
電動式射出装置のパージ方法
【課題】電動式射出装置でパージをするときに、樹脂材料替え、色替えを迅速、且つ容易にすることができる射出装置のパージ方法を提供すること。
【解決手段】スクリュを前進方向に移動不可に設定し、スクリュを所定の回転数で所定時間連続して回転させてシリンダバレル内の溶融樹脂を連続的に排出する第1のパージ工程と、スクリュを所定の回転数で回転させて所定のストロークスクリュを後退移動させる計量動作と、計量した溶融樹脂をスクリュの前進移動によって排出する射出動作とからなり、シリンダバレル内の溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、第1のパージ工程におけるスクリュの連続回転前進位置は、第2のパージ工程におけるスクリュの射出動作前進位置より前方に設定され、第1のパージ工程と第2のパージ工程を連続して所定の回数繰り返して行う。
【解決手段】スクリュを前進方向に移動不可に設定し、スクリュを所定の回転数で所定時間連続して回転させてシリンダバレル内の溶融樹脂を連続的に排出する第1のパージ工程と、スクリュを所定の回転数で回転させて所定のストロークスクリュを後退移動させる計量動作と、計量した溶融樹脂をスクリュの前進移動によって排出する射出動作とからなり、シリンダバレル内の溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、第1のパージ工程におけるスクリュの連続回転前進位置は、第2のパージ工程におけるスクリュの射出動作前進位置より前方に設定され、第1のパージ工程と第2のパージ工程を連続して所定の回数繰り返して行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形装置の成形終了における樹脂材料替え又は色替えの際に、シリンダバレル内の樹脂材料を排出するパージ方法に係り、特に、電動式射出装置のシリンダバレル内に残留する樹脂材料のパージ方法に関する。
【背景技術】
【0002】
例えば、電動式の射出装置では、スクリュを軸方向に前進移動させるネジ機構を駆動するサーボモータの誤作動によりスクリュの先端がシリンダバレルの先端部に衝突しないようにするために、フロントプレートに取り付けられたシリンダバレルと、シリンダバレル内の軸方向に進退自在に配されたスクリュと、スクリュがカップリングで連結されたプレッシャープレートと一緒にフロントプレートに対し進退移動させる構成としている。そして、スクリュをプレッシャープレートに連結するカップリングのフロントプレート側の端面と、スクリュが配されるシリンダバレルのプレッシャープレート側の端面とが当接することによって、一定ストローク以上のスクリュ前進を阻止するようにしたものが知られている。
【0003】
上記従来の電動式射出装置では図1に示すように、制御上のスクリュ前進位置を射出工程においてスクリュが最大速度で前進移動してもスクリュをプレッシャープレートに連結するカップリングのフロントプレート側の端面と、スクリュが配されるシリンダバレルのプレッシャープレート側の端面とが当接することなく停止するように設定された所定の隙間S1が設けられている。
また図2に示すように、スクリュをプレッシャープレートに連結するカップリングのフロントプレート側の端面と、スクリュが配されるシリンダバレルのプレッシャープレート側の端面と、が当接したときにスクリュの先端がシリンダバレルの先端部と衝突しないよう、スクリュの先端とシリンダバレル先端部とは所定の隙間S0を設けた構成となっている。
このように従来の電動式射出装置では制御上のスクリュ前進位置において、スクリュの先端とシリンダバレル先端部とは上記隙間S1とS0とを合計した所定の隙間S4を有している。(特許文献1参照)
【0004】
従来の射出成形装置においては、シリンダバレル内の溶融樹脂を成形終了時の樹脂材料替え又は色替えの際に、図5に示すような工程で行うパージ方法が知られている。このパージ方法は、スクリュを回転させて所定量を計量しその後スクリュを前進させる操作、又はスクリュを連続的に回転させる操作を単独又は組み合わせて行うようにしている。即ち、成形終了時には、樹脂材料の供給を停止し、スクリュを前進させその後、計量動作を行い、スクリュを回転後退させる。このスクリュ前進とスクリュ後退動作を所定回数繰り返し、或いは、スクリュ前進位置でスクリュを連続回転させることでシリンダバレル内に滞留する溶融樹脂をパージする。また、樹脂材料又は色を変えた後に、上記操作を行いパージするものである。(特許文献2参照)
【0005】
ところで、前記従来のパージ動作を、前記従来の電動式射出装置で行うと、スクリュの先端とシリンダバレル先端部との間に前記S1とS0とを合計した隙間S4を有したスクリュ前進位置でパージ制御をすることから、パージにおいて、前記隙間S4では、隙間を流れる樹脂材料の剪断速度と、剪断速度に伴うスクリュの先端部及びシリンダバレル先端部の表面に付着した樹脂材料に作用する剥離力が小さく、特に前記スクリュの先端表面とバレルヘッド先端部表面の樹脂材料を新たな樹脂材料に置き替えることが困難であった。このために、パージに多量の樹脂材料と時間を要していた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−307516号公報
【特許文献2】特開平4−334428号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した従来の電動式射出装置の問題点に鑑みてなされたもので、パージをするときに、樹脂材料替え、色替えを迅速、且つ容易にすることができる射出装置のパージ方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に記載の電動式射出装置のパージ方法は、スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、前記第1のパージ工程における前記スクリュの連続回転前進位置は、前記第2のパージ工程における前記スクリュの射出動作前進位置より前方に設定され、前記第1のパージ工程と前記第2のパージ工程を連続して所定の回数繰り返して行うことを特徴とする。
【0009】
本発明の請求項2に記載の電動式射出装置のパージ方法は請求項1に記載の発明において、前記第2のパージ工程における前記スクリュの射出動作前進位置から前記第1のパージ工程の前記スクリュの連続回転前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする。
本発明の請求項3に記載の電動式射出装置のパージ方法は請求項1に記載の発明において、前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする。
【0010】
本発明の請求項4に記載の電動式射出装置のパージ方法は、スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、前記第1のパージ工程又は前記第2のパージ工程を選択的に用い、所定の回数繰り返して行うことを特徴とする。
【0011】
本発明の請求項5に記載の電動式射出装置のパージ方法は請求項4に記載の発明において、前記第2のパージ工程における前記スクリュ前進位置から前記第1のパージ工程の前記スクリュ前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする。
本発明の請求項6に記載の電動式射出装置のパージ方法は請求項4に記載の発明において、前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする。
【発明の効果】
【0012】
スクリュを回転動作させるときに、スクリュの前進位置を射出工程の前進位置より前方に設定し、スクリュの先端とシリンダバレル先端部との隙間を小さくなるようにしたので、隙間を流れる樹脂材料の剪断速度が速くなるとともに、剪断速度に伴うスクリュ先端とシリンダバレル先端部の表面に付着した樹脂材料の剥離力が大きくなり、樹脂材料替え、色替えを迅速に行うことができる。これにより、パージに要する樹脂材料の削減とパージ時間を短縮する。
射出工程のスクリュ前進位置からパージ工程のスクリュ前進位置へのスクリュ移動は、所定の低速で行うようにしたので、スクリュがオーバーランしてスクリュの衝突防止手段が当接することがない。
【0013】
スクリュの連続回転動作による樹脂材料のパージ操作と、スクリュ回転後退(計量動作)及びスクリュ無回転前進(射出動作)による樹脂材料のパージ操作を選択的に行うようにしたので、樹脂材料の種類に応じ、樹脂材料替え、色替えが迅速、且つ容易に行える。
スクリュの連続回転動作による樹脂材料のパージ操作における背圧の設定値を、スクリュ回転後退(計量動作)及びスクリュ無回転前進(射出動作)による樹脂材料のパージ操作における背圧の設定値より大きく設定したので、スクリュを連続回転動作をするときにスクリュが後退動作をすることがなく、樹脂材料を連続的且つ効率的にシリンダバレルより排出することができる。これにより、使用する樹脂量を削減し、パージ時間を短縮する。
【図面の簡単な説明】
【0014】
【図1】電動式射出装置の要部の断面図である。
【図2】スクリュの前進を阻害した状態を示す断面図である。
【図3】本発明による樹脂材料替え及び色替えの工程を示す説明図である。
【図4】本発明の第1パージ工程におけるスクリュの先端とシリンダバレル先端部との関係を示す断面図である。
【図5】従来の樹脂材料替え及び色替えの工程を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の一実施の形態に用いる電動式射出装置10の構成を、図1、2を参照して説明する。
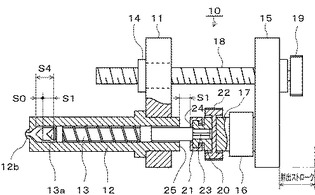
図1において、符号11はフロントプレートで、図示しないエンドプレートに対向して設けられ、フロントプレート11とエンドプレートは同じく図示しないタイバーにより連結されている。フロントプレート11の中央部にはシリンダバレル12が取り付けられており、シリンダバレル12にはスクリュ13が軸方向に進退自在に挿入されている。そして、フロントプレート11に形成された支持孔にはボールナット14を備えている。
符号15はプレッシャープレートで、前記スクリュ13の軸方向に摺動自在に設けられており、プレッシャープレート15の中央部にはロードセルを有する軸受け部材16と駆動軸17が取り付けられている。
【0016】
プレッシャープレート15には、ボールネジ軸18が回動自在に取り付けられており、ボールネジ軸18のプレッシャープレート15側の一端にはプーリー19を備えている。 ボールネジ軸18はフロントプレート11に取り付けたボールナット14と螺合し、図示しないスクリュ前後進用電動サーボモータの回転が、同じく図示しない巻き掛け駆動手段を介してプーリー19に伝達され、ボールネジ軸18を回転することによりプレッシャープレート15がフロントプレート11に対し前後動する構成となっている。このプレッシャープレート15の前進動作により、スクリュ13がシリンダバレル12に対し前進移動する。
【0017】
スクリュ13のプレッシャープレート側の軸端部にはキー溝が加工されており、従動軸20に設けた軸孔に嵌挿され、カップリング21によってスクリュ13が従動軸20の軸方向に移動しないよう取り付けられている。駆動軸17には従動軸20とスクリュ回転用プーリー22が取り付けられており、図示しないスクリュ回転用電動サーボモータ及び同じく図示しない巻き掛け駆動手段を介してスクリュ回転用プーリー22に伝達される。スクリュ13には、従動軸20及びキー23を介して駆動軸17の回転が伝達される構成となっている。
【0018】
図1は、スクリュ13がスクリュ動作前進位置にある状態を示し、射出工程においてスクリュ13が所定の速度で前進移動して停止するときに、制御特性によりオーバーランしてもカップリング21のフロントプレート側端面24とシリンダバレル12のプレッシャープレート側端面25とが当接しない所定の隙間S1が設けられている。
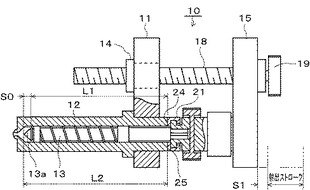
図2は、図1の状態からスクリュ13が前記所定の隙間S1だけ前進移動して最前進位置へ移動し、プレッシャープレート15に連結するカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接することによって、一定ストローク以上のスクリュ前進を阻止した状態を示している。
【0019】
図2のL1は、スクリュ13を接続するカップリング21のフロントプレート側の端面24からスクリュ13先端に設けたスクリュヘッド13aの外径部の先端に至るまでの長さを示し、L2は、シリンダバレル12のプレッシャープレート側の端面25からスクリュヘッド13aの外径をスクリュ13の軸方向に延長しシリンダバレル12の先端に至るまでの長さを示している。
そして、L2をL1より長くなるように各部品の寸法を設定し、カップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接してその隙間が零で、スクリュ13が最前進位置となる図2の状態であっても、スクリュヘッド13aの外径部の先端にシリンダバレル12の先端が衝突することがない所定の先端隙間S0を設けた構成となっている。
このように構成したので、図1に示すように制御上のスクリュ前進位置において、シリンダバレル12の先端部とスクリュ13の先端部とは所定の隙間S0とS1との合計隙間S4を有する。
【0020】
前記構成の電動式射出装置10の作用について説明する。図示しないスクリュ回転用電動サーボモータを駆動してスクリュ13を回転させる。シリンダバレル12には図示しないホッパが設けられており、ホッパから樹脂材料が供給され、供給された樹脂材料はシリンダバレル12内で可塑化、溶融されスクリュ13の先端部に送り出される。
スクリュ前方へ送り出される溶融樹脂の反力によりスクリュ13は、プレッシャープレート15の反スクリュ側に配置したエンドプレート方向に後退し、予め定めた所定のストロークだけ後退して停止する。スクリュ13の後退に際して、ボールネジ18とスクリュ前後進用電動サーボモータを回動し、前記スクリュ前後進用電動サーボモータを所定のトルクで制御することでスクリュ13の後退動作に抵抗を生じさせる。この抵抗がスクリュ前方に送り出す樹脂に負荷される圧力、即ち、溶融樹脂の背圧である。
【0021】
スクリュ13が回転して樹脂材料をスクリュ前方に押し出す圧力に対し、スクリュ13後退動作の抵抗となる背圧の設定値が前記樹脂の押出圧力より小さいときスクリュ13は後退して計量動作となり、背圧の設定が前記樹脂の押出圧力より大きいときスクリュ13はその位置で移動することなく連続回転動作となる。前記構成の電動式射出装置では、スクリュ13を回転状態に設定し、背圧の設定を変えることによりスクリュ連続回転動作と計量動作の選択が可能となる。
スクリュ13の前進動作は、ボールネジ18とスクリュ前後進用電動サーボモータを回動し、前記スクリュ前後進用電動サーボモータを所定の回転速度で制御することによりプレッシャープレート15が前進移動する。プレッシャープレート15の前進移動に伴いスクリュ13はシリンダバレル12内を前進、スクリュ先端部に貯留した溶融樹脂をシリンダバレル先端に設けたノズル12bを介して排出される。
【0022】
プレッシャープレート15に連結するカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接することによって、一定ストローク以上のスクリュ前進を機械的に阻止する上記電動式射出装置10を本発明の一実施の形態に用いる構成としたが、この構成に限られるものではなく、例えば、設定射出圧力と現在射出圧力との偏差に基づいて出力される速度指令と位置ループから出力される速度指令の大小関係を比較して値の小さな方の速度指令にもとづいて速度ループ制御を行って前記スクリュ前後進用電動サーボモータを駆動し、一定ストローク以上のスクリュ前進を電気的に阻止する形態を用いる構成であっても良い。
【0023】
次に、上記構成の電動式射出装置10を用いた樹脂材料のパージ方法について図3、4を参照して説明する。
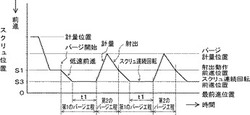
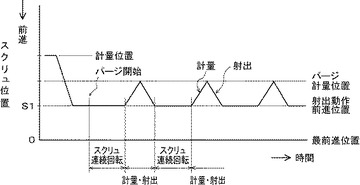
本発明のパージ方法は図3において、(1)成形終了後に電動式射出装置10を後退移動させ、次いで、スクリュ13を射出動作前進位置まで前進させる。(2)スクリュ13を射出動作前進位置で回転させホッパ及びシリンダバレル12内の樹脂材料を全て排出し、ホッパに新しい材料を供給、パージモードに切り替える。(3)予めプログラミングされた前進速度(低速)Vpでスクリュ連続回転前進位置までスクリュ13を前進させる。(4)スクリュ連続回転前進位置を保持することが可能な予めプログラミングされた背圧Ppと設定回転数R1にてスクリュ13を回転させ供給した樹脂材料をノズル12bの先端より排出する。(5)設定時間t1の経過後、予めプログラミングされた設定背圧を0(零)Mpa、且つ設定回転数R2にて設定、パージ計量位置まで計量動作を行う。(6)パージ計量位置に到達したら計量動作を停止して、設定速度V1で射出動作前進位置までスクリュ13を前進させる。(7)(3)〜(6)の動作を設定回数N回だけ繰り返し、パージ動作を終了する。本発明の前進速度(低速)Vpとは、設定したスクリュ連続回転前進位置でオーバーランすることなく停止制御可能な速度である。
【0024】
図3の第1のパージ工程が上記(3)及び(4)の工程を示し、第2のパージ工程が上記(5)及び(6)の工程を示す。
なお、上記において第2のパージ工程を省略して第1のパージ工程を設定回数繰り返すパージ方法や、第1のパージ工程を省略して第2のパージ工程を設定回数繰り返すパージ方法を選択することが可能である。
【0025】
以上のように、本発明ではスクリュ13が樹脂の押出圧力で後退しないよう位置保持し、スクリュを連続回転させてノズル12b先端から樹脂材料を排出させるに際してスクリュ13の前進位置を射出動作における前進位置より前方に置く構成とした。この構成により、スクリュ13先端部とバレルヘッド13a先端部との隙間を小さく設定でき、この隙間を流れる樹脂材料の剪断速度が速くなる。このため、スクリュ先端部とバレルヘッド先端部の表面に作用する樹脂の流動による剪断力は大きくなり、材料替え及び色替え性能が向上する。
また、スクリュ13を同じ回転数で駆動したとき、スクリュ先端部とバレルヘッド先端部との隙間が小さい方が、回転によるスクリュ先端部と相対するバレルヘッド先端部の剪断速度が速くなる。このため、スクリュ先端部とバレルヘッド先端部の表面に作用する樹脂の流動による剪断力は大きくなり、材料替え及び色替え性能が向上する。
【0026】
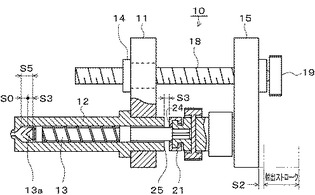
図4は、スクリュ13がスクリュ連続回転前進位置にある状態を示し、パージ工程においてスクリュ13が所定の前進速度Vpで前進移動して停止するときに、制御特性によりオーバーランしてもカップリング21のフロントプレート側端面24とシリンダバレル12のプレッシャープレート側端面25とが当接しない所定の隙間S3が設けられている。
上記隙間S3は、図1に示す射出動作前進位置における隙間S1よりS32だけ小さく設定される。このように構成したので、パージ工程のスクリュ連続回転前進位置において、シリンダバレル12の先端部とスクリュ13の先端部とは所定の隙間S0とS3との合計隙間S5を有する。合計隙間S5は射出動作前進位置における合計隙間S5よりS2だけ小さく設定され、これによりスクリュ先端部における樹脂の剪断速度を速くすることができる。
【0027】
本発明においてスクリュ最前進位置はカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接してその隙間が零であるスクリュの位置を示す。射出前進位置はカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25との隙間がS1に、スクリュ連続回転前進位置はカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25との隙間がS3に設定されたスクリュの位置を示す。
そして、隙間S3はS1より小さく、スクリュ連続回転前進位置は、射出前進位置に比べよりスクリュヘッド側に近接している。
【0028】
以上説明したように、スクリュ先端部とバレルヘッド先端部の衝突を防止する手段を備えた従来の電動式射出装置では、材料替えや色替えを行うに際して射出動作のスクリュ前進位置で動作を行う構成としていた。本発明では、スクリュを連続回転させるに際し、スクリュの前進位置を射出動作のスクリュ前進位置より前方に設定、スクリュ先端部での樹脂の剪断速度を速くすることで材料替え及び色替え性能を向上させた。
これにより、スクリュ先端部とバレルヘッド先端部の衝突を防止する手段を備えた電動式射出装置を用いパージをするときに、スクリュの先端表面とバレルヘッド先端部表面の樹脂材料を新たな樹脂材料に置き替えることが容易となり、樹脂材料替え、色替えを迅速にすることが可能となった。
【符号の説明】
【0029】
電動式射出装置 10
シリンダバレル 12
スクリュ 13
第1のパージ工程におけるスクリュ前進速度 Vp
第1のパージ工程におけるスクリュ回転数 R1
第1のパージ工程における背圧 Pp
設定時間 t1
第2のパージ工程におけるスクリュ前進速度 V1
第1のパージ工程におけるスクリュ回転数 R2
パージ工程の繰り返し数 N
スクリュの射出動作前進位置における隙間 S1
スクリュの連続回転前進位置における隙間 S3
【技術分野】
【0001】
本発明は、射出成形装置の成形終了における樹脂材料替え又は色替えの際に、シリンダバレル内の樹脂材料を排出するパージ方法に係り、特に、電動式射出装置のシリンダバレル内に残留する樹脂材料のパージ方法に関する。
【背景技術】
【0002】
例えば、電動式の射出装置では、スクリュを軸方向に前進移動させるネジ機構を駆動するサーボモータの誤作動によりスクリュの先端がシリンダバレルの先端部に衝突しないようにするために、フロントプレートに取り付けられたシリンダバレルと、シリンダバレル内の軸方向に進退自在に配されたスクリュと、スクリュがカップリングで連結されたプレッシャープレートと一緒にフロントプレートに対し進退移動させる構成としている。そして、スクリュをプレッシャープレートに連結するカップリングのフロントプレート側の端面と、スクリュが配されるシリンダバレルのプレッシャープレート側の端面とが当接することによって、一定ストローク以上のスクリュ前進を阻止するようにしたものが知られている。
【0003】
上記従来の電動式射出装置では図1に示すように、制御上のスクリュ前進位置を射出工程においてスクリュが最大速度で前進移動してもスクリュをプレッシャープレートに連結するカップリングのフロントプレート側の端面と、スクリュが配されるシリンダバレルのプレッシャープレート側の端面とが当接することなく停止するように設定された所定の隙間S1が設けられている。
また図2に示すように、スクリュをプレッシャープレートに連結するカップリングのフロントプレート側の端面と、スクリュが配されるシリンダバレルのプレッシャープレート側の端面と、が当接したときにスクリュの先端がシリンダバレルの先端部と衝突しないよう、スクリュの先端とシリンダバレル先端部とは所定の隙間S0を設けた構成となっている。
このように従来の電動式射出装置では制御上のスクリュ前進位置において、スクリュの先端とシリンダバレル先端部とは上記隙間S1とS0とを合計した所定の隙間S4を有している。(特許文献1参照)
【0004】
従来の射出成形装置においては、シリンダバレル内の溶融樹脂を成形終了時の樹脂材料替え又は色替えの際に、図5に示すような工程で行うパージ方法が知られている。このパージ方法は、スクリュを回転させて所定量を計量しその後スクリュを前進させる操作、又はスクリュを連続的に回転させる操作を単独又は組み合わせて行うようにしている。即ち、成形終了時には、樹脂材料の供給を停止し、スクリュを前進させその後、計量動作を行い、スクリュを回転後退させる。このスクリュ前進とスクリュ後退動作を所定回数繰り返し、或いは、スクリュ前進位置でスクリュを連続回転させることでシリンダバレル内に滞留する溶融樹脂をパージする。また、樹脂材料又は色を変えた後に、上記操作を行いパージするものである。(特許文献2参照)
【0005】
ところで、前記従来のパージ動作を、前記従来の電動式射出装置で行うと、スクリュの先端とシリンダバレル先端部との間に前記S1とS0とを合計した隙間S4を有したスクリュ前進位置でパージ制御をすることから、パージにおいて、前記隙間S4では、隙間を流れる樹脂材料の剪断速度と、剪断速度に伴うスクリュの先端部及びシリンダバレル先端部の表面に付着した樹脂材料に作用する剥離力が小さく、特に前記スクリュの先端表面とバレルヘッド先端部表面の樹脂材料を新たな樹脂材料に置き替えることが困難であった。このために、パージに多量の樹脂材料と時間を要していた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−307516号公報
【特許文献2】特開平4−334428号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した従来の電動式射出装置の問題点に鑑みてなされたもので、パージをするときに、樹脂材料替え、色替えを迅速、且つ容易にすることができる射出装置のパージ方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に記載の電動式射出装置のパージ方法は、スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、前記第1のパージ工程における前記スクリュの連続回転前進位置は、前記第2のパージ工程における前記スクリュの射出動作前進位置より前方に設定され、前記第1のパージ工程と前記第2のパージ工程を連続して所定の回数繰り返して行うことを特徴とする。
【0009】
本発明の請求項2に記載の電動式射出装置のパージ方法は請求項1に記載の発明において、前記第2のパージ工程における前記スクリュの射出動作前進位置から前記第1のパージ工程の前記スクリュの連続回転前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする。
本発明の請求項3に記載の電動式射出装置のパージ方法は請求項1に記載の発明において、前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする。
【0010】
本発明の請求項4に記載の電動式射出装置のパージ方法は、スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、前記第1のパージ工程又は前記第2のパージ工程を選択的に用い、所定の回数繰り返して行うことを特徴とする。
【0011】
本発明の請求項5に記載の電動式射出装置のパージ方法は請求項4に記載の発明において、前記第2のパージ工程における前記スクリュ前進位置から前記第1のパージ工程の前記スクリュ前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする。
本発明の請求項6に記載の電動式射出装置のパージ方法は請求項4に記載の発明において、前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする。
【発明の効果】
【0012】
スクリュを回転動作させるときに、スクリュの前進位置を射出工程の前進位置より前方に設定し、スクリュの先端とシリンダバレル先端部との隙間を小さくなるようにしたので、隙間を流れる樹脂材料の剪断速度が速くなるとともに、剪断速度に伴うスクリュ先端とシリンダバレル先端部の表面に付着した樹脂材料の剥離力が大きくなり、樹脂材料替え、色替えを迅速に行うことができる。これにより、パージに要する樹脂材料の削減とパージ時間を短縮する。
射出工程のスクリュ前進位置からパージ工程のスクリュ前進位置へのスクリュ移動は、所定の低速で行うようにしたので、スクリュがオーバーランしてスクリュの衝突防止手段が当接することがない。
【0013】
スクリュの連続回転動作による樹脂材料のパージ操作と、スクリュ回転後退(計量動作)及びスクリュ無回転前進(射出動作)による樹脂材料のパージ操作を選択的に行うようにしたので、樹脂材料の種類に応じ、樹脂材料替え、色替えが迅速、且つ容易に行える。
スクリュの連続回転動作による樹脂材料のパージ操作における背圧の設定値を、スクリュ回転後退(計量動作)及びスクリュ無回転前進(射出動作)による樹脂材料のパージ操作における背圧の設定値より大きく設定したので、スクリュを連続回転動作をするときにスクリュが後退動作をすることがなく、樹脂材料を連続的且つ効率的にシリンダバレルより排出することができる。これにより、使用する樹脂量を削減し、パージ時間を短縮する。
【図面の簡単な説明】
【0014】
【図1】電動式射出装置の要部の断面図である。
【図2】スクリュの前進を阻害した状態を示す断面図である。
【図3】本発明による樹脂材料替え及び色替えの工程を示す説明図である。
【図4】本発明の第1パージ工程におけるスクリュの先端とシリンダバレル先端部との関係を示す断面図である。
【図5】従来の樹脂材料替え及び色替えの工程を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の一実施の形態に用いる電動式射出装置10の構成を、図1、2を参照して説明する。
図1において、符号11はフロントプレートで、図示しないエンドプレートに対向して設けられ、フロントプレート11とエンドプレートは同じく図示しないタイバーにより連結されている。フロントプレート11の中央部にはシリンダバレル12が取り付けられており、シリンダバレル12にはスクリュ13が軸方向に進退自在に挿入されている。そして、フロントプレート11に形成された支持孔にはボールナット14を備えている。
符号15はプレッシャープレートで、前記スクリュ13の軸方向に摺動自在に設けられており、プレッシャープレート15の中央部にはロードセルを有する軸受け部材16と駆動軸17が取り付けられている。
【0016】
プレッシャープレート15には、ボールネジ軸18が回動自在に取り付けられており、ボールネジ軸18のプレッシャープレート15側の一端にはプーリー19を備えている。 ボールネジ軸18はフロントプレート11に取り付けたボールナット14と螺合し、図示しないスクリュ前後進用電動サーボモータの回転が、同じく図示しない巻き掛け駆動手段を介してプーリー19に伝達され、ボールネジ軸18を回転することによりプレッシャープレート15がフロントプレート11に対し前後動する構成となっている。このプレッシャープレート15の前進動作により、スクリュ13がシリンダバレル12に対し前進移動する。
【0017】
スクリュ13のプレッシャープレート側の軸端部にはキー溝が加工されており、従動軸20に設けた軸孔に嵌挿され、カップリング21によってスクリュ13が従動軸20の軸方向に移動しないよう取り付けられている。駆動軸17には従動軸20とスクリュ回転用プーリー22が取り付けられており、図示しないスクリュ回転用電動サーボモータ及び同じく図示しない巻き掛け駆動手段を介してスクリュ回転用プーリー22に伝達される。スクリュ13には、従動軸20及びキー23を介して駆動軸17の回転が伝達される構成となっている。
【0018】
図1は、スクリュ13がスクリュ動作前進位置にある状態を示し、射出工程においてスクリュ13が所定の速度で前進移動して停止するときに、制御特性によりオーバーランしてもカップリング21のフロントプレート側端面24とシリンダバレル12のプレッシャープレート側端面25とが当接しない所定の隙間S1が設けられている。
図2は、図1の状態からスクリュ13が前記所定の隙間S1だけ前進移動して最前進位置へ移動し、プレッシャープレート15に連結するカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接することによって、一定ストローク以上のスクリュ前進を阻止した状態を示している。
【0019】
図2のL1は、スクリュ13を接続するカップリング21のフロントプレート側の端面24からスクリュ13先端に設けたスクリュヘッド13aの外径部の先端に至るまでの長さを示し、L2は、シリンダバレル12のプレッシャープレート側の端面25からスクリュヘッド13aの外径をスクリュ13の軸方向に延長しシリンダバレル12の先端に至るまでの長さを示している。
そして、L2をL1より長くなるように各部品の寸法を設定し、カップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接してその隙間が零で、スクリュ13が最前進位置となる図2の状態であっても、スクリュヘッド13aの外径部の先端にシリンダバレル12の先端が衝突することがない所定の先端隙間S0を設けた構成となっている。
このように構成したので、図1に示すように制御上のスクリュ前進位置において、シリンダバレル12の先端部とスクリュ13の先端部とは所定の隙間S0とS1との合計隙間S4を有する。
【0020】
前記構成の電動式射出装置10の作用について説明する。図示しないスクリュ回転用電動サーボモータを駆動してスクリュ13を回転させる。シリンダバレル12には図示しないホッパが設けられており、ホッパから樹脂材料が供給され、供給された樹脂材料はシリンダバレル12内で可塑化、溶融されスクリュ13の先端部に送り出される。
スクリュ前方へ送り出される溶融樹脂の反力によりスクリュ13は、プレッシャープレート15の反スクリュ側に配置したエンドプレート方向に後退し、予め定めた所定のストロークだけ後退して停止する。スクリュ13の後退に際して、ボールネジ18とスクリュ前後進用電動サーボモータを回動し、前記スクリュ前後進用電動サーボモータを所定のトルクで制御することでスクリュ13の後退動作に抵抗を生じさせる。この抵抗がスクリュ前方に送り出す樹脂に負荷される圧力、即ち、溶融樹脂の背圧である。
【0021】
スクリュ13が回転して樹脂材料をスクリュ前方に押し出す圧力に対し、スクリュ13後退動作の抵抗となる背圧の設定値が前記樹脂の押出圧力より小さいときスクリュ13は後退して計量動作となり、背圧の設定が前記樹脂の押出圧力より大きいときスクリュ13はその位置で移動することなく連続回転動作となる。前記構成の電動式射出装置では、スクリュ13を回転状態に設定し、背圧の設定を変えることによりスクリュ連続回転動作と計量動作の選択が可能となる。
スクリュ13の前進動作は、ボールネジ18とスクリュ前後進用電動サーボモータを回動し、前記スクリュ前後進用電動サーボモータを所定の回転速度で制御することによりプレッシャープレート15が前進移動する。プレッシャープレート15の前進移動に伴いスクリュ13はシリンダバレル12内を前進、スクリュ先端部に貯留した溶融樹脂をシリンダバレル先端に設けたノズル12bを介して排出される。
【0022】
プレッシャープレート15に連結するカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接することによって、一定ストローク以上のスクリュ前進を機械的に阻止する上記電動式射出装置10を本発明の一実施の形態に用いる構成としたが、この構成に限られるものではなく、例えば、設定射出圧力と現在射出圧力との偏差に基づいて出力される速度指令と位置ループから出力される速度指令の大小関係を比較して値の小さな方の速度指令にもとづいて速度ループ制御を行って前記スクリュ前後進用電動サーボモータを駆動し、一定ストローク以上のスクリュ前進を電気的に阻止する形態を用いる構成であっても良い。
【0023】
次に、上記構成の電動式射出装置10を用いた樹脂材料のパージ方法について図3、4を参照して説明する。
本発明のパージ方法は図3において、(1)成形終了後に電動式射出装置10を後退移動させ、次いで、スクリュ13を射出動作前進位置まで前進させる。(2)スクリュ13を射出動作前進位置で回転させホッパ及びシリンダバレル12内の樹脂材料を全て排出し、ホッパに新しい材料を供給、パージモードに切り替える。(3)予めプログラミングされた前進速度(低速)Vpでスクリュ連続回転前進位置までスクリュ13を前進させる。(4)スクリュ連続回転前進位置を保持することが可能な予めプログラミングされた背圧Ppと設定回転数R1にてスクリュ13を回転させ供給した樹脂材料をノズル12bの先端より排出する。(5)設定時間t1の経過後、予めプログラミングされた設定背圧を0(零)Mpa、且つ設定回転数R2にて設定、パージ計量位置まで計量動作を行う。(6)パージ計量位置に到達したら計量動作を停止して、設定速度V1で射出動作前進位置までスクリュ13を前進させる。(7)(3)〜(6)の動作を設定回数N回だけ繰り返し、パージ動作を終了する。本発明の前進速度(低速)Vpとは、設定したスクリュ連続回転前進位置でオーバーランすることなく停止制御可能な速度である。
【0024】
図3の第1のパージ工程が上記(3)及び(4)の工程を示し、第2のパージ工程が上記(5)及び(6)の工程を示す。
なお、上記において第2のパージ工程を省略して第1のパージ工程を設定回数繰り返すパージ方法や、第1のパージ工程を省略して第2のパージ工程を設定回数繰り返すパージ方法を選択することが可能である。
【0025】
以上のように、本発明ではスクリュ13が樹脂の押出圧力で後退しないよう位置保持し、スクリュを連続回転させてノズル12b先端から樹脂材料を排出させるに際してスクリュ13の前進位置を射出動作における前進位置より前方に置く構成とした。この構成により、スクリュ13先端部とバレルヘッド13a先端部との隙間を小さく設定でき、この隙間を流れる樹脂材料の剪断速度が速くなる。このため、スクリュ先端部とバレルヘッド先端部の表面に作用する樹脂の流動による剪断力は大きくなり、材料替え及び色替え性能が向上する。
また、スクリュ13を同じ回転数で駆動したとき、スクリュ先端部とバレルヘッド先端部との隙間が小さい方が、回転によるスクリュ先端部と相対するバレルヘッド先端部の剪断速度が速くなる。このため、スクリュ先端部とバレルヘッド先端部の表面に作用する樹脂の流動による剪断力は大きくなり、材料替え及び色替え性能が向上する。
【0026】
図4は、スクリュ13がスクリュ連続回転前進位置にある状態を示し、パージ工程においてスクリュ13が所定の前進速度Vpで前進移動して停止するときに、制御特性によりオーバーランしてもカップリング21のフロントプレート側端面24とシリンダバレル12のプレッシャープレート側端面25とが当接しない所定の隙間S3が設けられている。
上記隙間S3は、図1に示す射出動作前進位置における隙間S1よりS32だけ小さく設定される。このように構成したので、パージ工程のスクリュ連続回転前進位置において、シリンダバレル12の先端部とスクリュ13の先端部とは所定の隙間S0とS3との合計隙間S5を有する。合計隙間S5は射出動作前進位置における合計隙間S5よりS2だけ小さく設定され、これによりスクリュ先端部における樹脂の剪断速度を速くすることができる。
【0027】
本発明においてスクリュ最前進位置はカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25とが当接してその隙間が零であるスクリュの位置を示す。射出前進位置はカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25との隙間がS1に、スクリュ連続回転前進位置はカップリング21のフロントプレート側の端面24と、スクリュ13が配されるシリンダバレル12のプレッシャープレート側の端面25との隙間がS3に設定されたスクリュの位置を示す。
そして、隙間S3はS1より小さく、スクリュ連続回転前進位置は、射出前進位置に比べよりスクリュヘッド側に近接している。
【0028】
以上説明したように、スクリュ先端部とバレルヘッド先端部の衝突を防止する手段を備えた従来の電動式射出装置では、材料替えや色替えを行うに際して射出動作のスクリュ前進位置で動作を行う構成としていた。本発明では、スクリュを連続回転させるに際し、スクリュの前進位置を射出動作のスクリュ前進位置より前方に設定、スクリュ先端部での樹脂の剪断速度を速くすることで材料替え及び色替え性能を向上させた。
これにより、スクリュ先端部とバレルヘッド先端部の衝突を防止する手段を備えた電動式射出装置を用いパージをするときに、スクリュの先端表面とバレルヘッド先端部表面の樹脂材料を新たな樹脂材料に置き替えることが容易となり、樹脂材料替え、色替えを迅速にすることが可能となった。
【符号の説明】
【0029】
電動式射出装置 10
シリンダバレル 12
スクリュ 13
第1のパージ工程におけるスクリュ前進速度 Vp
第1のパージ工程におけるスクリュ回転数 R1
第1のパージ工程における背圧 Pp
設定時間 t1
第2のパージ工程におけるスクリュ前進速度 V1
第1のパージ工程におけるスクリュ回転数 R2
パージ工程の繰り返し数 N
スクリュの射出動作前進位置における隙間 S1
スクリュの連続回転前進位置における隙間 S3
【特許請求の範囲】
【請求項1】
スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、
前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、
前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、
前記第1のパージ工程における前記スクリュの連続回転前進位置は、前記第2のパージ工程における前記スクリュの射出動作前進位置より前方に設定され、前記第1のパージ工程と前記第2のパージ工程を連続して所定の回数繰り返して行うことを特徴とする電動式射出装置のパージ方法。
【請求項2】
前記第2のパージ工程における前記スクリュの射出動作前進位置から前記第1のパージ工程の前記スクリュの連続回転前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする請求項1に記載の電動式射出装置のパージ方法。
【請求項3】
前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする請求項1に記載の電動式射出装置のパージ方法。
【請求項4】
スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、
前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、
前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、
前記第1のパージ工程又は前記第2のパージ工程を選択的に用い、所定の回数繰り返して行うことを特徴とする電動式射出装置のパージ方法。
【請求項5】
前記第2のパージ工程における前記スクリュ前進位置から前記第1のパージ工程の前記スクリュ前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする請求項4に記載の電動式射出装置のパージ方法。
【請求項6】
前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする請求項4に記載の電動式射出装置のパージ方法。
【請求項1】
スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、
前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、
前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、
前記第1のパージ工程における前記スクリュの連続回転前進位置は、前記第2のパージ工程における前記スクリュの射出動作前進位置より前方に設定され、前記第1のパージ工程と前記第2のパージ工程を連続して所定の回数繰り返して行うことを特徴とする電動式射出装置のパージ方法。
【請求項2】
前記第2のパージ工程における前記スクリュの射出動作前進位置から前記第1のパージ工程の前記スクリュの連続回転前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする請求項1に記載の電動式射出装置のパージ方法。
【請求項3】
前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする請求項1に記載の電動式射出装置のパージ方法。
【請求項4】
スクリュの前進を一定のストローク以上移動することを阻止するスクリュの衝突防止手段を有し、前記スクリュの前進をサーボモータにより駆動する電動式射出装置のパージ方法であって、
前記スクリュを前進方向に移動不可に設定し、前記スクリュを所定の回転数で所定時間連続して回転させるとともに、前記スクリュの後退移動を溶融樹脂に所定の背圧を作用させることで防止してシリンダバレル内の前記溶融樹脂を連続的に排出する第1のパージ工程と、
前記スクリュを前後方向に移動可能に設定し、前記スクリュを所定の回転数で回転させるとともに、溶融樹脂に所定の背圧を作用させ所定のストローク前記スクリュを後退移動させる計量動作と、前記計量した溶融樹脂を前記スクリュの前進移動によって排出する射出動作とからなり、前記シリンダバレル内の前記溶融樹脂を間歇的に排出する第2のパージ工程と、を備え、
前記第1のパージ工程又は前記第2のパージ工程を選択的に用い、所定の回数繰り返して行うことを特徴とする電動式射出装置のパージ方法。
【請求項5】
前記第2のパージ工程における前記スクリュ前進位置から前記第1のパージ工程の前記スクリュ前進位置へのスクリュ移動は、低速に設定された所定のスクリュ前進速度で行われることを特徴とする請求項4に記載の電動式射出装置のパージ方法。
【請求項6】
前記第1のパージ工程における前記背圧及びスクリュ回転数の設定値が、前記第2のパージ工程おけるその設定値よりも大きな値に設定されることを特徴とする請求項4に記載の電動式射出装置のパージ方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−76382(P2012−76382A)
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願番号】特願2010−224462(P2010−224462)
【出願日】平成22年10月4日(2010.10.4)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成24年4月19日(2012.4.19)
【国際特許分類】
【出願日】平成22年10月4日(2010.10.4)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]