞれ227および8.3rpmに設定した。両方のローラ対には同じ圧力をかけた。圧力は、振り子キャリア上の振り子の重量を変化させることによって約28kgに調整した。牽伸プロセスで前駆体繊維の組織された長い繊維を破断しランダムにし、個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのない羊毛状の繊維ネットワークを形成した。ネットワークの繊維は波打った外観で、約22cm以下の長さ、約12マイクロメートルの幅を有する。ネットワークは、約0.154g/10cmの平均重量を有する。
【0106】
凝集伸長繊維ネットワークに巻き及び撚りを施す加工をさらに行い、17Nmの番手、約500〜600gの引張強度、10%の引張伸びおよび375(T/メートル)の撚数の紡績糸を得た。
【0107】
実施例IV:ステンレス鋼繊維ネットワーク
前駆体は、トウサイズが4K、トウ重量が1.6g/mのステンレス鋼繊維である。主要化学元素である鉄(Fe)に加えて鋼はさらに表2に示す何種類かの他の元素を含有する。
【0108】
前駆体繊維は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列している。さらに、前駆体材料のフィラメントは、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。フィラメントは、7.5CNの引張強度および8マイクロメートルの直径を有する。3つのローラ対を備えた装置を使用し、ステンレス鋼の投入材料を牽伸した。装置に取り付けた第1および第2のローラ間の距離は100mmに設定し、装置に取り付けた第2および第3のローラ間の距離は140mmに設定した。17.6の牽伸比を得るために、第1、第2および第3のローラの速度は、それぞれ200、11.4および10.8rpmに設定した。第1および第2のロールには同じ圧力を適用し42kgに設定した。第1のローラ上に適用する圧力は45Kgに設定した。前の実施例と同様に、振り子キャリアの上の振り子の重量および振り子の位置を変化させることによって圧力を調整した。牽伸プロセスで前駆体の組織された長いフィラメントを破断しランダムにし、個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのない羊毛状の繊維ネットワークを形成した。投入フィラメントから形成されたネットワークの繊維は波打った外観で、約10cm以下の長さ、約8マイクロメートルの幅を有する。ネットワークは、約0.16g/10cmの平均重量を有する。
【0109】
【表2】
【0110】
フィラメントネットワークに巻き及び撚りを施す加工をさらに行い、11Nmの番手および500(T/メートル)の撚数の紡績糸を得た。
【0111】
実施例V:1Kトウのアラミド出発材料から製造されるアラミドフィラメントネットワーク
前駆体供給材料は、トウサイズが1K、トウデニールが1,530およびトウ重量が0.17g/mのアラミド出発材料である。その一般的物性を表3にまとめる。前駆体は、しばしば2メートルを超える、トウの長さに等しい均一な長さの平行なフィラメントを含有する。また、フィラメントは縦によく組織および整列し12マイクロメートルの直径を有する。さらに、前駆体フィラメントは、典型的には1メーター当たり5回未満の極めて限定された撚りを有する。最初のローラおよび最後のローラの2つのローラ対を備えた装置を使用し、アラミド材料を牽伸した。装置に装着した最初のローラと最後のローラ間の距離は、約240mmだった。8.5の牽伸比を得るために、最初のローラと最後のローラ間の速度は、それぞれ170および10rpmに設定した。最初のローラと最後のローラにはそれぞれ約42および45kgの圧力をかけた。圧力は、振り子キャリア上の振り子の重量および振り子キャリア上の振り子の位置を変化させることによって調整した。前駆体アラミド材料は2度牽伸した。第1の牽伸は、フィラメントを引き伸ばす結果となった。第2の牽伸で前駆体の組織された長いフィラメントを破断しランダムにし、個々の繊維間にはほとんど平行性がなく、個々の繊維間には目視可能な撚りのない羊毛状の繊維ネットワークを形成した。ネットワークの繊維は波打った外観で、約22cm以下の長さ、約12マイクロメートルの幅を有する。ネットワークは、約0.015g/10cmの平均重量を有する。
【0112】
【表3】
【0113】
凝集伸長繊維ネットワークに巻き及び撚りを施す加工をさらに行い、50Nmの番手および800T/メートルの撚数の紡績糸を得た。
【0114】
上記は、単に本発明の原理を説明したものである。したがって、本明細書において明白に記載または示していなくても、当業者であれば本発明の原理を具体化する種々の配置を考え出すことは可能であり、それらも本発明の精神および範囲内に含まれることが理解される。さらに、本明細書において示したすべての実施例および条件を付した表現は、明らかに、基本的に教示する目的でのみ表現され、発明者による本発明の原理および概念の理解の上で読者を助けることを主に意図したものであり、そのような具体的に揚げた実施例および条件への限定はないものとして解釈されるべきである。さらに、本明細書において本発明の原則、局面および態様さらにその具体例を挙げて述べたことすべては、その構造面および機能面双方の均等物を包含するよう意図される。さらに、そのような均等物は、現在知られている均等物と、将来開発される均等物、すなわち、構造にかかわらず、同じ機能を果たす任意の開発された要素との両者を含むことが意図される。
【0115】
例示的な態様の説明は、全て記載された説明の一部と見なされる添付図面の図に関連して読み取られるべきものであると意図される。説明において、「下方」、「上方」、「平らな」、「垂直の」、「上で」、「下で」、「上」、「下」、「上部」、および「底部」などの相対的用語ならびにこれらの派生語(例えば、「平らに」、「下方に」、「上方に」など)は、その際に論じられている図面に記載されているか示されている向きを指すと解すべきである。これらの相対的な用語は記載の便宜のためのものであり、装置が特定の向きで構築され、または、操作されることを必要としない。特に明記しない限り、「接続した」、および「連結した」などの取り付けや結合などに関する用語は、構造が他のものに直接的にまたは間接的に、可動的なまたは剛性取り付け部材もしくは関係の両者として、互いに固定または取り付けられた関係を指す。
【0116】
本明細書において参照または記載する全ての特許、刊行物、科学記事、ウェブサイト、ならびに他の文書および資料は本発明が属する当業者の技術レベルを示しており、そのような参照文書および資料は、参照により、あたかもその全体を個別的に参照して本明細書の一部とし、または本明細書においてその全体を開示したかのように、本明細書に組み入れられる。出願人は、任意のそのような特許、刊行物、科学記、ウェブサイト、電子的に入手し得る情報、および他の参照資料または文書のいずれかから得た任意および全ての資料および情報を、本明細書中に物理的に組み入れる権利を留保するものである。
【0117】
本特許の書面による記載部分は、特許請求の範囲のすべてを包含する。さらに、特許請求の範囲のすべてならびに任意且つ全ての優先権主張文書由来の特許請求の範囲のすべてを包含する特許請求の範囲のすべては、参照によりその全体を本明細書の書面による記載部分の一部に組み入れられ、また、出願人は、本出願の書面による記載または他の任意の部分に、任意且つ全てのこのような特許請求の範囲を物理的に組み入れる権利を留保するものである。したがって例えば、本発明は、請求項の正確な用語が本発明の書面による記載部分にそのまま開示されていないという主張に基づいて、本発明を、申し立てにより書面による特許請求の範囲の記載が提供されていないと解釈してはならない。
【0118】
特許請求の範囲は法律に従って解釈される。しかしながら、任意の特許請求の範囲またはその一部の解釈の、申し立てられたかもしくは認められた容易性または難解性にかかわらず、この特許に至る出願または出願群の遂行中、特許請求の範囲もしくはその任意の部分のいかなる調整または補正も、先行技術の一部を形成しない任意および全ての均等物に対する任意の権利を喪失したものと解釈してはならない。
【0119】
本明細書に開示した全ての特徴は、任意の組み合わせで組み合わせることができる。したがって、別途記載の無い限り、開示したそれぞれの特長は、等価または類似の特徴の一般的なシリーズの一例であるに過ぎない。
【0120】
本発明をその詳細な説明に関連して記載してきたが、前述の説明は本発明の例示を意図するものであって、本発明の範囲を限定しようとするものではなく、本発明の範囲は添付の特許請求の範囲によって規定されることを理解すべきである。したがって前述のことから、本発明の具体的態様を例示目的で本明細書において記載してきたが、本発明の精神および範囲を逸脱することなく、種々の修飾を加え得ることが理解できる。他の局面、利点、および修飾もまた以下の特許請求の範囲の範囲内にあり、本発明は添付の特許請求の範囲による制限を除いては限定されない。
【0121】
本明細書において記載の具体的方法および組成物は好ましい態様の代表であり例示的なものであって、本発明の範囲に対する限定を意図するものではない。他の目的、局面、および態様は、本明細書を考察する時、当業者に想起され、特許請求の範囲の範囲によって規定される本発明の精神の中に包含される。本発明の範囲および精神から逸脱することなく本明細書において開示する本発明に対して様々な置換および修飾を施せるということが、当業者には直ちに明白である。例示的に本明細書において適切に記載した本発明は、本明細書において具体的に本質的であると開示されていない任意の要素もしくは要素群、または制限もしくは制限群の不在下で実施できる。したがって、例えば本明細書において各例において、本発明の態様または実施例では、「含む(comprising)」、「包含する(including)」、「含有する(containing)」等の語は、拡張的且つ限定無しに読み取られるべきである。説明的に本明細書において適切に記載した方法およびプロセスは、異なる工程順序で実施でき、それらは必ずしも本明細書または特許請求の範囲で指摘した工程順序に限定される訳ではない。
【0122】
使用している用語および表現は、説明の用語として使用するものであって限定の用語として使用するものではなく、そのような用語の使用に際し、示された、および記載された特徴の任意の等価物またはその一部を排除する意図は無いが、主張した本発明の範囲内で様々な修飾が可能であると認識される。したがって、本発明を様々な態様および/または好ましい態様および任意の特徴によって具体的に開示してきたが、当業者の実施できる本明細書において開示した概念の任意且つ全ての修飾および変形は、添付の特許請求の範囲に規定した本発明の範囲内にあると考えられる。
【0123】
本発明を本明細書において広範かつ包括的に記載した。この包括的開示内にある、より狭い種および下位概念群の各々も、本発明の一部を形成する。削除した材料が具体的に本明細書において詳述されているか否かにかかわらず、何らかの内容をその類概念から除去する但し書きまたは負の限定付きで、これは本発明の包括的説明を含む。
【0124】
さらに、本明細書および添付の特許請求の範囲において単数形「a」、「an」、および「the」は、文脈が明らかにそれに反する旨を記載していない限り、複数表示も含み、および、用語「Xおよび/またはY」は「X」もしくは「Y」または「X」および「Y」の両者を意味し、および、名詞に続く「s」という文字はその名詞の複数形と単数形の両方を指す、ということもまた理解できる。加えて、本発明の特徴または局面がマーカッシュ群に関して記載されている場合、当業者は、本発明はマーカッシュ群の任意の個別的成員または成員の下位群に関しても記載されていることが認識できる。
【0125】
他の態様は添付の特許請求の範囲内にある。本特許は本明細書において具体的かつ/または明確に開示した特定の実施例または態様または方法に限定されると解釈してはならない。本発明は、その陳述が具体的でない限り、そして出願人による応答書面で特に採用されている資格または留保無しに、特許商標庁の審査官または他の任意の職員もしくは従業員によってなされるいかなる陳述によっても制限を受けるものと解してはならない。
【0126】
本発明を例示的な態様によって説明してきたが、本発明はそれに限定されるわけではない。添付の特許請求の範囲は、本発明の均等物の範囲を外れることなく当業者によってなされ得る本発明の他の変法や態様を含むように広く解釈されるべきである。
【特許請求の範囲】
【請求項1】
第1のリボンを形成する第1のフィラメントトウを含む第1の出発材料を提供する工程;
第2のリボンを形成する第2のフィラメントトウを含む第2の出発材料を提供する工程;
牽伸部の第1のローラ対と、下流にある第2のローラ対であって、前記第1のローラ対の第1の回転速度よりも速い第2の回転速度を有する第2のローラ対とを通して前記第1の出発材料を延伸し、これにより前記第1のフィラメントトウのフィラメントを牽切して、前記第1のフィラメントトウのフィラメントの牽切によって形成される第1の凝集伸長繊維ネットワーク(cohesive elongated network of fibers)を形成する工程;
前記牽伸部の第3のローラ対と、下流にある第4のローラ対であって、前記第3のローラ対の第3の回転速度よりも速い第4の回転速度を有する前記第4のローラ対とを通して前記第2の出発材料を延伸し、これにより前記第2のフィラメントトウのフィラメントを牽切して、前記第2のフィラメントトウのフィラメントの牽切によって形成される第2の凝集伸長繊維ネットワークを形成する工程;ならびに
前記第1の凝集伸長繊維ネットワークおよび前記第2の凝集伸長繊維ネットワークを組み合わせる工程
を含む、凝集伸長繊維ネットワークの製造方法。
【請求項2】
組み合わせる工程が、第1および第2の凝集伸長繊維ネットワークを混合して混合凝集伸長繊維ネットワークにし、次いで、該混合凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることにより混紡糸にする工程を含む、請求項1記載の方法。
【請求項3】
第1の凝集伸長繊維ネットワークを単一工程で撚って巻き取ることにより第1の紡績糸にする工程、および第2の凝集伸長繊維ネットワークを単一工程で撚って巻き取ることにより第2の紡績糸にする工程をさらに含む方法であって、組み合わせる工程が、前記第1および第2の紡績糸を撚って複合紡績糸を形成する組み合わせることを含む、請求項1記載の方法。
【請求項4】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がステンレス鋼を含む、請求項1記載の方法。
【請求項5】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がパラアラミド材料およびメタアラミド材料のうちの1つを含む、請求項1記載の方法。
【請求項6】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料が可染材料を含む、請求項1記載の方法。
【請求項7】
第1のリボンを形成する第1のフィラメントトウを含む第1の出発材料を提供する工程;
第2のリボンを形成する第2のフィラメントトウを含む第2の出発材料を提供する工程;
牽伸部の第1のローラ対と、下流にある第2のローラ対であって、前記第1のローラ対の第1の回転速度よりも速い第2の回転速度を有する前記第2のローラ対とを通して前記第1の出発材料を延伸し、これにより前記第1のフィラメントトウのフィラメントを牽切して、前記第1のフィラメントトウのフィラメントの牽切によって形成される第1の凝集伸長繊維ネットワークを形成する工程;
前記第1のローラ対と下流にある前記第2のローラ対とを通して前記第2の出発材料を延伸し、これにより前記第2のフィラメントトウのフィラメントを牽切して、前記第2のフィラメントトウのフィラメントの牽切によって形成される第2の凝集伸長繊維ネットワークを形成する工程;ならびに
前記第1の凝集伸長繊維ネットワークおよび第2の凝集伸長繊維ネットワークを組み合わせる工程
を含む、凝集伸長繊維ネットワークの製造方法。
【請求項8】
第1の出発材料を延伸する工程および第2の出発材料を延伸する工程が、下流にある第2のローラ対から第1および第2の凝集伸長繊維ネットワーク材料が出てきたときにそれらを別々に保持することを含み、組み合わせる工程が、前記第1および第2の凝集伸長繊維ネットワークを共に混合して複合凝集伸長繊維ネットワークを形成することを含み、かつ
前記複合凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることにより紡績糸に変換する工程をさらに含む、
請求項7記載の方法。
【請求項9】
第1の出発材料を延伸する工程および第2の出発材料を延伸する工程が、前記第1および第2の出発材料が第1のローラ対および第2のローラ対の少なくとも1つを通して延伸されるときに、前記第1の出発材料を前記第2の出発材料に接触させることを含む、請求項7記載の方法。
【請求項10】
第1の出発材料を延伸する工程、第2の出発材料を延伸する工程、および組み合わせる工程が、第1および第2の凝集伸長繊維ネットワーク材料を組み合わせて複合凝集伸長繊維ネットワークを形成することを含み、該複合凝集伸長繊維ネットワークが、第1のフィラメントトウおよび第2のフィラメントトウからの繊維を含み、かつ
前記複合凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることで直接に紡績糸にする工程をさらに含む、
請求項7記載の方法。
【請求項11】
組み合わせる工程の前に、複合凝集伸長繊維ネットワークの各々を、さらなる単一工程で撚って巻き取ることで直接に紡績糸にする工程をさらに含む、請求項7記載の方法。
【請求項12】
紡績糸をワックス処理する工程をさらに含む、請求項7記載の方法。
【請求項13】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がステンレス鋼を含む、請求項7記載の方法。
【請求項14】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がパラアラミド材料およびメタアラミド材料のうちの1つを含む、請求項7記載の方法。
【請求項15】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料が可染材料を含む、請求項7記載の方法。
【請求項16】
第1の出発材料を延伸する工程および第2の出発材料を延伸する工程が、第1のローラ対を互いに押し付け、かつ第2のローラ対を互いに押し付ける力を適用することを含み、該力の適用が、振り子を介して圧力を加え、前記第1のローラ対を隣接関係とし、かつ前記第2のローラ対を隣接(conterminous)関係とすることを含む、請求項7記載の方法。
【請求項17】
各出発材料を張力ディスク上に提供する工程、および各々のリボンを第1のローラ対の間に供給する時に前記各出発材料を平らで不撚の形態に維持するための張力を提供する工程をさらに含む、請求項7記載の方法。
【請求項18】
第1および第2の各凝集伸長繊維ネットワークが羊毛状であり、かつ繊維が該各凝集伸長繊維ネットワーク内で波状でランダムな方向を向いており、前記繊維が約15cmを上回る平均長を有し、前記繊維の実質的にすべてが約2.5cm〜約23cmの範囲内の長さを有する、請求項7記載の方法。
【請求項19】
第1のリボンを形成する第1のフィラメントトウを含む第1の出発材料を提供する工程;
第2のリボンを形成する第2のフィラメントトウを含む第2の出発材料を提供する工程;
牽伸部の第1のローラ対と、下流にある第2のローラ対であって、前記第1のローラ対の第1の回転速度よりも速い第2の回転速度を有する前記第2のローラ対とを通して前記第1および第2の出発材料を同時に延伸し、これにより前記第1のフィラメントトウのフィラメントおよび前記第2のフィラメントトウのフィラメントを牽切して、前記フィラメントの牽切によって形成され、前記第1のフィラメントトウおよび前記第2のフィラメントトウからの繊維を含む凝集伸長繊維ネットワークを形成する工程;ならびに
前記凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることにより直接紡績糸にする工程
を含む、凝集伸長繊維ネットワークの製造方法。
【請求項20】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がアラミド材料およびステンレス鋼の1つを含む、請求項19記載の方法。
【請求項21】
第1の紡績糸および第2の紡績糸を含む複合紡績糸から本質的になる布を含む製品であって、第1の紡績糸は複数の難燃性および耐熱性の繊維から形成されかつ補強繊維を含まず、該難燃性および耐熱性の繊維はそれぞれ100%ポリアクリロニトリル(PAN)を含み、該繊維が、約10cmを上回る平均長を有し、該繊維の大半が約2.5cm〜約23cmの範囲内の長さを有する、製品。
【請求項22】
手袋、上着、ズボン、肌着、バラクラバ帽、自動車用シートカバー、航空機用シートカバー、操縦室ライニング、遺体袋、エアフィルタ、マスク、ブレーキパッド、および浄水膜の1つを含む製品であって、PANが酸化PANを含む、請求項21記載の製品。
【請求項23】
エアフィルタ、マスク、浄水膜、脱臭布、および保護服の1つを含む製品であって、PANが活性化PANを含む、請求項21記載の製品。
【請求項24】
第2の紡績糸がステンレス鋼紡績糸を含む、請求項21記載の製品。
【請求項25】
第2の紡績糸が、アラミド材料から形成される紡績糸を含む、請求項21記載の製品。
【請求項26】
アラミド材料が、Kevlar(登録商標)、Twaron(登録商標)、Technora(登録商標)、Teijinconex(登録商標)、Nomex(登録商標)、Basofil(登録商標)、Kynol(登録商標)、Kermel(登録商標)、LenzingFR(登録商標)、Zetex(登録商標)、Pbi(登録商標)、Pyron(登録商標)、Rhovyl(登録商標)、Panox(登録商標)、Xymid(登録商標)、M-5(登録商標)、P84(登録商標)、およびC-TEX(登録商標)の1つを含む、請求項25記載の製品。
【請求項27】
第2の紡績糸が、ポリエステル材料、ナイロン材料およびビスコースレーヨンの1つである可染材料を含む、請求項21記載の製品。
【請求項28】
複数の難燃性および耐熱性の繊維から形成されかつ補強繊維を含まない紡績糸から本質的になる第1の布、ならびに該第1の布の近傍に配置された第2の布を含む製品であって、前記難燃性および耐熱性の繊維はそれぞれ100%ポリアクリロニトリル(PAN)を含み、前記繊維が、約10cmを上回る平均長を有し、該繊維の大半が約2.5cm〜約23cmの範囲内の長さを有する、製品。
【請求項29】
衣服を含む製品であって、PANが酸化PANを含む、請求項28記載の製品。
【請求項30】
エアフィルタ、マスク、浄水膜、脱臭布、および保護服の1つを含む製品であって、PANが活性化PANを含む、請求項28記載の製品。
【請求項31】
第2の布がステンレス鋼を含む、請求項28記載の製品。
【請求項32】
第2の布がアラミド材料を含む、請求項28記載の製品。
【請求項33】
アラミド材料が、Kevlar(登録商標)、Twaron(登録商標)、Technora(登録商標)、Teijinconex(登録商標)、Nomex(登録商標)、Basofil(登録商標)、Kynol(登録商標)、Kermel(登録商標)、LenzingFR(登録商標)、Zetex(登録商標)、Pbi(登録商標)、Pyron(登録商標)、Rhovyl(登録商標)、Panox(登録商標)、Xymid(登録商標)、M-5(登録商標)、P84(登録商標)、およびC-TEX(登録商標)の1つを含む、請求項32記載の製品。
【請求項34】
第2の布が、可染材料を含む、請求項28記載の製品。
【請求項35】
第3の布をさらに含み、第1の布が第2の布と第3の布との間にサンドイッチ構造で挿入される、請求項28記載の製品。
【請求項36】
第1の回転速度を有し実質的に隣接しており、かつトウの複数のリボンの少なくとも2本をその間に受け入れる第1のローラ対;
実質的に隣接しており、前記第1のローラ対の下流にあり、前記第1の回転速度より速い第2の回転速度を有し、これにより、前記トウのそれぞれのリボンの各々から縦方向に整列している複数のフィラメントの実質的にすべてを牽切して、該フィラメントを破断することにより形成されるランダムな方向を向いている繊維の集合体からなる少なくとも1つの凝集伸長繊維ネットワークを形成する第2のローラ対;
前記第1のローラ対を互いに押し付け、かつ前記第2のローラ対を互いに押し付ける圧力を適用する加圧要素;ならびに
前記少なくとも1つの凝集伸長繊維ネットワークを撚って巻き取る1つの工程で直接に紡績糸に変換するための手段
を含む、縦方向に整列している複数のフィラメントを含むトウの複数のリボンを紡績糸に変換する装置。
【請求項37】
少なくとも1つの凝集伸長繊維ネットワークが複数の凝集伸長繊維ネットワークを含み、該複数の凝集伸長繊維ネットワークを混合して複合凝集伸長繊維ネットワークとし、該複合凝集伸長繊維ネットワークを撚って巻き取る1つの工程で直接に混紡糸に変換するための手段をさらに含む、請求項36記載の装置。
【請求項38】
少なくとも1つの凝集伸長繊維ネットワークが、トウの複数のリボンのそれぞれに由来する繊維を含む単一の凝集伸長繊維ネットワークを含み、かつ変換するための手段が、前記凝集伸長繊維ネットワークを撚って巻き取る1つの工程で直接に紡績糸に変換する、請求項36記載の装置。
【請求項39】
紡績糸をワックス処理するための手段をさらに含む、請求項36記載の装置。
【請求項40】
第1の回転速度を有し実質的に隣接しており、かつトウの複数のリボンの第3をその間に受け入れる第3のローラ対;
実質的に隣接しており、前記第3のローラ対の下流にあり、第3の回転速度より速い第2の回転速度を有し、これにより、前記トウの第3のリボンから縦方向に整列している複数のフィラメントの実質的にすべてを牽切して、前記トウの第3のリボンの前記フィラメントを破断することにより形成されるランダムな方向を向いている繊維の集合体からなるさらなる凝集伸長繊維ネットワークを形成する第4のローラ対;
前記第3のローラ対を互いに押し付け、かつ前記第4のローラ対を互いに押し付ける圧力を適用するさらなる加圧要素;ならびに
前記さらなる凝集伸長繊維ネットワークを前記少なくとも1つの凝集伸長繊維ネットワークと組み合わせて複合体を形成するための手段
をさらに含む、請求項36記載の装置。
【請求項41】
紡績糸の各々が、
限定された撚りを有する、縦方向に整列された複数のフィラメントを含む出発材料を提供する工程;
前記出発材料の前記フィラメントを牽切し、それによりフィラメントの少なくとも一部を分離し、繊維が分離された対応するフィラメントよりも短い長さを有する複数の繊維にする単一の操作により、前記出発材料を難燃性および耐熱性の凝集伸長繊維ネットワークに変換する工程;ならびに
前記凝集伸長繊維ネットワークを撚って巻き取る1つの工程で紡績糸に変換し、さらに前記凝集伸長繊維ネットワークを撚る工程
を含む方法によって形成される、
100%酸化ポリアクリロニトリル(PAN)繊維の第1の紡績糸とさらなる紡績糸とを撚り合わせてなる難燃性および耐熱性複合紡績糸であって、
前記第1の紡績糸および前記第2の紡績糸を撚り合わせることにより形成される、複合紡績糸。
【請求項42】
各凝集伸長繊維ネットワークが羊毛状であり、繊維が、該凝集伸長繊維ネットワーク内において波状でランダムな方向を向いており、該繊維が約10cmを上回る平均長を有し、該繊維の実質的にすべてが約2.5cm〜約23cmの範囲内の長さを有し、かつ各出発材料が24K以下のフィラメントを有する小さなフィラメントトウのリボンを含み、かつこの方法が変換まで前記リボンを平らかつ不撚の状態に維持することをさらに含む、請求項41記載の難燃性および耐熱性の複合紡績糸。
【請求項1】
第1のリボンを形成する第1のフィラメントトウを含む第1の出発材料を提供する工程;
第2のリボンを形成する第2のフィラメントトウを含む第2の出発材料を提供する工程;
牽伸部の第1のローラ対と、下流にある第2のローラ対であって、前記第1のローラ対の第1の回転速度よりも速い第2の回転速度を有する第2のローラ対とを通して前記第1の出発材料を延伸し、これにより前記第1のフィラメントトウのフィラメントを牽切して、前記第1のフィラメントトウのフィラメントの牽切によって形成される第1の凝集伸長繊維ネットワーク(cohesive elongated network of fibers)を形成する工程;
前記牽伸部の第3のローラ対と、下流にある第4のローラ対であって、前記第3のローラ対の第3の回転速度よりも速い第4の回転速度を有する前記第4のローラ対とを通して前記第2の出発材料を延伸し、これにより前記第2のフィラメントトウのフィラメントを牽切して、前記第2のフィラメントトウのフィラメントの牽切によって形成される第2の凝集伸長繊維ネットワークを形成する工程;ならびに
前記第1の凝集伸長繊維ネットワークおよび前記第2の凝集伸長繊維ネットワークを組み合わせる工程
を含む、凝集伸長繊維ネットワークの製造方法。
【請求項2】
組み合わせる工程が、第1および第2の凝集伸長繊維ネットワークを混合して混合凝集伸長繊維ネットワークにし、次いで、該混合凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることにより混紡糸にする工程を含む、請求項1記載の方法。
【請求項3】
第1の凝集伸長繊維ネットワークを単一工程で撚って巻き取ることにより第1の紡績糸にする工程、および第2の凝集伸長繊維ネットワークを単一工程で撚って巻き取ることにより第2の紡績糸にする工程をさらに含む方法であって、組み合わせる工程が、前記第1および第2の紡績糸を撚って複合紡績糸を形成する組み合わせることを含む、請求項1記載の方法。
【請求項4】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がステンレス鋼を含む、請求項1記載の方法。
【請求項5】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がパラアラミド材料およびメタアラミド材料のうちの1つを含む、請求項1記載の方法。
【請求項6】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料が可染材料を含む、請求項1記載の方法。
【請求項7】
第1のリボンを形成する第1のフィラメントトウを含む第1の出発材料を提供する工程;
第2のリボンを形成する第2のフィラメントトウを含む第2の出発材料を提供する工程;
牽伸部の第1のローラ対と、下流にある第2のローラ対であって、前記第1のローラ対の第1の回転速度よりも速い第2の回転速度を有する前記第2のローラ対とを通して前記第1の出発材料を延伸し、これにより前記第1のフィラメントトウのフィラメントを牽切して、前記第1のフィラメントトウのフィラメントの牽切によって形成される第1の凝集伸長繊維ネットワークを形成する工程;
前記第1のローラ対と下流にある前記第2のローラ対とを通して前記第2の出発材料を延伸し、これにより前記第2のフィラメントトウのフィラメントを牽切して、前記第2のフィラメントトウのフィラメントの牽切によって形成される第2の凝集伸長繊維ネットワークを形成する工程;ならびに
前記第1の凝集伸長繊維ネットワークおよび第2の凝集伸長繊維ネットワークを組み合わせる工程
を含む、凝集伸長繊維ネットワークの製造方法。
【請求項8】
第1の出発材料を延伸する工程および第2の出発材料を延伸する工程が、下流にある第2のローラ対から第1および第2の凝集伸長繊維ネットワーク材料が出てきたときにそれらを別々に保持することを含み、組み合わせる工程が、前記第1および第2の凝集伸長繊維ネットワークを共に混合して複合凝集伸長繊維ネットワークを形成することを含み、かつ
前記複合凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることにより紡績糸に変換する工程をさらに含む、
請求項7記載の方法。
【請求項9】
第1の出発材料を延伸する工程および第2の出発材料を延伸する工程が、前記第1および第2の出発材料が第1のローラ対および第2のローラ対の少なくとも1つを通して延伸されるときに、前記第1の出発材料を前記第2の出発材料に接触させることを含む、請求項7記載の方法。
【請求項10】
第1の出発材料を延伸する工程、第2の出発材料を延伸する工程、および組み合わせる工程が、第1および第2の凝集伸長繊維ネットワーク材料を組み合わせて複合凝集伸長繊維ネットワークを形成することを含み、該複合凝集伸長繊維ネットワークが、第1のフィラメントトウおよび第2のフィラメントトウからの繊維を含み、かつ
前記複合凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることで直接に紡績糸にする工程をさらに含む、
請求項7記載の方法。
【請求項11】
組み合わせる工程の前に、複合凝集伸長繊維ネットワークの各々を、さらなる単一工程で撚って巻き取ることで直接に紡績糸にする工程をさらに含む、請求項7記載の方法。
【請求項12】
紡績糸をワックス処理する工程をさらに含む、請求項7記載の方法。
【請求項13】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がステンレス鋼を含む、請求項7記載の方法。
【請求項14】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がパラアラミド材料およびメタアラミド材料のうちの1つを含む、請求項7記載の方法。
【請求項15】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料が可染材料を含む、請求項7記載の方法。
【請求項16】
第1の出発材料を延伸する工程および第2の出発材料を延伸する工程が、第1のローラ対を互いに押し付け、かつ第2のローラ対を互いに押し付ける力を適用することを含み、該力の適用が、振り子を介して圧力を加え、前記第1のローラ対を隣接関係とし、かつ前記第2のローラ対を隣接(conterminous)関係とすることを含む、請求項7記載の方法。
【請求項17】
各出発材料を張力ディスク上に提供する工程、および各々のリボンを第1のローラ対の間に供給する時に前記各出発材料を平らで不撚の形態に維持するための張力を提供する工程をさらに含む、請求項7記載の方法。
【請求項18】
第1および第2の各凝集伸長繊維ネットワークが羊毛状であり、かつ繊維が該各凝集伸長繊維ネットワーク内で波状でランダムな方向を向いており、前記繊維が約15cmを上回る平均長を有し、前記繊維の実質的にすべてが約2.5cm〜約23cmの範囲内の長さを有する、請求項7記載の方法。
【請求項19】
第1のリボンを形成する第1のフィラメントトウを含む第1の出発材料を提供する工程;
第2のリボンを形成する第2のフィラメントトウを含む第2の出発材料を提供する工程;
牽伸部の第1のローラ対と、下流にある第2のローラ対であって、前記第1のローラ対の第1の回転速度よりも速い第2の回転速度を有する前記第2のローラ対とを通して前記第1および第2の出発材料を同時に延伸し、これにより前記第1のフィラメントトウのフィラメントおよび前記第2のフィラメントトウのフィラメントを牽切して、前記フィラメントの牽切によって形成され、前記第1のフィラメントトウおよび前記第2のフィラメントトウからの繊維を含む凝集伸長繊維ネットワークを形成する工程;ならびに
前記凝集伸長繊維ネットワークをさらなる単一工程で撚って巻き取ることにより直接紡績糸にする工程
を含む、凝集伸長繊維ネットワークの製造方法。
【請求項20】
第1の出発材料が100%酸化PANを含み、かつ第2の出発材料がアラミド材料およびステンレス鋼の1つを含む、請求項19記載の方法。
【請求項21】
第1の紡績糸および第2の紡績糸を含む複合紡績糸から本質的になる布を含む製品であって、第1の紡績糸は複数の難燃性および耐熱性の繊維から形成されかつ補強繊維を含まず、該難燃性および耐熱性の繊維はそれぞれ100%ポリアクリロニトリル(PAN)を含み、該繊維が、約10cmを上回る平均長を有し、該繊維の大半が約2.5cm〜約23cmの範囲内の長さを有する、製品。
【請求項22】
手袋、上着、ズボン、肌着、バラクラバ帽、自動車用シートカバー、航空機用シートカバー、操縦室ライニング、遺体袋、エアフィルタ、マスク、ブレーキパッド、および浄水膜の1つを含む製品であって、PANが酸化PANを含む、請求項21記載の製品。
【請求項23】
エアフィルタ、マスク、浄水膜、脱臭布、および保護服の1つを含む製品であって、PANが活性化PANを含む、請求項21記載の製品。
【請求項24】
第2の紡績糸がステンレス鋼紡績糸を含む、請求項21記載の製品。
【請求項25】
第2の紡績糸が、アラミド材料から形成される紡績糸を含む、請求項21記載の製品。
【請求項26】
アラミド材料が、Kevlar(登録商標)、Twaron(登録商標)、Technora(登録商標)、Teijinconex(登録商標)、Nomex(登録商標)、Basofil(登録商標)、Kynol(登録商標)、Kermel(登録商標)、LenzingFR(登録商標)、Zetex(登録商標)、Pbi(登録商標)、Pyron(登録商標)、Rhovyl(登録商標)、Panox(登録商標)、Xymid(登録商標)、M-5(登録商標)、P84(登録商標)、およびC-TEX(登録商標)の1つを含む、請求項25記載の製品。
【請求項27】
第2の紡績糸が、ポリエステル材料、ナイロン材料およびビスコースレーヨンの1つである可染材料を含む、請求項21記載の製品。
【請求項28】
複数の難燃性および耐熱性の繊維から形成されかつ補強繊維を含まない紡績糸から本質的になる第1の布、ならびに該第1の布の近傍に配置された第2の布を含む製品であって、前記難燃性および耐熱性の繊維はそれぞれ100%ポリアクリロニトリル(PAN)を含み、前記繊維が、約10cmを上回る平均長を有し、該繊維の大半が約2.5cm〜約23cmの範囲内の長さを有する、製品。
【請求項29】
衣服を含む製品であって、PANが酸化PANを含む、請求項28記載の製品。
【請求項30】
エアフィルタ、マスク、浄水膜、脱臭布、および保護服の1つを含む製品であって、PANが活性化PANを含む、請求項28記載の製品。
【請求項31】
第2の布がステンレス鋼を含む、請求項28記載の製品。
【請求項32】
第2の布がアラミド材料を含む、請求項28記載の製品。
【請求項33】
アラミド材料が、Kevlar(登録商標)、Twaron(登録商標)、Technora(登録商標)、Teijinconex(登録商標)、Nomex(登録商標)、Basofil(登録商標)、Kynol(登録商標)、Kermel(登録商標)、LenzingFR(登録商標)、Zetex(登録商標)、Pbi(登録商標)、Pyron(登録商標)、Rhovyl(登録商標)、Panox(登録商標)、Xymid(登録商標)、M-5(登録商標)、P84(登録商標)、およびC-TEX(登録商標)の1つを含む、請求項32記載の製品。
【請求項34】
第2の布が、可染材料を含む、請求項28記載の製品。
【請求項35】
第3の布をさらに含み、第1の布が第2の布と第3の布との間にサンドイッチ構造で挿入される、請求項28記載の製品。
【請求項36】
第1の回転速度を有し実質的に隣接しており、かつトウの複数のリボンの少なくとも2本をその間に受け入れる第1のローラ対;
実質的に隣接しており、前記第1のローラ対の下流にあり、前記第1の回転速度より速い第2の回転速度を有し、これにより、前記トウのそれぞれのリボンの各々から縦方向に整列している複数のフィラメントの実質的にすべてを牽切して、該フィラメントを破断することにより形成されるランダムな方向を向いている繊維の集合体からなる少なくとも1つの凝集伸長繊維ネットワークを形成する第2のローラ対;
前記第1のローラ対を互いに押し付け、かつ前記第2のローラ対を互いに押し付ける圧力を適用する加圧要素;ならびに
前記少なくとも1つの凝集伸長繊維ネットワークを撚って巻き取る1つの工程で直接に紡績糸に変換するための手段
を含む、縦方向に整列している複数のフィラメントを含むトウの複数のリボンを紡績糸に変換する装置。
【請求項37】
少なくとも1つの凝集伸長繊維ネットワークが複数の凝集伸長繊維ネットワークを含み、該複数の凝集伸長繊維ネットワークを混合して複合凝集伸長繊維ネットワークとし、該複合凝集伸長繊維ネットワークを撚って巻き取る1つの工程で直接に混紡糸に変換するための手段をさらに含む、請求項36記載の装置。
【請求項38】
少なくとも1つの凝集伸長繊維ネットワークが、トウの複数のリボンのそれぞれに由来する繊維を含む単一の凝集伸長繊維ネットワークを含み、かつ変換するための手段が、前記凝集伸長繊維ネットワークを撚って巻き取る1つの工程で直接に紡績糸に変換する、請求項36記載の装置。
【請求項39】
紡績糸をワックス処理するための手段をさらに含む、請求項36記載の装置。
【請求項40】
第1の回転速度を有し実質的に隣接しており、かつトウの複数のリボンの第3をその間に受け入れる第3のローラ対;
実質的に隣接しており、前記第3のローラ対の下流にあり、第3の回転速度より速い第2の回転速度を有し、これにより、前記トウの第3のリボンから縦方向に整列している複数のフィラメントの実質的にすべてを牽切して、前記トウの第3のリボンの前記フィラメントを破断することにより形成されるランダムな方向を向いている繊維の集合体からなるさらなる凝集伸長繊維ネットワークを形成する第4のローラ対;
前記第3のローラ対を互いに押し付け、かつ前記第4のローラ対を互いに押し付ける圧力を適用するさらなる加圧要素;ならびに
前記さらなる凝集伸長繊維ネットワークを前記少なくとも1つの凝集伸長繊維ネットワークと組み合わせて複合体を形成するための手段
をさらに含む、請求項36記載の装置。
【請求項41】
紡績糸の各々が、
限定された撚りを有する、縦方向に整列された複数のフィラメントを含む出発材料を提供する工程;
前記出発材料の前記フィラメントを牽切し、それによりフィラメントの少なくとも一部を分離し、繊維が分離された対応するフィラメントよりも短い長さを有する複数の繊維にする単一の操作により、前記出発材料を難燃性および耐熱性の凝集伸長繊維ネットワークに変換する工程;ならびに
前記凝集伸長繊維ネットワークを撚って巻き取る1つの工程で紡績糸に変換し、さらに前記凝集伸長繊維ネットワークを撚る工程
を含む方法によって形成される、
100%酸化ポリアクリロニトリル(PAN)繊維の第1の紡績糸とさらなる紡績糸とを撚り合わせてなる難燃性および耐熱性複合紡績糸であって、
前記第1の紡績糸および前記第2の紡績糸を撚り合わせることにより形成される、複合紡績糸。
【請求項42】
各凝集伸長繊維ネットワークが羊毛状であり、繊維が、該凝集伸長繊維ネットワーク内において波状でランダムな方向を向いており、該繊維が約10cmを上回る平均長を有し、該繊維の実質的にすべてが約2.5cm〜約23cmの範囲内の長さを有し、かつ各出発材料が24K以下のフィラメントを有する小さなフィラメントトウのリボンを含み、かつこの方法が変換まで前記リボンを平らかつ不撚の状態に維持することをさらに含む、請求項41記載の難燃性および耐熱性の複合紡績糸。
【図1】

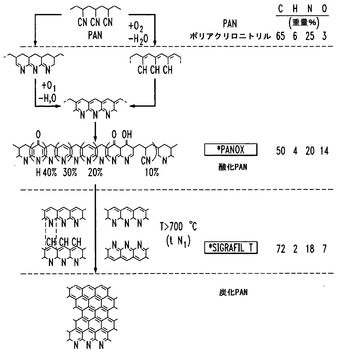
【図2】
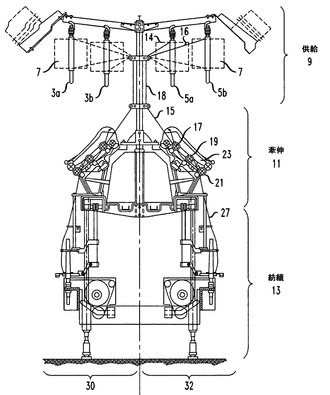
【図3】
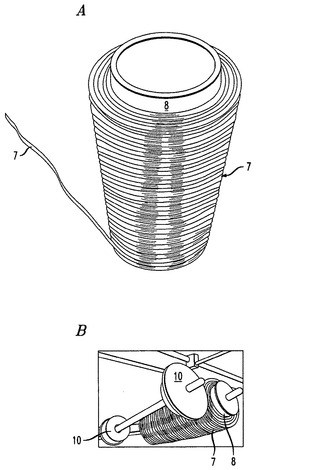
【図4】
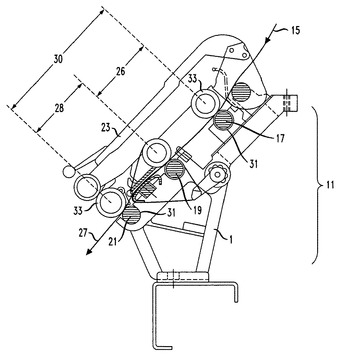
【図5】
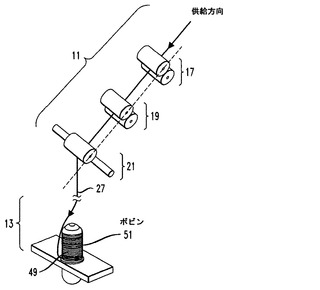
【図6】
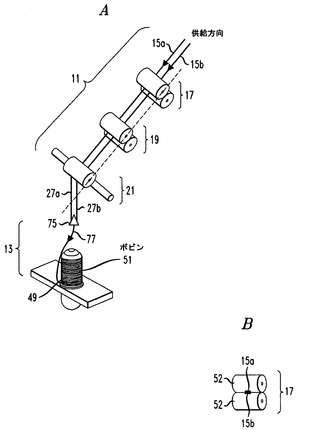
【図7】
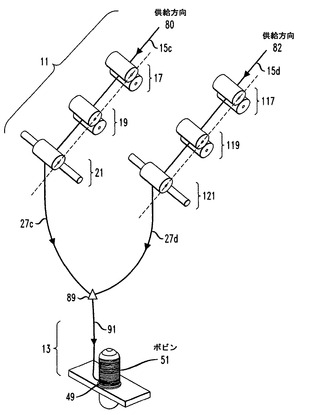
【図8】
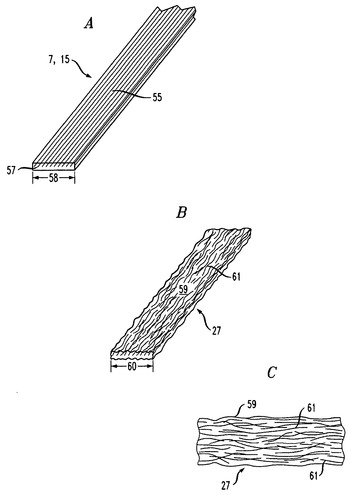
【図9】
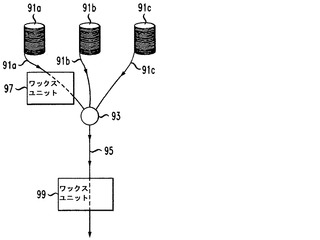
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2010−510396(P2010−510396A)
【公表日】平成22年4月2日(2010.4.2)
【国際特許分類】
【出願番号】特願2009−537242(P2009−537242)
【出願日】平成19年5月16日(2007.5.16)
【国際出願番号】PCT/US2007/069045
【国際公開番号】WO2008/060691
【国際公開日】平成20年5月22日(2008.5.22)
【出願人】(509135843)ロリカ インターナショナル インコーポレイテッド (1)
【Fターム(参考)】
【公表日】平成22年4月2日(2010.4.2)
【国際特許分類】
【出願日】平成19年5月16日(2007.5.16)
【国際出願番号】PCT/US2007/069045
【国際公開番号】WO2008/060691
【国際公開日】平成20年5月22日(2008.5.22)
【出願人】(509135843)ロリカ インターナショナル インコーポレイテッド (1)
【Fターム(参考)】
[ Back to top ]