
電子写真現像剤用キャリアおよび電子写真現像剤
【課題】高性能電子写真現像機に適用した場合でも、高強度の磁性キャリアであることで安定した高画質・高速現像化が可能であり、かつキャリアの交換寿命を向上できるキャリアを提供する。
【解決手段】キャリア芯材を樹脂で被覆した電子写真現像剤用キャリアであって、BET法で評価した前記キャリア芯材のBET比表面積の値をxm2/mlと表記し、前記電子写真現像剤用キャリアの重量を100%と規格化し、前記電子写真現像剤用キャリアに被覆された前記樹脂の固形分重量をy%と表記したときたとき、0.6m2/ml≦xm2/ml≦3.5m2/ml、且つ、0.7%≦y%≦14.5%、且つ、y=3x+b(但し、−1.1≦b≦4.0)の範囲にある電子写真現像剤用キャリアを提供する。
【解決手段】キャリア芯材を樹脂で被覆した電子写真現像剤用キャリアであって、BET法で評価した前記キャリア芯材のBET比表面積の値をxm2/mlと表記し、前記電子写真現像剤用キャリアの重量を100%と規格化し、前記電子写真現像剤用キャリアに被覆された前記樹脂の固形分重量をy%と表記したときたとき、0.6m2/ml≦xm2/ml≦3.5m2/ml、且つ、0.7%≦y%≦14.5%、且つ、y=3x+b(但し、−1.1≦b≦4.0)の範囲にある電子写真現像剤用キャリアを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高耐久、長寿命化を実現した乾式電子写真現像剤用キャリアおよび電子写真現像剤に関するものである。
【背景技術】
【0002】
電子写真の乾式現像法は、電子写真現像剤である粉体のトナーを感光体上の静電潜像に付着させ、当該付着したトナーを所定の紙等の媒体へ転写して現像する方法である。この方法は、電子写真現像剤として、トナーのみを含む1成分系現像剤を用いる方法と、トナーと磁性キャリアとを含む2成分系現像剤を用いる方法に大別される。近年では、トナーの荷電制御が容易で安定した高画質を得ることができ、かつ高速現像が可能な2成分系現像剤が電子写真現像剤の主流となっている。
【0003】
2成分系現像剤を用いた現像方法において、キャリアは現像機内でトナーと撹拌、混合されることで、トナーに所望の電荷を付与し、マグネットロール上に磁気ブラシを形成し、帯電したトナーを感光体上へ搬送する。マグネットロール上に残ったキャリアは再び現像機内に戻り、新たなトナーと撹拌、混合され、一定期間繰り返して使用される。従って、キャリアに対しては初期特性が耐刷期間中に変動せず、安定に維持されることが求められる。
【0004】
さらに、オフィスのネットワーク化が進むとともにサービス体制が充実し、サービスマンが現像剤を交換するようなシステムから、メンテナンスフリーの時代へシフトしており、現像剤の高耐久、長寿命化に対する要求がより一層高まってきている。
【0005】
近年、電子写真現像機は、フルカラー化、高画質化、高速化の傾向にあるが、これらの要求に応えるために電子写真現像剤の分野においても小粒径の重合トナーが開発され、それに伴い、2成分系現像法で使用される磁性キャリアの粒径も小粒径化が進んでいる。磁性キャリアの粒径が小粒径化した場合、特に、微粉側の粒子が、感光体へ飛散、付着する現象が起きやすくなり、白抜け等の画像欠陥を引き起こす。そのため、粒度分布を管理することも要求されている。一方、パソコンの普及とともに、電子写真現像機においても、いわゆるMFP(マルチ・ファンクション・プリンター)市場が拡大してきており、ドキュメントの出力能力だけでなく、ランニングコストも厳しく評価されるようになってきている。
【0006】
現在使われている磁性キャリアの多くは、キャリア芯材として球状のソフトフェライトが用いられており、そのキャリア芯材の表面を樹脂で被覆したものである。しかし、印刷回数が進むにつれて、磁性キャリア表面がトナーや外添剤により汚染される現象、すなわちスペントが起こり、結果としてトナーの帯電が低下し、画像特性の低下をきたす。
【0007】
さらに、高速化に伴い現像機内での撹拌負荷が増加し、撹拌ストレスによる磁性キャリア表面の樹脂の剥離が発生する。その結果、キャリア芯材が露出することになり、電荷のリークが生じ、このような電荷のリークは画質劣化の原因の一つである。そのため、従来の磁性キャリアでは、被覆樹脂の膜厚を厚くすることで樹脂の剥離を防いでいる。しかし、被覆樹脂の膜厚を上げると、それにより、被覆時の粒子同士の会合が発生し、流動性が悪くなったり、実使用期間中に会合粒子が解れた際に、帯電特性が大きく変動するとして安定した特性を得ることができない。
【0008】
上記問題を解決するために、特許文献1では、鉄粉キャリアに替えてLi−Mnフェラ
イトキャリアを用いることで微小な凹凸を形成し、樹脂被覆層の安定性を高めている。
【0009】
また、特許文献2では、微細な磁性粉を樹脂中に分散させた磁性粉分散型キャリアが提案されている。このような磁性粉分散型キャリアは、磁性粉の量を少なくすることにより真密度を下げることができ、撹拌によるストレスを低減できるため、被膜の剥がれや剥離を防止することができ、長期にわたって安定した画像特性を得られるとされている。
【0010】
また、特許文献3および特許文献4には、磁性粉分散型キャリアに代わるものとして、多孔性キャリア芯材の空隙部に樹脂を充填した樹脂分散型キャリアが提案されている。
例えば、コアまたは硬磁性コアと、コアの細孔に含まれるポリマーと、コアを覆うコーティングとを含むキャリアが記載されている。これらの樹脂充填型キャリアによれば、衝撃を少なくすることができる、所望の流動性を持たせることができる、摩擦帯電値の範囲を広くすることができる、所望の伝導率を持たせることができる、体積平均粒径を一定の範囲内に収めることができる、等の効果が得られるとされている。
【0011】
また、特許文献5では、キャリアの空隙率、連続空隙度に注目し、キャリア芯材に樹脂を充填することで、真密度が軽くなり、長寿命が達成でき、流動性に優れ、高強度であり、また、充填する樹脂を選択することで帯電量の制御が容易にできる、とされるキャリアが提案されている。
【0012】
【特許文献1】特開平10−104884号公報
【特許文献2】特開平5−40367号公報
【特許文献3】特開平11−295933号公報
【特許文献4】特開平11−295935号公報
【特許文献5】特開2006−337579号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかしながら、本発明者らの検討によると、特許文献1に記載されたようなLi−Mnフェライトでは、被覆層の安定性を上げることはできるが、長期使用による樹脂の剥離を防ぐ事は難しい。
特許文献2に記載されたような、微細な磁性粉を樹脂中に分散させた磁性粉分散型キャリアは、微細な磁性粉を使用するため、残留磁化および保磁力が高くなり、現像剤の流動性が悪くなるという欠点がある。
一方、特許文献3に記載された多孔性キャリア芯材の空隙部に樹脂を充填した樹脂分散型キャリアは、BET比表面積1600cm2/g程度の多孔度では、樹脂を充填させても充分な低比重化が図れず、近年ますます高まる現像剤の長寿命化への要求には応えられるものではなかった。
また、特許文献4に記載されているような硬磁性のコアを用いた場合は、残留磁化および保磁力が高いために、現像剤の流動性が悪くなるという欠点がある。
さらに、特許文献5の実施例に記載のように、芯材に過剰の樹脂量を充填しようとすると、充填しきれなかった樹脂が芯材と密着せずに単独で存在し、キャリア中で浮遊したり、粒子間の凝集が多量に発生し、流動性が悪くなったりする。
【0014】
本発明は、上述の状況のもとで成されたものであり、その目的は、高性能電子写真現像機に適用した場合でも、高強度の磁性キャリアであることで安定した高画質・高速現像化が可能であり、かつ交換寿命を向上できる電子写真現像剤用キャリア、および、当該キャリアとトナーとを含む電子写真現像剤を提供しようとするものである。
【課題を解決するための手段】
【0015】
本発明者らは、当該課題を解決する為、鋭意研究を行った結果、上述の課題を解決するためには、電子写真現像剤用の磁性キャリア(以下、単に「キャリア」と記載する場合がある。)の機械的強度が高いことが、肝要であることに想到した。さらに本発明者らは、キャリア芯材が樹脂で被覆されて成る樹脂充填型のキャリアにおいて、キャリア芯材と樹脂量とについて鋭意研究を行った結果、当該キャリア芯材のBET比表面積と、樹脂量とが所定の関係を満たすと、当該キャリアの強度が著しく高まることを見出し、本発明を完成した。
【0016】
すなわち、上述の課題を解決するための第1の手段は、
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦3.5m2/ml、且つ、0.7%≦y%≦14.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリアである。
【0017】
第2の手段は、
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.5m2/ml、且つ、0.7%≦y%≦11.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリアである。
【0018】
第3の手段は、
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.0m2/ml、且つ、0.7%≦y%≦10.0%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリアである。
【0019】
第4の手段は、
前記電子写真現像剤用キャリア100gを、サンプルミルに投入し、回転数16000rpmの条件で120秒間粉砕を行ったとき、当該粉砕の前後における、前記電子写真現像剤用キャリアの体積平均粒径D50の変化率が3%以下であることを特徴とする第1〜第3の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0020】
第5の手段は、
前記キャリア芯材の粒子密度を1と規格化したとき、前記電子写真現像剤用キャリアの粒子密度が0.79以上、0.91以下の範囲にあることを特徴とする第1〜第4の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0021】
第6の手段は、
前記キャリア芯材が、一般式(MO)a(Fe2O3)b、(但し、0<a≦50mol%、bmol%=100−amol%)で表記されるソフトフェライトであり、且つ、粒子密度が3.2g/cm3以上、4.2g/cm3以下であることを特徴とする第1〜第5の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0022】
第7の手段は、
平均粒径が15〜70μmであり、
小粒径側から、10%の累積体積平均粒径をD10、90%の累積体積平均粒径をD90としたとき、(D90−D10)≦35μmであることを特徴とする第1〜第6の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0023】
第8の手段は、
電気抵抗値が、103Ω・cm以上、1016Ω・cm以下であることを特徴とする第1〜第7の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0024】
第9の手段は、
安息角が45°以下であることを特徴とする第1〜第8の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0025】
第10の手段は、
第1〜第9の手段のいずれかの手段に記載の電子写真現像剤用キャリアと、トナーとを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0026】
本発明に係るキャリアは強度が高く、電子写真現像機内での撹拌ストレスに対する抵抗性が高いので、高性能な電子写真現像機やMFP(マルチ・ファンクション・プリンター)においても、安定して良好な画質特性を発揮できる上、交換寿命を延ばすことができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明を特定するための事項について説明する。
[本発明に係るキャリアの強度]
本発明者らは、キャリアが電子写真現像機内での撹拌ストレスにより、微粉を発生する問題について検討した。その結果、キャリアを破砕試験機に投入して破砕したとき、当該破砕前後におけるキャリアの体積平均粒子径D50の値の変化率を測定すれば、当該キャリアの電子写真現像機内での撹拌ストレスによる微粉の発生、その微粉による画像への影響を評価出来ることに想到した。
【0028】
具体的には、上述した本発明に係るキャリア100gをサンプルミル(協立理工株式会社 SK―M10型)に投入し、回転数16000rpmで120秒間破砕試験を行った。そして、当該破砕前と破砕後の体積平均粒子径D50の変化率をレーザー回折式粒度分布測定装置(日機装株式会社製マイクロトラック、Model 9320−X100)に
より測定した。すると、当該D50の変化率が3%以下であることが判明した。当該D50の変化率が3%以下であることは、本発明に係るキャリアが電子写真現像機内での撹拌ストレスに対しても、画像へ影響するほどの微粉を発生しないことを示している。従って、当該キャリアとトナーとを含む電子写真現像剤を電子写真現像機に適用した際、微粉が殆ど発生し得ず、当該微粉に起因するキャリア飛散等の画質低下が起きない。
【0029】
[本発明に係るキャリア]
本発明者らは、本発明に係るキャリア芯材に樹脂被覆をおこなった樹脂充填型のキャリアについて、研究を行っているなかで、当該キャリア芯材のBET比表面積と、被覆樹脂の固形分重量とが所定の関係を満たすとき、当該キャリアの強度が高まることを見出した。
そこで、本発明者らは、当該キャリア芯材のBET比表面積と被覆樹脂の固形分重量との関係について鋭意研究を進め、BET法で測定した前記キャリア芯材のBET比表面積の値をxm2/mlと表記し、前記電子写真現像剤用キャリアの重量を100%と規格化
し、前記電子写真現像剤用キャリアに被覆された前記樹脂の重量をy%と表記したとき、y=3x+b(但し、−1.1≦b≦4)の関係を満たすと当該キャリアの強度が高まることを見出した。
尤も、キャリア芯材のBET比表面積が、0.6m2/ml未満となると樹脂を充填しても所望の粒子密度を得ることができず、3.5m2/mlを超えるとキャリア芯材が形状を維持できなくなる。また、−1.1≦bであれば、当該樹脂被覆後にキャリア芯材が露出する事態が回避でき、樹脂膜の剥れが発生しない為、b≦4.0であれば、キャリア同士の会合や樹脂の偏析を回避出来る為であると考えられる。
さらに、キャリア芯材粒子を被覆する樹脂量は、キャリアの全重量に対する割合で0.7%以上、14.5%以下であることが好ましい。即ち、前記電子写真現像剤用キャリアの重量を100%と規格化し、前記電子写真現像剤用キャリアに被覆された前記樹脂の固形分重量をy%と表記したとき、0.7%≦y%≦14.5%であることが好ましい。詳細は、実施例にて説明する。
【0030】
本発明者らは、当該キャリア芯材のBET比表面積と被覆樹脂の固形分重量との関係について、さらに研究を進め、y=3x+b(但し、−1.1≦b≦4.0)の関係を満たし、キャリア芯材のBET比表面積が、0.6m2/ml以上、2.5m2/ml以下、キャリアの全重量に対する被覆樹脂の固形分の割合が、0.7%以上、11.5%以下であるとき、さらには、y=3x+b(但し、−1.1≦b≦4.0)の関係を満たし、キャリア芯材のBET比表面積が、0.6m2/ml以上、2.0m2/ml以下、キャリアの全重量に対する被覆樹脂の固形分割合は、0.7%以上、10.0%以下であるとき、当該キャリアの強度が特異的に高まることも見出した。詳細は、実施例にて説明する。
【0031】
〔キャリアの粒子密度〕
発明者らの検討の結果、キャリア芯材を1と規格化したときの、キャリアの粒子密度の比は、0.79以上、0.91以下であることが好ましい。当該キャリアの粒子密度の比が0.79以上であれば、キャリア芯材に対して樹脂が過剰ということはなく、キャリア同士の会合粒子生成や樹脂の偏析を回避出来る。また、内部の樹脂の過剰含浸に起因するキャリアの電気抵抗値の過剰な上昇も回避出来る。0.91以下であれば、樹脂量の不足に起因するキャリア芯材の露出が回避出来、被覆後の樹脂膜の剥れ発生を回避することが出来る。
また、キャリア芯材のBET比表面積を制御し、キャリア芯材中へ含浸させる樹脂の量を制御することで、キャリアの粒子密度を制御することができる。さらに、キャリア芯材中へ低比重物質を添加してキャリアの粒子密度を制御しても良い。
尚、当該粒子密度は、例えば、ウルトラピクノメーター(カンタクロム社製)により測定することが出来る。尚、本発明において粒子密度とは、粒子内に存在するクローズドポアをも含む当該粒子の見掛け密度のことをいう。
【0032】
〔キャリア芯材の組成〕
本発明において、キャリア芯材は、ソフトフェライトであればよく、一般式(MO)a(Fe2O3)b、(但し、0<a≦50mol%、bmol%=100−amol%)で表されるものが好ましい。このとき、MはFe、Mg、Mn、Ca、Ti、Cu、Zn、Sr、Ni等の2価の金属から選ばれる1種又は2種以上が好ましい。さらに近年の環境問題を考慮すると、重金属を含まないものが好ましく、特にFe3O4で表されるマグネタイトやMnO・Fe2O3で表されるマンガンフェライト、MnO・MgO・Fe2O3で表されるマンガンマグネシウムフェライト、MgO・Fe2O3で表されるマグネシウムフェライトが最も好ましい。また、ヘマタイト層(Fe2O3)があることにより、当該フェライトの磁気的特性、電気的特性の制御可能範囲を拡大することができ、好ましい構成である。
そして、キャリア芯材がソフトフェライトであるとき、上述したキャリア芯材とキャリ
アの粒子密度との関係、および、当該キャリアを含む電子写真現像剤において、撹拌トルクを低減させる観点、キャリア芯材の磁力を確保する観点から、キャリアの粒子密度を3.2g/cm3以上、4.2g/cm3以下、さらに好ましくは3.5g/cm3以上、4.0g/cm3以下とすることが肝要であることが判明した。
【0033】
〔キャリア芯材の粒子径〕
本発明に係るキャリア芯材は、レーザー回折式粒度分布測定装置(日機装株式会社製マイクロトラック、Model 9320−X100)により測定した累積体積平均粒径D
50が、概ね15μm以上、70μm以下程度であることが好ましく、25μm以上、50μm以下のものがより好適である。D50が15μm以上あれば、キャリア付着の発生が抑制され、70μm以下であれば所望の画像を得る事ができ好ましい。
【0034】
また、当該キャリア芯材を粒度毎に分類し、小粒径側から累積した粉体体積が全体の90%を占めたときの粒径D90と、小粒径側から累積した粉体体積が全体の10%を占めたときの粒径D10との差が35μm以下であることが好ましく、30μm以下のものがより好適である。(D90−D50)の値が35μm以下であれば、粗大粒子が画質劣化を引き起こしたり、微粉がキャリア飛散を起こす事態を回避出来るからである。
【0035】
〔キャリアの電気抵抗〕
本発明のキャリアは、印加電圧250Vにおける電気抵抗値が103〜1016Ω・cmであることが好ましく、105〜1015Ω・cmがより好ましい。103Ω・cm以上であれば電荷のリークが抑制され、画像劣化を回避出来る。1016Ω・cm以下であれば所望の画像濃度を得る事ができる。そして、当該キャリアの電気抵抗値は、キャリア芯材へ含浸させる樹脂種、樹脂量により制御することができる。
【0036】
印加電圧250Vにおける電気抵抗は以下のようにして求めることができる。水平に置かれた絶縁板(例えばテフロン(登録商標)で被覆されたアクリル板)の上に、電極として表面を電解研磨した板厚2mmの真鍮板2枚を、電極間距離が2mmとなるように配置する。2枚の電極板はその法線方向が水平方向となるようにする。2枚の電極板の間の空隙に被測定粉体200±1mgを装填したのち、それぞれの電極板の背後に断面積240mm2の磁石を配置して電極間に被測定粉体のブリッジを形成させる。この状態で電極間に250Vの直流電圧を印加し、被測定粉体を流れる電流値を測定する。その電流値と、電極間距離2mmおよび断面積240mm2から、被測定粉体の電気抵抗値(体積抵抗値に相当する次元のもの)を算出する。なお、使用する磁石は粉体がブリッジを形成できる限り、種々のものが使用できるが、後述実施例では表面磁束密度が1000ガウス以上の永久磁石(フェライト磁石)を使用している。
【0037】
〔キャリアの安息角〕
キャリアの安息角はJISR9301−2−2;1999に基づいて測定を行った。
キャリアの安息角は45°以下であることが好ましい。安息角が45°以下であれば、トナーとの混合性が良好で、現像剤中で偏析を生じることを回避出来るからである。そして、当該キャリアの安息角は、キャリア芯材製造の際における焼成の温度制御により制御することができ、また、キャリア芯材へ含浸させる樹脂種、樹脂量によっても制御することができる。
【0038】
本発明に係るキャリア芯材およびキャリアは、例えば以下の製造法によって得ることができる。
〔原料〕
Fe供給源としてはFe2O3が好適に使用できる。Mの原料としては、MはFe、Mg、Mn、Ca、Ti、Cu、Zn、Sr、Ni等の2価の金属から選ばれる1種又は2
種以上が好ましい。例えば、MnであればMnCO3、Mn3O4等が使用でき、MgであればMgO、Mg(OH)2、MgCO3が好適に使用できる。そして、これらの原料の配合比を、該ソフトフェライトの目的組成と一致させて秤量し混合して、金属原料混合物を得る。
【0039】
〔スラリー化〕
上記の原料を秤量した後、これらを媒体液中で混合撹拌することによってスラリー化する(スラリー化工程)。スラリー化する前に、原料の混合物に対して必要に応じて乾式で粉砕処理を加えてもよい。原料粉と媒体液の混合比は、スラリーの固形分濃度が50〜90質量%になるようにすることが望ましい。媒体液は、水にバインダー、分散剤等を添加したものを用意する。バインダーとしては、例えばポリビニルアルコールが好適に使用でき、その媒体液中濃度は0.5〜2質量%程度とすればよい。分散剤としては、例えばポ
リカルボン酸アンモニウム系のものが好適に使用でき、その媒体液中濃度も0.5〜2質
量%程度とすればよい。その他、潤滑剤や、焼結促進剤として、リンやホウ酸等を添加することができる。混合攪拌して得られたスラリーに対し、さらに湿式粉砕を施すことが好ましい。
【0040】
〔造粒〕
造粒は、上記スラリーを噴霧乾燥機に導入することによって好適に実施できる。噴霧乾燥時の雰囲気温度は100〜300℃程度とすればよい。これにより、概ね、粒子径が10〜200μmの造粒粉を得ることができる(造粒工程)。得られた造粒粉は製品最終粒径を考慮し、振動ふるい等を用いて、粗大粒子や微粉を除去することにより粒度調整することが望ましい。
【0041】
〔焼成〕
次に、造粒粉を700〜1500℃に加熱した炉に投入して、ソフトフェライトを合成するための一般的な手法で焼成することにより、フェライトを生成させる(焼成工程)。焼成温度が700℃以上であれば、焼結がある程度進み、形状を維持でき、また、生成したフェライトの磁気特性が保たれるので、キャリア飛散が抑制される。1500℃以下であれば、粒子同士の過剰焼結が起こらず、異形粒子が生じることがない。当該観点からは、700〜1500℃程度で焼成することが、さらに好ましい。焼成温度の制御により、キャリア芯材へ所望のBET比表面積を付与することができる。具体的には、焼成温度を上げることでBET比表面積の値は低下し、焼成温度を下げることでBET比表面積の値を増加させることが出来る。
【0042】
得られた焼成物は、この段階で粒度調整することが望ましい。例えば、焼成物をハンマーミル等で粗解粒し、次に気流分級機で1次分級し、さらに、振動ふるいまたは超音波ふるいで粒度を揃える処理を行うことにより、粒度調整された焼成物を得ることができる。当該粒度調整後、さらに磁場選鉱機にかけ、非磁性粒子を除去することが望ましい。
【0043】
〔高抵抗化処理〕
上記焼成物を酸化性雰囲気中にて加熱することにより、高抵抗層を形成し、高抵抗化してもよい(高抵抗化処理工程)。加熱雰囲気は、大気、または、酸素と窒素の混合雰囲気とすればよい。加熱温度は200〜800℃、好ましくは250〜600℃とし、処理時間は30min〜5h程度とすればよい。
このようにして本発明に係るキャリア芯材を得ることが出来る。
【0044】
〔キャリアの製造〕
得られたキャリア芯材に、樹脂被覆を施す。被覆の方式としては乾式法、流動床、浸漬法等により被覆することができる。より好ましくはキャリア内部に樹脂を充填することか
ら浸漬法や乾式法がより好ましい。ここでは浸漬法を例に挙げ説明する。被覆樹脂としては、シリコーン系樹脂やアクリル樹脂が好ましい。被覆樹脂を溶剤(トルエン等)に20〜40質量%程度溶解させ、樹脂溶液を調製する。被覆操作は、キャリア芯材に対して固形分で0.7〜14.5%の範囲となるように容器中で混合した後、150〜250℃にて加熱撹拌することにより実施できる。上記の樹脂溶液の濃度、および、樹脂溶液とキャリア芯材との混合比によって、樹脂の被覆量をコントロールすることができる。被覆後に、さらに加熱処理を施して樹脂被覆層を硬化させることによって、本発明に係るキャリアが得られる。
【0045】
〔電子写真現像剤の製造〕
得られた本発明に係るキャリアを、適切な粒径を有するトナーと混合することによって、電子写真現像剤を得ることができる。
【実施例】
【0046】
(実施例1)
原料として、平均粒子径D50が約1μmに微粉砕されたFe2O3粉、Mn3O4粉を用意した。これらの原料粉を秤量して、Fe2O355mol%、MnO45mol%となるように配合した。
一方、水に、分散剤としてポリカルボン酸アンモニウム系分散剤を1.5質量%、湿潤
剤としてサンノプコ(株)製「SNウェット980」を0.05質量%、バインダーとし
てポリビニルアルコールを0.02質量%、添加した液(媒体液)を準備した。この媒体
液に前記秤量された原料粉を投入し、攪拌することにより、これら投入した物質の濃度が75質量%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、しばらく攪拌した後、スプレードライヤーにて該スラリーを約180℃の熱風中に噴霧し、粒径10〜200μmの乾燥造粒物を得た。
【0047】
この造粒物から、網目61μmの篩網を用いて粗粒を分離し、網目25μmの篩網を用いて微粒を分離した後、窒素雰囲気下1000℃で5hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整した。
【0048】
粒度調整された焼成物を、350℃の大気下で3hr保持することにより高抵抗化処理を施し、実施例1に係るキャリア芯材を得た。そして実施例1に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、BET法で測定した粉体の単位重量当たりの全比表面積(以下、BET値と記載する場合がある。)、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0049】
次に、シリコーン系樹脂(信越化学製、KR251)をトルエンに溶解させて被覆樹脂溶液を準備した。当該被覆樹脂溶液を、実施例1に係るキャリア芯材に対して固形分で6%となる割合をもって撹拌機に導入し、樹脂溶液へキャリア芯材を3hr浸漬しながら150〜250℃の範囲で加熱撹拌した。これにより、キャリア芯材100質量部に対し、樹脂が6.0質量部の割合で被覆された。この樹脂被覆されたキャリア芯材を、熱風循環
式加熱装置にて250℃で5hr加熱することにより、樹脂被覆層を硬化させて、実施例1に係るキャリアを得た。
【0050】
得られた実施例1に係るキャリア100gをサンプルミルに投入し、回転数16000rpmで120秒間破砕を行った。そして、当該破砕前後の体積平均粒子径D50をレー
ザー回折式粒度分布測定装置(日機装株式会社製マイクロトラック、Model 932
0−X100)により測定し、体積平均粒子径の変化率をキャリア強度として評価した。すると当該変化率は0.4%という非常に低い値となり、実施例1に係るキャリアが電子写真現像機内での撹拌ストレスに対して、非常に高い抵抗性を有していることが判明した。
【0051】
この実施例1に係るキャリアと、粒径1μm程度の市販のトナーとをV型ブレンダーやポットミルで混合して、実施例1に係る電子写真現像剤を製造し、耐スペント性、および画像特性を評価した。尚、トナー濃度は10%とした。
【0052】
耐スペント性は次の方法で評価を行った。
実施例1に係る電子写真現像剤を、温度20±2℃、湿度60±5%RH環境下で1日放置した。そして当該放置した電子写真現像剤100gを内蓋付きポリ瓶(100cc)へ入れ、シェイキングマシーン(レッドデビル社製)にセットして撹拌した。この攪拌操作を受けた後のキャリアを走査型電子顕微鏡(SEM)により観察した。トナースペントが観察されないものを◎(極めて良好)、トナースペントがわずかで許容範囲内(使用可能)のものを○(良好)、トナースペントが観察され、許容範囲外のものを△(やや不良)、トナースペントが多くて使用できないものを×(不良)と評価し、○評価以上を合格と判定した。
すると実施例1に係る電子写真現像剤の耐スペント性は、◎(極めて良好)であった。
【0053】
画像特性については、デジタル反転現像方式を採用する40枚機を評価機として使用し、当該電子写真現像剤を用いてキャリア飛び、画像濃度、カブリ濃度、画質について、100K枚時の画像を評価した。このうち、「画質」は全体的な評価を示したものである。評価基準は、◎は非常に良好なレベル、○は良好なレベル、△は使用可能なレベル、×は使用不可なレベルとした。ここで○評価が、現在実用化されている高性能な電子写真現像剤と同等レベルであり、○評価以上を合格と判定した。
すると実施例1に係る電子写真現像剤の画像特性は、全ての項目において◎(非常に良好なレベル)であった。
これらの結果を表1に示す。
【0054】
(実施例2)
実施例1と同様の原料粉を用い、焼成を行ってフェライト化した。その後、37μmの篩で粗大粒子をカットし粒度調整を行うことで、体積平均粒子径D50が27.3μmである実施例2に係るキャリア芯材を得た。
そして実施例2に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(
m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0055】
次に、キャリア芯材に対して固形分で8%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例2に係るキャリアを得た。
得られた実施例2に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0056】
(実施例3)
実施例1と同様の原料粉を用い、焼成を行ってフェライト化した。その後、80μmと45μmの篩で粒子をカットし粒度調整を行うことで、体積平均粒子径D50が56.3μmである実施例3係るキャリア芯材を得た。
そして実施例3に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積
体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET(m
2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0057】
次に、キャリア芯材に対して固形分で5%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例3に係るキャリアを得た。
得られた実施例3に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0058】
(実施例4)
実施例1と同様にFe2O355mol%、MnO45mol%となるように配合し、さらに、原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で20 o
ut wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1120℃で5
hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例4に係るキャリア芯材を得た。そして実施例4に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で1%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例4に係るキャリアを得た。
得られた実施例4に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0059】
(実施例5)
実施例4に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で2.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例5に係るキャリアを得た。
得られた実施例5に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0060】
(実施例6)
原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で40 out wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1240℃で5hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例6に係るキャリア芯材を得た。そして実施例6に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で6%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例6に係るキャリアを得た。
得られた実施例6に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0061】
(実施例7)
実施例6に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で7.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実
施例7に係るキャリアを得た。
得られた実施例7に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0062】
(実施例8)
実施例4と同様にFe2O355mol%、MnO45mol%となるように配合し、さらに、原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で20 o
ut wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1240℃で5
hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例4に係るキャリア芯材を得た。そして実施例8に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で6.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例8に係るキャリアを得た。
得られた実施例8に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0063】
(実施例9)
実施例8に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で9%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例9に係るキャリアを得た。
得られた実施例9に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0064】
(実施例10)
原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で40 out wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1120℃で5hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例10に係るキャリア芯材を得た。そして実施例10に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で10%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例10に係るキャリアを得た。
得られた実施例10に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0065】
(実施例11)
実施例10に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で13.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例11に係るキャリアを得た。
得られた実施例11に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0066】
(比較例1)
実施例1と同様のキャリア芯材を準備した。
次に、キャリア芯材に対して固形分で10%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例1に係るキャリアを得た。
得られた比較例1に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0067】
(比較例2)
焼成温度を1150℃とした以外は、実施例1と同様の操作を行うことで比較例2に係るキャリア芯材を得た。
そして比較例2に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(
m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0068】
次に、キャリア芯材に対して固形分で2%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例2に係るキャリアを得た。
得られた比較例2に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0069】
(比較例3)
焼成温度を700℃とした以外は、実施例1と同様の操作を行うことで比較例3に係るキャリア芯材を得た。
そして比較例3に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(
m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
しかし、比較例4に係るキャリア芯材は、樹脂の被覆時にワレカケが生じた為、ここで試験を終了した。これは、BET比表面積が高く、形状を維持することができないためであると考えられる。
【0070】
(比較例4)
実施例6で得られたキャリア芯材に対し、固形分で2%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例4に係るキャリアを得た。
得られた比較例4に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0071】
(比較例5)
実施例8で得られたキャリア芯材に対し、固形分で4%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例5に係るキャリアを得た。
得られた比較例5に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0072】
(比較例6)
実施例8で得られたキャリア芯材に対し、固形分で12%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例6に係るキャリアを得た。
得られた比較例6に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0073】
(比較例7)
実施例10で得られたキャリア芯材に対し、固形分で7%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例7に係るキャリアを得た。
得られた比較例7に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0074】
(比較例8)
実施例10で得られたキャリア芯材に対し、固形分で16%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例8に係るキャリアを得た。
得られた比較例8に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0075】
【表1】

【0076】
(実施例1〜11、比較例1〜8のまとめ)
表1に示すデータから、上述した知見に基づき、キャリア芯材のBET比表面積と被覆樹脂量とが、キャリアの電子写真現像機内での撹拌ストレスに対する抵抗性へ与える影響について評価した。
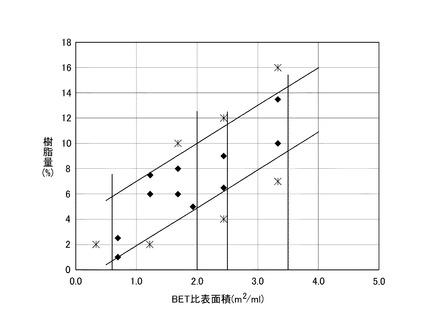
まず、キャリア芯材のBET比表面積を横軸、被覆樹脂量を縦軸にとったグラフを作成し、そこへ実施例1〜11、比較例1、2、4〜8のデータをプロットし図1とした。
【0077】
図1からわかるように、実施例1〜11は、キャリア芯材のBET比表面積(x)が0.6〜3.5m2/ml、被覆樹脂量(y)が0.7〜14.5%であり、下記(1)式を満たし、さらにはキャリア芯材とキャリアとの粒子密度の比が0.79〜0.91である。
即ち、下記(式1)の範囲にあることが判明した。
y=3x+b(但し、−1.1≦b≦4.0)……(式1)
一方、上述したようにキャリア芯材のBET比表面積が、0.6m2/ml未満となると樹脂を充填しても所望の粒子密度を得ることができず、3.5m2/mlを超えるとキャリア芯材が形状を維持できなくなる。
従って、キャリア芯材のBET比表面積の値(xm2/ml)と、当該キャリア芯材に被覆された前記樹脂の重量(y%)との値が、y=3x+4、y=3x−1.1、x=0.6、x=3.5の4直線で囲まれる平行四辺形内の範囲にあれば良いことが判明した。さらに当該平行四辺形は、y=0.7およびy=14.5の範囲にある。
【0078】
また、画像特性評価におけるキャリア飛びや画質の評価結果、D50の変化率を考えると、実施例1〜9の範囲が、より好ましいと考えられる。当該範囲は、y=3x+4.0、y=3x−1.1、x=0.6、x=2.5の4直線で囲まれる平行四辺形内の範囲にある。さらに当該平行四辺形内は、y=0.7およびy=11.5の範囲にあることが判明した。
【0079】
さらに、表1からからわかるように、実施例1、3〜7は、D50の変化率が特異的に小さく、キャリアの電子写真現像機内での撹拌ストレスに対する抵抗性が非常に高いことが判明した。
そこで、図1において当該実施例実施例1、3〜7の占める位置を検討したところ、キャリア芯材のBET比表面積の値(xm2/ml)と、当該キャリア芯材に被覆された前記樹脂の重量(y%)との値がy=3x+4.0、y=3x−1.1、x=0.6、x=2.0の4直線で囲まれる平行四辺形内の範囲にあれば良いことが判明した。さらに当該平行四辺形内は、y=0.7およびy=10.0の範囲にあることが判明した。
【図面の簡単な説明】
【0080】
【図1】キャリア芯材のBET比表面積を横軸、被覆樹脂量を縦軸にとり、実施例のデータをプロットしたグラフである。
【技術分野】
【0001】
本発明は、高耐久、長寿命化を実現した乾式電子写真現像剤用キャリアおよび電子写真現像剤に関するものである。
【背景技術】
【0002】
電子写真の乾式現像法は、電子写真現像剤である粉体のトナーを感光体上の静電潜像に付着させ、当該付着したトナーを所定の紙等の媒体へ転写して現像する方法である。この方法は、電子写真現像剤として、トナーのみを含む1成分系現像剤を用いる方法と、トナーと磁性キャリアとを含む2成分系現像剤を用いる方法に大別される。近年では、トナーの荷電制御が容易で安定した高画質を得ることができ、かつ高速現像が可能な2成分系現像剤が電子写真現像剤の主流となっている。
【0003】
2成分系現像剤を用いた現像方法において、キャリアは現像機内でトナーと撹拌、混合されることで、トナーに所望の電荷を付与し、マグネットロール上に磁気ブラシを形成し、帯電したトナーを感光体上へ搬送する。マグネットロール上に残ったキャリアは再び現像機内に戻り、新たなトナーと撹拌、混合され、一定期間繰り返して使用される。従って、キャリアに対しては初期特性が耐刷期間中に変動せず、安定に維持されることが求められる。
【0004】
さらに、オフィスのネットワーク化が進むとともにサービス体制が充実し、サービスマンが現像剤を交換するようなシステムから、メンテナンスフリーの時代へシフトしており、現像剤の高耐久、長寿命化に対する要求がより一層高まってきている。
【0005】
近年、電子写真現像機は、フルカラー化、高画質化、高速化の傾向にあるが、これらの要求に応えるために電子写真現像剤の分野においても小粒径の重合トナーが開発され、それに伴い、2成分系現像法で使用される磁性キャリアの粒径も小粒径化が進んでいる。磁性キャリアの粒径が小粒径化した場合、特に、微粉側の粒子が、感光体へ飛散、付着する現象が起きやすくなり、白抜け等の画像欠陥を引き起こす。そのため、粒度分布を管理することも要求されている。一方、パソコンの普及とともに、電子写真現像機においても、いわゆるMFP(マルチ・ファンクション・プリンター)市場が拡大してきており、ドキュメントの出力能力だけでなく、ランニングコストも厳しく評価されるようになってきている。
【0006】
現在使われている磁性キャリアの多くは、キャリア芯材として球状のソフトフェライトが用いられており、そのキャリア芯材の表面を樹脂で被覆したものである。しかし、印刷回数が進むにつれて、磁性キャリア表面がトナーや外添剤により汚染される現象、すなわちスペントが起こり、結果としてトナーの帯電が低下し、画像特性の低下をきたす。
【0007】
さらに、高速化に伴い現像機内での撹拌負荷が増加し、撹拌ストレスによる磁性キャリア表面の樹脂の剥離が発生する。その結果、キャリア芯材が露出することになり、電荷のリークが生じ、このような電荷のリークは画質劣化の原因の一つである。そのため、従来の磁性キャリアでは、被覆樹脂の膜厚を厚くすることで樹脂の剥離を防いでいる。しかし、被覆樹脂の膜厚を上げると、それにより、被覆時の粒子同士の会合が発生し、流動性が悪くなったり、実使用期間中に会合粒子が解れた際に、帯電特性が大きく変動するとして安定した特性を得ることができない。
【0008】
上記問題を解決するために、特許文献1では、鉄粉キャリアに替えてLi−Mnフェラ
イトキャリアを用いることで微小な凹凸を形成し、樹脂被覆層の安定性を高めている。
【0009】
また、特許文献2では、微細な磁性粉を樹脂中に分散させた磁性粉分散型キャリアが提案されている。このような磁性粉分散型キャリアは、磁性粉の量を少なくすることにより真密度を下げることができ、撹拌によるストレスを低減できるため、被膜の剥がれや剥離を防止することができ、長期にわたって安定した画像特性を得られるとされている。
【0010】
また、特許文献3および特許文献4には、磁性粉分散型キャリアに代わるものとして、多孔性キャリア芯材の空隙部に樹脂を充填した樹脂分散型キャリアが提案されている。
例えば、コアまたは硬磁性コアと、コアの細孔に含まれるポリマーと、コアを覆うコーティングとを含むキャリアが記載されている。これらの樹脂充填型キャリアによれば、衝撃を少なくすることができる、所望の流動性を持たせることができる、摩擦帯電値の範囲を広くすることができる、所望の伝導率を持たせることができる、体積平均粒径を一定の範囲内に収めることができる、等の効果が得られるとされている。
【0011】
また、特許文献5では、キャリアの空隙率、連続空隙度に注目し、キャリア芯材に樹脂を充填することで、真密度が軽くなり、長寿命が達成でき、流動性に優れ、高強度であり、また、充填する樹脂を選択することで帯電量の制御が容易にできる、とされるキャリアが提案されている。
【0012】
【特許文献1】特開平10−104884号公報
【特許文献2】特開平5−40367号公報
【特許文献3】特開平11−295933号公報
【特許文献4】特開平11−295935号公報
【特許文献5】特開2006−337579号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかしながら、本発明者らの検討によると、特許文献1に記載されたようなLi−Mnフェライトでは、被覆層の安定性を上げることはできるが、長期使用による樹脂の剥離を防ぐ事は難しい。
特許文献2に記載されたような、微細な磁性粉を樹脂中に分散させた磁性粉分散型キャリアは、微細な磁性粉を使用するため、残留磁化および保磁力が高くなり、現像剤の流動性が悪くなるという欠点がある。
一方、特許文献3に記載された多孔性キャリア芯材の空隙部に樹脂を充填した樹脂分散型キャリアは、BET比表面積1600cm2/g程度の多孔度では、樹脂を充填させても充分な低比重化が図れず、近年ますます高まる現像剤の長寿命化への要求には応えられるものではなかった。
また、特許文献4に記載されているような硬磁性のコアを用いた場合は、残留磁化および保磁力が高いために、現像剤の流動性が悪くなるという欠点がある。
さらに、特許文献5の実施例に記載のように、芯材に過剰の樹脂量を充填しようとすると、充填しきれなかった樹脂が芯材と密着せずに単独で存在し、キャリア中で浮遊したり、粒子間の凝集が多量に発生し、流動性が悪くなったりする。
【0014】
本発明は、上述の状況のもとで成されたものであり、その目的は、高性能電子写真現像機に適用した場合でも、高強度の磁性キャリアであることで安定した高画質・高速現像化が可能であり、かつ交換寿命を向上できる電子写真現像剤用キャリア、および、当該キャリアとトナーとを含む電子写真現像剤を提供しようとするものである。
【課題を解決するための手段】
【0015】
本発明者らは、当該課題を解決する為、鋭意研究を行った結果、上述の課題を解決するためには、電子写真現像剤用の磁性キャリア(以下、単に「キャリア」と記載する場合がある。)の機械的強度が高いことが、肝要であることに想到した。さらに本発明者らは、キャリア芯材が樹脂で被覆されて成る樹脂充填型のキャリアにおいて、キャリア芯材と樹脂量とについて鋭意研究を行った結果、当該キャリア芯材のBET比表面積と、樹脂量とが所定の関係を満たすと、当該キャリアの強度が著しく高まることを見出し、本発明を完成した。
【0016】
すなわち、上述の課題を解決するための第1の手段は、
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦3.5m2/ml、且つ、0.7%≦y%≦14.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリアである。
【0017】
第2の手段は、
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.5m2/ml、且つ、0.7%≦y%≦11.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリアである。
【0018】
第3の手段は、
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.0m2/ml、且つ、0.7%≦y%≦10.0%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリアである。
【0019】
第4の手段は、
前記電子写真現像剤用キャリア100gを、サンプルミルに投入し、回転数16000rpmの条件で120秒間粉砕を行ったとき、当該粉砕の前後における、前記電子写真現像剤用キャリアの体積平均粒径D50の変化率が3%以下であることを特徴とする第1〜第3の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0020】
第5の手段は、
前記キャリア芯材の粒子密度を1と規格化したとき、前記電子写真現像剤用キャリアの粒子密度が0.79以上、0.91以下の範囲にあることを特徴とする第1〜第4の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0021】
第6の手段は、
前記キャリア芯材が、一般式(MO)a(Fe2O3)b、(但し、0<a≦50mol%、bmol%=100−amol%)で表記されるソフトフェライトであり、且つ、粒子密度が3.2g/cm3以上、4.2g/cm3以下であることを特徴とする第1〜第5の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0022】
第7の手段は、
平均粒径が15〜70μmであり、
小粒径側から、10%の累積体積平均粒径をD10、90%の累積体積平均粒径をD90としたとき、(D90−D10)≦35μmであることを特徴とする第1〜第6の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0023】
第8の手段は、
電気抵抗値が、103Ω・cm以上、1016Ω・cm以下であることを特徴とする第1〜第7の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0024】
第9の手段は、
安息角が45°以下であることを特徴とする第1〜第8の手段のいずれかの手段に記載の電子写真現像剤用キャリアである。
【0025】
第10の手段は、
第1〜第9の手段のいずれかの手段に記載の電子写真現像剤用キャリアと、トナーとを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0026】
本発明に係るキャリアは強度が高く、電子写真現像機内での撹拌ストレスに対する抵抗性が高いので、高性能な電子写真現像機やMFP(マルチ・ファンクション・プリンター)においても、安定して良好な画質特性を発揮できる上、交換寿命を延ばすことができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明を特定するための事項について説明する。
[本発明に係るキャリアの強度]
本発明者らは、キャリアが電子写真現像機内での撹拌ストレスにより、微粉を発生する問題について検討した。その結果、キャリアを破砕試験機に投入して破砕したとき、当該破砕前後におけるキャリアの体積平均粒子径D50の値の変化率を測定すれば、当該キャリアの電子写真現像機内での撹拌ストレスによる微粉の発生、その微粉による画像への影響を評価出来ることに想到した。
【0028】
具体的には、上述した本発明に係るキャリア100gをサンプルミル(協立理工株式会社 SK―M10型)に投入し、回転数16000rpmで120秒間破砕試験を行った。そして、当該破砕前と破砕後の体積平均粒子径D50の変化率をレーザー回折式粒度分布測定装置(日機装株式会社製マイクロトラック、Model 9320−X100)に
より測定した。すると、当該D50の変化率が3%以下であることが判明した。当該D50の変化率が3%以下であることは、本発明に係るキャリアが電子写真現像機内での撹拌ストレスに対しても、画像へ影響するほどの微粉を発生しないことを示している。従って、当該キャリアとトナーとを含む電子写真現像剤を電子写真現像機に適用した際、微粉が殆ど発生し得ず、当該微粉に起因するキャリア飛散等の画質低下が起きない。
【0029】
[本発明に係るキャリア]
本発明者らは、本発明に係るキャリア芯材に樹脂被覆をおこなった樹脂充填型のキャリアについて、研究を行っているなかで、当該キャリア芯材のBET比表面積と、被覆樹脂の固形分重量とが所定の関係を満たすとき、当該キャリアの強度が高まることを見出した。
そこで、本発明者らは、当該キャリア芯材のBET比表面積と被覆樹脂の固形分重量との関係について鋭意研究を進め、BET法で測定した前記キャリア芯材のBET比表面積の値をxm2/mlと表記し、前記電子写真現像剤用キャリアの重量を100%と規格化
し、前記電子写真現像剤用キャリアに被覆された前記樹脂の重量をy%と表記したとき、y=3x+b(但し、−1.1≦b≦4)の関係を満たすと当該キャリアの強度が高まることを見出した。
尤も、キャリア芯材のBET比表面積が、0.6m2/ml未満となると樹脂を充填しても所望の粒子密度を得ることができず、3.5m2/mlを超えるとキャリア芯材が形状を維持できなくなる。また、−1.1≦bであれば、当該樹脂被覆後にキャリア芯材が露出する事態が回避でき、樹脂膜の剥れが発生しない為、b≦4.0であれば、キャリア同士の会合や樹脂の偏析を回避出来る為であると考えられる。
さらに、キャリア芯材粒子を被覆する樹脂量は、キャリアの全重量に対する割合で0.7%以上、14.5%以下であることが好ましい。即ち、前記電子写真現像剤用キャリアの重量を100%と規格化し、前記電子写真現像剤用キャリアに被覆された前記樹脂の固形分重量をy%と表記したとき、0.7%≦y%≦14.5%であることが好ましい。詳細は、実施例にて説明する。
【0030】
本発明者らは、当該キャリア芯材のBET比表面積と被覆樹脂の固形分重量との関係について、さらに研究を進め、y=3x+b(但し、−1.1≦b≦4.0)の関係を満たし、キャリア芯材のBET比表面積が、0.6m2/ml以上、2.5m2/ml以下、キャリアの全重量に対する被覆樹脂の固形分の割合が、0.7%以上、11.5%以下であるとき、さらには、y=3x+b(但し、−1.1≦b≦4.0)の関係を満たし、キャリア芯材のBET比表面積が、0.6m2/ml以上、2.0m2/ml以下、キャリアの全重量に対する被覆樹脂の固形分割合は、0.7%以上、10.0%以下であるとき、当該キャリアの強度が特異的に高まることも見出した。詳細は、実施例にて説明する。
【0031】
〔キャリアの粒子密度〕
発明者らの検討の結果、キャリア芯材を1と規格化したときの、キャリアの粒子密度の比は、0.79以上、0.91以下であることが好ましい。当該キャリアの粒子密度の比が0.79以上であれば、キャリア芯材に対して樹脂が過剰ということはなく、キャリア同士の会合粒子生成や樹脂の偏析を回避出来る。また、内部の樹脂の過剰含浸に起因するキャリアの電気抵抗値の過剰な上昇も回避出来る。0.91以下であれば、樹脂量の不足に起因するキャリア芯材の露出が回避出来、被覆後の樹脂膜の剥れ発生を回避することが出来る。
また、キャリア芯材のBET比表面積を制御し、キャリア芯材中へ含浸させる樹脂の量を制御することで、キャリアの粒子密度を制御することができる。さらに、キャリア芯材中へ低比重物質を添加してキャリアの粒子密度を制御しても良い。
尚、当該粒子密度は、例えば、ウルトラピクノメーター(カンタクロム社製)により測定することが出来る。尚、本発明において粒子密度とは、粒子内に存在するクローズドポアをも含む当該粒子の見掛け密度のことをいう。
【0032】
〔キャリア芯材の組成〕
本発明において、キャリア芯材は、ソフトフェライトであればよく、一般式(MO)a(Fe2O3)b、(但し、0<a≦50mol%、bmol%=100−amol%)で表されるものが好ましい。このとき、MはFe、Mg、Mn、Ca、Ti、Cu、Zn、Sr、Ni等の2価の金属から選ばれる1種又は2種以上が好ましい。さらに近年の環境問題を考慮すると、重金属を含まないものが好ましく、特にFe3O4で表されるマグネタイトやMnO・Fe2O3で表されるマンガンフェライト、MnO・MgO・Fe2O3で表されるマンガンマグネシウムフェライト、MgO・Fe2O3で表されるマグネシウムフェライトが最も好ましい。また、ヘマタイト層(Fe2O3)があることにより、当該フェライトの磁気的特性、電気的特性の制御可能範囲を拡大することができ、好ましい構成である。
そして、キャリア芯材がソフトフェライトであるとき、上述したキャリア芯材とキャリ
アの粒子密度との関係、および、当該キャリアを含む電子写真現像剤において、撹拌トルクを低減させる観点、キャリア芯材の磁力を確保する観点から、キャリアの粒子密度を3.2g/cm3以上、4.2g/cm3以下、さらに好ましくは3.5g/cm3以上、4.0g/cm3以下とすることが肝要であることが判明した。
【0033】
〔キャリア芯材の粒子径〕
本発明に係るキャリア芯材は、レーザー回折式粒度分布測定装置(日機装株式会社製マイクロトラック、Model 9320−X100)により測定した累積体積平均粒径D
50が、概ね15μm以上、70μm以下程度であることが好ましく、25μm以上、50μm以下のものがより好適である。D50が15μm以上あれば、キャリア付着の発生が抑制され、70μm以下であれば所望の画像を得る事ができ好ましい。
【0034】
また、当該キャリア芯材を粒度毎に分類し、小粒径側から累積した粉体体積が全体の90%を占めたときの粒径D90と、小粒径側から累積した粉体体積が全体の10%を占めたときの粒径D10との差が35μm以下であることが好ましく、30μm以下のものがより好適である。(D90−D50)の値が35μm以下であれば、粗大粒子が画質劣化を引き起こしたり、微粉がキャリア飛散を起こす事態を回避出来るからである。
【0035】
〔キャリアの電気抵抗〕
本発明のキャリアは、印加電圧250Vにおける電気抵抗値が103〜1016Ω・cmであることが好ましく、105〜1015Ω・cmがより好ましい。103Ω・cm以上であれば電荷のリークが抑制され、画像劣化を回避出来る。1016Ω・cm以下であれば所望の画像濃度を得る事ができる。そして、当該キャリアの電気抵抗値は、キャリア芯材へ含浸させる樹脂種、樹脂量により制御することができる。
【0036】
印加電圧250Vにおける電気抵抗は以下のようにして求めることができる。水平に置かれた絶縁板(例えばテフロン(登録商標)で被覆されたアクリル板)の上に、電極として表面を電解研磨した板厚2mmの真鍮板2枚を、電極間距離が2mmとなるように配置する。2枚の電極板はその法線方向が水平方向となるようにする。2枚の電極板の間の空隙に被測定粉体200±1mgを装填したのち、それぞれの電極板の背後に断面積240mm2の磁石を配置して電極間に被測定粉体のブリッジを形成させる。この状態で電極間に250Vの直流電圧を印加し、被測定粉体を流れる電流値を測定する。その電流値と、電極間距離2mmおよび断面積240mm2から、被測定粉体の電気抵抗値(体積抵抗値に相当する次元のもの)を算出する。なお、使用する磁石は粉体がブリッジを形成できる限り、種々のものが使用できるが、後述実施例では表面磁束密度が1000ガウス以上の永久磁石(フェライト磁石)を使用している。
【0037】
〔キャリアの安息角〕
キャリアの安息角はJISR9301−2−2;1999に基づいて測定を行った。
キャリアの安息角は45°以下であることが好ましい。安息角が45°以下であれば、トナーとの混合性が良好で、現像剤中で偏析を生じることを回避出来るからである。そして、当該キャリアの安息角は、キャリア芯材製造の際における焼成の温度制御により制御することができ、また、キャリア芯材へ含浸させる樹脂種、樹脂量によっても制御することができる。
【0038】
本発明に係るキャリア芯材およびキャリアは、例えば以下の製造法によって得ることができる。
〔原料〕
Fe供給源としてはFe2O3が好適に使用できる。Mの原料としては、MはFe、Mg、Mn、Ca、Ti、Cu、Zn、Sr、Ni等の2価の金属から選ばれる1種又は2
種以上が好ましい。例えば、MnであればMnCO3、Mn3O4等が使用でき、MgであればMgO、Mg(OH)2、MgCO3が好適に使用できる。そして、これらの原料の配合比を、該ソフトフェライトの目的組成と一致させて秤量し混合して、金属原料混合物を得る。
【0039】
〔スラリー化〕
上記の原料を秤量した後、これらを媒体液中で混合撹拌することによってスラリー化する(スラリー化工程)。スラリー化する前に、原料の混合物に対して必要に応じて乾式で粉砕処理を加えてもよい。原料粉と媒体液の混合比は、スラリーの固形分濃度が50〜90質量%になるようにすることが望ましい。媒体液は、水にバインダー、分散剤等を添加したものを用意する。バインダーとしては、例えばポリビニルアルコールが好適に使用でき、その媒体液中濃度は0.5〜2質量%程度とすればよい。分散剤としては、例えばポ
リカルボン酸アンモニウム系のものが好適に使用でき、その媒体液中濃度も0.5〜2質
量%程度とすればよい。その他、潤滑剤や、焼結促進剤として、リンやホウ酸等を添加することができる。混合攪拌して得られたスラリーに対し、さらに湿式粉砕を施すことが好ましい。
【0040】
〔造粒〕
造粒は、上記スラリーを噴霧乾燥機に導入することによって好適に実施できる。噴霧乾燥時の雰囲気温度は100〜300℃程度とすればよい。これにより、概ね、粒子径が10〜200μmの造粒粉を得ることができる(造粒工程)。得られた造粒粉は製品最終粒径を考慮し、振動ふるい等を用いて、粗大粒子や微粉を除去することにより粒度調整することが望ましい。
【0041】
〔焼成〕
次に、造粒粉を700〜1500℃に加熱した炉に投入して、ソフトフェライトを合成するための一般的な手法で焼成することにより、フェライトを生成させる(焼成工程)。焼成温度が700℃以上であれば、焼結がある程度進み、形状を維持でき、また、生成したフェライトの磁気特性が保たれるので、キャリア飛散が抑制される。1500℃以下であれば、粒子同士の過剰焼結が起こらず、異形粒子が生じることがない。当該観点からは、700〜1500℃程度で焼成することが、さらに好ましい。焼成温度の制御により、キャリア芯材へ所望のBET比表面積を付与することができる。具体的には、焼成温度を上げることでBET比表面積の値は低下し、焼成温度を下げることでBET比表面積の値を増加させることが出来る。
【0042】
得られた焼成物は、この段階で粒度調整することが望ましい。例えば、焼成物をハンマーミル等で粗解粒し、次に気流分級機で1次分級し、さらに、振動ふるいまたは超音波ふるいで粒度を揃える処理を行うことにより、粒度調整された焼成物を得ることができる。当該粒度調整後、さらに磁場選鉱機にかけ、非磁性粒子を除去することが望ましい。
【0043】
〔高抵抗化処理〕
上記焼成物を酸化性雰囲気中にて加熱することにより、高抵抗層を形成し、高抵抗化してもよい(高抵抗化処理工程)。加熱雰囲気は、大気、または、酸素と窒素の混合雰囲気とすればよい。加熱温度は200〜800℃、好ましくは250〜600℃とし、処理時間は30min〜5h程度とすればよい。
このようにして本発明に係るキャリア芯材を得ることが出来る。
【0044】
〔キャリアの製造〕
得られたキャリア芯材に、樹脂被覆を施す。被覆の方式としては乾式法、流動床、浸漬法等により被覆することができる。より好ましくはキャリア内部に樹脂を充填することか
ら浸漬法や乾式法がより好ましい。ここでは浸漬法を例に挙げ説明する。被覆樹脂としては、シリコーン系樹脂やアクリル樹脂が好ましい。被覆樹脂を溶剤(トルエン等)に20〜40質量%程度溶解させ、樹脂溶液を調製する。被覆操作は、キャリア芯材に対して固形分で0.7〜14.5%の範囲となるように容器中で混合した後、150〜250℃にて加熱撹拌することにより実施できる。上記の樹脂溶液の濃度、および、樹脂溶液とキャリア芯材との混合比によって、樹脂の被覆量をコントロールすることができる。被覆後に、さらに加熱処理を施して樹脂被覆層を硬化させることによって、本発明に係るキャリアが得られる。
【0045】
〔電子写真現像剤の製造〕
得られた本発明に係るキャリアを、適切な粒径を有するトナーと混合することによって、電子写真現像剤を得ることができる。
【実施例】
【0046】
(実施例1)
原料として、平均粒子径D50が約1μmに微粉砕されたFe2O3粉、Mn3O4粉を用意した。これらの原料粉を秤量して、Fe2O355mol%、MnO45mol%となるように配合した。
一方、水に、分散剤としてポリカルボン酸アンモニウム系分散剤を1.5質量%、湿潤
剤としてサンノプコ(株)製「SNウェット980」を0.05質量%、バインダーとし
てポリビニルアルコールを0.02質量%、添加した液(媒体液)を準備した。この媒体
液に前記秤量された原料粉を投入し、攪拌することにより、これら投入した物質の濃度が75質量%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、しばらく攪拌した後、スプレードライヤーにて該スラリーを約180℃の熱風中に噴霧し、粒径10〜200μmの乾燥造粒物を得た。
【0047】
この造粒物から、網目61μmの篩網を用いて粗粒を分離し、網目25μmの篩網を用いて微粒を分離した後、窒素雰囲気下1000℃で5hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整した。
【0048】
粒度調整された焼成物を、350℃の大気下で3hr保持することにより高抵抗化処理を施し、実施例1に係るキャリア芯材を得た。そして実施例1に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、BET法で測定した粉体の単位重量当たりの全比表面積(以下、BET値と記載する場合がある。)、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0049】
次に、シリコーン系樹脂(信越化学製、KR251)をトルエンに溶解させて被覆樹脂溶液を準備した。当該被覆樹脂溶液を、実施例1に係るキャリア芯材に対して固形分で6%となる割合をもって撹拌機に導入し、樹脂溶液へキャリア芯材を3hr浸漬しながら150〜250℃の範囲で加熱撹拌した。これにより、キャリア芯材100質量部に対し、樹脂が6.0質量部の割合で被覆された。この樹脂被覆されたキャリア芯材を、熱風循環
式加熱装置にて250℃で5hr加熱することにより、樹脂被覆層を硬化させて、実施例1に係るキャリアを得た。
【0050】
得られた実施例1に係るキャリア100gをサンプルミルに投入し、回転数16000rpmで120秒間破砕を行った。そして、当該破砕前後の体積平均粒子径D50をレー
ザー回折式粒度分布測定装置(日機装株式会社製マイクロトラック、Model 932
0−X100)により測定し、体積平均粒子径の変化率をキャリア強度として評価した。すると当該変化率は0.4%という非常に低い値となり、実施例1に係るキャリアが電子写真現像機内での撹拌ストレスに対して、非常に高い抵抗性を有していることが判明した。
【0051】
この実施例1に係るキャリアと、粒径1μm程度の市販のトナーとをV型ブレンダーやポットミルで混合して、実施例1に係る電子写真現像剤を製造し、耐スペント性、および画像特性を評価した。尚、トナー濃度は10%とした。
【0052】
耐スペント性は次の方法で評価を行った。
実施例1に係る電子写真現像剤を、温度20±2℃、湿度60±5%RH環境下で1日放置した。そして当該放置した電子写真現像剤100gを内蓋付きポリ瓶(100cc)へ入れ、シェイキングマシーン(レッドデビル社製)にセットして撹拌した。この攪拌操作を受けた後のキャリアを走査型電子顕微鏡(SEM)により観察した。トナースペントが観察されないものを◎(極めて良好)、トナースペントがわずかで許容範囲内(使用可能)のものを○(良好)、トナースペントが観察され、許容範囲外のものを△(やや不良)、トナースペントが多くて使用できないものを×(不良)と評価し、○評価以上を合格と判定した。
すると実施例1に係る電子写真現像剤の耐スペント性は、◎(極めて良好)であった。
【0053】
画像特性については、デジタル反転現像方式を採用する40枚機を評価機として使用し、当該電子写真現像剤を用いてキャリア飛び、画像濃度、カブリ濃度、画質について、100K枚時の画像を評価した。このうち、「画質」は全体的な評価を示したものである。評価基準は、◎は非常に良好なレベル、○は良好なレベル、△は使用可能なレベル、×は使用不可なレベルとした。ここで○評価が、現在実用化されている高性能な電子写真現像剤と同等レベルであり、○評価以上を合格と判定した。
すると実施例1に係る電子写真現像剤の画像特性は、全ての項目において◎(非常に良好なレベル)であった。
これらの結果を表1に示す。
【0054】
(実施例2)
実施例1と同様の原料粉を用い、焼成を行ってフェライト化した。その後、37μmの篩で粗大粒子をカットし粒度調整を行うことで、体積平均粒子径D50が27.3μmである実施例2に係るキャリア芯材を得た。
そして実施例2に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(
m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0055】
次に、キャリア芯材に対して固形分で8%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例2に係るキャリアを得た。
得られた実施例2に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0056】
(実施例3)
実施例1と同様の原料粉を用い、焼成を行ってフェライト化した。その後、80μmと45μmの篩で粒子をカットし粒度調整を行うことで、体積平均粒子径D50が56.3μmである実施例3係るキャリア芯材を得た。
そして実施例3に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積
体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET(m
2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0057】
次に、キャリア芯材に対して固形分で5%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例3に係るキャリアを得た。
得られた実施例3に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0058】
(実施例4)
実施例1と同様にFe2O355mol%、MnO45mol%となるように配合し、さらに、原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で20 o
ut wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1120℃で5
hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例4に係るキャリア芯材を得た。そして実施例4に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で1%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例4に係るキャリアを得た。
得られた実施例4に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0059】
(実施例5)
実施例4に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で2.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例5に係るキャリアを得た。
得られた実施例5に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0060】
(実施例6)
原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で40 out wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1240℃で5hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例6に係るキャリア芯材を得た。そして実施例6に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で6%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例6に係るキャリアを得た。
得られた実施例6に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0061】
(実施例7)
実施例6に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で7.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実
施例7に係るキャリアを得た。
得られた実施例7に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0062】
(実施例8)
実施例4と同様にFe2O355mol%、MnO45mol%となるように配合し、さらに、原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で20 o
ut wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1240℃で5
hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例4に係るキャリア芯材を得た。そして実施例8に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で6.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例8に係るキャリアを得た。
得られた実施例8に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0063】
(実施例9)
実施例8に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で9%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例9に係るキャリアを得た。
得られた実施例9に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0064】
(実施例10)
原料粉(Fe2O3とMn3O4)の総重量に対してSiO2を外添で40 out wt%になるように添加し、造粒を行った。その後、窒素雰囲気下1120℃で5hr焼成し、フェライト化させた。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整し、実施例10に係るキャリア芯材を得た。そして実施例10に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
次に、得られたキャリア芯材に対し、固形分で10%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例10に係るキャリアを得た。
得られた実施例10に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0065】
(実施例11)
実施例10に使用したキャリア芯材を用い、このキャリア芯材に対し、固形分で13.5%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って実施例11に係るキャリアを得た。
得られた実施例11に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0066】
(比較例1)
実施例1と同様のキャリア芯材を準備した。
次に、キャリア芯材に対して固形分で10%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例1に係るキャリアを得た。
得られた比較例1に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0067】
(比較例2)
焼成温度を1150℃とした以外は、実施例1と同様の操作を行うことで比較例2に係るキャリア芯材を得た。
そして比較例2に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(
m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
【0068】
次に、キャリア芯材に対して固形分で2%となる割合をもって、被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例2に係るキャリアを得た。
得られた比較例2に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0069】
(比較例3)
焼成温度を700℃とした以外は、実施例1と同様の操作を行うことで比較例3に係るキャリア芯材を得た。
そして比較例3に係るキャリア芯材の10%の累積体積平均粒径D10、50%の累積体積平均粒径D50、90%の累積体積平均粒径D90、単位重量当たりのBET値、粒子密度を測定し、(D90−D10)値、単位容量当たりのBET比表面積(BET値(
m2/g)×粒子密度(g/ml))を算出した。これらの値を表1に記載した。
しかし、比較例4に係るキャリア芯材は、樹脂の被覆時にワレカケが生じた為、ここで試験を終了した。これは、BET比表面積が高く、形状を維持することができないためであると考えられる。
【0070】
(比較例4)
実施例6で得られたキャリア芯材に対し、固形分で2%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例4に係るキャリアを得た。
得られた比較例4に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0071】
(比較例5)
実施例8で得られたキャリア芯材に対し、固形分で4%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例5に係るキャリアを得た。
得られた比較例5に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0072】
(比較例6)
実施例8で得られたキャリア芯材に対し、固形分で12%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例6に係るキャリアを得た。
得られた比較例6に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0073】
(比較例7)
実施例10で得られたキャリア芯材に対し、固形分で7%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例7に係るキャリアを得た。
得られた比較例7に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0074】
(比較例8)
実施例10で得られたキャリア芯材に対し、固形分で16%となる割合をもって被覆樹脂溶液を撹拌機に導入する以外は、実施例1の操作を行って比較例8に係るキャリアを得た。
得られた比較例8に係るキャリアに対し、実施例1と同様にキャリア強度、画像特性を評価した。これらの値を表1に記載した。
【0075】
【表1】
【0076】
(実施例1〜11、比較例1〜8のまとめ)
表1に示すデータから、上述した知見に基づき、キャリア芯材のBET比表面積と被覆樹脂量とが、キャリアの電子写真現像機内での撹拌ストレスに対する抵抗性へ与える影響について評価した。
まず、キャリア芯材のBET比表面積を横軸、被覆樹脂量を縦軸にとったグラフを作成し、そこへ実施例1〜11、比較例1、2、4〜8のデータをプロットし図1とした。
【0077】
図1からわかるように、実施例1〜11は、キャリア芯材のBET比表面積(x)が0.6〜3.5m2/ml、被覆樹脂量(y)が0.7〜14.5%であり、下記(1)式を満たし、さらにはキャリア芯材とキャリアとの粒子密度の比が0.79〜0.91である。
即ち、下記(式1)の範囲にあることが判明した。
y=3x+b(但し、−1.1≦b≦4.0)……(式1)
一方、上述したようにキャリア芯材のBET比表面積が、0.6m2/ml未満となると樹脂を充填しても所望の粒子密度を得ることができず、3.5m2/mlを超えるとキャリア芯材が形状を維持できなくなる。
従って、キャリア芯材のBET比表面積の値(xm2/ml)と、当該キャリア芯材に被覆された前記樹脂の重量(y%)との値が、y=3x+4、y=3x−1.1、x=0.6、x=3.5の4直線で囲まれる平行四辺形内の範囲にあれば良いことが判明した。さらに当該平行四辺形は、y=0.7およびy=14.5の範囲にある。
【0078】
また、画像特性評価におけるキャリア飛びや画質の評価結果、D50の変化率を考えると、実施例1〜9の範囲が、より好ましいと考えられる。当該範囲は、y=3x+4.0、y=3x−1.1、x=0.6、x=2.5の4直線で囲まれる平行四辺形内の範囲にある。さらに当該平行四辺形内は、y=0.7およびy=11.5の範囲にあることが判明した。
【0079】
さらに、表1からからわかるように、実施例1、3〜7は、D50の変化率が特異的に小さく、キャリアの電子写真現像機内での撹拌ストレスに対する抵抗性が非常に高いことが判明した。
そこで、図1において当該実施例実施例1、3〜7の占める位置を検討したところ、キャリア芯材のBET比表面積の値(xm2/ml)と、当該キャリア芯材に被覆された前記樹脂の重量(y%)との値がy=3x+4.0、y=3x−1.1、x=0.6、x=2.0の4直線で囲まれる平行四辺形内の範囲にあれば良いことが判明した。さらに当該平行四辺形内は、y=0.7およびy=10.0の範囲にあることが判明した。
【図面の簡単な説明】
【0080】
【図1】キャリア芯材のBET比表面積を横軸、被覆樹脂量を縦軸にとり、実施例のデータをプロットしたグラフである。
【特許請求の範囲】
【請求項1】
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦3.5m2/ml、且つ、0.7%≦y%≦14.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリア。
【請求項2】
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.5m2/ml、且つ、0.7%≦y%≦11.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリア。
【請求項3】
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.0m2/ml、且つ、0.7%≦y%≦10.0%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリア。
【請求項4】
前記電子写真現像剤用キャリア100gを、サンプルミルに投入し、回転数16000rpmの条件で120秒間粉砕を行ったとき、当該粉砕の前後における、前記電子写真現像剤用キャリアの体積平均粒径D50の変化率が3%以下であることを特徴とする請求項1〜3のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項5】
前記キャリア芯材の粒子密度を1と規格化したとき、前記電子写真現像剤用キャリアの粒子密度が0.79以上、0.91以下の範囲にあることを特徴とする請求項1〜4のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項6】
前記キャリア芯材が、一般式(MO)a(Fe2O3)b、(但し、0<a≦50mol%、bmol%=100−amol%)で表記されるソフトフェライトであり、且つ、粒子密度が3.2g/cm3以上、4.2g/cm3以下であることを特徴とする請求項1〜5のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項7】
平均粒径が15〜70μmであり、
小粒径側から、10%の累積体積平均粒径をD10、90%の累積体積平均粒径をD90としたとき、(D90−D10)≦35μmであることを特徴とする請求項1〜6のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項8】
電気抵抗値が、103Ω・cm以上、1016Ω・cm以下であることを特徴とする請求項1〜7のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項9】
安息角が45°以下であることを特徴とする請求項1〜8のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項10】
請求項1〜9のいずれか1項に記載の電子写真現像剤用キャリアとトナーとを含むことを特徴とする電子写真現像剤。
【請求項1】
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦3.5m2/ml、且つ、0.7%≦y%≦14.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリア。
【請求項2】
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.5m2/ml、且つ、0.7%≦y%≦11.5%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリア。
【請求項3】
キャリア芯材へ樹脂を被覆してなる電子写真現像剤用キャリアの重量を100%と規格化し、このときの前記樹脂の固形分重量をy%と表記し、前記キャリア芯材のBET比表面積の値をxm2/mlと表記したとき、
0.6m2/ml≦xm2/ml≦2.0m2/ml、且つ、0.7%≦y%≦10.0%、且つ、y=3x+b(但し、−1.1≦b≦4)の範囲にあることを特徴とする電子写真現像剤用キャリア。
【請求項4】
前記電子写真現像剤用キャリア100gを、サンプルミルに投入し、回転数16000rpmの条件で120秒間粉砕を行ったとき、当該粉砕の前後における、前記電子写真現像剤用キャリアの体積平均粒径D50の変化率が3%以下であることを特徴とする請求項1〜3のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項5】
前記キャリア芯材の粒子密度を1と規格化したとき、前記電子写真現像剤用キャリアの粒子密度が0.79以上、0.91以下の範囲にあることを特徴とする請求項1〜4のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項6】
前記キャリア芯材が、一般式(MO)a(Fe2O3)b、(但し、0<a≦50mol%、bmol%=100−amol%)で表記されるソフトフェライトであり、且つ、粒子密度が3.2g/cm3以上、4.2g/cm3以下であることを特徴とする請求項1〜5のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項7】
平均粒径が15〜70μmであり、
小粒径側から、10%の累積体積平均粒径をD10、90%の累積体積平均粒径をD90としたとき、(D90−D10)≦35μmであることを特徴とする請求項1〜6のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項8】
電気抵抗値が、103Ω・cm以上、1016Ω・cm以下であることを特徴とする請求項1〜7のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項9】
安息角が45°以下であることを特徴とする請求項1〜8のいずれか1項に記載の電子写真現像剤用キャリア。
【請求項10】
請求項1〜9のいずれか1項に記載の電子写真現像剤用キャリアとトナーとを含むことを特徴とする電子写真現像剤。
【図1】

【公開番号】特開2009−3026(P2009−3026A)
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2007−161795(P2007−161795)
【出願日】平成19年6月19日(2007.6.19)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成19年6月19日(2007.6.19)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
[ Back to top ]