
電動パワーステアリング装置

【課題】不良品を市場に出荷するのを防止することができると共に、安全な状態の内に部品を交換して、安全性や快適性を高めることのできる電動パワーステアリング装置を提供する。
【解決手段】コントロールユニット30Bを具備した電動パワーステアリング装置において、それぞれに割り当てられた診断時間の間、各部の異常診断を行い、検出した異常が確定した異常である場合は異常確定信号を出力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号を出力する複数の異常診断手段を設け、コントロールユニットに接続された検査装置50からコントロールユニットに電力を供給して、異常診断を実行するようになっており、検査装置は、複数の異常診断手段からの不確定異常の検出カウント値を記憶する機能と、確定した異常が発生する可能性の程度を判断する機能とを具備している。
【解決手段】コントロールユニット30Bを具備した電動パワーステアリング装置において、それぞれに割り当てられた診断時間の間、各部の異常診断を行い、検出した異常が確定した異常である場合は異常確定信号を出力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号を出力する複数の異常診断手段を設け、コントロールユニットに接続された検査装置50からコントロールユニットに電力を供給して、異常診断を実行するようになっており、検査装置は、複数の異常診断手段からの不確定異常の検出カウント値を記憶する機能と、確定した異常が発生する可能性の程度を判断する機能とを具備している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両のステアリング機構にモータによるアシストトルクを付与するようにした電動パワーステアリング装置に関し、特に電動パワーステアリング装置のモータ制御部やセンサの各部に確定的な異常が発生する可能性の程度について、段階的な判断をする機能を具備した電動パワーステアリング装置に関する。
【背景技術】
【0002】
車両のステアリング装置をモータの回転力で補助負荷付勢する電動パワーステアリング装置は、モータの駆動力を減速機を介してギア又はベルト等の伝達機構により、ステアリングシャフト或いはラック軸に補助負荷付勢するようになっている。かかる従来の電動パワーステアリング装置は、アシストトルク(操舵補助力)を正確に発生させるため、モータ電流のフィードバック制御を行っている。フィードバック制御は、電流指令値とモータ電流検出値との差が小さくなるようにモータ印加電圧を調整するものであり、モータ印加電圧の調整は、一般的にPWM(パルス幅変調)制御のデュ−ティ比の調整で行っている。
【0003】
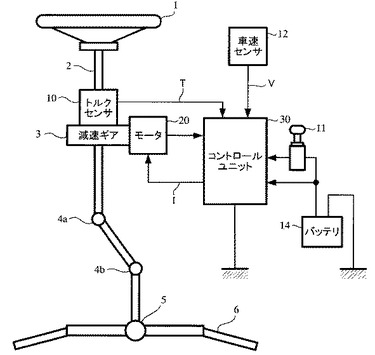
ここで、電動パワーステアリング装置の一般的な構成を図10に示して説明すると、ハンドル1のコラム軸2は減速ギア3、ユニバーサルジョイント4a及び4b、ピニオンラック機構5を経て操向車輪のタイロッド6に連結されている。コラム軸2には、ハンドル1の操舵トルクを検出するトルクセンサ10が設けられており、ハンドル1の操舵力を補助するモータ20が、減速ギア3を介してコラム軸2に連結されている。電動パワーステアリング装置を制御するコントロールユニット30には、バッテリ14から電力が供給されると共に、イグニッションキー11を経てイグニッション信号が入力され、コントロールユニット30は、トルクセンサ10で検出された操舵トルクTと車速センサ12で検出された車速Vとに基づいてアシスト指令の電流指令値Iの演算を行い、演算された電流指令値Iに基づいてモータ20に供給する電流を制御する。
【0004】
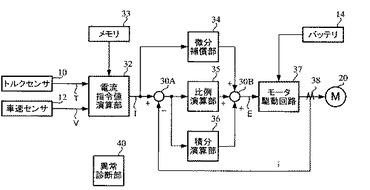
コントロールユニット30は主としてCPU(MPUやMCUを含む)で構成されるが、そのCPU内部においてプログラムで実行される一般的な機能を示すと図11のようになる。
【0005】
図11を参照してコントロールユニット30の機能及び動作を説明すると、トルクセンサ10で検出された操舵トルクTは電流指令値演算部32に入力され、車速センサ12で検出された車速Vも電流指令値演算部32に入力される。電流指令値演算部32は、入力された操舵トルクT及び車速Vに基づいて、メモリ33に記憶されているアシストマップを参照してモータ20に供給する電流の制御目標値である電流指令値Iを決定する。電流指令値Iは減算部30Aに入力されると共に、応答速度を高めるためのフィードフォワード系の微分補償部34に入力され、減算部30Aの偏差(I−i)は比例演算部35に入力されると共に、フィードバック系の特性を改善するための積分演算部36に入力され、その比例出力は加算部30Bに入力される。微分補償部34及び積分補償部36の出力も加算部30Bに加算入力され、加算部30Bでの加算結果である電流制御値Eが、モータ駆動信号としてモータ駆動回路37に入力される。モータ駆動回路37にはバッテリ14から電力が供給され、モータ20のモータ電流値iはモータ電流検出部38で検出され、モータ電流値iは減算部30Aに入力されてフィードバックされる。
【0006】
また、異常診断部40が設けられており、異常診断部40は、バッテリ14の電圧、トルクセンサ10の異常、モータ20やモータ駆動回路37の異常(故障を含む)等を、初期診断或いは動作中の通常診断で診断し、異常発生時にはアシスト停止等の処理を行うようになっている。
【0007】
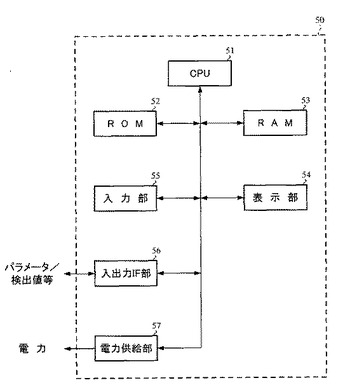
このような電動パワーステアリング装置において、コントロールユニットが製造される段階の製造時に行うコントロールユニットの異常診断や、電動パワーステアリング装置の製造ラインにおける検査時に行う電動パワーステアリング装置の異常診断では、コントロールユニットに図12に示されるような検査装置50を接続し、異常診断を行う検査を実行するようにしている。
【0008】
図12は、検査装置50の構成例を示すブロック図である。検査装置50は、電動パワーステアリング装置のコントロールユニットに電力を供給する電力供給部57、検査装置50の全体を制御して検査を実行するCPU51、検査プログラムやパラメータ等を記憶保持しているROM52、演算処理結果等を一時的に記憶するRAM53、検査結果等を表示するための表示部54、パラメータや設定変更等の各種入力を行う入力部55、入力部55に入力された設定値やプログラムによる指令値等を電動パワーステアリング装置へ出力すると共に、各種センサ等からの検出値が入力される入出力インタフェース(IF)部56等で構成されている。
【0009】
電動パワーステアリング装置は、その製造ラインにおいて、操舵トルクを検出するトルクセンサやモータを装填した後、電動パワーステアリング装置が正常な挙動を示すか否かについての検査を、図12に示されるような検査装置50によって実行する。しかし、電動パワーステアリング装置の制御特性は、一般に搭載されている車種毎に異なるため、複数種の操舵装置が混在する製造ラインにおいて、個々の操舵装置に対してそれぞれの制御特性に合わせた検査を行うには、多大な手間と時間を要し、生産性を阻害する大きな要因となっている。
【0010】
そこで、特開2003−261046号公報(特許文献1)に開示されている操舵装置の検査装置は、トルクセンサの検出トルクに基づいて操舵力を発生する操舵アクチュエータを動作させるための制御特性を、操舵装置の種別に応じて変更可能に構成された検査制御部を備えるようにしており、製造ラインに混在する複数種の操舵装置を対象とする所望の検査を、簡易かつ確実に行うようになっている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2003−261046号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、特許文献1に開示されているような操舵装置の検査装置では、車両搭載前の電動パワーステアリング装置の異常を診断することはできるが、今後電動パワーステアリング装置に異常が発生する可能性がどの程度であるかを判断することは困難である。そのため、安全性や快適性に問題のある電動パワーステアリング装置若しくは車両を、市場に出荷してしまう恐れがある。
【0013】
本発明は上述のような事情によりなされたものであり、本発明の目的は、今後異常が発生する可能性が高い製品か低い製品かを数段階のレベルに分けて識別し、電動パワーステアリング装置の不良品を市場に出荷するのを確実に防止することができると共に、電動パワーステアリング装置が安全な状態の内に部品を交換することにより、安全性や快適性を高めることのできる電動パワーステアリング装置を提供することにある。
【課題を解決するための手段】
【0014】
本発明は、車両の操舵トルク及び車速に基づいてステアリング機構に操舵補助力を付与するモータの電流指令値を演算し、フィードバック制御で前記モータを駆動制御するコントロールユニットを具備した電動パワーステアリング装置に関し、本発明の上記目的は、前記コントロールユニット内に、それぞれに割り当てられた診断時間の間、各部の異常診断を行い、検出した異常が確定した異常である場合は異常確定信号を出力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号を出力する複数の異常診断手段を設け、前記コントロールユニットに接続された前記検査装置から前記コントロールユニットに電力を供給して、前記異常診断を実行するようになっており、前記検査装置は、前記複数の異常診断手段からの前記不確定異常の検出カウント値を記憶する機能と、前記確定した異常が発生する可能性の程度を判断する機能とを具備していることによって達成される。
【0015】
また、本発明の上記目的は、前記検査装置の診断結果を運転者に知らせる機能を具備することによって、より効果的に達成される。
【発明の効果】
【0016】
本発明に係る電動パワーステアリング装置によれば、確定には至らない不確定異常を検出した回数であるカウント値に基づいて、確定した異常が発生する可能性の程度について段階的な判断をするようにしているので、今後異常が発生する可能性が高い製品か低い製品かを数段階のレベルに分けて識別することが可能となり、電動パワーステアリング装置の不良品を市場に出荷するのを確実に防止することができる。
【0017】
また、電動パワーステアリング装置が安全な状態の内に、異常に関連した部品を交換することによって、電動パワーステアリング装置の安全性や快適性を一層高めることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1実施形態に係る電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図2】本発明の第1実施形態に係る電動パワーステアリング装置の異常診断手段の構成例を示すブロック図である。
【図3】本発明の第1実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図4】本発明の第2実施形態に係る電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図5】本発明の第2実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図6】本発明の第3実施形態に係る電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図7】本発明の第3実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図8】本発明の第4実施形態に係る電動パワーステアリング装置の異常診断手段の構成例を示すブロック図である。
【図9】本発明の第4実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図10】一般的な電動パワーステアリング装置の構成例を示す図である。
【図11】従来の電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図12】一般的な電動パワーステアリング装置の検査装置の例を示すブロック図である。
【発明を実施するための形態】
【0019】
本発明に係る電動パワーステアリング装置は、電動パワーステアリング装置のコントロールユニットに具備された異常診断手段若しくは検査装置が、確定には至らない不確定異常を検出した回数をカウント値として記憶し、カウント値に基づいて確定した異常が発生する可能性の程度について段階的な判断をすることによって、今後異常が発生する可能性が高い製品か低い製品かを数段階のレベルに分けて識別するようにしている。
【0020】
これにより、電動パワーステアリング装置の不良品を市場に出荷するのを確実に防止することができ、電動パワーステアリング装置が安全な状態の内に、異常に関連した部品を交換することによって、電動パワーステアリング装置の安全性や快適性を一層高めることができる。
【0021】
以下、図面を参照しながら本発明の実施形態について説明する。
【0022】
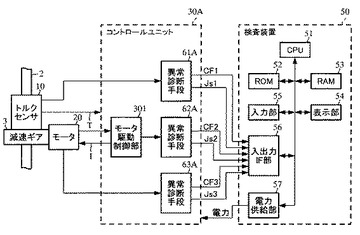
図1は、本発明の第1実施形態に係る電動パワーステアリング装置のコントロールユニット30Aの構成例を示すブロック図である。コントロールユニット30Aのモータ駆動制御部301は、図10に示されるような複数の制御要素をまとめて示したものであり、操舵トルクT及び車速Vに基づいて電流指令値Iを演算し、電流指令値Iに基づいてモータ20を駆動制御する。また、コントロールユニット30Aは、電動パワーステアリング装置の各部の異常診断(故障診断も含む)をする複数の異常診断手段を具備しており、図1の例では、トルクセンサ10の異常診断をする異常診断手段61Aと、モータ駆動制御部301の異常診断をする異常診断手段62Aと、モータ20の異常診断をする異常診断手段63Aとを具備している。
【0023】
図1に示されるように、本第1実施形態ではコントロールユニット30Aに検査装置50が接続されており、コントロールユニット30Aには検査装置50の電力供給部57から電力が供給される。異常診断手段61A〜63Aからの異常確定信号CF1〜CF3及び異常判断信号Js1〜Js3は、検査装置50の入出力IF部56に入力され、入力された信号により電動パワーステアリング装置の各部における確定した異常の有無、及び電動パワーステアリング装置の各部において確定した異常の発生する可能性の程度についての段階的な判断結果が検査装置50の表示部54に表示される。
【0024】
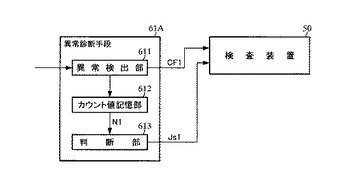
異常診断手段61Aは、例えば図2に示されるような構成になっており、割り当てられた診断時間の間トルクセンサ10の異常(故障を含む)を検出し、検出した異常が確定した異常(例えば断線や、出力値の基準値を外れた場合)である場合に異常確定信号CF1を出力して検査装置50に入力する異常検出部611と、確定に至らない不確定異常(例えば出力基準値に対し、上下限値に近い場合)を異常検出部611が検出した回数であるカウント値N1を記憶するカウント値記憶部612と、カウント値N1に基づいてトルクセンサ10に確定した異常が発生する可能性の程度について段階的な判断(“A”、“B”、“C”)をして異常判断信号Js1を出力し、異常判断信号Js1を検査装置50に入力する判断部613とを具備している。
【0025】
異常診断手段62A及び63Aも異常診断手段61Aと同様の構成であり、異常診断手段62は図示はしないが、割り当てられた診断時間の間モータ制御駆動部301の異常を検出し、検出した異常が確定した異常(例えば断線や制御信号の基準値を外れた場合)である場合に異常確定信号CF2を出力して検査装置50に入力する異常検出部621と、検出した不確定異常(例えば制御信号の基準値に対し、上下限値に近い場合)の回数であるカウント値N2を記憶するカウント値記憶部622と、カウント値N2に基づいてモータ制御駆動部301に確定した異常が発生する可能性の程度について段階的な判断を行い、異常判断信号Js2を検査装置50に入力する判断部623とを具備している。また、異常診断手段63も図示はしないが、割り当てられた診断時間の間モータ20の異常を検出し、検出した異常が確定した異常(例えば断線等)である場合に異常確定信号CF3を出力して検査装置50に入力する異常検出部631と、検出した不確定異常(例えば抵抗値が基準値より大きい場合)の回数であるカウント値N3を記憶するカウント値記憶部632と、カウント値N3に基づいてモータ20に確定した異常が発生する可能性の程度について段階的な判断を行い、異常判断信号Js3を検査装置50に入力する判断部633とを具備している。
【0026】
異常診断手段61A〜63Aの異常検出部611〜631が異常の検出を行う診断時間は任意であって良く、異常診断手段61A〜63A毎に独立であっても良い。また、異常診断手段の数は3個に限定されず、異常を診断する必要がある電動パワーステアリング装置の各部に対する任意の数の異常診断手段を設けるようにしても良い。
【0027】
本第1実施形態は、コントロールユニット30Aに検査装置50を接続し、検査装置50からコントロールユニット30Aに電源を供給して異常診断を実行し、診断の結果を検査装置50で表示するようにしており、本第1実施形態の異常診断は、コントロールユニット30Aが製造される段階の製造時に行うコントロールユニット30Aの異常診断工程や、電動パワーステアリング装置の製造ラインにおける検査時に行う電動パワーステアリング装置の異常診断工程で実施される。
【0028】
本第1実施形態の異常診断手段61Aによる異常診断の動作例を、図3のフローチャートを参照して説明する。
【0029】
先ず、電動パワーステアリング装置のコントロールユニット30Aに検査装置50を接続し、コントロールユニット30Aに電源を入れて異常診断の準備を行う(ステップS101)。
【0030】
異常診断手段61Aの異常検出部611は、所定の診断時間の間トルクセンサ10の異常の検出を行い、不確定異常の場合はカウント値記憶部612に「+1」カウントする(ステップS102)。そして、異常検出部611が確定した異常を検出した場合(ステップS103)、異常検出部611は異常確定信号CF1を出力して検査装置50に入力し(ステップS104)、異常診断手段61Aによる異常診断処理は終了する。
【0031】
また、上記ステップS103で異常検出部611が確定した異常を検出しなかった場合、カウント値記憶部612に記憶されている不確定異常の検出回数であるカウント値N1に基づいて、判断部613はトルクセンサ10に確定した異常が発生する可能性の程度について段階的な判断をする。即ち、判断部613はカウント値N1とカウント閾値X1とを比較し(ステップS105)、カウント値N1がカウント閾値X1以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“A”(確定した異常が発生する可能性が低い)と判断する(ステップS106)。一方、カウント値N1がカウント閾値X1より大きい場合、更にカウント値N1とカウント閾値X2(>X1)とを比較し(ステップS107)、カウント値N1がカウント閾値X2以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“B”(確定した異常が発生する可能性が中程度である)と判断し(ステップS108)、カウント値N1がカウント閾値X2より大きい場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“C”(確定した異常が発生する可能性が高い)と判断する(ステップS109)。
【0032】
トルクセンサ10に確定した異常が発生する可能性の程度についての判断部613の段階的な判断結果(“A”,“B”,“C”)は異常判断信号Js1として出力され(ステップS110)、検査装置50に入力されて異常診断手段61による異常診断は終了する。
【0033】
他の異常診断手段62A及び63Aによる異常診断も、電動パワーステアリング装置のコントロールユニット30Aに検査装置50を接続した後、上記異常診断手段61Aの異常診断動作と同様に、確定した異常が検出された場合はそれぞれ異常確定信号CF2、CF3を出力して検査装置50に入力し、確定した異常が検出されなかった場合は、今後確定した異常が発生する可能性の程度についての段階的な判断結果(“A”,“B”,“C”)をそれぞれ異常判断信号Js2、Js3として出力し、検査装置50に入力する。
【0034】
本第1実施形態において、図3のフローチャートに示すように、確定した異常が発生する可能性の程度について3段階の判断をした場合、例えば段階的な判断の結果がレベル“C”である場合にはその製品(異常に関連する部品)を交換することによって、電動パワーステアリング装置の不良品を市場に出荷するのを防止することができる。
【0035】
なお、本第1実施形態では、異常の発生する可能性の程度についての段階的な判断を2つのカウント閾値X1、X2を用いて行うようにしているが、各異常診断手段の判断部が段階的な判断を行う際に用いるカウント閾値の数は任意に設定でき、カウント閾値の値は異常診断手段毎に独立の値を設定することができる。
【0036】
表1は具体例として、12個の異常診断手段1〜12のカウント値N及びカウント閾値Xと、それぞれのカウント値N及びカウント閾値Xに対して、異常診断手段1〜12が異常判断信号Jsを出力して検査装置50に入力するか否かの例を示している。
【0037】
【表1】

表1の例では、異常診断手段1〜12のカウント閾値Xの数は1個になっており、各異常診断手段1〜12は、それぞれのカウント値Nがカウント閾値Xより大きい場合にのみ、異常判断信号Jsを出力するようになっている。
【0038】
表1に示されるように、異常診断手段1〜3、異常診断手段5、異常診断手段7、異常診断手段9〜12はカウント値Nの値がいずれも“0”であり、異常診断手段4及び8はカウント値Nの値がいずれも“1”である。これら異常診断手段1〜5及び異常診断手段7〜12は、カウント値Nがカウント閾値Xより小さいため異常判断信号Jsを出力しない。一方、異常診断手段6は、カウント値Nの値5がカウント閾値Xの値4より大きいので、異常判断信号Jsを出力している。
【0039】
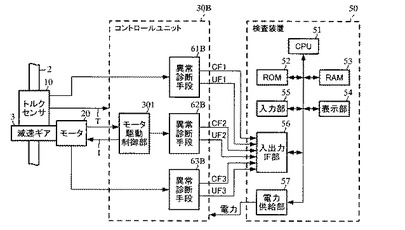
次に、本発明の第2実施形態に係る電動パワーステアリング装置のコントロールユニット30Bの構成例を図4に示して説明する。
【0040】
本第2実施形態でもコントロールユニット30Bに検査装置50が接続されており、コントロールユニット30Bには検査装置50の電力供給部57から電力が供給される。コントロールユニット30Bは、割り当てられた診断時間の間トルクセンサ10の異常を検出する異常診断手段61Bと、割り当てられた診断時間の間モータ駆動制御部301の異常を検出する異常診断手段62Bと、割り当てられた診断時間の間モータ20の異常を検出する異常診断手段63Bとを具備しており、異常診断手段61B〜63Bは、それぞれ検出した異常が確定した異常である場合は異常確定信号CF1〜CF3を出力して検査装置50の入出力IF部56に入力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号UF1〜UF3を出力して検査装置50の入出力IF部56に入力する。図4に示されるコントロールユニット30Bのそれ以外の構成は、図1に示される第1実施形態のコントロールユニット30Aの構成と同一であり、図4に示される検査装置50は不確定異常の検出カウント値を記憶する機能(RAM53)と、確定した異常が発生する可能性の程度を判断する機能(CPU51)とを有している。
【0041】
本第2実施形態では、検査装置50内のRAM53が、異常診断手段61B〜63Bにおいて不確定異常が検出された回数であるカウント値N1〜N3を記憶し、CPU51がカウント値N1〜N3に基づいて、それぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生する可能性の程度について段階的な判断をする。検査装置50は段階的な判断の結果を表示部54に表示すると共に、異常確定信号CF1〜CF3が入力された場合に、それぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生したことを表示部54に表示する。
【0042】
なお、異常診断手段61B〜63Bが異常を検出する診断時間は任意であって良く、異常診断手段61B〜63B毎に独立であっても良い。また、異常診断手段の数は3個に限定されず、異常診断をする必要がある電動パワーステアリング装置の各部に対する任意の数の異常診断手段を設けるようにしても良い。本第2実施形態の異常診断は、検査装置50をコントロールユニット30Bに接続して異常診断を行うようにしており、コントロールユニット30Bが製造される段階の製造時に行うコントロールユニット30Bの異常診断工程や、電動パワーステアリング装置の製造ラインにおける検査時に行う電動パワーステアリング装置の異常診断工程において実施される。
【0043】
本第2実施形態における異常診断手段61B及び検査装置50による異常診断の動作例を、図5のフローチャートを参照して説明する。
【0044】
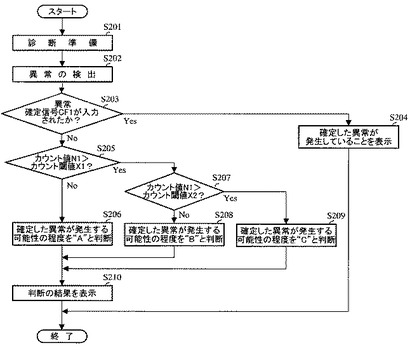
先ず、電動パワーステアリング装置のコントロールユニット30Bに検査装置50を接続し、コントロールユニット30Bに電源を入れて異常診断の準備を行う(ステップS201)。そして、異常診断手段61Bはトルクセンサ10の異常の検出を行い、検出した異常が確定した異常である場合は異常確定信号CF1を出力して検査装置50の入出力IF部56に入力し、検出した異常が不確定異常である場合は不確定異常信号UF1を出力して検査装置50の入出力IF部56に入力する(ステップS202)。
【0045】
検査装置50は異常確定信号CF1が入力されたか否かを判定し(ステップS203)、検査装置50に異常確定信号CF1が入力されている場合には、検査装置50の表示部54はトルクセンサ10に確定した異常が発生していることを表示し(ステップS204)、異常診断手段61Bによる異常診断処理は終了する。
【0046】
検査装置50は、異常診断手段61Bからの不確定異常信号UF1が入力された回数をカウント値N1として記憶する。また、上記ステップS203において検査装置50に異常確定信号CF1が入力されていない場合、検査装置50は、カウント値N1に基づいてトルクセンサ10に確定した異常が発生する可能性の程度について判断する。即ち、カウント値N1とカウント閾値X1とを比較し(ステップS205)、カウント値N1がカウント閾値X1以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“A”(確定した異常が発生する可能性が低い)と判断する(ステップS206)。一方、カウント値N1がカウント閾値X1より大きい場合、カウント値N1とカウント閾値X2(>X1)とを比較し(ステップS207)、カウント値N1がカウント閾値X2以下である場合には、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“B”(確定した異常が発生する可能性が中程度である)と判断し(ステップS208)、カウント値N1がカウント閾値X2より大きい場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“C”(確定した異常が発生する可能性が高い)と判断する(ステップS209)。
【0047】
トルクセンサ10に確定した異常が発生する可能性の程度についての判断結果(“A”,“B”,“C”は、検査装置50の表示部54に表示され(ステップS210)、異常診断手段61Bによる異常診断処理は終了する。
【0048】
他の異常診断手段62B及び63Bによって検出される異常についても、検査装置50は、図5に示されるフローチャートのステップS203以降の手順に従って処理を行い、検査装置50に異常確定信号CF2、CF3がそれぞれ入力された場合は、確定した異常が発生していることを表示部54に表示する。また、検査装置50に異常確定信号CF2、CF3が入力されていない場合は、検査装置50は、それぞれ不確定異常信号UF2、UF3が入力された回数をカウント値N2、N3として記憶し、カウント値N2、N3に基づいて今後確定した異常が発生する可能性の程度について段階的な判断を行い、段階的な判断の結果を表示部54に表示する。
【0049】
本第2実施形態において、確定した異常が発生する可能性の程度について3段階の判断をした場合、例えば段階的な判断の結果がレベル“C”である場合にはその製品(異常に関連する部品)を交換することによって、電動パワーステアリング装置の不良品を市場に出荷するのを防止することができる。また、本第2実施形態では、検査装置において、電動パワーステアリング装置の各部に不確定異常が検出された回数をカウント値として記憶し、カウント値に基づいて各部に確定した異常が発生する可能性の程度について段階的な判断をするようにしているので、コントロールユニット30Bのメモリ容量を削減することができる。
【0050】
なお、本第2実施形態では、確定した異常の発生する可能性の程度についての段階的な判断を2つのカウント閾値X1、X2を用いて行うようにしているが、検査装置50が異常の発生する可能性の程度について段階的な判断を行う際に用いるカウント閾値の数は任意に設定でき、カウント閾値の値は異常診断手段毎に独立の値を設定することができる。
【0051】
次に、本発明の第3実施形態に係る電動パワーステアリング装置のコントロールユニット30Cの構成例を図6に示して説明する。
【0052】
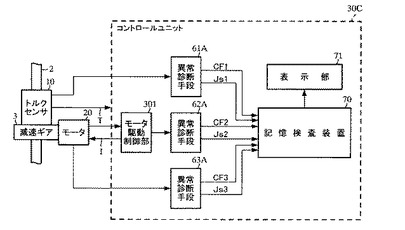
本第3実施形態では、コントロールユニット30C内に記憶検査装置70及び表示部71が設けられており、記憶検査装置70には、異常診断手段61A〜63Aからの異常確定信号CF1〜CF3及び異常判断信号Js1〜Js3が入力される。異常診断手段61A〜63Aは第1実施形態の場合と同様であり、記憶検査装置70は、異常確定信号CF1〜CF3が入力された場合にはそれぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生していることを記憶し、異常判断信号Js1〜Js3が入力された場合はそれぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生する可能性の程度についての段階的な判断の結果(“A”、“B”、“C”)を記憶する。更に、記憶検査装置70は、運転者が確認できるように、トルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生していること、又は今後確定した異常が発生する可能性の程度についての段階的な判断の結果を表示部71に表示する。コントロールユニット30Cが記憶検査装置70及び表示部71を具備し、検査装置50を接続しないようになっていること以外は、第1実施形態と同じ構成になっている。
【0053】
本第3実施形態では、イグニッションキーをオンにしてコントロールユニット30Cの電源がオンになっているときに、電動パワーステアリング装置の各部の異常診断を行うようになっており、電動パワーステアリング装置が車両に搭載された後、電動パワーステアリング装置が車両のステアリング機構にアシストトルクを付与する動作前若しくはアシスト動作時に、電動パワーステアリング装置の各部の異常診断を行い、異常診断の結果を運転者に知らせるようになっている。
【0054】
異常診断手段61Aが異常診断を行い、記憶検査装置70がその診断結果を記憶し、表示部71に診断結果を表示する動作例を、図7のフローチャートを参照して説明する。
【0055】
先ず、運転者がイグニッションキーをオンにしてコントロールユニット30Cの電源をオンにし(ステップS301)、電動パワーステアリング装置のアシスト開始前又はアシスト動作中の所定時に、所定周期で異常診断を行う。異常診断手段61Aの異常検出部611は、所定の診断時間の間トルクセンサ10の異常の検出を行い(ステップS302)、確定した異常を検出した場合(ステップS303)、異常確定信号CF1を出力して記憶検査装置70に入力する(ステップS304)。記憶検査装置70は、運転者に知らせるためにトルクセンサ10に確定した異常が発生していることを表示部71に表示する(ステップS311)。
【0056】
上記ステップS305において、異常検出部611が確定した異常を検出しなかった場合、カウント値記憶部612に記憶された不確定異常の検出回数であるカウント値N1に基づいて、判断部613がトルクセンサ10に確定した異常が発生する可能性の程度について判断をする。即ち、カウント値N1とカウント閾値X1とを比較し(ステップS305)、カウント値N1がカウント閾値X1以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“A”(確定した異常が発生する可能性が低い)と判断する(ステップS306)。一方、カウント値N1がカウント閾値X1より大きい場合、カウント値N1とカウント閾値X2(>X1)とを比較し(ステップS307)、カウント値N1がカウント閾値X2以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“B”(確定した異常が発生する可能性が中程度である)と判断し(ステップS308)、カウント値N1がカウント閾値X2より大きい場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“C”(確定した異常が発生する可能性が高い)と判断する(ステップS309)。
【0057】
トルクセンサ10に確定した異常が発生する可能性の程度についての判断部613による段階的な判断結果(“A”,“B”,“C”)は異常判断信号Js1として出力され、記憶検査装置70に入力される(ステップS310)。記憶検査装置70は、運転者に知らせるために、トルクセンサ10に確定した異常が発生する可能性の程度についての段階的な判断結果を表示部71に表示する(ステップS311)。
【0058】
他の異常診断手段62A及び63Aは、上記と同様の手順でモータ駆動制御部301、モータ20の異常診断を行い、記憶検査装置70はその異常診断の結果を記憶すると共に、運転者に知らせるために表示部71に表示する。
【0059】
本第3実施形態によれば、確定した異常が発生する可能性の程度について3段階の判断をしているので、例えば段階的な判断の結果がレベル“C”の場合にはその製品(異常に関連する部品)を交換することによって、電動パワーステアリング装置の不良品を市場に出荷することを防止することができる。また、段階的な判断の結果に応じて、電動パワーステアリング装置が安全な状態の内に部品を交換することによって、安全性や快適性を高めることができる。
【0060】
なお、図6には異常診断手段61A〜63Aが示されているが、異常診断手段の数は3個に限定されるものではなく、異常を診断する必要がある電動パワーステアリング装置の各部やセンサに対する任意の数を設けるようにしても良い。また、本第3実施形態では、異常の発生する可能性の程度についての段階的な判断を2つのカウント閾値X1、X2を用いて行うようにしているが、各異常診断手段の判断部が異常の発生する可能性の程度について段階的な判断を行う際に用いるカウント閾値の数は任意に設定でき、カウント閾値の値は異常診断手段毎に独立の値を設定することができる。
【0061】
ところで、電動パワーステアリング装置のコントロールユニットの異常診断は、コントロールユニット製造業者で行われるコントロールユニットが製造される段階の異常診断(製造時)、電動パワーステアリング装置製造業者で行われる電動パワーステアリング装置の製造ラインでの異常診断(検査時)、及び自動車製造業者で行われる電動パワーステアリング装置を車両に搭載した段階での異常診断(アシスト動作時)の3工程で行われることが多い。そこで、本発明の第4実施形態では、上記のような複数工程で行われる異常診断における不確定異常の合計回数に基づいて、今後確定した異常が発生する可能性の程度について段階的な判断を行う。
【0062】
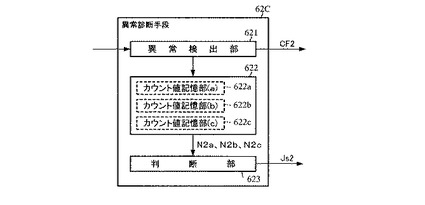
本発明の第4実施形態に係る電動パワーステアリング装置のコントロールユニット30D(図示せず)に具備されている異常診断手段62Cの構成例を、図8に示す。なお、本第4実施形態におけるコントロールユニット30Dは、図1、図3及び図6にそれぞれ示されるコントロールユニット30A、30B及び30Cと同様であり、モータ駆動制御部301を具備している。図6ではモータ駆動制御部301の異常を検出する異常診断手段62Cのみを示しているが、トルクセンサ10の異常を検出する異常検出手段61C,モータ20の異常を検出する異常検出手段63Cを具備している。
【0063】
図8に示される異常診断手段62Cは、コントロールユニット30Dのモータ駆動制御部301の異常診断を行い、確定した異常が検出された場合に異常確定信号CF2を出力する異常検出部621と、異常検出部621が確定には至らない不確定異常を検出した回数であるカウント値を記憶するカウント値記憶部622と、カウント値記憶部622に記憶されたカウント値に基づいてモータ駆動制御部301に今後確定した異常が発生する可能性の程度について段階的な判断をして、異常判断信号Js2を出力する判断部623とを具備している。
【0064】
カウント値記憶部622は、コントロールユニット30Dが製造された段階の製造時に行った異常診断において、異常検出部621が不確定異常を検出した回数であるカウント値N2aを記憶するカウント値記憶部(a)622aと、電動パワーステアリング装置の製造ラインにおける検査時に行った異常診断において、異常検出部621が不確定異常を検出した回数であるカウント値N2bを記憶するカウント値記憶部(b)622bと、電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時又は動作前に行った異常診断において、異常検出部621が不確定異常を検出した回数であるカウント値N2cを記憶するカウント値記憶部(c)622cとを具備している。
【0065】
このような構成において、異常診断手段62Cがモータ駆動制御部301の異常診断を、(a)コントロールユニット30Dが製造された段階の製造時、(b)電動パワーステアリング装置の製造ラインにおける検査時、及び(c)電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時に行う動作例を、図9(a)〜(c)のフローチャートを参照して説明する。
【0066】
コントロールユニット30Dが製造される段階の製造時には、図9(a)に示されるフローチャートに従って異常診断を行う。先ず、コントロールユニット30Dの電源をオンにして異常診断手段62C等が異常診断を行う準備を行い(ステップS401)、異常検出部621はモータ駆動制御部301の異常の検出を行う(ステップS402)。異常検出部621が確定した異常を検出した場合(ステップS403)、異常確定信号CF2を検査装置50或いは記憶検査装置70に入力し(ステップS404)、モータ駆動制御部301に確定した異常が発生したことを表示部に表示して異常診断を終了する。
【0067】
上記ステップS403において異常検出部621が確定した異常を検出しなかった場合、カウント値記憶部(a)622aは、異常検出部621がモータ駆動制御部301の不確定異常を検出した回数を「+1」してカウント値N2aとして記憶する。
その後、(b)電動パワーステアリング装置の製造ラインでの異常診断(検査時)に進み、図9(b)に示されるフローチャートに従って異常診断を行う。図9(a)のフローチャートと同様に、先ずコントロールユニット30Dの電源をオンにして異常診断の準備を行い(ステップS501)、異常診断手段62Cの異常検出部621はモータ駆動制御部301の異常の検出を行う(ステップS502)。異常検出部621が確定した異常を検出した場合(ステップS503)、異常確定信号CF2を検査装置50或いは記憶検査装置70に入力し(ステップS504)、モータ駆動制御部301に確定した異常が発生したことを表示部に表示して異常診断を終了する。
【0068】
上記ステップS503において異常検出部621が確定した異常を検出しなかった場合、カウント値記憶部(b)622bは、異常検出部621がモータ駆動制御部301の不確定異常を検出した回数を{+1}してカウント値N2Bとして記憶する。そして、(c)電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時における異常診断に進む。
【0069】
電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時には、図9(c)に示されるフローチャートに従って異常診断を行う。先ずイグニッションキー11をオンにしてコントロールユニット30Dの電源をオンにし、異常診断を行う準備をする(ステップS601)。それから、異常診断手段62Cの異常検出部621は、モータ駆動制御部301の異常の検出を行い(ステップS602)、確定した異常を検出した場合(ステップS603)、異常確定信号CF2を検査装置50或いは記憶検査装置70に入力し(ステップS604)、モータ駆動制御部301に確定した異常が発生したことを表示部に表示して異常診断を終了する。
【0070】
上記ステップS603において異常検出部621が確定した異常を検出しなかった場合、カウント値記憶部(c)622cは、異常検出部621がモータ駆動制御部301の不確定異常を検出した回数を「+1」してカウント値N2cとして記憶する(ステップS605)。その後、異常診断手段62の判断部623は、カウント値記憶部622(622a〜622c)に記憶されたカウント値N2a、N2b、N2cに基づいて、モータ駆動制御部301に確定した異常が発生する可能性の程度についての段階的な判断を行う(ステップS606)。判断部623は異常判断信号Js2を出力し、検査装置50或いは記憶検査装置70に入力し(ステップS607)、段階的な判断結果を表示部に表示する。
【0071】
本第4実施形態のように、確定した異常が発生する可能性の程度をレベル“A”〜“C”の3段階で判断する場合、例えば判断結果がレベル“C”である場合にはその異常に関連した部品を交換することによって、不具合のある電動パワーステアリング装を搭載した車両を市場に出荷することを防止することができる。また、電動パワーステアリング装置が安全な状態の内に部品を交換することによって、車両の安全性や快適性を高めることができる。
【0072】
なお、本第4実施形態においても異常診断手段の数は3個に限定されるものではなく、異常診断を行う必要のある電動パワーステアリング装置やセンサの各部に対応する数の異常診断手段を設けるようにしても良い。また、上記例では、(a)コントロールユニット(電動パワーステアリング装置)の製造時、(b)電動パワーステアリング装置の製造ラインの検査時、及び(c)電動パワーステアリング装置を車両に搭載した段階での初期診断若しくは通常診断時に異常診断を行うようにしているが、異常診断の回数は3回に限定されるものではなく、他の任意工程で行うようにしても良い。
【0073】
また、本第4実施形態において、異常診断手段が、電動パワーステアリング装置の各部において確定した異常が発生する可能性の程度について段階的な判断をする際、複数回の異常診断でのカウント値の合計値に基づいて段階的な判断を行っているが、それぞれの異常診断でのカウント値毎に個別の判断基準を用いて、段階的な判断を併せ行うようにしても良い。
【0074】
個々の異常診断では確定した異常が発生する可能性が高くないと判断された製品でも、(a)製造時、(b)製造ラインの検査時及び(c)アシスト動作時の3回の異常診断において不確定異常が検出された総回数で判断をすると、確定した異常が発生する可能性が高いと判断される恐れがある。本第4実施形態ではこのような製品を市場に出荷することがないように、(a)製造時、(b)製造ラインの検査時及び(c)アシスト動作時等の、複数回行ったそれぞれの異常診断において不確定異常を検出した回数のカウント値に基づいて、確定した異常を発生する可能性の程度についての段階的な判断を行っている。
【0075】
以上、本発明の実施形態について具体的に説明したが、本発明はこれに限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
【符号の説明】
【0076】
10 トルクセンサ
20 モータ
30、30A〜30D コントロールユニット
301 モータ駆動制御部
50 検査装置
54、71 表示部
56 入出力IF部
57 電力供給部
61A、61B、62A〜62C、63A、63B 異常診断手段
611、621 異常検出部
612、622 カウント値記憶部
613、623 判断部
70 記憶検査装置
【技術分野】
【0001】
本発明は、車両のステアリング機構にモータによるアシストトルクを付与するようにした電動パワーステアリング装置に関し、特に電動パワーステアリング装置のモータ制御部やセンサの各部に確定的な異常が発生する可能性の程度について、段階的な判断をする機能を具備した電動パワーステアリング装置に関する。
【背景技術】
【0002】
車両のステアリング装置をモータの回転力で補助負荷付勢する電動パワーステアリング装置は、モータの駆動力を減速機を介してギア又はベルト等の伝達機構により、ステアリングシャフト或いはラック軸に補助負荷付勢するようになっている。かかる従来の電動パワーステアリング装置は、アシストトルク(操舵補助力)を正確に発生させるため、モータ電流のフィードバック制御を行っている。フィードバック制御は、電流指令値とモータ電流検出値との差が小さくなるようにモータ印加電圧を調整するものであり、モータ印加電圧の調整は、一般的にPWM(パルス幅変調)制御のデュ−ティ比の調整で行っている。
【0003】
ここで、電動パワーステアリング装置の一般的な構成を図10に示して説明すると、ハンドル1のコラム軸2は減速ギア3、ユニバーサルジョイント4a及び4b、ピニオンラック機構5を経て操向車輪のタイロッド6に連結されている。コラム軸2には、ハンドル1の操舵トルクを検出するトルクセンサ10が設けられており、ハンドル1の操舵力を補助するモータ20が、減速ギア3を介してコラム軸2に連結されている。電動パワーステアリング装置を制御するコントロールユニット30には、バッテリ14から電力が供給されると共に、イグニッションキー11を経てイグニッション信号が入力され、コントロールユニット30は、トルクセンサ10で検出された操舵トルクTと車速センサ12で検出された車速Vとに基づいてアシスト指令の電流指令値Iの演算を行い、演算された電流指令値Iに基づいてモータ20に供給する電流を制御する。
【0004】
コントロールユニット30は主としてCPU(MPUやMCUを含む)で構成されるが、そのCPU内部においてプログラムで実行される一般的な機能を示すと図11のようになる。
【0005】
図11を参照してコントロールユニット30の機能及び動作を説明すると、トルクセンサ10で検出された操舵トルクTは電流指令値演算部32に入力され、車速センサ12で検出された車速Vも電流指令値演算部32に入力される。電流指令値演算部32は、入力された操舵トルクT及び車速Vに基づいて、メモリ33に記憶されているアシストマップを参照してモータ20に供給する電流の制御目標値である電流指令値Iを決定する。電流指令値Iは減算部30Aに入力されると共に、応答速度を高めるためのフィードフォワード系の微分補償部34に入力され、減算部30Aの偏差(I−i)は比例演算部35に入力されると共に、フィードバック系の特性を改善するための積分演算部36に入力され、その比例出力は加算部30Bに入力される。微分補償部34及び積分補償部36の出力も加算部30Bに加算入力され、加算部30Bでの加算結果である電流制御値Eが、モータ駆動信号としてモータ駆動回路37に入力される。モータ駆動回路37にはバッテリ14から電力が供給され、モータ20のモータ電流値iはモータ電流検出部38で検出され、モータ電流値iは減算部30Aに入力されてフィードバックされる。
【0006】
また、異常診断部40が設けられており、異常診断部40は、バッテリ14の電圧、トルクセンサ10の異常、モータ20やモータ駆動回路37の異常(故障を含む)等を、初期診断或いは動作中の通常診断で診断し、異常発生時にはアシスト停止等の処理を行うようになっている。
【0007】
このような電動パワーステアリング装置において、コントロールユニットが製造される段階の製造時に行うコントロールユニットの異常診断や、電動パワーステアリング装置の製造ラインにおける検査時に行う電動パワーステアリング装置の異常診断では、コントロールユニットに図12に示されるような検査装置50を接続し、異常診断を行う検査を実行するようにしている。
【0008】
図12は、検査装置50の構成例を示すブロック図である。検査装置50は、電動パワーステアリング装置のコントロールユニットに電力を供給する電力供給部57、検査装置50の全体を制御して検査を実行するCPU51、検査プログラムやパラメータ等を記憶保持しているROM52、演算処理結果等を一時的に記憶するRAM53、検査結果等を表示するための表示部54、パラメータや設定変更等の各種入力を行う入力部55、入力部55に入力された設定値やプログラムによる指令値等を電動パワーステアリング装置へ出力すると共に、各種センサ等からの検出値が入力される入出力インタフェース(IF)部56等で構成されている。
【0009】
電動パワーステアリング装置は、その製造ラインにおいて、操舵トルクを検出するトルクセンサやモータを装填した後、電動パワーステアリング装置が正常な挙動を示すか否かについての検査を、図12に示されるような検査装置50によって実行する。しかし、電動パワーステアリング装置の制御特性は、一般に搭載されている車種毎に異なるため、複数種の操舵装置が混在する製造ラインにおいて、個々の操舵装置に対してそれぞれの制御特性に合わせた検査を行うには、多大な手間と時間を要し、生産性を阻害する大きな要因となっている。
【0010】
そこで、特開2003−261046号公報(特許文献1)に開示されている操舵装置の検査装置は、トルクセンサの検出トルクに基づいて操舵力を発生する操舵アクチュエータを動作させるための制御特性を、操舵装置の種別に応じて変更可能に構成された検査制御部を備えるようにしており、製造ラインに混在する複数種の操舵装置を対象とする所望の検査を、簡易かつ確実に行うようになっている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2003−261046号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、特許文献1に開示されているような操舵装置の検査装置では、車両搭載前の電動パワーステアリング装置の異常を診断することはできるが、今後電動パワーステアリング装置に異常が発生する可能性がどの程度であるかを判断することは困難である。そのため、安全性や快適性に問題のある電動パワーステアリング装置若しくは車両を、市場に出荷してしまう恐れがある。
【0013】
本発明は上述のような事情によりなされたものであり、本発明の目的は、今後異常が発生する可能性が高い製品か低い製品かを数段階のレベルに分けて識別し、電動パワーステアリング装置の不良品を市場に出荷するのを確実に防止することができると共に、電動パワーステアリング装置が安全な状態の内に部品を交換することにより、安全性や快適性を高めることのできる電動パワーステアリング装置を提供することにある。
【課題を解決するための手段】
【0014】
本発明は、車両の操舵トルク及び車速に基づいてステアリング機構に操舵補助力を付与するモータの電流指令値を演算し、フィードバック制御で前記モータを駆動制御するコントロールユニットを具備した電動パワーステアリング装置に関し、本発明の上記目的は、前記コントロールユニット内に、それぞれに割り当てられた診断時間の間、各部の異常診断を行い、検出した異常が確定した異常である場合は異常確定信号を出力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号を出力する複数の異常診断手段を設け、前記コントロールユニットに接続された前記検査装置から前記コントロールユニットに電力を供給して、前記異常診断を実行するようになっており、前記検査装置は、前記複数の異常診断手段からの前記不確定異常の検出カウント値を記憶する機能と、前記確定した異常が発生する可能性の程度を判断する機能とを具備していることによって達成される。
【0015】
また、本発明の上記目的は、前記検査装置の診断結果を運転者に知らせる機能を具備することによって、より効果的に達成される。
【発明の効果】
【0016】
本発明に係る電動パワーステアリング装置によれば、確定には至らない不確定異常を検出した回数であるカウント値に基づいて、確定した異常が発生する可能性の程度について段階的な判断をするようにしているので、今後異常が発生する可能性が高い製品か低い製品かを数段階のレベルに分けて識別することが可能となり、電動パワーステアリング装置の不良品を市場に出荷するのを確実に防止することができる。
【0017】
また、電動パワーステアリング装置が安全な状態の内に、異常に関連した部品を交換することによって、電動パワーステアリング装置の安全性や快適性を一層高めることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1実施形態に係る電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図2】本発明の第1実施形態に係る電動パワーステアリング装置の異常診断手段の構成例を示すブロック図である。
【図3】本発明の第1実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図4】本発明の第2実施形態に係る電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図5】本発明の第2実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図6】本発明の第3実施形態に係る電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図7】本発明の第3実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図8】本発明の第4実施形態に係る電動パワーステアリング装置の異常診断手段の構成例を示すブロック図である。
【図9】本発明の第4実施形態に係る電動パワーステアリング装置の異常診断の動作例を示すフローチャートである。
【図10】一般的な電動パワーステアリング装置の構成例を示す図である。
【図11】従来の電動パワーステアリング装置のコントロールユニットの構成例を示すブロック図である。
【図12】一般的な電動パワーステアリング装置の検査装置の例を示すブロック図である。
【発明を実施するための形態】
【0019】
本発明に係る電動パワーステアリング装置は、電動パワーステアリング装置のコントロールユニットに具備された異常診断手段若しくは検査装置が、確定には至らない不確定異常を検出した回数をカウント値として記憶し、カウント値に基づいて確定した異常が発生する可能性の程度について段階的な判断をすることによって、今後異常が発生する可能性が高い製品か低い製品かを数段階のレベルに分けて識別するようにしている。
【0020】
これにより、電動パワーステアリング装置の不良品を市場に出荷するのを確実に防止することができ、電動パワーステアリング装置が安全な状態の内に、異常に関連した部品を交換することによって、電動パワーステアリング装置の安全性や快適性を一層高めることができる。
【0021】
以下、図面を参照しながら本発明の実施形態について説明する。
【0022】
図1は、本発明の第1実施形態に係る電動パワーステアリング装置のコントロールユニット30Aの構成例を示すブロック図である。コントロールユニット30Aのモータ駆動制御部301は、図10に示されるような複数の制御要素をまとめて示したものであり、操舵トルクT及び車速Vに基づいて電流指令値Iを演算し、電流指令値Iに基づいてモータ20を駆動制御する。また、コントロールユニット30Aは、電動パワーステアリング装置の各部の異常診断(故障診断も含む)をする複数の異常診断手段を具備しており、図1の例では、トルクセンサ10の異常診断をする異常診断手段61Aと、モータ駆動制御部301の異常診断をする異常診断手段62Aと、モータ20の異常診断をする異常診断手段63Aとを具備している。
【0023】
図1に示されるように、本第1実施形態ではコントロールユニット30Aに検査装置50が接続されており、コントロールユニット30Aには検査装置50の電力供給部57から電力が供給される。異常診断手段61A〜63Aからの異常確定信号CF1〜CF3及び異常判断信号Js1〜Js3は、検査装置50の入出力IF部56に入力され、入力された信号により電動パワーステアリング装置の各部における確定した異常の有無、及び電動パワーステアリング装置の各部において確定した異常の発生する可能性の程度についての段階的な判断結果が検査装置50の表示部54に表示される。
【0024】
異常診断手段61Aは、例えば図2に示されるような構成になっており、割り当てられた診断時間の間トルクセンサ10の異常(故障を含む)を検出し、検出した異常が確定した異常(例えば断線や、出力値の基準値を外れた場合)である場合に異常確定信号CF1を出力して検査装置50に入力する異常検出部611と、確定に至らない不確定異常(例えば出力基準値に対し、上下限値に近い場合)を異常検出部611が検出した回数であるカウント値N1を記憶するカウント値記憶部612と、カウント値N1に基づいてトルクセンサ10に確定した異常が発生する可能性の程度について段階的な判断(“A”、“B”、“C”)をして異常判断信号Js1を出力し、異常判断信号Js1を検査装置50に入力する判断部613とを具備している。
【0025】
異常診断手段62A及び63Aも異常診断手段61Aと同様の構成であり、異常診断手段62は図示はしないが、割り当てられた診断時間の間モータ制御駆動部301の異常を検出し、検出した異常が確定した異常(例えば断線や制御信号の基準値を外れた場合)である場合に異常確定信号CF2を出力して検査装置50に入力する異常検出部621と、検出した不確定異常(例えば制御信号の基準値に対し、上下限値に近い場合)の回数であるカウント値N2を記憶するカウント値記憶部622と、カウント値N2に基づいてモータ制御駆動部301に確定した異常が発生する可能性の程度について段階的な判断を行い、異常判断信号Js2を検査装置50に入力する判断部623とを具備している。また、異常診断手段63も図示はしないが、割り当てられた診断時間の間モータ20の異常を検出し、検出した異常が確定した異常(例えば断線等)である場合に異常確定信号CF3を出力して検査装置50に入力する異常検出部631と、検出した不確定異常(例えば抵抗値が基準値より大きい場合)の回数であるカウント値N3を記憶するカウント値記憶部632と、カウント値N3に基づいてモータ20に確定した異常が発生する可能性の程度について段階的な判断を行い、異常判断信号Js3を検査装置50に入力する判断部633とを具備している。
【0026】
異常診断手段61A〜63Aの異常検出部611〜631が異常の検出を行う診断時間は任意であって良く、異常診断手段61A〜63A毎に独立であっても良い。また、異常診断手段の数は3個に限定されず、異常を診断する必要がある電動パワーステアリング装置の各部に対する任意の数の異常診断手段を設けるようにしても良い。
【0027】
本第1実施形態は、コントロールユニット30Aに検査装置50を接続し、検査装置50からコントロールユニット30Aに電源を供給して異常診断を実行し、診断の結果を検査装置50で表示するようにしており、本第1実施形態の異常診断は、コントロールユニット30Aが製造される段階の製造時に行うコントロールユニット30Aの異常診断工程や、電動パワーステアリング装置の製造ラインにおける検査時に行う電動パワーステアリング装置の異常診断工程で実施される。
【0028】
本第1実施形態の異常診断手段61Aによる異常診断の動作例を、図3のフローチャートを参照して説明する。
【0029】
先ず、電動パワーステアリング装置のコントロールユニット30Aに検査装置50を接続し、コントロールユニット30Aに電源を入れて異常診断の準備を行う(ステップS101)。
【0030】
異常診断手段61Aの異常検出部611は、所定の診断時間の間トルクセンサ10の異常の検出を行い、不確定異常の場合はカウント値記憶部612に「+1」カウントする(ステップS102)。そして、異常検出部611が確定した異常を検出した場合(ステップS103)、異常検出部611は異常確定信号CF1を出力して検査装置50に入力し(ステップS104)、異常診断手段61Aによる異常診断処理は終了する。
【0031】
また、上記ステップS103で異常検出部611が確定した異常を検出しなかった場合、カウント値記憶部612に記憶されている不確定異常の検出回数であるカウント値N1に基づいて、判断部613はトルクセンサ10に確定した異常が発生する可能性の程度について段階的な判断をする。即ち、判断部613はカウント値N1とカウント閾値X1とを比較し(ステップS105)、カウント値N1がカウント閾値X1以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“A”(確定した異常が発生する可能性が低い)と判断する(ステップS106)。一方、カウント値N1がカウント閾値X1より大きい場合、更にカウント値N1とカウント閾値X2(>X1)とを比較し(ステップS107)、カウント値N1がカウント閾値X2以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“B”(確定した異常が発生する可能性が中程度である)と判断し(ステップS108)、カウント値N1がカウント閾値X2より大きい場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“C”(確定した異常が発生する可能性が高い)と判断する(ステップS109)。
【0032】
トルクセンサ10に確定した異常が発生する可能性の程度についての判断部613の段階的な判断結果(“A”,“B”,“C”)は異常判断信号Js1として出力され(ステップS110)、検査装置50に入力されて異常診断手段61による異常診断は終了する。
【0033】
他の異常診断手段62A及び63Aによる異常診断も、電動パワーステアリング装置のコントロールユニット30Aに検査装置50を接続した後、上記異常診断手段61Aの異常診断動作と同様に、確定した異常が検出された場合はそれぞれ異常確定信号CF2、CF3を出力して検査装置50に入力し、確定した異常が検出されなかった場合は、今後確定した異常が発生する可能性の程度についての段階的な判断結果(“A”,“B”,“C”)をそれぞれ異常判断信号Js2、Js3として出力し、検査装置50に入力する。
【0034】
本第1実施形態において、図3のフローチャートに示すように、確定した異常が発生する可能性の程度について3段階の判断をした場合、例えば段階的な判断の結果がレベル“C”である場合にはその製品(異常に関連する部品)を交換することによって、電動パワーステアリング装置の不良品を市場に出荷するのを防止することができる。
【0035】
なお、本第1実施形態では、異常の発生する可能性の程度についての段階的な判断を2つのカウント閾値X1、X2を用いて行うようにしているが、各異常診断手段の判断部が段階的な判断を行う際に用いるカウント閾値の数は任意に設定でき、カウント閾値の値は異常診断手段毎に独立の値を設定することができる。
【0036】
表1は具体例として、12個の異常診断手段1〜12のカウント値N及びカウント閾値Xと、それぞれのカウント値N及びカウント閾値Xに対して、異常診断手段1〜12が異常判断信号Jsを出力して検査装置50に入力するか否かの例を示している。
【0037】
【表1】
表1の例では、異常診断手段1〜12のカウント閾値Xの数は1個になっており、各異常診断手段1〜12は、それぞれのカウント値Nがカウント閾値Xより大きい場合にのみ、異常判断信号Jsを出力するようになっている。
【0038】
表1に示されるように、異常診断手段1〜3、異常診断手段5、異常診断手段7、異常診断手段9〜12はカウント値Nの値がいずれも“0”であり、異常診断手段4及び8はカウント値Nの値がいずれも“1”である。これら異常診断手段1〜5及び異常診断手段7〜12は、カウント値Nがカウント閾値Xより小さいため異常判断信号Jsを出力しない。一方、異常診断手段6は、カウント値Nの値5がカウント閾値Xの値4より大きいので、異常判断信号Jsを出力している。
【0039】
次に、本発明の第2実施形態に係る電動パワーステアリング装置のコントロールユニット30Bの構成例を図4に示して説明する。
【0040】
本第2実施形態でもコントロールユニット30Bに検査装置50が接続されており、コントロールユニット30Bには検査装置50の電力供給部57から電力が供給される。コントロールユニット30Bは、割り当てられた診断時間の間トルクセンサ10の異常を検出する異常診断手段61Bと、割り当てられた診断時間の間モータ駆動制御部301の異常を検出する異常診断手段62Bと、割り当てられた診断時間の間モータ20の異常を検出する異常診断手段63Bとを具備しており、異常診断手段61B〜63Bは、それぞれ検出した異常が確定した異常である場合は異常確定信号CF1〜CF3を出力して検査装置50の入出力IF部56に入力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号UF1〜UF3を出力して検査装置50の入出力IF部56に入力する。図4に示されるコントロールユニット30Bのそれ以外の構成は、図1に示される第1実施形態のコントロールユニット30Aの構成と同一であり、図4に示される検査装置50は不確定異常の検出カウント値を記憶する機能(RAM53)と、確定した異常が発生する可能性の程度を判断する機能(CPU51)とを有している。
【0041】
本第2実施形態では、検査装置50内のRAM53が、異常診断手段61B〜63Bにおいて不確定異常が検出された回数であるカウント値N1〜N3を記憶し、CPU51がカウント値N1〜N3に基づいて、それぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生する可能性の程度について段階的な判断をする。検査装置50は段階的な判断の結果を表示部54に表示すると共に、異常確定信号CF1〜CF3が入力された場合に、それぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生したことを表示部54に表示する。
【0042】
なお、異常診断手段61B〜63Bが異常を検出する診断時間は任意であって良く、異常診断手段61B〜63B毎に独立であっても良い。また、異常診断手段の数は3個に限定されず、異常診断をする必要がある電動パワーステアリング装置の各部に対する任意の数の異常診断手段を設けるようにしても良い。本第2実施形態の異常診断は、検査装置50をコントロールユニット30Bに接続して異常診断を行うようにしており、コントロールユニット30Bが製造される段階の製造時に行うコントロールユニット30Bの異常診断工程や、電動パワーステアリング装置の製造ラインにおける検査時に行う電動パワーステアリング装置の異常診断工程において実施される。
【0043】
本第2実施形態における異常診断手段61B及び検査装置50による異常診断の動作例を、図5のフローチャートを参照して説明する。
【0044】
先ず、電動パワーステアリング装置のコントロールユニット30Bに検査装置50を接続し、コントロールユニット30Bに電源を入れて異常診断の準備を行う(ステップS201)。そして、異常診断手段61Bはトルクセンサ10の異常の検出を行い、検出した異常が確定した異常である場合は異常確定信号CF1を出力して検査装置50の入出力IF部56に入力し、検出した異常が不確定異常である場合は不確定異常信号UF1を出力して検査装置50の入出力IF部56に入力する(ステップS202)。
【0045】
検査装置50は異常確定信号CF1が入力されたか否かを判定し(ステップS203)、検査装置50に異常確定信号CF1が入力されている場合には、検査装置50の表示部54はトルクセンサ10に確定した異常が発生していることを表示し(ステップS204)、異常診断手段61Bによる異常診断処理は終了する。
【0046】
検査装置50は、異常診断手段61Bからの不確定異常信号UF1が入力された回数をカウント値N1として記憶する。また、上記ステップS203において検査装置50に異常確定信号CF1が入力されていない場合、検査装置50は、カウント値N1に基づいてトルクセンサ10に確定した異常が発生する可能性の程度について判断する。即ち、カウント値N1とカウント閾値X1とを比較し(ステップS205)、カウント値N1がカウント閾値X1以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“A”(確定した異常が発生する可能性が低い)と判断する(ステップS206)。一方、カウント値N1がカウント閾値X1より大きい場合、カウント値N1とカウント閾値X2(>X1)とを比較し(ステップS207)、カウント値N1がカウント閾値X2以下である場合には、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“B”(確定した異常が発生する可能性が中程度である)と判断し(ステップS208)、カウント値N1がカウント閾値X2より大きい場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“C”(確定した異常が発生する可能性が高い)と判断する(ステップS209)。
【0047】
トルクセンサ10に確定した異常が発生する可能性の程度についての判断結果(“A”,“B”,“C”は、検査装置50の表示部54に表示され(ステップS210)、異常診断手段61Bによる異常診断処理は終了する。
【0048】
他の異常診断手段62B及び63Bによって検出される異常についても、検査装置50は、図5に示されるフローチャートのステップS203以降の手順に従って処理を行い、検査装置50に異常確定信号CF2、CF3がそれぞれ入力された場合は、確定した異常が発生していることを表示部54に表示する。また、検査装置50に異常確定信号CF2、CF3が入力されていない場合は、検査装置50は、それぞれ不確定異常信号UF2、UF3が入力された回数をカウント値N2、N3として記憶し、カウント値N2、N3に基づいて今後確定した異常が発生する可能性の程度について段階的な判断を行い、段階的な判断の結果を表示部54に表示する。
【0049】
本第2実施形態において、確定した異常が発生する可能性の程度について3段階の判断をした場合、例えば段階的な判断の結果がレベル“C”である場合にはその製品(異常に関連する部品)を交換することによって、電動パワーステアリング装置の不良品を市場に出荷するのを防止することができる。また、本第2実施形態では、検査装置において、電動パワーステアリング装置の各部に不確定異常が検出された回数をカウント値として記憶し、カウント値に基づいて各部に確定した異常が発生する可能性の程度について段階的な判断をするようにしているので、コントロールユニット30Bのメモリ容量を削減することができる。
【0050】
なお、本第2実施形態では、確定した異常の発生する可能性の程度についての段階的な判断を2つのカウント閾値X1、X2を用いて行うようにしているが、検査装置50が異常の発生する可能性の程度について段階的な判断を行う際に用いるカウント閾値の数は任意に設定でき、カウント閾値の値は異常診断手段毎に独立の値を設定することができる。
【0051】
次に、本発明の第3実施形態に係る電動パワーステアリング装置のコントロールユニット30Cの構成例を図6に示して説明する。
【0052】
本第3実施形態では、コントロールユニット30C内に記憶検査装置70及び表示部71が設けられており、記憶検査装置70には、異常診断手段61A〜63Aからの異常確定信号CF1〜CF3及び異常判断信号Js1〜Js3が入力される。異常診断手段61A〜63Aは第1実施形態の場合と同様であり、記憶検査装置70は、異常確定信号CF1〜CF3が入力された場合にはそれぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生していることを記憶し、異常判断信号Js1〜Js3が入力された場合はそれぞれトルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生する可能性の程度についての段階的な判断の結果(“A”、“B”、“C”)を記憶する。更に、記憶検査装置70は、運転者が確認できるように、トルクセンサ10、モータ駆動制御部301、モータ20に確定した異常が発生していること、又は今後確定した異常が発生する可能性の程度についての段階的な判断の結果を表示部71に表示する。コントロールユニット30Cが記憶検査装置70及び表示部71を具備し、検査装置50を接続しないようになっていること以外は、第1実施形態と同じ構成になっている。
【0053】
本第3実施形態では、イグニッションキーをオンにしてコントロールユニット30Cの電源がオンになっているときに、電動パワーステアリング装置の各部の異常診断を行うようになっており、電動パワーステアリング装置が車両に搭載された後、電動パワーステアリング装置が車両のステアリング機構にアシストトルクを付与する動作前若しくはアシスト動作時に、電動パワーステアリング装置の各部の異常診断を行い、異常診断の結果を運転者に知らせるようになっている。
【0054】
異常診断手段61Aが異常診断を行い、記憶検査装置70がその診断結果を記憶し、表示部71に診断結果を表示する動作例を、図7のフローチャートを参照して説明する。
【0055】
先ず、運転者がイグニッションキーをオンにしてコントロールユニット30Cの電源をオンにし(ステップS301)、電動パワーステアリング装置のアシスト開始前又はアシスト動作中の所定時に、所定周期で異常診断を行う。異常診断手段61Aの異常検出部611は、所定の診断時間の間トルクセンサ10の異常の検出を行い(ステップS302)、確定した異常を検出した場合(ステップS303)、異常確定信号CF1を出力して記憶検査装置70に入力する(ステップS304)。記憶検査装置70は、運転者に知らせるためにトルクセンサ10に確定した異常が発生していることを表示部71に表示する(ステップS311)。
【0056】
上記ステップS305において、異常検出部611が確定した異常を検出しなかった場合、カウント値記憶部612に記憶された不確定異常の検出回数であるカウント値N1に基づいて、判断部613がトルクセンサ10に確定した異常が発生する可能性の程度について判断をする。即ち、カウント値N1とカウント閾値X1とを比較し(ステップS305)、カウント値N1がカウント閾値X1以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“A”(確定した異常が発生する可能性が低い)と判断する(ステップS306)。一方、カウント値N1がカウント閾値X1より大きい場合、カウント値N1とカウント閾値X2(>X1)とを比較し(ステップS307)、カウント値N1がカウント閾値X2以下である場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“B”(確定した異常が発生する可能性が中程度である)と判断し(ステップS308)、カウント値N1がカウント閾値X2より大きい場合、トルクセンサ10に確定した異常が発生する可能性の程度をレベル“C”(確定した異常が発生する可能性が高い)と判断する(ステップS309)。
【0057】
トルクセンサ10に確定した異常が発生する可能性の程度についての判断部613による段階的な判断結果(“A”,“B”,“C”)は異常判断信号Js1として出力され、記憶検査装置70に入力される(ステップS310)。記憶検査装置70は、運転者に知らせるために、トルクセンサ10に確定した異常が発生する可能性の程度についての段階的な判断結果を表示部71に表示する(ステップS311)。
【0058】
他の異常診断手段62A及び63Aは、上記と同様の手順でモータ駆動制御部301、モータ20の異常診断を行い、記憶検査装置70はその異常診断の結果を記憶すると共に、運転者に知らせるために表示部71に表示する。
【0059】
本第3実施形態によれば、確定した異常が発生する可能性の程度について3段階の判断をしているので、例えば段階的な判断の結果がレベル“C”の場合にはその製品(異常に関連する部品)を交換することによって、電動パワーステアリング装置の不良品を市場に出荷することを防止することができる。また、段階的な判断の結果に応じて、電動パワーステアリング装置が安全な状態の内に部品を交換することによって、安全性や快適性を高めることができる。
【0060】
なお、図6には異常診断手段61A〜63Aが示されているが、異常診断手段の数は3個に限定されるものではなく、異常を診断する必要がある電動パワーステアリング装置の各部やセンサに対する任意の数を設けるようにしても良い。また、本第3実施形態では、異常の発生する可能性の程度についての段階的な判断を2つのカウント閾値X1、X2を用いて行うようにしているが、各異常診断手段の判断部が異常の発生する可能性の程度について段階的な判断を行う際に用いるカウント閾値の数は任意に設定でき、カウント閾値の値は異常診断手段毎に独立の値を設定することができる。
【0061】
ところで、電動パワーステアリング装置のコントロールユニットの異常診断は、コントロールユニット製造業者で行われるコントロールユニットが製造される段階の異常診断(製造時)、電動パワーステアリング装置製造業者で行われる電動パワーステアリング装置の製造ラインでの異常診断(検査時)、及び自動車製造業者で行われる電動パワーステアリング装置を車両に搭載した段階での異常診断(アシスト動作時)の3工程で行われることが多い。そこで、本発明の第4実施形態では、上記のような複数工程で行われる異常診断における不確定異常の合計回数に基づいて、今後確定した異常が発生する可能性の程度について段階的な判断を行う。
【0062】
本発明の第4実施形態に係る電動パワーステアリング装置のコントロールユニット30D(図示せず)に具備されている異常診断手段62Cの構成例を、図8に示す。なお、本第4実施形態におけるコントロールユニット30Dは、図1、図3及び図6にそれぞれ示されるコントロールユニット30A、30B及び30Cと同様であり、モータ駆動制御部301を具備している。図6ではモータ駆動制御部301の異常を検出する異常診断手段62Cのみを示しているが、トルクセンサ10の異常を検出する異常検出手段61C,モータ20の異常を検出する異常検出手段63Cを具備している。
【0063】
図8に示される異常診断手段62Cは、コントロールユニット30Dのモータ駆動制御部301の異常診断を行い、確定した異常が検出された場合に異常確定信号CF2を出力する異常検出部621と、異常検出部621が確定には至らない不確定異常を検出した回数であるカウント値を記憶するカウント値記憶部622と、カウント値記憶部622に記憶されたカウント値に基づいてモータ駆動制御部301に今後確定した異常が発生する可能性の程度について段階的な判断をして、異常判断信号Js2を出力する判断部623とを具備している。
【0064】
カウント値記憶部622は、コントロールユニット30Dが製造された段階の製造時に行った異常診断において、異常検出部621が不確定異常を検出した回数であるカウント値N2aを記憶するカウント値記憶部(a)622aと、電動パワーステアリング装置の製造ラインにおける検査時に行った異常診断において、異常検出部621が不確定異常を検出した回数であるカウント値N2bを記憶するカウント値記憶部(b)622bと、電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時又は動作前に行った異常診断において、異常検出部621が不確定異常を検出した回数であるカウント値N2cを記憶するカウント値記憶部(c)622cとを具備している。
【0065】
このような構成において、異常診断手段62Cがモータ駆動制御部301の異常診断を、(a)コントロールユニット30Dが製造された段階の製造時、(b)電動パワーステアリング装置の製造ラインにおける検査時、及び(c)電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時に行う動作例を、図9(a)〜(c)のフローチャートを参照して説明する。
【0066】
コントロールユニット30Dが製造される段階の製造時には、図9(a)に示されるフローチャートに従って異常診断を行う。先ず、コントロールユニット30Dの電源をオンにして異常診断手段62C等が異常診断を行う準備を行い(ステップS401)、異常検出部621はモータ駆動制御部301の異常の検出を行う(ステップS402)。異常検出部621が確定した異常を検出した場合(ステップS403)、異常確定信号CF2を検査装置50或いは記憶検査装置70に入力し(ステップS404)、モータ駆動制御部301に確定した異常が発生したことを表示部に表示して異常診断を終了する。
【0067】
上記ステップS403において異常検出部621が確定した異常を検出しなかった場合、カウント値記憶部(a)622aは、異常検出部621がモータ駆動制御部301の不確定異常を検出した回数を「+1」してカウント値N2aとして記憶する。
その後、(b)電動パワーステアリング装置の製造ラインでの異常診断(検査時)に進み、図9(b)に示されるフローチャートに従って異常診断を行う。図9(a)のフローチャートと同様に、先ずコントロールユニット30Dの電源をオンにして異常診断の準備を行い(ステップS501)、異常診断手段62Cの異常検出部621はモータ駆動制御部301の異常の検出を行う(ステップS502)。異常検出部621が確定した異常を検出した場合(ステップS503)、異常確定信号CF2を検査装置50或いは記憶検査装置70に入力し(ステップS504)、モータ駆動制御部301に確定した異常が発生したことを表示部に表示して異常診断を終了する。
【0068】
上記ステップS503において異常検出部621が確定した異常を検出しなかった場合、カウント値記憶部(b)622bは、異常検出部621がモータ駆動制御部301の不確定異常を検出した回数を{+1}してカウント値N2Bとして記憶する。そして、(c)電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時における異常診断に進む。
【0069】
電動パワーステアリング装置を車両に搭載した段階でのアシスト動作時には、図9(c)に示されるフローチャートに従って異常診断を行う。先ずイグニッションキー11をオンにしてコントロールユニット30Dの電源をオンにし、異常診断を行う準備をする(ステップS601)。それから、異常診断手段62Cの異常検出部621は、モータ駆動制御部301の異常の検出を行い(ステップS602)、確定した異常を検出した場合(ステップS603)、異常確定信号CF2を検査装置50或いは記憶検査装置70に入力し(ステップS604)、モータ駆動制御部301に確定した異常が発生したことを表示部に表示して異常診断を終了する。
【0070】
上記ステップS603において異常検出部621が確定した異常を検出しなかった場合、カウント値記憶部(c)622cは、異常検出部621がモータ駆動制御部301の不確定異常を検出した回数を「+1」してカウント値N2cとして記憶する(ステップS605)。その後、異常診断手段62の判断部623は、カウント値記憶部622(622a〜622c)に記憶されたカウント値N2a、N2b、N2cに基づいて、モータ駆動制御部301に確定した異常が発生する可能性の程度についての段階的な判断を行う(ステップS606)。判断部623は異常判断信号Js2を出力し、検査装置50或いは記憶検査装置70に入力し(ステップS607)、段階的な判断結果を表示部に表示する。
【0071】
本第4実施形態のように、確定した異常が発生する可能性の程度をレベル“A”〜“C”の3段階で判断する場合、例えば判断結果がレベル“C”である場合にはその異常に関連した部品を交換することによって、不具合のある電動パワーステアリング装を搭載した車両を市場に出荷することを防止することができる。また、電動パワーステアリング装置が安全な状態の内に部品を交換することによって、車両の安全性や快適性を高めることができる。
【0072】
なお、本第4実施形態においても異常診断手段の数は3個に限定されるものではなく、異常診断を行う必要のある電動パワーステアリング装置やセンサの各部に対応する数の異常診断手段を設けるようにしても良い。また、上記例では、(a)コントロールユニット(電動パワーステアリング装置)の製造時、(b)電動パワーステアリング装置の製造ラインの検査時、及び(c)電動パワーステアリング装置を車両に搭載した段階での初期診断若しくは通常診断時に異常診断を行うようにしているが、異常診断の回数は3回に限定されるものではなく、他の任意工程で行うようにしても良い。
【0073】
また、本第4実施形態において、異常診断手段が、電動パワーステアリング装置の各部において確定した異常が発生する可能性の程度について段階的な判断をする際、複数回の異常診断でのカウント値の合計値に基づいて段階的な判断を行っているが、それぞれの異常診断でのカウント値毎に個別の判断基準を用いて、段階的な判断を併せ行うようにしても良い。
【0074】
個々の異常診断では確定した異常が発生する可能性が高くないと判断された製品でも、(a)製造時、(b)製造ラインの検査時及び(c)アシスト動作時の3回の異常診断において不確定異常が検出された総回数で判断をすると、確定した異常が発生する可能性が高いと判断される恐れがある。本第4実施形態ではこのような製品を市場に出荷することがないように、(a)製造時、(b)製造ラインの検査時及び(c)アシスト動作時等の、複数回行ったそれぞれの異常診断において不確定異常を検出した回数のカウント値に基づいて、確定した異常を発生する可能性の程度についての段階的な判断を行っている。
【0075】
以上、本発明の実施形態について具体的に説明したが、本発明はこれに限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
【符号の説明】
【0076】
10 トルクセンサ
20 モータ
30、30A〜30D コントロールユニット
301 モータ駆動制御部
50 検査装置
54、71 表示部
56 入出力IF部
57 電力供給部
61A、61B、62A〜62C、63A、63B 異常診断手段
611、621 異常検出部
612、622 カウント値記憶部
613、623 判断部
70 記憶検査装置
【特許請求の範囲】
【請求項1】
車両の操舵トルク及び車速に基づいてステアリング機構に操舵補助力を付与するモータの電流指令値を演算し、フィードバック制御で前記モータを駆動制御するコントロールユニットを具備した電動パワーステアリング装置において、
前記コントロールユニット内に、それぞれに割り当てられた診断時間の間、各部の異常診断を行い、検出した異常が確定した異常である場合は異常確定信号を出力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号を出力する複数の異常診断手段を設け、
前記コントロールユニットに接続された前記検査装置から前記コントロールユニットに電力を供給して、前記異常診断を実行するようになっており、
前記検査装置は、前記複数の異常診断手段からの前記不確定異常の検出カウント値を記憶する機能と、前記確定した異常が発生する可能性の程度を判断する機能とを具備している、
ことを特徴とする電動パワーステアリング装置。
【請求項2】
前記検査装置の診断結果を運転者に知らせる機能を具備した請求項1に記載の電動パワーステアリング装置。
【請求項1】
車両の操舵トルク及び車速に基づいてステアリング機構に操舵補助力を付与するモータの電流指令値を演算し、フィードバック制御で前記モータを駆動制御するコントロールユニットを具備した電動パワーステアリング装置において、
前記コントロールユニット内に、それぞれに割り当てられた診断時間の間、各部の異常診断を行い、検出した異常が確定した異常である場合は異常確定信号を出力し、検出した異常が確定には至らない不確定異常である場合は不確定異常信号を出力する複数の異常診断手段を設け、
前記コントロールユニットに接続された前記検査装置から前記コントロールユニットに電力を供給して、前記異常診断を実行するようになっており、
前記検査装置は、前記複数の異常診断手段からの前記不確定異常の検出カウント値を記憶する機能と、前記確定した異常が発生する可能性の程度を判断する機能とを具備している、
ことを特徴とする電動パワーステアリング装置。
【請求項2】
前記検査装置の診断結果を運転者に知らせる機能を具備した請求項1に記載の電動パワーステアリング装置。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−100094(P2013−100094A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−262952(P2012−262952)
【出願日】平成24年11月30日(2012.11.30)
【分割の表示】特願2009−30928(P2009−30928)の分割
【原出願日】平成21年2月13日(2009.2.13)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年11月30日(2012.11.30)
【分割の表示】特願2009−30928(P2009−30928)の分割
【原出願日】平成21年2月13日(2009.2.13)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]