
電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器
【課題】小型化を図るとともに、高品質な気密封止を簡単に実現することができる電子デバイス用パッケージの製造方法、かかる電子デバイス用パッケージを有する電子デバイスを提供すること、また、かかる電子デバイスを備える信頼性の高い電子機器を提供すること。
【解決手段】本発明のパッケージ3の製造方法は、接合部材64の蓋部材63との接合面には、内外を連通する溝80が形成され、ベース部材61と蓋部材63との接合は、ベース部材61と蓋部材63との接合予定部位のうち、溝80に対応する部分を除いた部分をシーム溶接により接合する第1の接合工程と、接合予定部位のうち、溝80に対応した部分を接合する第2の接合工程とを有する。
【解決手段】本発明のパッケージ3の製造方法は、接合部材64の蓋部材63との接合面には、内外を連通する溝80が形成され、ベース部材61と蓋部材63との接合は、ベース部材61と蓋部材63との接合予定部位のうち、溝80に対応する部分を除いた部分をシーム溶接により接合する第1の接合工程と、接合予定部位のうち、溝80に対応した部分を接合する第2の接合工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器に関するものである。
【背景技術】
【0002】
パッケージ内に電子部品を収納した電子デバイスとしては、例えば、特許文献1に記載されているような圧電デバイスが知られている。
特許文献1に記載の圧電デバイスは、電子部品である圧電振動片と、この圧電振動片を収納するパッケージとを備える。この圧電デバイスのパッケージは、凹部を有するパッケージ本体と、そのパッケージ本体の凹部の開口を覆う蓋体とを有する。
【0003】
従来、このようなパッケージは、特許文献1に記載されているように、パッケージ本体に貫通孔を形成しておき、パッケージ本体と蓋体とを接合した後、その貫通孔を減圧下でAu−Ge合金のような金属で構成された封止材で塞ぐことにより形成される。これにより、パッケージ本体と蓋体との接合時に生じた不要なガスをパッケージ内から除去して、気密封止されたパッケージを得ることができる。
しかし、このようなパッケージは、パッケージ本体に貫通孔を形成しなければならないので、製造工程が煩雑になるという問題があった。また、パッケージ本体の貫通孔が形成された部分には部品を実装することができないため、パッケージの大型化を招くという問題もあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−289238号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、小型化を図るとともに、高品質な気密封止を簡単に実現することができる電子デバイス用パッケージの製造方法、かかる製造方法を用いて製造された電子デバイス用パッケージを有する電子デバイスを提供すること、また、かかる電子デバイスを備える信頼性の高い電子機器を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態または適用例として実現することが可能である。
[適用例1]
本発明の電子デバイス用パッケージの製造方法は、ベース部材と蓋部材との間に電子部品が収納される内部空間を形成しつつ、環状の接合部材を介して前記ベース部材と前記蓋部材とを接合する電子デバイス用パッケージの製造方法であって、
前記接合部材の前記蓋部材との接合面には、内外を連通する溝が形成され、
前記ベース部材と前記蓋部材との接合は、
前記ベース部材と前記蓋部材との接合予定部位のうち、前記溝に対応する部分を除いた部分をシーム溶接により接合する第1の接合工程と、
前記接合予定部位のうち、前記溝に対応した部分を接合する第2の接合工程とを有することを特徴とする。
【0007】
このような電子デバイス用パッケージの製造方法によれば、シーム溶接後(第1の接合工程後)にベース部材と蓋部材との間に局所的に隙間を形成することができる。そのため、この隙間を減圧下または不活性ガス雰囲気下で第2の接合工程で塞ぐことにより、シーム溶接時に生じたガスや大気をパッケージ内から除去して、高品質な気密封止を実現することができる。
また、従来のような貫通孔を必要としないことから、製造工程が簡略化されるとともに、パッケージの小型化を図ることができる。
【0008】
[適用例2]
本発明の電子デバイス用パッケージの製造方法では、前記第2の接合工程での接合は、エネルギー線溶接により行うことが好ましい。
これにより、第2の接合工程において、シーム溶接後にベース部材と蓋部材との間に局所的に形成された隙間を減圧下または不活性ガス雰囲気下で簡単かつ確実に塞ぐことができる。
【0009】
[適用例3]
本発明の電子デバイス用パッケージの製造方法では、前記第2の接合工程での接合は、ろう材を用いたろう接により行うことが好ましい。
これにより、第2の接合工程において、接合部材に形成された溝が深かったり、蓋部材が肉厚であったりしても、シーム溶接後にベース部材と蓋部材との間に局所的に形成された隙間を簡単かつ確実に塞ぐことができる。
【0010】
[適用例4]
本発明の電子デバイス用パッケージの製造方法では、前記蓋部材の平面視での輪郭は、矩形状をなし、
前記溝は、前記蓋部材の平面視での角部に対応する位置に設けられ、
前記第1の接合工程では、前記蓋部材の平面視での各辺に沿ってシーム溶接を行うことが好ましい。
これにより、簡単かつ確実に、シーム溶接後にベース部材と蓋部材との間に局所的に隙間を形成することができる。
【0011】
[適用例5]
本発明の電子デバイス用パッケージの製造方法では、前記溝の壁面の横断面は、湾曲形状をなしていることが好ましい。
これにより、第1の接合工程後にベース部材と蓋部材との間に局所的に隙間を形成するとともに、かかる隙間を第2の接合工程において簡単かつ確実に塞ぐことができる。
【0012】
[適用例6]
本発明の電子デバイス用パッケージの製造方法では、前記溝の幅をL1とし、前記溝の深さをL2としたときに、
L1>L2なる関係を満たすことが好ましい。
これにより、第1の接合工程後にベース部材と蓋部材との間に局所的に隙間を形成するとともに、かかる隙間を第2の接合工程において簡単かつ確実に塞ぐことができる。
【0013】
[適用例7]
本発明の電子デバイス用パッケージの製造方法では、前記第2の接合工程は、減圧下または不活性ガス雰囲気下で行うことが好ましい。
これにより、シーム溶接により生じたガスや大気をパッケージ内から除去して、パッケージを気密封止することができる。
【0014】
[適用例8]
本発明の電子デバイス用パッケージの製造方法では、前記蓋部材は、平面視で、輪郭が全周に亘って前記接合部材に重なるように形成されていることが好ましい。
これにより、接合部材の全周に亘って、ベース部材と蓋部材とを簡単かつ確実に接合することができる。
【0015】
[適用例9]
本発明の電子デバイスは、本発明の製造方法を用いて製造された電子デバイス用パッケージと、
前記電子デバイス用パッケージ内に収納された電子部品とを有することを特徴とする。
このような電子デバイスによれば、小型化を図るとともに、高品質な気密封止を簡単に実現することができる。
[適用例10]
本発明の電子機器は、本発明の電子デバイスを備えることを特徴とする。
このような電子機器によれば、信頼性を優れたものとすることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の第1実施形態に係るセンサーデバイス(電子デバイス)の概略構成を示す模式的側面図である。
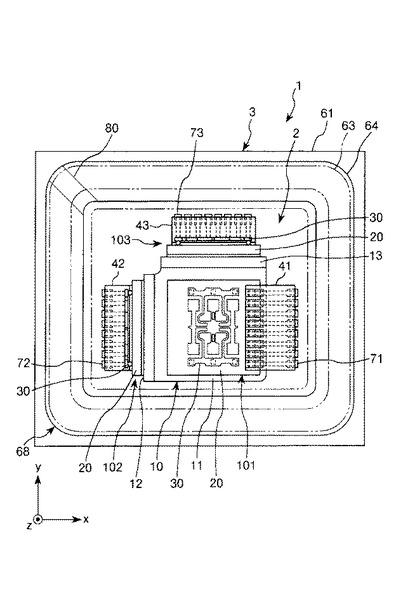
【図2】図1に示すセンサーデバイスの平面図である。
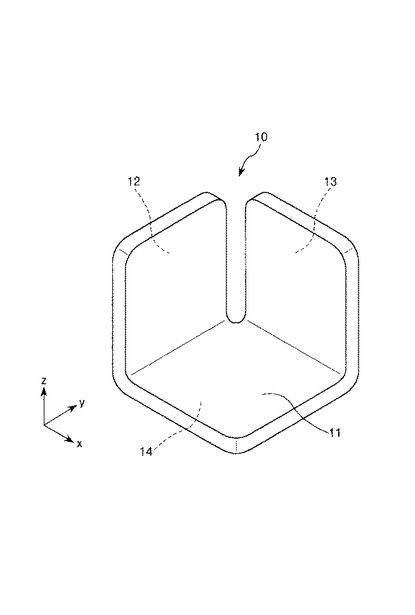
【図3】図1に示すセンサーデバイスのセンサーモジュール(電子部品モジュール)に備えられた支持部材を示す斜視図である。
【図4】図1に示すセンサーデバイスのセンサーモジュールに備えられたセンサー素子(電子部品)の平面図である。
【図5】図1に示すセンサーデバイスのパッケージの平面図である。
【図6】図5に示すパッケージの部分拡大平面図である。
【図7】図5に示すパッケージの接合部材を示す部分拡大斜視図である。
【図8】図6のA方向からみた部分拡大側面図である。
【図9】本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第1の接合工程を説明する図である。
【図10】図9に示す第1の接合工程に用いるシーム溶接を説明する図である。
【図11】図10の部分拡大図である。
【図12】図9に示す第1の接合工程後のパッケージの部分拡大平面図である。
【図13】図12のA方向からみた部分拡大側面図である。
【図14】本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第2の接合工程を説明する図である。
【図15】本発明の第2実施形態に係るセンサーデバイス(電子デバイス)のパッケージの部分拡大平面図である。
【図16】図15のA方向からみた部分拡大側面図である。
【図17】本発明の電子機器を適用したモバイル型(またはノート型)のパーソナルコンピュータの構成を示す斜視図である。
【図18】本発明の電子機器を適用した携帯電話機(PHSも含む)の構成を示す斜視図である。
【図19】本発明の電子機器を適用したディジタルスチルカメラの構成を示す斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明の電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器を添付図面に示す実施形態に基づいて詳細に説明する。なお、以下では、本発明の電子デバイスをセンサーデバイスに適用した場合を例に説明する。
<第1実施形態>
まず、本発明の第1実施形態について説明する。
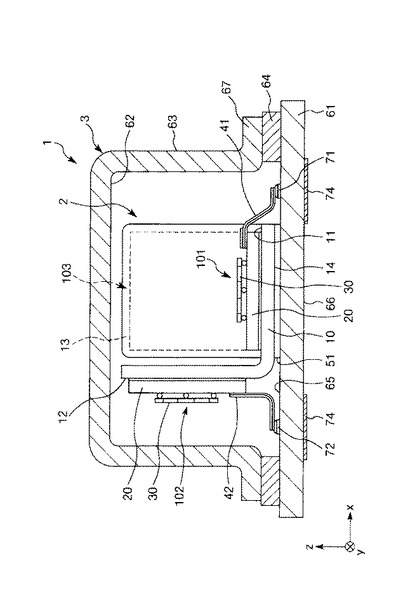
図1は、本発明の第1実施形態に係るセンサーデバイス(電子デバイス)の概略構成を示す模式的側面図、図2は、図1に示すセンサーデバイスの平面図、図3は、図1に示すセンサーデバイスのセンサーモジュール(電子部品モジュール)に備えられた支持部材を示す斜視図、図4は、図1に示すセンサーデバイスのセンサーモジュールに備えられたセンサー素子(電子部品)の平面図、図5は、図1に示すセンサーデバイスのパッケージの平面図、図6は、図5に示すパッケージの部分拡大平面図、図7は、図5に示すパッケージの接合部材を示す部分拡大斜視図、図8は、図6のA方向からみた部分拡大側面図である。
なお、以下では、説明の便宜上、図1中の上側を「上」、下側を「下」と言う。また、説明の便宜上、図1〜3、5〜7では、互いに直交する3つの軸として、x軸、y軸およびz軸を図示しており、x軸に平行な方向を「x軸方向」、y軸に平行な方向を「y軸方向」、z軸に平行な方向(上下方向)を「z軸方向」と言う。
【0018】
(電子デバイス)
図1に示すセンサーデバイス(電子デバイス)1は、互いに直交するx軸、y軸およびz軸の3軸まわりの角速度をそれぞれ検出するジャイロセンサーである。
このようなセンサーデバイス1は、例えば、撮像機器の手ぶれ補正や、GPS(Global Positioning System)衛星信号を用いた移動体ナビケーションシステムにおける車両などの姿勢検出、姿勢制御等に用いることができる。
このセンサーデバイス1は、図1に示すように、センサーモジュール2と、センサーモジュール2を収納するパッケージ3とを有する。
【0019】
以下、センサーデバイス1を構成する各部を順次説明する。
(センサーモジュール2)
図1および図2に示すように、センサーモジュール2は、支持部材10と、z軸まわりの角速度を検知するセンサーユニット101と、x軸まわりの角速度を検知するセンサーユニット102と、y軸まわりの角速度を検知するセンサーユニット103とを備える。
【0020】
そして、センサーユニット101、102、103は、それぞれ、ICチップ20およびセンサー素子30(センサー素子片)を備える。また、センサーユニット101は、フレキシブル配線基板41を備え、センサーユニット102は、フレキシブル配線基板42を備え、センサーユニット103は、フレキシブル配線基板43を備える。
このように、センサーモジュール2は、支持部材10と、3つのICチップ20と、3つのセンサー素子30と、3つのフレキシブル配線基板41、42、43とを備える。
【0021】
[支持部材10]
支持部材10は、3つのセンサーユニット101、102、103を支持する機能を有する。
この支持部材10は、図3に示すように、z軸に直交する第1の支持面11と、x軸に直交する第2の支持面12と、y軸に直交する第3の支持面13とを有する。
【0022】
ここで、第1の支持面11と第2の支持面12とのなす角度θ1、第2の支持面12と第3の支持面13とのなす角度θ2、および、第1の支持面11と第3の支持面13とのなす角度θ3が、それぞれ、90度(直角)である。なお、角度θ1〜θ3は、それぞれ、厳密に90度でなくてもよく、センサーモジュール2のセンシング機能に影響を及ぼさない範囲で多少の誤差(0度〜2度程度)は許容される。
【0023】
このような支持部材10の構成材料としては、特に限定されないが、例えば、構造用鋼、ステンレス鋼、銅、黄銅、燐青銅、洋白等の金属を好適に用いることができる。
また、支持部材10は、前述したような金属で構成された場合、かかる金属で構成された金属板を折り曲げ加工することにより形成することができる。なお、支持部材10の形状は、図3に示すものに限定されず、例えば、直方体、多角形柱状、多角錘状等のブロック体で構成されていてもよい。
【0024】
[ICチップ20]
図1および図2に示すICチップ20は、センサー素子30を駆動する機能と、センサー素子30からの信号を検出する機能とを有する。
このICチップ20は、板状をなし、その一方の面が能動面を構成し、他方の面が非能動面を構成する。
【0025】
そして、センサーユニット101のICチップ20の非能動面は、前述した支持部材10の第1の支持面11に導電性を有する接着剤等(図示せず)により接着されている。同様に、センサーユニット102のICチップ20の非能動面は、支持部材10の第2の支持面12に導電性を有する接着剤等(図示せず)により接着されている。また、センサーユニット103のICチップ20の非能動面は、支持部材10の第3の支持面13に導電性を有する接着剤等(図示せず)により接着されている。
【0026】
一方、ICチップ20の能動面には、図示しないが、センサー素子30を駆動する駆動回路と、センサー素子30からの信号を検出する検出回路とを備える集積回路が形成されている。
また、ICチップ20の能動面側には、図示しないが、前述した集積回路に電気的に接続された接続端子および外部接続端子が設けられている。
【0027】
このICチップ20の接続端子は、例えば、ハンダボール、金線、アルミニウム線等を用いてバンプ形状に形成された突起電極である。そして、かかる接続端子は、センサー素子30に電気的および機械的に接続されている。これにより、ICチップ20の集積回路がセンサー素子30に電気的に接続されている。
また、この接続端子は、センサー素子30をICチップ20に対して固定・支持する機能をも有する。ここで、この接続端子は、突起電極であることから、センサー素子30とICチップ20との間に隙間を形成するスペーサとしても機能する。これにより、センサー素子30の駆動振動や検出振動を許容する空間を確保することができる。
【0028】
また、ICチップ20の外部接続端子は、例えば、ハンダボール、金線、アルミニウム線等などを用いてバンプ形状に形成された突起電極である。そして、かかる外部接続端子は、センサーユニット101ではフレキシブル配線基板41、センサーユニット102ではフレキシブル配線基板42、センサーユニット103ではフレキシブル配線基板43に電気的に接続されている。これにより、各センサーユニット101、102、103のICチップ20の集積回路がフレキシブル配線基板41、42、43に電気的に接続されている。
【0029】
[センサー素子30]
センサー素子30は、1つの軸まわりの角速度を検出するジャイロセンサー素子である。
このセンサー素子30は、その主要部分(基材)が圧電材料である水晶で構成されている。
【0030】
水晶は、互いに直交するX軸(電気軸)、Y軸(機械軸)およびZ軸(光学軸)を有する。センサー素子30は、水晶のX軸およびY軸に平行な板面を有する板状をなしている。また、センサー素子30は、その厚さ方向に沿って水晶のZ軸が存在している。このようなセンサー素子30の厚さは、発振周波数(共振周波数)、外形サイズ、加工性等に応じて適宜設定される。
また、センサー素子30における水晶のX軸、Y軸およびZ軸の向きは、それぞれ、水晶からの切り出し時における誤差を多少の範囲(0度〜7度)で許容することができる。
また、センサー素子30は、フォトリングラフィー技術を用いたエッチング(ウェットエッチングまたはドライエッチング)により形成されている。
【0031】
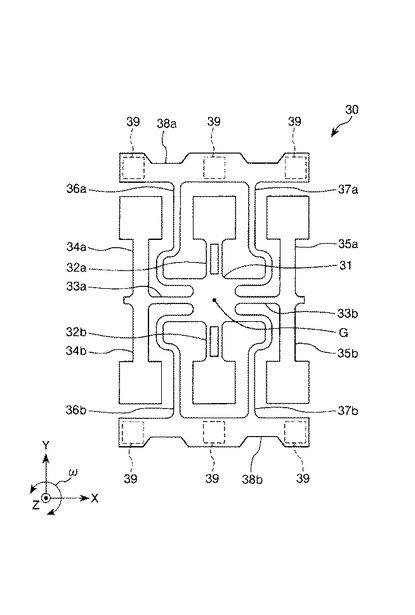
図4に示すように、センサー素子30は、いわゆるダブルT型と呼ばれる構造を有する。
センサー素子30は、基部31と、基部31からY軸に沿って延出した1対の検出用振動腕32a、32bと、基部31からX軸に沿って延出した1対の連結腕33a、33bと、連結腕33aの先端部からY軸に沿って延出した1対の駆動用振動腕34a、34bと、連結部33bの先端部からY軸に沿って延出した1対の駆動用振動腕35a、35bとを備えている。
【0032】
また、センサー素子30は、検出用振動腕32aおよび駆動用振動腕34a、35aに対して基部31および1対の連結腕33a、33bとは反対側でX軸に沿って延在した支持部38aと、検出用振動腕32bおよび駆動用振動腕34b、35bに対して基部31および1対の連結腕33a、33bとは反対側でX軸に沿って延在した支持部38bと、支持部38aと基部31とを接続する1対の支持腕36a、36bと、支持部38bと基部31とを接続する1対の支持腕37a、37bとを備えている。
さらに、センサー素子30は、検出用振動腕32a、32b上にそれぞれ設けられた検出電極(図示せず)と、駆動用振動腕34a、34b、35a、35b上にそれぞれ設けられた駆動電極(図示せず)と、支持部38a、38bの一方の面上に設けられ、検出電極および駆動電極に電気的に接続された複数の接続電極39とを備えている。
【0033】
このようなセンサー素子30は、その平面視において、ICチップ20と重なるように、前述したICチップ20の能動面上に実装されている。
ここで、センサー素子30は、接続電極39がICチップ20の各接続端子に電気的および機械的に接続されることにより、ICチップ20上に実装されている。
また、センサー素子30は、その板面がICチップ20の板面に沿う(略平行になる)ように設置されている。これにより、センサーユニット101では、センサー素子30の板面がz軸に直交する。また、センサーユニット102では、センサー素子30の板面がx軸に直交する。また、センサーユニット103では、センサー素子30の板面がy軸に直交する。
【0034】
このように構成されたセンサー素子30では、ICチップ20の集積回路(駆動回路)から接続電極39(駆動電極)に駆動信号が印加されることにより、駆動用振動腕34aと駆動用振動腕35aとが互いに接近・離間するように屈曲振動(駆動振動)するとともに、駆動用振動腕34bと駆動用振動腕35bとが上記屈曲振動と同方向に互いに接近・離間するように屈曲振動(駆動振動)する。
【0035】
このように駆動用振動腕34a、34b、35a、35bを駆動振動させた状態で、センサー素子30にその重心Gを通る法線まわりの角速度ωが加わると、駆動用振動腕34a、34b、35a、35bには、コリオリ力が働く。これにより、連結腕33a、33bを屈曲振動させながら基部31を重心Gを通る法線(検出軸)まわりに回動振動させ、これに伴い、検出用振動腕32a、32bの屈曲振動(検出振動)が励振される。
【0036】
このような検出用振動腕32a、32bの検出振動により検出電極に生じた電荷を検出することにより、センサー素子30に加わった角速度ωを求めることができる。
具体的には、センサーユニット101のセンサー素子30は、その板面がz軸に直交することから、z軸まわりの角速度を検出することができる。また、センサーユニット102のセンサー素子30は、その板面がx軸に直交することから、x軸まわりの角速度を検出することができる。また、センサーユニット103のセンサー素子30は、その板面がy軸に直交することから、y軸まわりの角速度を検出することができる。
【0037】
[フレキシブル配線基板41、42、43]
図1、2に示すフレキシブル配線基板41、42、43は、それぞれ、例えば、ポリイミド等の可撓性を有する樹脂を主体としたベース層(図示せず)と、そのベース層に接合された配線パターン層(図示せず)とを備えている。
そして、フレキシブル配線基板41は、配線パターン層の一方の端部が第1の支持面11に支持されたICチップ20の外部接続端子(図示せず)に取り付けられ(接合され)、配線パターン層の他方の端部が後述するパッケージ3の内部端子71に電気的に接続されている。同様に、フレキシブル配線基板42は、配線パターン層の一方の端部が第2の支持面12に支持されたICチップ20の外部接続端子(図示せず)に取り付けられ(接合され)、配線パターン層の他方の端部が後述するパッケージ3の内部端子72に電気的に接続されている。また、フレキシブル配線基板43は、配線パターン層の一方の端部が第3の支持面13に支持されたICチップ20の外部接続端子(図示せず)に取り付けられ(接合され)、配線パターン層の他方の端部が後述するパッケージ3の内部端子73に電気的に接続されている。
【0038】
以上説明したように構成されたセンサーモジュール2によれば、x軸、y軸およびz軸まわりのそれぞれの角速度を検出することができる。
このようなセンサーモジュール2は、パッケージ3内に収納されることにより、x軸、y軸およびz軸まわりのそれぞれの角速度を検出可能なセンサーデバイス1を提供することができる。
【0039】
また、センサーモジュール2は、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたもの(すなわち、3つのセンサーデバイスを個別に機器に組み込むもの)と比較して、実装スペースを相当程度小さくすることができることから、センサーデバイス1が組み込まれる機器の小型化を図ったり、機器に組み込む際の配置、設計等の自由度を高めたりすることができる。
【0040】
また、センサーモジュール2は、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたものと比較して、パッケージの数が少なくて済むことから、低コスト化を図ることもできる。
また、センサーモジュール2は、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたものと比較して、取付姿勢を本来の安定なものとすることができることから、耐衝撃性を向上させることが可能となる。
【0041】
また、センサーモジュール2は、3つのセンサー素子30の検出軸の直交度が支持部材10の加工精度(角度θ1、θ2、θ3の精度)で決まることから、センサーデバイス1が組み込まれる機器における実装精度(パッケージの取付角度の精度)に3つの検出軸の直交度が依存することがなく、簡単に検出精度の高精度化を図ることができる。これに対し、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたものでは、3つの検出軸の直交度が各センサーデバイスの実装精度に依存するため、検出精度を高めることが難しい。
【0042】
(パッケージ3)
図1および図5に示すように、パッケージ3は、平板状のベース部材61と、凹部62を有する蓋部材63(キャップ)とを備える。
本実施形態では、ベース部材61は、z軸方向からみた平面視(以下、単に「平面視」ともいう)にて矩形状をなしている。
このベース部材61は、例えば、酸化アルニウム質焼結体、水晶、ガラス等で構成されている。
【0043】
図1に示すように、ベース部材61の上面65(蓋部材63に覆われる側の面)には、接着剤のような接合部材51により、前述した支持部材10の第1の支持面11とは反対側の裏面14が接合されている。これにより、センサーモジュール2がベース部材61に対して支持・固定されている。
また、ベース部材61の上面65には、内部端子71、72、73が設けられている。この内部端子71、72、73には、導電性接着剤、異方性導電膜、ハンダ等の導電性を有する接合部材(図示せず)を介して、センサーモジュール2のフレキシブル配線基板41、42、43が電気的に接続されている。
【0044】
一方、ベース部材61の下面66(パッケージ3の底面であって、上面65に沿った面)には、センサーデバイス1が組み込まれる機器(外部機器)に実装される際に用いられる複数の外部端子74が設けられている。
この複数の外部端子74は、図示しない内部配線を介して、前述した内部端子71、72、73に電気的に接続されている。これにより、センサーモジュール2の各センサーユニット101、102、103と複数の外部端子74とが電気的に接続されている。
このような内部端子71、72、73および各外部端子74は、それぞれ、例えば、タングステン(W)等のメタライズ層にニッケル(Ni)、金(Au)等の被膜をメッキ等により積層した金属被膜からなる。
【0045】
このようにセンサーモジュール2が取り付けられたベース部材61の上面65には、センサーモジュール2を覆うように、蓋部材63が設けられている。
蓋部材63は、ベース部材61側に開口する凹部62を有する。これにより、ベース部材61との間にセンサーモジュール2が収納される内部空間を形成されている。
蓋部材63の凹部62の開口の外周部には、フランジ67が形成されている。
このフランジ67は、平面視にて四角環状をなす。また、フランジ67は、平面視における外側の輪郭が矩形状をなしている。なお、ここで、「矩形状」とは、幾何学的に正確な矩形状のみならず、その矩形状の少なくとも1つの角部68をR面取りやC面取り等により欠損した形状をも含む概念である。
【0046】
ここで、蓋部材63の平面視での輪郭、すなわちフランジ67の平面視での外側の輪郭は、x軸方向(第1の方向)に平行な1対の第1の辺67a、67bと、y軸方向(第2の方向)に平行な1対の第2の辺67c、67dとを有する。
また、蓋部材63の平面視での輪郭の各角部68には、R面取りが施されている。
この蓋部材63は、例えば、ベース部材61と同材料、または、コバール、42アロイ、ステンレス鋼等の金属で構成されている。
【0047】
このような蓋部材63のフランジ67は、ベース部材61の上面65に気密的に接合されている。これにより、パッケージ3内が気密封止されている。
具体的には、フランジ67とベース部材61とが金属で構成された接合部材64を介して接合されている。この接合部材64は、ベース部材61の上面65に対してろう接により接合されるとともに、蓋部材63のフランジ67に対して後述するシーム溶接およびエネルギー線溶接(レーザー溶接、電子線溶接等)により接合されている。
【0048】
なお、ベース部材61がシーム溶接およびエネルギー線溶接によりフランジ67に対して拡散接合し得る金属で構成されている場合には、接合部材64を省略することができる。この場合、蓋部材63のフランジ67は、ベース部材61の上面65にシーム溶接およびエネルギー線溶接により直接的に接合される。また、この場合、ベース部材61が接合部材64を兼ねることとなり、後述する溝80をベース部材61の上面に形成すればよい。
【0049】
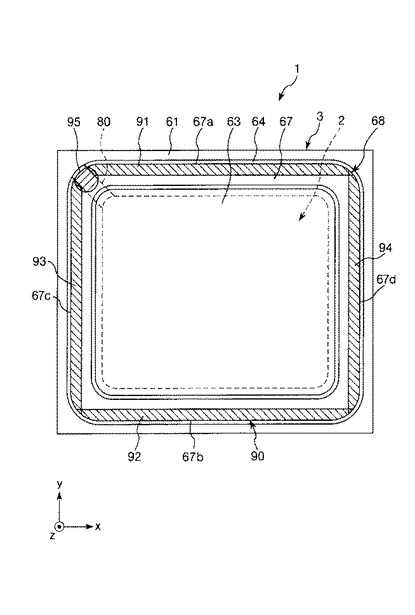
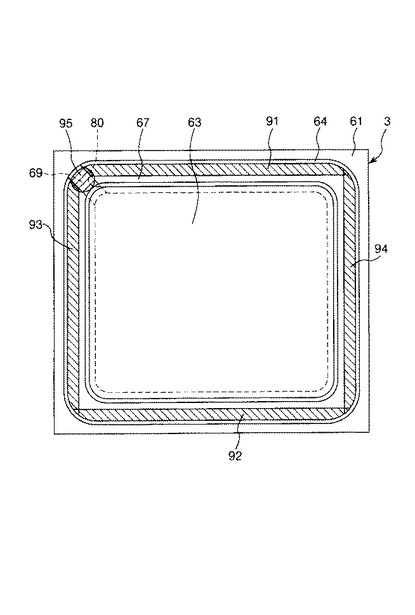
この接合部材64は、蓋部材63のフランジ67に沿った四角環状をなしている。ここで、蓋部材63は、平面視で、輪郭が全周に亘って接合部材64に重なるように形成されている。これにより、ベース部材61の構成材料によらず、接合部材64の全周に亘って、ベース部材61と蓋部材63とを接合して、パッケージ3内を気密封止することができる。本実施形態では、フランジ67は、平面視にて、接合部材64の外側の輪郭と内側の輪郭との間に位置するように設けられている。
【0050】
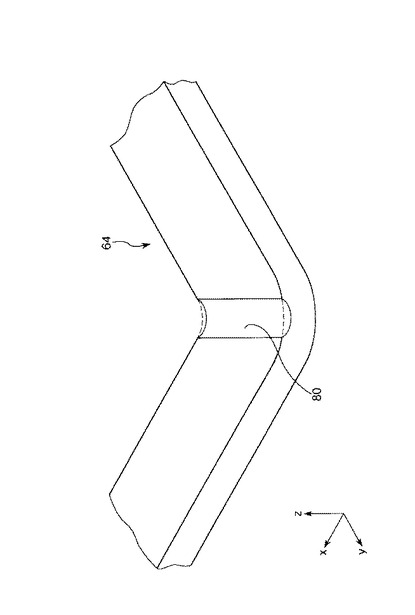
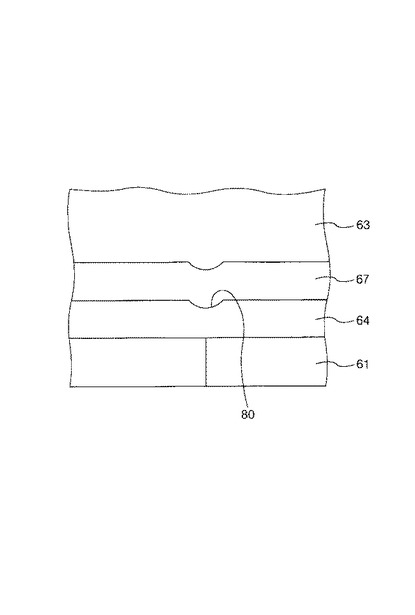
また、図7に示すように、接合部材64の上面、すなわち接合部材64の蓋部材63との接合面には、内外を連通する溝80が形成されている。本実施形態では、溝80は、蓋部材63の平面視での1つの角部68に対応する位置に設けられている。
この溝80は、後述するパッケージ3の製造における第1の接合工程後に蓋部材63と接合部材64との間に隙間を形成するためのものである。なお、溝80の構成については、後述するパッケージ3の製造方法の説明において、詳述する。
【0051】
このような接合部材64は、シーム溶接およびエネルギー線溶接によりフランジ67に対して拡散接合されている。
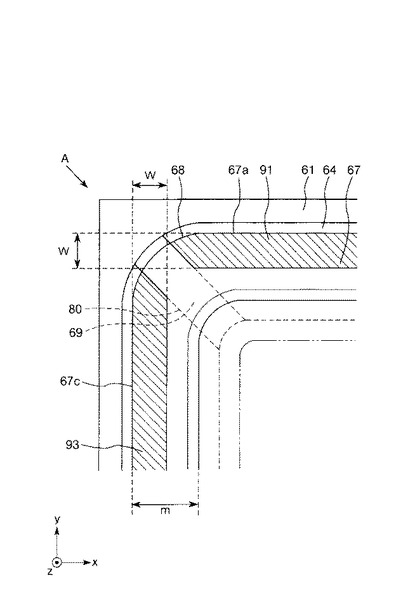
具体的に説明すると、図5に示すように、蓋部材63と接合部材64との接合部90は、x軸方向に延在する1対の溶接部91、92(第1の溶接部)と、y軸方向に延在する1対の溶接部93、94(第2の溶接部)と、蓋部材63の1つの角部68に対応して局所的に設けられた溶接部95(第3の溶接部)とを有する。これにより、かかる接合部90は、平面視にて、蓋部材63の外形(輪郭)に沿ってその全周に亘って形成されている。
【0052】
なお、図5では、説明の便宜上、見やすくするため、各溶接部91〜95の形成領域内を斜線で示している。また、実際では、蓋部材63と接合部材64との接合部90において、蓋部材63と接合部材64とが互いに拡散しているため、蓋部材63と接合部材64との境界は明確ではないが、図1および図5では、説明の便宜上、蓋部材63と接合部材64との境界部を示している。また、これらのことは、他の実施形態および図についても同様である。
【0053】
各溶接部91〜94は、平面視形状が帯状をなし、フランジ67の平面視での各辺に沿ってシーム溶接により蓋部材63と接合部材64とを接合することにより形成されたもの(シーム溶接部)である。具体的には、1対の溶接部91、92は、前述した1対の第1の辺67a、67bに沿ってシーム溶接によりベース部材61と蓋部材63とを接合したものである。また、1対の溶接部93、94は、前述した1対の第2の辺67c、67dに沿ってシーム溶接によりベース部材61と蓋部材63とを接合したものである。このような2対の溶接部91〜94により、蓋部材63の平面視での外周部の主要部分と接合部材64とが気密的に接合されている。
ここで、溶接部91〜94は、フランジ67の平面視での1つの角部68(溝80に対応する部分)を除いて形成されている。また、溶接部91〜94は、フランジ67の平面視での他の3つの角部68において互いに重なるように形成されている。
【0054】
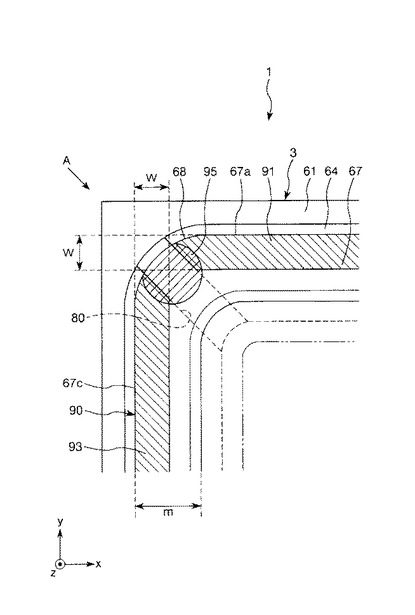
一方、溶接部95は、図6に示すように、平面視形状がスポット状をなし、フランジ67の平面視での1つの角部68(溝80)に対応してエネルギー線溶接により蓋部材63と接合部材64とを接合することにより形成されたもの(エネルギー線溶接部)である。このような溶接部95により、前述した蓋部材63の平面視での外周部の主要部分以外の部分(すなわち、2対の溶接部91〜94が形成されていない部分)と接合部材64とが気密的に接合されている。また、このような溶接部95により、シーム溶接後にベース部材61と蓋部材63との間に局所的に形成された隙間を減圧下または不活性ガス雰囲気下で簡単かつ確実に塞ぐことができる。
ここで、溶接部95は、互いに隣り合う2つの溶接部91、93の間を埋めるように形成され、その形成領域の一部は、溶接部91、93の形成領域の一部と重複している。
【0055】
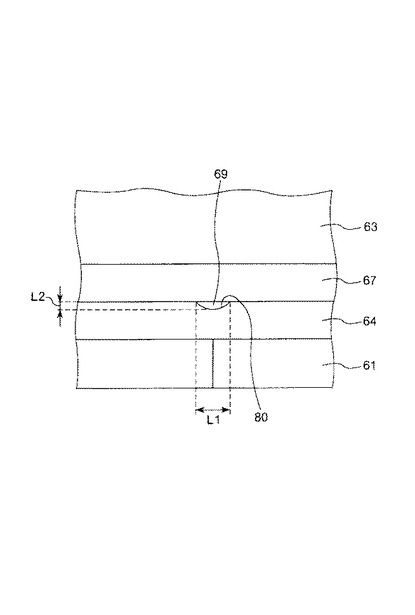
また、図8に示すように、接合部材64に形成された溝80内には、エネルギー線溶接によりフランジ67の一部(角部68)が入り込むようにして埋められている。
このようなフランジ67の肉厚は、後述する第2の接合工程においてエネルギー線溶接により溝80内を埋めることができるものであれば、特に限定されないが、例えば、0.01mm以上2mm以下程度であるのが好ましい。
【0056】
また、接合部材64の厚さは、後述するような隙間69を形成可能な溝80が形成することができるものであればよく、特に限定されないが、例えば、0.01mm以上2mm以下程度であるのが好ましい。
本実施形態では、フランジ67の幅(すなわち、蓋部材63の本体部の外周から突出した長さ)をmとし、溶接部91、93の幅をそれぞれWとしたとき、W<mなる関係を満たす。
【0057】
この接合部材64の構成材料としては、シーム溶接およびエネルギー線溶接によりフランジ67に対して拡散接合し得る金属であればよく、特に限定されないが、例えば、ろう材を好適に用いることができる。
このように構成されたパッケージ3の内部は、各センサーユニット101、102、103のセンサー素子30の振動が阻害されないように、減圧状態に保持されていることが好ましい。
【0058】
(電子デバイス用パッケージの製造方法)
次に、本発明の電子デバイス用パッケージの製造方法について、前述したパッケージ3の製造方法(センサーデバイス1)を製造する場合を例に説明する。
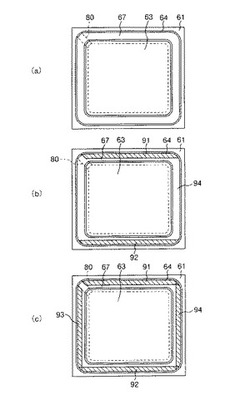
図9は、本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第1の接合工程を説明する図、図10は、図9に示す第1の接合工程に用いるシーム溶接を説明する図、図11は、図10の部分拡大図、図12は、図9に示す第1の接合工程後のパッケージの部分拡大平面図、図13は、図12のA方向からみた部分拡大側面図、図14は、本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第2の接合工程を説明する図である。
【0059】
パッケージ3の製造方法(センサーデバイス1の製造方法)は、[1]ベース部材61と蓋部材63との接合予定部位の一部をシーム溶接により接合する第1の接合工程と、[2]ベース部材61と蓋部材63との接合予定部位の残部をエネルギー線溶接により接合する第2の接合工程とを有する。
以下、パッケージ3の製造方法の各工程を順次詳細に説明する。
【0060】
[1]第1の接合工程
1−1
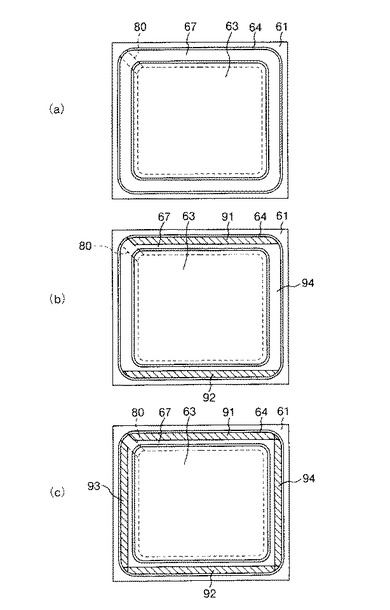
まず、図9(a)に示すように、ベース部材61および蓋部材63を用意し、ベース部材61の上面65側に蓋部材63を重ね合わせる。
このとき、ベース部材61の上面65には、接合部材64がろう接により予め接合されている。また、図示しないが、ベース部材61の接合部材64が設けられた側の面、すなわち上面65上には、前述したセンサーモジュール2が取り付けられている。
【0061】
そして、ベース部材61の上面65側に、蓋部材63のフランジ67が接合部材64に接触した状態で、蓋部材63が載置される。
また、前述したように接合部材64の上面には、溝80が形成されており、蓋部材63は、平面視で、接合部材64上の溝80がフランジ67の内外を跨るように、接合部材64上に載置される。
【0062】
1−2
次に、図9(b)に示すように、フランジ67の平面視における互いに平行な1対の辺に沿ってフランジ67と接合部材64とをシーム溶接により接合することにより、1対の溶接部91、92を形成する。
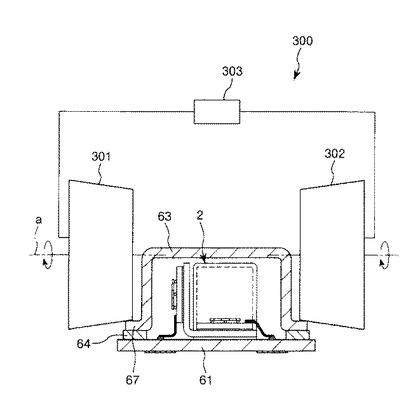
かかるシーム溶接(シーム接合)は、例えば、図10に示すような溶接機300を用いる。
【0063】
溶接機300は、1対のローラー電極301、302と、この1対のローラー電極301、302に電気的に接続された電源装置303とを備える。
1対のローラー電極301、302は、それぞれ、中心軸を中心として軸線aまわりに回転可能に設けられている。
また、1対のローラー電極301、302は、軸線aに平行な方向に互いに離間している。
【0064】
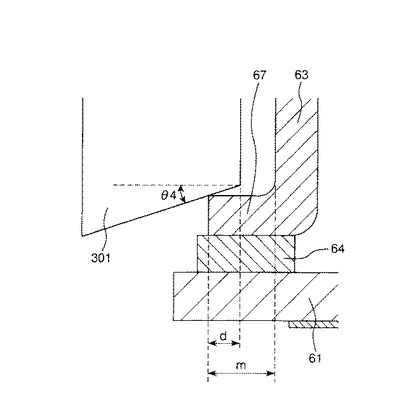
また、1対のローラー電極301、302は、外径が内側から外側に向けてテーパー角θ4で漸増するテーパー形状をなしている。
このテーパー角θ4は、特に限定されないが、5°以上25°以下であるのが好ましい。これにより、ローラー電極301、302とフランジ67との接触状態の安定化を図り、その結果、溶接不良を防止することができる。
【0065】
このような1対のローラー電極301、302は、図示しない加圧機構により、蓋部材63のフランジ67に対して、ベース部材61とは反対側から加圧接触する。そして、1対のローラー電極301、302は、軸線aまわりに回転しながら、フランジ67の平面視における互いに平行な1対の辺に沿って所定の速度で走行する。
このとき、電源装置303は、蓋部材63および接合部材64を介してローラー電極301とローラー電極302との間に電流を流す。これにより、接合部材64をジュール熱により溶融させ、蓋部材63のフランジ67と接合部材64とを接合する。
【0066】
ここで、軸線aに平行な方向におけるローラー電極301、302とフランジ67との重なり長さをそれぞれdとし、フランジ67の幅をmとし、溶接部91、92の幅をそれぞれWとしたとき、W≦d<mなる関係を満たす(図11、12参照)。
また、接合部材64の上面には溝80が形成されているので、蓋部材63および接合部材64は、蓋部材63の平面視での1つの角部68(溝80)に対応する部分がシーム溶接されずに未溶接状態となる。
【0067】
1−3
次いで、図9(c)に示すように、フランジ67の平面視における互いに平行な残りの1対の辺に沿ってフランジ67と接合部材64とをシーム溶接により接合することにより、1対の溶接部93、94を形成する。
かかるシーム溶接は、前述した1対の溶接部91、92の形成と同様にして行うことができる。
また、本工程においても、蓋部材63および接合部材64は、蓋部材63の平面視での1つの角部68(溝80)に対応する部分がシーム溶接されずに未溶接状態となる。
【0068】
以上、第1の接合工程では、ベース部材61と蓋部材63との接合予定部位のうち、溝80に対応する部分を除いて蓋部材63の平面視での輪郭の各辺に沿った部分をシーム溶接により接合する。
また、図13に示すように、第1の接合工程後のフランジ67と接合部材64との間には、溝80によって隙間69が形成される。
特に、前述したように、溝80は、蓋部材63の平面視での角部68に対応する位置に設けられているので、第1の接合工程において、蓋部材63の平面視での各辺に沿ってシーム溶接を行うことにより、簡単かつ確実に、シーム溶接後にベース部材61と蓋部材63との間に局所的に隙間69を形成することができる。
【0069】
また、溝80の壁面の横断面は、湾曲形状をなしている。これにより、第1の接合工程後にベース部材61と蓋部材63との間に局所的に隙間69するとともに、かかる隙間69を後述する第2の接合工程において簡単かつ確実に塞ぐことができる。
また、溝80の幅をL1とし、溝80の深さをL2としたときに、L1>L2なる関係を満たす。これにより、第1の接合工程後にベース部材61と蓋部材63との間に局所的に隙間69するとともに、かかる隙間69を第2の接合工程において簡単かつ確実に塞ぐことができる。
【0070】
また、溝80の幅L1と深さL2との比L2/L1は、特に限定されないが、例えば、0.1以上0.5以下であるのが好ましい。
また、溝80の幅L1は、特に限定されないが、1μm以上1000μm以下程度であるのが好ましい。
また、溝80の深さL2は、特に限定されないが、0.1μm以上500μm以下程度であるのが好ましい。
【0071】
[2]第2の接合工程
2−1
次に、図14に示すように、フランジ67の1つの角部68(溝80に対応する角部)と接合部材64とをエネルギー線溶接により接合することにより、溶接部95を形成する。これにより、前述した隙間69が溶接により塞がれる。
【0072】
かかるエネルギー線溶接は、例えば、レーザー光、電子ビーム等のエネルギー線を前記1つの角部68に少なくとも1回以上照射することにより行う。これにより、第2の接合工程において、シーム溶接後にベース部材61と蓋部材63との間に局所的に形成された隙間69を減圧下または不活性ガス雰囲気下で簡単かつ確実に塞ぐことができる。
かかるエネルギー線溶接は、エネルギー線を連続発振するものであってもパルス発振するものであってもよい。
【0073】
また、本工程におけるエネルギー線溶接は、減圧下または不活性ガス雰囲気下で行うのが好ましい。これにより、得られるパッケージ3内を減圧状態または不活性ガス封入状態で気密封止することができる。また、得られるパッケージ3内に前述したシーム溶接時に生じたガスや大気が残留するのを防止することができる。
以上、第2の接合工程では、ベース部材61と蓋部材63との接合予定部位のうち、溝80に対応した部分をエネルギー線溶接により接合する。
【0074】
以上説明したようなパッケージ3の製造方法によれば、シーム溶接後にベース部材61と蓋部材63との間に隙間69を形成することができる。そして、シーム溶接後に局所的なエネルギー線溶接を行うことにより隙間69を塞いで気密封止することから、エネルギー線溶接時またはその前にシーム溶接時に生じたガスや大気をパッケージ3内から除去することができる。また、エネルギー線溶接が局所的なものであることから、エネルギー線溶接に時に生じたガスがパッケージ3内に残留するのを防止または抑制することができる。このようなことから、高品質に気密封止されたパッケージ3を得ることができる。
【0075】
また、ベース部材61と蓋部材63との接合前に、ベース部材61や蓋部材63に貫通孔(図示せず)を形成しておく必要が無く、また、その貫通孔を塞ぐ封止材(図示せず)も不要なことから、製造工程が簡略化されるとともに、材料費も抑えることができる。そのため、パッケージ3の低コスト化、ひいては、センサーデバイス1の低コスト化を図ることができる。
【0076】
また、前述したような貫通孔や封止材が不要なことから、パッケージ3内における電子部品、配線、電極等の配置の自由度が増す。また、パッケージ3の小型化を図ることもできる。
以上説明したような第1実施形態に係るセンサーデバイス1によれば、小型化を図るとともに、高品質な気密封止を簡単に実現することができる。
【0077】
<第2実施形態>
次に、本発明の第2実施形態について説明する。
図15は、本発明の第2実施形態に係るセンサーデバイス(電子デバイス)のパッケージの部分拡大平面図、図16は、図15のA方向からみた部分拡大側面図である。
本実施形態にかかるセンサーデバイスは、溝80の封止方法が異なる以外は、前述した第1実施形態にかかるセンサーデバイスと同様である。
なお、以下の説明では、第2実施形態のセンサーデバイスに関し、前述した実施形態との相違点を中心に説明し、同様の事項に関してはその説明を省略する。また、図15および図16において、前述した実施形態と同様の構成については、同一符号を付している。
【0078】
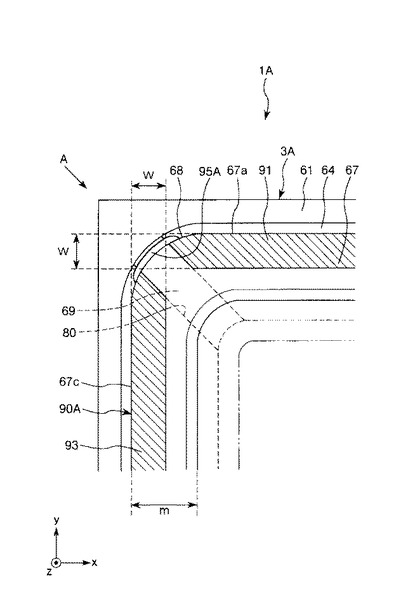
本実施形態のセンサーデバイス1Aは、図15に示すように、パッケージ3Aを備える。
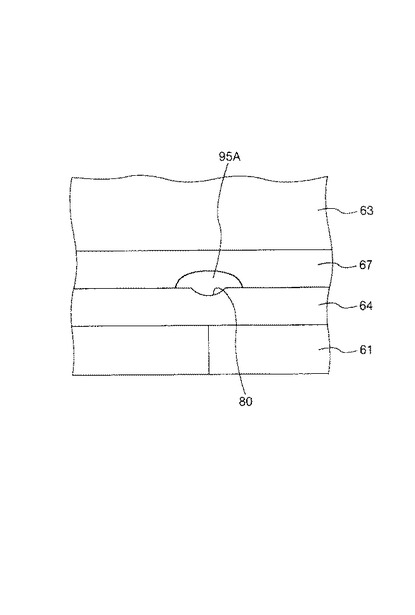
このパッケージ3Aでは、蓋部材63と接合部材64との接合部90Aが、蓋部材63の角部68(溝80)に対応して局所的に設けられたろう材95Aを有する。
このろう材95Aは、ろう接により蓋部材63と接合部材64とを接合することにより形成されたものである。このようなろう材95Aは、溝80内を塞ぐように設けられている。
【0079】
このようなろう材95Aを用いたろう接により、接合部材64の溝80が形成された部分と蓋部材63とを接合するので、第2の接合工程において、接合部材64に形成された溝80が深かったり、蓋部材63が肉厚であったりしても、シーム溶接後にベース部材61と蓋部材63との間に局所的に形成された隙間69を簡単かつ確実に塞ぐことができる。
なお、本実施形態では、溝80の壁面の横断面が湾曲形状をなしているが、前述したようなろう材95Aを用いた場合、溝の横断面が矩形形状やV字形状等の角を有する場合であっても、接合部材64の溝80が形成された部分と蓋部材63との気密的な接合を容易に行うことができる。
【0080】
以上説明したような第2実施形態に係るセンサーデバイス1Aによっても、小型化を図るとともに、高品質な気密封止を簡単に実現することができる。
以上説明したような各実施形態のセンサーデバイスは、各種の電子機器に組み込んで使用することができる。
このような電子機器によれば、信頼性を優れたものとすることができる。
【0081】
(電子機器)
ここで、本発明の電子デバイスを備える電子機器の一例について、図17〜図19に基づき、詳細に説明する。
図17は、本発明の電子機器を適用したモバイル型(またはノート型)のパーソナルコンピュータの構成を示す斜視図である。
【0082】
この図において、パーソナルコンピュータ1100は、キーボード1102を備えた本体部1104と、表示部100を備えた表示ユニット1106とにより構成され、表示ユニット1106は、本体部1104に対しヒンジ構造部を介して回動可能に支持されている。
このようなパーソナルコンピュータ1100には、ジャイロセンサーとして機能する前述したセンサーデバイス1が内蔵されている。
【0083】
図18は、本発明の電子機器を適用した携帯電話機(PHSも含む)の構成を示す斜視図である。
この図において、携帯電話機1200は、複数の操作ボタン1202、受話口1204および送話口1206を備え、操作ボタン1202と受話口1204との間には、表示部100が配置されている。
このような携帯電話機1200には、ジャイロセンサーとして機能する前述したセンサーデバイス1が内蔵されている。
【0084】
図19は、本発明の電子機器を適用したディジタルスチルカメラの構成を示す斜視図である。なお、この図には、外部機器との接続についても簡易的に示されている。
ここで、通常のカメラは、被写体の光像により銀塩写真フィルムを感光するのに対し、ディジタルスチルカメラ1300は、被写体の光像をCCD(Charge Coupled Device)などの撮像素子により光電変換して撮像信号(画像信号)を生成する。
【0085】
ディジタルスチルカメラ1300におけるケース(ボディー)1302の背面には、表示部が設けられ、CCDによる撮像信号に基づいて表示を行う構成になっており、表示部は、被写体を電子画像として表示するファインダとして機能する。
また、ケース1302の正面側(図中裏面側)には、光学レンズ(撮像光学系)やCCDなどを含む受光ユニット1304が設けられている。
撮影者が表示部に表示された被写体像を確認し、シャッタボタン1306を押下すると、その時点におけるCCDの撮像信号が、メモリ1308に転送・格納される。
【0086】
また、このディジタルスチルカメラ1300においては、ケース1302の側面に、ビデオ信号出力端子1312と、データ通信用の入出力端子1314とが設けられている。そして、図示されるように、ビデオ信号出力端子1312にはテレビモニタ1430が、デ−タ通信用の入出力端子1314にはパーソナルコンピュータ1440が、それぞれ必要に応じて接続される。さらに、所定の操作により、メモリ1308に格納された撮像信号が、テレビモニタ1430や、パーソナルコンピュータ1440に出力される構成になっている。
このようなディジタルスチルカメラ1300には、ジャイロセンサーとして機能する前述したセンサーデバイス1が内蔵されている。
【0087】
なお、本発明の電子機器は、図17のパーソナルコンピュータ(モバイル型パーソナルコンピュータ)、図18の携帯電話機、図19のディジタルスチルカメラの他にも、電子デバイスの種類に応じて、例えば、車体姿勢検出装置、ポインティングデバイス、ヘッドマウントディスプレイ、インクジェット式吐出装置(例えばインクジェットプリンタ)、ラップトップ型パーソナルコンピュータ、テレビ、ビデオカメラ、ビデオテープレコーダ、ナビゲーション装置、ページャ、電子手帳(通信機能付も含む)、電子辞書、電卓、電子ゲーム機器、ゲームコントローラー、ワードプロセッサ、ワークステーション、テレビ電話、防犯用テレビモニタ、電子双眼鏡、POS端末、医療機器(例えば電子体温計、血圧計、血糖計、心電図計測装置、超音波診断装置、電子内視鏡)、魚群探知機、各種測定機器、計器類(例えば、車両、航空機、船舶の計器類)、フライトシュミレータ等に適用することができる。
【0088】
以上、本発明の電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器について、図示の実施形態に基づいて説明したが、本発明は、これらに限定されるものではない。
また、本発明の電子デバイスおよび電子機器では、各部の構成は、同様の機能を発揮する任意の構成のものに置換することができ、また、任意の構成を付加することもできる。
また、本発明の電子デバイスおよび電子機器は、前述した各実施形態の任意の構成同士を組み合わせるようにしてもよい。
また、本発明の電子デバイス用パッケージの製造方法では、任意の工程を追加することができる。
【0089】
また、前述した実施形態では、蓋部材の平面視での角部68に対応するよう接合部材に溝を設けた場合を例に説明したが、これに限定されず、接合部材に形成する溝の位置および数は、任意である。また、接合部材に形成する溝の形状は、第1の接合工程で塞がれず、かつ、第2の接合工程で塞ぐことができるものであれば、特に限定されず、例えば、溝の一端側から他端側に向けて幅または深さが漸減または漸増する部分を有していてもよいし、横断面形状が矩形状、V字状等をなしていてもよい。
【0090】
また、前述した実施形態では、センサー素子30の主要部分(基材)を水晶で構成した場合を例に説明したが、これに限定されるものではなく、センサー素子30の主要部分(基材)は、例えば、タンタル酸リチウム(LiTaO3)、四ホウ酸リチウム(Li2B4O7)、ニオブ酸リチウム(LiNbO3)、チタン酸ジルコン酸鉛(PZT)、酸化亜鉛(ZnO)、窒化アルミニウム(AlN)等の圧電体、またはシリコン(Si)等の半導体であってもよい。
【0091】
また、センサー素子30は、前述したようなダブルT型以外にも、二脚音叉、三脚音叉、H型音叉、くし歯型、直交型、角柱型等、種々のジャイロ素子を用いることが可能である。
また、センサー素子30は、振動型以外のジャイロセンサー素子であってもよい。
また、センサー素子30の振動の駆動方法や検出方法は、圧電体の圧電効果を用いた圧電型によるものの他に、クーロンカを利用した静電型によるものや、磁力を利用したローレンツ型によるもの等であってもよい。
また、センサー素子の検出軸は、センサー素子の主面(板面)生面に直交する軸のほかに、センサー素子の主面に平行な軸であってもよい。
【0092】
また、前述した実施形態では、センサーモジュールのセンサー素子として振動ジャイロ素子を例に挙げたが、これに限定するものではなく、例えば、加速度に反応する加速度感知素子、圧力に反応する圧力感知素子、重さに反応する重量感知素子等でもよい。すなわち、本発明の電子デバイスは、ジャイロセンサーに限定されず、例えば、加速度センサー、圧力センサー、重量センサー等でもよい。
【0093】
また、本発明の電子デバイスの電子部品としては、センサー素子に限らず、各種能動備品および各種受動部品を用いることができる。また、電子デバイス用パッケージ内に収納される電子部品の数は、任意である。
また、前述した実施形態では、支持部材を介して電子部品をパッケージに固定・支持した構成を例に説明したが、この支持部材を省略し、電子部品を直接的にパッケージに固定・支持した構成であってもよい。
また、前述した実施形態では、電子部品とパッケージとをフレキシブル配線基板を介して電気的に接続した構成を例に説明したが、電子部品とパッケージとの電気的接続は、これに限定されず、例えば、ボンディングワイヤーを介した接続、フェイスダウン実装による接続等であってもよい。
【符号の説明】
【0094】
1‥‥センサーデバイス 1A‥‥センサーデバイス 2‥‥センサーモジュール 3‥‥パッケージ 3A‥‥パッケージ 10‥‥支持部材 11‥‥第1の支持面 12‥‥第2の支持面 13‥‥第3の支持面 14‥‥裏面 20‥‥ICチップ 30‥‥センサー素子 31‥‥基部 32a‥‥検出用振動腕 32b‥‥検出用振動腕 33a‥‥連結腕 33b‥‥連結部 34a‥‥駆動用振動腕 34b‥‥駆動用振動腕 35a‥‥駆動用振動腕 35b‥‥駆動用振動腕 36a、36b‥‥支持腕 37a、37b‥‥支持腕 38a‥‥支持部 38b‥‥支持部 39‥‥接続電極 41‥‥フレキシブル配線基板 42‥‥フレキシブル配線基板 43‥‥フレキシブル配線基板 51‥‥接合部材 61‥‥ベース部材 62‥‥凹部 63‥‥蓋部材 64‥‥接合部材 65‥‥上面 66‥‥下面 67‥‥フランジ 67a、67b‥‥第1の辺 67c、67d‥‥第2の辺 68‥‥角部 69‥‥隙間 71‥‥内部端子 72‥‥内部端子 73‥‥内部端子 74‥‥外部端子 80‥‥溝 90‥‥接合部 90A‥‥接合部 91‥‥溶接部 92‥‥溶接部 93‥‥溶接部 94‥‥溶接部 95‥‥溶接部 95A‥‥ろう材 100‥‥表示部 101‥‥センサーユニット 102‥‥センサーユニット 103‥‥センサーユニット 300‥‥溶接機 301‥‥ローラー電極 302‥‥ローラー電極 303‥‥電源装置 1100‥‥パーソナルコンピュータ 1102‥‥キーボード 1104‥‥本体部 1106‥‥表示ユニット 1200‥‥携帯電話機 1202‥‥操作ボタン 1204‥‥受話口 1206‥‥送話口 1300‥‥ディジタルスチルカメラ 1302‥‥ケース 1304‥‥受光ユニット 1306‥‥シャッタボタン 1308‥‥メモリ 1312‥‥ビデオ信号出力端子 1314‥‥入出力端子 1430‥‥テレビモニタ 1440‥‥パーソナルコンピュータ a‥‥軸線 G‥‥重心 θ1‥‥角度 θ2‥‥角度 θ3‥‥角度 θ4‥‥テーパー角 ω‥‥角速度 L1‥‥溝の幅 L2‥‥溝の深さ d‥‥溶接部の幅 m‥‥フランジの幅
【技術分野】
【0001】
本発明は、電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器に関するものである。
【背景技術】
【0002】
パッケージ内に電子部品を収納した電子デバイスとしては、例えば、特許文献1に記載されているような圧電デバイスが知られている。
特許文献1に記載の圧電デバイスは、電子部品である圧電振動片と、この圧電振動片を収納するパッケージとを備える。この圧電デバイスのパッケージは、凹部を有するパッケージ本体と、そのパッケージ本体の凹部の開口を覆う蓋体とを有する。
【0003】
従来、このようなパッケージは、特許文献1に記載されているように、パッケージ本体に貫通孔を形成しておき、パッケージ本体と蓋体とを接合した後、その貫通孔を減圧下でAu−Ge合金のような金属で構成された封止材で塞ぐことにより形成される。これにより、パッケージ本体と蓋体との接合時に生じた不要なガスをパッケージ内から除去して、気密封止されたパッケージを得ることができる。
しかし、このようなパッケージは、パッケージ本体に貫通孔を形成しなければならないので、製造工程が煩雑になるという問題があった。また、パッケージ本体の貫通孔が形成された部分には部品を実装することができないため、パッケージの大型化を招くという問題もあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−289238号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、小型化を図るとともに、高品質な気密封止を簡単に実現することができる電子デバイス用パッケージの製造方法、かかる製造方法を用いて製造された電子デバイス用パッケージを有する電子デバイスを提供すること、また、かかる電子デバイスを備える信頼性の高い電子機器を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態または適用例として実現することが可能である。
[適用例1]
本発明の電子デバイス用パッケージの製造方法は、ベース部材と蓋部材との間に電子部品が収納される内部空間を形成しつつ、環状の接合部材を介して前記ベース部材と前記蓋部材とを接合する電子デバイス用パッケージの製造方法であって、
前記接合部材の前記蓋部材との接合面には、内外を連通する溝が形成され、
前記ベース部材と前記蓋部材との接合は、
前記ベース部材と前記蓋部材との接合予定部位のうち、前記溝に対応する部分を除いた部分をシーム溶接により接合する第1の接合工程と、
前記接合予定部位のうち、前記溝に対応した部分を接合する第2の接合工程とを有することを特徴とする。
【0007】
このような電子デバイス用パッケージの製造方法によれば、シーム溶接後(第1の接合工程後)にベース部材と蓋部材との間に局所的に隙間を形成することができる。そのため、この隙間を減圧下または不活性ガス雰囲気下で第2の接合工程で塞ぐことにより、シーム溶接時に生じたガスや大気をパッケージ内から除去して、高品質な気密封止を実現することができる。
また、従来のような貫通孔を必要としないことから、製造工程が簡略化されるとともに、パッケージの小型化を図ることができる。
【0008】
[適用例2]
本発明の電子デバイス用パッケージの製造方法では、前記第2の接合工程での接合は、エネルギー線溶接により行うことが好ましい。
これにより、第2の接合工程において、シーム溶接後にベース部材と蓋部材との間に局所的に形成された隙間を減圧下または不活性ガス雰囲気下で簡単かつ確実に塞ぐことができる。
【0009】
[適用例3]
本発明の電子デバイス用パッケージの製造方法では、前記第2の接合工程での接合は、ろう材を用いたろう接により行うことが好ましい。
これにより、第2の接合工程において、接合部材に形成された溝が深かったり、蓋部材が肉厚であったりしても、シーム溶接後にベース部材と蓋部材との間に局所的に形成された隙間を簡単かつ確実に塞ぐことができる。
【0010】
[適用例4]
本発明の電子デバイス用パッケージの製造方法では、前記蓋部材の平面視での輪郭は、矩形状をなし、
前記溝は、前記蓋部材の平面視での角部に対応する位置に設けられ、
前記第1の接合工程では、前記蓋部材の平面視での各辺に沿ってシーム溶接を行うことが好ましい。
これにより、簡単かつ確実に、シーム溶接後にベース部材と蓋部材との間に局所的に隙間を形成することができる。
【0011】
[適用例5]
本発明の電子デバイス用パッケージの製造方法では、前記溝の壁面の横断面は、湾曲形状をなしていることが好ましい。
これにより、第1の接合工程後にベース部材と蓋部材との間に局所的に隙間を形成するとともに、かかる隙間を第2の接合工程において簡単かつ確実に塞ぐことができる。
【0012】
[適用例6]
本発明の電子デバイス用パッケージの製造方法では、前記溝の幅をL1とし、前記溝の深さをL2としたときに、
L1>L2なる関係を満たすことが好ましい。
これにより、第1の接合工程後にベース部材と蓋部材との間に局所的に隙間を形成するとともに、かかる隙間を第2の接合工程において簡単かつ確実に塞ぐことができる。
【0013】
[適用例7]
本発明の電子デバイス用パッケージの製造方法では、前記第2の接合工程は、減圧下または不活性ガス雰囲気下で行うことが好ましい。
これにより、シーム溶接により生じたガスや大気をパッケージ内から除去して、パッケージを気密封止することができる。
【0014】
[適用例8]
本発明の電子デバイス用パッケージの製造方法では、前記蓋部材は、平面視で、輪郭が全周に亘って前記接合部材に重なるように形成されていることが好ましい。
これにより、接合部材の全周に亘って、ベース部材と蓋部材とを簡単かつ確実に接合することができる。
【0015】
[適用例9]
本発明の電子デバイスは、本発明の製造方法を用いて製造された電子デバイス用パッケージと、
前記電子デバイス用パッケージ内に収納された電子部品とを有することを特徴とする。
このような電子デバイスによれば、小型化を図るとともに、高品質な気密封止を簡単に実現することができる。
[適用例10]
本発明の電子機器は、本発明の電子デバイスを備えることを特徴とする。
このような電子機器によれば、信頼性を優れたものとすることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の第1実施形態に係るセンサーデバイス(電子デバイス)の概略構成を示す模式的側面図である。
【図2】図1に示すセンサーデバイスの平面図である。
【図3】図1に示すセンサーデバイスのセンサーモジュール(電子部品モジュール)に備えられた支持部材を示す斜視図である。
【図4】図1に示すセンサーデバイスのセンサーモジュールに備えられたセンサー素子(電子部品)の平面図である。
【図5】図1に示すセンサーデバイスのパッケージの平面図である。
【図6】図5に示すパッケージの部分拡大平面図である。
【図7】図5に示すパッケージの接合部材を示す部分拡大斜視図である。
【図8】図6のA方向からみた部分拡大側面図である。
【図9】本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第1の接合工程を説明する図である。
【図10】図9に示す第1の接合工程に用いるシーム溶接を説明する図である。
【図11】図10の部分拡大図である。
【図12】図9に示す第1の接合工程後のパッケージの部分拡大平面図である。
【図13】図12のA方向からみた部分拡大側面図である。
【図14】本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第2の接合工程を説明する図である。
【図15】本発明の第2実施形態に係るセンサーデバイス(電子デバイス)のパッケージの部分拡大平面図である。
【図16】図15のA方向からみた部分拡大側面図である。
【図17】本発明の電子機器を適用したモバイル型(またはノート型)のパーソナルコンピュータの構成を示す斜視図である。
【図18】本発明の電子機器を適用した携帯電話機(PHSも含む)の構成を示す斜視図である。
【図19】本発明の電子機器を適用したディジタルスチルカメラの構成を示す斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明の電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器を添付図面に示す実施形態に基づいて詳細に説明する。なお、以下では、本発明の電子デバイスをセンサーデバイスに適用した場合を例に説明する。
<第1実施形態>
まず、本発明の第1実施形態について説明する。
図1は、本発明の第1実施形態に係るセンサーデバイス(電子デバイス)の概略構成を示す模式的側面図、図2は、図1に示すセンサーデバイスの平面図、図3は、図1に示すセンサーデバイスのセンサーモジュール(電子部品モジュール)に備えられた支持部材を示す斜視図、図4は、図1に示すセンサーデバイスのセンサーモジュールに備えられたセンサー素子(電子部品)の平面図、図5は、図1に示すセンサーデバイスのパッケージの平面図、図6は、図5に示すパッケージの部分拡大平面図、図7は、図5に示すパッケージの接合部材を示す部分拡大斜視図、図8は、図6のA方向からみた部分拡大側面図である。
なお、以下では、説明の便宜上、図1中の上側を「上」、下側を「下」と言う。また、説明の便宜上、図1〜3、5〜7では、互いに直交する3つの軸として、x軸、y軸およびz軸を図示しており、x軸に平行な方向を「x軸方向」、y軸に平行な方向を「y軸方向」、z軸に平行な方向(上下方向)を「z軸方向」と言う。
【0018】
(電子デバイス)
図1に示すセンサーデバイス(電子デバイス)1は、互いに直交するx軸、y軸およびz軸の3軸まわりの角速度をそれぞれ検出するジャイロセンサーである。
このようなセンサーデバイス1は、例えば、撮像機器の手ぶれ補正や、GPS(Global Positioning System)衛星信号を用いた移動体ナビケーションシステムにおける車両などの姿勢検出、姿勢制御等に用いることができる。
このセンサーデバイス1は、図1に示すように、センサーモジュール2と、センサーモジュール2を収納するパッケージ3とを有する。
【0019】
以下、センサーデバイス1を構成する各部を順次説明する。
(センサーモジュール2)
図1および図2に示すように、センサーモジュール2は、支持部材10と、z軸まわりの角速度を検知するセンサーユニット101と、x軸まわりの角速度を検知するセンサーユニット102と、y軸まわりの角速度を検知するセンサーユニット103とを備える。
【0020】
そして、センサーユニット101、102、103は、それぞれ、ICチップ20およびセンサー素子30(センサー素子片)を備える。また、センサーユニット101は、フレキシブル配線基板41を備え、センサーユニット102は、フレキシブル配線基板42を備え、センサーユニット103は、フレキシブル配線基板43を備える。
このように、センサーモジュール2は、支持部材10と、3つのICチップ20と、3つのセンサー素子30と、3つのフレキシブル配線基板41、42、43とを備える。
【0021】
[支持部材10]
支持部材10は、3つのセンサーユニット101、102、103を支持する機能を有する。
この支持部材10は、図3に示すように、z軸に直交する第1の支持面11と、x軸に直交する第2の支持面12と、y軸に直交する第3の支持面13とを有する。
【0022】
ここで、第1の支持面11と第2の支持面12とのなす角度θ1、第2の支持面12と第3の支持面13とのなす角度θ2、および、第1の支持面11と第3の支持面13とのなす角度θ3が、それぞれ、90度(直角)である。なお、角度θ1〜θ3は、それぞれ、厳密に90度でなくてもよく、センサーモジュール2のセンシング機能に影響を及ぼさない範囲で多少の誤差(0度〜2度程度)は許容される。
【0023】
このような支持部材10の構成材料としては、特に限定されないが、例えば、構造用鋼、ステンレス鋼、銅、黄銅、燐青銅、洋白等の金属を好適に用いることができる。
また、支持部材10は、前述したような金属で構成された場合、かかる金属で構成された金属板を折り曲げ加工することにより形成することができる。なお、支持部材10の形状は、図3に示すものに限定されず、例えば、直方体、多角形柱状、多角錘状等のブロック体で構成されていてもよい。
【0024】
[ICチップ20]
図1および図2に示すICチップ20は、センサー素子30を駆動する機能と、センサー素子30からの信号を検出する機能とを有する。
このICチップ20は、板状をなし、その一方の面が能動面を構成し、他方の面が非能動面を構成する。
【0025】
そして、センサーユニット101のICチップ20の非能動面は、前述した支持部材10の第1の支持面11に導電性を有する接着剤等(図示せず)により接着されている。同様に、センサーユニット102のICチップ20の非能動面は、支持部材10の第2の支持面12に導電性を有する接着剤等(図示せず)により接着されている。また、センサーユニット103のICチップ20の非能動面は、支持部材10の第3の支持面13に導電性を有する接着剤等(図示せず)により接着されている。
【0026】
一方、ICチップ20の能動面には、図示しないが、センサー素子30を駆動する駆動回路と、センサー素子30からの信号を検出する検出回路とを備える集積回路が形成されている。
また、ICチップ20の能動面側には、図示しないが、前述した集積回路に電気的に接続された接続端子および外部接続端子が設けられている。
【0027】
このICチップ20の接続端子は、例えば、ハンダボール、金線、アルミニウム線等を用いてバンプ形状に形成された突起電極である。そして、かかる接続端子は、センサー素子30に電気的および機械的に接続されている。これにより、ICチップ20の集積回路がセンサー素子30に電気的に接続されている。
また、この接続端子は、センサー素子30をICチップ20に対して固定・支持する機能をも有する。ここで、この接続端子は、突起電極であることから、センサー素子30とICチップ20との間に隙間を形成するスペーサとしても機能する。これにより、センサー素子30の駆動振動や検出振動を許容する空間を確保することができる。
【0028】
また、ICチップ20の外部接続端子は、例えば、ハンダボール、金線、アルミニウム線等などを用いてバンプ形状に形成された突起電極である。そして、かかる外部接続端子は、センサーユニット101ではフレキシブル配線基板41、センサーユニット102ではフレキシブル配線基板42、センサーユニット103ではフレキシブル配線基板43に電気的に接続されている。これにより、各センサーユニット101、102、103のICチップ20の集積回路がフレキシブル配線基板41、42、43に電気的に接続されている。
【0029】
[センサー素子30]
センサー素子30は、1つの軸まわりの角速度を検出するジャイロセンサー素子である。
このセンサー素子30は、その主要部分(基材)が圧電材料である水晶で構成されている。
【0030】
水晶は、互いに直交するX軸(電気軸)、Y軸(機械軸)およびZ軸(光学軸)を有する。センサー素子30は、水晶のX軸およびY軸に平行な板面を有する板状をなしている。また、センサー素子30は、その厚さ方向に沿って水晶のZ軸が存在している。このようなセンサー素子30の厚さは、発振周波数(共振周波数)、外形サイズ、加工性等に応じて適宜設定される。
また、センサー素子30における水晶のX軸、Y軸およびZ軸の向きは、それぞれ、水晶からの切り出し時における誤差を多少の範囲(0度〜7度)で許容することができる。
また、センサー素子30は、フォトリングラフィー技術を用いたエッチング(ウェットエッチングまたはドライエッチング)により形成されている。
【0031】
図4に示すように、センサー素子30は、いわゆるダブルT型と呼ばれる構造を有する。
センサー素子30は、基部31と、基部31からY軸に沿って延出した1対の検出用振動腕32a、32bと、基部31からX軸に沿って延出した1対の連結腕33a、33bと、連結腕33aの先端部からY軸に沿って延出した1対の駆動用振動腕34a、34bと、連結部33bの先端部からY軸に沿って延出した1対の駆動用振動腕35a、35bとを備えている。
【0032】
また、センサー素子30は、検出用振動腕32aおよび駆動用振動腕34a、35aに対して基部31および1対の連結腕33a、33bとは反対側でX軸に沿って延在した支持部38aと、検出用振動腕32bおよび駆動用振動腕34b、35bに対して基部31および1対の連結腕33a、33bとは反対側でX軸に沿って延在した支持部38bと、支持部38aと基部31とを接続する1対の支持腕36a、36bと、支持部38bと基部31とを接続する1対の支持腕37a、37bとを備えている。
さらに、センサー素子30は、検出用振動腕32a、32b上にそれぞれ設けられた検出電極(図示せず)と、駆動用振動腕34a、34b、35a、35b上にそれぞれ設けられた駆動電極(図示せず)と、支持部38a、38bの一方の面上に設けられ、検出電極および駆動電極に電気的に接続された複数の接続電極39とを備えている。
【0033】
このようなセンサー素子30は、その平面視において、ICチップ20と重なるように、前述したICチップ20の能動面上に実装されている。
ここで、センサー素子30は、接続電極39がICチップ20の各接続端子に電気的および機械的に接続されることにより、ICチップ20上に実装されている。
また、センサー素子30は、その板面がICチップ20の板面に沿う(略平行になる)ように設置されている。これにより、センサーユニット101では、センサー素子30の板面がz軸に直交する。また、センサーユニット102では、センサー素子30の板面がx軸に直交する。また、センサーユニット103では、センサー素子30の板面がy軸に直交する。
【0034】
このように構成されたセンサー素子30では、ICチップ20の集積回路(駆動回路)から接続電極39(駆動電極)に駆動信号が印加されることにより、駆動用振動腕34aと駆動用振動腕35aとが互いに接近・離間するように屈曲振動(駆動振動)するとともに、駆動用振動腕34bと駆動用振動腕35bとが上記屈曲振動と同方向に互いに接近・離間するように屈曲振動(駆動振動)する。
【0035】
このように駆動用振動腕34a、34b、35a、35bを駆動振動させた状態で、センサー素子30にその重心Gを通る法線まわりの角速度ωが加わると、駆動用振動腕34a、34b、35a、35bには、コリオリ力が働く。これにより、連結腕33a、33bを屈曲振動させながら基部31を重心Gを通る法線(検出軸)まわりに回動振動させ、これに伴い、検出用振動腕32a、32bの屈曲振動(検出振動)が励振される。
【0036】
このような検出用振動腕32a、32bの検出振動により検出電極に生じた電荷を検出することにより、センサー素子30に加わった角速度ωを求めることができる。
具体的には、センサーユニット101のセンサー素子30は、その板面がz軸に直交することから、z軸まわりの角速度を検出することができる。また、センサーユニット102のセンサー素子30は、その板面がx軸に直交することから、x軸まわりの角速度を検出することができる。また、センサーユニット103のセンサー素子30は、その板面がy軸に直交することから、y軸まわりの角速度を検出することができる。
【0037】
[フレキシブル配線基板41、42、43]
図1、2に示すフレキシブル配線基板41、42、43は、それぞれ、例えば、ポリイミド等の可撓性を有する樹脂を主体としたベース層(図示せず)と、そのベース層に接合された配線パターン層(図示せず)とを備えている。
そして、フレキシブル配線基板41は、配線パターン層の一方の端部が第1の支持面11に支持されたICチップ20の外部接続端子(図示せず)に取り付けられ(接合され)、配線パターン層の他方の端部が後述するパッケージ3の内部端子71に電気的に接続されている。同様に、フレキシブル配線基板42は、配線パターン層の一方の端部が第2の支持面12に支持されたICチップ20の外部接続端子(図示せず)に取り付けられ(接合され)、配線パターン層の他方の端部が後述するパッケージ3の内部端子72に電気的に接続されている。また、フレキシブル配線基板43は、配線パターン層の一方の端部が第3の支持面13に支持されたICチップ20の外部接続端子(図示せず)に取り付けられ(接合され)、配線パターン層の他方の端部が後述するパッケージ3の内部端子73に電気的に接続されている。
【0038】
以上説明したように構成されたセンサーモジュール2によれば、x軸、y軸およびz軸まわりのそれぞれの角速度を検出することができる。
このようなセンサーモジュール2は、パッケージ3内に収納されることにより、x軸、y軸およびz軸まわりのそれぞれの角速度を検出可能なセンサーデバイス1を提供することができる。
【0039】
また、センサーモジュール2は、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたもの(すなわち、3つのセンサーデバイスを個別に機器に組み込むもの)と比較して、実装スペースを相当程度小さくすることができることから、センサーデバイス1が組み込まれる機器の小型化を図ったり、機器に組み込む際の配置、設計等の自由度を高めたりすることができる。
【0040】
また、センサーモジュール2は、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたものと比較して、パッケージの数が少なくて済むことから、低コスト化を図ることもできる。
また、センサーモジュール2は、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたものと比較して、取付姿勢を本来の安定なものとすることができることから、耐衝撃性を向上させることが可能となる。
【0041】
また、センサーモジュール2は、3つのセンサー素子30の検出軸の直交度が支持部材10の加工精度(角度θ1、θ2、θ3の精度)で決まることから、センサーデバイス1が組み込まれる機器における実装精度(パッケージの取付角度の精度)に3つの検出軸の直交度が依存することがなく、簡単に検出精度の高精度化を図ることができる。これに対し、1つの軸まわりの角速度を検出するセンサーデバイスを3つ組み合わせたものでは、3つの検出軸の直交度が各センサーデバイスの実装精度に依存するため、検出精度を高めることが難しい。
【0042】
(パッケージ3)
図1および図5に示すように、パッケージ3は、平板状のベース部材61と、凹部62を有する蓋部材63(キャップ)とを備える。
本実施形態では、ベース部材61は、z軸方向からみた平面視(以下、単に「平面視」ともいう)にて矩形状をなしている。
このベース部材61は、例えば、酸化アルニウム質焼結体、水晶、ガラス等で構成されている。
【0043】
図1に示すように、ベース部材61の上面65(蓋部材63に覆われる側の面)には、接着剤のような接合部材51により、前述した支持部材10の第1の支持面11とは反対側の裏面14が接合されている。これにより、センサーモジュール2がベース部材61に対して支持・固定されている。
また、ベース部材61の上面65には、内部端子71、72、73が設けられている。この内部端子71、72、73には、導電性接着剤、異方性導電膜、ハンダ等の導電性を有する接合部材(図示せず)を介して、センサーモジュール2のフレキシブル配線基板41、42、43が電気的に接続されている。
【0044】
一方、ベース部材61の下面66(パッケージ3の底面であって、上面65に沿った面)には、センサーデバイス1が組み込まれる機器(外部機器)に実装される際に用いられる複数の外部端子74が設けられている。
この複数の外部端子74は、図示しない内部配線を介して、前述した内部端子71、72、73に電気的に接続されている。これにより、センサーモジュール2の各センサーユニット101、102、103と複数の外部端子74とが電気的に接続されている。
このような内部端子71、72、73および各外部端子74は、それぞれ、例えば、タングステン(W)等のメタライズ層にニッケル(Ni)、金(Au)等の被膜をメッキ等により積層した金属被膜からなる。
【0045】
このようにセンサーモジュール2が取り付けられたベース部材61の上面65には、センサーモジュール2を覆うように、蓋部材63が設けられている。
蓋部材63は、ベース部材61側に開口する凹部62を有する。これにより、ベース部材61との間にセンサーモジュール2が収納される内部空間を形成されている。
蓋部材63の凹部62の開口の外周部には、フランジ67が形成されている。
このフランジ67は、平面視にて四角環状をなす。また、フランジ67は、平面視における外側の輪郭が矩形状をなしている。なお、ここで、「矩形状」とは、幾何学的に正確な矩形状のみならず、その矩形状の少なくとも1つの角部68をR面取りやC面取り等により欠損した形状をも含む概念である。
【0046】
ここで、蓋部材63の平面視での輪郭、すなわちフランジ67の平面視での外側の輪郭は、x軸方向(第1の方向)に平行な1対の第1の辺67a、67bと、y軸方向(第2の方向)に平行な1対の第2の辺67c、67dとを有する。
また、蓋部材63の平面視での輪郭の各角部68には、R面取りが施されている。
この蓋部材63は、例えば、ベース部材61と同材料、または、コバール、42アロイ、ステンレス鋼等の金属で構成されている。
【0047】
このような蓋部材63のフランジ67は、ベース部材61の上面65に気密的に接合されている。これにより、パッケージ3内が気密封止されている。
具体的には、フランジ67とベース部材61とが金属で構成された接合部材64を介して接合されている。この接合部材64は、ベース部材61の上面65に対してろう接により接合されるとともに、蓋部材63のフランジ67に対して後述するシーム溶接およびエネルギー線溶接(レーザー溶接、電子線溶接等)により接合されている。
【0048】
なお、ベース部材61がシーム溶接およびエネルギー線溶接によりフランジ67に対して拡散接合し得る金属で構成されている場合には、接合部材64を省略することができる。この場合、蓋部材63のフランジ67は、ベース部材61の上面65にシーム溶接およびエネルギー線溶接により直接的に接合される。また、この場合、ベース部材61が接合部材64を兼ねることとなり、後述する溝80をベース部材61の上面に形成すればよい。
【0049】
この接合部材64は、蓋部材63のフランジ67に沿った四角環状をなしている。ここで、蓋部材63は、平面視で、輪郭が全周に亘って接合部材64に重なるように形成されている。これにより、ベース部材61の構成材料によらず、接合部材64の全周に亘って、ベース部材61と蓋部材63とを接合して、パッケージ3内を気密封止することができる。本実施形態では、フランジ67は、平面視にて、接合部材64の外側の輪郭と内側の輪郭との間に位置するように設けられている。
【0050】
また、図7に示すように、接合部材64の上面、すなわち接合部材64の蓋部材63との接合面には、内外を連通する溝80が形成されている。本実施形態では、溝80は、蓋部材63の平面視での1つの角部68に対応する位置に設けられている。
この溝80は、後述するパッケージ3の製造における第1の接合工程後に蓋部材63と接合部材64との間に隙間を形成するためのものである。なお、溝80の構成については、後述するパッケージ3の製造方法の説明において、詳述する。
【0051】
このような接合部材64は、シーム溶接およびエネルギー線溶接によりフランジ67に対して拡散接合されている。
具体的に説明すると、図5に示すように、蓋部材63と接合部材64との接合部90は、x軸方向に延在する1対の溶接部91、92(第1の溶接部)と、y軸方向に延在する1対の溶接部93、94(第2の溶接部)と、蓋部材63の1つの角部68に対応して局所的に設けられた溶接部95(第3の溶接部)とを有する。これにより、かかる接合部90は、平面視にて、蓋部材63の外形(輪郭)に沿ってその全周に亘って形成されている。
【0052】
なお、図5では、説明の便宜上、見やすくするため、各溶接部91〜95の形成領域内を斜線で示している。また、実際では、蓋部材63と接合部材64との接合部90において、蓋部材63と接合部材64とが互いに拡散しているため、蓋部材63と接合部材64との境界は明確ではないが、図1および図5では、説明の便宜上、蓋部材63と接合部材64との境界部を示している。また、これらのことは、他の実施形態および図についても同様である。
【0053】
各溶接部91〜94は、平面視形状が帯状をなし、フランジ67の平面視での各辺に沿ってシーム溶接により蓋部材63と接合部材64とを接合することにより形成されたもの(シーム溶接部)である。具体的には、1対の溶接部91、92は、前述した1対の第1の辺67a、67bに沿ってシーム溶接によりベース部材61と蓋部材63とを接合したものである。また、1対の溶接部93、94は、前述した1対の第2の辺67c、67dに沿ってシーム溶接によりベース部材61と蓋部材63とを接合したものである。このような2対の溶接部91〜94により、蓋部材63の平面視での外周部の主要部分と接合部材64とが気密的に接合されている。
ここで、溶接部91〜94は、フランジ67の平面視での1つの角部68(溝80に対応する部分)を除いて形成されている。また、溶接部91〜94は、フランジ67の平面視での他の3つの角部68において互いに重なるように形成されている。
【0054】
一方、溶接部95は、図6に示すように、平面視形状がスポット状をなし、フランジ67の平面視での1つの角部68(溝80)に対応してエネルギー線溶接により蓋部材63と接合部材64とを接合することにより形成されたもの(エネルギー線溶接部)である。このような溶接部95により、前述した蓋部材63の平面視での外周部の主要部分以外の部分(すなわち、2対の溶接部91〜94が形成されていない部分)と接合部材64とが気密的に接合されている。また、このような溶接部95により、シーム溶接後にベース部材61と蓋部材63との間に局所的に形成された隙間を減圧下または不活性ガス雰囲気下で簡単かつ確実に塞ぐことができる。
ここで、溶接部95は、互いに隣り合う2つの溶接部91、93の間を埋めるように形成され、その形成領域の一部は、溶接部91、93の形成領域の一部と重複している。
【0055】
また、図8に示すように、接合部材64に形成された溝80内には、エネルギー線溶接によりフランジ67の一部(角部68)が入り込むようにして埋められている。
このようなフランジ67の肉厚は、後述する第2の接合工程においてエネルギー線溶接により溝80内を埋めることができるものであれば、特に限定されないが、例えば、0.01mm以上2mm以下程度であるのが好ましい。
【0056】
また、接合部材64の厚さは、後述するような隙間69を形成可能な溝80が形成することができるものであればよく、特に限定されないが、例えば、0.01mm以上2mm以下程度であるのが好ましい。
本実施形態では、フランジ67の幅(すなわち、蓋部材63の本体部の外周から突出した長さ)をmとし、溶接部91、93の幅をそれぞれWとしたとき、W<mなる関係を満たす。
【0057】
この接合部材64の構成材料としては、シーム溶接およびエネルギー線溶接によりフランジ67に対して拡散接合し得る金属であればよく、特に限定されないが、例えば、ろう材を好適に用いることができる。
このように構成されたパッケージ3の内部は、各センサーユニット101、102、103のセンサー素子30の振動が阻害されないように、減圧状態に保持されていることが好ましい。
【0058】
(電子デバイス用パッケージの製造方法)
次に、本発明の電子デバイス用パッケージの製造方法について、前述したパッケージ3の製造方法(センサーデバイス1)を製造する場合を例に説明する。
図9は、本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第1の接合工程を説明する図、図10は、図9に示す第1の接合工程に用いるシーム溶接を説明する図、図11は、図10の部分拡大図、図12は、図9に示す第1の接合工程後のパッケージの部分拡大平面図、図13は、図12のA方向からみた部分拡大側面図、図14は、本発明の第1実施形態に係る電子デバイス用パッケージの製造方法(センサーデバイスの製造方法)における第2の接合工程を説明する図である。
【0059】
パッケージ3の製造方法(センサーデバイス1の製造方法)は、[1]ベース部材61と蓋部材63との接合予定部位の一部をシーム溶接により接合する第1の接合工程と、[2]ベース部材61と蓋部材63との接合予定部位の残部をエネルギー線溶接により接合する第2の接合工程とを有する。
以下、パッケージ3の製造方法の各工程を順次詳細に説明する。
【0060】
[1]第1の接合工程
1−1
まず、図9(a)に示すように、ベース部材61および蓋部材63を用意し、ベース部材61の上面65側に蓋部材63を重ね合わせる。
このとき、ベース部材61の上面65には、接合部材64がろう接により予め接合されている。また、図示しないが、ベース部材61の接合部材64が設けられた側の面、すなわち上面65上には、前述したセンサーモジュール2が取り付けられている。
【0061】
そして、ベース部材61の上面65側に、蓋部材63のフランジ67が接合部材64に接触した状態で、蓋部材63が載置される。
また、前述したように接合部材64の上面には、溝80が形成されており、蓋部材63は、平面視で、接合部材64上の溝80がフランジ67の内外を跨るように、接合部材64上に載置される。
【0062】
1−2
次に、図9(b)に示すように、フランジ67の平面視における互いに平行な1対の辺に沿ってフランジ67と接合部材64とをシーム溶接により接合することにより、1対の溶接部91、92を形成する。
かかるシーム溶接(シーム接合)は、例えば、図10に示すような溶接機300を用いる。
【0063】
溶接機300は、1対のローラー電極301、302と、この1対のローラー電極301、302に電気的に接続された電源装置303とを備える。
1対のローラー電極301、302は、それぞれ、中心軸を中心として軸線aまわりに回転可能に設けられている。
また、1対のローラー電極301、302は、軸線aに平行な方向に互いに離間している。
【0064】
また、1対のローラー電極301、302は、外径が内側から外側に向けてテーパー角θ4で漸増するテーパー形状をなしている。
このテーパー角θ4は、特に限定されないが、5°以上25°以下であるのが好ましい。これにより、ローラー電極301、302とフランジ67との接触状態の安定化を図り、その結果、溶接不良を防止することができる。
【0065】
このような1対のローラー電極301、302は、図示しない加圧機構により、蓋部材63のフランジ67に対して、ベース部材61とは反対側から加圧接触する。そして、1対のローラー電極301、302は、軸線aまわりに回転しながら、フランジ67の平面視における互いに平行な1対の辺に沿って所定の速度で走行する。
このとき、電源装置303は、蓋部材63および接合部材64を介してローラー電極301とローラー電極302との間に電流を流す。これにより、接合部材64をジュール熱により溶融させ、蓋部材63のフランジ67と接合部材64とを接合する。
【0066】
ここで、軸線aに平行な方向におけるローラー電極301、302とフランジ67との重なり長さをそれぞれdとし、フランジ67の幅をmとし、溶接部91、92の幅をそれぞれWとしたとき、W≦d<mなる関係を満たす(図11、12参照)。
また、接合部材64の上面には溝80が形成されているので、蓋部材63および接合部材64は、蓋部材63の平面視での1つの角部68(溝80)に対応する部分がシーム溶接されずに未溶接状態となる。
【0067】
1−3
次いで、図9(c)に示すように、フランジ67の平面視における互いに平行な残りの1対の辺に沿ってフランジ67と接合部材64とをシーム溶接により接合することにより、1対の溶接部93、94を形成する。
かかるシーム溶接は、前述した1対の溶接部91、92の形成と同様にして行うことができる。
また、本工程においても、蓋部材63および接合部材64は、蓋部材63の平面視での1つの角部68(溝80)に対応する部分がシーム溶接されずに未溶接状態となる。
【0068】
以上、第1の接合工程では、ベース部材61と蓋部材63との接合予定部位のうち、溝80に対応する部分を除いて蓋部材63の平面視での輪郭の各辺に沿った部分をシーム溶接により接合する。
また、図13に示すように、第1の接合工程後のフランジ67と接合部材64との間には、溝80によって隙間69が形成される。
特に、前述したように、溝80は、蓋部材63の平面視での角部68に対応する位置に設けられているので、第1の接合工程において、蓋部材63の平面視での各辺に沿ってシーム溶接を行うことにより、簡単かつ確実に、シーム溶接後にベース部材61と蓋部材63との間に局所的に隙間69を形成することができる。
【0069】
また、溝80の壁面の横断面は、湾曲形状をなしている。これにより、第1の接合工程後にベース部材61と蓋部材63との間に局所的に隙間69するとともに、かかる隙間69を後述する第2の接合工程において簡単かつ確実に塞ぐことができる。
また、溝80の幅をL1とし、溝80の深さをL2としたときに、L1>L2なる関係を満たす。これにより、第1の接合工程後にベース部材61と蓋部材63との間に局所的に隙間69するとともに、かかる隙間69を第2の接合工程において簡単かつ確実に塞ぐことができる。
【0070】
また、溝80の幅L1と深さL2との比L2/L1は、特に限定されないが、例えば、0.1以上0.5以下であるのが好ましい。
また、溝80の幅L1は、特に限定されないが、1μm以上1000μm以下程度であるのが好ましい。
また、溝80の深さL2は、特に限定されないが、0.1μm以上500μm以下程度であるのが好ましい。
【0071】
[2]第2の接合工程
2−1
次に、図14に示すように、フランジ67の1つの角部68(溝80に対応する角部)と接合部材64とをエネルギー線溶接により接合することにより、溶接部95を形成する。これにより、前述した隙間69が溶接により塞がれる。
【0072】
かかるエネルギー線溶接は、例えば、レーザー光、電子ビーム等のエネルギー線を前記1つの角部68に少なくとも1回以上照射することにより行う。これにより、第2の接合工程において、シーム溶接後にベース部材61と蓋部材63との間に局所的に形成された隙間69を減圧下または不活性ガス雰囲気下で簡単かつ確実に塞ぐことができる。
かかるエネルギー線溶接は、エネルギー線を連続発振するものであってもパルス発振するものであってもよい。
【0073】
また、本工程におけるエネルギー線溶接は、減圧下または不活性ガス雰囲気下で行うのが好ましい。これにより、得られるパッケージ3内を減圧状態または不活性ガス封入状態で気密封止することができる。また、得られるパッケージ3内に前述したシーム溶接時に生じたガスや大気が残留するのを防止することができる。
以上、第2の接合工程では、ベース部材61と蓋部材63との接合予定部位のうち、溝80に対応した部分をエネルギー線溶接により接合する。
【0074】
以上説明したようなパッケージ3の製造方法によれば、シーム溶接後にベース部材61と蓋部材63との間に隙間69を形成することができる。そして、シーム溶接後に局所的なエネルギー線溶接を行うことにより隙間69を塞いで気密封止することから、エネルギー線溶接時またはその前にシーム溶接時に生じたガスや大気をパッケージ3内から除去することができる。また、エネルギー線溶接が局所的なものであることから、エネルギー線溶接に時に生じたガスがパッケージ3内に残留するのを防止または抑制することができる。このようなことから、高品質に気密封止されたパッケージ3を得ることができる。
【0075】
また、ベース部材61と蓋部材63との接合前に、ベース部材61や蓋部材63に貫通孔(図示せず)を形成しておく必要が無く、また、その貫通孔を塞ぐ封止材(図示せず)も不要なことから、製造工程が簡略化されるとともに、材料費も抑えることができる。そのため、パッケージ3の低コスト化、ひいては、センサーデバイス1の低コスト化を図ることができる。
【0076】
また、前述したような貫通孔や封止材が不要なことから、パッケージ3内における電子部品、配線、電極等の配置の自由度が増す。また、パッケージ3の小型化を図ることもできる。
以上説明したような第1実施形態に係るセンサーデバイス1によれば、小型化を図るとともに、高品質な気密封止を簡単に実現することができる。
【0077】
<第2実施形態>
次に、本発明の第2実施形態について説明する。
図15は、本発明の第2実施形態に係るセンサーデバイス(電子デバイス)のパッケージの部分拡大平面図、図16は、図15のA方向からみた部分拡大側面図である。
本実施形態にかかるセンサーデバイスは、溝80の封止方法が異なる以外は、前述した第1実施形態にかかるセンサーデバイスと同様である。
なお、以下の説明では、第2実施形態のセンサーデバイスに関し、前述した実施形態との相違点を中心に説明し、同様の事項に関してはその説明を省略する。また、図15および図16において、前述した実施形態と同様の構成については、同一符号を付している。
【0078】
本実施形態のセンサーデバイス1Aは、図15に示すように、パッケージ3Aを備える。
このパッケージ3Aでは、蓋部材63と接合部材64との接合部90Aが、蓋部材63の角部68(溝80)に対応して局所的に設けられたろう材95Aを有する。
このろう材95Aは、ろう接により蓋部材63と接合部材64とを接合することにより形成されたものである。このようなろう材95Aは、溝80内を塞ぐように設けられている。
【0079】
このようなろう材95Aを用いたろう接により、接合部材64の溝80が形成された部分と蓋部材63とを接合するので、第2の接合工程において、接合部材64に形成された溝80が深かったり、蓋部材63が肉厚であったりしても、シーム溶接後にベース部材61と蓋部材63との間に局所的に形成された隙間69を簡単かつ確実に塞ぐことができる。
なお、本実施形態では、溝80の壁面の横断面が湾曲形状をなしているが、前述したようなろう材95Aを用いた場合、溝の横断面が矩形形状やV字形状等の角を有する場合であっても、接合部材64の溝80が形成された部分と蓋部材63との気密的な接合を容易に行うことができる。
【0080】
以上説明したような第2実施形態に係るセンサーデバイス1Aによっても、小型化を図るとともに、高品質な気密封止を簡単に実現することができる。
以上説明したような各実施形態のセンサーデバイスは、各種の電子機器に組み込んで使用することができる。
このような電子機器によれば、信頼性を優れたものとすることができる。
【0081】
(電子機器)
ここで、本発明の電子デバイスを備える電子機器の一例について、図17〜図19に基づき、詳細に説明する。
図17は、本発明の電子機器を適用したモバイル型(またはノート型)のパーソナルコンピュータの構成を示す斜視図である。
【0082】
この図において、パーソナルコンピュータ1100は、キーボード1102を備えた本体部1104と、表示部100を備えた表示ユニット1106とにより構成され、表示ユニット1106は、本体部1104に対しヒンジ構造部を介して回動可能に支持されている。
このようなパーソナルコンピュータ1100には、ジャイロセンサーとして機能する前述したセンサーデバイス1が内蔵されている。
【0083】
図18は、本発明の電子機器を適用した携帯電話機(PHSも含む)の構成を示す斜視図である。
この図において、携帯電話機1200は、複数の操作ボタン1202、受話口1204および送話口1206を備え、操作ボタン1202と受話口1204との間には、表示部100が配置されている。
このような携帯電話機1200には、ジャイロセンサーとして機能する前述したセンサーデバイス1が内蔵されている。
【0084】
図19は、本発明の電子機器を適用したディジタルスチルカメラの構成を示す斜視図である。なお、この図には、外部機器との接続についても簡易的に示されている。
ここで、通常のカメラは、被写体の光像により銀塩写真フィルムを感光するのに対し、ディジタルスチルカメラ1300は、被写体の光像をCCD(Charge Coupled Device)などの撮像素子により光電変換して撮像信号(画像信号)を生成する。
【0085】
ディジタルスチルカメラ1300におけるケース(ボディー)1302の背面には、表示部が設けられ、CCDによる撮像信号に基づいて表示を行う構成になっており、表示部は、被写体を電子画像として表示するファインダとして機能する。
また、ケース1302の正面側(図中裏面側)には、光学レンズ(撮像光学系)やCCDなどを含む受光ユニット1304が設けられている。
撮影者が表示部に表示された被写体像を確認し、シャッタボタン1306を押下すると、その時点におけるCCDの撮像信号が、メモリ1308に転送・格納される。
【0086】
また、このディジタルスチルカメラ1300においては、ケース1302の側面に、ビデオ信号出力端子1312と、データ通信用の入出力端子1314とが設けられている。そして、図示されるように、ビデオ信号出力端子1312にはテレビモニタ1430が、デ−タ通信用の入出力端子1314にはパーソナルコンピュータ1440が、それぞれ必要に応じて接続される。さらに、所定の操作により、メモリ1308に格納された撮像信号が、テレビモニタ1430や、パーソナルコンピュータ1440に出力される構成になっている。
このようなディジタルスチルカメラ1300には、ジャイロセンサーとして機能する前述したセンサーデバイス1が内蔵されている。
【0087】
なお、本発明の電子機器は、図17のパーソナルコンピュータ(モバイル型パーソナルコンピュータ)、図18の携帯電話機、図19のディジタルスチルカメラの他にも、電子デバイスの種類に応じて、例えば、車体姿勢検出装置、ポインティングデバイス、ヘッドマウントディスプレイ、インクジェット式吐出装置(例えばインクジェットプリンタ)、ラップトップ型パーソナルコンピュータ、テレビ、ビデオカメラ、ビデオテープレコーダ、ナビゲーション装置、ページャ、電子手帳(通信機能付も含む)、電子辞書、電卓、電子ゲーム機器、ゲームコントローラー、ワードプロセッサ、ワークステーション、テレビ電話、防犯用テレビモニタ、電子双眼鏡、POS端末、医療機器(例えば電子体温計、血圧計、血糖計、心電図計測装置、超音波診断装置、電子内視鏡)、魚群探知機、各種測定機器、計器類(例えば、車両、航空機、船舶の計器類)、フライトシュミレータ等に適用することができる。
【0088】
以上、本発明の電子デバイス用パッケージの製造方法、電子デバイスおよび電子機器について、図示の実施形態に基づいて説明したが、本発明は、これらに限定されるものではない。
また、本発明の電子デバイスおよび電子機器では、各部の構成は、同様の機能を発揮する任意の構成のものに置換することができ、また、任意の構成を付加することもできる。
また、本発明の電子デバイスおよび電子機器は、前述した各実施形態の任意の構成同士を組み合わせるようにしてもよい。
また、本発明の電子デバイス用パッケージの製造方法では、任意の工程を追加することができる。
【0089】
また、前述した実施形態では、蓋部材の平面視での角部68に対応するよう接合部材に溝を設けた場合を例に説明したが、これに限定されず、接合部材に形成する溝の位置および数は、任意である。また、接合部材に形成する溝の形状は、第1の接合工程で塞がれず、かつ、第2の接合工程で塞ぐことができるものであれば、特に限定されず、例えば、溝の一端側から他端側に向けて幅または深さが漸減または漸増する部分を有していてもよいし、横断面形状が矩形状、V字状等をなしていてもよい。
【0090】
また、前述した実施形態では、センサー素子30の主要部分(基材)を水晶で構成した場合を例に説明したが、これに限定されるものではなく、センサー素子30の主要部分(基材)は、例えば、タンタル酸リチウム(LiTaO3)、四ホウ酸リチウム(Li2B4O7)、ニオブ酸リチウム(LiNbO3)、チタン酸ジルコン酸鉛(PZT)、酸化亜鉛(ZnO)、窒化アルミニウム(AlN)等の圧電体、またはシリコン(Si)等の半導体であってもよい。
【0091】
また、センサー素子30は、前述したようなダブルT型以外にも、二脚音叉、三脚音叉、H型音叉、くし歯型、直交型、角柱型等、種々のジャイロ素子を用いることが可能である。
また、センサー素子30は、振動型以外のジャイロセンサー素子であってもよい。
また、センサー素子30の振動の駆動方法や検出方法は、圧電体の圧電効果を用いた圧電型によるものの他に、クーロンカを利用した静電型によるものや、磁力を利用したローレンツ型によるもの等であってもよい。
また、センサー素子の検出軸は、センサー素子の主面(板面)生面に直交する軸のほかに、センサー素子の主面に平行な軸であってもよい。
【0092】
また、前述した実施形態では、センサーモジュールのセンサー素子として振動ジャイロ素子を例に挙げたが、これに限定するものではなく、例えば、加速度に反応する加速度感知素子、圧力に反応する圧力感知素子、重さに反応する重量感知素子等でもよい。すなわち、本発明の電子デバイスは、ジャイロセンサーに限定されず、例えば、加速度センサー、圧力センサー、重量センサー等でもよい。
【0093】
また、本発明の電子デバイスの電子部品としては、センサー素子に限らず、各種能動備品および各種受動部品を用いることができる。また、電子デバイス用パッケージ内に収納される電子部品の数は、任意である。
また、前述した実施形態では、支持部材を介して電子部品をパッケージに固定・支持した構成を例に説明したが、この支持部材を省略し、電子部品を直接的にパッケージに固定・支持した構成であってもよい。
また、前述した実施形態では、電子部品とパッケージとをフレキシブル配線基板を介して電気的に接続した構成を例に説明したが、電子部品とパッケージとの電気的接続は、これに限定されず、例えば、ボンディングワイヤーを介した接続、フェイスダウン実装による接続等であってもよい。
【符号の説明】
【0094】
1‥‥センサーデバイス 1A‥‥センサーデバイス 2‥‥センサーモジュール 3‥‥パッケージ 3A‥‥パッケージ 10‥‥支持部材 11‥‥第1の支持面 12‥‥第2の支持面 13‥‥第3の支持面 14‥‥裏面 20‥‥ICチップ 30‥‥センサー素子 31‥‥基部 32a‥‥検出用振動腕 32b‥‥検出用振動腕 33a‥‥連結腕 33b‥‥連結部 34a‥‥駆動用振動腕 34b‥‥駆動用振動腕 35a‥‥駆動用振動腕 35b‥‥駆動用振動腕 36a、36b‥‥支持腕 37a、37b‥‥支持腕 38a‥‥支持部 38b‥‥支持部 39‥‥接続電極 41‥‥フレキシブル配線基板 42‥‥フレキシブル配線基板 43‥‥フレキシブル配線基板 51‥‥接合部材 61‥‥ベース部材 62‥‥凹部 63‥‥蓋部材 64‥‥接合部材 65‥‥上面 66‥‥下面 67‥‥フランジ 67a、67b‥‥第1の辺 67c、67d‥‥第2の辺 68‥‥角部 69‥‥隙間 71‥‥内部端子 72‥‥内部端子 73‥‥内部端子 74‥‥外部端子 80‥‥溝 90‥‥接合部 90A‥‥接合部 91‥‥溶接部 92‥‥溶接部 93‥‥溶接部 94‥‥溶接部 95‥‥溶接部 95A‥‥ろう材 100‥‥表示部 101‥‥センサーユニット 102‥‥センサーユニット 103‥‥センサーユニット 300‥‥溶接機 301‥‥ローラー電極 302‥‥ローラー電極 303‥‥電源装置 1100‥‥パーソナルコンピュータ 1102‥‥キーボード 1104‥‥本体部 1106‥‥表示ユニット 1200‥‥携帯電話機 1202‥‥操作ボタン 1204‥‥受話口 1206‥‥送話口 1300‥‥ディジタルスチルカメラ 1302‥‥ケース 1304‥‥受光ユニット 1306‥‥シャッタボタン 1308‥‥メモリ 1312‥‥ビデオ信号出力端子 1314‥‥入出力端子 1430‥‥テレビモニタ 1440‥‥パーソナルコンピュータ a‥‥軸線 G‥‥重心 θ1‥‥角度 θ2‥‥角度 θ3‥‥角度 θ4‥‥テーパー角 ω‥‥角速度 L1‥‥溝の幅 L2‥‥溝の深さ d‥‥溶接部の幅 m‥‥フランジの幅
【特許請求の範囲】
【請求項1】
ベース部材と蓋部材との間に電子部品が収納される内部空間を形成しつつ、環状の接合部材を介して前記ベース部材と前記蓋部材とを接合する電子デバイス用パッケージの製造方法であって、
前記接合部材の前記蓋部材との接合面には、内外を連通する溝が形成され、
前記ベース部材と前記蓋部材との接合は、
前記ベース部材と前記蓋部材との接合予定部位のうち、前記溝に対応する部分を除いた部分をシーム溶接により接合する第1の接合工程と、
前記接合予定部位のうち、前記溝に対応した部分を接合する第2の接合工程とを有することを特徴とする電子デバイス用パッケージの製造方法。
【請求項2】
前記第2の接合工程での接合は、エネルギー線溶接により行う請求項1に記載の電子デバイス用パッケージの製造方法。
【請求項3】
前記第2の接合工程での接合は、ろう材を用いたろう接により行う請求項1に記載の電子デバイス用パッケージの製造方法。
【請求項4】
前記蓋部材の平面視での輪郭は、矩形状をなし、
前記溝は、前記蓋部材の平面視での角部に対応する位置に設けられ、
前記第1の接合工程では、前記蓋部材の平面視での各辺に沿ってシーム溶接を行う請求項1ないし3のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項5】
前記溝の壁面の横断面は、湾曲形状をなしている請求項1ないし4のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項6】
前記溝の幅をL1とし、前記溝の深さをL2としたときに、
L1>L2なる関係を満たす請求項1ないし5のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項7】
前記第2の接合工程は、減圧下または不活性ガス雰囲気下で行う請求項1ないし6のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項8】
前記蓋部材は、平面視で、輪郭が全周に亘って前記接合部材に重なるように形成されている請求項1ないし7のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項9】
請求項1ないし8のいずれかに記載の製造方法を用いて製造された電子デバイス用パッケージと、
前記電子デバイス用パッケージ内に収納された電子部品とを有することを特徴とする電子デバイス。
【請求項10】
請求項9に記載の電子デバイスを備えることを特徴とする電子機器。
【請求項1】
ベース部材と蓋部材との間に電子部品が収納される内部空間を形成しつつ、環状の接合部材を介して前記ベース部材と前記蓋部材とを接合する電子デバイス用パッケージの製造方法であって、
前記接合部材の前記蓋部材との接合面には、内外を連通する溝が形成され、
前記ベース部材と前記蓋部材との接合は、
前記ベース部材と前記蓋部材との接合予定部位のうち、前記溝に対応する部分を除いた部分をシーム溶接により接合する第1の接合工程と、
前記接合予定部位のうち、前記溝に対応した部分を接合する第2の接合工程とを有することを特徴とする電子デバイス用パッケージの製造方法。
【請求項2】
前記第2の接合工程での接合は、エネルギー線溶接により行う請求項1に記載の電子デバイス用パッケージの製造方法。
【請求項3】
前記第2の接合工程での接合は、ろう材を用いたろう接により行う請求項1に記載の電子デバイス用パッケージの製造方法。
【請求項4】
前記蓋部材の平面視での輪郭は、矩形状をなし、
前記溝は、前記蓋部材の平面視での角部に対応する位置に設けられ、
前記第1の接合工程では、前記蓋部材の平面視での各辺に沿ってシーム溶接を行う請求項1ないし3のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項5】
前記溝の壁面の横断面は、湾曲形状をなしている請求項1ないし4のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項6】
前記溝の幅をL1とし、前記溝の深さをL2としたときに、
L1>L2なる関係を満たす請求項1ないし5のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項7】
前記第2の接合工程は、減圧下または不活性ガス雰囲気下で行う請求項1ないし6のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項8】
前記蓋部材は、平面視で、輪郭が全周に亘って前記接合部材に重なるように形成されている請求項1ないし7のいずれかに記載の電子デバイス用パッケージの製造方法。
【請求項9】
請求項1ないし8のいずれかに記載の製造方法を用いて製造された電子デバイス用パッケージと、
前記電子デバイス用パッケージ内に収納された電子部品とを有することを特徴とする電子デバイス。
【請求項10】
請求項9に記載の電子デバイスを備えることを特徴とする電子機器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2013−16657(P2013−16657A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−148688(P2011−148688)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
[ Back to top ]