
電子写真現像剤用キャリア芯材およびその製造方法、電子写真現像剤用キャリア、並びに電子写真現像剤
【課題】キャリア付着が発生せず、且つ、キャリアの磁力が適度に制御可能なキャリア芯材およびその製造方法、当該キャリア芯材を用いて製造されたキャリア、並びに、当該キャリアを用いて製造された電子写真現像剤を提供する。
【解決手段】一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、Al原子が完全固溶していることを特徴とする電子写真現像剤用キャリア芯材を提供する。
【解決手段】一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、Al原子が完全固溶していることを特徴とする電子写真現像剤用キャリア芯材を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真現像に用いられる電子写真現像剤用のキャリア芯材およびその製造方法、電子写真現像剤用キャリア、並びに電子写真現像剤に関する。
【背景技術】
【0002】
従来、複写機、プリンター等で使用される電子写真現像方法としては、カスケード法、磁気ブラシ現像法、他の方法が用いられていた。近年は、感光体ドラム上に形成された静電潜像に、磁気ブラシを介してトナー像を顕像化させた後、熱定着させて画像を得る磁気ブラシ現像法が一般的な手段である。さらに最近では、トナーを電子写真現像剤用キャリア(本発明において、「キャリア」と記載する場合がある。)の粒子上に静電的に配向させ、当該キャリアに上記磁気ブラシを形成させる二成分系現像剤を用いる現像法が多用されている。
【0003】
上記二成分系現像剤を用いる電子写真現像機では、用途に応じてキャリアに要求される特性も異なってくるが、一般的には高速現像、フルカラー現像、高画質現像に対応する特性がキャリアに要求される。また、近年の研究においては、上記現像能力に加え、電子写真現像機のランニングコストの低減、キャリアのリサイクル化の促進、また環境規制の影響から電子写真現像剤や電子写真現像機に使用される物質の環境負荷などにも検討が行われている。
【0004】
ところで、二成分系現像剤ではキャリアとして、当該キャリア粒子を構成する芯材(本発明において、「キャリア芯材」と記載する場合がある。)の表面に、トナーと逆帯電性の樹脂を適度に被覆させた粒子が用いられる。当該樹脂被覆されたキャリアは、現像器内でトナーを感光体に運ぶ役割を担っている。具体的には、当該樹脂被覆されたキャリアは、上述したように磁気スリーブ上で当該トナーを包含した磁気ブラシを形成し、当該磁気ブラシを介して、感光体へトナーを移動させる働きをする。
【0005】
ここで、磁気スリーブ上でキャリアが磁気ブラシを形成するに当たっては、キャリア自身の磁気特性が重要である。
キャリアの磁力が低すぎると、キャリアと磁気スリーブとの間や、キャリアとキャリアとの間の結合力が弱くなる。当該結合力が弱いと、磁気ブラシを形成するキャリアが、回転する磁気スリーブの遠心力に耐え切れず、キャリアまでがトナーと一緒に感光体に飛び移る為に、感光体にキャリアが付着する現象(キャリア付着)が起こる。キャリア付着現象が発生すると、当該感光体上に付着したトナーは、そのまま転写部に至る。しかし、感光体上にキャリアが付着した状態では、当該キャリア周辺のトナー像が転写紙に転写されない為、画像異常となるものである。
他方、キャリアの磁力が高すぎると、キャリア同士の結合力が強くなるため磁気ブラシが硬くなり過ぎる。すると、当該磁気ブラシから、広がりをもって感光体に飛び移るべきトナーが、ある部分に集中して飛び移る為に、画質が悪くなるという現象が起こる。
【0006】
そのため、キャリアの磁力は、常に適正範囲内に制御されていることが求められる。しかし、当該キャリアの磁力の適正範囲は、使用される電子写真現像機の機種や、併せて使用されるトナーの種類により異なるものである。ここで、当該キャリアの磁力を、電子写真現像機の機種や、併せて使用されるトナーの種類に応じて、適宜制御出来ることが望まれた。
【0007】
キャリアの磁力を制御する方法には、様々方法がある。例えば、キャリア芯材がマグネタイトである場合には、当該マグネタイト(Fe3O4)の還元や酸化の状態を制御して、ヘマタイト(Fe2O3)やウスタイト(FeO)を析出させることで磁力を調整することが出来る。また例えば、キャリア芯材がマグネシウム系のフェライトの場合には、含有されるマグネシウムの量を制御することで磁力を調整することが可能である。
【0008】
しかし、これら還元や酸化の状態の制御法やマグネシウム量の制御法といった方法では、キャリア芯材の焼成時の雰囲気や還元剤の量を精密に制御する必要がある。そして、当該制御量が僅かでもズレた場合、得られたキャリアの磁力が、本来の狙いの磁力から大きくズレてしまうという問題があった。
【0009】
上述した還元や酸化の状態の制御法やマグネシウム量の制御法以外の方法でキャリアの磁力を制御する方法として、キャリア芯材へ適宜な添加物を添加する方法がある。当該方法を選択する場合、キャリア芯材へ適宜な添加物を添加することで、キャリアの磁力を適度にコントロールすることは可能である。しかし、当該添加物として添加できる物質には、環境規制等の観点から制限がある。そのため、当該観点から、添加物として添加できる物質として、アルミ(Al)や珪素(Si)が考えられる。
【0010】
本出願人は特許文献1として、キャリア芯材に平均粒径の小さいAl2O3およびSiO2を添加し、これらを均一に分散させることで、キャリアの真密度を低減させ、キャリア付着を低減させることを提案した。
また本出願人は特許文献2として、キャリア芯材にAl2O3を添加することでキャリア粒子の形状を変え、キャリア粒子同士の結着力をあげることを提案した。
【特許文献1】特開2008−249899号公報
【特許文献2】特開2009−122133号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、本発明者らの検討によると、上記従来の技術に係るキャリアを含む電子写真現像剤を用いて電子写真現像を行うと、キャリア付着現象が起こる場合があることを知見した。
そこで、当該キャリア付着現象の原因を追及したところ、非磁性成分であるAl2O3がキャリア付着の原因となり画像異常をもたらす原因になっていることに想到した。
具体的には、キャリア粒子において、磁性成分と非磁性成分(Al2O3)とが不均一に混在していると、キャリア粒子総体としては本来要求されている磁力であっても、当該キャリア粒子において磁力の強い部分と弱い部分が局所的に存在することになる。すると当該キャリア粒子が形成する磁気ブラシの磁力が不均一となり、キャリア付着が多くなってしまうことに想到した。
【0012】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、その目的とするところは、キャリア付着が発生せず、且つ、キャリアの磁力が適度に制御可能なキャリア芯材およびその製造方法、当該キャリア芯材を用いて製造されたキャリア、並びに、当該キャリアを用いて製造された電子写真現像剤を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、キャリア芯材中にAl原子を固溶させることで、Al原子をキャリア芯材中に均一に分散させ、且つ、非磁性物であるAl2O3等のAl化合物の存在を抑制出来ることに想到した。そして、当該キャリア芯材中にAl原子を固溶させたキャリア芯材を用いて、キャリアおよび電子写真現像剤を製造したところ、上記課題が解決できることを見出し、本発明を完成するに至った。
【0014】
即ち、上記課題を解決するための第1の発明は、
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、Al原子が完全固溶していることを特徴とする電子写真現像剤用キャリア芯材である。
【0015】
第2の発明は、
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、粉末XRDの分析において得られるXRDピーク中にAl2O3のXRDピークが存在せず、かつその格子定数が8.396Å以下、8.375Å以上であるソフトフェライトで構成されていることを特徴とする電子写真現像剤用キャリア芯材である。
【0016】
第3の発明は、
Fe原料粉末と、Mg原料粉末と、Al原料粉末と、カーボン粉末とを混合し混合物を得る混合工程と、
当該混合物を焼成して焼成粉を得る焼成工程と、
当該焼成粉を熱処理する熱処理工程とを有し、
前記混合工程において、Fe原料粉末であるFe2O3に対して、Al原料粉末をAl元素換算で0.5質量%以上、10.5質量%以下添加し、カーボン粉末を0.8質量%以上、1.8%質量以下添加することを特徴とする電子写真現像剤用キャリア芯材の製造方法である。
【0017】
第4の発明は、
前記熱処理工程における、焼成後の冷却過程において雰囲気中の酸素濃度を10000ppm以下とすることを特徴とする第3の発明に記載の電子写真現像剤用キャリア芯材の製造方法である。
【0018】
第5の発明は、
第1または第2の発明に記載の電子写真現像剤用キャリア芯材が、熱硬化性樹脂によって被覆されたものであることを特徴とする電子写真現像剤用キャリアである。
【0019】
第6の発明は、
第5の発明に記載の電子写真現像剤用キャリアと、適宜なトナーとを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0020】
本発明によれば、キャリア付着が発生せず、磁力調節が可能なキャリア芯材、当該キャリア芯材を用いて製造されたキャリア、並びに、当該キャリアを用いて製造された電子写真現像剤を得ることができる。
【図面の簡単な説明】
【0021】
【図1】キャリア芯材試料の格子定数と、Al元素の添加量との関係を示すグラフである。
【図2】キャリア芯材試料の磁化と、Al元素の添加量との関係を示すグラフである。
【図3】キャリア芯材試料の比表面積と、Al元素の添加量との関係を示すグラフである。
【図4】キャリア芯材試料のキャリア付着の状態と、Al元素の添加量との関係を示すグラフである。
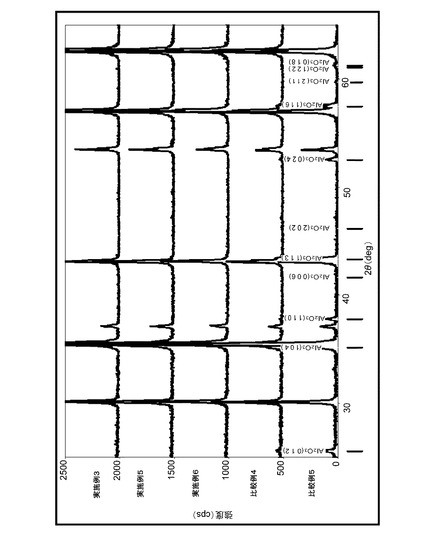
【図5】キャリア芯材試料のXRDスペクトルを記載したグラフである。
【発明を実施するための形態】
【0022】
本発明に係るキャリアを構成するキャリア芯材は、一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記されるソフトフェライトを主成分として構成されているものである。
当該キャリア芯材は、原料粉段階においてAlが添加されている。当該添加されたAlは、後述する造粒工程の段階において、還元剤としてスラリーに添加されるカーボン粉末により、焼成工程の段階にて、フェライトの中へ完全固溶する。この結果、本発明に係るキャリア芯材においては、Al原子がフェライト中に原子オーダーで均一に分散する結果、Al2O3やAl(OH)3といった非磁性不純物であるAl化合物が存在しない。
即ち、当該構成を有する本発明に係るキャリア芯材においては、キャリア付着の原因となる非磁性部分が殆ど存在しない。
【0023】
(本発明に係るキャリアを構成するキャリア芯材の製造方法)
[原料]
キャリア芯材を構成するソフトフェライトのFe供給源としては、Fe2O3等が好適に使用できる。Mg供給源としては、MgO、Mg(OH)2、MgCO3等から選択される1種以上の化合物を好適に使用できる。
【0024】
キャリア芯材の主原料であるFe2O3と、当該Fe2O3と伴にフェライトを形成するその他の金属酸化物との総量に対して、原料となるMg源の添加量はMg元素換算で0.1質量%以上、12質量%以下とすることが望ましい。
Mg元素が0.1質量%以上であれば所望する帯電量が得られる。当該観点から、Mg元素が0.5質量%以上であることがより好ましく、1.0質量%以上であればさらに好ましい。
Mg元素が12質量%以下であれば所望する磁力が得られる。当該観点から、Mg元素が10質量%以下であることがより好ましく、5質量%以下であればさらに好ましい。
【0025】
次に、キャリア芯材へ添加するAl元素について説明する。
上述したように、本発明に係るキャリア芯材においては、ソフトフェライト中にAl元素を固溶させることで、キャリア付着を起こすことなく磁力の制御を実現することが出来る。
当該効果を得るために、キャリア芯材に添加するAl元素は、キャリア芯材の主原料のFe2O3と、当該Fe2O3と伴にフェライトを合成するその他の金属酸化物との総量に対して、0.1質量%以上、10.5質量%以下の範囲で添加することが出来る。当該Al元素添加量が10.5質量%以下であると、添加されたAl原子が全てフェライトに固溶出来る。この結果、残余のAl原子がAl2O3となってキャリア内に残り、キャリア付着の原因となることを回避できる。
他方、当該Al元素添加量が0.5質量%以上あれば、キャリア芯材の磁力制御効果の効果が得られる。当該観点から、Al元素が0.5質量%以上、8質量%以下であることが好ましく、1質量%以上、5質量%以下であればさらに好ましい。
【0026】
添加するAlは、Al金属粉以外に、酸化物であるAl2O3の状態や、水酸化物であるAl(OH)3の状態でも良く、特に限定されるものではない。例えば、日本軽金属社のAl2O3が好ましく使用出来る。
【0027】
本発明者等は、キャリア芯材へ添加するAlの添加効果について、上述したキャリア芯材の磁力制御効果以外の効果も知見した。当該新規な効果とは当該キャリア芯材を用いて製造されたキャリアのトナーの搬送量を増加させる効果である。
【0028】
上述したように、磁気ブラシには、トナーを感光体へ搬送する重要な役割がある。そして、磁気ブラシを形成するキャリア1粒子あたりのトナーの搬送量が多ければ、キャリアの量を削減したり、磁気スリーブのトルクの負担を減らしたりすることが出来、好ましい。キャリア1粒子あたりのトナーの搬送量をあげるには、キャリアに対するトナーの付着力を上げてやればよい。その方法としては、キャリアもしくはトナーの帯電量を上げるか、キャリア1粒子の表面積を多くするか、の2通りの方法がある。しかし、帯電量をあげる方法の場合では、トナーをキャリアから感光体に移す際に、キャリアから引き離す力を強くする必要がある。そのため、キャリアの表面積を多くする方法のほうが、トナーの搬送量を多くする方法として好ましい。
【0029】
具体的には、本発明に係るキャリア芯材において、固溶するAl元素が0.5質量%以上あることで、Al元素を含まない場合と比較して比表面積が0.048m2/gとなり、以降、固溶するAl元素の増加と伴に比表面積も増加し、Al元素が8質量%で0.075m2/gとなる。
【0030】
次に、キャリア芯材へ添加するカーボン粉末について説明する。
添加するカーボン粉末の量は、目的とする組成によって変わってくるが、一般的には、キャリア芯材の主原料であるFe2O3に対して、0.8質量%以上、1.8質量%以下であることが好ましい。当該カーボン粉末量が0.8質量%以上あれば、未反応のAl原子が非磁性不純物として残りキャリア付着が多くなる事態、ヘマタイトである未反応Fe2O3が残り、磁力の低下が著しくなる事態を回避出来る。また、カーボン粉末量が1.8質量%以下である場合には、Al原子が十分に反応し、他方ウスタイトであるFeOは生成せず、磁力の低下が起こらない。当該観点からは、カーボン粉末量が、0.9質量%以上、1.7質量%以下であることが好ましく、さらに好ましくは、1.0%質量以上、1.5質量%以下である。
【0031】
〔スラリー化〕
狙いとするソフトフェライトの目的組成と一致させて、Fe2O3と、当該Fe2O3に対して、Al源をAl元素換算で0.5〜10.5質量%秤量し、Mg源をMg元素換算で0.1〜12質量%秤量し、カーボン粉末を0.8〜1.8質量%秤量し、これらを混合して原料混合物を得る。
【0032】
得られた原料混合物を、媒体液中で混合撹拌することによってスラリー化する(スラリー化工程)。必要に応じて、当該スラリー化前に原料混合物へ乾式で粉砕処理を加えてもよい。原料粉と媒体液の混合比は、スラリーの固形分濃度が50〜90質量%になるようにすることが望ましい。
【0033】
媒体液には、水にバインダー、分散剤等を添加したものを用いる。バインダーとしては、例えばポリビニルアルコールが好適に使用でき、その媒体液中濃度は0.5〜2質量%程度とすればよい。分散剤としては、例えば、ポリカルボン酸アンモニウム等が好適に使用でき、その媒体液中濃度も0.5〜2質量%程度とすればよい。その他、潤滑剤や焼結促進剤として、ホウ酸等を添加することも好ましい。
【0034】
上述したAl元素やカーボン粉末の添加量は、原料混合物の全量に対し非常に微量である。そこで、これらAl源やカーボン源を予め媒体液中に分散させることで、容易に均一な分散状態を得られる。尤も、金属原料混合物とAl源との媒体液中への分散順序は、上記の逆、または、同時も可能である。但し、その場合は、上記のスラリーの攪拌を十分に行ったり、湿式粉砕の回数を増やす等の処理を行うことで、これらの分散性を上げれば良い。
【0035】
〔造粒〕
造粒は、上記スラリーを噴霧乾燥機に導入し、雰囲気中へ噴霧することによって好適に実施できる。噴霧乾燥時の雰囲気温度は100〜300℃とすればよい。これにより、概ね、粒子径が10〜200μmの造粒粉を得ることができる(造粒工程)。得られた造粒粉は製品最終粒径を考慮し、振動ふるい等を用いて、予め、粗大粒子や微粉を除去することにより粒度調整することが望ましい。
【0036】
〔焼成〕
次に、造粒粉を700〜1500℃程度に加熱した炉に投入して、ソフトフェライトを合成するための一般的な手法で焼成することにより、フェライトを生成させる(焼成工程)。焼成温度が700℃以上であれば焼結進み、生成したフェライトが形状を維持できる。1500℃以下であると、フェライト粒子同士の過剰焼結が起こらず、異形粒子が生じることがない。当該観点からは、700〜1500℃程度で焼成することが好ましい。
【0037】
また、本発明においては冷却時の雰囲気の制御が肝要である。前述したとおり、冷却の際の酸素濃度が高いと固溶したAl原子がFe2O3から分解し、Al化合物となってキャリア芯材中に残ってしまう。そのため、冷却の際にはN2ガスを炉内に注入したり、COガスやH2ガスを注入して、炉内冷却の際の酸素濃度を下げる必要性がある。
当該雰囲気調整により、冷却の際の酸素濃度を10000ppm以下、好ましくは5000ppm以下の範囲、さらに好ましくは1000ppm以下に調節し、焼成物を得る。
【0038】
得られた焼成物は、この焼成完了段階で粒度調整することが望ましい。具体的には、例えば、焼成物をハンマーミル等で粗解粒し、次に、気流分級機で1次分級し、さらに、振動ふるい又は超音波ふるいで粒度を揃える処理を行うことにより、粒度調整された焼成物を得ることができる。当該粒度調整後、当該焼成物をさらに磁場選鉱機にかけ、非磁性粒子を除去することが望ましい。
【0039】
〔高抵抗化処理〕
上記焼成物を酸化性雰囲気中にて加熱することにより、当該焼成物に高抵抗層を形成させる高抵抗化処理を加えるのも好ましい構成である(高抵抗化処理工程)。加熱雰囲気は、大気、又は、酸素と窒素との混合雰囲気とすればよい。加熱温度は200〜800℃、好ましくは250〜600℃とし、処理時間は30min〜5h程度とすればよい。
このようにして本発明に係るキャリア芯材を得ることができる。
【0040】
〔キャリアの製造〕
得られたキャリア芯材に、樹脂被覆を施し、本発明に係るキャリアを得る。
キャリア芯材に、樹脂被覆を被覆する方式としては、乾式法、流動床、浸漬法等を用いることができる。キャリア内部に樹脂を充填させる観点からは、浸漬法や乾式法が好ましく適用出来る。
ここでは浸漬法を例に挙げ説明する。被覆樹脂としては、シリコーン系樹脂やアクリル樹脂が好ましい。被覆樹脂を溶剤(トルエン等)に20〜40質量%程度溶解させ、樹脂溶液を調製する。被覆操作は、当該樹脂液とキャリア芯材とを、固形分で0.7〜10質量%の範囲となるように容器中で混合した後、150〜250℃にて加熱撹拌することにより実施できる。上記の樹脂溶液の濃度、および、樹脂溶液とキャリア芯材との混合比によって、樹脂の被覆量をコントロールすることができる。当該樹脂被覆後、さらに加熱処理を施して樹脂被覆層を硬化させることによって、本発明に係るキャリアが得られる。
【0041】
[電子写真現像剤の製造]
得られた本発明に係るキャリアを、適切な粒径を有するトナーと混合することによって
、本発明に係る電子写真現像剤を得ることができる。
【実施例】
【0042】
以下、実施例に基づいて本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0043】
(実施例1)
原料として、約1μmに粉砕されたFe2O3粉と、MgO粉と、Al2O3粉とを用意した。原料はそれぞれFe2O3:96質量%、MgO:4質量%となるように混合した。Al2O3粉は、Fe2O3粉、MgO粉混合原料粉量に対して、Al元素換算で0.5質量%となるように秤量した。また、カーボン粉末としてカーボンブラックを使用し、Fe2O3に対して1.25質量%となるように秤量した。
一方、分散媒である水に、分散剤としてポリカルボン酸アンモニウム系分散剤を1.0質量%、湿潤剤としてサンノプコ(株)製「SNウェット980」を0.05質量%、バインダーとしてポリビニルアルコールを0.02質量%添加した液(媒体液)を準備した。
この媒体液に前記秤量されたカーボン粉末とAl2O3粉とを投入し、十分に分散した後、前記秤量されたFe2O3、MgO混合原料粉を投入して、攪拌することにより、これら投入した物質の濃度が65質量%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、しばらく攪拌した後、スプレードライヤーにて約180℃の熱風中に噴霧し、粒径10〜200μmの乾燥造粒物を得た。
【0044】
この造粒物から、網目365μmの篩網を用いて粗粒を分離し、網目82μmの篩網を用いて微粒を分離した後、窒素雰囲気下1300℃で5hr焼成し、フェライト化させた後、酸素濃度300ppmの雰囲気下で冷却を行った。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し網目54μmの振動ふるいで粒度調整した。以上の工程より、実施例1に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0045】
(実施例2)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で1質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例2に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0046】
(実施例3)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で1.5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例3に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0047】
(実施例4)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で2.5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例4に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0048】
(実施例5)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例5に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0049】
(実施例6)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で10質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例6に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0050】
(実施例7)
焼成冷却時の酸素濃度を2000ppmとした以外は、実施例1と同様の操作を行い、実施例7に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0051】
(実施例8)
焼成冷却時の酸素濃度を6000ppmとした以外は、実施例1と同様の操作を行い、実施例8に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0052】
(実施例9)
添加するカーボン粉末としてカーボンブラックをFe2O3に対して、1.5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例9に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0053】
(比較例1)
Al2O3粉を添加しなかった以外は、実施例1と同様の操作を行い、比較例1に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0054】
(比較例2)
添加するAl2O3粉を、Fe2O3とMgOとの混合原料粉量に対して、Al元素換算で11質量%となるように秤量した以外は、実施例1と同様の操作を行い、比較例2に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0055】
(比較例3)
カーボン粉末を添加しなかったこと以外は、実施例1と同様の操作を行い、比較例3に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0056】
(比較例4)
カーボン粉末を添加しなかったこと以外は、実施例3と同様の操作を行い、比較例4に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0057】
(比較例5)
カーボン粉末を添加しなかったこと以外は、実施例6と同様の操作を行い、比較例5に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0058】
以上、製造した実施例1〜9、比較例1〜5に係るキャリア芯材試料に対し、以下の評価を行い、その結果を表1、図1〜5に記載した。
(格子定数)
キャリア芯材試料の格子定数をXRD回折の結果より求めた。
キャリア芯材試料をメノウ乳鉢で粉砕した後、RIGAKU製、ULTIMAIVを用いてXRDパターンを測定した。XRD発生源はCu管球を使用し、印可電圧40kV、電流値40mAでX線を発生させた。測定条件は、測定範囲15°〜100°(2θ)、操作速度0.1°/min、ステップ幅は0.02°、積算回数5回である。
【0059】
(磁気特性)
キャリア芯材試料の磁気特性については、VSM(東英工業株式会社製、VSM−P7)を用いて磁化率の測定を行った。飽和磁化であるσsは、印加磁場10kOeにて測定したものである。
【0060】
(比表面積)
キャリア芯材試料の比表面積は、マウンテック社製、「Macsorb(Model:1208)」を用い、BET法により求めた。吸着ガスは窒素、キャリアガスはヘリウムである。
【0061】
(キャリア付着の評価試験)
キャリア芯材試料のキャリア付着は、直径50mm、表面磁力1000Gaussの磁気ドラムに実施例および比較例で得られたキャリア芯材試料を充填し、270rpmで30分間回転させた後、付着した粒子を回収し、その重量を測定することで行った。尚、キャリア付着量は、比較例1に係るキャリア芯材試料のキャリア付着量を「1」と規格化して評価した。当該評価値が大きいほどキャリア付着量が多いことを示している。
【0062】
(まとめ)
当該評価結果について、表1および図1〜5を用いて説明する。
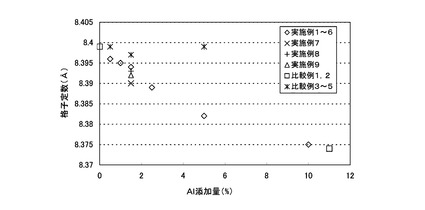
図1は、縦軸にXRD解析から得られたキャリア芯材試料の格子定数をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
【0063】
実施例1〜9に係るキャリア芯材試料では、Al元素の添加量に伴って格子定数が8.396Åから8.375Åまで連続的に減少し、Vegardの法則を満たしていることが判明した。他方、Al元素を添加していない比較例1に係るキャリア芯材試料では、格子定数が8.399Åであった。
この結果は、Fe原子のイオン半径に対して、Al原子のイオン半径が小さいため、主原料であるMgxFe1−x(Fe)2 O4における3価のFe原子のサイトに、同じ
く3価のAl原子が固溶すると、格子が縮むことによると考えられる。
以上のことから、実施例1〜9に係るキャリア芯材試料では、Al原子が結晶格子中に置換固溶していることが解る。
【0064】
これに対し、比較例3〜5に係るキャリア芯材試料では、Al元素が添加されているにもかかわらず格子定数の値が変わっていない。このことから、カーボン粉末を添加していないキャリア芯材試料では、Al原子はフェライト中に固溶せず、Al2O3として存在していることが解る。
【0065】
図5は、縦軸に信号強度をとり、横軸に角度(2θ=25度〜65度)をとり、実施例3、5、6に係るキャリア芯材試料および比較例4、5に係るキャリア芯材試料のスペクトルを記載したグラフである。
当該グラフにおいて、Al2O3の35度付近の1次ピーク(1 0 4)面と、43度付近の2次ピーク(1 1 3)面とは、フェライトのピークと重なってしまう為、用いることが出来ないが、57度付近の3次ピーク(1 1 6)面と25度付近の4次ピーク(0 1 2)面とから、キャリア芯材試料中にAl2O3が存在しているか否かが判定出来る。
図5から明らかなように、実施例3、5、6に係るキャリア芯材試料のスペクトルには、Al2O3のピークが見られない。一方、比較例4、5に係るキャリア芯材試料のスペクトルには、Al2O3のピークが観察出来る。このことからも、カーボン粉末を添加していないキャリア芯材試料では、Al原子はフェライト中に固溶せず、Al2O3として存在していることが解る。
【0066】
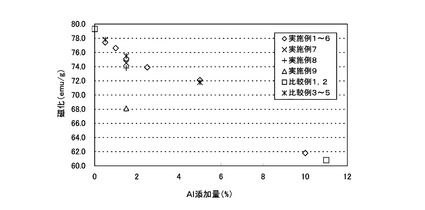
図2は、縦軸にキャリア芯材試料の磁化をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
実施例1〜6に係るキャリア芯材試料が示すように、Al元素の添加量により、磁化の値の値を制御出来ることが解る。
【0067】
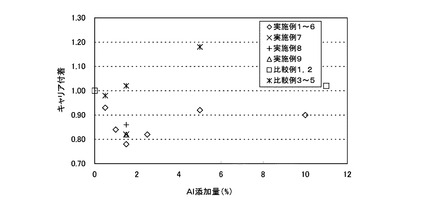
図4は、縦軸にキャリア付着の状態をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
実施例1〜6に係るキャリア芯材試料が示すように、Al原子が固溶しているキャリア芯材試料では、Al添加量の増減に拘わらずキャリア付着が少ないことが解る。そして、実施例1〜6に係るキャリア芯材試料が示すように、Al添加量により、キャリア付着の状態を良好に保ったまま、磁化の値を制御出来ることが解る。さらに、Al添加量が1〜3質量%の範囲においては、キャリア芯材試料のキャリア付着が最も低い結果となった。これは、Al元素を添加していくことによって磁化は低下するが表面積は上がる為、キャリア同士の結合力が上がりキャリア付着が少なくなった為と考えられる。
これに対し、比較例2に係るキャリア芯材試料と、実施例6に係るキャリア芯材試料とのキャリア付着の状態を比較すると、比較例2に係るキャリア芯材試料のキャリア付着は、Al元素を添加しているにもかかわらず多くなっている。これは、比較例2に係るキャリア芯材試料においては、Al元素の添加量が過剰な為に、磁力が低くなってしまい、磁気ドラムのトルクに耐えられなくなった為と考えられる。
また、比較例3〜5に係るキャリア芯材試料の結果から明らかなように、Al原子が固溶していないキャリア芯材試料ではキャリア付着が非常に多いことが判明した。これは、キャリア芯材試料中に、Al原子が固溶せず非磁性成分であるAl2O3として残留した為に、キャリア付着の原因になったと考えられる。
【0068】
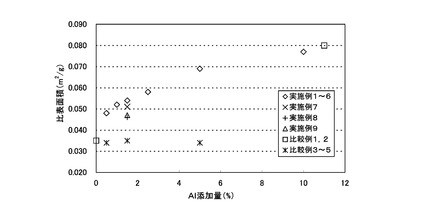
図3は、縦軸にキャリア芯材試料の比表面積をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
実施例1〜6に係るキャリア芯材試料が示すように、Al原子が固溶しているキャリア芯材試料では、Al元素の添加量の増加に対して、比表面積が0.048m2/g〜0.077m2/gと大きくなっていくことが解る。
これに対し、比較例3〜5に係るAl原子が固溶していないキャリア芯材試料や、比較例1に係るAl元素が添加されていないキャリア芯材試料では、比表面積0.034m2/g〜0.035m2/gと低い値となっている。
【0069】
【表1】

【技術分野】
【0001】
本発明は、電子写真現像に用いられる電子写真現像剤用のキャリア芯材およびその製造方法、電子写真現像剤用キャリア、並びに電子写真現像剤に関する。
【背景技術】
【0002】
従来、複写機、プリンター等で使用される電子写真現像方法としては、カスケード法、磁気ブラシ現像法、他の方法が用いられていた。近年は、感光体ドラム上に形成された静電潜像に、磁気ブラシを介してトナー像を顕像化させた後、熱定着させて画像を得る磁気ブラシ現像法が一般的な手段である。さらに最近では、トナーを電子写真現像剤用キャリア(本発明において、「キャリア」と記載する場合がある。)の粒子上に静電的に配向させ、当該キャリアに上記磁気ブラシを形成させる二成分系現像剤を用いる現像法が多用されている。
【0003】
上記二成分系現像剤を用いる電子写真現像機では、用途に応じてキャリアに要求される特性も異なってくるが、一般的には高速現像、フルカラー現像、高画質現像に対応する特性がキャリアに要求される。また、近年の研究においては、上記現像能力に加え、電子写真現像機のランニングコストの低減、キャリアのリサイクル化の促進、また環境規制の影響から電子写真現像剤や電子写真現像機に使用される物質の環境負荷などにも検討が行われている。
【0004】
ところで、二成分系現像剤ではキャリアとして、当該キャリア粒子を構成する芯材(本発明において、「キャリア芯材」と記載する場合がある。)の表面に、トナーと逆帯電性の樹脂を適度に被覆させた粒子が用いられる。当該樹脂被覆されたキャリアは、現像器内でトナーを感光体に運ぶ役割を担っている。具体的には、当該樹脂被覆されたキャリアは、上述したように磁気スリーブ上で当該トナーを包含した磁気ブラシを形成し、当該磁気ブラシを介して、感光体へトナーを移動させる働きをする。
【0005】
ここで、磁気スリーブ上でキャリアが磁気ブラシを形成するに当たっては、キャリア自身の磁気特性が重要である。
キャリアの磁力が低すぎると、キャリアと磁気スリーブとの間や、キャリアとキャリアとの間の結合力が弱くなる。当該結合力が弱いと、磁気ブラシを形成するキャリアが、回転する磁気スリーブの遠心力に耐え切れず、キャリアまでがトナーと一緒に感光体に飛び移る為に、感光体にキャリアが付着する現象(キャリア付着)が起こる。キャリア付着現象が発生すると、当該感光体上に付着したトナーは、そのまま転写部に至る。しかし、感光体上にキャリアが付着した状態では、当該キャリア周辺のトナー像が転写紙に転写されない為、画像異常となるものである。
他方、キャリアの磁力が高すぎると、キャリア同士の結合力が強くなるため磁気ブラシが硬くなり過ぎる。すると、当該磁気ブラシから、広がりをもって感光体に飛び移るべきトナーが、ある部分に集中して飛び移る為に、画質が悪くなるという現象が起こる。
【0006】
そのため、キャリアの磁力は、常に適正範囲内に制御されていることが求められる。しかし、当該キャリアの磁力の適正範囲は、使用される電子写真現像機の機種や、併せて使用されるトナーの種類により異なるものである。ここで、当該キャリアの磁力を、電子写真現像機の機種や、併せて使用されるトナーの種類に応じて、適宜制御出来ることが望まれた。
【0007】
キャリアの磁力を制御する方法には、様々方法がある。例えば、キャリア芯材がマグネタイトである場合には、当該マグネタイト(Fe3O4)の還元や酸化の状態を制御して、ヘマタイト(Fe2O3)やウスタイト(FeO)を析出させることで磁力を調整することが出来る。また例えば、キャリア芯材がマグネシウム系のフェライトの場合には、含有されるマグネシウムの量を制御することで磁力を調整することが可能である。
【0008】
しかし、これら還元や酸化の状態の制御法やマグネシウム量の制御法といった方法では、キャリア芯材の焼成時の雰囲気や還元剤の量を精密に制御する必要がある。そして、当該制御量が僅かでもズレた場合、得られたキャリアの磁力が、本来の狙いの磁力から大きくズレてしまうという問題があった。
【0009】
上述した還元や酸化の状態の制御法やマグネシウム量の制御法以外の方法でキャリアの磁力を制御する方法として、キャリア芯材へ適宜な添加物を添加する方法がある。当該方法を選択する場合、キャリア芯材へ適宜な添加物を添加することで、キャリアの磁力を適度にコントロールすることは可能である。しかし、当該添加物として添加できる物質には、環境規制等の観点から制限がある。そのため、当該観点から、添加物として添加できる物質として、アルミ(Al)や珪素(Si)が考えられる。
【0010】
本出願人は特許文献1として、キャリア芯材に平均粒径の小さいAl2O3およびSiO2を添加し、これらを均一に分散させることで、キャリアの真密度を低減させ、キャリア付着を低減させることを提案した。
また本出願人は特許文献2として、キャリア芯材にAl2O3を添加することでキャリア粒子の形状を変え、キャリア粒子同士の結着力をあげることを提案した。
【特許文献1】特開2008−249899号公報
【特許文献2】特開2009−122133号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、本発明者らの検討によると、上記従来の技術に係るキャリアを含む電子写真現像剤を用いて電子写真現像を行うと、キャリア付着現象が起こる場合があることを知見した。
そこで、当該キャリア付着現象の原因を追及したところ、非磁性成分であるAl2O3がキャリア付着の原因となり画像異常をもたらす原因になっていることに想到した。
具体的には、キャリア粒子において、磁性成分と非磁性成分(Al2O3)とが不均一に混在していると、キャリア粒子総体としては本来要求されている磁力であっても、当該キャリア粒子において磁力の強い部分と弱い部分が局所的に存在することになる。すると当該キャリア粒子が形成する磁気ブラシの磁力が不均一となり、キャリア付着が多くなってしまうことに想到した。
【0012】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、その目的とするところは、キャリア付着が発生せず、且つ、キャリアの磁力が適度に制御可能なキャリア芯材およびその製造方法、当該キャリア芯材を用いて製造されたキャリア、並びに、当該キャリアを用いて製造された電子写真現像剤を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、キャリア芯材中にAl原子を固溶させることで、Al原子をキャリア芯材中に均一に分散させ、且つ、非磁性物であるAl2O3等のAl化合物の存在を抑制出来ることに想到した。そして、当該キャリア芯材中にAl原子を固溶させたキャリア芯材を用いて、キャリアおよび電子写真現像剤を製造したところ、上記課題が解決できることを見出し、本発明を完成するに至った。
【0014】
即ち、上記課題を解決するための第1の発明は、
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、Al原子が完全固溶していることを特徴とする電子写真現像剤用キャリア芯材である。
【0015】
第2の発明は、
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、粉末XRDの分析において得られるXRDピーク中にAl2O3のXRDピークが存在せず、かつその格子定数が8.396Å以下、8.375Å以上であるソフトフェライトで構成されていることを特徴とする電子写真現像剤用キャリア芯材である。
【0016】
第3の発明は、
Fe原料粉末と、Mg原料粉末と、Al原料粉末と、カーボン粉末とを混合し混合物を得る混合工程と、
当該混合物を焼成して焼成粉を得る焼成工程と、
当該焼成粉を熱処理する熱処理工程とを有し、
前記混合工程において、Fe原料粉末であるFe2O3に対して、Al原料粉末をAl元素換算で0.5質量%以上、10.5質量%以下添加し、カーボン粉末を0.8質量%以上、1.8%質量以下添加することを特徴とする電子写真現像剤用キャリア芯材の製造方法である。
【0017】
第4の発明は、
前記熱処理工程における、焼成後の冷却過程において雰囲気中の酸素濃度を10000ppm以下とすることを特徴とする第3の発明に記載の電子写真現像剤用キャリア芯材の製造方法である。
【0018】
第5の発明は、
第1または第2の発明に記載の電子写真現像剤用キャリア芯材が、熱硬化性樹脂によって被覆されたものであることを特徴とする電子写真現像剤用キャリアである。
【0019】
第6の発明は、
第5の発明に記載の電子写真現像剤用キャリアと、適宜なトナーとを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0020】
本発明によれば、キャリア付着が発生せず、磁力調節が可能なキャリア芯材、当該キャリア芯材を用いて製造されたキャリア、並びに、当該キャリアを用いて製造された電子写真現像剤を得ることができる。
【図面の簡単な説明】
【0021】
【図1】キャリア芯材試料の格子定数と、Al元素の添加量との関係を示すグラフである。
【図2】キャリア芯材試料の磁化と、Al元素の添加量との関係を示すグラフである。
【図3】キャリア芯材試料の比表面積と、Al元素の添加量との関係を示すグラフである。
【図4】キャリア芯材試料のキャリア付着の状態と、Al元素の添加量との関係を示すグラフである。
【図5】キャリア芯材試料のXRDスペクトルを記載したグラフである。
【発明を実施するための形態】
【0022】
本発明に係るキャリアを構成するキャリア芯材は、一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記されるソフトフェライトを主成分として構成されているものである。
当該キャリア芯材は、原料粉段階においてAlが添加されている。当該添加されたAlは、後述する造粒工程の段階において、還元剤としてスラリーに添加されるカーボン粉末により、焼成工程の段階にて、フェライトの中へ完全固溶する。この結果、本発明に係るキャリア芯材においては、Al原子がフェライト中に原子オーダーで均一に分散する結果、Al2O3やAl(OH)3といった非磁性不純物であるAl化合物が存在しない。
即ち、当該構成を有する本発明に係るキャリア芯材においては、キャリア付着の原因となる非磁性部分が殆ど存在しない。
【0023】
(本発明に係るキャリアを構成するキャリア芯材の製造方法)
[原料]
キャリア芯材を構成するソフトフェライトのFe供給源としては、Fe2O3等が好適に使用できる。Mg供給源としては、MgO、Mg(OH)2、MgCO3等から選択される1種以上の化合物を好適に使用できる。
【0024】
キャリア芯材の主原料であるFe2O3と、当該Fe2O3と伴にフェライトを形成するその他の金属酸化物との総量に対して、原料となるMg源の添加量はMg元素換算で0.1質量%以上、12質量%以下とすることが望ましい。
Mg元素が0.1質量%以上であれば所望する帯電量が得られる。当該観点から、Mg元素が0.5質量%以上であることがより好ましく、1.0質量%以上であればさらに好ましい。
Mg元素が12質量%以下であれば所望する磁力が得られる。当該観点から、Mg元素が10質量%以下であることがより好ましく、5質量%以下であればさらに好ましい。
【0025】
次に、キャリア芯材へ添加するAl元素について説明する。
上述したように、本発明に係るキャリア芯材においては、ソフトフェライト中にAl元素を固溶させることで、キャリア付着を起こすことなく磁力の制御を実現することが出来る。
当該効果を得るために、キャリア芯材に添加するAl元素は、キャリア芯材の主原料のFe2O3と、当該Fe2O3と伴にフェライトを合成するその他の金属酸化物との総量に対して、0.1質量%以上、10.5質量%以下の範囲で添加することが出来る。当該Al元素添加量が10.5質量%以下であると、添加されたAl原子が全てフェライトに固溶出来る。この結果、残余のAl原子がAl2O3となってキャリア内に残り、キャリア付着の原因となることを回避できる。
他方、当該Al元素添加量が0.5質量%以上あれば、キャリア芯材の磁力制御効果の効果が得られる。当該観点から、Al元素が0.5質量%以上、8質量%以下であることが好ましく、1質量%以上、5質量%以下であればさらに好ましい。
【0026】
添加するAlは、Al金属粉以外に、酸化物であるAl2O3の状態や、水酸化物であるAl(OH)3の状態でも良く、特に限定されるものではない。例えば、日本軽金属社のAl2O3が好ましく使用出来る。
【0027】
本発明者等は、キャリア芯材へ添加するAlの添加効果について、上述したキャリア芯材の磁力制御効果以外の効果も知見した。当該新規な効果とは当該キャリア芯材を用いて製造されたキャリアのトナーの搬送量を増加させる効果である。
【0028】
上述したように、磁気ブラシには、トナーを感光体へ搬送する重要な役割がある。そして、磁気ブラシを形成するキャリア1粒子あたりのトナーの搬送量が多ければ、キャリアの量を削減したり、磁気スリーブのトルクの負担を減らしたりすることが出来、好ましい。キャリア1粒子あたりのトナーの搬送量をあげるには、キャリアに対するトナーの付着力を上げてやればよい。その方法としては、キャリアもしくはトナーの帯電量を上げるか、キャリア1粒子の表面積を多くするか、の2通りの方法がある。しかし、帯電量をあげる方法の場合では、トナーをキャリアから感光体に移す際に、キャリアから引き離す力を強くする必要がある。そのため、キャリアの表面積を多くする方法のほうが、トナーの搬送量を多くする方法として好ましい。
【0029】
具体的には、本発明に係るキャリア芯材において、固溶するAl元素が0.5質量%以上あることで、Al元素を含まない場合と比較して比表面積が0.048m2/gとなり、以降、固溶するAl元素の増加と伴に比表面積も増加し、Al元素が8質量%で0.075m2/gとなる。
【0030】
次に、キャリア芯材へ添加するカーボン粉末について説明する。
添加するカーボン粉末の量は、目的とする組成によって変わってくるが、一般的には、キャリア芯材の主原料であるFe2O3に対して、0.8質量%以上、1.8質量%以下であることが好ましい。当該カーボン粉末量が0.8質量%以上あれば、未反応のAl原子が非磁性不純物として残りキャリア付着が多くなる事態、ヘマタイトである未反応Fe2O3が残り、磁力の低下が著しくなる事態を回避出来る。また、カーボン粉末量が1.8質量%以下である場合には、Al原子が十分に反応し、他方ウスタイトであるFeOは生成せず、磁力の低下が起こらない。当該観点からは、カーボン粉末量が、0.9質量%以上、1.7質量%以下であることが好ましく、さらに好ましくは、1.0%質量以上、1.5質量%以下である。
【0031】
〔スラリー化〕
狙いとするソフトフェライトの目的組成と一致させて、Fe2O3と、当該Fe2O3に対して、Al源をAl元素換算で0.5〜10.5質量%秤量し、Mg源をMg元素換算で0.1〜12質量%秤量し、カーボン粉末を0.8〜1.8質量%秤量し、これらを混合して原料混合物を得る。
【0032】
得られた原料混合物を、媒体液中で混合撹拌することによってスラリー化する(スラリー化工程)。必要に応じて、当該スラリー化前に原料混合物へ乾式で粉砕処理を加えてもよい。原料粉と媒体液の混合比は、スラリーの固形分濃度が50〜90質量%になるようにすることが望ましい。
【0033】
媒体液には、水にバインダー、分散剤等を添加したものを用いる。バインダーとしては、例えばポリビニルアルコールが好適に使用でき、その媒体液中濃度は0.5〜2質量%程度とすればよい。分散剤としては、例えば、ポリカルボン酸アンモニウム等が好適に使用でき、その媒体液中濃度も0.5〜2質量%程度とすればよい。その他、潤滑剤や焼結促進剤として、ホウ酸等を添加することも好ましい。
【0034】
上述したAl元素やカーボン粉末の添加量は、原料混合物の全量に対し非常に微量である。そこで、これらAl源やカーボン源を予め媒体液中に分散させることで、容易に均一な分散状態を得られる。尤も、金属原料混合物とAl源との媒体液中への分散順序は、上記の逆、または、同時も可能である。但し、その場合は、上記のスラリーの攪拌を十分に行ったり、湿式粉砕の回数を増やす等の処理を行うことで、これらの分散性を上げれば良い。
【0035】
〔造粒〕
造粒は、上記スラリーを噴霧乾燥機に導入し、雰囲気中へ噴霧することによって好適に実施できる。噴霧乾燥時の雰囲気温度は100〜300℃とすればよい。これにより、概ね、粒子径が10〜200μmの造粒粉を得ることができる(造粒工程)。得られた造粒粉は製品最終粒径を考慮し、振動ふるい等を用いて、予め、粗大粒子や微粉を除去することにより粒度調整することが望ましい。
【0036】
〔焼成〕
次に、造粒粉を700〜1500℃程度に加熱した炉に投入して、ソフトフェライトを合成するための一般的な手法で焼成することにより、フェライトを生成させる(焼成工程)。焼成温度が700℃以上であれば焼結進み、生成したフェライトが形状を維持できる。1500℃以下であると、フェライト粒子同士の過剰焼結が起こらず、異形粒子が生じることがない。当該観点からは、700〜1500℃程度で焼成することが好ましい。
【0037】
また、本発明においては冷却時の雰囲気の制御が肝要である。前述したとおり、冷却の際の酸素濃度が高いと固溶したAl原子がFe2O3から分解し、Al化合物となってキャリア芯材中に残ってしまう。そのため、冷却の際にはN2ガスを炉内に注入したり、COガスやH2ガスを注入して、炉内冷却の際の酸素濃度を下げる必要性がある。
当該雰囲気調整により、冷却の際の酸素濃度を10000ppm以下、好ましくは5000ppm以下の範囲、さらに好ましくは1000ppm以下に調節し、焼成物を得る。
【0038】
得られた焼成物は、この焼成完了段階で粒度調整することが望ましい。具体的には、例えば、焼成物をハンマーミル等で粗解粒し、次に、気流分級機で1次分級し、さらに、振動ふるい又は超音波ふるいで粒度を揃える処理を行うことにより、粒度調整された焼成物を得ることができる。当該粒度調整後、当該焼成物をさらに磁場選鉱機にかけ、非磁性粒子を除去することが望ましい。
【0039】
〔高抵抗化処理〕
上記焼成物を酸化性雰囲気中にて加熱することにより、当該焼成物に高抵抗層を形成させる高抵抗化処理を加えるのも好ましい構成である(高抵抗化処理工程)。加熱雰囲気は、大気、又は、酸素と窒素との混合雰囲気とすればよい。加熱温度は200〜800℃、好ましくは250〜600℃とし、処理時間は30min〜5h程度とすればよい。
このようにして本発明に係るキャリア芯材を得ることができる。
【0040】
〔キャリアの製造〕
得られたキャリア芯材に、樹脂被覆を施し、本発明に係るキャリアを得る。
キャリア芯材に、樹脂被覆を被覆する方式としては、乾式法、流動床、浸漬法等を用いることができる。キャリア内部に樹脂を充填させる観点からは、浸漬法や乾式法が好ましく適用出来る。
ここでは浸漬法を例に挙げ説明する。被覆樹脂としては、シリコーン系樹脂やアクリル樹脂が好ましい。被覆樹脂を溶剤(トルエン等)に20〜40質量%程度溶解させ、樹脂溶液を調製する。被覆操作は、当該樹脂液とキャリア芯材とを、固形分で0.7〜10質量%の範囲となるように容器中で混合した後、150〜250℃にて加熱撹拌することにより実施できる。上記の樹脂溶液の濃度、および、樹脂溶液とキャリア芯材との混合比によって、樹脂の被覆量をコントロールすることができる。当該樹脂被覆後、さらに加熱処理を施して樹脂被覆層を硬化させることによって、本発明に係るキャリアが得られる。
【0041】
[電子写真現像剤の製造]
得られた本発明に係るキャリアを、適切な粒径を有するトナーと混合することによって
、本発明に係る電子写真現像剤を得ることができる。
【実施例】
【0042】
以下、実施例に基づいて本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0043】
(実施例1)
原料として、約1μmに粉砕されたFe2O3粉と、MgO粉と、Al2O3粉とを用意した。原料はそれぞれFe2O3:96質量%、MgO:4質量%となるように混合した。Al2O3粉は、Fe2O3粉、MgO粉混合原料粉量に対して、Al元素換算で0.5質量%となるように秤量した。また、カーボン粉末としてカーボンブラックを使用し、Fe2O3に対して1.25質量%となるように秤量した。
一方、分散媒である水に、分散剤としてポリカルボン酸アンモニウム系分散剤を1.0質量%、湿潤剤としてサンノプコ(株)製「SNウェット980」を0.05質量%、バインダーとしてポリビニルアルコールを0.02質量%添加した液(媒体液)を準備した。
この媒体液に前記秤量されたカーボン粉末とAl2O3粉とを投入し、十分に分散した後、前記秤量されたFe2O3、MgO混合原料粉を投入して、攪拌することにより、これら投入した物質の濃度が65質量%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、しばらく攪拌した後、スプレードライヤーにて約180℃の熱風中に噴霧し、粒径10〜200μmの乾燥造粒物を得た。
【0044】
この造粒物から、網目365μmの篩網を用いて粗粒を分離し、網目82μmの篩網を用いて微粒を分離した後、窒素雰囲気下1300℃で5hr焼成し、フェライト化させた後、酸素濃度300ppmの雰囲気下で冷却を行った。このフェライト化した焼成物をハンマーミルで解粒し、風力分級機を用いて微粉を除去し網目54μmの振動ふるいで粒度調整した。以上の工程より、実施例1に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0045】
(実施例2)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で1質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例2に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0046】
(実施例3)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で1.5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例3に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0047】
(実施例4)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で2.5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例4に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0048】
(実施例5)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例5に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0049】
(実施例6)
添加するAl2O3粉を、Fe2O3、MgO混合原料粉量に対して、Al元素換算で10質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例6に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0050】
(実施例7)
焼成冷却時の酸素濃度を2000ppmとした以外は、実施例1と同様の操作を行い、実施例7に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0051】
(実施例8)
焼成冷却時の酸素濃度を6000ppmとした以外は、実施例1と同様の操作を行い、実施例8に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0052】
(実施例9)
添加するカーボン粉末としてカーボンブラックをFe2O3に対して、1.5質量%となるように秤量した以外は、実施例1と同様の操作を行い、実施例9に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0053】
(比較例1)
Al2O3粉を添加しなかった以外は、実施例1と同様の操作を行い、比較例1に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0054】
(比較例2)
添加するAl2O3粉を、Fe2O3とMgOとの混合原料粉量に対して、Al元素換算で11質量%となるように秤量した以外は、実施例1と同様の操作を行い、比較例2に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0055】
(比較例3)
カーボン粉末を添加しなかったこと以外は、実施例1と同様の操作を行い、比較例3に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。
【0056】
(比較例4)
カーボン粉末を添加しなかったこと以外は、実施例3と同様の操作を行い、比較例4に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0057】
(比較例5)
カーボン粉末を添加しなかったこと以外は、実施例6と同様の操作を行い、比較例5に係るキャリア芯材試料を得た。このキャリア芯材試料の添加剤の添加量と格子定数、冷却の際の酸素濃度、磁気特性、および後述する評価試験結果を表1に示す。また、このときのXRD解析によって得られた、回折ピークの結果を図5に示す。
【0058】
以上、製造した実施例1〜9、比較例1〜5に係るキャリア芯材試料に対し、以下の評価を行い、その結果を表1、図1〜5に記載した。
(格子定数)
キャリア芯材試料の格子定数をXRD回折の結果より求めた。
キャリア芯材試料をメノウ乳鉢で粉砕した後、RIGAKU製、ULTIMAIVを用いてXRDパターンを測定した。XRD発生源はCu管球を使用し、印可電圧40kV、電流値40mAでX線を発生させた。測定条件は、測定範囲15°〜100°(2θ)、操作速度0.1°/min、ステップ幅は0.02°、積算回数5回である。
【0059】
(磁気特性)
キャリア芯材試料の磁気特性については、VSM(東英工業株式会社製、VSM−P7)を用いて磁化率の測定を行った。飽和磁化であるσsは、印加磁場10kOeにて測定したものである。
【0060】
(比表面積)
キャリア芯材試料の比表面積は、マウンテック社製、「Macsorb(Model:1208)」を用い、BET法により求めた。吸着ガスは窒素、キャリアガスはヘリウムである。
【0061】
(キャリア付着の評価試験)
キャリア芯材試料のキャリア付着は、直径50mm、表面磁力1000Gaussの磁気ドラムに実施例および比較例で得られたキャリア芯材試料を充填し、270rpmで30分間回転させた後、付着した粒子を回収し、その重量を測定することで行った。尚、キャリア付着量は、比較例1に係るキャリア芯材試料のキャリア付着量を「1」と規格化して評価した。当該評価値が大きいほどキャリア付着量が多いことを示している。
【0062】
(まとめ)
当該評価結果について、表1および図1〜5を用いて説明する。
図1は、縦軸にXRD解析から得られたキャリア芯材試料の格子定数をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
【0063】
実施例1〜9に係るキャリア芯材試料では、Al元素の添加量に伴って格子定数が8.396Åから8.375Åまで連続的に減少し、Vegardの法則を満たしていることが判明した。他方、Al元素を添加していない比較例1に係るキャリア芯材試料では、格子定数が8.399Åであった。
この結果は、Fe原子のイオン半径に対して、Al原子のイオン半径が小さいため、主原料であるMgxFe1−x(Fe)2 O4における3価のFe原子のサイトに、同じ
く3価のAl原子が固溶すると、格子が縮むことによると考えられる。
以上のことから、実施例1〜9に係るキャリア芯材試料では、Al原子が結晶格子中に置換固溶していることが解る。
【0064】
これに対し、比較例3〜5に係るキャリア芯材試料では、Al元素が添加されているにもかかわらず格子定数の値が変わっていない。このことから、カーボン粉末を添加していないキャリア芯材試料では、Al原子はフェライト中に固溶せず、Al2O3として存在していることが解る。
【0065】
図5は、縦軸に信号強度をとり、横軸に角度(2θ=25度〜65度)をとり、実施例3、5、6に係るキャリア芯材試料および比較例4、5に係るキャリア芯材試料のスペクトルを記載したグラフである。
当該グラフにおいて、Al2O3の35度付近の1次ピーク(1 0 4)面と、43度付近の2次ピーク(1 1 3)面とは、フェライトのピークと重なってしまう為、用いることが出来ないが、57度付近の3次ピーク(1 1 6)面と25度付近の4次ピーク(0 1 2)面とから、キャリア芯材試料中にAl2O3が存在しているか否かが判定出来る。
図5から明らかなように、実施例3、5、6に係るキャリア芯材試料のスペクトルには、Al2O3のピークが見られない。一方、比較例4、5に係るキャリア芯材試料のスペクトルには、Al2O3のピークが観察出来る。このことからも、カーボン粉末を添加していないキャリア芯材試料では、Al原子はフェライト中に固溶せず、Al2O3として存在していることが解る。
【0066】
図2は、縦軸にキャリア芯材試料の磁化をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
実施例1〜6に係るキャリア芯材試料が示すように、Al元素の添加量により、磁化の値の値を制御出来ることが解る。
【0067】
図4は、縦軸にキャリア付着の状態をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
実施例1〜6に係るキャリア芯材試料が示すように、Al原子が固溶しているキャリア芯材試料では、Al添加量の増減に拘わらずキャリア付着が少ないことが解る。そして、実施例1〜6に係るキャリア芯材試料が示すように、Al添加量により、キャリア付着の状態を良好に保ったまま、磁化の値を制御出来ることが解る。さらに、Al添加量が1〜3質量%の範囲においては、キャリア芯材試料のキャリア付着が最も低い結果となった。これは、Al元素を添加していくことによって磁化は低下するが表面積は上がる為、キャリア同士の結合力が上がりキャリア付着が少なくなった為と考えられる。
これに対し、比較例2に係るキャリア芯材試料と、実施例6に係るキャリア芯材試料とのキャリア付着の状態を比較すると、比較例2に係るキャリア芯材試料のキャリア付着は、Al元素を添加しているにもかかわらず多くなっている。これは、比較例2に係るキャリア芯材試料においては、Al元素の添加量が過剰な為に、磁力が低くなってしまい、磁気ドラムのトルクに耐えられなくなった為と考えられる。
また、比較例3〜5に係るキャリア芯材試料の結果から明らかなように、Al原子が固溶していないキャリア芯材試料ではキャリア付着が非常に多いことが判明した。これは、キャリア芯材試料中に、Al原子が固溶せず非磁性成分であるAl2O3として残留した為に、キャリア付着の原因になったと考えられる。
【0068】
図3は、縦軸にキャリア芯材試料の比表面積をとり、横軸にキャリア芯材試料へのAl元素の添加量をとり、実施例1〜6に係るキャリア芯材試料を◇でプロットし、実施例7に係るキャリア芯材試料を×でプロットし、実施例8に係るキャリア芯材試料を+でプロットし、比較例1、2に係るキャリア芯材試料を□でプロットし、比較例3〜5に係るキャリア芯材試料を*でプロットしたグラフである。
実施例1〜6に係るキャリア芯材試料が示すように、Al原子が固溶しているキャリア芯材試料では、Al元素の添加量の増加に対して、比表面積が0.048m2/g〜0.077m2/gと大きくなっていくことが解る。
これに対し、比較例3〜5に係るAl原子が固溶していないキャリア芯材試料や、比較例1に係るAl元素が添加されていないキャリア芯材試料では、比表面積0.034m2/g〜0.035m2/gと低い値となっている。
【0069】
【表1】
【特許請求の範囲】
【請求項1】
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、Al原子が完全固溶していることを特徴とする電子写真現像剤用キャリア芯材。
【請求項2】
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、粉末XRDの分析において得られるXRDピーク中にAl2O3のXRDピークが存在せず、且つその格子定数が8.396Å以下、8.375Å以上であるソフトフェライトで構成されていることを特徴とする電子写真現像剤用キャリア芯材。
【請求項3】
Fe原料粉末と、Mg原料粉末と、Al原料粉末と、カーボン粉末とを混合し混合物を得る混合工程と、
当該混合物を焼成して焼成粉を得る焼成工程と、
当該焼成粉を熱処理する熱処理工程とを有し、
前記混合工程において、Fe原料粉末であるFe2O3に対して、Al原料粉末をAl元素換算で0.5質量%以上、10.5質量%以下添加し、カーボン粉末を0.8質量%以上、1.8質量%以下添加することを特徴とする電子写真現像剤用キャリア芯材の製造方法。
【請求項4】
前記熱処理工程における、焼成後の冷却過程において雰囲気中の酸素濃度を10000ppm以下とすることを特徴とする請求項3に記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項5】
請求項1または2に記載の電子写真現像剤用キャリア芯材が、熱硬化性樹脂によって被覆されたものであることを特徴とする電子写真現像剤用キャリア。
【請求項6】
請求項5に記載の電子写真現像剤用キャリアと、適宜なトナーとを含むことを特徴とする電子写真現像剤。
【請求項1】
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、Al原子が完全固溶していることを特徴とする電子写真現像剤用キャリア芯材。
【請求項2】
一般式MgxFe1−x(AlYFe1−Y )2 O4(但し、0<X≦1、0<Y<1である。)で表記され、粉末XRDの分析において得られるXRDピーク中にAl2O3のXRDピークが存在せず、且つその格子定数が8.396Å以下、8.375Å以上であるソフトフェライトで構成されていることを特徴とする電子写真現像剤用キャリア芯材。
【請求項3】
Fe原料粉末と、Mg原料粉末と、Al原料粉末と、カーボン粉末とを混合し混合物を得る混合工程と、
当該混合物を焼成して焼成粉を得る焼成工程と、
当該焼成粉を熱処理する熱処理工程とを有し、
前記混合工程において、Fe原料粉末であるFe2O3に対して、Al原料粉末をAl元素換算で0.5質量%以上、10.5質量%以下添加し、カーボン粉末を0.8質量%以上、1.8質量%以下添加することを特徴とする電子写真現像剤用キャリア芯材の製造方法。
【請求項4】
前記熱処理工程における、焼成後の冷却過程において雰囲気中の酸素濃度を10000ppm以下とすることを特徴とする請求項3に記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項5】
請求項1または2に記載の電子写真現像剤用キャリア芯材が、熱硬化性樹脂によって被覆されたものであることを特徴とする電子写真現像剤用キャリア。
【請求項6】
請求項5に記載の電子写真現像剤用キャリアと、適宜なトナーとを含むことを特徴とする電子写真現像剤。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−75918(P2011−75918A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−228566(P2009−228566)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
[ Back to top ]