
電子レンジ調理用包装袋
【課題】包装した食品から発生する水蒸気を充分に保持して食品を充分に蒸すことができ、しかも食品を容易に取り出すことができる電子レンジ調理用包装袋を提供する。
【解決手段】本発明の電子レンジ調理用包装袋1は、矩形状の樹脂シート10の片面の互いに平行な一対の端縁同士が熱融着されて形成された背シール部20と、背シール部20に直交するように樹脂シート10の端縁が熱融着されて形成された端縁シール部30a,30bとを有し、食品が密封包装されたものであり、樹脂シート10は、基材と熱融着層とを備え、背シール部20の先端には、開封開始部21が設けられ、背シール部20が形成されている面側の樹脂シート10には、前記基材が線状に切断されて形成された開封補助部40が、背シール部20の両側の各々に少なくとも1本設けられており、開封補助部40は、開封開始部21から開封した際の切り裂き進行方向の先に配置されている
【解決手段】本発明の電子レンジ調理用包装袋1は、矩形状の樹脂シート10の片面の互いに平行な一対の端縁同士が熱融着されて形成された背シール部20と、背シール部20に直交するように樹脂シート10の端縁が熱融着されて形成された端縁シール部30a,30bとを有し、食品が密封包装されたものであり、樹脂シート10は、基材と熱融着層とを備え、背シール部20の先端には、開封開始部21が設けられ、背シール部20が形成されている面側の樹脂シート10には、前記基材が線状に切断されて形成された開封補助部40が、背シール部20の両側の各々に少なくとも1本設けられており、開封補助部40は、開封開始部21から開封した際の切り裂き進行方向の先に配置されている
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装した食品を電子レンジによって蒸し調理するのに適した包装袋に関する。
【背景技術】
【0002】
食品においては、包装袋に収容したまま、電子レンジで加熱して調理することがある。通常、食品を包装袋に収容したまま電子レンジで加熱すると、食品内部から水蒸気が発生するため、包装袋が膨張し、やがて破裂する。
そこで、電子レンジ調理用包装袋においては、急激な破裂を防止するための対策が講じられている。例えば、特許文献1には、包装袋を構成する樹脂フィルムを2層とし、表側の樹脂フィルムに切り込みを1本形成した電子レンジ加熱用包装袋が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−110763号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、包装袋に収容したまま電子レンジ加熱して調理する食品の中には、加熱の際に食品から生じる水蒸気によって蒸し調理されるもの(例えばシュウマイや中華まんじゅう等)がある。
しかし、特許文献1に記載の包装袋は、単に加熱によって生じた水蒸気を放出しやすくするものであって、特に調理後の包装袋の開封について配慮されたものではなく、加熱された食品の取り出し性が充分であるとは言い難かった。
本発明は、包装した食品から発生する水蒸気を充分に保持して食品を充分に蒸すことができ、しかも食品を容易に取り出すことができる電子レンジ調理用包装袋を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、以下の態様を有する。
[1]矩形状の樹脂シートの片面の互いに平行な一対の端縁同士が熱融着されて形成された背シール部と、該背シール部に直交するように樹脂シートの端縁が熱融着されて形成された端縁シール部とを有し、食品が密封包装された電子レンジ調理用包装袋であって、前記樹脂シートは、基材と、該基材の内側に設けられた熱融着層とを備え、背シール部の先端には、開封開始部が設けられ、背シール部が形成されている面側の樹脂シートには、前記基材が線状に切断されて形成された開封補助部が、背シール部の両側の各々に少なくとも1本設けられており、前記開封補助部は、開封開始部から開封した際の切り裂き進行方向の先に配置されていることを特徴とする電子レンジ調理用包装袋。
[2]前記樹脂シートにおける基材と熱融着層とのラミネート強度が0.1〜3.0N/15mmであることを特徴とする[1]に記載の電子レンジ調理用包装袋。
【発明の効果】
【0006】
本発明の電子レンジ調理用包装袋は、包装した食品から発生する水蒸気を充分に保持して食品を充分に蒸すことができ、しかも食品を容易に取り出すことができる。
【図面の簡単な説明】
【0007】
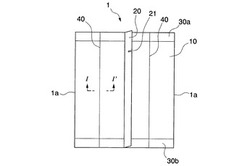
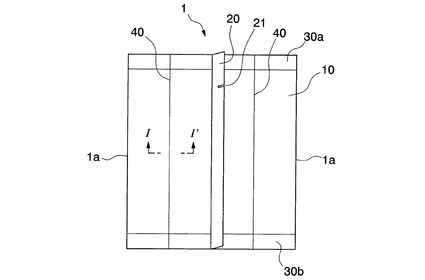
【図1】本発明の電子レンジ調理用包装袋の一実施形態を示す平面図である。
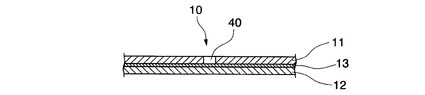
【図2】図1のI−I’断面図である。
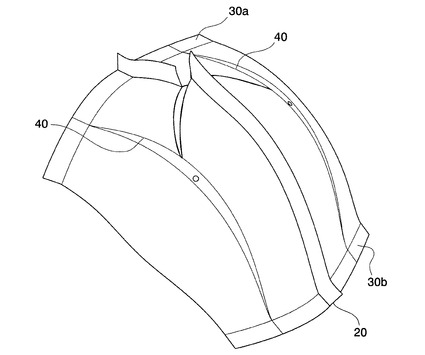
【図3】図1の包装袋の開封を説明する図である。
【発明を実施するための形態】
【0008】
本発明の電子レンジ調理用包装袋(以下、「包装袋」と略す。)の一実施形態について説明する。
図1に、本実施形態の包装袋の平面図を示す。本実施形態の包装袋1は、樹脂シート10から構成されており、背シール部20と端縁シール部(第1端縁シール部30a、第2端縁シール部30b)とを有して、その内部に食品が密封包装された合掌平袋である。
【0009】
(樹脂シート)
包装袋1を構成する樹脂シート10は、矩形状であり、図2に示すように、基材11と、基材11の内側に設けられた熱融着層12と、基材11に熱融着層12を接着するための接着層13とを備える積層フィルムである。
【0010】
[基材]
基材11は、樹脂フィルムから構成されている。
基材11の中でも、電子レンジにより加熱しても伸びにくい耐熱性を有するものが好ましい。具体的には、基材11としては、ポリエチレンテレフタレート等のポリエステル、ポリアミド、ポリプロピレン、ポリビニルアルコール、エチレン−ビニルアルコール共重合体、ポリカーボネートおよびポリアセタール等で構成された樹脂フィルムが挙げられる。また、これらを多層共押出して得た積層フィルムであってもよい。また、樹脂フィルムは、無延伸フィルムであってもよいし、延伸フィルムであってもよいが、加熱時の伸びにくさの点から、延伸フィルムが好ましい。
基材11の厚さは6〜50μmであることが好ましく、9〜30μmであることがより好ましい。基材11の厚さが前記下限値以上であれば、充分に熱融着でき、前記上限値以下にすれば、熱融着層12を容易に形成できる。
【0011】
[熱融着層]
熱融着層12は、対向する熱融着層12と熱融着可能な層である。
熱融着層12を構成する樹脂としては、100℃以上の耐熱性を有するものが好ましく、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン等のポリオレフィンが挙げられる。
熱融着層12の厚さは10〜200μmであることが好ましく、20〜100μmであることがより好ましい。熱融着層12の厚さが前記下限値以上であれば、充分に熱融着でき、前記上限値以下にすれば、熱融着層12を容易に形成できる。
【0012】
[接着層]
接着層13は、基材11と熱融着層12とを接着可能な樹脂層である。
接着層13を構成する接着剤としては、ポリエステルポリオール、ポリエーテルポリオールを主成分とするポリウレタン系2液硬化型接着剤であれば特に制限はない。
接着層13の接着剤の塗布量は1.0〜5.0g/m2であることが好ましく、2.0〜4.0g/m2であることがより好ましい。
【0013】
[ラミネート強度]
基材11と熱融着層12とのラミネート強度は、蒸し時間に影響を及ぼす。すなわち、基材11と熱融着層12とのラミネート強度が強すぎると、基材11と熱融着層12とが剥離しない状態で、後述する開封補助部40にて熱融着層12が引き伸ばされることによって、加熱開始から短時間で瞬間的に熱融着層12に穴が開いて開口するため、包装袋1に水蒸気が充満した状態を維持できず蒸し時間が短くなるだけでなく、破裂音を伴って蒸気抜けするので、調理者が驚くおそれがある。一方、基材11と熱融着層12とのラミネート強度が適度であると、基材11と熱融着層12とが剥離しながら開封補助部40にて熱融着層12が引き伸ばされるため、まず熱融着層12に針穴程度の蒸気抜けの開通口が形成される。その後、徐々に開通口は拡大するが、開通口の大きさは包装袋1の内圧とバランスの取れる大きさで留まるため、最小限の水蒸気のみが放出されることとなる。その結果、包装袋1の中に水蒸気が充満した状態を保つことができるので、充分な蒸し効果を得ることが可能となる。また、蒸気抜けに伴う音も小さいので、調理者が驚くあるいは恐怖心を抱くこともない。
具体的には、基材11と熱融着層12とのラミネート強度は0.1〜3.0N/15mmであることが好ましく、0.5〜2.0N/15mmであることがより好ましい。
上記のラミネート強度にするためには、接着剤の塗布量を適宜選択すればよい。また、接着層13を構成する接着剤として、水やアルコールを溶媒とする水性接着剤を用いたり、接着方法として、押し出しラミネート法、ノンソルベントラミネート法、サーマルラミネート法などを選択してもよい。
【0014】
(背シール部)
背シール部20は、樹脂シート10の熱融着層12側の面の、互いに平行な一対の端縁同士が熱融着されて形成された部分である。本実施形態では、樹脂シート10の長手方向の端縁にて、熱融着層12,12同士が熱融着されて背シール部20が形成されている。
背シール部20のシール幅(すなわち、背シール部20の短手方向の長さ)は10〜30mmであることが好ましい。背シール部20のシール幅が前記下限値以上であれば、電子レンジ調理によって包装袋1が加熱されていたとしても背シール部20を容易に摘んで開封することができる。一方、背シール部20のシール幅が前記上限値を超えると、開封性が向上する反面、電子レンジ調理による包装袋1の膨張を妨げることとなり蒸気抜け性能が損なわれるだけでなく、樹脂シート10を多く使用する分だけコストアップにつながることとなる。
【0015】
背シール部20には、開封開始部21が設けられている。ここで、開封開始部21は、包装袋1を開封しやすくするために、背シール部20を容易に引き裂けるようにした部分である。本実施形態における開封開始部21は、背シール部20の短手方向に形成された直線状の切り込みであるIノッチである。Iノッチは開封性の面で、開封開始部21として好適である。
開封開始部21の近傍には、開封開始部21による開封位置、開封方向を示した表示を印刷してもよい。
【0016】
(端縁シール部)
第1端縁シール部30aおよび第2端縁シール部30bは、背シール部20の長手方向に直交するように樹脂シートの端縁が熱融着されて形成された部分である。
各端縁シール部30a,30bのシール幅は5〜30mmであることが好ましい。各端縁シール部30a,30bのシール幅が前記下限値以上であれば、包装袋1が膨張した際にも充分に密封できる。しかし、各端縁シール部30a,30bのシール幅が前記上限値を超えると、包装袋1の実用性が損なわれる。
【0017】
(開封補助部)
背シール部20が形成されている側の面の樹脂シート10には、基材11が線状に切断され、熱融着層12は切断されずに形成された開封補助部40が設けられている。この開封補助部40は、開封開始部21の先端の前方、すなわち、開封開始部21から開封した際の切り裂き方向(図1のA方向)の前方に配置されている。開封開始部21は基材11が切断されているから、基材11が切断されていない部分よりも引き裂き強度が弱くなっている。
本実施形態における開封補助部40は、直線状であり、背シール部20の両側に、背シール部20と平行に1本ずつ設けられ、その長さは背シール部20の長手方向の長さと同一である。また、各開封補助部40は、背シール部20からの距離が同一にされている。
開封補助部40は連続的な線であってもよいし、断続的な線であってもよい。
【0018】
各開封補助部40と背シール部20の基部(付け根)との距離は、開封した際に食品を容易に取り出すことが可能な距離にされることが好ましい。
具体的には、開封補助部40と背シール部20との距離をX、包装袋1の側縁1aと背シール部20との距離をYとした際に、X/Yが0.15〜0.65であることが好ましく、0.20〜0.40であることがより好ましい。X/Yが前記下限値以上であれば、開封した際に包装袋1が充分な大きさで開口するため、より容易に食品を取り出すことができ、前記上限値以下であれば、電子レンジによる加熱中に包装袋が膨張しやすくなり、充分に蒸し調理できる。
【0019】
(製造方法)
本実施形態の包装袋1は、以下のように製造される。
まず、スリッタを用いて基材11に開封補助部40になる切り込みを2本平行に形成した後、その基材11を、接着層13を介して熱融着層12に積層して樹脂シート10を得る。次いで、得られた樹脂シート10を、開封補助部40と平行な方向が短手方向になるように且つ背シール部20の両側に開封補助部40が1本ずつ設けられるように、矩形状に裁断する。
次いで、裁断した樹脂シート10の長手方向の中央にて、熱融着層12側の面同士が接触するように折り返す。その後、樹脂シート10の長手方向の端縁における熱融着層12,12同士を熱融着して、背シール部20を形成する。
次いで、底部を形成するために、背シール部20の長手方向の一方の端部側の、開口している樹脂シート10の端縁を熱融着して第2端縁シール部30bを形成する。
次いで、第2端縁シール部30bを底部として、開口している反対側の樹脂シート10の端縁から食品を充填した後、その開口している樹脂シート10の端縁を熱融着して密封すると共に第1端縁シール部30aを形成する。
次いで、背シール部20の短手方向に切り込みを入れてIノッチからなる開封開始部21を形成して、包装袋1を得る。
【0020】
(食品)
上記包装袋1に包装される食品は、電子レンジによる加熱の際に食品内部から発生する水蒸気によって蒸し調理されるものであり、例えば、中華まんじゅう、シュウマイ等が挙げられる。
【0021】
(作用効果)
上記包装袋1に収容された食品を調理する際には、食品を包装したまま電子レンジの内部の所定の位置に載置し、適宜設定した時間、加熱する。その加熱の際には、食品の内部から水蒸気が発生するため、包装袋1の内部の圧力が上昇し、膨張し、圧力に耐えられなくなった時点で包装袋1の開封補助部40の熱融着層12に針穴程度の蒸気抜けの開通口が形成されて内部の水蒸気を放出する。上記包装袋1は、加熱開始から短時間で瞬間的に開通口が形成されず、徐々にまた最小限の大きさで開通口が広がるため、食品から発生する水蒸気の放出を最小限に留めつつ、水蒸気を包装袋1の内部に充分な時間保持することができる。そのため、包装した食品を充分に蒸すことが可能となる。
また、加熱調理後、開封開始部21から包装袋1を開封した際には、背シール20、背シール部20近傍の樹脂シートの順に包装袋1は引き裂かれ、図3に示すように、引き裂き先端Pは開封補助部40に向かって進行する。引き裂き先端が開封補助部40に到達した後、引き裂き強度が弱められている開封補助部40に沿って引き裂かれる。これによって、包装袋1は大きく開かれるため、加熱調理後の内容物を開口部に引っ掛けて表皮に傷をつけたり、型崩れの不具合を起こすことなく、内容物を容易に取出すことができる。しかも、背シール部20から開封することで、調理後に最も熱くなっている食品に手が触れにくくなっており、熱さを軽減できる。
さらに、上記包装袋1では、蒸気抜けにより形成された開通口が小さいことから、開通の際に生じる音が小さく、調理者が驚くあるいは恐怖感を抱くような破裂音に相当する大きい音は生じにくい。
【0022】
なお、本発明は、上記実施形態に限定されない。
開封開始部であるIノッチの形成方向は、背シール部20の短手方向である必要はなく、包装袋を開封可能であれば、どの方向でも構わない。さらに、開封開始部は、Iノッチに限らず、Vノッチ、亀甲ノッチ、背シール部の粗面加工等であってもよい。
また、本発明において、開封補助部は、背シール部と平行である必要はなく、例えば、一方の端縁シール部(図示例では第1端縁シール部30a)側から他方の端縁シール部(図示例では第2端縁シール部30b)側に向かうにつれて、背シール部20から離間してもよい。
また、開封補助部は、背シール部の両側に少なくとも1本設けられていればよく、例えば、背シール部の両側に2本設けられていても構わない。また、背シール部の両側に設けられた各開封補助部は、背シール部からの距離が異なっていてもよい。また、開封補助部は直線状である必要はなく、曲線状であってもよい。
本発明の包装袋は、合掌袋(ピロー袋)でなくてもよく、包装袋の両側部に折り込み部を有するサイドガゼットの袋であってもよい。
【実施例】
【0023】
以下、実施例を示して本発明をより具体的に説明する。ただし、本発明は、以下の実施例に限定されるものではない。
なお、下記の例において、樹脂シートにおける基材と熱融着層とのラミネート強度は、東洋精機製作所製M−1型引張試験機を用い、T型剥離、引張速度300mm/分の条件で測定した値である。測定回数は3回とし、ラミネート強度の範囲と平均を求めた。
【0024】
(実施例1)
本例の包装袋は、図1に示すものであり、樹脂シートが熱融着され、背シール部20および端縁シール部30a,30bが形成されて、中華まんじゅう(あんまん)が包装されたものである。背シール部20のシール幅は20mmとし、包装袋1の、背シール部20と平行方向の長さは160mm、各端縁シール部30a,30bと平行方向の長さは140mmとした。
この包装袋1では、基材のみが切断された、背シール部20と平行な開封補助部40が、背シール部20と同じ側の面に、背シール部20の両側に1本ずつ設けられている。開封補助部40と背シール部20との距離は20mmとした。また、背シール部20の、第1端縁シール部30a側の端部から20mmの位置にはIノッチからなる開封開始部21を形成した。
本例における樹脂シート10としては、基材が厚さ20μmの二軸延伸プロピレンフィルム、接着層がポリエーテルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量2.2g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなる積層シートを用いた。また、基材と熱融着層とのラミネート強度は0.8〜2.0N/15mm(平均値1.2N/15mm)とした。
【0025】
(実施例2)
樹脂シート10として、基材が厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム、接着層がポリエーテルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量2.2g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなり、基材と熱融着層とのラミネート強度が1.5〜2.5N/15mm(平均値2.0N/15mm)の積層シートを用いたこと以外は実施例1と同様にして包装袋を得た。
【0026】
(実施例3)
樹脂シート10として、基材が厚さ20μmの二軸延伸ポリプロピレンフィルム、接着層がポリエステルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量3.3g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなり、基材と熱融着層とのラミネート強度が1.5〜3.0N/15mm(平均値2.5N/15mm)の積層シートを用いたこと以外は実施例1と同様にして包装袋を得た。
【0027】
(実施例4)
樹脂シート10として、基材が厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム、接着層がポリエステルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量3.3g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなり、基材と熱融着層とのラミネート強度が3.5〜5.0N/15mm(平均値4.2N/15mm)の積層シートを用いたこと以外は実施例1と同様にして包装袋を得た。
【0028】
(比較例1)
樹脂シート10として、基材が厚さ20μmのヒートシールポリプロピレンフィルムからなり、開封補助線が設けられていないものを用いたこと以外は実施例1と同様にして包装袋を得た。
【0029】
(比較例2)
開封補助部40を背シール部20の片側に1本のみとしたこと以外は実施例1と同様にして包装袋を得た。
【0030】
[評価]
各実施例および各比較例について、電子レンジ加熱調理による蒸し時間、電子レンジ加熱調理後の中華まんじゅうの水分残存率を下記に示すように測定した。測定結果を表1に示す。なお、電子レンジとしては、東芝社製ER−E8を用い、加熱条件は500Wで70秒間とした。
また、加熱調理後、開封開始点から開封した際の開口の大きさを目視により評価した。評価結果を表1に示す。
また、開封後の内容物(中華まんじゅう)の取り出し性について、下記の基準で評価した。
・蒸し時間
電子レンジによる加熱開始から包装袋が最大に膨張するまでの時間(A)と、加熱開始から包装袋内部の蒸気が外部に放出し始めるまでの時間(B)を測定した。蒸し時間は(B)−(A)の式により求められる。蒸し時間が長くなる程、良好に調理されていることを意味する。
・水分残存率
電子レンジ加熱調理後の中華まんじゅうの皮の水分残存率を、赤外線水分計(ケツト科学研究所製FD−610)を用いて測定した。なお、調理前の水分残存率を100%とした。水分残存率が高い程、良好に調理されていることを意味する。
・内容物取り出し性
○:内容物の表皮に傷をつけることなく容易に取り出すことができた。
×:内容物を取り出しにくかった。
【0031】
【表1】

【0032】
包装袋に2本の開封補助部を設けた実施例1〜4の包装袋は、充分な蒸し時間を有し、調理後の水分残存率が高かった。また、開封開始部から開封した際に大きく開口するため、表皮に傷をつけることなく内容物を容易に取り出すことができた。
樹脂シートが単層のシートである上に開封補助部がない比較例1の包装袋は、開封開始部から開封した際の開口が小さく、内容物を取り出しにくかった。
包装袋に設けた開封補助部の本数が1本であった比較例2の包装袋は、同じラミネート強度とした実施例1よりも、蒸し時間が短く、調理後の水分残存率が低かった。また、開封開始部から開封した際の開口が小さく、内容物を取り出しにくかった。
【0033】
また、実施例1,2,3では、開通口の大きさが2mm×4mm(米粒大)と小さく、包装袋が膨張状態を維持したまま、「スー」という小さい音を発しながら通蒸(蒸気抜け)した。このように蒸気抜けすると、蒸し効果がより高くなる。
実施例4では、膨張状態から「ブスッ」というやや大きい音と共に開通口が大きく開き(5mm×8mm)、瞬時に通蒸(蒸気抜け)し、膨張状態にあった包装袋が萎んでしまった。この場合、実施例1,2,3よりも蒸し効果はやや低くなる。
比較例1では、「ボンッ」という大きい音と共に袋が破裂した。この場合には、蒸し効果は低い。
【符号の説明】
【0034】
1 包装袋
10 樹脂シート
11 基材
12 熱融着層
20 背シール部
21 開封開始部
30a 第1端縁シール部
30b 第2端縁シール部
40 開封補助部
【技術分野】
【0001】
本発明は、包装した食品を電子レンジによって蒸し調理するのに適した包装袋に関する。
【背景技術】
【0002】
食品においては、包装袋に収容したまま、電子レンジで加熱して調理することがある。通常、食品を包装袋に収容したまま電子レンジで加熱すると、食品内部から水蒸気が発生するため、包装袋が膨張し、やがて破裂する。
そこで、電子レンジ調理用包装袋においては、急激な破裂を防止するための対策が講じられている。例えば、特許文献1には、包装袋を構成する樹脂フィルムを2層とし、表側の樹脂フィルムに切り込みを1本形成した電子レンジ加熱用包装袋が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−110763号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、包装袋に収容したまま電子レンジ加熱して調理する食品の中には、加熱の際に食品から生じる水蒸気によって蒸し調理されるもの(例えばシュウマイや中華まんじゅう等)がある。
しかし、特許文献1に記載の包装袋は、単に加熱によって生じた水蒸気を放出しやすくするものであって、特に調理後の包装袋の開封について配慮されたものではなく、加熱された食品の取り出し性が充分であるとは言い難かった。
本発明は、包装した食品から発生する水蒸気を充分に保持して食品を充分に蒸すことができ、しかも食品を容易に取り出すことができる電子レンジ調理用包装袋を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、以下の態様を有する。
[1]矩形状の樹脂シートの片面の互いに平行な一対の端縁同士が熱融着されて形成された背シール部と、該背シール部に直交するように樹脂シートの端縁が熱融着されて形成された端縁シール部とを有し、食品が密封包装された電子レンジ調理用包装袋であって、前記樹脂シートは、基材と、該基材の内側に設けられた熱融着層とを備え、背シール部の先端には、開封開始部が設けられ、背シール部が形成されている面側の樹脂シートには、前記基材が線状に切断されて形成された開封補助部が、背シール部の両側の各々に少なくとも1本設けられており、前記開封補助部は、開封開始部から開封した際の切り裂き進行方向の先に配置されていることを特徴とする電子レンジ調理用包装袋。
[2]前記樹脂シートにおける基材と熱融着層とのラミネート強度が0.1〜3.0N/15mmであることを特徴とする[1]に記載の電子レンジ調理用包装袋。
【発明の効果】
【0006】
本発明の電子レンジ調理用包装袋は、包装した食品から発生する水蒸気を充分に保持して食品を充分に蒸すことができ、しかも食品を容易に取り出すことができる。
【図面の簡単な説明】
【0007】
【図1】本発明の電子レンジ調理用包装袋の一実施形態を示す平面図である。
【図2】図1のI−I’断面図である。
【図3】図1の包装袋の開封を説明する図である。
【発明を実施するための形態】
【0008】
本発明の電子レンジ調理用包装袋(以下、「包装袋」と略す。)の一実施形態について説明する。
図1に、本実施形態の包装袋の平面図を示す。本実施形態の包装袋1は、樹脂シート10から構成されており、背シール部20と端縁シール部(第1端縁シール部30a、第2端縁シール部30b)とを有して、その内部に食品が密封包装された合掌平袋である。
【0009】
(樹脂シート)
包装袋1を構成する樹脂シート10は、矩形状であり、図2に示すように、基材11と、基材11の内側に設けられた熱融着層12と、基材11に熱融着層12を接着するための接着層13とを備える積層フィルムである。
【0010】
[基材]
基材11は、樹脂フィルムから構成されている。
基材11の中でも、電子レンジにより加熱しても伸びにくい耐熱性を有するものが好ましい。具体的には、基材11としては、ポリエチレンテレフタレート等のポリエステル、ポリアミド、ポリプロピレン、ポリビニルアルコール、エチレン−ビニルアルコール共重合体、ポリカーボネートおよびポリアセタール等で構成された樹脂フィルムが挙げられる。また、これらを多層共押出して得た積層フィルムであってもよい。また、樹脂フィルムは、無延伸フィルムであってもよいし、延伸フィルムであってもよいが、加熱時の伸びにくさの点から、延伸フィルムが好ましい。
基材11の厚さは6〜50μmであることが好ましく、9〜30μmであることがより好ましい。基材11の厚さが前記下限値以上であれば、充分に熱融着でき、前記上限値以下にすれば、熱融着層12を容易に形成できる。
【0011】
[熱融着層]
熱融着層12は、対向する熱融着層12と熱融着可能な層である。
熱融着層12を構成する樹脂としては、100℃以上の耐熱性を有するものが好ましく、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン等のポリオレフィンが挙げられる。
熱融着層12の厚さは10〜200μmであることが好ましく、20〜100μmであることがより好ましい。熱融着層12の厚さが前記下限値以上であれば、充分に熱融着でき、前記上限値以下にすれば、熱融着層12を容易に形成できる。
【0012】
[接着層]
接着層13は、基材11と熱融着層12とを接着可能な樹脂層である。
接着層13を構成する接着剤としては、ポリエステルポリオール、ポリエーテルポリオールを主成分とするポリウレタン系2液硬化型接着剤であれば特に制限はない。
接着層13の接着剤の塗布量は1.0〜5.0g/m2であることが好ましく、2.0〜4.0g/m2であることがより好ましい。
【0013】
[ラミネート強度]
基材11と熱融着層12とのラミネート強度は、蒸し時間に影響を及ぼす。すなわち、基材11と熱融着層12とのラミネート強度が強すぎると、基材11と熱融着層12とが剥離しない状態で、後述する開封補助部40にて熱融着層12が引き伸ばされることによって、加熱開始から短時間で瞬間的に熱融着層12に穴が開いて開口するため、包装袋1に水蒸気が充満した状態を維持できず蒸し時間が短くなるだけでなく、破裂音を伴って蒸気抜けするので、調理者が驚くおそれがある。一方、基材11と熱融着層12とのラミネート強度が適度であると、基材11と熱融着層12とが剥離しながら開封補助部40にて熱融着層12が引き伸ばされるため、まず熱融着層12に針穴程度の蒸気抜けの開通口が形成される。その後、徐々に開通口は拡大するが、開通口の大きさは包装袋1の内圧とバランスの取れる大きさで留まるため、最小限の水蒸気のみが放出されることとなる。その結果、包装袋1の中に水蒸気が充満した状態を保つことができるので、充分な蒸し効果を得ることが可能となる。また、蒸気抜けに伴う音も小さいので、調理者が驚くあるいは恐怖心を抱くこともない。
具体的には、基材11と熱融着層12とのラミネート強度は0.1〜3.0N/15mmであることが好ましく、0.5〜2.0N/15mmであることがより好ましい。
上記のラミネート強度にするためには、接着剤の塗布量を適宜選択すればよい。また、接着層13を構成する接着剤として、水やアルコールを溶媒とする水性接着剤を用いたり、接着方法として、押し出しラミネート法、ノンソルベントラミネート法、サーマルラミネート法などを選択してもよい。
【0014】
(背シール部)
背シール部20は、樹脂シート10の熱融着層12側の面の、互いに平行な一対の端縁同士が熱融着されて形成された部分である。本実施形態では、樹脂シート10の長手方向の端縁にて、熱融着層12,12同士が熱融着されて背シール部20が形成されている。
背シール部20のシール幅(すなわち、背シール部20の短手方向の長さ)は10〜30mmであることが好ましい。背シール部20のシール幅が前記下限値以上であれば、電子レンジ調理によって包装袋1が加熱されていたとしても背シール部20を容易に摘んで開封することができる。一方、背シール部20のシール幅が前記上限値を超えると、開封性が向上する反面、電子レンジ調理による包装袋1の膨張を妨げることとなり蒸気抜け性能が損なわれるだけでなく、樹脂シート10を多く使用する分だけコストアップにつながることとなる。
【0015】
背シール部20には、開封開始部21が設けられている。ここで、開封開始部21は、包装袋1を開封しやすくするために、背シール部20を容易に引き裂けるようにした部分である。本実施形態における開封開始部21は、背シール部20の短手方向に形成された直線状の切り込みであるIノッチである。Iノッチは開封性の面で、開封開始部21として好適である。
開封開始部21の近傍には、開封開始部21による開封位置、開封方向を示した表示を印刷してもよい。
【0016】
(端縁シール部)
第1端縁シール部30aおよび第2端縁シール部30bは、背シール部20の長手方向に直交するように樹脂シートの端縁が熱融着されて形成された部分である。
各端縁シール部30a,30bのシール幅は5〜30mmであることが好ましい。各端縁シール部30a,30bのシール幅が前記下限値以上であれば、包装袋1が膨張した際にも充分に密封できる。しかし、各端縁シール部30a,30bのシール幅が前記上限値を超えると、包装袋1の実用性が損なわれる。
【0017】
(開封補助部)
背シール部20が形成されている側の面の樹脂シート10には、基材11が線状に切断され、熱融着層12は切断されずに形成された開封補助部40が設けられている。この開封補助部40は、開封開始部21の先端の前方、すなわち、開封開始部21から開封した際の切り裂き方向(図1のA方向)の前方に配置されている。開封開始部21は基材11が切断されているから、基材11が切断されていない部分よりも引き裂き強度が弱くなっている。
本実施形態における開封補助部40は、直線状であり、背シール部20の両側に、背シール部20と平行に1本ずつ設けられ、その長さは背シール部20の長手方向の長さと同一である。また、各開封補助部40は、背シール部20からの距離が同一にされている。
開封補助部40は連続的な線であってもよいし、断続的な線であってもよい。
【0018】
各開封補助部40と背シール部20の基部(付け根)との距離は、開封した際に食品を容易に取り出すことが可能な距離にされることが好ましい。
具体的には、開封補助部40と背シール部20との距離をX、包装袋1の側縁1aと背シール部20との距離をYとした際に、X/Yが0.15〜0.65であることが好ましく、0.20〜0.40であることがより好ましい。X/Yが前記下限値以上であれば、開封した際に包装袋1が充分な大きさで開口するため、より容易に食品を取り出すことができ、前記上限値以下であれば、電子レンジによる加熱中に包装袋が膨張しやすくなり、充分に蒸し調理できる。
【0019】
(製造方法)
本実施形態の包装袋1は、以下のように製造される。
まず、スリッタを用いて基材11に開封補助部40になる切り込みを2本平行に形成した後、その基材11を、接着層13を介して熱融着層12に積層して樹脂シート10を得る。次いで、得られた樹脂シート10を、開封補助部40と平行な方向が短手方向になるように且つ背シール部20の両側に開封補助部40が1本ずつ設けられるように、矩形状に裁断する。
次いで、裁断した樹脂シート10の長手方向の中央にて、熱融着層12側の面同士が接触するように折り返す。その後、樹脂シート10の長手方向の端縁における熱融着層12,12同士を熱融着して、背シール部20を形成する。
次いで、底部を形成するために、背シール部20の長手方向の一方の端部側の、開口している樹脂シート10の端縁を熱融着して第2端縁シール部30bを形成する。
次いで、第2端縁シール部30bを底部として、開口している反対側の樹脂シート10の端縁から食品を充填した後、その開口している樹脂シート10の端縁を熱融着して密封すると共に第1端縁シール部30aを形成する。
次いで、背シール部20の短手方向に切り込みを入れてIノッチからなる開封開始部21を形成して、包装袋1を得る。
【0020】
(食品)
上記包装袋1に包装される食品は、電子レンジによる加熱の際に食品内部から発生する水蒸気によって蒸し調理されるものであり、例えば、中華まんじゅう、シュウマイ等が挙げられる。
【0021】
(作用効果)
上記包装袋1に収容された食品を調理する際には、食品を包装したまま電子レンジの内部の所定の位置に載置し、適宜設定した時間、加熱する。その加熱の際には、食品の内部から水蒸気が発生するため、包装袋1の内部の圧力が上昇し、膨張し、圧力に耐えられなくなった時点で包装袋1の開封補助部40の熱融着層12に針穴程度の蒸気抜けの開通口が形成されて内部の水蒸気を放出する。上記包装袋1は、加熱開始から短時間で瞬間的に開通口が形成されず、徐々にまた最小限の大きさで開通口が広がるため、食品から発生する水蒸気の放出を最小限に留めつつ、水蒸気を包装袋1の内部に充分な時間保持することができる。そのため、包装した食品を充分に蒸すことが可能となる。
また、加熱調理後、開封開始部21から包装袋1を開封した際には、背シール20、背シール部20近傍の樹脂シートの順に包装袋1は引き裂かれ、図3に示すように、引き裂き先端Pは開封補助部40に向かって進行する。引き裂き先端が開封補助部40に到達した後、引き裂き強度が弱められている開封補助部40に沿って引き裂かれる。これによって、包装袋1は大きく開かれるため、加熱調理後の内容物を開口部に引っ掛けて表皮に傷をつけたり、型崩れの不具合を起こすことなく、内容物を容易に取出すことができる。しかも、背シール部20から開封することで、調理後に最も熱くなっている食品に手が触れにくくなっており、熱さを軽減できる。
さらに、上記包装袋1では、蒸気抜けにより形成された開通口が小さいことから、開通の際に生じる音が小さく、調理者が驚くあるいは恐怖感を抱くような破裂音に相当する大きい音は生じにくい。
【0022】
なお、本発明は、上記実施形態に限定されない。
開封開始部であるIノッチの形成方向は、背シール部20の短手方向である必要はなく、包装袋を開封可能であれば、どの方向でも構わない。さらに、開封開始部は、Iノッチに限らず、Vノッチ、亀甲ノッチ、背シール部の粗面加工等であってもよい。
また、本発明において、開封補助部は、背シール部と平行である必要はなく、例えば、一方の端縁シール部(図示例では第1端縁シール部30a)側から他方の端縁シール部(図示例では第2端縁シール部30b)側に向かうにつれて、背シール部20から離間してもよい。
また、開封補助部は、背シール部の両側に少なくとも1本設けられていればよく、例えば、背シール部の両側に2本設けられていても構わない。また、背シール部の両側に設けられた各開封補助部は、背シール部からの距離が異なっていてもよい。また、開封補助部は直線状である必要はなく、曲線状であってもよい。
本発明の包装袋は、合掌袋(ピロー袋)でなくてもよく、包装袋の両側部に折り込み部を有するサイドガゼットの袋であってもよい。
【実施例】
【0023】
以下、実施例を示して本発明をより具体的に説明する。ただし、本発明は、以下の実施例に限定されるものではない。
なお、下記の例において、樹脂シートにおける基材と熱融着層とのラミネート強度は、東洋精機製作所製M−1型引張試験機を用い、T型剥離、引張速度300mm/分の条件で測定した値である。測定回数は3回とし、ラミネート強度の範囲と平均を求めた。
【0024】
(実施例1)
本例の包装袋は、図1に示すものであり、樹脂シートが熱融着され、背シール部20および端縁シール部30a,30bが形成されて、中華まんじゅう(あんまん)が包装されたものである。背シール部20のシール幅は20mmとし、包装袋1の、背シール部20と平行方向の長さは160mm、各端縁シール部30a,30bと平行方向の長さは140mmとした。
この包装袋1では、基材のみが切断された、背シール部20と平行な開封補助部40が、背シール部20と同じ側の面に、背シール部20の両側に1本ずつ設けられている。開封補助部40と背シール部20との距離は20mmとした。また、背シール部20の、第1端縁シール部30a側の端部から20mmの位置にはIノッチからなる開封開始部21を形成した。
本例における樹脂シート10としては、基材が厚さ20μmの二軸延伸プロピレンフィルム、接着層がポリエーテルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量2.2g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなる積層シートを用いた。また、基材と熱融着層とのラミネート強度は0.8〜2.0N/15mm(平均値1.2N/15mm)とした。
【0025】
(実施例2)
樹脂シート10として、基材が厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム、接着層がポリエーテルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量2.2g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなり、基材と熱融着層とのラミネート強度が1.5〜2.5N/15mm(平均値2.0N/15mm)の積層シートを用いたこと以外は実施例1と同様にして包装袋を得た。
【0026】
(実施例3)
樹脂シート10として、基材が厚さ20μmの二軸延伸ポリプロピレンフィルム、接着層がポリエステルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量3.3g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなり、基材と熱融着層とのラミネート強度が1.5〜3.0N/15mm(平均値2.5N/15mm)の積層シートを用いたこと以外は実施例1と同様にして包装袋を得た。
【0027】
(実施例4)
樹脂シート10として、基材が厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルム、接着層がポリエステルポリオールとジイソシアネートからなるポリウレタン系2液硬化型接着剤(塗布量3.3g/m2)、熱融着層が厚さ40μmの直鎖状低密度ポリエチレンからなり、基材と熱融着層とのラミネート強度が3.5〜5.0N/15mm(平均値4.2N/15mm)の積層シートを用いたこと以外は実施例1と同様にして包装袋を得た。
【0028】
(比較例1)
樹脂シート10として、基材が厚さ20μmのヒートシールポリプロピレンフィルムからなり、開封補助線が設けられていないものを用いたこと以外は実施例1と同様にして包装袋を得た。
【0029】
(比較例2)
開封補助部40を背シール部20の片側に1本のみとしたこと以外は実施例1と同様にして包装袋を得た。
【0030】
[評価]
各実施例および各比較例について、電子レンジ加熱調理による蒸し時間、電子レンジ加熱調理後の中華まんじゅうの水分残存率を下記に示すように測定した。測定結果を表1に示す。なお、電子レンジとしては、東芝社製ER−E8を用い、加熱条件は500Wで70秒間とした。
また、加熱調理後、開封開始点から開封した際の開口の大きさを目視により評価した。評価結果を表1に示す。
また、開封後の内容物(中華まんじゅう)の取り出し性について、下記の基準で評価した。
・蒸し時間
電子レンジによる加熱開始から包装袋が最大に膨張するまでの時間(A)と、加熱開始から包装袋内部の蒸気が外部に放出し始めるまでの時間(B)を測定した。蒸し時間は(B)−(A)の式により求められる。蒸し時間が長くなる程、良好に調理されていることを意味する。
・水分残存率
電子レンジ加熱調理後の中華まんじゅうの皮の水分残存率を、赤外線水分計(ケツト科学研究所製FD−610)を用いて測定した。なお、調理前の水分残存率を100%とした。水分残存率が高い程、良好に調理されていることを意味する。
・内容物取り出し性
○:内容物の表皮に傷をつけることなく容易に取り出すことができた。
×:内容物を取り出しにくかった。
【0031】
【表1】
【0032】
包装袋に2本の開封補助部を設けた実施例1〜4の包装袋は、充分な蒸し時間を有し、調理後の水分残存率が高かった。また、開封開始部から開封した際に大きく開口するため、表皮に傷をつけることなく内容物を容易に取り出すことができた。
樹脂シートが単層のシートである上に開封補助部がない比較例1の包装袋は、開封開始部から開封した際の開口が小さく、内容物を取り出しにくかった。
包装袋に設けた開封補助部の本数が1本であった比較例2の包装袋は、同じラミネート強度とした実施例1よりも、蒸し時間が短く、調理後の水分残存率が低かった。また、開封開始部から開封した際の開口が小さく、内容物を取り出しにくかった。
【0033】
また、実施例1,2,3では、開通口の大きさが2mm×4mm(米粒大)と小さく、包装袋が膨張状態を維持したまま、「スー」という小さい音を発しながら通蒸(蒸気抜け)した。このように蒸気抜けすると、蒸し効果がより高くなる。
実施例4では、膨張状態から「ブスッ」というやや大きい音と共に開通口が大きく開き(5mm×8mm)、瞬時に通蒸(蒸気抜け)し、膨張状態にあった包装袋が萎んでしまった。この場合、実施例1,2,3よりも蒸し効果はやや低くなる。
比較例1では、「ボンッ」という大きい音と共に袋が破裂した。この場合には、蒸し効果は低い。
【符号の説明】
【0034】
1 包装袋
10 樹脂シート
11 基材
12 熱融着層
20 背シール部
21 開封開始部
30a 第1端縁シール部
30b 第2端縁シール部
40 開封補助部
【特許請求の範囲】
【請求項1】
矩形状の樹脂シートの片面の互いに平行な一対の端縁同士が熱融着されて形成された背シール部と、該背シール部に直交するように樹脂シートの端縁が熱融着されて形成された端縁シール部とを有し、食品が密封包装された電子レンジ調理用包装袋であって、
前記樹脂シートは、基材と、該基材の内側に設けられた熱融着層とを備え、
背シール部の先端には、開封開始部が設けられ、
背シール部が形成されている面側の樹脂シートには、前記基材が線状に切断されて形成された開封補助部が、背シール部の両側の各々に少なくとも1本設けられており、前記開封補助部は、開封開始部から開封した際の切り裂き進行方向の先に配置されていることを特徴とする電子レンジ調理用包装袋。
【請求項2】
前記樹脂シートにおける基材と熱融着層とのラミネート強度が0.1〜3.0N/15mmであることを特徴とする請求項1に記載の電子レンジ調理用包装袋。
【請求項1】
矩形状の樹脂シートの片面の互いに平行な一対の端縁同士が熱融着されて形成された背シール部と、該背シール部に直交するように樹脂シートの端縁が熱融着されて形成された端縁シール部とを有し、食品が密封包装された電子レンジ調理用包装袋であって、
前記樹脂シートは、基材と、該基材の内側に設けられた熱融着層とを備え、
背シール部の先端には、開封開始部が設けられ、
背シール部が形成されている面側の樹脂シートには、前記基材が線状に切断されて形成された開封補助部が、背シール部の両側の各々に少なくとも1本設けられており、前記開封補助部は、開封開始部から開封した際の切り裂き進行方向の先に配置されていることを特徴とする電子レンジ調理用包装袋。
【請求項2】
前記樹脂シートにおける基材と熱融着層とのラミネート強度が0.1〜3.0N/15mmであることを特徴とする請求項1に記載の電子レンジ調理用包装袋。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−240734(P2012−240734A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−114847(P2011−114847)
【出願日】平成23年5月23日(2011.5.23)
【出願人】(000143880)株式会社細川洋行 (130)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月23日(2011.5.23)
【出願人】(000143880)株式会社細川洋行 (130)
【Fターム(参考)】
[ Back to top ]