
電子写真現像剤用キャリア芯材およびその製造方法、電子写真現像剤用キャリア、並びに電子写真現像剤
【課題】高画質化、フルカラー化が可能であると同時に、キャリア飛散が低減された電子写真現像剤用キャリアおよびその製造方法、並びに当該キャリアを含む電子写真現像剤を提供する。
【解決手段】XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たす電子写真現像剤用キャリア芯材を製造し、当該電子写真現像剤用キャリア芯材から電子写真現像剤用キャリアおよび電子写真現像剤を製造した。
【解決手段】XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たす電子写真現像剤用キャリア芯材を製造し、当該電子写真現像剤用キャリア芯材から電子写真現像剤用キャリアおよび電子写真現像剤を製造した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二成分系電子写真用現像剤において、トナーと混合されて使用される二成分系電子写真用現像剤用キャリアに関する。
【背景技術】
【0002】
近年、電子写真方式を用いた複写機、プリンター等の装置が広く普及するに従い、その用途も多岐にわたっている。そして、市場において、当該電子写真に関しては高画質化、電子写真用現像剤に関しては長寿命化の要求が高まっている。
【0003】
従来から、二成分系電子写真用現像剤において、使用されているトナーの粒子を小粒径化することにより、電子写真の高画質化が可能であると考えられていた。しかしながら、トナー粒子の小粒径化に伴い、当該トナー粒子の帯電能力が低下することとなる。このトナー粒子の帯電能力の低下に対処する為、二成分系電子写真用現像剤において当該トナーと混合されて用いられている電子写真現像剤用キャリア(以下、「キャリア」と記載する場合がある。)を小粒径化し、比表面積を大きくする対策がとられた。しかし、当該小粒径化されたキャリアは、キャリア付着やキャリア飛散といった異常現象を発生し易いという問題があった。
【0004】
ここで、キャリア付着とは、電子写真現像の際に電子写真現像剤中のキャリアが飛散して、感光体やその他の現像装置内に付着する現象のことである。
現像装置内において、現像スリーブの回転によってキャリアに加えられる遠心力に抗して、キャリアを現像スリーブに保持しようとする磁気力および静電気力が存在することにより、キャリアの飛散防止が行われている。しかし、従来の技術に係る小粒径化されたキャリアでは、現像スリーブの回転によって得られる遠心力が保持力に勝る結果、磁気ブラシからキャリアが飛散し感光体上に付着する現象(キャリア付着)が発生する。当該感光体上に付着したキャリアは、そのまま転写部に至ることがあるが、当該感光体上にキャリアが付着した状態では、当該キャリア周辺のトナー像が転写紙に転写されない為、画像異常となるものである。
【0005】
従来、小粒径キャリアを用いた場合にキャリア飛散を発生させるのは、22μmより小さい粒径をもつキャリアが大部分であると一般的に考えられていた。そこで、当該22μmより小さい粒径を有するキャリアの含有量を、電子写真用現像剤の1重量%未満に規定するなどの対策をとることにより、キャリア飛散を抑制できるのではないかと考えられていた。
【0006】
上述のような観点から、例えば特許文献1には、芯材粒子の体積平均粒径が25μm〜45μm、平均空隙径が10μm〜20μm、粒径が22μmより小さい粒子の含有率が1%未満、磁場1000Oeにおける磁化が67emu/g〜88emu/g、および飛散物と本体との磁化の差が10emu/g以下に規定されたキャリアが提案されている。
【0007】
【特許文献1】特開2002−296846号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、本発明者らの検討の結果、特許文献1に記載された水準のキャリアを用いたとしても、キャリア飛散の発生を完全に抑制することはできなかった。
【0009】
本発明は上述の現状の下で成されたものであり、その解決しようとする課題は、高画質化、フルカラー化が可能であると同時に、キャリア飛散が低減された電子写真現像剤用キャリアに用いられる電子写真現像剤用キャリア芯材およびその製造方法、そして、当該電子写真現像剤用キャリア芯材を用いた電子写真現像剤用キャリア、並びに、当該キャリアを含む電子写真現像剤を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは、従来の技術に係る小粒径キャリアを用いた場合に、前述のキャリア飛散が発生する原因について鋭意研究を行った。その結果、当該キャリア飛散発生の原因が、キャリア中に存在する磁化率の低いキャリア(以後、「低磁化率粒子」と記載する場合がある。)であるとの全く新規な知見に想到した。
【0011】
上述した知見によれば、キャリア中に低磁化率粒子が存在することにより、キャリアによって形成される磁気ブラシ内において、当該低磁化率粒子周辺での粒子間の保持力が局所的に弱くなる。このキャリア間の保持力が弱化する為、この弱化部分でキャリア飛散が発生していたのである。したがってキャリア中に含まれる低磁化率粒子の存在割合の増加に比例して、キャリア飛散量が増加することになる。
尚、本発明でいう磁化率とは、とくに規定がない限り外部磁場1000Oeにおける磁化率であるσ1000(単位emu/g)を用いて示し、低磁化率粒子とはσ1000<30emu/gとなる粒子のことである。
【0012】
上述の知見に基づき、本発明者らはキャリア飛散抑制を目的として、キャリア中の低磁化率粒子の存在比率を低減する研究を行った。
しかしながら、本発明者らの検討によると、低磁化率粒子のキャリア中における存在比率は、深刻なキャリア飛散を起こすような場合であっても、数百ppm以下と極めて少ないものであった。その為、磁気選別法など通常の選別方法では、低磁化率粒子の存在比率を正確に測定することは不可能であることが判明した。
【0013】
そこで、本発明者は、低磁化率粒子の存在比率を評価するにあたり、キャリアの粉末X線回折(XRD)パターンにおけるピークの半値幅に注目し、この半値幅の狭いキャリアほど低磁化率粒子の存在比率が少なく、キャリア飛散を抑制できるとの知見を得た。
【0014】
ここで、半値幅の狭いキャリアほど、キャリア飛散を抑制できるとの知見について、さらに説明する。
キャリア中に低磁化率粒子が存在する原因は、製造工程中に何らかの原因により当該キャリアの母集団とは大きく異なる組成を有する粒子が発生するためである。そしてこの粒子はキャリアの母集団と同一の結晶構造を有しているが、組成は異なる為、格子定数が変化している。この結果、当該低磁化率粒子の粉末XRDパターンは、キャリアの母集団の粉末XRDパターンと似てはいるものの、わずかにピーク位置のずれを起こしている。従って、低磁化率粒子の混入したキャリアの粉末XRDパターンは、僅かにずれたXRDパターンがいくつか重なりあったものとなり、幅の広いピークを持つことになる。逆に、XRDパターンのピーク幅が狭いキャリアほど、低磁化率粒子の存在割合が少ないといえる。
本発明者らの、さらなる検討の結果、このピーク位置のずれは、組成のずれだけでなくキャリアの過剰酸化によっても起こり、XRDパターン中のピークをブロードにすることが確認された。勿論、当該キャリアの過剰酸化も低磁化率粒子生成の原因である。
【0015】
以上のことから、本発明者らは、当該キャリア飛散が抑制されたキャリアは粉末XRDパターン中のピークの半値幅を用いることで規定出来ることを見出し、さらに、当該粉末
XRDパターン中のピークの半値幅が規定された磁性粉末を製造可能な製造方法を見出し本発明に至った。
【0016】
すなわち、課題を解決するための第1の手段は
一般式:MnxFe3−xO4(但し、0≦x≦1.0)で表記され、粉末XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たすことを特徴とする電子写真現像剤用キャリア芯材である。
【0017】
第2の手段は、
外部磁場1000Oe下における磁化率:σ1000が、σ1000≧30emu/gを満たすことを特徴とする第1の手段に記載の電子写真現像剤用キャリア芯材である。
【0018】
第3の手段は、
平均粒径が、10μm以上、80μm以下であることを特徴とする第1または第2の手段に記載の電子写真現像剤用キャリア芯材である。
【0019】
第4の手段は、
Fe原料粉末と、Mn原料粉末とを微細化し媒体液中で攪拌することによってスラリー化する工程と、
得られたスラリーを乾燥して造粒して造粒粉を得る工程と、
得られた造粒粉を、酸素濃度を1000ppm以下とした雰囲気下において焼成して磁性相を有する焼成物を得る工程と、
得られた焼成物に粉砕処理を行って粉末化し、その後に所定の粒度分布を持たせる工程と、
を有することを特徴とする電子写真現像剤用キャリア芯材の製造方法である。
【0020】
第5の手段は、
第1から第3の手段のいずれかに記載の電子写真現像剤用キャリア芯材を、樹脂で被覆したものであることを特徴とする電子写真現像剤用キャリアである。
【0021】
第6の手段は
第5の手段に記載の電子写真現像剤用キャリアと、トナーとを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0022】
本発明によれば、複写機、プリンター等の電子写真現像剤として使用した際に、現像機内におけるキャリア飛散を著しく低減することの出来る電子写真現像剤用キャリアおよび電子写真現像剤を提供することが出来た。
【発明を実施するための最良の形態】
【0023】
以下、本発明について、1.電子写真現像剤用キャリア芯材、2.電子写真現像剤用キャリア芯材の製造方法、3.電子写真現像剤用キャリア、4.電子写真現像剤、の順で説明する。
【0024】
1.電子写真現像剤用キャリア芯材
<粉末XRDパターン>
本発明に関する電子写真現像剤用キャリア芯材(以下、「キャリア芯材」と記載する場合がある。)は粉末XRDパターンにおいて、芯材となる物質の最大ピークの半値幅BがB≦0.160(degree)である。これは、前述の通り、半値幅の狭い材料ほど低磁化率粒子の存在割合が少ないことを示している。さらに、Bの値が当該関係を満たすと
き、キャリア飛散が極めて少なくなる。
【0025】
<組成>
本発明に関するキャリア芯材となる物質は、対象となる電子写真現像装置の特性に合った磁気特性を有する物質を選択すればよいが、画像特性を考慮した場合、マグネタイトであるFe3O4や、ソフトフェライトであるMnxFe3−xO4等が好適に用いられる。これらの磁性物質は、十分高い磁化率と低い残留磁化を持つことがその理由である。
【0026】
<粒径>
本発明に関するキャリア芯材の粒度分布は、平均粒径が10μm以上、80μm以下であることが好ましい。この範囲以上の粒径では画像特性が悪化し、逆に粒径が小さすぎると一粒子あたりの磁力が低下し、キャリア飛散を抑制することが困難となるからである。
上記の粒度分布となるよう、製造工程中あるいは工程後に篩などにより分級処理を行うことが好ましい。
【0027】
2.電子写真現像剤用キャリア芯材の製造方法
一般的にキャリア芯材として用いられる磁性粉末は、原料となる粉末を混合し、そこへバインダー等を添加し、適度な粒径に造粒した後、焼成することにより磁性物相を得る工程を経て製造される。
【0028】
本発明者らは、粉末XRDパターン中のピークにおいて半値幅の狭い磁性粉末を製造する方法について、検討を重ねた。その結果、原料となる粉末をあらかじめ微細化しておくこと、この原料粉末を十分に混合すること、さらに、焼成工程において磁性物相の合成に求められる酸素分圧下において安定に焼成することが極めて有効であることを発見した。
【0029】
まず、原料粉末を微細化する効果、および、この原料粉末を十分に混合する効果は、混合・造粒工程において原料粒子同士の十分な混合を実現し、ひとつひとつの粒子の組成を均質なものとすることで、低磁化率粒子の発生を抑制することである。
【0030】
次に、焼成工程において磁性物相の合成に求められる酸素分圧について説明する。
一般的に焼成工程は、アルミナ等の焼成容器中に造粒粉を入れた状態で焼成されるが、酸素分圧が高い状態で焼成を行うと外気に触れた部分の造粒粉は過剰酸化により磁力が低下する。この過剰酸化による造粒粉の磁力低下が、前述の低磁化率粒子が発生する原因となる。これに対して、低酸素分圧下で造粒粉を焼成することにより過剰酸化を抑制し、一定の磁化率をもつ磁性粒子を再現性よく製造することが可能となる。
【0031】
以下、キャリア芯材の製造方法を、工程毎に詳細に説明する。
<原料>
原料としては、目的となる磁性相の構成物質の単体、酸化物または炭酸塩などの各種化合物が用いられる。
例えば、MnxFe3−xO4で表記される組成のスピネル型フェライトを生成させるのであれば、Fe供給源として金属Fe、Fe3O4、Fe2O3が、Mn供給源として金属Mn、MnO2、Mn2O3、Mn3O4、MnCO3が、好適に使用できる。各原料は、焼成後の、FeおよびMn成分の配合比が目的となる組成になるように計量し、混合される。
【0032】
各原料は、まだ造粒されていない乾燥状態の段階において、平均粒径が1.0μm以下に微細化されていることが望ましい。特に、本発明に関する磁性粉末を製造するためには、原料粉末中に1.0μm以上の粒子がほとんど含まれていないことが重要である。
上記のような微細な原料を得るためには、原料粉末をボールミルやジェットミル等で粉
砕処理することによって粒度調整する。当該粉砕処理は、混合前の各原料粉末の段階で行っても良いし、目的の組成となるよう各原料粉末を混合した後の段階で行っても良い。上述した平均粒径が1.0μm以下の微細な粉末原料を用いることにより、混合・造粒工程において製造される各々の粒子組成が均一なものとなり、後述する、粉末XRDパターン中のピークの半値幅が狭い磁性粉末を製造することができる。
【0033】
<混合・スラリー化>
上記の原料を、所定の組成比となるよう計量した後、これら微細化された原料粉を媒体液中で攪拌することによってスラリー化する。原料粉と媒体液との混合比は、スラリーの固形分濃度が50〜90質量%になるようにすることが望ましい。媒体液は、水へバインダー、分散剤等を添加したものを用意する。バインダーとしては、例えばポリビニルアルコールが好適に使用でき、その媒体液中濃度は0.5〜2質量%程度とすればよい。分散剤としては、例えばポリカルボン酸アンモニウム系のものが好適に使用でき、その媒体液中濃度も0.5〜2質量%程度とすればよい。その他、潤滑剤や、焼結促進剤としてリンやホウ酸等を添加することができる。
ここで、容器中での攪拌により各原料のスラリー化を行うこともできるが、当該スラリー化の際、湿式ボールミルによる粉砕処理を加えることが好ましい。これは、湿式ボールミルによる粉砕処理を加えることで、原料の混合と同時に微細化をも行えるからである。
【0034】
<造粒>
造粒は、上記スラリー化した原料を噴霧乾燥機(スプレードライヤー)に導入することによって好適に実施できる。噴霧乾燥時の雰囲気温度は100〜300℃程度とすればよい。これにより、粒径が概ね10〜200μmの造粒粉を得ることができる。得られた造粒粉は、製品としての最終粒径を考慮し、振動ふるい等を用いて、粒径が100μmを超えるような大きすぎる造粒粉の粒子を除去することにより粒度調整することが望ましい。
【0035】
<焼成>
次に、造粒粉を加熱した炉に投入して焼成し、磁性相を有する焼成物を得る。焼成温度は目的となる磁性相が生成する温度範囲に設定すれば良いが、たとえばマグネタイトFe3O4やソフトフェライトMnxFe3−xO4を製造する場合には1000〜1300℃の温度範囲で焼成することが一般的である。このとき、炉内の酸素分圧を大気圧より低い状態に保つことが、本発明に係る粉末XRDパターン中におけるピークの半価幅の狭い磁性粒子を製造する上で重要である。好ましくは、炉内の酸素濃度を1000ppm以下、さらに好ましくは200ppm以下とする。当該炉内の酸素分圧低減により、焼成される造粒粉の過剰酸化を抑制するためである。
炉内の酸素分圧の制御は、窒素ガスやアルゴンガスなどの不活性ガス、または、これらの不活性ガスと酸素との混合ガスを炉内にフローさせることにより達成可能である。
【0036】
得られた焼成物に対し、ハンマーミル、ボールミル等により粉砕処理を行って粉末化し、その後に篩分級を行うことにより、目的とする粒度分布を持たせることで、本発明に係るキャリア芯材を得る。
【0037】
3.電子写真現像剤用キャリア
本発明に係るキャリア芯材をシリコーン系樹脂等で被覆し、帯電性の付与および耐久性の向上させることで本発明に係るキャリアを得ることが出来る。当該シリコーン系樹脂等の被覆方法は、公知の手法により行えば良い。
【0038】
4.電子写真現像剤
本発明に係るキャリアと適宜なトナーとを混合することで、本発明に係る電子写真現像剤を得ることが出来る。
【実施例】
【0039】
以下、実施例に基づいて本発明をより具体的に説明する。
(実施例1)
Fe2O3(平均粒径:0.6μm)7.2kg、Mn3O4(平均粒径:0.9μm)2.8kgを純水3.0kg中に分散し、分散剤としてポリカルボン酸アンモニウム系分散剤を60g添加して混合物とした。当該混合物を湿式ボールミル(メディア径2mm)により粉砕処理し、Fe2O3とMn3O4との混合スラリーを得た。原料の混合比は、前述のフェライトの組成式MnxFe3−xO4において、x=0.86となるよう算出したものである。
このスラリー中の原料の粒度分布を測定したところ、D90が0.88μmであり、原料中に1μm以上の粗大粒子がほとんど存在しないことが確認された。このスラリーをスプレードライヤーにて約130℃の熱風中に噴霧し、粒径10〜100μmの乾燥造粒粉を得た。尚、このとき、粒径が100μmを超えるような造粒粉は、篩により除去した。
この造粒粉を、電気炉に投入し1150℃で3h焼成した。このとき電気炉内の酸素濃度が100ppmとなるよう、酸素と窒素を混合したガスを電気炉内にフローした。得られた焼成物を粉砕後に篩を用いて分級し、平均粒径(D50)31.0μmの実施例1に係るキャリア芯材を得た。
【0040】
得られた実施例1に係るキャリア芯材のXRDパターンを測定し、表1、図1〜3に示した。尚、測定方法の詳細については後述する。
【0041】
尚、本発明において、D50、D90とは、本発明に係るキャリア芯材、または、当該キャリア芯材の原料の全体積を100%として、粒度毎における体積の累積カーブを求めたとき、当該累積カーブが50%となるときの粒径をD50、90%となるときの粒径をD90と表記したものである。尚、本発明においてはこのD50の値を、粉末の平均粒径として記述した。
【0042】
(実施例2)
スラリーの湿式粉砕処理においてメディア径を1.5mmとした以外は実施例1と同様にして、平均粒径(D50)29.0μmの実施例2に係るキャリア芯材を得た。
尚、原料の粒度分布におけるD90値は0.70μmであった。
【0043】
得られた実施例2に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図1に示した。
【0044】
(実施例3)
Fe2O3を6.7kg、Mn3O4を3.3kgとした以外は、実施例1と同様にして、平均粒径(D50)28.8μmの実施例3に係るキャリア芯材を得た。
当該混合比は、前述のソフトフェライトの組成式MnxFe3−xO4において、x=1.0に対応するものである。尚、原料の粒度分布のD90値は0.92μmであった。
【0045】
得られた実施例3に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図3に示した。
【0046】
(実施例4)
Fe2O3を9.2kg、Mn3O4を0.8kgとした以外は、実施例1と同様にして、平均粒径(D50)28.2μmの実施例4に係るキャリア芯材を得た。
当該混合比は、前述のソフトフェライトの組成式MnxFe3−xO4において、x=0.2に対応するものである。尚、原料の粒度分布のD90値は0.87μmであった。
【0047】
得られた実施例4に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図3に示した。
【0048】
(実施例5)
原料としてFe2O3のみを10kg用い、焼成温度を1200℃とした以外は、実施例1と同様にして、平均粒径(D50)29.0μmの実施例5に係るキャリア芯材を得た。
これは、前述のソフトフェライトの組成式MnxFe3−xO4において、x=0、すなわちFe3O4で表記されるマグネタイト粉末である。尚、原料の粒度分布のD90値は0.86μmであった。
【0049】
得られた実施例5に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図3に示した。
【0050】
(実施例6)
焼成において、電気炉内の酸素濃度が1000ppmとなるよう混合したガスをフローした以外は、実施例1と同様にして、平均粒径(D50)31.2μmの実施例6に係るキャリア芯材を得た。
【0051】
得られた実施例6に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図2に示した。
【0052】
(比較例1)
原料となるスラリーに対し、湿式ボールミルによる粉砕処理を行わないこと以外は、実施例1と同様にして、平均粒径(D50)33.3μmの比較例1に係るキャリア芯材を得た。
尚、原料の粒度分布のD90値は1.40μmであり、スラリー中に粗大な粒子が存在することが確認された。
【0053】
得られた比較例1に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図1に示した。
【0054】
(比較例2)
焼成において、電気炉内の酸素濃度が2000ppmとなるよう混合したガスをフローした以外は、実施例1と同様にして、平均粒径(D50)31.2μmの比較例2に係るキャリア芯材を得た。
【0055】
得られた比較例2に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図2に示した。
【0056】
【表1】

【0057】
(実施例1〜6および比較例1、2のまとめ)
実施例1〜6および比較例1、2に係るキャリア芯材における、粉末XRDパターンの最大ピークである(311)ピークの半値幅と、磁化率と、キャリア飛散量とを表1に示す。尚、キャリア飛散量は実施例1のものを「1」と規格化しており、この値が大きいほどキャリア飛散量が多いことを示している。
【0058】
<原料粒度による影響>
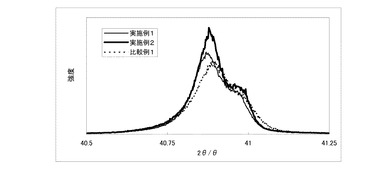
原料粒度がキャリア飛散へ与えた影響について、各々のXRDパターンから検討する。当該検討の為、実施例1、2および比較例1に係るキャリア芯材のXRDパターンの測定結果を図1に示す。当該測定は、MnxFe3−xO4において最大強度を有するピークが現れる(2θ/θ)40.5°〜41.25°の間で行ったものである。
【0059】
まず、実施例1と比較例1との比較検討を行った。
図1より、実施例1と比較例1とは、低角度側から見た際に、最大強度を有するピークの立ち上がりはほぼ同一である。しかし、比較例1のピークは、実施例1とのピークと比較すると高角度側に裾を引く形状となりブロードとなっている。つまり当該XRDパターンは、実施例1に係る磁性粉末には低磁化率粒子の存在割合が少ないことを示していると考えられる。これに対し、比較例1の磁性粉末には組成がずれた粒子、即ち、低磁化率粒子が多く含まれていることを示していると考えられる。
実施例1および比較例1に係るキャリア芯材のXRDパターンにおける半値幅の測定結果は、それぞれ0.141、0.172であった(当該値を表1へ記載した。)。
【0060】
次に、実施例2についても検討を行った。
実施例1よりも微細な原料を使用した実施例2に係るキャリア芯材のXRDピークは、実施例1より最大強度を有するピークの高さが高く、且つ、ピークの幅が狭いパターンを有している。このことは、原料粒径を微細にすることにより、さらに低磁化率粒子が減少していることを示すと考えられる。実施例2のピークの半値幅は0.115であった(当該値を表1へ記載した。)。
【0061】
ここで、実施例1、2および比較例1は、原料の配合比、焼成条件等は同一であるが、原料粒度が異なっている。特に実施例1、2は粒度分布のD90値が1.0μm以下であり、粗大な原料粒子が存在しない条件で製造されたものである。表1に示す、当該実施例1、2及び比較例1のデータより、原料のD90値が小さいほど、最大強度を有するXRDピークの半値幅が狭くなっていることが解る。このD90値が小さいほど、半値幅が狭くなるのは、微細な原料を用いることにより、原料粒子が均一に混ざり合う結果、組成ずれを起こした粒子の存在割合が低下した為であると考えられる。従って、当該組成ずれに
より生じる低磁化率粒子の割合も低下していると考えられる。
これに対し、比較例1のキャリア飛散量は、電子写真現像において深刻な問題を引き起こすレベルである。従って、電子写真現像を良好に行う為のキャリア飛散抑制には、最大強度を有するXRDピークの半値幅が0.160以下、好ましくは0.150以下を満たす電子写真現像剤用キャリア芯材を使用する必要があることが判明した。
【0062】
<酸素分圧>
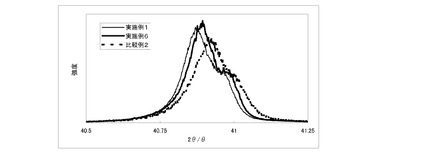
さらに、電子写真現像剤用キャリア芯材の焼成時に、電気炉内の酸素分圧を変化させた試料に相当する、実施例1、6および比較例2に係る電子写真現像剤用キャリア芯材のXRDパターンを図2に示す。当該測定は、MnxFe3−xO4において最大強度を有するピークが現れる(2θ/θ)40.5°〜41.25°の間で行ったものである。
【0063】
図2から明らかなように、電子写真現像用キャリア芯材の焼成時における酸素分圧が高いほど、XRDピークが高角度側にシフトしている。このことは、実施例6および比較例2に係る電子写真現像剤用キャリア芯材が、焼成段階で酸化の影響を受けていることを示していると考えられる。ピークの半値幅も酸素濃度が高いほど広くなり、実施例1で0.141、実施例6で0.155であるのに対し、比較例2では0.182と大きくなっている。この半値幅の増加は、極端に酸化された粒子の存在を示していると考えられる(当該値を表1へ記載した。)。
【0064】
実施例1、6および比較例2では、組成式Mn0.86Fe2.14O4であらわされる電子写真現像剤用キャリア芯材の製造において焼成工程での酸素分圧が異なっている。表1に示すように、焼成時の酸素分圧が高いほど、電子写真現像剤用キャリア芯材のXRDピークの半値幅が広く、キャリア飛散量が増加している。これは、焼成中に、過剰酸化されて酸素量がずれた粒子が生成し、当該過剰酸化粒子が低磁化率粒子となったと考えられる。特に、酸素分圧が2000ppmで焼成を行った比較例2に係る電子写真現像剤用キャリア芯材の飛散量は、電子写真現像において深刻な問題を引き起こすレベルである。この結果より、電子写真現像剤用キャリア芯材の焼成工程においては、酸素雰囲気を1000ppmより少なく、好ましくは200ppm以下とすることが肝要であることが判明した。
【0065】
以上の検討より、組成式Mn0.86Fe2.14O4で表されるソフトフェライトの製造工程において、原料のD90値を1.0μm以下とし、さらに、酸素濃度1000ppm以下の雰囲気中で焼成を行うことにより、XRDピークの半値幅が狭く、結果としてキャリア飛散が低減された電子写真現像剤用キャリア芯材を製造することが可能であることが判明した。
【0066】
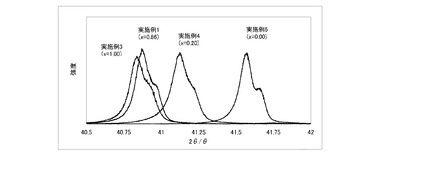
<組成>
次に、キャリア組成におけるMnとFeの比率を変化させた場合の影響を検討する。当該検討の為、実施例1および前述の組成式MnxFe3−xO4において、xの値を変化させて製造した試料に相当する実施例3〜5に係る電子写真現像剤用キャリア芯材のXRDパターンを図3に示す。当該測定は、各実施例において、MnxFe3−xO4において最大強度を有するピークが現れる(2θ/θ)40.5°〜42°の間で行ったものである。
【0067】
図3から明らかなように、MnとFeとの組成比を表すxの値が小さくなるにつれ、ピークの位置は高角度側にシフトしている。これは、Fe2+のイオン半径がMn2+のものよりも小さいためであると考えられる。本発明に係る製造方法で製造した実施例1、実施例3〜5に係る電子写真現像剤用キャリア芯材におけるXRDピークの半値幅の値は、xの値が変化してもさほど変化せず、それぞれ0.141、0.140、0.136、0
.126であった(当該値を表1へ記載した。)。
【0068】
実施例3から5は、実施例1と製造条件は同等であるが、組成の異なる磁性粉末を製造した例である。表1に示すように、組成式MnFe3−xO4においてxの値を0≦x≦1の間で変化させた場合でも、本発明に係る製造方法で製造され、XRDピークの半値幅が1.60以下である磁性粉末は、キャリア飛散を抑制することが可能な電子写真現像剤用キャリア芯材となることが確かめられた。
【0069】
以上の実施例1〜6および比較例1、2の検討により、一般式:MnxFe3−xO4(但し、0≦x≦1.0)で表記され、XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たす電子写真現像剤用キャリア芯材を使用することにより、キャリア飛散を低減し、画像特性に優れた電子写真現像剤用キャリアを得ることが可能であることが確かめられた。
【0070】
以上、実施例1〜6および比較例1、2の検討において用いた各特性値の測定方法を示す。
<粒度分布>
原料及びキャリア芯材の粒度分布は、マイクロトラック(日機装(株)製、Model:9320−X100)を用いて測定した。得られた粒度分布より、体積率50%までの積算粒径D50、及び体積率90%までの積算粒径D90を算出した。
【0071】
<磁気特性>
キャリア芯材の磁気特性は、VSM(東英工業株式会社製、VSM−P7)を用いて磁化率の測定を行い、外部磁場1000Oeにおける磁化率σ1000(emu/g)を得た。
【0072】
<XRDパターン>
キャリア芯材の粉末XRDパターンはX線回折装置(リガク製、RINT2000)を用いて測定した。X線源はコバルトを使用し、加速電圧40kV、電流30mAでX線を発生させた。発散スリット開口角は1/2°、散乱スリット開口角は1/2°、受光スリット幅は0.15mmである。半値幅の正確な測定のため、ステップスキャンにて測定間隔0.002°、計数時間5秒、積算回数3回で測定を行った。
半値幅の算出は、最大強度をもつピークに対して行った。これは、ノイズの影響を少ない条件で測定するためである。さらに、強度の強いピークは低角度側に現れるが、低角度側ほどKα2線による回折ピークの影響を無視できるため再現性の良い結果を得ることができる。半値幅の算出方法は、ピークの最大強度の1/2の強度となる部分でのピークの幅を測定することで行った。
尚、一般的に電子写真現像剤用キャリアは電子写真現像剤用キャリア芯材に樹脂コートされた形態で使用されるが、X線は樹脂を透過するため、コート前後でのXRDパターンの形状及びピークの半値幅の値は変化しない。
【0073】
<キャリア飛散>
電子写真現像剤用キャリア芯材のキャリア飛散は、直径50mm、表面磁力1000Gaussの磁気ドラムに電子写真現像剤用キャリア芯材を充填し、270rpmで30分間回転させた後、飛散した粒子を回収し、その重量を測定した。
【図面の簡単な説明】
【0074】
【図1】本発明に係る電子写真現像剤用キャリア芯材のXRDパターンである。
【図2】本発明に係る電子写真現像剤用キャリア芯材のXRDパターンである。
【図3】本発明に係る電子写真現像剤用キャリア芯材のXRDパターンである。
【技術分野】
【0001】
本発明は、二成分系電子写真用現像剤において、トナーと混合されて使用される二成分系電子写真用現像剤用キャリアに関する。
【背景技術】
【0002】
近年、電子写真方式を用いた複写機、プリンター等の装置が広く普及するに従い、その用途も多岐にわたっている。そして、市場において、当該電子写真に関しては高画質化、電子写真用現像剤に関しては長寿命化の要求が高まっている。
【0003】
従来から、二成分系電子写真用現像剤において、使用されているトナーの粒子を小粒径化することにより、電子写真の高画質化が可能であると考えられていた。しかしながら、トナー粒子の小粒径化に伴い、当該トナー粒子の帯電能力が低下することとなる。このトナー粒子の帯電能力の低下に対処する為、二成分系電子写真用現像剤において当該トナーと混合されて用いられている電子写真現像剤用キャリア(以下、「キャリア」と記載する場合がある。)を小粒径化し、比表面積を大きくする対策がとられた。しかし、当該小粒径化されたキャリアは、キャリア付着やキャリア飛散といった異常現象を発生し易いという問題があった。
【0004】
ここで、キャリア付着とは、電子写真現像の際に電子写真現像剤中のキャリアが飛散して、感光体やその他の現像装置内に付着する現象のことである。
現像装置内において、現像スリーブの回転によってキャリアに加えられる遠心力に抗して、キャリアを現像スリーブに保持しようとする磁気力および静電気力が存在することにより、キャリアの飛散防止が行われている。しかし、従来の技術に係る小粒径化されたキャリアでは、現像スリーブの回転によって得られる遠心力が保持力に勝る結果、磁気ブラシからキャリアが飛散し感光体上に付着する現象(キャリア付着)が発生する。当該感光体上に付着したキャリアは、そのまま転写部に至ることがあるが、当該感光体上にキャリアが付着した状態では、当該キャリア周辺のトナー像が転写紙に転写されない為、画像異常となるものである。
【0005】
従来、小粒径キャリアを用いた場合にキャリア飛散を発生させるのは、22μmより小さい粒径をもつキャリアが大部分であると一般的に考えられていた。そこで、当該22μmより小さい粒径を有するキャリアの含有量を、電子写真用現像剤の1重量%未満に規定するなどの対策をとることにより、キャリア飛散を抑制できるのではないかと考えられていた。
【0006】
上述のような観点から、例えば特許文献1には、芯材粒子の体積平均粒径が25μm〜45μm、平均空隙径が10μm〜20μm、粒径が22μmより小さい粒子の含有率が1%未満、磁場1000Oeにおける磁化が67emu/g〜88emu/g、および飛散物と本体との磁化の差が10emu/g以下に規定されたキャリアが提案されている。
【0007】
【特許文献1】特開2002−296846号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、本発明者らの検討の結果、特許文献1に記載された水準のキャリアを用いたとしても、キャリア飛散の発生を完全に抑制することはできなかった。
【0009】
本発明は上述の現状の下で成されたものであり、その解決しようとする課題は、高画質化、フルカラー化が可能であると同時に、キャリア飛散が低減された電子写真現像剤用キャリアに用いられる電子写真現像剤用キャリア芯材およびその製造方法、そして、当該電子写真現像剤用キャリア芯材を用いた電子写真現像剤用キャリア、並びに、当該キャリアを含む電子写真現像剤を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは、従来の技術に係る小粒径キャリアを用いた場合に、前述のキャリア飛散が発生する原因について鋭意研究を行った。その結果、当該キャリア飛散発生の原因が、キャリア中に存在する磁化率の低いキャリア(以後、「低磁化率粒子」と記載する場合がある。)であるとの全く新規な知見に想到した。
【0011】
上述した知見によれば、キャリア中に低磁化率粒子が存在することにより、キャリアによって形成される磁気ブラシ内において、当該低磁化率粒子周辺での粒子間の保持力が局所的に弱くなる。このキャリア間の保持力が弱化する為、この弱化部分でキャリア飛散が発生していたのである。したがってキャリア中に含まれる低磁化率粒子の存在割合の増加に比例して、キャリア飛散量が増加することになる。
尚、本発明でいう磁化率とは、とくに規定がない限り外部磁場1000Oeにおける磁化率であるσ1000(単位emu/g)を用いて示し、低磁化率粒子とはσ1000<30emu/gとなる粒子のことである。
【0012】
上述の知見に基づき、本発明者らはキャリア飛散抑制を目的として、キャリア中の低磁化率粒子の存在比率を低減する研究を行った。
しかしながら、本発明者らの検討によると、低磁化率粒子のキャリア中における存在比率は、深刻なキャリア飛散を起こすような場合であっても、数百ppm以下と極めて少ないものであった。その為、磁気選別法など通常の選別方法では、低磁化率粒子の存在比率を正確に測定することは不可能であることが判明した。
【0013】
そこで、本発明者は、低磁化率粒子の存在比率を評価するにあたり、キャリアの粉末X線回折(XRD)パターンにおけるピークの半値幅に注目し、この半値幅の狭いキャリアほど低磁化率粒子の存在比率が少なく、キャリア飛散を抑制できるとの知見を得た。
【0014】
ここで、半値幅の狭いキャリアほど、キャリア飛散を抑制できるとの知見について、さらに説明する。
キャリア中に低磁化率粒子が存在する原因は、製造工程中に何らかの原因により当該キャリアの母集団とは大きく異なる組成を有する粒子が発生するためである。そしてこの粒子はキャリアの母集団と同一の結晶構造を有しているが、組成は異なる為、格子定数が変化している。この結果、当該低磁化率粒子の粉末XRDパターンは、キャリアの母集団の粉末XRDパターンと似てはいるものの、わずかにピーク位置のずれを起こしている。従って、低磁化率粒子の混入したキャリアの粉末XRDパターンは、僅かにずれたXRDパターンがいくつか重なりあったものとなり、幅の広いピークを持つことになる。逆に、XRDパターンのピーク幅が狭いキャリアほど、低磁化率粒子の存在割合が少ないといえる。
本発明者らの、さらなる検討の結果、このピーク位置のずれは、組成のずれだけでなくキャリアの過剰酸化によっても起こり、XRDパターン中のピークをブロードにすることが確認された。勿論、当該キャリアの過剰酸化も低磁化率粒子生成の原因である。
【0015】
以上のことから、本発明者らは、当該キャリア飛散が抑制されたキャリアは粉末XRDパターン中のピークの半値幅を用いることで規定出来ることを見出し、さらに、当該粉末
XRDパターン中のピークの半値幅が規定された磁性粉末を製造可能な製造方法を見出し本発明に至った。
【0016】
すなわち、課題を解決するための第1の手段は
一般式:MnxFe3−xO4(但し、0≦x≦1.0)で表記され、粉末XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たすことを特徴とする電子写真現像剤用キャリア芯材である。
【0017】
第2の手段は、
外部磁場1000Oe下における磁化率:σ1000が、σ1000≧30emu/gを満たすことを特徴とする第1の手段に記載の電子写真現像剤用キャリア芯材である。
【0018】
第3の手段は、
平均粒径が、10μm以上、80μm以下であることを特徴とする第1または第2の手段に記載の電子写真現像剤用キャリア芯材である。
【0019】
第4の手段は、
Fe原料粉末と、Mn原料粉末とを微細化し媒体液中で攪拌することによってスラリー化する工程と、
得られたスラリーを乾燥して造粒して造粒粉を得る工程と、
得られた造粒粉を、酸素濃度を1000ppm以下とした雰囲気下において焼成して磁性相を有する焼成物を得る工程と、
得られた焼成物に粉砕処理を行って粉末化し、その後に所定の粒度分布を持たせる工程と、
を有することを特徴とする電子写真現像剤用キャリア芯材の製造方法である。
【0020】
第5の手段は、
第1から第3の手段のいずれかに記載の電子写真現像剤用キャリア芯材を、樹脂で被覆したものであることを特徴とする電子写真現像剤用キャリアである。
【0021】
第6の手段は
第5の手段に記載の電子写真現像剤用キャリアと、トナーとを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0022】
本発明によれば、複写機、プリンター等の電子写真現像剤として使用した際に、現像機内におけるキャリア飛散を著しく低減することの出来る電子写真現像剤用キャリアおよび電子写真現像剤を提供することが出来た。
【発明を実施するための最良の形態】
【0023】
以下、本発明について、1.電子写真現像剤用キャリア芯材、2.電子写真現像剤用キャリア芯材の製造方法、3.電子写真現像剤用キャリア、4.電子写真現像剤、の順で説明する。
【0024】
1.電子写真現像剤用キャリア芯材
<粉末XRDパターン>
本発明に関する電子写真現像剤用キャリア芯材(以下、「キャリア芯材」と記載する場合がある。)は粉末XRDパターンにおいて、芯材となる物質の最大ピークの半値幅BがB≦0.160(degree)である。これは、前述の通り、半値幅の狭い材料ほど低磁化率粒子の存在割合が少ないことを示している。さらに、Bの値が当該関係を満たすと
き、キャリア飛散が極めて少なくなる。
【0025】
<組成>
本発明に関するキャリア芯材となる物質は、対象となる電子写真現像装置の特性に合った磁気特性を有する物質を選択すればよいが、画像特性を考慮した場合、マグネタイトであるFe3O4や、ソフトフェライトであるMnxFe3−xO4等が好適に用いられる。これらの磁性物質は、十分高い磁化率と低い残留磁化を持つことがその理由である。
【0026】
<粒径>
本発明に関するキャリア芯材の粒度分布は、平均粒径が10μm以上、80μm以下であることが好ましい。この範囲以上の粒径では画像特性が悪化し、逆に粒径が小さすぎると一粒子あたりの磁力が低下し、キャリア飛散を抑制することが困難となるからである。
上記の粒度分布となるよう、製造工程中あるいは工程後に篩などにより分級処理を行うことが好ましい。
【0027】
2.電子写真現像剤用キャリア芯材の製造方法
一般的にキャリア芯材として用いられる磁性粉末は、原料となる粉末を混合し、そこへバインダー等を添加し、適度な粒径に造粒した後、焼成することにより磁性物相を得る工程を経て製造される。
【0028】
本発明者らは、粉末XRDパターン中のピークにおいて半値幅の狭い磁性粉末を製造する方法について、検討を重ねた。その結果、原料となる粉末をあらかじめ微細化しておくこと、この原料粉末を十分に混合すること、さらに、焼成工程において磁性物相の合成に求められる酸素分圧下において安定に焼成することが極めて有効であることを発見した。
【0029】
まず、原料粉末を微細化する効果、および、この原料粉末を十分に混合する効果は、混合・造粒工程において原料粒子同士の十分な混合を実現し、ひとつひとつの粒子の組成を均質なものとすることで、低磁化率粒子の発生を抑制することである。
【0030】
次に、焼成工程において磁性物相の合成に求められる酸素分圧について説明する。
一般的に焼成工程は、アルミナ等の焼成容器中に造粒粉を入れた状態で焼成されるが、酸素分圧が高い状態で焼成を行うと外気に触れた部分の造粒粉は過剰酸化により磁力が低下する。この過剰酸化による造粒粉の磁力低下が、前述の低磁化率粒子が発生する原因となる。これに対して、低酸素分圧下で造粒粉を焼成することにより過剰酸化を抑制し、一定の磁化率をもつ磁性粒子を再現性よく製造することが可能となる。
【0031】
以下、キャリア芯材の製造方法を、工程毎に詳細に説明する。
<原料>
原料としては、目的となる磁性相の構成物質の単体、酸化物または炭酸塩などの各種化合物が用いられる。
例えば、MnxFe3−xO4で表記される組成のスピネル型フェライトを生成させるのであれば、Fe供給源として金属Fe、Fe3O4、Fe2O3が、Mn供給源として金属Mn、MnO2、Mn2O3、Mn3O4、MnCO3が、好適に使用できる。各原料は、焼成後の、FeおよびMn成分の配合比が目的となる組成になるように計量し、混合される。
【0032】
各原料は、まだ造粒されていない乾燥状態の段階において、平均粒径が1.0μm以下に微細化されていることが望ましい。特に、本発明に関する磁性粉末を製造するためには、原料粉末中に1.0μm以上の粒子がほとんど含まれていないことが重要である。
上記のような微細な原料を得るためには、原料粉末をボールミルやジェットミル等で粉
砕処理することによって粒度調整する。当該粉砕処理は、混合前の各原料粉末の段階で行っても良いし、目的の組成となるよう各原料粉末を混合した後の段階で行っても良い。上述した平均粒径が1.0μm以下の微細な粉末原料を用いることにより、混合・造粒工程において製造される各々の粒子組成が均一なものとなり、後述する、粉末XRDパターン中のピークの半値幅が狭い磁性粉末を製造することができる。
【0033】
<混合・スラリー化>
上記の原料を、所定の組成比となるよう計量した後、これら微細化された原料粉を媒体液中で攪拌することによってスラリー化する。原料粉と媒体液との混合比は、スラリーの固形分濃度が50〜90質量%になるようにすることが望ましい。媒体液は、水へバインダー、分散剤等を添加したものを用意する。バインダーとしては、例えばポリビニルアルコールが好適に使用でき、その媒体液中濃度は0.5〜2質量%程度とすればよい。分散剤としては、例えばポリカルボン酸アンモニウム系のものが好適に使用でき、その媒体液中濃度も0.5〜2質量%程度とすればよい。その他、潤滑剤や、焼結促進剤としてリンやホウ酸等を添加することができる。
ここで、容器中での攪拌により各原料のスラリー化を行うこともできるが、当該スラリー化の際、湿式ボールミルによる粉砕処理を加えることが好ましい。これは、湿式ボールミルによる粉砕処理を加えることで、原料の混合と同時に微細化をも行えるからである。
【0034】
<造粒>
造粒は、上記スラリー化した原料を噴霧乾燥機(スプレードライヤー)に導入することによって好適に実施できる。噴霧乾燥時の雰囲気温度は100〜300℃程度とすればよい。これにより、粒径が概ね10〜200μmの造粒粉を得ることができる。得られた造粒粉は、製品としての最終粒径を考慮し、振動ふるい等を用いて、粒径が100μmを超えるような大きすぎる造粒粉の粒子を除去することにより粒度調整することが望ましい。
【0035】
<焼成>
次に、造粒粉を加熱した炉に投入して焼成し、磁性相を有する焼成物を得る。焼成温度は目的となる磁性相が生成する温度範囲に設定すれば良いが、たとえばマグネタイトFe3O4やソフトフェライトMnxFe3−xO4を製造する場合には1000〜1300℃の温度範囲で焼成することが一般的である。このとき、炉内の酸素分圧を大気圧より低い状態に保つことが、本発明に係る粉末XRDパターン中におけるピークの半価幅の狭い磁性粒子を製造する上で重要である。好ましくは、炉内の酸素濃度を1000ppm以下、さらに好ましくは200ppm以下とする。当該炉内の酸素分圧低減により、焼成される造粒粉の過剰酸化を抑制するためである。
炉内の酸素分圧の制御は、窒素ガスやアルゴンガスなどの不活性ガス、または、これらの不活性ガスと酸素との混合ガスを炉内にフローさせることにより達成可能である。
【0036】
得られた焼成物に対し、ハンマーミル、ボールミル等により粉砕処理を行って粉末化し、その後に篩分級を行うことにより、目的とする粒度分布を持たせることで、本発明に係るキャリア芯材を得る。
【0037】
3.電子写真現像剤用キャリア
本発明に係るキャリア芯材をシリコーン系樹脂等で被覆し、帯電性の付与および耐久性の向上させることで本発明に係るキャリアを得ることが出来る。当該シリコーン系樹脂等の被覆方法は、公知の手法により行えば良い。
【0038】
4.電子写真現像剤
本発明に係るキャリアと適宜なトナーとを混合することで、本発明に係る電子写真現像剤を得ることが出来る。
【実施例】
【0039】
以下、実施例に基づいて本発明をより具体的に説明する。
(実施例1)
Fe2O3(平均粒径:0.6μm)7.2kg、Mn3O4(平均粒径:0.9μm)2.8kgを純水3.0kg中に分散し、分散剤としてポリカルボン酸アンモニウム系分散剤を60g添加して混合物とした。当該混合物を湿式ボールミル(メディア径2mm)により粉砕処理し、Fe2O3とMn3O4との混合スラリーを得た。原料の混合比は、前述のフェライトの組成式MnxFe3−xO4において、x=0.86となるよう算出したものである。
このスラリー中の原料の粒度分布を測定したところ、D90が0.88μmであり、原料中に1μm以上の粗大粒子がほとんど存在しないことが確認された。このスラリーをスプレードライヤーにて約130℃の熱風中に噴霧し、粒径10〜100μmの乾燥造粒粉を得た。尚、このとき、粒径が100μmを超えるような造粒粉は、篩により除去した。
この造粒粉を、電気炉に投入し1150℃で3h焼成した。このとき電気炉内の酸素濃度が100ppmとなるよう、酸素と窒素を混合したガスを電気炉内にフローした。得られた焼成物を粉砕後に篩を用いて分級し、平均粒径(D50)31.0μmの実施例1に係るキャリア芯材を得た。
【0040】
得られた実施例1に係るキャリア芯材のXRDパターンを測定し、表1、図1〜3に示した。尚、測定方法の詳細については後述する。
【0041】
尚、本発明において、D50、D90とは、本発明に係るキャリア芯材、または、当該キャリア芯材の原料の全体積を100%として、粒度毎における体積の累積カーブを求めたとき、当該累積カーブが50%となるときの粒径をD50、90%となるときの粒径をD90と表記したものである。尚、本発明においてはこのD50の値を、粉末の平均粒径として記述した。
【0042】
(実施例2)
スラリーの湿式粉砕処理においてメディア径を1.5mmとした以外は実施例1と同様にして、平均粒径(D50)29.0μmの実施例2に係るキャリア芯材を得た。
尚、原料の粒度分布におけるD90値は0.70μmであった。
【0043】
得られた実施例2に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図1に示した。
【0044】
(実施例3)
Fe2O3を6.7kg、Mn3O4を3.3kgとした以外は、実施例1と同様にして、平均粒径(D50)28.8μmの実施例3に係るキャリア芯材を得た。
当該混合比は、前述のソフトフェライトの組成式MnxFe3−xO4において、x=1.0に対応するものである。尚、原料の粒度分布のD90値は0.92μmであった。
【0045】
得られた実施例3に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図3に示した。
【0046】
(実施例4)
Fe2O3を9.2kg、Mn3O4を0.8kgとした以外は、実施例1と同様にして、平均粒径(D50)28.2μmの実施例4に係るキャリア芯材を得た。
当該混合比は、前述のソフトフェライトの組成式MnxFe3−xO4において、x=0.2に対応するものである。尚、原料の粒度分布のD90値は0.87μmであった。
【0047】
得られた実施例4に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図3に示した。
【0048】
(実施例5)
原料としてFe2O3のみを10kg用い、焼成温度を1200℃とした以外は、実施例1と同様にして、平均粒径(D50)29.0μmの実施例5に係るキャリア芯材を得た。
これは、前述のソフトフェライトの組成式MnxFe3−xO4において、x=0、すなわちFe3O4で表記されるマグネタイト粉末である。尚、原料の粒度分布のD90値は0.86μmであった。
【0049】
得られた実施例5に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図3に示した。
【0050】
(実施例6)
焼成において、電気炉内の酸素濃度が1000ppmとなるよう混合したガスをフローした以外は、実施例1と同様にして、平均粒径(D50)31.2μmの実施例6に係るキャリア芯材を得た。
【0051】
得られた実施例6に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図2に示した。
【0052】
(比較例1)
原料となるスラリーに対し、湿式ボールミルによる粉砕処理を行わないこと以外は、実施例1と同様にして、平均粒径(D50)33.3μmの比較例1に係るキャリア芯材を得た。
尚、原料の粒度分布のD90値は1.40μmであり、スラリー中に粗大な粒子が存在することが確認された。
【0053】
得られた比較例1に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図1に示した。
【0054】
(比較例2)
焼成において、電気炉内の酸素濃度が2000ppmとなるよう混合したガスをフローした以外は、実施例1と同様にして、平均粒径(D50)31.2μmの比較例2に係るキャリア芯材を得た。
【0055】
得られた比較例2に係るキャリア芯材のXRDパターンを実施例1と同様に測定し、表1、図2に示した。
【0056】
【表1】
【0057】
(実施例1〜6および比較例1、2のまとめ)
実施例1〜6および比較例1、2に係るキャリア芯材における、粉末XRDパターンの最大ピークである(311)ピークの半値幅と、磁化率と、キャリア飛散量とを表1に示す。尚、キャリア飛散量は実施例1のものを「1」と規格化しており、この値が大きいほどキャリア飛散量が多いことを示している。
【0058】
<原料粒度による影響>
原料粒度がキャリア飛散へ与えた影響について、各々のXRDパターンから検討する。当該検討の為、実施例1、2および比較例1に係るキャリア芯材のXRDパターンの測定結果を図1に示す。当該測定は、MnxFe3−xO4において最大強度を有するピークが現れる(2θ/θ)40.5°〜41.25°の間で行ったものである。
【0059】
まず、実施例1と比較例1との比較検討を行った。
図1より、実施例1と比較例1とは、低角度側から見た際に、最大強度を有するピークの立ち上がりはほぼ同一である。しかし、比較例1のピークは、実施例1とのピークと比較すると高角度側に裾を引く形状となりブロードとなっている。つまり当該XRDパターンは、実施例1に係る磁性粉末には低磁化率粒子の存在割合が少ないことを示していると考えられる。これに対し、比較例1の磁性粉末には組成がずれた粒子、即ち、低磁化率粒子が多く含まれていることを示していると考えられる。
実施例1および比較例1に係るキャリア芯材のXRDパターンにおける半値幅の測定結果は、それぞれ0.141、0.172であった(当該値を表1へ記載した。)。
【0060】
次に、実施例2についても検討を行った。
実施例1よりも微細な原料を使用した実施例2に係るキャリア芯材のXRDピークは、実施例1より最大強度を有するピークの高さが高く、且つ、ピークの幅が狭いパターンを有している。このことは、原料粒径を微細にすることにより、さらに低磁化率粒子が減少していることを示すと考えられる。実施例2のピークの半値幅は0.115であった(当該値を表1へ記載した。)。
【0061】
ここで、実施例1、2および比較例1は、原料の配合比、焼成条件等は同一であるが、原料粒度が異なっている。特に実施例1、2は粒度分布のD90値が1.0μm以下であり、粗大な原料粒子が存在しない条件で製造されたものである。表1に示す、当該実施例1、2及び比較例1のデータより、原料のD90値が小さいほど、最大強度を有するXRDピークの半値幅が狭くなっていることが解る。このD90値が小さいほど、半値幅が狭くなるのは、微細な原料を用いることにより、原料粒子が均一に混ざり合う結果、組成ずれを起こした粒子の存在割合が低下した為であると考えられる。従って、当該組成ずれに
より生じる低磁化率粒子の割合も低下していると考えられる。
これに対し、比較例1のキャリア飛散量は、電子写真現像において深刻な問題を引き起こすレベルである。従って、電子写真現像を良好に行う為のキャリア飛散抑制には、最大強度を有するXRDピークの半値幅が0.160以下、好ましくは0.150以下を満たす電子写真現像剤用キャリア芯材を使用する必要があることが判明した。
【0062】
<酸素分圧>
さらに、電子写真現像剤用キャリア芯材の焼成時に、電気炉内の酸素分圧を変化させた試料に相当する、実施例1、6および比較例2に係る電子写真現像剤用キャリア芯材のXRDパターンを図2に示す。当該測定は、MnxFe3−xO4において最大強度を有するピークが現れる(2θ/θ)40.5°〜41.25°の間で行ったものである。
【0063】
図2から明らかなように、電子写真現像用キャリア芯材の焼成時における酸素分圧が高いほど、XRDピークが高角度側にシフトしている。このことは、実施例6および比較例2に係る電子写真現像剤用キャリア芯材が、焼成段階で酸化の影響を受けていることを示していると考えられる。ピークの半値幅も酸素濃度が高いほど広くなり、実施例1で0.141、実施例6で0.155であるのに対し、比較例2では0.182と大きくなっている。この半値幅の増加は、極端に酸化された粒子の存在を示していると考えられる(当該値を表1へ記載した。)。
【0064】
実施例1、6および比較例2では、組成式Mn0.86Fe2.14O4であらわされる電子写真現像剤用キャリア芯材の製造において焼成工程での酸素分圧が異なっている。表1に示すように、焼成時の酸素分圧が高いほど、電子写真現像剤用キャリア芯材のXRDピークの半値幅が広く、キャリア飛散量が増加している。これは、焼成中に、過剰酸化されて酸素量がずれた粒子が生成し、当該過剰酸化粒子が低磁化率粒子となったと考えられる。特に、酸素分圧が2000ppmで焼成を行った比較例2に係る電子写真現像剤用キャリア芯材の飛散量は、電子写真現像において深刻な問題を引き起こすレベルである。この結果より、電子写真現像剤用キャリア芯材の焼成工程においては、酸素雰囲気を1000ppmより少なく、好ましくは200ppm以下とすることが肝要であることが判明した。
【0065】
以上の検討より、組成式Mn0.86Fe2.14O4で表されるソフトフェライトの製造工程において、原料のD90値を1.0μm以下とし、さらに、酸素濃度1000ppm以下の雰囲気中で焼成を行うことにより、XRDピークの半値幅が狭く、結果としてキャリア飛散が低減された電子写真現像剤用キャリア芯材を製造することが可能であることが判明した。
【0066】
<組成>
次に、キャリア組成におけるMnとFeの比率を変化させた場合の影響を検討する。当該検討の為、実施例1および前述の組成式MnxFe3−xO4において、xの値を変化させて製造した試料に相当する実施例3〜5に係る電子写真現像剤用キャリア芯材のXRDパターンを図3に示す。当該測定は、各実施例において、MnxFe3−xO4において最大強度を有するピークが現れる(2θ/θ)40.5°〜42°の間で行ったものである。
【0067】
図3から明らかなように、MnとFeとの組成比を表すxの値が小さくなるにつれ、ピークの位置は高角度側にシフトしている。これは、Fe2+のイオン半径がMn2+のものよりも小さいためであると考えられる。本発明に係る製造方法で製造した実施例1、実施例3〜5に係る電子写真現像剤用キャリア芯材におけるXRDピークの半値幅の値は、xの値が変化してもさほど変化せず、それぞれ0.141、0.140、0.136、0
.126であった(当該値を表1へ記載した。)。
【0068】
実施例3から5は、実施例1と製造条件は同等であるが、組成の異なる磁性粉末を製造した例である。表1に示すように、組成式MnFe3−xO4においてxの値を0≦x≦1の間で変化させた場合でも、本発明に係る製造方法で製造され、XRDピークの半値幅が1.60以下である磁性粉末は、キャリア飛散を抑制することが可能な電子写真現像剤用キャリア芯材となることが確かめられた。
【0069】
以上の実施例1〜6および比較例1、2の検討により、一般式:MnxFe3−xO4(但し、0≦x≦1.0)で表記され、XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たす電子写真現像剤用キャリア芯材を使用することにより、キャリア飛散を低減し、画像特性に優れた電子写真現像剤用キャリアを得ることが可能であることが確かめられた。
【0070】
以上、実施例1〜6および比較例1、2の検討において用いた各特性値の測定方法を示す。
<粒度分布>
原料及びキャリア芯材の粒度分布は、マイクロトラック(日機装(株)製、Model:9320−X100)を用いて測定した。得られた粒度分布より、体積率50%までの積算粒径D50、及び体積率90%までの積算粒径D90を算出した。
【0071】
<磁気特性>
キャリア芯材の磁気特性は、VSM(東英工業株式会社製、VSM−P7)を用いて磁化率の測定を行い、外部磁場1000Oeにおける磁化率σ1000(emu/g)を得た。
【0072】
<XRDパターン>
キャリア芯材の粉末XRDパターンはX線回折装置(リガク製、RINT2000)を用いて測定した。X線源はコバルトを使用し、加速電圧40kV、電流30mAでX線を発生させた。発散スリット開口角は1/2°、散乱スリット開口角は1/2°、受光スリット幅は0.15mmである。半値幅の正確な測定のため、ステップスキャンにて測定間隔0.002°、計数時間5秒、積算回数3回で測定を行った。
半値幅の算出は、最大強度をもつピークに対して行った。これは、ノイズの影響を少ない条件で測定するためである。さらに、強度の強いピークは低角度側に現れるが、低角度側ほどKα2線による回折ピークの影響を無視できるため再現性の良い結果を得ることができる。半値幅の算出方法は、ピークの最大強度の1/2の強度となる部分でのピークの幅を測定することで行った。
尚、一般的に電子写真現像剤用キャリアは電子写真現像剤用キャリア芯材に樹脂コートされた形態で使用されるが、X線は樹脂を透過するため、コート前後でのXRDパターンの形状及びピークの半値幅の値は変化しない。
【0073】
<キャリア飛散>
電子写真現像剤用キャリア芯材のキャリア飛散は、直径50mm、表面磁力1000Gaussの磁気ドラムに電子写真現像剤用キャリア芯材を充填し、270rpmで30分間回転させた後、飛散した粒子を回収し、その重量を測定した。
【図面の簡単な説明】
【0074】
【図1】本発明に係る電子写真現像剤用キャリア芯材のXRDパターンである。
【図2】本発明に係る電子写真現像剤用キャリア芯材のXRDパターンである。
【図3】本発明に係る電子写真現像剤用キャリア芯材のXRDパターンである。
【特許請求の範囲】
【請求項1】
一般式:MnxFe3−xO4(但し、0≦x≦1.0)で表記され、粉末XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たすことを特徴とする電子写真現像剤用キャリア芯材。
【請求項2】
外部磁場1000Oe下における磁化率:σ1000が、σ1000≧30emu/gを満たすことを特徴とする請求項1に記載の電子写真現像剤用キャリア芯材。
【請求項3】
平均粒径が、10μm以上、80μm以下であることを特徴とする請求項1または2に記載の電子写真現像剤用キャリア芯材。
【請求項4】
Fe原料粉末と、Mn原料粉末とを微細化し媒体液中で攪拌することによってスラリー化する工程と、
得られたスラリーを乾燥して造粒して造粒粉を得る工程と、
得られた造粒粉を、酸素濃度を1000ppm以下とした雰囲気下において焼成して磁性相を有する焼成物を得る工程と、
得られた焼成物に粉砕処理を行って粉末化し、その後に所定の粒度分布を持たせる工程と、
を有することを特徴とする電子写真現像剤用キャリア芯材の製造方法。
【請求項5】
請求項1〜3のいずれかに記載の電子写真現像剤用キャリア芯材を、樹脂で被覆したものであることを特徴とする電子写真現像剤用キャリア。
【請求項6】
請求項5に記載の電子写真現像剤用キャリアと、トナーとを含むことを特徴とする電子写真現像剤。
【請求項1】
一般式:MnxFe3−xO4(但し、0≦x≦1.0)で表記され、粉末XRDパターンにおいて、最大強度を有するピークの半値幅Bが、B≦0.160(degree)を満たすことを特徴とする電子写真現像剤用キャリア芯材。
【請求項2】
外部磁場1000Oe下における磁化率:σ1000が、σ1000≧30emu/gを満たすことを特徴とする請求項1に記載の電子写真現像剤用キャリア芯材。
【請求項3】
平均粒径が、10μm以上、80μm以下であることを特徴とする請求項1または2に記載の電子写真現像剤用キャリア芯材。
【請求項4】
Fe原料粉末と、Mn原料粉末とを微細化し媒体液中で攪拌することによってスラリー化する工程と、
得られたスラリーを乾燥して造粒して造粒粉を得る工程と、
得られた造粒粉を、酸素濃度を1000ppm以下とした雰囲気下において焼成して磁性相を有する焼成物を得る工程と、
得られた焼成物に粉砕処理を行って粉末化し、その後に所定の粒度分布を持たせる工程と、
を有することを特徴とする電子写真現像剤用キャリア芯材の製造方法。
【請求項5】
請求項1〜3のいずれかに記載の電子写真現像剤用キャリア芯材を、樹脂で被覆したものであることを特徴とする電子写真現像剤用キャリア。
【請求項6】
請求項5に記載の電子写真現像剤用キャリアと、トナーとを含むことを特徴とする電子写真現像剤。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−241742(P2008−241742A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−77697(P2007−77697)
【出願日】平成19年3月23日(2007.3.23)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月23日(2007.3.23)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
[ Back to top ]