
電動機の製造方法および電動機
【課題】長期間安定してロータの温度を監視する構成を安価に実現する。
【解決手段】電動機100の製造方法は、ステータ120の内径より小さい外径を有し、その外周の一部に軸方向の切り欠きである切り欠き部302が形成された円柱状の成型治具300と、切り欠き部より断面積が小さく温度を測定する温度測定部124とを、ステータの環の中に挿通する成型治具挿通工程S204と、成型治具とステータとの隙間に、固化前の固化材料を導入する導入工程S206と、固化材料が固化した後、成型治具をステータから抜出する抜出工程S208と、ロータを、ステータの環の中に挿通させるロータ挿通工程S210と、を有する。
【解決手段】電動機100の製造方法は、ステータ120の内径より小さい外径を有し、その外周の一部に軸方向の切り欠きである切り欠き部302が形成された円柱状の成型治具300と、切り欠き部より断面積が小さく温度を測定する温度測定部124とを、ステータの環の中に挿通する成型治具挿通工程S204と、成型治具とステータとの隙間に、固化前の固化材料を導入する導入工程S206と、固化材料が固化した後、成型治具をステータから抜出する抜出工程S208と、ロータを、ステータの環の中に挿通させるロータ挿通工程S210と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁力によって回転力を生じさせる電動機の製造方法および電動機に関する。
【背景技術】
【0002】
近年、電気自動車等に永久磁石やコイルをロータ(回転子)に配した電動機が用いられている。この電動機は、小サイズ化、高出力化、および高速化の需要に応じ、エネルギー密度が高くなっている。そのため、ロータが高温になり易く、電動機全体の損失や電動機に用いられる永久磁石の減磁を引き起こす要因となっていた。
【0003】
したがって、ロータのうち、例えば永久磁石の温度を監視し、永久磁石の温度に応じてモータを制御する必要がある。しかし、永久磁石が配されるロータは回転体であるため、温度の測定結果を有線でステータ(固定子)側に伝達することが難しい。
【0004】
そこで、ロータに配した温度センサでロータの永久磁石の温度を測定して無線でステータに送信したり(例えば、特許文献1)、ロータに配した温度によって屈折率が変化する透明部材にレーザ光を透過させ、透過したレーザ光の屈折からロータの温度を推定したりする方法が提案されている(例えば、特許文献2)。さらに、ロータの永久磁石に熱電対を装着し、スリップリングを介して固定子側に出力する方法も考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−94576号公報
【特許文献2】特開2010−35265号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上述したように無線やレーザ光を用いた構成では、モータの構造が複雑になりコストが高くなってしまう。その上、無線を用いる場合、無線信号に混入するノイズの影響で測定値の精度が低下するおそれがある。また、スリップリングを用いた構成では、長期の使用によって接触部分が摩耗したり、振動の影響で接触部分が損傷したりして、測定値の信頼性が低下してしまう可能性がある。
【0007】
そこで本発明は、このような課題に鑑み、長期間安定してロータの温度を監視する構成を安価に実現することが可能な電動機の製造方法および電動機を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の、環状のステータと、ステータの環の中に挿通され、ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える電動機を製造する製造方法は、ステータの内径より小さい外径を有し、その外周の一部に軸方向の切り欠きである切り欠き部が形成された円柱状の成型治具と、切り欠き部より断面積が小さく温度を測定する温度測定部とを、ステータの環の中に挿通する成型治具挿通工程と、成型治具とステータとの隙間に、固化前の固化材料を導入する導入工程と、固化材料が固化した後、成型治具をステータから抜出する抜出工程と、ロータを、ステータの環の中に挿通させるロータ挿通工程と、を有することを特徴とする。
【0009】
成型治具挿通工程の前に、温度測定部を成形治具の切り欠き部側の面に接着する接着工程をさらに有してもよい。
【0010】
切り欠き部には、軸方向に溝が形成され、成型治具挿通工程または接着工程において、温度測定部は、溝に配されてもよい。
【0011】
上記課題を解決するために、環状のステータと、ステータの環の中に挿通され、ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える本発明の電動機を製造する製造方法は、ステータの内周面に設けられた、ステータの軸方向に延伸する溝であるスロット部に巻き線を挿通して、隣接する2つのスロット部の間在部に巻き線を巻き付けてコイルを生成するコイル巻き工程と、温度を測定する温度測定部をスロット部に、ステータの内径より小さい外径を有する円柱状の成型治具をステータの環の中に、それぞれ挿通する成型治具挿通工程と、スロット部に、固化前の固化材料を導入する導入工程と、固化材料が固化した後、成型治具をステータから抜出する抜出工程と、ロータを、ステータの環の中に挿通させるロータ挿通工程と、を有することを特徴とする。
【0012】
成型治具挿通工程の前に、温度測定部を成形治具の側面に接着する接着工程をさらに有してもよい。
【0013】
上記課題を解決するために、本発明の電動機は、環状のステータと、ステータの環の中に挿通され、ステータの環の中の内周面と離間した状態で、周方向に回転自在に軸支されるロータと、ロータの温度を測定するための温度測定部と、ロータの外周面に対向するステータの部位に、温度測定部を固定する固定部と、を備えたことを特徴とする。
【0014】
温度測定部は、固定部に一部または全部が埋設されてもよい。
【0015】
固定部は、ステータの内周面の径方向中心側に突出する凸部を有し、温度測定部は、凸部に一部または全部が埋設されてもよい。
【0016】
固定部は、ステータの内周面に設けられた、ステータの軸方向に延伸する溝であって、ステータにおけるコイルの巻き線を挿通するための、スロット部内に設けられ、温度測定部は、固定部に一部または全部が埋設されてもよい。
【0017】
温度測定部は、熱電対で構成されてもよい。
【発明の効果】
【0018】
本発明によれば、長期間安定してロータの温度を監視する構成を安価に実現することが可能となる。
【図面の簡単な説明】
【0019】
【図1】電動機の断面図である。
【図2】電動機の断面図である。
【図3】電動機の製造方法を示すフローチャートである。
【図4】温度測定部が接着された成型治具を説明するための説明図である。
【図5】変形例1における成型治具を説明するための説明図である。
【図6】変形例1における電動機の製造方法を示すフローチャートである。
【図7】変形例2における成型治具を説明するための説明図である。
【図8】変形例2における電動機の製造方法を示すフローチャートである。
【発明を実施するための形態】
【0020】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値等は、発明の理解を容易とするための例示にすぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書及び図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
【0021】
(電動機100)
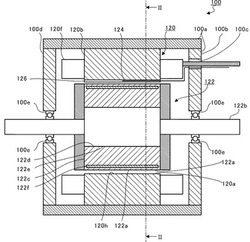
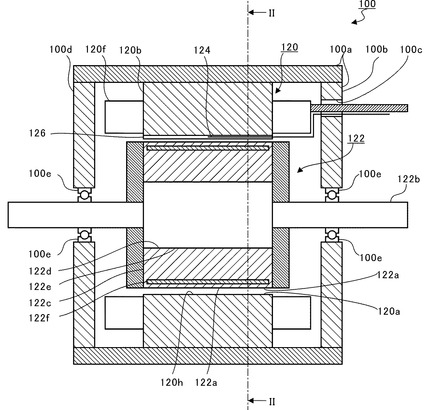
図1、図2は、電動機100の断面図である。図1は、電動機100の回転軸を含む断面を示し、図2は、図1のII‐II線断面を示す。図1に示すように、電動機100は、ステータ(固定子)120と、ロータ(回転子)122と、温度測定部124と、固定部126と、を含んで構成される。
【0022】
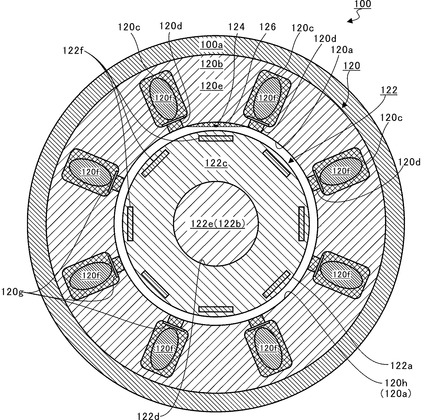
ステータ120は、図2に示すように、中心孔120aが形成されるように環状に構成される。このステータ120の本体(ステータコア120b)には、複数(例えば、8つ)のスロット部120cが、ステータ120の周方向に等間隔に設けられている。スロット部120cは、ステータ120における、回転軸の軸方向に延伸する溝で構成される。
【0023】
ステータ120の環の中心孔120aと、スロット部120cとは、連通部120dで繋がっており、かかる連通部120dを介して、隣接する2つのスロット部120cの間在部120eに巻き線が巻きつけられ、コイル120fが形成される。
【0024】
隣接する2つのスロット部120cの組み合わせそれぞれについて、コイル120fが1つずつ配される。仕切板120gは、巻き線の巻き付け完了後、連通部120dに配される仕切として機能する。
【0025】
スロット部120cとコイル120fとの隙間には、モールド樹脂が導入され、コイル120fがモールド樹脂で固定されている(モールディング)。
【0026】
図1に示すように、電動機100の筐体100aの端面100bには、貫通孔100cが設けられている。コイル120fの電線は、この貫通孔100cから筐体100a外に導かれる。また、筐体100aの端面100b、100dには、それぞれ、ベアリング100eが設けられている。
【0027】
ロータ122は、ステータ120の環の中(中心孔120a)に挿通される。そして、ロータ122は、外周面122aがステータ120の環の中の内周面120hと隙間(エアギャップ)を空けて離間した状態で、シャフト122bを介してベアリング100eに、ロータ122の周方向に回転自在に軸支される。このエアギャップは、例えば、0.5mm〜1mm程度である。
【0028】
ロータ122の本体(ロータコア122c)には、中心に、シャフト122bを挿通する貫通孔122dが設けられている。また、シャフト122bのうち他の部分に比べて径が大きい部分(大径部122e)がロータ122の貫通孔122dに挿通された状態で固設されている。
【0029】
また、ロータコア122cには、貫通孔122dの外周側に、複数の永久磁石122fが、ロータ122の周方向に等間隔に固設されている。永久磁石122fは、N極またはS極のいずれかがステータ120の内周面120hに対向するように配される。
【0030】
温度測定部124は、ロータ122の温度を測定するための測定子であり、本実施形態では、熱電対で構成される。
【0031】
温度測定部124は、図1に示すように、貫通孔100cから筐体100a内部に導かれ、図1、図2に示すように、ステータ120のうち、ロータ122の外周面122aに対向する部位に配される。
【0032】
このように、温度測定部124として安価な熱電対を用いることで、電動機100の製造コストを抑制できる。また、熱電対は比較的小さい(例えば、素線の径が0.1mm程度)ことから、電動機100のロータ122とステータ120の隙間が狭くとも、容易に配置することができる。
【0033】
固定部126は、モールド樹脂で構成され、ステータ120のうち、ロータ122の外周面122aに対向する部位に、温度測定部124を固定する。
【0034】
制御部(図示せず)は、温度測定部124が測定した温度に基づいて、電動機100の回転数等を制御する。
【0035】
例えば、監視対象とする温度であるロータ122の温度(例えば、永久磁石122fの温度)を直接測定できる試験機を用いて、電動機100の運転状況(負荷、回転数、マグネット損失等)と、監視対象(ここでは、永久磁石122f)の温度と、温度測定部124の測定値との関係を示す対応付けデータを、テーブルとして予め記録しておくとよい。
【0036】
この場合、制御部は、この予め記録された対応付けデータに基づいて、電動機100の運転状況と、温度測定部124が測定した測定値から監視対象の温度を推定し、電動機100を制御する。
【0037】
以下、上述した電動機100の製造方法を図3のフローチャートを用いて説明する。
【0038】
(電動機100の製造方法)
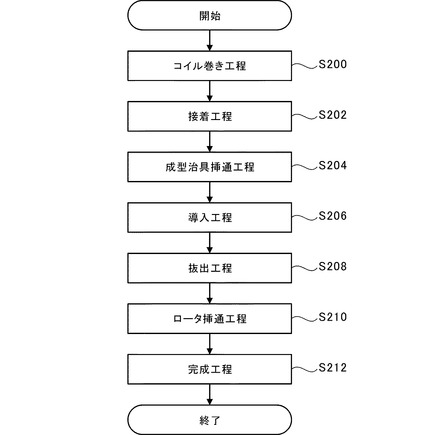
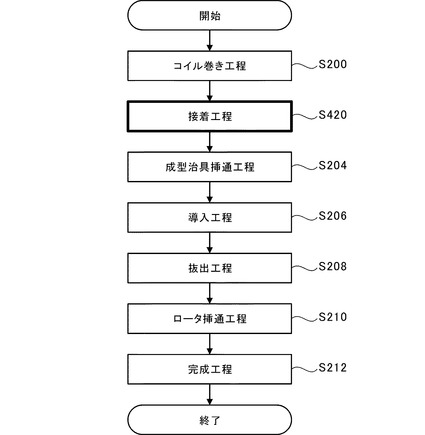
図3は、電動機100の製造方法を示すフローチャートである。図3に示すように、まず、ステータ120の内周面120hに設けられたスロット部120cに巻き線を挿通して、隣接する2つのスロット部120cの間在部120eに巻き線を巻き付けてコイル120fを生成する(コイル巻き工程S200)。
【0039】
続いて、成形治具と温度測定部124とを準備し、温度測定部124を成形治具の切り欠き部側の面に接着する(接着工程S202)。かかる成型治具およびその切り欠き部について、図4を用いて説明する。
【0040】
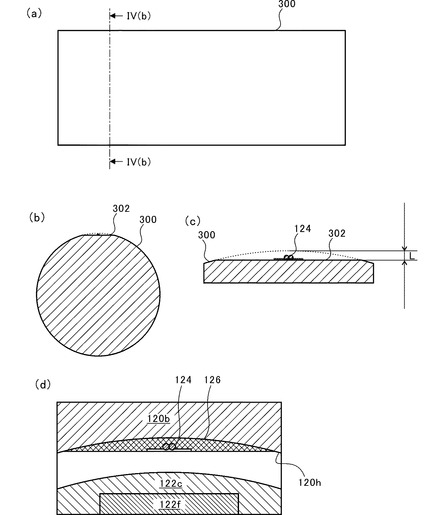
図4は、温度測定部124が接着された成型治具300を説明するための説明図である。図4(a)は、成型治具300の正面図を示し、図4(b)は、図4(a)のIV(b)‐IV(b)線断面図であり、図4(c)は、図4(b)の部分拡大図である。
【0041】
成型治具300は、ステータ120の内径より小さい外径を有する円柱状の部材である。ただし、後工程である導入工程S206においてモールド樹脂を導入する際に、モールド樹脂がステータ120の内周面と成型治具300の外周面との間の隙間に染み出す量を少なくするため、成型治具300の外径は、ステータ120の内径に嵌合可能な範囲で近づけることが望ましい。成型治具300は、その外周の一部に軸方向の切り欠きである切り欠き部302が形成される。切り欠き部302の、シャフト122bの径方向の切り欠きの高さLは、例えば、0.2mm程度である。
【0042】
温度測定部124は、この切り欠き部302に、接着剤で接着される。この接着剤は、例えば、固定部126として用いられるモールド樹脂の耐熱温度(例えば、180度)や固化させる成型温度(例えば、120度)よりも、低温(例えば、80度)で融解するものが用いられる。ここで、温度測定部124は、切り欠き部302より断面積が小さいものとする。
【0043】
接着工程S202を行うことで、後述する成型治具挿通工程S204において成型治具300を挿通するのみで、温度測定部124を容易に所望する位置に配置させることが可能となる。
【0044】
そして、温度測定部124が接着した成型治具300を、ステータ120の環の中に挿通する(成型治具挿通工程S204)。
【0045】
続いて、成型治具300とステータ120との隙間に、固化前の固化材料を導入する(導入工程S206)。ここで、固化材料は、上述した固定部126が固化する前のモールド樹脂である。
【0046】
そして、モールド樹脂を加熱し、モールド樹脂が固化して固定部126として機能するようになった後、成型治具300をステータ120から抜出する(抜出工程S208)。本実施形態では、上記接着工程S202において、低温で融解する接着剤を用いているので、モールド樹脂を固化させるための加熱時に、接着剤が融解して温度測定部124が成型治具300から離隔し、成型治具300のみを容易に抜出できる。
【0047】
最後に、ロータ122を、ステータ120の環の中に挿通させ(ロータ挿通工程S210)、ロータ122とステータ120を筐体100aで覆う。このとき、シャフト122bがベアリング100eに軸支されるように、筐体100aの端面100b、100dを構成する部材で蓋をする(完成工程S212)。
【0048】
図4(d)は、図2の部分拡大図を示す。上述した成型治具挿通工程S204においては、温度測定部124と成型治具300とを接着した接着剤が介在する。そのため、導入工程S206においては、温度測定部124と成型治具300との間にはモールド樹脂が侵入しないため、図4(d)に示すように、温度測定部124はモールド樹脂から露出し、エアギャップの空気に触れている。なお、本実施形態においては、温度測定部124はモールド樹脂に一部が埋没し、一部が露出している。しかし、温度測定部124はモールド樹脂に完全に埋没していてもよい。
【0049】
このように、本実施形態の電動機100の製造方法によれば、エアギャップの温度を測定すべく、温度測定部124を、電動機100のうち、回転しない部品の中では最も永久磁石122fの近くである、ステータ120の環の内周面120hに配することができる。
【0050】
例えば、電動機100のように、永久磁石122fをロータ122に配するPM(Permanent Magnet)モータでは、ステータ120の内周面120h側と、永久磁石122fとの間の熱抵抗が小さく伝熱し易い。そのため、エアギャップの温度と永久磁石122fとは温度差が生じ難く、電動機100を制御する制御部は、永久磁石122fの温度を温度測定部124の測定値から精度よく推定できる。
【0051】
また、成型治具300とステータ120とで型を形成するので、その隙間にモールド樹脂を導入するだけで、容易に温度測定部124をモールディングできる。このとき、コイル120fのモールディングと同時に、温度測定部124のモールディングも行うことができるため、温度測定部124を配するための作業負担が軽減される。
【0052】
(変形例1)
次に、変形例1における成型治具400、切り欠き部402、溝404、接着工程S420、固定部426、凸部426aについて説明する。変形例1では、上記実施形態と、成型治具400、切り欠き部402、溝404、接着工程S420、固定部426、凸部426aが異なる。上記実施形態と同じ構成については説明を省略し、構成が異なる成型治具400、切り欠き部402、溝404、接着工程S420、固定部426、凸部426aについてのみ説明する。
【0053】
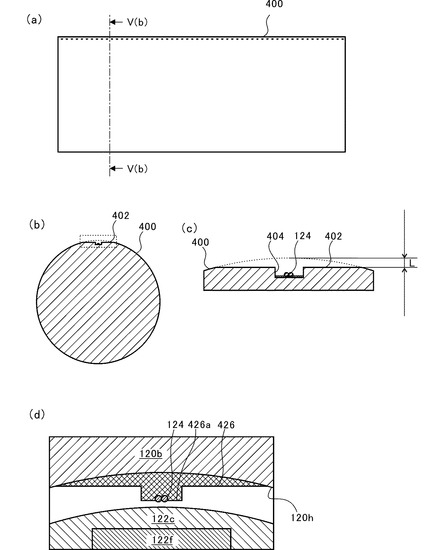
図5は、変形例1における成型治具400を説明するための説明図である。図5(a)は、成型治具400の正面図を示し、図5(b)は、図5(a)のV(b)‐V(b)線断面図であり、図5(c)は、図5(b)の部分拡大図である。
【0054】
図5(a)、(b)に示すように、成型治具400は、成型治具300と同様、ステータ120の内径より小さい外径を有する円柱状の部材である。成型治具400は、その外周の一部に軸方向の切り欠きである切り欠き部402が形成される。図5(c)に示すように、切り欠き部402には、軸方向に溝404が形成される。
【0055】
図6は、変形例1における電動機の製造方法を示すフローチャートである。コイル巻き工程S200の後、成形治具400と温度測定部124とを準備し、温度測定部124を成形治具400の切り欠き部402の溝404に接着する(接着工程S420)。ここで、接着工程S420を行わない場合、成型治具挿通工程S204において、温度測定部124が溝404に配される。
【0056】
図5(d)は、変形例1における、図4(d)に対応する位置の部分拡大図を示す。
【0057】
固定部426は、固定部126と同様、モールド樹脂で構成される。そして、図5(d)に示すように、固定部426は、溝404に対応する位置に、ステータ120の内周面120hの径方向中心側に突出する凸部426aを有する。
【0058】
切り欠き部402の溝404に温度測定部124を配置(例えば、接着)しておくことで、モールド樹脂を加熱後、温度測定部124は、モールド樹脂(固定部426)がステータ120の環の内径方向に盛り上がった凸部426aに一部または全部が埋設されることとなる。
【0059】
このように凸部426aのみが内径方向に突出した構成においては、モールド樹脂全体を内径方向に盛り上げる構成に比べ、凸部426aの先端とロータ122との距離のみを精度良く維持できればよいため、モールド樹脂の設計寸法に沿った成型が容易となる。また、凸部426aに温度測定部124を配し、温度測定部124近傍のモールド樹脂の体積を減らすことで、温度測定部124は、エアギャップの温度をより精度よく測定できる。
【0060】
(変形例2)
次に、変形例2における成型治具500、接着工程S520、成型治具挿通工程S522、導入工程S524、固定部526について説明する。変形例2では、上記実施形態と、成型治具500、接着工程S520、成型治具挿通工程S522、導入工程S524、固定部526が異なる。上記実施形態と同じ構成については説明を省略し、構成が異なる成型治具500、接着工程S520、成型治具挿通工程S522、導入工程S524、固定部526についてのみ説明する。
【0061】
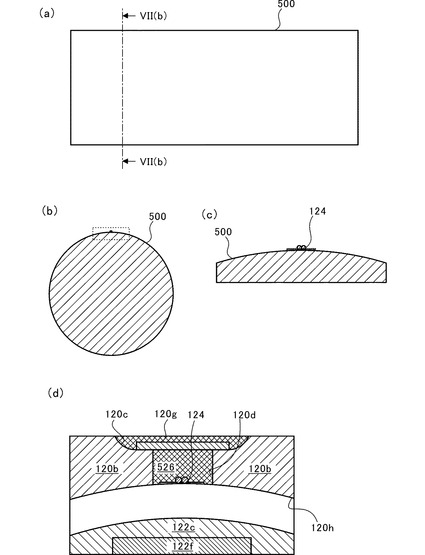
図7は、変形例2における成型治具500を説明するための説明図である。図7(a)は、成型治具500の正面図を示し、図7(b)は、図7(a)のVII(b)‐VII(b)線断面図であり、図7(c)は、図7(b)の部分拡大図である。
【0062】
成型治具500は、成型治具300と同様、ステータ120の内径より小さい外径を有する円柱状の部材である。ただし、図7(a)、(b)、(c)に示すように、成型治具500には、切り欠き部302が設けられていない。そして、温度測定部124は、成型治具500の側面の表面に接着剤で接着される。
【0063】
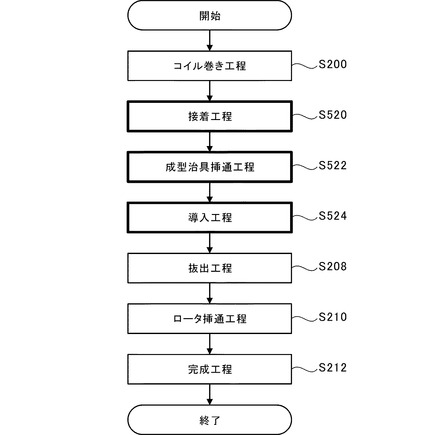
図8は、変形例2における電動機の製造方法を示すフローチャートである。コイル巻き工程S200の後、成形治具500と温度測定部124とを準備し、温度測定部124を成形治具500の側面の表面に接着する(接着工程S520)。ここで、接着工程S520を行わない場合、成型治具挿通工程S522において、温度測定部124がスロット部120cに配される。
【0064】
そして、温度測定部124がスロット部120cに配されるように、温度測定部124が接着された成型治具500をステータ120の環の中に挿通する(成型治具挿通工程S522)。
【0065】
そして、スロット部120cに、固化前の固化材料(モールド樹脂)を導入する(導入工程S524)。
【0066】
図7(d)は、変形例2における、スロット部120c近傍の部分拡大図を示す。
【0067】
固定部526は、上述した、スロット部120cとコイル120fとの隙間に導入されたモールド樹脂であり、図7(d)に示すように、温度測定部124は、固定部526に埋設されている。
【0068】
このように、温度測定部124をスロット部120cに挿通して固定する変形例では、従来のコイル120fのモールディングに用いられる成型治具500をそのまま利用できる。そのため、新たに専用の成型治具を用意せずとも、温度測定部124をエアギャップ近くに配すことができ、電動機100の制御部が、永久磁石122fの温度をエアギャップの温度から推定可能となる。
【0069】
また、上述した実施形態および変形例に示すように、温度測定部124は、固定部に一部または全部が埋設されるため、温度測定部124を確実に固定でき、耐久性を向上可能となる。
【0070】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる実施形態に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0071】
上述した実施形態では、成型治具挿通工程の前に、接着工程を行ったが、接着工程を行わず、成型治具挿通工程を行ってもよい。
【0072】
また、上述した実施形態では、ロータ122に永久磁石122fを配し、永久磁石122fの温度を監視対象としたが、ロータに永久磁石の代わりにコイルを配し、そのコイルの温度を監視対象としてもよい。
【0073】
また、上述した実施形態では、制御部は、予め記録された対応付けデータに基づいて、監視対象の温度を推定し、電動機100を制御するものとしたが、予め、対応付けデータを記録せずとも、温度測定部124の測定値そのもの、または、温度測定部124の測定値に所定の定数を加算した値を監視対象の温度と見なしてもよい。
【0074】
なお、本明細書の電動機の製造方法における各工程は、必ずしもフローチャートとして記載された順序に沿って時系列に処理する必要はなく、並列的あるいはサブルーチンによる処理を含んでもよい。
【産業上の利用可能性】
【0075】
本発明は、磁力によって回転力を生じさせる電動機の製造方法および電動機に利用することができる。
【符号の説明】
【0076】
S200 …コイル巻き工程
S202、S420、S520 …接着工程
S204、S522 …成型治具挿通工程
S206、S524 …導入工程
S208 …抜出工程
S210 …ロータ挿通工程
100 …電動機
120 …ステータ
120c …スロット部
120e …間在部
120f …コイル
120h …内周面
122 …ロータ
122a …外周面
124 …温度測定部
126、426、526 …固定部
300、400、500 …成型治具
302、402 …切り欠き部
404 …溝
【技術分野】
【0001】
本発明は、磁力によって回転力を生じさせる電動機の製造方法および電動機に関する。
【背景技術】
【0002】
近年、電気自動車等に永久磁石やコイルをロータ(回転子)に配した電動機が用いられている。この電動機は、小サイズ化、高出力化、および高速化の需要に応じ、エネルギー密度が高くなっている。そのため、ロータが高温になり易く、電動機全体の損失や電動機に用いられる永久磁石の減磁を引き起こす要因となっていた。
【0003】
したがって、ロータのうち、例えば永久磁石の温度を監視し、永久磁石の温度に応じてモータを制御する必要がある。しかし、永久磁石が配されるロータは回転体であるため、温度の測定結果を有線でステータ(固定子)側に伝達することが難しい。
【0004】
そこで、ロータに配した温度センサでロータの永久磁石の温度を測定して無線でステータに送信したり(例えば、特許文献1)、ロータに配した温度によって屈折率が変化する透明部材にレーザ光を透過させ、透過したレーザ光の屈折からロータの温度を推定したりする方法が提案されている(例えば、特許文献2)。さらに、ロータの永久磁石に熱電対を装着し、スリップリングを介して固定子側に出力する方法も考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−94576号公報
【特許文献2】特開2010−35265号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上述したように無線やレーザ光を用いた構成では、モータの構造が複雑になりコストが高くなってしまう。その上、無線を用いる場合、無線信号に混入するノイズの影響で測定値の精度が低下するおそれがある。また、スリップリングを用いた構成では、長期の使用によって接触部分が摩耗したり、振動の影響で接触部分が損傷したりして、測定値の信頼性が低下してしまう可能性がある。
【0007】
そこで本発明は、このような課題に鑑み、長期間安定してロータの温度を監視する構成を安価に実現することが可能な電動機の製造方法および電動機を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の、環状のステータと、ステータの環の中に挿通され、ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える電動機を製造する製造方法は、ステータの内径より小さい外径を有し、その外周の一部に軸方向の切り欠きである切り欠き部が形成された円柱状の成型治具と、切り欠き部より断面積が小さく温度を測定する温度測定部とを、ステータの環の中に挿通する成型治具挿通工程と、成型治具とステータとの隙間に、固化前の固化材料を導入する導入工程と、固化材料が固化した後、成型治具をステータから抜出する抜出工程と、ロータを、ステータの環の中に挿通させるロータ挿通工程と、を有することを特徴とする。
【0009】
成型治具挿通工程の前に、温度測定部を成形治具の切り欠き部側の面に接着する接着工程をさらに有してもよい。
【0010】
切り欠き部には、軸方向に溝が形成され、成型治具挿通工程または接着工程において、温度測定部は、溝に配されてもよい。
【0011】
上記課題を解決するために、環状のステータと、ステータの環の中に挿通され、ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える本発明の電動機を製造する製造方法は、ステータの内周面に設けられた、ステータの軸方向に延伸する溝であるスロット部に巻き線を挿通して、隣接する2つのスロット部の間在部に巻き線を巻き付けてコイルを生成するコイル巻き工程と、温度を測定する温度測定部をスロット部に、ステータの内径より小さい外径を有する円柱状の成型治具をステータの環の中に、それぞれ挿通する成型治具挿通工程と、スロット部に、固化前の固化材料を導入する導入工程と、固化材料が固化した後、成型治具をステータから抜出する抜出工程と、ロータを、ステータの環の中に挿通させるロータ挿通工程と、を有することを特徴とする。
【0012】
成型治具挿通工程の前に、温度測定部を成形治具の側面に接着する接着工程をさらに有してもよい。
【0013】
上記課題を解決するために、本発明の電動機は、環状のステータと、ステータの環の中に挿通され、ステータの環の中の内周面と離間した状態で、周方向に回転自在に軸支されるロータと、ロータの温度を測定するための温度測定部と、ロータの外周面に対向するステータの部位に、温度測定部を固定する固定部と、を備えたことを特徴とする。
【0014】
温度測定部は、固定部に一部または全部が埋設されてもよい。
【0015】
固定部は、ステータの内周面の径方向中心側に突出する凸部を有し、温度測定部は、凸部に一部または全部が埋設されてもよい。
【0016】
固定部は、ステータの内周面に設けられた、ステータの軸方向に延伸する溝であって、ステータにおけるコイルの巻き線を挿通するための、スロット部内に設けられ、温度測定部は、固定部に一部または全部が埋設されてもよい。
【0017】
温度測定部は、熱電対で構成されてもよい。
【発明の効果】
【0018】
本発明によれば、長期間安定してロータの温度を監視する構成を安価に実現することが可能となる。
【図面の簡単な説明】
【0019】
【図1】電動機の断面図である。
【図2】電動機の断面図である。
【図3】電動機の製造方法を示すフローチャートである。
【図4】温度測定部が接着された成型治具を説明するための説明図である。
【図5】変形例1における成型治具を説明するための説明図である。
【図6】変形例1における電動機の製造方法を示すフローチャートである。
【図7】変形例2における成型治具を説明するための説明図である。
【図8】変形例2における電動機の製造方法を示すフローチャートである。
【発明を実施するための形態】
【0020】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値等は、発明の理解を容易とするための例示にすぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書及び図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
【0021】
(電動機100)
図1、図2は、電動機100の断面図である。図1は、電動機100の回転軸を含む断面を示し、図2は、図1のII‐II線断面を示す。図1に示すように、電動機100は、ステータ(固定子)120と、ロータ(回転子)122と、温度測定部124と、固定部126と、を含んで構成される。
【0022】
ステータ120は、図2に示すように、中心孔120aが形成されるように環状に構成される。このステータ120の本体(ステータコア120b)には、複数(例えば、8つ)のスロット部120cが、ステータ120の周方向に等間隔に設けられている。スロット部120cは、ステータ120における、回転軸の軸方向に延伸する溝で構成される。
【0023】
ステータ120の環の中心孔120aと、スロット部120cとは、連通部120dで繋がっており、かかる連通部120dを介して、隣接する2つのスロット部120cの間在部120eに巻き線が巻きつけられ、コイル120fが形成される。
【0024】
隣接する2つのスロット部120cの組み合わせそれぞれについて、コイル120fが1つずつ配される。仕切板120gは、巻き線の巻き付け完了後、連通部120dに配される仕切として機能する。
【0025】
スロット部120cとコイル120fとの隙間には、モールド樹脂が導入され、コイル120fがモールド樹脂で固定されている(モールディング)。
【0026】
図1に示すように、電動機100の筐体100aの端面100bには、貫通孔100cが設けられている。コイル120fの電線は、この貫通孔100cから筐体100a外に導かれる。また、筐体100aの端面100b、100dには、それぞれ、ベアリング100eが設けられている。
【0027】
ロータ122は、ステータ120の環の中(中心孔120a)に挿通される。そして、ロータ122は、外周面122aがステータ120の環の中の内周面120hと隙間(エアギャップ)を空けて離間した状態で、シャフト122bを介してベアリング100eに、ロータ122の周方向に回転自在に軸支される。このエアギャップは、例えば、0.5mm〜1mm程度である。
【0028】
ロータ122の本体(ロータコア122c)には、中心に、シャフト122bを挿通する貫通孔122dが設けられている。また、シャフト122bのうち他の部分に比べて径が大きい部分(大径部122e)がロータ122の貫通孔122dに挿通された状態で固設されている。
【0029】
また、ロータコア122cには、貫通孔122dの外周側に、複数の永久磁石122fが、ロータ122の周方向に等間隔に固設されている。永久磁石122fは、N極またはS極のいずれかがステータ120の内周面120hに対向するように配される。
【0030】
温度測定部124は、ロータ122の温度を測定するための測定子であり、本実施形態では、熱電対で構成される。
【0031】
温度測定部124は、図1に示すように、貫通孔100cから筐体100a内部に導かれ、図1、図2に示すように、ステータ120のうち、ロータ122の外周面122aに対向する部位に配される。
【0032】
このように、温度測定部124として安価な熱電対を用いることで、電動機100の製造コストを抑制できる。また、熱電対は比較的小さい(例えば、素線の径が0.1mm程度)ことから、電動機100のロータ122とステータ120の隙間が狭くとも、容易に配置することができる。
【0033】
固定部126は、モールド樹脂で構成され、ステータ120のうち、ロータ122の外周面122aに対向する部位に、温度測定部124を固定する。
【0034】
制御部(図示せず)は、温度測定部124が測定した温度に基づいて、電動機100の回転数等を制御する。
【0035】
例えば、監視対象とする温度であるロータ122の温度(例えば、永久磁石122fの温度)を直接測定できる試験機を用いて、電動機100の運転状況(負荷、回転数、マグネット損失等)と、監視対象(ここでは、永久磁石122f)の温度と、温度測定部124の測定値との関係を示す対応付けデータを、テーブルとして予め記録しておくとよい。
【0036】
この場合、制御部は、この予め記録された対応付けデータに基づいて、電動機100の運転状況と、温度測定部124が測定した測定値から監視対象の温度を推定し、電動機100を制御する。
【0037】
以下、上述した電動機100の製造方法を図3のフローチャートを用いて説明する。
【0038】
(電動機100の製造方法)
図3は、電動機100の製造方法を示すフローチャートである。図3に示すように、まず、ステータ120の内周面120hに設けられたスロット部120cに巻き線を挿通して、隣接する2つのスロット部120cの間在部120eに巻き線を巻き付けてコイル120fを生成する(コイル巻き工程S200)。
【0039】
続いて、成形治具と温度測定部124とを準備し、温度測定部124を成形治具の切り欠き部側の面に接着する(接着工程S202)。かかる成型治具およびその切り欠き部について、図4を用いて説明する。
【0040】
図4は、温度測定部124が接着された成型治具300を説明するための説明図である。図4(a)は、成型治具300の正面図を示し、図4(b)は、図4(a)のIV(b)‐IV(b)線断面図であり、図4(c)は、図4(b)の部分拡大図である。
【0041】
成型治具300は、ステータ120の内径より小さい外径を有する円柱状の部材である。ただし、後工程である導入工程S206においてモールド樹脂を導入する際に、モールド樹脂がステータ120の内周面と成型治具300の外周面との間の隙間に染み出す量を少なくするため、成型治具300の外径は、ステータ120の内径に嵌合可能な範囲で近づけることが望ましい。成型治具300は、その外周の一部に軸方向の切り欠きである切り欠き部302が形成される。切り欠き部302の、シャフト122bの径方向の切り欠きの高さLは、例えば、0.2mm程度である。
【0042】
温度測定部124は、この切り欠き部302に、接着剤で接着される。この接着剤は、例えば、固定部126として用いられるモールド樹脂の耐熱温度(例えば、180度)や固化させる成型温度(例えば、120度)よりも、低温(例えば、80度)で融解するものが用いられる。ここで、温度測定部124は、切り欠き部302より断面積が小さいものとする。
【0043】
接着工程S202を行うことで、後述する成型治具挿通工程S204において成型治具300を挿通するのみで、温度測定部124を容易に所望する位置に配置させることが可能となる。
【0044】
そして、温度測定部124が接着した成型治具300を、ステータ120の環の中に挿通する(成型治具挿通工程S204)。
【0045】
続いて、成型治具300とステータ120との隙間に、固化前の固化材料を導入する(導入工程S206)。ここで、固化材料は、上述した固定部126が固化する前のモールド樹脂である。
【0046】
そして、モールド樹脂を加熱し、モールド樹脂が固化して固定部126として機能するようになった後、成型治具300をステータ120から抜出する(抜出工程S208)。本実施形態では、上記接着工程S202において、低温で融解する接着剤を用いているので、モールド樹脂を固化させるための加熱時に、接着剤が融解して温度測定部124が成型治具300から離隔し、成型治具300のみを容易に抜出できる。
【0047】
最後に、ロータ122を、ステータ120の環の中に挿通させ(ロータ挿通工程S210)、ロータ122とステータ120を筐体100aで覆う。このとき、シャフト122bがベアリング100eに軸支されるように、筐体100aの端面100b、100dを構成する部材で蓋をする(完成工程S212)。
【0048】
図4(d)は、図2の部分拡大図を示す。上述した成型治具挿通工程S204においては、温度測定部124と成型治具300とを接着した接着剤が介在する。そのため、導入工程S206においては、温度測定部124と成型治具300との間にはモールド樹脂が侵入しないため、図4(d)に示すように、温度測定部124はモールド樹脂から露出し、エアギャップの空気に触れている。なお、本実施形態においては、温度測定部124はモールド樹脂に一部が埋没し、一部が露出している。しかし、温度測定部124はモールド樹脂に完全に埋没していてもよい。
【0049】
このように、本実施形態の電動機100の製造方法によれば、エアギャップの温度を測定すべく、温度測定部124を、電動機100のうち、回転しない部品の中では最も永久磁石122fの近くである、ステータ120の環の内周面120hに配することができる。
【0050】
例えば、電動機100のように、永久磁石122fをロータ122に配するPM(Permanent Magnet)モータでは、ステータ120の内周面120h側と、永久磁石122fとの間の熱抵抗が小さく伝熱し易い。そのため、エアギャップの温度と永久磁石122fとは温度差が生じ難く、電動機100を制御する制御部は、永久磁石122fの温度を温度測定部124の測定値から精度よく推定できる。
【0051】
また、成型治具300とステータ120とで型を形成するので、その隙間にモールド樹脂を導入するだけで、容易に温度測定部124をモールディングできる。このとき、コイル120fのモールディングと同時に、温度測定部124のモールディングも行うことができるため、温度測定部124を配するための作業負担が軽減される。
【0052】
(変形例1)
次に、変形例1における成型治具400、切り欠き部402、溝404、接着工程S420、固定部426、凸部426aについて説明する。変形例1では、上記実施形態と、成型治具400、切り欠き部402、溝404、接着工程S420、固定部426、凸部426aが異なる。上記実施形態と同じ構成については説明を省略し、構成が異なる成型治具400、切り欠き部402、溝404、接着工程S420、固定部426、凸部426aについてのみ説明する。
【0053】
図5は、変形例1における成型治具400を説明するための説明図である。図5(a)は、成型治具400の正面図を示し、図5(b)は、図5(a)のV(b)‐V(b)線断面図であり、図5(c)は、図5(b)の部分拡大図である。
【0054】
図5(a)、(b)に示すように、成型治具400は、成型治具300と同様、ステータ120の内径より小さい外径を有する円柱状の部材である。成型治具400は、その外周の一部に軸方向の切り欠きである切り欠き部402が形成される。図5(c)に示すように、切り欠き部402には、軸方向に溝404が形成される。
【0055】
図6は、変形例1における電動機の製造方法を示すフローチャートである。コイル巻き工程S200の後、成形治具400と温度測定部124とを準備し、温度測定部124を成形治具400の切り欠き部402の溝404に接着する(接着工程S420)。ここで、接着工程S420を行わない場合、成型治具挿通工程S204において、温度測定部124が溝404に配される。
【0056】
図5(d)は、変形例1における、図4(d)に対応する位置の部分拡大図を示す。
【0057】
固定部426は、固定部126と同様、モールド樹脂で構成される。そして、図5(d)に示すように、固定部426は、溝404に対応する位置に、ステータ120の内周面120hの径方向中心側に突出する凸部426aを有する。
【0058】
切り欠き部402の溝404に温度測定部124を配置(例えば、接着)しておくことで、モールド樹脂を加熱後、温度測定部124は、モールド樹脂(固定部426)がステータ120の環の内径方向に盛り上がった凸部426aに一部または全部が埋設されることとなる。
【0059】
このように凸部426aのみが内径方向に突出した構成においては、モールド樹脂全体を内径方向に盛り上げる構成に比べ、凸部426aの先端とロータ122との距離のみを精度良く維持できればよいため、モールド樹脂の設計寸法に沿った成型が容易となる。また、凸部426aに温度測定部124を配し、温度測定部124近傍のモールド樹脂の体積を減らすことで、温度測定部124は、エアギャップの温度をより精度よく測定できる。
【0060】
(変形例2)
次に、変形例2における成型治具500、接着工程S520、成型治具挿通工程S522、導入工程S524、固定部526について説明する。変形例2では、上記実施形態と、成型治具500、接着工程S520、成型治具挿通工程S522、導入工程S524、固定部526が異なる。上記実施形態と同じ構成については説明を省略し、構成が異なる成型治具500、接着工程S520、成型治具挿通工程S522、導入工程S524、固定部526についてのみ説明する。
【0061】
図7は、変形例2における成型治具500を説明するための説明図である。図7(a)は、成型治具500の正面図を示し、図7(b)は、図7(a)のVII(b)‐VII(b)線断面図であり、図7(c)は、図7(b)の部分拡大図である。
【0062】
成型治具500は、成型治具300と同様、ステータ120の内径より小さい外径を有する円柱状の部材である。ただし、図7(a)、(b)、(c)に示すように、成型治具500には、切り欠き部302が設けられていない。そして、温度測定部124は、成型治具500の側面の表面に接着剤で接着される。
【0063】
図8は、変形例2における電動機の製造方法を示すフローチャートである。コイル巻き工程S200の後、成形治具500と温度測定部124とを準備し、温度測定部124を成形治具500の側面の表面に接着する(接着工程S520)。ここで、接着工程S520を行わない場合、成型治具挿通工程S522において、温度測定部124がスロット部120cに配される。
【0064】
そして、温度測定部124がスロット部120cに配されるように、温度測定部124が接着された成型治具500をステータ120の環の中に挿通する(成型治具挿通工程S522)。
【0065】
そして、スロット部120cに、固化前の固化材料(モールド樹脂)を導入する(導入工程S524)。
【0066】
図7(d)は、変形例2における、スロット部120c近傍の部分拡大図を示す。
【0067】
固定部526は、上述した、スロット部120cとコイル120fとの隙間に導入されたモールド樹脂であり、図7(d)に示すように、温度測定部124は、固定部526に埋設されている。
【0068】
このように、温度測定部124をスロット部120cに挿通して固定する変形例では、従来のコイル120fのモールディングに用いられる成型治具500をそのまま利用できる。そのため、新たに専用の成型治具を用意せずとも、温度測定部124をエアギャップ近くに配すことができ、電動機100の制御部が、永久磁石122fの温度をエアギャップの温度から推定可能となる。
【0069】
また、上述した実施形態および変形例に示すように、温度測定部124は、固定部に一部または全部が埋設されるため、温度測定部124を確実に固定でき、耐久性を向上可能となる。
【0070】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる実施形態に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0071】
上述した実施形態では、成型治具挿通工程の前に、接着工程を行ったが、接着工程を行わず、成型治具挿通工程を行ってもよい。
【0072】
また、上述した実施形態では、ロータ122に永久磁石122fを配し、永久磁石122fの温度を監視対象としたが、ロータに永久磁石の代わりにコイルを配し、そのコイルの温度を監視対象としてもよい。
【0073】
また、上述した実施形態では、制御部は、予め記録された対応付けデータに基づいて、監視対象の温度を推定し、電動機100を制御するものとしたが、予め、対応付けデータを記録せずとも、温度測定部124の測定値そのもの、または、温度測定部124の測定値に所定の定数を加算した値を監視対象の温度と見なしてもよい。
【0074】
なお、本明細書の電動機の製造方法における各工程は、必ずしもフローチャートとして記載された順序に沿って時系列に処理する必要はなく、並列的あるいはサブルーチンによる処理を含んでもよい。
【産業上の利用可能性】
【0075】
本発明は、磁力によって回転力を生じさせる電動機の製造方法および電動機に利用することができる。
【符号の説明】
【0076】
S200 …コイル巻き工程
S202、S420、S520 …接着工程
S204、S522 …成型治具挿通工程
S206、S524 …導入工程
S208 …抜出工程
S210 …ロータ挿通工程
100 …電動機
120 …ステータ
120c …スロット部
120e …間在部
120f …コイル
120h …内周面
122 …ロータ
122a …外周面
124 …温度測定部
126、426、526 …固定部
300、400、500 …成型治具
302、402 …切り欠き部
404 …溝
【特許請求の範囲】
【請求項1】
環状のステータと、該ステータの環の中に挿通され、該ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える電動機の製造方法であって、
前記ステータの内径より小さい外径を有し、その外周の一部に軸方向の切り欠きである切り欠き部が形成された円柱状の成型治具と、該切り欠き部より断面積が小さく温度を測定する温度測定部とを、前記ステータの環の中に挿通する成型治具挿通工程と、
前記成型治具と前記ステータとの隙間に、固化前の固化材料を導入する導入工程と、
前記固化材料が固化した後、前記成型治具を前記ステータから抜出する抜出工程と、
前記ロータを、前記ステータの環の中に挿通させるロータ挿通工程と、
を有することを特徴とする製造方法。
【請求項2】
前記成型治具挿通工程の前に、前記温度測定部を前記成形治具の切り欠き部側の面に接着する接着工程をさらに有すことを特徴とする請求項1に記載の製造方法。
【請求項3】
前記切り欠き部には、前記軸方向に溝が形成され、
前記成型治具挿通工程または前記接着工程において、前記温度測定部は、前記溝に配されることを特徴とする請求項1または2に記載の製造方法。
【請求項4】
環状のステータと、該ステータの環の中に挿通され、該ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える電動機の製造方法であって、
前記ステータの内周面に設けられた、該ステータの軸方向に延伸する溝であるスロット部に巻き線を挿通して、隣接する2つの該スロット部の間在部に巻き線を巻き付けてコイルを生成するコイル巻き工程と、
温度を測定する温度測定部を前記スロット部に、前記ステータの内径より小さい外径を有する円柱状の成型治具を前記ステータの環の中に、それぞれ挿通する成型治具挿通工程と、
前記スロット部に、固化前の固化材料を導入する導入工程と、
前記固化材料が固化した後、前記成型治具を前記ステータから抜出する抜出工程と、
前記ロータを、前記ステータの環の中に挿通させるロータ挿通工程と、
を有することを特徴とする製造方法。
【請求項5】
前記成型治具挿通工程の前に、前記温度測定部を前記成形治具の側面に接着する接着工程をさらに有すことを特徴とする請求項4に記載の製造方法。
【請求項6】
環状のステータと、
前記ステータの環の中に挿通され、該ステータの環の中の内周面と離間した状態で、周方向に回転自在に軸支されるロータと、
前記ロータの温度を測定するための温度測定部と、
前記ロータの外周面に対向する前記ステータの部位に、前記温度測定部を固定する固定部と、
を備えたことを特徴とする電動機。
【請求項7】
前記温度測定部は、前記固定部に一部または全部が埋設されることを特徴とする請求項6に記載の電動機。
【請求項8】
前記固定部は、前記ステータの内周面の径方向中心側に突出する凸部を有し、
前記温度測定部は、前記凸部に一部または全部が埋設されることを特徴とする請求項6または7に記載の電動機。
【請求項9】
前記固定部は、前記ステータの内周面に設けられた、該ステータの軸方向に延伸する溝であって、該ステータにおけるコイルの巻き線を挿通するための、スロット部内に設けられ、
前記温度測定部は、前記固定部に一部または全部が埋設されることを特徴とする請求項6に記載の電動機。
【請求項10】
前記温度測定部は、熱電対で構成されることを特徴とする請求項6から9のいずれか1項に記載の電動機。
【請求項1】
環状のステータと、該ステータの環の中に挿通され、該ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える電動機の製造方法であって、
前記ステータの内径より小さい外径を有し、その外周の一部に軸方向の切り欠きである切り欠き部が形成された円柱状の成型治具と、該切り欠き部より断面積が小さく温度を測定する温度測定部とを、前記ステータの環の中に挿通する成型治具挿通工程と、
前記成型治具と前記ステータとの隙間に、固化前の固化材料を導入する導入工程と、
前記固化材料が固化した後、前記成型治具を前記ステータから抜出する抜出工程と、
前記ロータを、前記ステータの環の中に挿通させるロータ挿通工程と、
を有することを特徴とする製造方法。
【請求項2】
前記成型治具挿通工程の前に、前記温度測定部を前記成形治具の切り欠き部側の面に接着する接着工程をさらに有すことを特徴とする請求項1に記載の製造方法。
【請求項3】
前記切り欠き部には、前記軸方向に溝が形成され、
前記成型治具挿通工程または前記接着工程において、前記温度測定部は、前記溝に配されることを特徴とする請求項1または2に記載の製造方法。
【請求項4】
環状のステータと、該ステータの環の中に挿通され、該ステータの内周面と離間した状態で、周方向に回転自在に軸支されるロータとを備える電動機の製造方法であって、
前記ステータの内周面に設けられた、該ステータの軸方向に延伸する溝であるスロット部に巻き線を挿通して、隣接する2つの該スロット部の間在部に巻き線を巻き付けてコイルを生成するコイル巻き工程と、
温度を測定する温度測定部を前記スロット部に、前記ステータの内径より小さい外径を有する円柱状の成型治具を前記ステータの環の中に、それぞれ挿通する成型治具挿通工程と、
前記スロット部に、固化前の固化材料を導入する導入工程と、
前記固化材料が固化した後、前記成型治具を前記ステータから抜出する抜出工程と、
前記ロータを、前記ステータの環の中に挿通させるロータ挿通工程と、
を有することを特徴とする製造方法。
【請求項5】
前記成型治具挿通工程の前に、前記温度測定部を前記成形治具の側面に接着する接着工程をさらに有すことを特徴とする請求項4に記載の製造方法。
【請求項6】
環状のステータと、
前記ステータの環の中に挿通され、該ステータの環の中の内周面と離間した状態で、周方向に回転自在に軸支されるロータと、
前記ロータの温度を測定するための温度測定部と、
前記ロータの外周面に対向する前記ステータの部位に、前記温度測定部を固定する固定部と、
を備えたことを特徴とする電動機。
【請求項7】
前記温度測定部は、前記固定部に一部または全部が埋設されることを特徴とする請求項6に記載の電動機。
【請求項8】
前記固定部は、前記ステータの内周面の径方向中心側に突出する凸部を有し、
前記温度測定部は、前記凸部に一部または全部が埋設されることを特徴とする請求項6または7に記載の電動機。
【請求項9】
前記固定部は、前記ステータの内周面に設けられた、該ステータの軸方向に延伸する溝であって、該ステータにおけるコイルの巻き線を挿通するための、スロット部内に設けられ、
前記温度測定部は、前記固定部に一部または全部が埋設されることを特徴とする請求項6に記載の電動機。
【請求項10】
前記温度測定部は、熱電対で構成されることを特徴とする請求項6から9のいずれか1項に記載の電動機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−90463(P2013−90463A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229458(P2011−229458)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]