
電動工具
【課題】電動工具本体にねじ締め作業監視機能を付与でき、ねじ締め作業の精度と効率を向上させることができると共に、作業エリアの限定をなくすこと。
【解決手段】電動工具本体2内に、ねじの締付が完了したことを検知するねじ締め完了検知手段と、検知した締付本数をカウントするねじ締めカウント手段と、締付すべきねじの本数を予め設定するねじ締め本数設定手段と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段とを構成するねじ締め作業監視用の制御回路を内蔵した電動工具1である。
【解決手段】電動工具本体2内に、ねじの締付が完了したことを検知するねじ締め完了検知手段と、検知した締付本数をカウントするねじ締めカウント手段と、締付すべきねじの本数を予め設定するねじ締め本数設定手段と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段とを構成するねじ締め作業監視用の制御回路を内蔵した電動工具1である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ねじ締め作業監視機能を備えた電動工具に関するものである。
【背景技術】
【0002】
電動工具などの電動工具で製品を組み立てたり、同じねじ締め作業を繰り返して行う場合、作業者に締付確認を任せていると、締め忘れが発生する場合が多くなる。締め忘れがあると製品の品質、信頼性を損なうため、作業工程ごとに締付本数確認をする必要がある。このため、作業者の負担が増大すると共に、うっかりミスも完全に防げなかった。
【0003】
これを防止する対策として電動工具に締付本数をカウントする制御装置をつなげて、ねじの締め忘れを防止する発明がされている(例えば、特許文献1、特許文献2、特許文献3参照)。
【0004】
この従来技術によって、ねじの締め忘れはほぼ改善されるが、しかしながら従来では、電動工具と制御装置とを電源コードでつないでいるため、コード式やエアホース式の電動工具を使用して、作業エリアが限定されている場合にはデメリットはあまり出ないが、作業エリアが限定されていない場合は、工具の取り回しがし難くなったり、作業エリアが限定されてしまうという課題がある。特に充電式のコードレス工具の場合は、本来のコードレスのメリットが無くなってしまうという課題があった。
【特許文献1】特開平9−150338号公報
【特許文献2】特開2003−123050号公報
【特許文献3】特開2005−125464号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は前記の従来の問題点に鑑みて発明したものであって、電動工具本体にねじ締め作業監視機能を付与でき、ねじ締め作業の精度と効率を向上することができると共に、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなり、作業エリアの限定をなくすことができる電動工具を提供することを課題とするものである。
【課題を解決するための手段】
【0006】
前記課題を解決するために本発明は、ねじ締めを行なう駆動部24と、駆動部24を回転駆動するモータ11と、モータ11をON/OFFするトリガスイッチSWとを備える電動工具であって、電動工具本体2内に、ねじの締付が完了したことを検知するねじ締め完了検知手段4と、検知した締付本数をカウントするねじ締めカウント手段5と、締付すべきねじの本数を予め設定するねじ締め本数設定手段6と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段7とを構成するねじ締め作業監視用の制御回路8を内蔵したことを特徴としている。
【0007】
このような構成とすることで、電動工具本体2に対してねじ締め作業監視機能を付与でき、ねじの締め忘れを無くして、製品の組み立てミス防止を図ることができると共に、ねじの締め忘れに伴う作業者の負荷を軽減でき、ねじ締め作業の精度と効率を向上することができる。そのうえ、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなる。
【0008】
また、前記電動工具本体2に充電式の電池パック9が着脱自在に装着されると共に、ねじ締め作業完了から所定時間経過後に、電池パック9からねじ締め本数設定手段6への通電を遮断するように構成するのが好ましく、この場合、電池パック9の電池の無駄使いを防止できると共に、電池パック9式の電動工具本体2がねじ締め作業監視機能を持つことにより、コードレス化によって、作業エリアが限定されなくなり、コードレスのメリットが十分に発揮されるようになる。
【0009】
また、前記ねじ締め本数設定手段6に、予め設定された締付本数の変更不可とするためのホールド機能を追加するのが好ましく、この場合、ホールド機能の働きによって締付本数の変更ができない状態にでき、例えば作業中に誤ってねじ締め本数設定手段6に触れても、その締付本数が変更されてしまうことがなくなる。従って、作業中に設定状態を保ったまま、正確な締付本数管理が可能となる。
【0010】
また、前記ねじ締め本数設定手段6の設定値及びカウント数を保存するための記憶手段を設けるのが好ましく、この場合、例えば、ねじ締め作業の途中で電池交換をした場合、記憶手段に予め設定された締付本数や最後のカウント数をそれぞれ記憶しておくことができ、これにより、電池交換後もそのまま継続して締付作業ができるようになる。
【0011】
また、前記モータ11の駆動中にはねじ締め本数設定手段6の設定入力操作を受け付けない構成とするのが好ましく、この場合、例えば、ねじ締め作業中に誤ってねじ締め本数設定手段6のボタンに触れても、設定内容やカウント数が変更されるおそれがなくなる。従って、作業中に設定状態を保ったまま、正確な締付本数管理が可能となる。
【0012】
また、電池パック9の節電を図るために、前記電池パック9の電池電圧を測定する電池電圧測定手段25を備えると共に、電池電圧の測定値が所定値以下の時は、電池パック9からねじ締め本数設定手段6への通電を遮断するように構成するのが好ましい。
【0013】
さらに、前記電池電圧を判定する閾値を大小2つ設け、電池電圧が小さい閾値以下のときにねじ締め本数設定手段6への通電を遮断すると共に、電池電圧が大きい閾値以下のときにモータ11への通電を遮断するように構成するのが好ましい。
【発明の効果】
【0014】
本発明は、電動工具本体内にねじ締め作業監視用の制御回路を内蔵したことにより、電動工具本体に対してねじ締め作業監視機能を付与でき、ねじ締め作業の精度と効率を向上することができると共に、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなり、作業エリアが限定されないなど、ねじ締め作業性が向上するものである。
【0015】
また、電池パック式の電動工具本体内にねじ締め作業監視用の制御回路を内蔵した場合は、ねじ締め忘れの防止効果に加えて、コードレス化によって作業エリアが限定されなくなり、コードレスのメリットが十分に発揮される効果も得られる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を添付図面に示す実施形態に基いて説明する。
【0017】
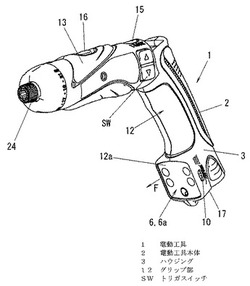
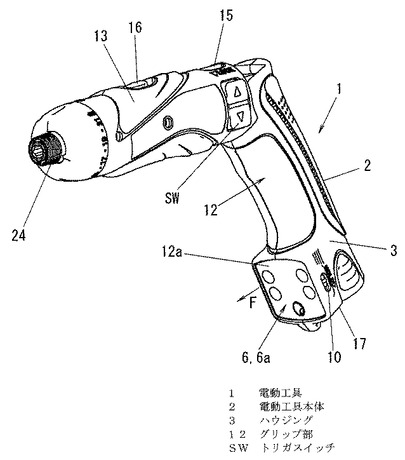
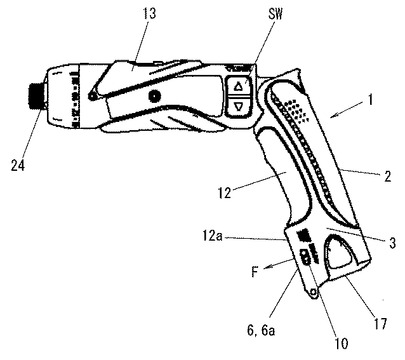
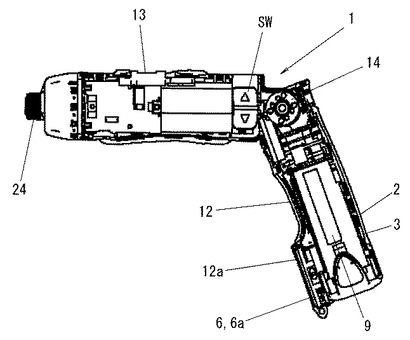
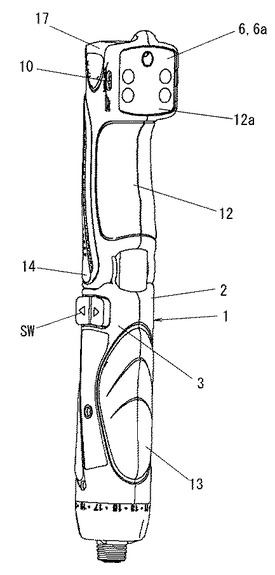
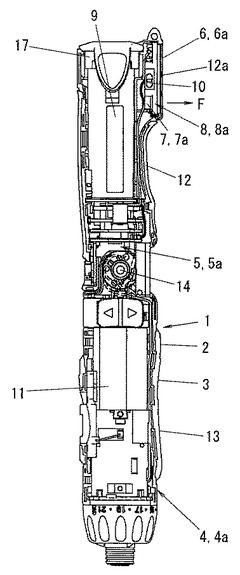
本実施形態では、電動工具1として電動ドライバを例に挙げて説明する。図1はL字型で使用する場合の斜視図、図2は側面図、図3は側面断面図、図4はストレート型で使用する場合の側面図、図5は側面断面図である。
【0018】
電動工具1は、ねじ締めを行なう駆動部24と、駆動部24を回転駆動するモータ11と、モータ11をON/OFFするトリガスイッチSWと、着脱可能な充電式の電池パック9と、これらを収納するハウジング3により構成されている。
【0019】
駆動部24にはクラッチ機構が配されており、締付けるべきねじに嵌合させたドライバビットに加わるトルクがねじ締付けの進行に伴い増大し、所定値に到達した瞬間にクラッチが作動してモータ11と該ドライバビットとの機械的連結を遮断するようになっている。このクラッチが作動すると、ねじ締め完了検知手段4がこれを検知してシャットオフ信号(パルス信号)をねじ締めカウント手段5に送るようになっている。
【0020】
電動工具本体2のハウジング3は、本体バランスを考慮してストレート型(T型)或いはL字型の形状をしている。ここでは、図1〜図5に示すように、電動工具本体2のハウジング3が、グリップ部12と胴体部分13とが回動軸部14を中心に回転して角度変更自在に連結されており、ストレート型とL字型とのいずれかに変更自在となっている。なお回動軸部14による角度変更の構成、及び変更した角度で仮保持する構成は適宜設定自在であり、特に限定されない。このように、グリップ部12の角度を変更することで作業者が使いやすい位置に変更できる。通常、横向きや上向きのねじ締め作業はL字型とし、下向き作業はストレート型にすると作業がしやすくなる。
【0021】
ハウジング3の胴体部分13には、駆動部24、モータ11、トリガスイッチSW、トリガスイッチSWをOFF状態に保持するロックスイッチ15、モータ11の出力トルクや回転数を切り替える切替スイッチ16とが配置されている。モータ11のクラッチ側には、ねじ締め完了検知手段4を構成するフォトインタラプタ4aが内蔵されており、1回の締付完了時のクラッチの動きが検知され、その検知信号がねじ締めカウント手段5に送信される。なお、ねじ締め完了検知手段4は、フォトインタラプタ4aに限らず、距離センサ、或いは、モータオフ信号によって、ねじの締付を完了したことを検知するものであってもよい。
【0022】
ハウジング3のグリップ部12には、電池パック9を着脱自在に装着する電池パック装着部17が設けられていると共に、グリップ部12内部にはねじ締め作業監視用の制御回路基板8aが内蔵されてある。ここでは、図5に示すように、グリップ部12内の回動軸部14に近い部位にねじ締めカウント手段5を構成するマイコン5aが内蔵されている。なおこのマイコン5aは、グリップ部12の下側前部12aに内蔵されていてもよい。
【0023】
また、グリップ部12の下側前部12aには、図5に示すように、ねじ締め本数設定手段6を構成する設定表示部6aと、ねじ締め完了報知手段7を構成する圧電ブザー7aとが設けられている。本例では、グリップ部12の下側前部12aはグリップ部12の手で握る部分よりも前方Fに突出しており、グリップ部12を手で握ったときに下側前部12aに手がかからないようになっている。これにより、グリップ部12が握りやすくなると共に、手が下側前部12aに露出して設けられる設定表示部6aに触れることがないようにしている。
【0024】
ここで、グリップ部12の下側前部12aとは、グリップ部12の手で握る部分よりも下方部分で、且つ、グリップ部12を手で握ったときに前方Fに向く部分をいう。さらに前方Fとは、図1のように電動工具本体2の胴体部分13とグリップ部12とをL字型に曲げたときに、胴体部分13の出力側(ドリル側)と同じ方向である。
【0025】
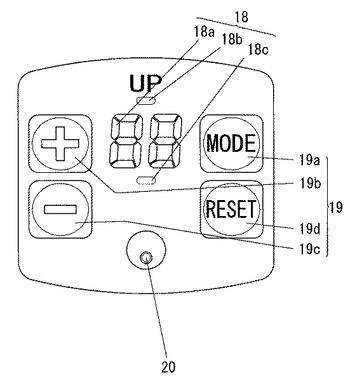
このグリップ部12の下側前部12aに露出して配置される設定表示部6aは、図7に示すように、表示器18と、設定ボタン19とで構成される。表示器18は、数値表示用のLED18aと、アップ/ダウン選択用の上下ランプ18b,18cとを備える。設定ボタン19は、「モード」ボタン19a、「リセット」ボタン19d、「+」「−」のボタン19b,19cを備える。なお、図7中の20は暗所作業をサポートするLEDライトである。
【0026】
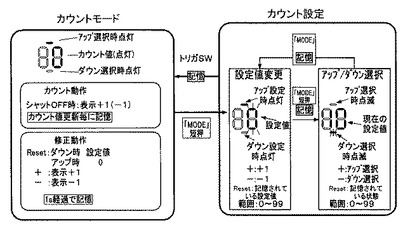
図8、図9を参照して設定表示部6aの使用方法の一例を説明する。電動工具本体2のトリガスイッチSWをONにすると、図8のように表示器18のLED18aが点灯して、締付したい締付本数の設定、変更が可能となる。先ず「モード」ボタン19aの短押しを行なうと、アップ/ダウン選択モードとなり、上ランプ18b又は下ランプ18cの一方が点滅状態となり、「+」ボタン19bで上ランプ18bのみを点滅させるとカウントアップを選択した状態となり、「−」ボタン19cで下ランプ18cのみを点滅させるとカウントダウンを選択した状態となる。その後、「モード」ボタン19aの短押しを行なうと、選択状態が記憶されると同時に、設定値変更モードとなり、LED18aが点滅し、この状態で「+」ボタン19bと「−」ボタン19cとで締付本数を設定できる。本例では最大「99」まで設定できる。その後、「モード」ボタン19aの短押しを行なうと、設定値が記憶される。なお、上記のアップ/ダウン選択モードと設定値変更モードの順番は特に限定しない。
【0027】
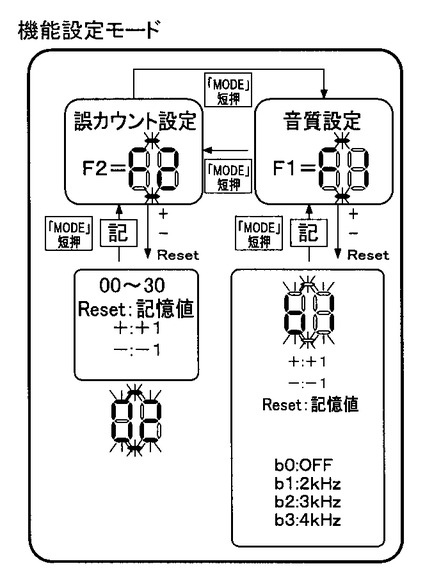
一方、「モード」ボタン19aの長押し(例えば2秒以上)を行なうと、図9の音質設定モードになる。本例ではLED18aが「F1」となり、この状態で「+」ボタン19b(或いは「−」ボタン19c)を1回押すごとに、例えば音の高さが異なるブザー音(本例では3種類の周波数のブザー音)が順番に発生し、任意の音質で「モード」ボタン19aを押すと、その音質が記憶される。これにより、複数の作業者が並んで作業をする場合に、隣接する人のブザー音との混乱を防止できるようになる。その後、「モード」ボタン19aの短押しを行なうと、LED18aが「F1」から例えば「F2」に切り替わり、誤カウント設定モードになる。ここでは例えば作業途中でモータ11を止めたりして誤カウントが生じたときにLED18aが「F2」となった状態で、「+」「−」ボタン19b,19c、「リセット」ボタン19dを押して、誤カウントが修正可能となる。
【0028】
また本例では、2度締めのカウント防止機能を備えている。ねじ締め後に同じねじをもう一度締め付ける2度締め(確認締め)が行なわれても、設定された時間内に行なった作業であれば、カウント防止機能が働くようになっている。例えばカウント時間を1秒に設定した場合、1秒以内に2度締めが行なわれてもカウントはせず、1秒以上の場合のみカウントを行なう。
【0029】
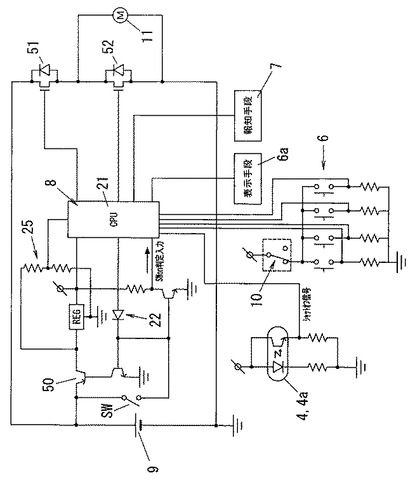
図10は、ねじ締め作業監視用の制御回路8の回路図である。トリガスイッチSWをONにすると、CPU21は電源電圧の供給を受ける。CPU21は、自己に供給される電源を自己保持する電源自己保持手段22と、供給電源の電圧を検出する電池電圧測定手段25とを備えている。CPU21には、ねじ締め完了検知手段4を構成するフォトインタラプタ4aからのシャットオフ信号、設定表示部6aからの設定入力信号が入力される。図中の50は回路電圧駆動用素子、51はモータ駆動用FET、52はブレーキ用FETである。
【0030】
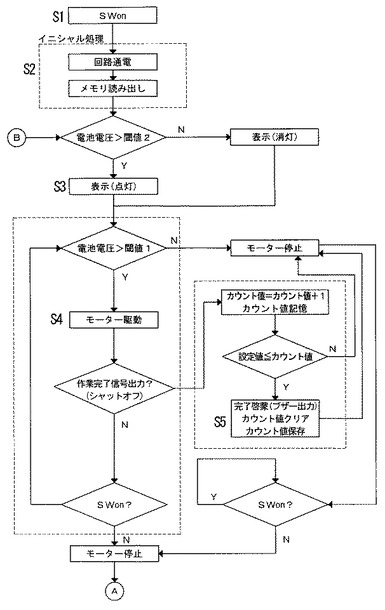
次に、この制御回路8の動作例を図11、図12のフローチャートに示す。図11においてトリガスイッチSWをONにすると(S1)、イニシャル処理(回路通電とメモリ読み出し)が行なわれ(S2)、その後、電池電圧が第2の閾値よりも高いと判断されたときだけ、表示器18が点灯する(S3)。表示器18には予め設定した内容(例えば、カウントダウンを選択し且つ設定本数が「10」)が表示される。さらに、電池電圧が第1の閾値(>第2の閾値)よりも高いと判断されたときはモータ11が駆動してねじ締めが行なわれる(S4)。その後、所定の締付トルクになれば(或いはクラッチが作動すれば)、フォトインタラプタ4aからシャットオフ信号(パルス信号)が送られ、CPU21はモータ11を自動停止させる。このとき、ねじ締めカウント手段5により締付本数「1」がカウントされ、表示器18が「10」から「9」に切り替わる(なおカウントアップを選択したときは、表示器18が「1」→「2」に切り替わる)。そして、最終的に設定した締付本数に到達すると、圧電ブザー7aからブザー音が発生して、締付作業完了が知らされる。これにより、ねじの締め忘れを防止できる。さらに締付本数に到達した段階で通電が停止すると共に、設定表示部6aは元の設定本数(例えば、「10」)に自動復帰して(S5)、当該ワークのねじ締め作業が完了する。
【0031】
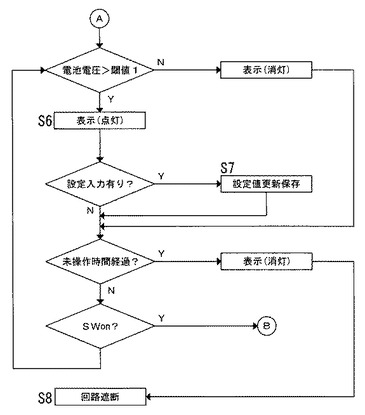
また、モータ11の停止後に設定値を更新する場合は、図12において、先ず電池電圧が第1の閾値よりも高いかどうか判定され、高いときのみ表示器18が点灯状態となり(S6)、設定本数の入力がされたときにはその設定内容を更新保存する(S7)。一方、設定本数が入力されずに一定時間を経過すれば、表示器18が消灯して、回路への通電を遮断する(S8)。
【0032】
しかして、前記構成によれば、電動工具本体2にねじ締め作業監視機能を一体に付与できるので、ねじの締め忘れを無くして、製品の組み立てミス防止を図ることができると共に、ねじの締め忘れに伴う作業者の負荷を軽減でき、ねじ締め作業の精度と効率を向上することができる。そのうえ、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなる。特に、本例の電池パック9を備えた充電式電動工具にねじ締め作業監視機能を持たせることにより、コードレス化によって、作業エリアが限定されなくなり、コードレスのメリットがより一層発揮されるものである。
【0033】
しかもグリップ部12の下側前部12aに、ねじ締め本数設定手段6及びねじ締め完了報知手段7を配設することで、ハウジング3の胴体部分13やグリップ部12が大きくならず、またグリップ部12の握り安さも悪くすることも無くなると共に、グリップ部12の下側前部12aは電動工具1の取り回し時や落としてしまったときでも、モータ11が内蔵される重い胴体部分13と比較してグリップ部12は大きな衝撃や振動やかかる部分ではないので、この部分に配設されるねじ締め本数設定手段6及びねじ締め完了報知手段7の構成部品の損壊を十分に防止できるようになる。
【0034】
さらに、ねじ締め作業完了から所定時間経過後に、電池パック9からねじ締め本数設定手段6への通電を遮断する構造となっているので、電池パック9の電池の無駄使いを防止できる。また、電池電圧の測定値が所定値(第2の閾値)以下の時は、設定表示部6aへの通電を遮断したり、さらに、電池電圧の測定値が第2の閾値よりも大きな第1の閾値以下の時は、モータ11への通電を停止することで、節電効果に加えて、電池パック9の負担軽減が図られる。
【0035】
また本例では、図10に示すように、制御回路8の設定表示部6aには、表示器18の変更をできなくするホールドスイッチ10が介在されている。ホールドスイッチ10の操作部分は、グリップ部12の下側前部12aで、且つ設定表示部6a近傍の側面部分(図1)に設けてある。ホールドスイッチ10が導通状態(ON)のときは設定表示部6aの入力を受け付けるようになり、ホールドスイッチ10が非導通状態(OFF)のときは設定表示部6aの入力を受け付けない構成となっている。ホールドスイッチ10をOFFにすることで、設定表示部6aの入力が可能となり、ホールドスイッチ10をONにしておくことにより、作業中に誤って設定表示部6aに触れても、締付本数が変更されることがない。つまり、ホールドスイッチ10をONにすると、マイコン設定により、表示器18のボタンを押しても数字が変わらなくなる。ちなみに、設定表示部6aを電動工具本体2に配置すると、作業中に設定表示部6aのボタンに触れてしまい締付本数を変えてしまう恐れがあるが、本発明のホールド機能を働かせることにより、作業中に設定を変えられなくすることができ、設定状態を保ったまま、締付本数管理が正確にできる。
【0036】
なお、ホールドスイッチ10に代えて、モータ11の駆動中は設定入力を行っても入力を受け付けないような構成としてもよい。例えば、モータ11のオン信号が入力されているときは設定表示部6aからの操作信号をすべてキャンセルするような回路構成とする。これにより、ホールドスイッチ10を設けた場合と同様、作業中に誤って設定表示部6aのボタンに触れても、設定内容やカウント数が変更されるおそれがなくなる。
【0037】
また本例のCPU21は、設定表示部6aの設定内容やカウント数を保存する記憶手段(図示せず)を備えている。これにより例えばねじ締め作業の途中で電池交換をした場合、記憶手段に予め設定された締付本数や最後のカウント数をそれぞれ記憶しておくことができ、これにより、電池交換後もそのまま継続して締付作業ができるようになる。
【0038】
さらに本例では、グリップ部12が胴体部分13に対してストレート型とL字型とに角度変更可能とされた電動工具1において、グリップ部12の下側前部12aに設けられる設定表示部6aで設定された締付本数の表示を上下逆に変更可能となっている。これにより電動工具本体1aのグリップ部12を下向き、上向きどちらの姿勢で使用する場合でも、設定表示部6aの表示が見やすく、スムーズにねじ締付作業ができるようになる。なお、文字や記号の表示を上下逆にする方法として、例えば、設定ボタン19の「+」ボタン19bと「−」ボタン19cとを一緒に押すと、内蔵された切換えスイッチが切り換えられ、これに応じて表示制御回路が表示器の文字や記号の表示を上下逆の表示に切換えるようにする構成となっている。
【0039】
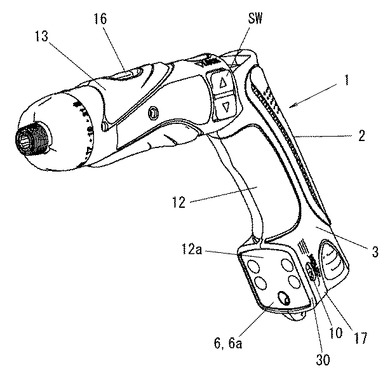
図6は本発明の他の実施形態であり、グリップ部12の下側前部12aの外周部に沿って突起状のエラストマー30を突設させた場合の一例を示している。これにより、電動工具本体2の取り回し時や落としてしまったときに、エラストマー30がクッションとなって衝撃を緩衝することにより、グリップ部12は大きな衝撃や振動やかかる部分ではないこととあいまって、ねじ締め本数設定手段6及びねじ締め本数設定手段6の構成部品(設定表示部6aや圧電ブザー7a、これらの制御回路8部品)の破損をより防止でき、過酷な条件下での使用を可能にし、耐久性を一層向上させることができる。これにより、製造工程や工事現場での使われ方に対応できるようになる。また、ハウジング3の成形樹脂とエラストマー樹脂とを用いて2色成形することで、エラストマー30の付与が簡単に達成できる。
【0040】
本発明の電動工具は電源コード式、充電式を問わず適用される。
【図面の簡単な説明】
【0041】
【図1】本発明の一実施形態に用いる電動工具をL字型で使用する場合の斜視図である。
【図2】図1の側面図である。
【図3】図1の側面断面図
【図4】同上の電動工具をストレート型で使用する場合の側面図である。
【図5】図4の側面断面図である。
【図6】本発明の他の実施形態であり、グリップ部の下側前部の外周部に沿って突起状のエラストマーを突設させた場合の一例を示す斜視図である。
【図7】同上の設定表示部の正面図である。
【図8】同上の設定表示部のカウントモードとカウント設定の説明図である。
【図9】同上の設定表示部の機能設定モードの説明図である。
【図10】同上のねじ締め作業監視用の制御回路の回路図である。
【図11】同上の制御回路の動作例を説明するフローチャートである。
【図12】同上の制御回路の動作例を説明するフローチャートである。
【符号の説明】
【0042】
1 電動工具
2 電動工具本体
4 ねじ締め完了検知手段
5 ねじ締めカウント手段
6 ねじ締め本数設定手段
7 ねじ締め完了報知手段
8 ねじ締め作業監視用の制御回路
9 電池パック
11 モータ
24 駆動部
25 電池電圧測定手段
SW トリガスイッチ
【技術分野】
【0001】
本発明は、ねじ締め作業監視機能を備えた電動工具に関するものである。
【背景技術】
【0002】
電動工具などの電動工具で製品を組み立てたり、同じねじ締め作業を繰り返して行う場合、作業者に締付確認を任せていると、締め忘れが発生する場合が多くなる。締め忘れがあると製品の品質、信頼性を損なうため、作業工程ごとに締付本数確認をする必要がある。このため、作業者の負担が増大すると共に、うっかりミスも完全に防げなかった。
【0003】
これを防止する対策として電動工具に締付本数をカウントする制御装置をつなげて、ねじの締め忘れを防止する発明がされている(例えば、特許文献1、特許文献2、特許文献3参照)。
【0004】
この従来技術によって、ねじの締め忘れはほぼ改善されるが、しかしながら従来では、電動工具と制御装置とを電源コードでつないでいるため、コード式やエアホース式の電動工具を使用して、作業エリアが限定されている場合にはデメリットはあまり出ないが、作業エリアが限定されていない場合は、工具の取り回しがし難くなったり、作業エリアが限定されてしまうという課題がある。特に充電式のコードレス工具の場合は、本来のコードレスのメリットが無くなってしまうという課題があった。
【特許文献1】特開平9−150338号公報
【特許文献2】特開2003−123050号公報
【特許文献3】特開2005−125464号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は前記の従来の問題点に鑑みて発明したものであって、電動工具本体にねじ締め作業監視機能を付与でき、ねじ締め作業の精度と効率を向上することができると共に、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなり、作業エリアの限定をなくすことができる電動工具を提供することを課題とするものである。
【課題を解決するための手段】
【0006】
前記課題を解決するために本発明は、ねじ締めを行なう駆動部24と、駆動部24を回転駆動するモータ11と、モータ11をON/OFFするトリガスイッチSWとを備える電動工具であって、電動工具本体2内に、ねじの締付が完了したことを検知するねじ締め完了検知手段4と、検知した締付本数をカウントするねじ締めカウント手段5と、締付すべきねじの本数を予め設定するねじ締め本数設定手段6と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段7とを構成するねじ締め作業監視用の制御回路8を内蔵したことを特徴としている。
【0007】
このような構成とすることで、電動工具本体2に対してねじ締め作業監視機能を付与でき、ねじの締め忘れを無くして、製品の組み立てミス防止を図ることができると共に、ねじの締め忘れに伴う作業者の負荷を軽減でき、ねじ締め作業の精度と効率を向上することができる。そのうえ、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなる。
【0008】
また、前記電動工具本体2に充電式の電池パック9が着脱自在に装着されると共に、ねじ締め作業完了から所定時間経過後に、電池パック9からねじ締め本数設定手段6への通電を遮断するように構成するのが好ましく、この場合、電池パック9の電池の無駄使いを防止できると共に、電池パック9式の電動工具本体2がねじ締め作業監視機能を持つことにより、コードレス化によって、作業エリアが限定されなくなり、コードレスのメリットが十分に発揮されるようになる。
【0009】
また、前記ねじ締め本数設定手段6に、予め設定された締付本数の変更不可とするためのホールド機能を追加するのが好ましく、この場合、ホールド機能の働きによって締付本数の変更ができない状態にでき、例えば作業中に誤ってねじ締め本数設定手段6に触れても、その締付本数が変更されてしまうことがなくなる。従って、作業中に設定状態を保ったまま、正確な締付本数管理が可能となる。
【0010】
また、前記ねじ締め本数設定手段6の設定値及びカウント数を保存するための記憶手段を設けるのが好ましく、この場合、例えば、ねじ締め作業の途中で電池交換をした場合、記憶手段に予め設定された締付本数や最後のカウント数をそれぞれ記憶しておくことができ、これにより、電池交換後もそのまま継続して締付作業ができるようになる。
【0011】
また、前記モータ11の駆動中にはねじ締め本数設定手段6の設定入力操作を受け付けない構成とするのが好ましく、この場合、例えば、ねじ締め作業中に誤ってねじ締め本数設定手段6のボタンに触れても、設定内容やカウント数が変更されるおそれがなくなる。従って、作業中に設定状態を保ったまま、正確な締付本数管理が可能となる。
【0012】
また、電池パック9の節電を図るために、前記電池パック9の電池電圧を測定する電池電圧測定手段25を備えると共に、電池電圧の測定値が所定値以下の時は、電池パック9からねじ締め本数設定手段6への通電を遮断するように構成するのが好ましい。
【0013】
さらに、前記電池電圧を判定する閾値を大小2つ設け、電池電圧が小さい閾値以下のときにねじ締め本数設定手段6への通電を遮断すると共に、電池電圧が大きい閾値以下のときにモータ11への通電を遮断するように構成するのが好ましい。
【発明の効果】
【0014】
本発明は、電動工具本体内にねじ締め作業監視用の制御回路を内蔵したことにより、電動工具本体に対してねじ締め作業監視機能を付与でき、ねじ締め作業の精度と効率を向上することができると共に、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなり、作業エリアが限定されないなど、ねじ締め作業性が向上するものである。
【0015】
また、電池パック式の電動工具本体内にねじ締め作業監視用の制御回路を内蔵した場合は、ねじ締め忘れの防止効果に加えて、コードレス化によって作業エリアが限定されなくなり、コードレスのメリットが十分に発揮される効果も得られる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を添付図面に示す実施形態に基いて説明する。
【0017】
本実施形態では、電動工具1として電動ドライバを例に挙げて説明する。図1はL字型で使用する場合の斜視図、図2は側面図、図3は側面断面図、図4はストレート型で使用する場合の側面図、図5は側面断面図である。
【0018】
電動工具1は、ねじ締めを行なう駆動部24と、駆動部24を回転駆動するモータ11と、モータ11をON/OFFするトリガスイッチSWと、着脱可能な充電式の電池パック9と、これらを収納するハウジング3により構成されている。
【0019】
駆動部24にはクラッチ機構が配されており、締付けるべきねじに嵌合させたドライバビットに加わるトルクがねじ締付けの進行に伴い増大し、所定値に到達した瞬間にクラッチが作動してモータ11と該ドライバビットとの機械的連結を遮断するようになっている。このクラッチが作動すると、ねじ締め完了検知手段4がこれを検知してシャットオフ信号(パルス信号)をねじ締めカウント手段5に送るようになっている。
【0020】
電動工具本体2のハウジング3は、本体バランスを考慮してストレート型(T型)或いはL字型の形状をしている。ここでは、図1〜図5に示すように、電動工具本体2のハウジング3が、グリップ部12と胴体部分13とが回動軸部14を中心に回転して角度変更自在に連結されており、ストレート型とL字型とのいずれかに変更自在となっている。なお回動軸部14による角度変更の構成、及び変更した角度で仮保持する構成は適宜設定自在であり、特に限定されない。このように、グリップ部12の角度を変更することで作業者が使いやすい位置に変更できる。通常、横向きや上向きのねじ締め作業はL字型とし、下向き作業はストレート型にすると作業がしやすくなる。
【0021】
ハウジング3の胴体部分13には、駆動部24、モータ11、トリガスイッチSW、トリガスイッチSWをOFF状態に保持するロックスイッチ15、モータ11の出力トルクや回転数を切り替える切替スイッチ16とが配置されている。モータ11のクラッチ側には、ねじ締め完了検知手段4を構成するフォトインタラプタ4aが内蔵されており、1回の締付完了時のクラッチの動きが検知され、その検知信号がねじ締めカウント手段5に送信される。なお、ねじ締め完了検知手段4は、フォトインタラプタ4aに限らず、距離センサ、或いは、モータオフ信号によって、ねじの締付を完了したことを検知するものであってもよい。
【0022】
ハウジング3のグリップ部12には、電池パック9を着脱自在に装着する電池パック装着部17が設けられていると共に、グリップ部12内部にはねじ締め作業監視用の制御回路基板8aが内蔵されてある。ここでは、図5に示すように、グリップ部12内の回動軸部14に近い部位にねじ締めカウント手段5を構成するマイコン5aが内蔵されている。なおこのマイコン5aは、グリップ部12の下側前部12aに内蔵されていてもよい。
【0023】
また、グリップ部12の下側前部12aには、図5に示すように、ねじ締め本数設定手段6を構成する設定表示部6aと、ねじ締め完了報知手段7を構成する圧電ブザー7aとが設けられている。本例では、グリップ部12の下側前部12aはグリップ部12の手で握る部分よりも前方Fに突出しており、グリップ部12を手で握ったときに下側前部12aに手がかからないようになっている。これにより、グリップ部12が握りやすくなると共に、手が下側前部12aに露出して設けられる設定表示部6aに触れることがないようにしている。
【0024】
ここで、グリップ部12の下側前部12aとは、グリップ部12の手で握る部分よりも下方部分で、且つ、グリップ部12を手で握ったときに前方Fに向く部分をいう。さらに前方Fとは、図1のように電動工具本体2の胴体部分13とグリップ部12とをL字型に曲げたときに、胴体部分13の出力側(ドリル側)と同じ方向である。
【0025】
このグリップ部12の下側前部12aに露出して配置される設定表示部6aは、図7に示すように、表示器18と、設定ボタン19とで構成される。表示器18は、数値表示用のLED18aと、アップ/ダウン選択用の上下ランプ18b,18cとを備える。設定ボタン19は、「モード」ボタン19a、「リセット」ボタン19d、「+」「−」のボタン19b,19cを備える。なお、図7中の20は暗所作業をサポートするLEDライトである。
【0026】
図8、図9を参照して設定表示部6aの使用方法の一例を説明する。電動工具本体2のトリガスイッチSWをONにすると、図8のように表示器18のLED18aが点灯して、締付したい締付本数の設定、変更が可能となる。先ず「モード」ボタン19aの短押しを行なうと、アップ/ダウン選択モードとなり、上ランプ18b又は下ランプ18cの一方が点滅状態となり、「+」ボタン19bで上ランプ18bのみを点滅させるとカウントアップを選択した状態となり、「−」ボタン19cで下ランプ18cのみを点滅させるとカウントダウンを選択した状態となる。その後、「モード」ボタン19aの短押しを行なうと、選択状態が記憶されると同時に、設定値変更モードとなり、LED18aが点滅し、この状態で「+」ボタン19bと「−」ボタン19cとで締付本数を設定できる。本例では最大「99」まで設定できる。その後、「モード」ボタン19aの短押しを行なうと、設定値が記憶される。なお、上記のアップ/ダウン選択モードと設定値変更モードの順番は特に限定しない。
【0027】
一方、「モード」ボタン19aの長押し(例えば2秒以上)を行なうと、図9の音質設定モードになる。本例ではLED18aが「F1」となり、この状態で「+」ボタン19b(或いは「−」ボタン19c)を1回押すごとに、例えば音の高さが異なるブザー音(本例では3種類の周波数のブザー音)が順番に発生し、任意の音質で「モード」ボタン19aを押すと、その音質が記憶される。これにより、複数の作業者が並んで作業をする場合に、隣接する人のブザー音との混乱を防止できるようになる。その後、「モード」ボタン19aの短押しを行なうと、LED18aが「F1」から例えば「F2」に切り替わり、誤カウント設定モードになる。ここでは例えば作業途中でモータ11を止めたりして誤カウントが生じたときにLED18aが「F2」となった状態で、「+」「−」ボタン19b,19c、「リセット」ボタン19dを押して、誤カウントが修正可能となる。
【0028】
また本例では、2度締めのカウント防止機能を備えている。ねじ締め後に同じねじをもう一度締め付ける2度締め(確認締め)が行なわれても、設定された時間内に行なった作業であれば、カウント防止機能が働くようになっている。例えばカウント時間を1秒に設定した場合、1秒以内に2度締めが行なわれてもカウントはせず、1秒以上の場合のみカウントを行なう。
【0029】
図10は、ねじ締め作業監視用の制御回路8の回路図である。トリガスイッチSWをONにすると、CPU21は電源電圧の供給を受ける。CPU21は、自己に供給される電源を自己保持する電源自己保持手段22と、供給電源の電圧を検出する電池電圧測定手段25とを備えている。CPU21には、ねじ締め完了検知手段4を構成するフォトインタラプタ4aからのシャットオフ信号、設定表示部6aからの設定入力信号が入力される。図中の50は回路電圧駆動用素子、51はモータ駆動用FET、52はブレーキ用FETである。
【0030】
次に、この制御回路8の動作例を図11、図12のフローチャートに示す。図11においてトリガスイッチSWをONにすると(S1)、イニシャル処理(回路通電とメモリ読み出し)が行なわれ(S2)、その後、電池電圧が第2の閾値よりも高いと判断されたときだけ、表示器18が点灯する(S3)。表示器18には予め設定した内容(例えば、カウントダウンを選択し且つ設定本数が「10」)が表示される。さらに、電池電圧が第1の閾値(>第2の閾値)よりも高いと判断されたときはモータ11が駆動してねじ締めが行なわれる(S4)。その後、所定の締付トルクになれば(或いはクラッチが作動すれば)、フォトインタラプタ4aからシャットオフ信号(パルス信号)が送られ、CPU21はモータ11を自動停止させる。このとき、ねじ締めカウント手段5により締付本数「1」がカウントされ、表示器18が「10」から「9」に切り替わる(なおカウントアップを選択したときは、表示器18が「1」→「2」に切り替わる)。そして、最終的に設定した締付本数に到達すると、圧電ブザー7aからブザー音が発生して、締付作業完了が知らされる。これにより、ねじの締め忘れを防止できる。さらに締付本数に到達した段階で通電が停止すると共に、設定表示部6aは元の設定本数(例えば、「10」)に自動復帰して(S5)、当該ワークのねじ締め作業が完了する。
【0031】
また、モータ11の停止後に設定値を更新する場合は、図12において、先ず電池電圧が第1の閾値よりも高いかどうか判定され、高いときのみ表示器18が点灯状態となり(S6)、設定本数の入力がされたときにはその設定内容を更新保存する(S7)。一方、設定本数が入力されずに一定時間を経過すれば、表示器18が消灯して、回路への通電を遮断する(S8)。
【0032】
しかして、前記構成によれば、電動工具本体2にねじ締め作業監視機能を一体に付与できるので、ねじの締め忘れを無くして、製品の組み立てミス防止を図ることができると共に、ねじの締め忘れに伴う作業者の負荷を軽減でき、ねじ締め作業の精度と効率を向上することができる。そのうえ、従来のように電動工具と制御装置とを電源コードでつなぐ必要もなくなる。特に、本例の電池パック9を備えた充電式電動工具にねじ締め作業監視機能を持たせることにより、コードレス化によって、作業エリアが限定されなくなり、コードレスのメリットがより一層発揮されるものである。
【0033】
しかもグリップ部12の下側前部12aに、ねじ締め本数設定手段6及びねじ締め完了報知手段7を配設することで、ハウジング3の胴体部分13やグリップ部12が大きくならず、またグリップ部12の握り安さも悪くすることも無くなると共に、グリップ部12の下側前部12aは電動工具1の取り回し時や落としてしまったときでも、モータ11が内蔵される重い胴体部分13と比較してグリップ部12は大きな衝撃や振動やかかる部分ではないので、この部分に配設されるねじ締め本数設定手段6及びねじ締め完了報知手段7の構成部品の損壊を十分に防止できるようになる。
【0034】
さらに、ねじ締め作業完了から所定時間経過後に、電池パック9からねじ締め本数設定手段6への通電を遮断する構造となっているので、電池パック9の電池の無駄使いを防止できる。また、電池電圧の測定値が所定値(第2の閾値)以下の時は、設定表示部6aへの通電を遮断したり、さらに、電池電圧の測定値が第2の閾値よりも大きな第1の閾値以下の時は、モータ11への通電を停止することで、節電効果に加えて、電池パック9の負担軽減が図られる。
【0035】
また本例では、図10に示すように、制御回路8の設定表示部6aには、表示器18の変更をできなくするホールドスイッチ10が介在されている。ホールドスイッチ10の操作部分は、グリップ部12の下側前部12aで、且つ設定表示部6a近傍の側面部分(図1)に設けてある。ホールドスイッチ10が導通状態(ON)のときは設定表示部6aの入力を受け付けるようになり、ホールドスイッチ10が非導通状態(OFF)のときは設定表示部6aの入力を受け付けない構成となっている。ホールドスイッチ10をOFFにすることで、設定表示部6aの入力が可能となり、ホールドスイッチ10をONにしておくことにより、作業中に誤って設定表示部6aに触れても、締付本数が変更されることがない。つまり、ホールドスイッチ10をONにすると、マイコン設定により、表示器18のボタンを押しても数字が変わらなくなる。ちなみに、設定表示部6aを電動工具本体2に配置すると、作業中に設定表示部6aのボタンに触れてしまい締付本数を変えてしまう恐れがあるが、本発明のホールド機能を働かせることにより、作業中に設定を変えられなくすることができ、設定状態を保ったまま、締付本数管理が正確にできる。
【0036】
なお、ホールドスイッチ10に代えて、モータ11の駆動中は設定入力を行っても入力を受け付けないような構成としてもよい。例えば、モータ11のオン信号が入力されているときは設定表示部6aからの操作信号をすべてキャンセルするような回路構成とする。これにより、ホールドスイッチ10を設けた場合と同様、作業中に誤って設定表示部6aのボタンに触れても、設定内容やカウント数が変更されるおそれがなくなる。
【0037】
また本例のCPU21は、設定表示部6aの設定内容やカウント数を保存する記憶手段(図示せず)を備えている。これにより例えばねじ締め作業の途中で電池交換をした場合、記憶手段に予め設定された締付本数や最後のカウント数をそれぞれ記憶しておくことができ、これにより、電池交換後もそのまま継続して締付作業ができるようになる。
【0038】
さらに本例では、グリップ部12が胴体部分13に対してストレート型とL字型とに角度変更可能とされた電動工具1において、グリップ部12の下側前部12aに設けられる設定表示部6aで設定された締付本数の表示を上下逆に変更可能となっている。これにより電動工具本体1aのグリップ部12を下向き、上向きどちらの姿勢で使用する場合でも、設定表示部6aの表示が見やすく、スムーズにねじ締付作業ができるようになる。なお、文字や記号の表示を上下逆にする方法として、例えば、設定ボタン19の「+」ボタン19bと「−」ボタン19cとを一緒に押すと、内蔵された切換えスイッチが切り換えられ、これに応じて表示制御回路が表示器の文字や記号の表示を上下逆の表示に切換えるようにする構成となっている。
【0039】
図6は本発明の他の実施形態であり、グリップ部12の下側前部12aの外周部に沿って突起状のエラストマー30を突設させた場合の一例を示している。これにより、電動工具本体2の取り回し時や落としてしまったときに、エラストマー30がクッションとなって衝撃を緩衝することにより、グリップ部12は大きな衝撃や振動やかかる部分ではないこととあいまって、ねじ締め本数設定手段6及びねじ締め本数設定手段6の構成部品(設定表示部6aや圧電ブザー7a、これらの制御回路8部品)の破損をより防止でき、過酷な条件下での使用を可能にし、耐久性を一層向上させることができる。これにより、製造工程や工事現場での使われ方に対応できるようになる。また、ハウジング3の成形樹脂とエラストマー樹脂とを用いて2色成形することで、エラストマー30の付与が簡単に達成できる。
【0040】
本発明の電動工具は電源コード式、充電式を問わず適用される。
【図面の簡単な説明】
【0041】
【図1】本発明の一実施形態に用いる電動工具をL字型で使用する場合の斜視図である。
【図2】図1の側面図である。
【図3】図1の側面断面図
【図4】同上の電動工具をストレート型で使用する場合の側面図である。
【図5】図4の側面断面図である。
【図6】本発明の他の実施形態であり、グリップ部の下側前部の外周部に沿って突起状のエラストマーを突設させた場合の一例を示す斜視図である。
【図7】同上の設定表示部の正面図である。
【図8】同上の設定表示部のカウントモードとカウント設定の説明図である。
【図9】同上の設定表示部の機能設定モードの説明図である。
【図10】同上のねじ締め作業監視用の制御回路の回路図である。
【図11】同上の制御回路の動作例を説明するフローチャートである。
【図12】同上の制御回路の動作例を説明するフローチャートである。
【符号の説明】
【0042】
1 電動工具
2 電動工具本体
4 ねじ締め完了検知手段
5 ねじ締めカウント手段
6 ねじ締め本数設定手段
7 ねじ締め完了報知手段
8 ねじ締め作業監視用の制御回路
9 電池パック
11 モータ
24 駆動部
25 電池電圧測定手段
SW トリガスイッチ
【特許請求の範囲】
【請求項1】
ねじ締めを行なう駆動部と、駆動部を回転駆動するモータと、モータをON/OFFするトリガスイッチとを備える電動工具であって、電動工具本体内に、ねじの締付が完了したことを検知するねじ締め完了検知手段と、検知した締付本数をカウントするねじ締めカウント手段と、締付すべきねじの本数を予め設定するねじ締め本数設定手段と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段とを構成するねじ締め作業監視用の制御回路を内蔵したことを特徴とする電動工具。
【請求項2】
前記電動工具本体に充電式の電池パックが着脱自在に装着されると共に、ねじ締め作業完了から所定時間経過後に、電池パックからねじ締め本数設定手段への通電を遮断するように構成したことを特徴とする請求項1記載の電動工具。
【請求項3】
前記ねじ締め本数設定手段に、予め設定された締付本数の変更不可とするためのホールド機能を追加したことを特徴とする請求項1記載の電動工具。
【請求項4】
前記ねじ締め本数設定手段の設定値及びカウント数を保存するための記憶手段を設けたことを特徴とする請求項1記載の電動工具。
【請求項5】
前記モータの駆動中にはねじ締め本数設定手段の設定入力操作を受け付けない構成としたことを特徴とする請求項1記載の電動工具。
【請求項6】
前記電池パックの電池電圧を測定する電池電圧測定手段を備えると共に、電池電圧の測定値が所定値以下の時は、電池パックからねじ締め本数設定手段への通電を遮断するように構成したことを特徴とする請求項2記載の電動工具。
【請求項7】
前記電池電圧を判定する閾値を大小2つ設け、電池電圧が小さい閾値以下のときにねじ締め本数設定手段への通電を遮断すると共に、電池電圧が大きい閾値以下のときにモータへの通電を遮断するように構成したことを特徴とする請求項2又は6記載の電動工具。
【請求項1】
ねじ締めを行なう駆動部と、駆動部を回転駆動するモータと、モータをON/OFFするトリガスイッチとを備える電動工具であって、電動工具本体内に、ねじの締付が完了したことを検知するねじ締め完了検知手段と、検知した締付本数をカウントするねじ締めカウント手段と、締付すべきねじの本数を予め設定するねじ締め本数設定手段と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段とを構成するねじ締め作業監視用の制御回路を内蔵したことを特徴とする電動工具。
【請求項2】
前記電動工具本体に充電式の電池パックが着脱自在に装着されると共に、ねじ締め作業完了から所定時間経過後に、電池パックからねじ締め本数設定手段への通電を遮断するように構成したことを特徴とする請求項1記載の電動工具。
【請求項3】
前記ねじ締め本数設定手段に、予め設定された締付本数の変更不可とするためのホールド機能を追加したことを特徴とする請求項1記載の電動工具。
【請求項4】
前記ねじ締め本数設定手段の設定値及びカウント数を保存するための記憶手段を設けたことを特徴とする請求項1記載の電動工具。
【請求項5】
前記モータの駆動中にはねじ締め本数設定手段の設定入力操作を受け付けない構成としたことを特徴とする請求項1記載の電動工具。
【請求項6】
前記電池パックの電池電圧を測定する電池電圧測定手段を備えると共に、電池電圧の測定値が所定値以下の時は、電池パックからねじ締め本数設定手段への通電を遮断するように構成したことを特徴とする請求項2記載の電動工具。
【請求項7】
前記電池電圧を判定する閾値を大小2つ設け、電池電圧が小さい閾値以下のときにねじ締め本数設定手段への通電を遮断すると共に、電池電圧が大きい閾値以下のときにモータへの通電を遮断するように構成したことを特徴とする請求項2又は6記載の電動工具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2008−55563(P2008−55563A)
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願番号】特願2006−236538(P2006−236538)
【出願日】平成18年8月31日(2006.8.31)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願日】平成18年8月31日(2006.8.31)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
[ Back to top ]