
電動射出成形機の電圧監視方法および電動射出成形機
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外部から供給される交流電圧によって駆動する電動射出成形機の電圧監視方法、および電動射出成形機に関するものである。
【背景技術】
【0002】
電動射出成形機は、従来周知のように三相交流電圧の供給を受けて駆動される。電動射出成形機に供給された三相交流電圧は、一部はヒータ等に供給され、他はコンバータによって直流電圧に整流される。整流された直流電圧は各装置、例えば金型を型締する型締装置、樹脂材料を溶融して金型内に射出する射出装置等に供給される。これらの装置において、直流電圧がインバータによって交流電圧に変換されてサーボモータに供給され、各装置が駆動されることになる。このような電動射出成形機は、他の生産機械と同様に工場に設置されている。工場には受電設備が設けられ、電力会社等から供給される高圧電圧が所定の電圧の三相交流電圧に降圧され、電動射出成形機や他の生産機械に供給されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−110936号公報
【0004】
本願発明と直接関係はないが、本出願人によって出願された特許文献1には、電動射出成形機の電力表示方法が記載されている。特許文献1に記載の方法は、電動射出成形機に供給される三相交流電圧の電圧値と電流値とを測定して、これらから電力を計算してモニタ等に表示するように構成されている。電動射出成形機の供給側における電力を計算するので、コンバータによる電力損失を含んだ射出成形機全体の電力を得ることができ、さらには回生電力も含んだ電力の収支も把握できる。すなわち電動射出成形機の消費電力を正確に把握することができる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
電動射出成形機に供給される三相交流電圧は、他の生産機械に供給される三相交流電圧と同様に、安定的で一定の品質が維持されることが要求されているが、実際には必ずしも安定しているとは限らない。例えば、電動射出成形機は射出工程において瞬間的に大きな電力を消費するが、複数台の射出成形機において射出工程のタイミングが重なると、工場の電力設備の能力に瞬間的に達っして三相交流電圧が一時的に低下することがある。あるいは他の生産機械の影響を受けて三相交流電圧が一時的に変動することもある。電動射出成形機は、このような三相交流電圧の変動にある程度対応できるように設計されてはいるが、近年、成形品に要求される精度は高くなっており、成形品の品質に影響を及ぼす場合もある。しかしながら成形品の品質に問題が生じたとしても、その原因が三相交流電圧の変動によるものなのか、他の影響によるものなのかを従来の電動射出成形機によっては判断することができない。成形品の品質に問題が生じたタイミングにおける三相交流電圧の状態を評価することができないからである。また三相交流電圧が安定していないと、電動射出成形機の故障の原因にもなるが、故障を防止することもできないし、故障したタイミングにおける三相交流電圧の状態を調査することもできない。いわゆる新興国において、これらの問題は顕著である。すなわち新興国においては電力事情が良好でない地域があり、このような地域では供給される電圧の変動が大きく、成形品の品質の問題や故障の問題が生じやすいからである。
【0006】
本発明は、上記したような問題点を解決した、電動射出成形機の電圧監視方法および電動射出成形機を提供することを目的とし、具体的には外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法、およびこのような電圧監視方法を実施する電動射出成形機を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明は、上記目的を達成するために、電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラに記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機を停止するように構成する。
【0008】
かくして、請求項1記載の発明は、上記目的を達成するために、電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、前記電動射出成形機のコントローラに記録することを特徴とする電動射出成形機の電圧監視方法として構成される。
請求項2に記載の発明は、請求項1に記載の方法において、前記記録する電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれるように構成される。
請求項3に記載の発明は、請求項1または2に記載の方法において、前記測定する電圧値が設定された許容範囲を超えたときには、前記電動射出成形機を停止するように構成される。
請求項4に記載の発明は、三相交流電圧の供給側に電圧検出部が設けられ、該電圧検出部で検出される電圧値が、所定の周期で、もしくは成形サイクルに同期してコントローラに記録されるようになっていることを特徴とする電動射出成形機として構成される。
請求項5に記載の発明は、請求項4に記載の電動射出成形機において、前記記録される電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれるように構成される。
請求項6に記載の発明は、請求項4または5に記載の電動射出成形機において、前記コントローラにおいて前記電圧値が監視され、設定された許容範囲を超えたときに、前記電動射出成形機が停止されるように構成される。
【発明の効果】
【0009】
以上のように、本発明は、電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、電動射出成形機のコントローラに記録するので、過去の電圧値の記録を調査することができ、成形品の不良が発生したり機械の故障が発生した場合には、三相交流電圧の電圧値の変動による影響を評価することができる。そうすると電動射出成形機自体に問題があったのか、外部から供給される三相交流電圧の品質に問題があったのかを判断することができる。そして電圧値を成形サイクルに同期して記録する場合には、確実に個々の成形品と電圧値の記録を関連づけて評価することができるし、所定周期で電圧値を記録する場合には、成形サイクルと独立した一定の周期で確実に電圧値を記録できるので、故障等の原因を調査し易いという効果が得られる。他の発明によると、記録する電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれるので、さらに詳細に原因の調査をすることができる。また他の発明によると、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機を停止するように構成されるので、供給される三相交流電圧の異常による電動射出成形機の故障を確実に防止することができる。
【図面の簡単な説明】
【0010】
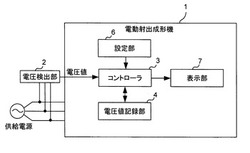
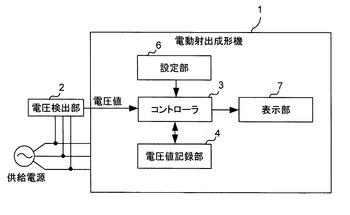
【図1】本発明の実施の形態に係る電動射出成形機を模式的に示すブロック図である。
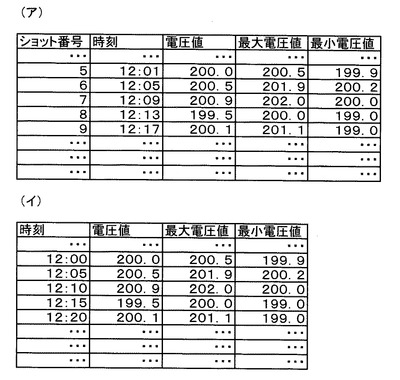
【図2】本発明の実施の形態に係る電動射出成形機において記録される三相交流電圧の電圧値の例を示した表で、その(ア)は成形サイクルに、その(イ)は所定の周期に、それぞれ同期して記録された電圧値を示す表である。
【発明を実施するための形態】
【0011】
以下、本発明の実施の形態について説明する。本実施の形態に係る電動射出成形機1も、他の生産機械と同様に工場に設置されている。工場には、電力会社からの高電圧電力を受電する受電設備が設けられ、そして必要に応じて自家発電設備も設けられ、これらの設備から所定の品質の三相交流電圧が供給されている。従って本実施の形態に係る電動射出成形機1も、この三相交流電圧の供給を受けている。電動射出成形機1には、三相交流電圧を直流電圧に変換するコンバータが設けられ、変換された直流電圧は電動射出成形機1を構成している各種装置、例えば射出装置、型締装置等に供給されている。これらの各種装置のそれぞれには、サーボモータと、このサーボモータに交流電圧を供給するインバータからなるサーボアンプが設けられている。コンバータから供給される直流電圧はサーボアンプにおいて所定の周波数、波高値の交流電圧に変換され、これによってサーボモータが駆動され、各装置が作動することになる。
【0012】
本実施の形態に係る電動射出成形機1は、図1に示されているように、三相交流電圧の供給用の電圧線に、電圧を測定する電圧検出部2が設けられている。この電圧検出部2によって、電動射出成形機1に供給される三相交流電圧の電圧が測定されるようになっている。電圧検出部2で検出される電圧は、電動射出成形機1のコントローラ3に逐次送られている。このコントローラ3は、従来周知のように電動射出成形機1の各種装置を制御し、型閉工程、型締工程、射出工程、保圧工程、型開工程、突出工程等の各工程からなる成形サイクルを制御するコントローラである。電圧検出部2から送られる電圧は所定のタイミングでコントローラ3内の所定のメモリ、すなわち電圧値記録部4に記録されることになるが、記録される電圧値は電圧の実効値あるいは波高値である。実効値、波高値は、正弦波として変動する電圧のサンプリング値から周知の方法で演算して得られるが、これらは電圧検出部2において直接演算されてもいいし、コントローラ3において演算されてもよい。以下、本明細書において電圧値は電圧の実効値あるいは波高値のことを意味するものとする。
【0013】
電動射出成形機1は、電圧値の変動の許容範囲である許容変動範囲が設定されており、この許容変動範囲は設定部6に設定されている。具体的には、許容最小電圧値と許容最大電圧値が設定されている。また電動射出成形機1にはモニタすなわち表示部7が設けられ、電動射出成形機1において測定される各種データや、電圧値記録部4に記録されている電圧値を表示できるようになっている。
【0014】
本実施の形態に係る電動射出成形機1の作用を説明する。電動射出成形機1において電源をONする。電動射出成形機1に電源が入ると、コントローラ3が立ち上がる。コントローラ3は設定部6から許容最小電圧値と許容最大電圧値を読み込む。電圧検出部2において三相交流電圧から電圧値が検出され、コントローラ3に逐次送られる。電動射出成形機1において運転を開始する。そうすると従来周知のように成形サイクルを開始する。すなわち一対の金型を型締めし、そして溶融した樹脂を金型内に射出し、樹脂の冷却固化を待って金型を開き、成形品を突き出す。以下同様にして成形サイクルを繰り返す。
【0015】
本実施の形態に係る電動射出成形機1は、2種類の方式で電圧値を記録する。第1の方式は、上記した成形サイクルに同期して電圧値を記録する方式である。この場合、予め決められた工程、例えば射出工程に同期して、タイムスタンプと共に電圧値を電圧値記録部4に記録する。また前回の記録のタイミングから今回の記録のタイミングまでの間における最大電圧値と最小電圧値も記録する。必要に応じて平均電圧値を記録してもよい。このようにして記録された電圧値の例が図2の(ア)に示されている。この例では、成形サイクルを構成している1つの工程でのみ電圧値が記録されているが、複数の工程、例えば型締工程と射出工程とにおいて電圧値を記録するようにしてもよい。
【0016】
第2の方式は、成形サイクルから独立した所定の周期、例えば5分毎に電圧値を記録する方式である。この方式においても、記録するタイミングにおける電圧値と、前回の記録のタイミングから今回の記録のタイミングまでの間における最大電圧値と最小電圧値を記録する。必要に応じて平均電圧値も記録する。このようにして記録された電圧値の例が図2の(イ)に示されている。
【0017】
第1の方式と第2の方式とを併用して電圧値を記録することも可能である。どのような方式で電圧値を記録してもよいが、電圧値記録部4に記録する電圧値は、メモリの記憶容量に応じて任意の期間保存することができる。所定の容量に達したら最古の記録から消去されるようにする。
【0018】
コントローラ3では、電圧値の記録のタイミングで、あるいは逐次電圧値を監視する。すなわち電圧検出部2から送られてくる電圧値が、許容最小電圧値と許容最大電圧値の間に収まっているか否かを判定する。電圧値がこれらの許容範囲を超えた場合には、コントローラ3は表示部7に警報を出力し、電動射出成形機1の運転を停止する。これによって電動射出成形機1の故障を確実に防ぐことができる。
【0019】
成形品に不良が発生した場合、あるいは必要に応じて、記録された過去の三相交流電圧の電圧値を調査する。具体的には、コントローラ3において所定の操作をすると、任意のショット番号、あるいは時刻の電圧値を表示部7に表示することができる。表示される電圧値には最大電圧値、最小電圧値等も含まれているので、詳細に調査をすることができる。また記録された電圧値は、USBフラッシュメモリ等の外部記憶装置にコピーすることもできる。このようにするとパーソナルコンピュータ等において調査をすることができる。
【符号の説明】
【0020】
1 電動射出成形機 2 電圧検出部
3 コントローラ 4 電圧値記録部
6 設定部 7 表示部
【技術分野】
【0001】
本発明は、外部から供給される交流電圧によって駆動する電動射出成形機の電圧監視方法、および電動射出成形機に関するものである。
【背景技術】
【0002】
電動射出成形機は、従来周知のように三相交流電圧の供給を受けて駆動される。電動射出成形機に供給された三相交流電圧は、一部はヒータ等に供給され、他はコンバータによって直流電圧に整流される。整流された直流電圧は各装置、例えば金型を型締する型締装置、樹脂材料を溶融して金型内に射出する射出装置等に供給される。これらの装置において、直流電圧がインバータによって交流電圧に変換されてサーボモータに供給され、各装置が駆動されることになる。このような電動射出成形機は、他の生産機械と同様に工場に設置されている。工場には受電設備が設けられ、電力会社等から供給される高圧電圧が所定の電圧の三相交流電圧に降圧され、電動射出成形機や他の生産機械に供給されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−110936号公報
【0004】
本願発明と直接関係はないが、本出願人によって出願された特許文献1には、電動射出成形機の電力表示方法が記載されている。特許文献1に記載の方法は、電動射出成形機に供給される三相交流電圧の電圧値と電流値とを測定して、これらから電力を計算してモニタ等に表示するように構成されている。電動射出成形機の供給側における電力を計算するので、コンバータによる電力損失を含んだ射出成形機全体の電力を得ることができ、さらには回生電力も含んだ電力の収支も把握できる。すなわち電動射出成形機の消費電力を正確に把握することができる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
電動射出成形機に供給される三相交流電圧は、他の生産機械に供給される三相交流電圧と同様に、安定的で一定の品質が維持されることが要求されているが、実際には必ずしも安定しているとは限らない。例えば、電動射出成形機は射出工程において瞬間的に大きな電力を消費するが、複数台の射出成形機において射出工程のタイミングが重なると、工場の電力設備の能力に瞬間的に達っして三相交流電圧が一時的に低下することがある。あるいは他の生産機械の影響を受けて三相交流電圧が一時的に変動することもある。電動射出成形機は、このような三相交流電圧の変動にある程度対応できるように設計されてはいるが、近年、成形品に要求される精度は高くなっており、成形品の品質に影響を及ぼす場合もある。しかしながら成形品の品質に問題が生じたとしても、その原因が三相交流電圧の変動によるものなのか、他の影響によるものなのかを従来の電動射出成形機によっては判断することができない。成形品の品質に問題が生じたタイミングにおける三相交流電圧の状態を評価することができないからである。また三相交流電圧が安定していないと、電動射出成形機の故障の原因にもなるが、故障を防止することもできないし、故障したタイミングにおける三相交流電圧の状態を調査することもできない。いわゆる新興国において、これらの問題は顕著である。すなわち新興国においては電力事情が良好でない地域があり、このような地域では供給される電圧の変動が大きく、成形品の品質の問題や故障の問題が生じやすいからである。
【0006】
本発明は、上記したような問題点を解決した、電動射出成形機の電圧監視方法および電動射出成形機を提供することを目的とし、具体的には外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法、およびこのような電圧監視方法を実施する電動射出成形機を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明は、上記目的を達成するために、電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラに記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機を停止するように構成する。
【0008】
かくして、請求項1記載の発明は、上記目的を達成するために、電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、前記電動射出成形機のコントローラに記録することを特徴とする電動射出成形機の電圧監視方法として構成される。
請求項2に記載の発明は、請求項1に記載の方法において、前記記録する電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれるように構成される。
請求項3に記載の発明は、請求項1または2に記載の方法において、前記測定する電圧値が設定された許容範囲を超えたときには、前記電動射出成形機を停止するように構成される。
請求項4に記載の発明は、三相交流電圧の供給側に電圧検出部が設けられ、該電圧検出部で検出される電圧値が、所定の周期で、もしくは成形サイクルに同期してコントローラに記録されるようになっていることを特徴とする電動射出成形機として構成される。
請求項5に記載の発明は、請求項4に記載の電動射出成形機において、前記記録される電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれるように構成される。
請求項6に記載の発明は、請求項4または5に記載の電動射出成形機において、前記コントローラにおいて前記電圧値が監視され、設定された許容範囲を超えたときに、前記電動射出成形機が停止されるように構成される。
【発明の効果】
【0009】
以上のように、本発明は、電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、電動射出成形機のコントローラに記録するので、過去の電圧値の記録を調査することができ、成形品の不良が発生したり機械の故障が発生した場合には、三相交流電圧の電圧値の変動による影響を評価することができる。そうすると電動射出成形機自体に問題があったのか、外部から供給される三相交流電圧の品質に問題があったのかを判断することができる。そして電圧値を成形サイクルに同期して記録する場合には、確実に個々の成形品と電圧値の記録を関連づけて評価することができるし、所定周期で電圧値を記録する場合には、成形サイクルと独立した一定の周期で確実に電圧値を記録できるので、故障等の原因を調査し易いという効果が得られる。他の発明によると、記録する電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれるので、さらに詳細に原因の調査をすることができる。また他の発明によると、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機を停止するように構成されるので、供給される三相交流電圧の異常による電動射出成形機の故障を確実に防止することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態に係る電動射出成形機を模式的に示すブロック図である。
【図2】本発明の実施の形態に係る電動射出成形機において記録される三相交流電圧の電圧値の例を示した表で、その(ア)は成形サイクルに、その(イ)は所定の周期に、それぞれ同期して記録された電圧値を示す表である。
【発明を実施するための形態】
【0011】
以下、本発明の実施の形態について説明する。本実施の形態に係る電動射出成形機1も、他の生産機械と同様に工場に設置されている。工場には、電力会社からの高電圧電力を受電する受電設備が設けられ、そして必要に応じて自家発電設備も設けられ、これらの設備から所定の品質の三相交流電圧が供給されている。従って本実施の形態に係る電動射出成形機1も、この三相交流電圧の供給を受けている。電動射出成形機1には、三相交流電圧を直流電圧に変換するコンバータが設けられ、変換された直流電圧は電動射出成形機1を構成している各種装置、例えば射出装置、型締装置等に供給されている。これらの各種装置のそれぞれには、サーボモータと、このサーボモータに交流電圧を供給するインバータからなるサーボアンプが設けられている。コンバータから供給される直流電圧はサーボアンプにおいて所定の周波数、波高値の交流電圧に変換され、これによってサーボモータが駆動され、各装置が作動することになる。
【0012】
本実施の形態に係る電動射出成形機1は、図1に示されているように、三相交流電圧の供給用の電圧線に、電圧を測定する電圧検出部2が設けられている。この電圧検出部2によって、電動射出成形機1に供給される三相交流電圧の電圧が測定されるようになっている。電圧検出部2で検出される電圧は、電動射出成形機1のコントローラ3に逐次送られている。このコントローラ3は、従来周知のように電動射出成形機1の各種装置を制御し、型閉工程、型締工程、射出工程、保圧工程、型開工程、突出工程等の各工程からなる成形サイクルを制御するコントローラである。電圧検出部2から送られる電圧は所定のタイミングでコントローラ3内の所定のメモリ、すなわち電圧値記録部4に記録されることになるが、記録される電圧値は電圧の実効値あるいは波高値である。実効値、波高値は、正弦波として変動する電圧のサンプリング値から周知の方法で演算して得られるが、これらは電圧検出部2において直接演算されてもいいし、コントローラ3において演算されてもよい。以下、本明細書において電圧値は電圧の実効値あるいは波高値のことを意味するものとする。
【0013】
電動射出成形機1は、電圧値の変動の許容範囲である許容変動範囲が設定されており、この許容変動範囲は設定部6に設定されている。具体的には、許容最小電圧値と許容最大電圧値が設定されている。また電動射出成形機1にはモニタすなわち表示部7が設けられ、電動射出成形機1において測定される各種データや、電圧値記録部4に記録されている電圧値を表示できるようになっている。
【0014】
本実施の形態に係る電動射出成形機1の作用を説明する。電動射出成形機1において電源をONする。電動射出成形機1に電源が入ると、コントローラ3が立ち上がる。コントローラ3は設定部6から許容最小電圧値と許容最大電圧値を読み込む。電圧検出部2において三相交流電圧から電圧値が検出され、コントローラ3に逐次送られる。電動射出成形機1において運転を開始する。そうすると従来周知のように成形サイクルを開始する。すなわち一対の金型を型締めし、そして溶融した樹脂を金型内に射出し、樹脂の冷却固化を待って金型を開き、成形品を突き出す。以下同様にして成形サイクルを繰り返す。
【0015】
本実施の形態に係る電動射出成形機1は、2種類の方式で電圧値を記録する。第1の方式は、上記した成形サイクルに同期して電圧値を記録する方式である。この場合、予め決められた工程、例えば射出工程に同期して、タイムスタンプと共に電圧値を電圧値記録部4に記録する。また前回の記録のタイミングから今回の記録のタイミングまでの間における最大電圧値と最小電圧値も記録する。必要に応じて平均電圧値を記録してもよい。このようにして記録された電圧値の例が図2の(ア)に示されている。この例では、成形サイクルを構成している1つの工程でのみ電圧値が記録されているが、複数の工程、例えば型締工程と射出工程とにおいて電圧値を記録するようにしてもよい。
【0016】
第2の方式は、成形サイクルから独立した所定の周期、例えば5分毎に電圧値を記録する方式である。この方式においても、記録するタイミングにおける電圧値と、前回の記録のタイミングから今回の記録のタイミングまでの間における最大電圧値と最小電圧値を記録する。必要に応じて平均電圧値も記録する。このようにして記録された電圧値の例が図2の(イ)に示されている。
【0017】
第1の方式と第2の方式とを併用して電圧値を記録することも可能である。どのような方式で電圧値を記録してもよいが、電圧値記録部4に記録する電圧値は、メモリの記憶容量に応じて任意の期間保存することができる。所定の容量に達したら最古の記録から消去されるようにする。
【0018】
コントローラ3では、電圧値の記録のタイミングで、あるいは逐次電圧値を監視する。すなわち電圧検出部2から送られてくる電圧値が、許容最小電圧値と許容最大電圧値の間に収まっているか否かを判定する。電圧値がこれらの許容範囲を超えた場合には、コントローラ3は表示部7に警報を出力し、電動射出成形機1の運転を停止する。これによって電動射出成形機1の故障を確実に防ぐことができる。
【0019】
成形品に不良が発生した場合、あるいは必要に応じて、記録された過去の三相交流電圧の電圧値を調査する。具体的には、コントローラ3において所定の操作をすると、任意のショット番号、あるいは時刻の電圧値を表示部7に表示することができる。表示される電圧値には最大電圧値、最小電圧値等も含まれているので、詳細に調査をすることができる。また記録された電圧値は、USBフラッシュメモリ等の外部記憶装置にコピーすることもできる。このようにするとパーソナルコンピュータ等において調査をすることができる。
【符号の説明】
【0020】
1 電動射出成形機 2 電圧検出部
3 コントローラ 4 電圧値記録部
6 設定部 7 表示部
【特許請求の範囲】
【請求項1】
電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、前記電動射出成形機のコントローラに記録することを特徴とする電動射出成形機の電圧監視方法。
【請求項2】
請求項1に記載の方法において、前記記録する電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれることを特徴とする電動射出成形機の電圧監視方法。
【請求項3】
請求項1または2に記載の方法において、前記測定する電圧値が設定された許容範囲を超えたときには、前記電動射出成形機を停止することを特徴とする電動射出成形機の電圧監視方法。
【請求項4】
三相交流電圧の供給側に電圧検出部が設けられ、該電圧検出部で検出される電圧値が、所定の周期で、もしくは成形サイクルに同期してコントローラに記録されるようになっていることを特徴とする電動射出成形機。
【請求項5】
請求項4に記載の電動射出成形機において、前記記録される電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれることを特徴とする電動射出成形機。
【請求項6】
請求項4または5に記載の電動射出成形機において、前記コントローラにおいて前記電圧値が監視され、設定された許容範囲を超えたときに、前記電動射出成形機が停止されるようになっていることを特徴とする電動射出成形機。
【請求項1】
電動射出成形機に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、前記電動射出成形機のコントローラに記録することを特徴とする電動射出成形機の電圧監視方法。
【請求項2】
請求項1に記載の方法において、前記記録する電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれることを特徴とする電動射出成形機の電圧監視方法。
【請求項3】
請求項1または2に記載の方法において、前記測定する電圧値が設定された許容範囲を超えたときには、前記電動射出成形機を停止することを特徴とする電動射出成形機の電圧監視方法。
【請求項4】
三相交流電圧の供給側に電圧検出部が設けられ、該電圧検出部で検出される電圧値が、所定の周期で、もしくは成形サイクルに同期してコントローラに記録されるようになっていることを特徴とする電動射出成形機。
【請求項5】
請求項4に記載の電動射出成形機において、前記記録される電圧値には、前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も含まれることを特徴とする電動射出成形機。
【請求項6】
請求項4または5に記載の電動射出成形機において、前記コントローラにおいて前記電圧値が監視され、設定された許容範囲を超えたときに、前記電動射出成形機が停止されるようになっていることを特徴とする電動射出成形機。
【図1】


【図2】
【図2】
【公開番号】特開2013−35191(P2013−35191A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−172299(P2011−172299)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
[ Back to top ]