
電子写真現像剤用キャリア芯材およびその製造方法
【課題】焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる、電子写真現像剤用キャリア芯材を安価に製造する。
【解決手段】三酸化二鉄粉末と、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸ストロンチウムなどの炭酸塩と、還元剤との混合物を顆粒化した後、酸素濃度1.0×10−4ppm以下の低酸素雰囲気において1000℃以下の温度で熱処理する。
【解決手段】三酸化二鉄粉末と、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸ストロンチウムなどの炭酸塩と、還元剤との混合物を顆粒化した後、酸素濃度1.0×10−4ppm以下の低酸素雰囲気において1000℃以下の温度で熱処理する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真現像剤用キャリア芯材およびその製造方法に関し、特に、複写機やプリンタなどの現像器において電子写真現像に使用される電子写真現像剤用キャリア芯材およびその製造方法に関する。
【背景技術】
【0002】
従来、複写機やプリンタなどの現像器において、電子写真現像方法としてカスケード法や磁気ブラシ現像法などの方法が用いられている。磁気ブラシ現像法は、近年一般的に使用されている方法であり、感光体ドラム上に形成された静電潜像に磁気ブラシを介してトナー像を顕像化させた後、熱定着させて画像を得る方法である。
【0003】
磁気ブラシ現像法は、磁気ブラシをトナーのみで形成する一成分系現像方式と、電子写真現像剤用キャリア(以下、「キャリア」という)の粒子上にトナーを静電的に配向させて磁気ブラシを形成する二成分系現像方式に大別される。これらの方式のうち、二成分系現像方式は、トナーの帯電特性が安定して得られ、良好な画像品質を得ることができるという利点がある。
【0004】
二成分系現像方式におけるキャリアは、現像器内でトナーと混合および攪拌されることによってトナーに電荷を付与するだけでなく、トナーを感光体上に搬送する担持体として機能する。トナーを感光体に搬送した後のキャリアは、マグネットロール上に残留し、現像器内で再びトナーと混合される。そのため、キャリアは、磁気ブラシを形成する磁気特性の他、所望の電荷をトナーに付与する帯電特性や、繰り返し使用における耐久性などの特性が要求されている。
【0005】
これらの特性を満足するために、一般に、キャリアを構成する粒子として、マグネタイトや各種フェライトの磁性粒子からなる芯材(以下、「キャリア芯材」という)の表面を樹脂で被覆したキャリア粒子が用いられている。また、キャリアの耐久性を高めるためには、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制するとともに、帯電付与能力を維持する必要がある。
【0006】
キャリアの耐久性を高める方法として、フェライト用原料を調整して得られた平均粒径20〜50μmの原料粉末を、大気中において、原料粉末搬送ガスとともに燃焼火炎中に投入し、溶射してフェライト化し、次いで、急冷凝固させて捕集、回収することによって、電子写真用フェライトキャリア芯材を製造する方法が提案されている(例えば、特許文献1参照)。また、フェライト原料を粉砕、混合、ペレット化した後、900〜1200℃で仮焼成し、次いで、粉砕、スラリー化し、スラリー粒径のD50を3.0μm以下にし且つD90を4.5μm以下にした後、1150〜1230℃で1〜24時間本焼成することによって、電子写真現像剤用フェライトキャリアを製造する方法が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−216339号公報(段落番号0024)
【特許文献2】特開2007−271663号公報(段落番号0016−0022)
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1の方法のように、原料粉末を燃焼火炎中で溶射する方法では、原料粉末を溶融するのに多大なエネルギーを必要とするため、経済的でない。
【0009】
また、特許文献2の方法のように、1000℃より高い温度で原料を焼成すると、大きなエネルギーを必要とするだけでなく、高温で処理するために粒子同士が焼結してしまった場合に解粒することが困難になり、生産性が低下するという問題がある。また、特許文献2の方法などの従来の方法において、仮に焼成温度を1000℃以下にした場合には、粒子を十分に焼成することができないため、粒子の強度が著しく低下し、粒子の割れや欠けを防ぐことが困難になる。
【0010】
したがって、本発明は、このような従来の問題点に鑑み、焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる電子写真現像剤用キャリア芯材、およびそのキャリア芯材を安価に製造することができる電子写真現像剤用キャリア芯材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究した結果、酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理することにより、焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる、電子写真現像剤用キャリア芯材を安価に製造することができることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明による電子写真現像剤用キャリア芯材の製造方法は、酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理することを特徴とする。この電子写真現像剤用キャリア芯材の製造方法において、熱処理が酸素濃度1.0×10−4ppm以下の雰囲気において行うのが好ましい。また、酸化鉄粉末が三酸化二鉄粉末であるのが好ましい。また、炭酸塩が、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムおよび炭酸ストロンチウムからなる群から選ばれる一種以上であるのが好ましい。さらに、混合物が還元剤を含むのが好ましい。
【0013】
また、本発明による電子写真現像剤用キャリア芯材は、球形度が0.8以上、比表面積が0.09m2/g以下であり、粒子の表面にステップ状の凹凸を有することを特徴とする。この電子写真現像剤用キャリア芯材において、ステップ状の凹凸の間隔が0.1〜5.0μm、高低差が0.1〜1.0μmであるのが好ましい。また、ステップ状の凹凸が粒子の表面積の20%以上を占めるのが好ましい。また、粒径が10〜100μmであるのが好ましい。さらに、キャリア芯材が、化学式Fe3O4で表記されるマグネタイトからなるのが好ましい。
【0014】
さらに、本発明による電子写真現像剤用キャリアは、上記のキャリア芯材が樹脂で被覆されていることを特徴とする。
【発明の効果】
【0015】
本発明によれば、焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる、電子写真現像剤用キャリア芯材を安価に製造することができる。
【図面の簡単な説明】
【0016】
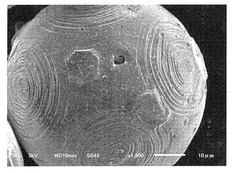
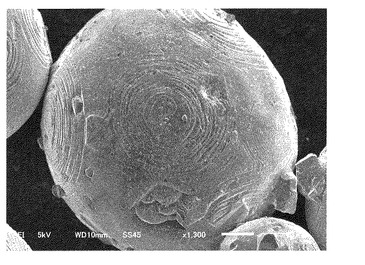
【図1A】実施例1で得られたキャリア芯材の任意の粒子の表面のSEM像である。
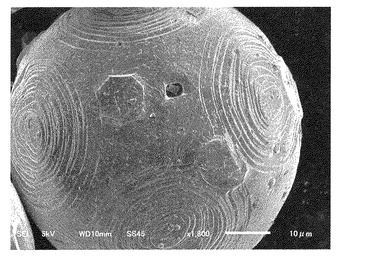
【図1B】実施例1で得られたキャリア芯材の他の任意の粒子の表面のSEM像である。
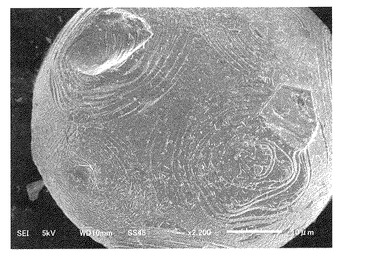
【図1C】実施例1で得られたキャリア芯材の他の任意の粒子の表面のSEM像である。
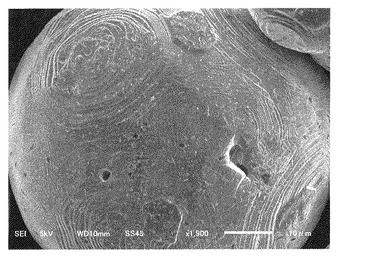
【図1D】実施例1で得られたキャリア芯材の他の任意の粒子の表面のSEM像である。
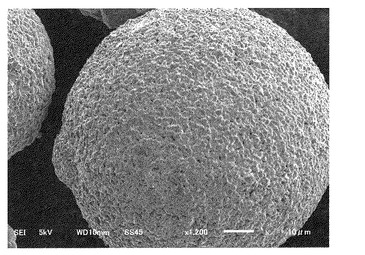
【図2】比較例1で得られたキャリア芯材の任意の粒子の表面のSEM像である。
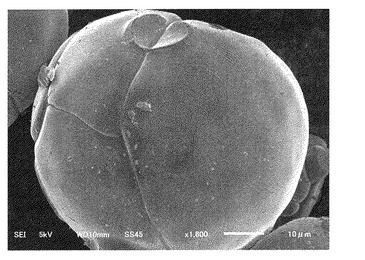
【図3】比較例2で得られたキャリア芯材の任意の粒子の表面のSEM像である。
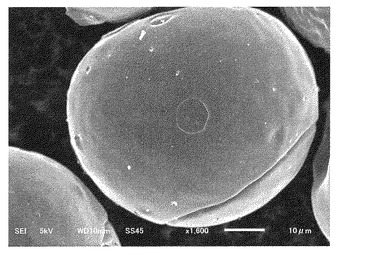
【図4】比較例3で得られたキャリア芯材の任意の粒子の表面のSEM像である。
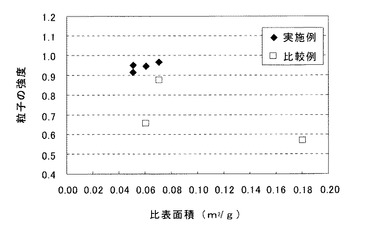
【図5】実施例および比較例で得られたキャリア芯材の粒子の比表面積と強度との関係を示す図である。
【発明を実施するための形態】
【0017】
本発明による電子写真現像剤用キャリア芯材の製造方法の実施の形態は、原料としての酸化鉄(Fe2O3)粉末を副原料としての炭酸塩と混合した後に造粒(顆粒化)して、前駆体となる粒子を得る造粒工程と、この造粒工程で得られた前駆体の粒子を1000℃以下で熱処理して、前駆体の粒子を焼成する焼成工程とを備えている。以下、これらの工程について詳細に説明する。
【0018】
(造粒工程)
まず、キャリア芯材の原料として酸化鉄(Fe2O3)粉末を用意するとともに、副原料として炭酸塩を用意する。酸化鉄粉末は、副原料と均一に混合することができるように、1μm以下の粒径を有するのが好ましい。また、炭酸塩としては、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸ストロンチウムなどを使用することができ、取り扱いの観点から炭酸カルシウムまたは炭酸マグネシウムを使用するのが好ましい。また、原料にカーボンなどの還元剤を混合してもよい。
【0019】
次に、原料としての酸化鉄粉末と副原料としての炭酸塩の混合物を造粒(顆粒化)して、前駆体となる粒子を得る。この造粒は、公知の造粒方法により行うことができるが、噴霧乾燥法により行うのが好ましい。噴霧乾燥法により造粒する場合には、原料としての酸化鉄粉末と副原料としての炭酸塩を水中に分散させてスラリーとした後、得られたスラリーを乾燥風中に噴霧することにより、所望の粒度分布の前駆体の粒子を得る。
【0020】
スラリー中の固形分の濃度は、50〜90質量%にするのが好ましい。また、造粒した前駆体の粒子の形状を維持するために、水にバインダーを添加するのが好ましい。このバインダーとしては、例えば、ポリビニルアルコールを使用することができる。水中のバインダーの濃度は、0.5〜2質量%程度でよい。また、スラリーに分散剤を添加するのが好ましい。この分散剤としては、例えば、ポリカルボン酸アンモニウム系の分散剤を使用するのが好ましい。
【0021】
(焼成工程)
次に、造粒工程で得られた前駆体の粒子を低酸素雰囲気において1000℃以下で焼成することにより、磁性相を有する磁性体粒子にする。この焼成は、前駆体の粒子を加熱炉に投入して、所定時間加熱することによって行うことができる。焼成温度は、目的とする磁性相が生成する温度範囲において1000℃以下の温度に設定すればよい。焼成温度を1000℃以下と低くすると、エネルギーコスト面で有利であり、また、粒子同士が強く焼結することによる凝集体の発生を抑制することができるので、粉砕や解粒が容易になり、生産性の面からも優れている。焼成中の炉内の酸素濃度は、1.0×10−4ppm以下にするのが好ましい。このような低酸素濃度の雰囲気下では、1000℃以下でも酸化鉄からマグネタイトを生成することができる。焼成中の炉内の酸素濃度は、炉内に高純度の不活性ガスを流したり、炉内または焼成物中にカーボンなどの還元剤を投入することによって、調整することができる。
【0022】
このようにして得られた焼成物をハンマーミルなどにより解粒し、篩などを用いて分級処理を行うことにより、所望の粒度分布のキャリア芯材を得ることができる。
【0023】
(電子写真現像剤用キャリアの製造)
このようにして得られたキャリア芯材は、帯電付与能力の調整およびトナースペントを抑制するために、シリコーン系樹脂などで被覆することにより、電子写真現像剤用キャリアを得ることができる。
【0024】
(キャリア芯材の特性)
上述したキャリア芯材の製造方法の実施の形態によって製造されたキャリア芯材は、球形度が0.8以上、比表面積が0.09m2/g以下であり、粒子の表面にステップ状の凹凸を有する。
【0025】
キャリア芯材の粒子の球形度が高く(粒子の形状が真球に近く)、比表面積が低くなると、粒子の流動性が良好になるので、攪拌ストレスが低減されることに加えて、粒子の表面に空孔や粒界または表面のキズがほとんど存在せず、割れや欠けの起点が少なくなり、粒子の割れや欠けを抑制することができる。このような表面特性を有するキャリア芯材を用いることにより、キャリア粒子同士の衝突による粒子の破壊が生じ難く、優れた強度を有する電子写真現像剤用キャリアを得ることができる。
【0026】
また、キャリア芯材の粒子の表面に微細なステップ状の凹凸が存在すると、トナーとの攪拌における摩擦帯電が生じ易くなり、凸部において電荷の受渡しが円滑に行われて、キャリア芯材の帯電付与能力が向上する。このような帯電付与能力の高い粒子をキャリア芯材として用いると、キャリアの帯電維持性能を向上させることがわかった。
【0027】
なお、本明細書中において、「ステップ状の凹凸」とは、図1A〜図1DのSEM像から観察されるような階段状となった粒子成長の跡であり、同心円上に広がった隆起部分の集合として観察される。このステップ状の凹凸は、比表面積に影響を与えない程度に微細であるのが好ましく、ステップ状の凹凸があっても粒子の比表面積が0.09m2/g以下を満たしている。
【0028】
ステップ状の凹凸の高低差は、0.1〜1.0μmであるのが好ましい。高低差が大き過ぎると、粒子の凹凸部分同士の引っ掛かりによって粒子の流動性が悪化したり、粒子の割れや欠けの起点となるので好ましくなく、一方、高低差が小さ過ぎたり、凹凸が全く存在しないと、帯電特性の長期安定性を向上させることができない。また、ステップ状の凹凸の間隔は、0.1〜5.0μmであるのが好ましい。さらに、ステップ状の凹凸は、粒子の表面積の20%以上を占めるのが好ましい。ステップ状の凹凸の領域が狭すぎると、粒子の表面がほとんど平滑になり、帯電特性の長期安定性を向上させることができない。
【0029】
また、キャリア芯材の粒径は、10〜100μmであるのが好ましい。粒径が小さ過ぎると、粒子1個当たりの磁化が減少して、キャリア粒子が現像器内で磁気ドラム上から脱落する、いわゆるキャリア飛散現象を抑制することが困難になる。一方、キャリア芯材の粒径が大き過ぎると、トナーへの帯電付与能力が低下するので好ましくない。
【0030】
キャリア芯材の組成は、所望の磁気特性を有する組成であればよいが、化学式Fe3O4で表記されるマグネタイトであるのが好ましい。このような組成のキャリア芯材は、磁化が十分に高く且つ保磁力が低いので、電子写真現像剤用キャリア芯材として好ましい。また、純粋な鉄元素と酸素のみからなり、有害な金属元素も含まないので、環境負荷を低減できる観点からも好ましい。
【実施例】
【0031】
以下、本発明による電子写真現像剤用キャリア芯材およびその製造方法の実施例について詳細に説明する。
【0032】
[実施例1]
ポリカルボン酸アンモニウム系分散剤60gを添加した純水3.0kgに、原料としてのFe2O3(平均粒径0.6μm)10kgと、副原料として炭酸カルシウム10gと、還元剤としてカーボンブラック粉末(三菱化学株式会社製のMA−7)120gとを分散させ、湿式ボールミル(メディア径2mm)により粉砕処理し、混合スラリーを得た。
【0033】
このようにして得られたスラリーをスプレードライヤーによって約130℃の熱風中に噴霧し、粒径10〜100μmの乾燥造粒物を得た。
【0034】
この造粒物を電気炉に投入して950℃で3時間焼成した。この焼成では、原料中に混合したカーボンブラック粉末の酸化反応によって炉内の酸素濃度が減少して、酸素計(第一熱研株式会社製の酸素計(ジルコニア式O2センサTB−IIF+コントロールユニット)による酸素濃度は1.0×10−8ppmになっていた。このようにして得られた焼成物を粉砕した後に篩により分級して、所望の粒径のキャリア芯材(フェライト粉末)を得た。
【0035】
[実施例2〜4]
副原料としてそれぞれ炭酸カルシウム50g(実施例2)、炭酸バリウム10g(実施例3)、炭酸バリウム50g(実施例4)を使用した以外は、実施例1と同様の方法によりキャリア芯材を得た。
【0036】
[比較例1〜3]
副原料としての炭酸カルシウムを使用しなかった(比較例1)、焼成温度を1300℃にした(比較例2)、炭酸カルシウムの代わりに水酸化カルシウム10gを使用した(比較例3)以外は、実施例1と同様の方法によりキャリア芯材を得た。
【0037】
このようにして実施例1〜4および比較例1〜3で得られたキャリア芯材について、以下のように粒子の球形度、凹凸の間隔、凹凸の高低差、凹凸の面積率、粒径、見掛け密度、流動度、表面積、飽和磁化σs、強度および帯電特性の評価を行った。
【0038】
キャリア芯材の粒子の球形度については、コンピュータ上で画像解析ソフト(Soft Imaging System GmbH社製のanalySIS)を使用して、走査型電子顕微鏡(SEM)により観察された画像(倍率500倍のSEM写真)中の50個の粒子の円形度の平均値を算出し、この円形度の平均値をキャリア芯材の粒子の球形度とした。その結果、キャリア芯材の粒子の球形度は、それぞれ0.92(実施例1)、0.88(実施例2)、0.87(実施例3)、0.88(実施例4)、0.93(比較例1)、0.88(比較例2)、0.89(比較例3)であった。
【0039】
キャリア芯材の粒子の表面の凹凸の間隔および高低差は、レーザー顕微鏡(オリンパス社製のOLS30−LSU)を使用して、粒子の表面をスキャンすることによって測定した。その結果、キャリア芯材の粒子の表面の凹凸の間隔は、それぞれ0.5〜1μm(実施例1)、0.5〜4μm(実施例2)、0.2〜3μm(実施例3)、0.3〜1μm(実施例4)であり、凹凸の高低差は、0.3μm(実施例1)、0.3μm(実施例2)、0.5μm(実施例3)、0.4μm(実施例4)であった。
【0040】
粒子の表面における凹凸の面積率は、球形度と同様に粒子の表面に対して画像解析を行い、ステップ状の凹凸の領域とそれ以外の領域に分離して算出した。その結果、凹凸の面積率は、それぞれ60%(実施例1)、50%(実施例2)、50%(実施例3)、60%(実施例4)であった。
【0041】
キャリア芯材の粒径は、マイクロトラック(日機装株式会社製のModel:9320−X100)を使用して測定し、体積率50%までの積算粒径であるD50の値を粒径とした。その結果、粒径は、それぞれ61.2μm(実施例1)、65.5μm(実施例2)、62.3μm(実施例3)、57.2μm(実施例4)、64.6μm(比較例1)、58.2μm(比較例2)、60.5μm(比較例3)であった。
【0042】
キャリア芯材の粒子の見掛け密度は、JIS−2504に準ずる方法により測定した。その結果、見掛け密度は、それぞれ2.49g/cc(実施例1)、2.51g/cc(実施例2)、2.42g/cc(実施例3)、2.62g/cc(実施例4)、2.28g/cc(比較例1)、2.54g/cc(比較例2)、2.30g/cc(比較例3)であった。
【0043】
キャリア芯材の粒子の流動度は、JIS−2502に準ずる方法により測定した。その結果、流動度は、それぞれ24.2s(実施例1)、23.2s(実施例2)、22.9s(実施例3)、23.8s(実施例4)、26.9s(比較例1)、28.3s(比較例2)、23.3s(比較例3)であった。
【0044】
キャリア芯材の粒子の比表面積は、マウンテック社製のMacsorb(Model:1208)を使用し、吸着ガスとして窒素ガス、キャリアガスとしてヘリウムガスを使用して、BET法により求めた。その結果、比表面積は、それぞれ0.05m2/g(実施例1)、0.06m2/g(実施例2)、0.05m2/g(実施例3)、0.07m2/g(実施例4)、0.18m2/g(比較例1)、0.07m2/g(比較例2)、0.06m2/g(比較例3)であった。
【0045】
キャリア芯材の磁気特性として、VSM(東英工業株式会社製のVSM−P7)を使用して磁化の測定を行い、外部磁場10000Oeにおける磁化を測定し、飽和磁化σs(emu/g)を得た。その結果、飽和磁化σsは、それぞれ89.7emu/g(実施例1)、90.7emu/g(実施例2)、90.3emu/g(実施例3)、89.9emu/g(実施例4)、90.3emu/g(比較例1)、90.7emu/g(比較例2)、91.5emu/g(比較例3)であった。
【0046】
キャリア芯材の粒子の強度は、キャリア芯材の試料100gをサンプルミル(協立理工株式会社製のSK−M10)に投入して回転数16000rpmで40秒間粉砕処理した後、この処理の前後のキャリア芯材の粒径の変化を測定して評価した。具体的には、粒径変化率=処理後の粒径D50/処理前の粒径D50を算出して、粒子の強度とした。この値が1.0に近いほど破砕処理によって粒子の割れや欠けによる粒径の変化が発生せず、機械的強度に優れた粒子である。その結果、粒子の強度は、それぞれ0.95(実施例1)、0.95(実施例2)、0.92(実施例3)、0.97(実施例4)、0.57(比較例1)、0.88(比較例2)、0.66(比較例3)であった。
【0047】
実施例1〜4および比較例1〜3で得られたキャリア芯材について、製造条件および特性を表1〜3に示す。
【0048】
【表1】

【0049】
【表2】
【0050】
【表3】
【0051】
キャリア芯材の帯電量を算出するために、実施例1〜4および比較例1〜3で得られたそれぞれのキャリア芯材38gと市販のトナー(モノクロ用の粒径6μmの一般的なトナー)2.0gをガラス瓶に入れ、振とう機に装填して20分間攪拌して混合粉体を帯電量測定用試料とした。この帯電量測定用試料500mgに対して、吸引法によりキャリア芯材がトナーに与えた電荷を測定して、帯電量(μC/g)を算出した。なお、電荷の測定は、電荷測定装置(日本パイオテク株式会社製のSTC−1−C1型)を使用し、吸引圧力を7.0kPaとし、吸引用メッシュとして500メッシュのSUS網を使用した。その結果、キャリア芯材の帯電量は、それぞれ20.8μC/g(実施例1)、23.8μC/g(実施例2)、19.5μC/g(実施例3)、24.2μC/g(実施例4)、10.2μC/g(比較例1)、15.2μC/g(比較例2)、14.8μC/g(比較例3)であった。
【0052】
また、実施例1〜4および比較例1〜3で得られたキャリア芯材に対して、以下のように樹脂被覆を行って電子写真現像剤用キャリアを得た。すなわち、シリコーン系樹脂(東レダウコーニングシリコーン株式会社製のSR−2411)をトルエンに溶解させて濃度30%の樹脂被覆用の樹脂溶液を用意し、この樹脂溶液と実施例1〜4および比較例1〜3で得られたキャリア芯材とを質量比1:9の割合で撹拌機に装填し、樹脂溶液にキャリア芯材を浸漬しながら、150〜250℃で3時間加熱および撹拌して、キャリア芯材に対して樹脂3.0質量%の割合でキャリア芯材を樹脂で被覆した。この樹脂で被覆されたキャリア芯材を熱風循環式加熱装置によって250℃で5時間加熱することにより、樹脂被覆層を硬化させてキャリアを得た。
【0053】
このようにして得られた樹脂被覆後のそれぞれのキャリア38gと市販のトナー2.0gをガラス瓶に入れ、振とう機に装填して20分間攪拌して帯電量測定用試料とした。この帯電量測定用試料に対して、上述したキャリア芯材の帯電量の算出と同様の方法により、キャリアがトナーに与えた電荷を測定して、帯電量(μC/g)を算出した。この帯電量をキャリアの初期帯電量とした。また、帯電量測定試料を振とう機によってさらに24時間連続して撹拌した後、同様の方法により帯電量を算出し、この24時間撹拌後の帯電量と初期帯電量との差(24時間撹拌後の帯電量−初期帯電量)を帯電量の変化量(μC/g)として、キャリアの耐久性の指標とした。この帯電量の変化量の絶対値が小さいほど、長時間にわたって攪拌しても帯電量の変化が生じないので、帯電維持性能が良好であるといえる。
【0054】
その結果、初期帯電量は、それぞれ28.3μC/g(実施例1)、25.4μC/g(実施例2)、26.2μC/g(実施例3)、31.4μC/g(実施例4)、24.2μC/g(比較例1)、32.5μC/g(比較例2)、29.5μC/g(比較例3)、24時間撹拌後の帯電量は、それぞれ27.9μC/g(実施例1)、24.6μC/g(実施例2)、25.5μC/g(実施例3)、30.3μC/g(実施例4)、19.7μC/g(比較例1)、27.4μC/g(比較例2)、25.8μC/g(比較例3)であり、帯電量の変化量は、それぞれ−0.4μC/g(実施例1)、−0.8μC/g(実施例2)、−0.7μC/g(実施例3)、−1.1μC/g(実施例4)、−4.5μC/g(比較例1)、−5.1μC/g(比較例2)、−3.7μC/g(比較例3)であった。これらの結果を表4に示す。
【0055】
【表4】
【0056】
実施例1で得られたキャリア芯材の任意の4つ粒子の表面のSEM像を図1A〜図1Dに示す。これらの図からわかるように、実施例1では、1000℃以下という比較的低温で焼成したにもかかわらず、粒子の成長が進行しており、粒子の界面はほとんど見られない。また、いずれの粒子でも、表面に結晶成長の結果生じたステップ状の凹凸があり、それ以外の領域では平滑な表面になっている。レーザー顕微鏡によりキャリア芯材の凹凸を評価した結果、この凹凸の高さは約0.3μmであり、凹凸の間隔は、最小で0.5μm、最大で1.5μmであった。なお、実施例2〜4で得られたキャリア芯材でもほぼ同様の結果が得られた。
【0057】
また、比較例1〜3で得られたキャリア芯材の任意の粒子の表面のSEM像をそれぞれ図2〜図4に示す。図2に示すように、副原料としての炭酸カルシウムを使用しなかった以外は実施例1と同様の方法により得られた比較例1のキャリア芯材は、粒子の成長がほとんど進行しておらず、粒子の界面が多い多孔質形状の粒子になっている。図3に示すように、実施例1より高温の1300℃で焼成した以外は実施例1と同様の方法により得られた比較例2のキャリア芯材は、粒子の全体が平滑になっており、実施例1〜4のようなステップ状の凹凸は見られない。図4に示すように、炭酸塩の代わりに同一のアルカリ金属の水酸化物を使用した以外は実施例1と同様の方法により得られた比較例3のキャリア芯材は、1000℃以下で焼成しても粒子の成長が進行しているものの、実施例1〜4のようなステップ状の凹凸は見られない。
【0058】
これらの結果から、実施例1〜4のように、酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理して還元反応を行うことにより、粒子の表面にステップ状の凹凸を有するキャリア芯材が得られることがわかる。
【0059】
また、実施例1〜4および比較例1〜3で得られたキャリア芯材はいずれも、飽和磁化σsが80emu/g以上であり、キャリア芯材として好ましい磁気特性を有している。
【0060】
しかし、比較例1で得られたキャリア芯材は、焼結が弱いために見掛け密度が低く、比表面積の大きな多孔質状の粒子になっている。そのため、このキャリア芯材は、粒子の強度が著しく悪化しており、電子写真現像剤用キャリアに使用すると、粒子の割れや欠けが発生して好ましくない。
【0061】
比較例2および3で得られたキャリア芯材は、焼結が進行して粒子の強度が改善されている。しかし、実施例1〜4で得られたキャリア芯材は、高い粒子の強度を有するとともに、キャリア芯材の帯電付与能力が高い点で、比較例2および3と異なっているため、樹脂被覆後のキャリアの帯電維持性能を向上させることができる。このように、実施例1〜4で得られたキャリア芯材が、高い帯電付与能力を有するのは、図1A〜図1Dに見られるような微細な凹凸が摩擦時の電荷の受与に効果的に作用しているためであると考えられる。
【0062】
実施例1〜4および比較例1〜3で得られたキャリア芯材の粒子の比表面積と強度との関係を図5に示す。この図からわかるように、実施例1〜4で得られたキャリア芯材の粒子は、比表面積が低く、強度が高いことがわかる。
【0063】
また、実施例1〜4で得られたキャリア芯材を樹脂で被覆したキャリアは、長期間にわたってトナーとの混合攪拌を行っても、帯電付与能力の変化が起こり難く、帯電維持性能に優れている。これは、下地であるキャリア芯材の帯電付与能力の高さが有効に作用しているためであると考えられる。
【0064】
このように、実施例1〜4で得られたキャリア芯材を使用することにより、粒子の割れや欠けが生じ難く、帯電量の変化が生じ難く、長期間にわたって現像を繰り返しても、画質の変化が生じ難い電子写真現像剤用キャリアを製造することができる。
【技術分野】
【0001】
本発明は、電子写真現像剤用キャリア芯材およびその製造方法に関し、特に、複写機やプリンタなどの現像器において電子写真現像に使用される電子写真現像剤用キャリア芯材およびその製造方法に関する。
【背景技術】
【0002】
従来、複写機やプリンタなどの現像器において、電子写真現像方法としてカスケード法や磁気ブラシ現像法などの方法が用いられている。磁気ブラシ現像法は、近年一般的に使用されている方法であり、感光体ドラム上に形成された静電潜像に磁気ブラシを介してトナー像を顕像化させた後、熱定着させて画像を得る方法である。
【0003】
磁気ブラシ現像法は、磁気ブラシをトナーのみで形成する一成分系現像方式と、電子写真現像剤用キャリア(以下、「キャリア」という)の粒子上にトナーを静電的に配向させて磁気ブラシを形成する二成分系現像方式に大別される。これらの方式のうち、二成分系現像方式は、トナーの帯電特性が安定して得られ、良好な画像品質を得ることができるという利点がある。
【0004】
二成分系現像方式におけるキャリアは、現像器内でトナーと混合および攪拌されることによってトナーに電荷を付与するだけでなく、トナーを感光体上に搬送する担持体として機能する。トナーを感光体に搬送した後のキャリアは、マグネットロール上に残留し、現像器内で再びトナーと混合される。そのため、キャリアは、磁気ブラシを形成する磁気特性の他、所望の電荷をトナーに付与する帯電特性や、繰り返し使用における耐久性などの特性が要求されている。
【0005】
これらの特性を満足するために、一般に、キャリアを構成する粒子として、マグネタイトや各種フェライトの磁性粒子からなる芯材(以下、「キャリア芯材」という)の表面を樹脂で被覆したキャリア粒子が用いられている。また、キャリアの耐久性を高めるためには、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制するとともに、帯電付与能力を維持する必要がある。
【0006】
キャリアの耐久性を高める方法として、フェライト用原料を調整して得られた平均粒径20〜50μmの原料粉末を、大気中において、原料粉末搬送ガスとともに燃焼火炎中に投入し、溶射してフェライト化し、次いで、急冷凝固させて捕集、回収することによって、電子写真用フェライトキャリア芯材を製造する方法が提案されている(例えば、特許文献1参照)。また、フェライト原料を粉砕、混合、ペレット化した後、900〜1200℃で仮焼成し、次いで、粉砕、スラリー化し、スラリー粒径のD50を3.0μm以下にし且つD90を4.5μm以下にした後、1150〜1230℃で1〜24時間本焼成することによって、電子写真現像剤用フェライトキャリアを製造する方法が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−216339号公報(段落番号0024)
【特許文献2】特開2007−271663号公報(段落番号0016−0022)
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1の方法のように、原料粉末を燃焼火炎中で溶射する方法では、原料粉末を溶融するのに多大なエネルギーを必要とするため、経済的でない。
【0009】
また、特許文献2の方法のように、1000℃より高い温度で原料を焼成すると、大きなエネルギーを必要とするだけでなく、高温で処理するために粒子同士が焼結してしまった場合に解粒することが困難になり、生産性が低下するという問題がある。また、特許文献2の方法などの従来の方法において、仮に焼成温度を1000℃以下にした場合には、粒子を十分に焼成することができないため、粒子の強度が著しく低下し、粒子の割れや欠けを防ぐことが困難になる。
【0010】
したがって、本発明は、このような従来の問題点に鑑み、焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる電子写真現像剤用キャリア芯材、およびそのキャリア芯材を安価に製造することができる電子写真現像剤用キャリア芯材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究した結果、酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理することにより、焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる、電子写真現像剤用キャリア芯材を安価に製造することができることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明による電子写真現像剤用キャリア芯材の製造方法は、酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理することを特徴とする。この電子写真現像剤用キャリア芯材の製造方法において、熱処理が酸素濃度1.0×10−4ppm以下の雰囲気において行うのが好ましい。また、酸化鉄粉末が三酸化二鉄粉末であるのが好ましい。また、炭酸塩が、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムおよび炭酸ストロンチウムからなる群から選ばれる一種以上であるのが好ましい。さらに、混合物が還元剤を含むのが好ましい。
【0013】
また、本発明による電子写真現像剤用キャリア芯材は、球形度が0.8以上、比表面積が0.09m2/g以下であり、粒子の表面にステップ状の凹凸を有することを特徴とする。この電子写真現像剤用キャリア芯材において、ステップ状の凹凸の間隔が0.1〜5.0μm、高低差が0.1〜1.0μmであるのが好ましい。また、ステップ状の凹凸が粒子の表面積の20%以上を占めるのが好ましい。また、粒径が10〜100μmであるのが好ましい。さらに、キャリア芯材が、化学式Fe3O4で表記されるマグネタイトからなるのが好ましい。
【0014】
さらに、本発明による電子写真現像剤用キャリアは、上記のキャリア芯材が樹脂で被覆されていることを特徴とする。
【発明の効果】
【0015】
本発明によれば、焼成温度を1000℃以下にしても粒子を十分に焼成することができ、長期間にわたってトナーと混合および攪拌されてもキャリア粒子の割れや欠けを抑制することができ、長期間にわたって安定した画像特性を得ることができる、電子写真現像剤用キャリア芯材を安価に製造することができる。
【図面の簡単な説明】
【0016】
【図1A】実施例1で得られたキャリア芯材の任意の粒子の表面のSEM像である。
【図1B】実施例1で得られたキャリア芯材の他の任意の粒子の表面のSEM像である。
【図1C】実施例1で得られたキャリア芯材の他の任意の粒子の表面のSEM像である。
【図1D】実施例1で得られたキャリア芯材の他の任意の粒子の表面のSEM像である。
【図2】比較例1で得られたキャリア芯材の任意の粒子の表面のSEM像である。
【図3】比較例2で得られたキャリア芯材の任意の粒子の表面のSEM像である。
【図4】比較例3で得られたキャリア芯材の任意の粒子の表面のSEM像である。
【図5】実施例および比較例で得られたキャリア芯材の粒子の比表面積と強度との関係を示す図である。
【発明を実施するための形態】
【0017】
本発明による電子写真現像剤用キャリア芯材の製造方法の実施の形態は、原料としての酸化鉄(Fe2O3)粉末を副原料としての炭酸塩と混合した後に造粒(顆粒化)して、前駆体となる粒子を得る造粒工程と、この造粒工程で得られた前駆体の粒子を1000℃以下で熱処理して、前駆体の粒子を焼成する焼成工程とを備えている。以下、これらの工程について詳細に説明する。
【0018】
(造粒工程)
まず、キャリア芯材の原料として酸化鉄(Fe2O3)粉末を用意するとともに、副原料として炭酸塩を用意する。酸化鉄粉末は、副原料と均一に混合することができるように、1μm以下の粒径を有するのが好ましい。また、炭酸塩としては、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸ストロンチウムなどを使用することができ、取り扱いの観点から炭酸カルシウムまたは炭酸マグネシウムを使用するのが好ましい。また、原料にカーボンなどの還元剤を混合してもよい。
【0019】
次に、原料としての酸化鉄粉末と副原料としての炭酸塩の混合物を造粒(顆粒化)して、前駆体となる粒子を得る。この造粒は、公知の造粒方法により行うことができるが、噴霧乾燥法により行うのが好ましい。噴霧乾燥法により造粒する場合には、原料としての酸化鉄粉末と副原料としての炭酸塩を水中に分散させてスラリーとした後、得られたスラリーを乾燥風中に噴霧することにより、所望の粒度分布の前駆体の粒子を得る。
【0020】
スラリー中の固形分の濃度は、50〜90質量%にするのが好ましい。また、造粒した前駆体の粒子の形状を維持するために、水にバインダーを添加するのが好ましい。このバインダーとしては、例えば、ポリビニルアルコールを使用することができる。水中のバインダーの濃度は、0.5〜2質量%程度でよい。また、スラリーに分散剤を添加するのが好ましい。この分散剤としては、例えば、ポリカルボン酸アンモニウム系の分散剤を使用するのが好ましい。
【0021】
(焼成工程)
次に、造粒工程で得られた前駆体の粒子を低酸素雰囲気において1000℃以下で焼成することにより、磁性相を有する磁性体粒子にする。この焼成は、前駆体の粒子を加熱炉に投入して、所定時間加熱することによって行うことができる。焼成温度は、目的とする磁性相が生成する温度範囲において1000℃以下の温度に設定すればよい。焼成温度を1000℃以下と低くすると、エネルギーコスト面で有利であり、また、粒子同士が強く焼結することによる凝集体の発生を抑制することができるので、粉砕や解粒が容易になり、生産性の面からも優れている。焼成中の炉内の酸素濃度は、1.0×10−4ppm以下にするのが好ましい。このような低酸素濃度の雰囲気下では、1000℃以下でも酸化鉄からマグネタイトを生成することができる。焼成中の炉内の酸素濃度は、炉内に高純度の不活性ガスを流したり、炉内または焼成物中にカーボンなどの還元剤を投入することによって、調整することができる。
【0022】
このようにして得られた焼成物をハンマーミルなどにより解粒し、篩などを用いて分級処理を行うことにより、所望の粒度分布のキャリア芯材を得ることができる。
【0023】
(電子写真現像剤用キャリアの製造)
このようにして得られたキャリア芯材は、帯電付与能力の調整およびトナースペントを抑制するために、シリコーン系樹脂などで被覆することにより、電子写真現像剤用キャリアを得ることができる。
【0024】
(キャリア芯材の特性)
上述したキャリア芯材の製造方法の実施の形態によって製造されたキャリア芯材は、球形度が0.8以上、比表面積が0.09m2/g以下であり、粒子の表面にステップ状の凹凸を有する。
【0025】
キャリア芯材の粒子の球形度が高く(粒子の形状が真球に近く)、比表面積が低くなると、粒子の流動性が良好になるので、攪拌ストレスが低減されることに加えて、粒子の表面に空孔や粒界または表面のキズがほとんど存在せず、割れや欠けの起点が少なくなり、粒子の割れや欠けを抑制することができる。このような表面特性を有するキャリア芯材を用いることにより、キャリア粒子同士の衝突による粒子の破壊が生じ難く、優れた強度を有する電子写真現像剤用キャリアを得ることができる。
【0026】
また、キャリア芯材の粒子の表面に微細なステップ状の凹凸が存在すると、トナーとの攪拌における摩擦帯電が生じ易くなり、凸部において電荷の受渡しが円滑に行われて、キャリア芯材の帯電付与能力が向上する。このような帯電付与能力の高い粒子をキャリア芯材として用いると、キャリアの帯電維持性能を向上させることがわかった。
【0027】
なお、本明細書中において、「ステップ状の凹凸」とは、図1A〜図1DのSEM像から観察されるような階段状となった粒子成長の跡であり、同心円上に広がった隆起部分の集合として観察される。このステップ状の凹凸は、比表面積に影響を与えない程度に微細であるのが好ましく、ステップ状の凹凸があっても粒子の比表面積が0.09m2/g以下を満たしている。
【0028】
ステップ状の凹凸の高低差は、0.1〜1.0μmであるのが好ましい。高低差が大き過ぎると、粒子の凹凸部分同士の引っ掛かりによって粒子の流動性が悪化したり、粒子の割れや欠けの起点となるので好ましくなく、一方、高低差が小さ過ぎたり、凹凸が全く存在しないと、帯電特性の長期安定性を向上させることができない。また、ステップ状の凹凸の間隔は、0.1〜5.0μmであるのが好ましい。さらに、ステップ状の凹凸は、粒子の表面積の20%以上を占めるのが好ましい。ステップ状の凹凸の領域が狭すぎると、粒子の表面がほとんど平滑になり、帯電特性の長期安定性を向上させることができない。
【0029】
また、キャリア芯材の粒径は、10〜100μmであるのが好ましい。粒径が小さ過ぎると、粒子1個当たりの磁化が減少して、キャリア粒子が現像器内で磁気ドラム上から脱落する、いわゆるキャリア飛散現象を抑制することが困難になる。一方、キャリア芯材の粒径が大き過ぎると、トナーへの帯電付与能力が低下するので好ましくない。
【0030】
キャリア芯材の組成は、所望の磁気特性を有する組成であればよいが、化学式Fe3O4で表記されるマグネタイトであるのが好ましい。このような組成のキャリア芯材は、磁化が十分に高く且つ保磁力が低いので、電子写真現像剤用キャリア芯材として好ましい。また、純粋な鉄元素と酸素のみからなり、有害な金属元素も含まないので、環境負荷を低減できる観点からも好ましい。
【実施例】
【0031】
以下、本発明による電子写真現像剤用キャリア芯材およびその製造方法の実施例について詳細に説明する。
【0032】
[実施例1]
ポリカルボン酸アンモニウム系分散剤60gを添加した純水3.0kgに、原料としてのFe2O3(平均粒径0.6μm)10kgと、副原料として炭酸カルシウム10gと、還元剤としてカーボンブラック粉末(三菱化学株式会社製のMA−7)120gとを分散させ、湿式ボールミル(メディア径2mm)により粉砕処理し、混合スラリーを得た。
【0033】
このようにして得られたスラリーをスプレードライヤーによって約130℃の熱風中に噴霧し、粒径10〜100μmの乾燥造粒物を得た。
【0034】
この造粒物を電気炉に投入して950℃で3時間焼成した。この焼成では、原料中に混合したカーボンブラック粉末の酸化反応によって炉内の酸素濃度が減少して、酸素計(第一熱研株式会社製の酸素計(ジルコニア式O2センサTB−IIF+コントロールユニット)による酸素濃度は1.0×10−8ppmになっていた。このようにして得られた焼成物を粉砕した後に篩により分級して、所望の粒径のキャリア芯材(フェライト粉末)を得た。
【0035】
[実施例2〜4]
副原料としてそれぞれ炭酸カルシウム50g(実施例2)、炭酸バリウム10g(実施例3)、炭酸バリウム50g(実施例4)を使用した以外は、実施例1と同様の方法によりキャリア芯材を得た。
【0036】
[比較例1〜3]
副原料としての炭酸カルシウムを使用しなかった(比較例1)、焼成温度を1300℃にした(比較例2)、炭酸カルシウムの代わりに水酸化カルシウム10gを使用した(比較例3)以外は、実施例1と同様の方法によりキャリア芯材を得た。
【0037】
このようにして実施例1〜4および比較例1〜3で得られたキャリア芯材について、以下のように粒子の球形度、凹凸の間隔、凹凸の高低差、凹凸の面積率、粒径、見掛け密度、流動度、表面積、飽和磁化σs、強度および帯電特性の評価を行った。
【0038】
キャリア芯材の粒子の球形度については、コンピュータ上で画像解析ソフト(Soft Imaging System GmbH社製のanalySIS)を使用して、走査型電子顕微鏡(SEM)により観察された画像(倍率500倍のSEM写真)中の50個の粒子の円形度の平均値を算出し、この円形度の平均値をキャリア芯材の粒子の球形度とした。その結果、キャリア芯材の粒子の球形度は、それぞれ0.92(実施例1)、0.88(実施例2)、0.87(実施例3)、0.88(実施例4)、0.93(比較例1)、0.88(比較例2)、0.89(比較例3)であった。
【0039】
キャリア芯材の粒子の表面の凹凸の間隔および高低差は、レーザー顕微鏡(オリンパス社製のOLS30−LSU)を使用して、粒子の表面をスキャンすることによって測定した。その結果、キャリア芯材の粒子の表面の凹凸の間隔は、それぞれ0.5〜1μm(実施例1)、0.5〜4μm(実施例2)、0.2〜3μm(実施例3)、0.3〜1μm(実施例4)であり、凹凸の高低差は、0.3μm(実施例1)、0.3μm(実施例2)、0.5μm(実施例3)、0.4μm(実施例4)であった。
【0040】
粒子の表面における凹凸の面積率は、球形度と同様に粒子の表面に対して画像解析を行い、ステップ状の凹凸の領域とそれ以外の領域に分離して算出した。その結果、凹凸の面積率は、それぞれ60%(実施例1)、50%(実施例2)、50%(実施例3)、60%(実施例4)であった。
【0041】
キャリア芯材の粒径は、マイクロトラック(日機装株式会社製のModel:9320−X100)を使用して測定し、体積率50%までの積算粒径であるD50の値を粒径とした。その結果、粒径は、それぞれ61.2μm(実施例1)、65.5μm(実施例2)、62.3μm(実施例3)、57.2μm(実施例4)、64.6μm(比較例1)、58.2μm(比較例2)、60.5μm(比較例3)であった。
【0042】
キャリア芯材の粒子の見掛け密度は、JIS−2504に準ずる方法により測定した。その結果、見掛け密度は、それぞれ2.49g/cc(実施例1)、2.51g/cc(実施例2)、2.42g/cc(実施例3)、2.62g/cc(実施例4)、2.28g/cc(比較例1)、2.54g/cc(比較例2)、2.30g/cc(比較例3)であった。
【0043】
キャリア芯材の粒子の流動度は、JIS−2502に準ずる方法により測定した。その結果、流動度は、それぞれ24.2s(実施例1)、23.2s(実施例2)、22.9s(実施例3)、23.8s(実施例4)、26.9s(比較例1)、28.3s(比較例2)、23.3s(比較例3)であった。
【0044】
キャリア芯材の粒子の比表面積は、マウンテック社製のMacsorb(Model:1208)を使用し、吸着ガスとして窒素ガス、キャリアガスとしてヘリウムガスを使用して、BET法により求めた。その結果、比表面積は、それぞれ0.05m2/g(実施例1)、0.06m2/g(実施例2)、0.05m2/g(実施例3)、0.07m2/g(実施例4)、0.18m2/g(比較例1)、0.07m2/g(比較例2)、0.06m2/g(比較例3)であった。
【0045】
キャリア芯材の磁気特性として、VSM(東英工業株式会社製のVSM−P7)を使用して磁化の測定を行い、外部磁場10000Oeにおける磁化を測定し、飽和磁化σs(emu/g)を得た。その結果、飽和磁化σsは、それぞれ89.7emu/g(実施例1)、90.7emu/g(実施例2)、90.3emu/g(実施例3)、89.9emu/g(実施例4)、90.3emu/g(比較例1)、90.7emu/g(比較例2)、91.5emu/g(比較例3)であった。
【0046】
キャリア芯材の粒子の強度は、キャリア芯材の試料100gをサンプルミル(協立理工株式会社製のSK−M10)に投入して回転数16000rpmで40秒間粉砕処理した後、この処理の前後のキャリア芯材の粒径の変化を測定して評価した。具体的には、粒径変化率=処理後の粒径D50/処理前の粒径D50を算出して、粒子の強度とした。この値が1.0に近いほど破砕処理によって粒子の割れや欠けによる粒径の変化が発生せず、機械的強度に優れた粒子である。その結果、粒子の強度は、それぞれ0.95(実施例1)、0.95(実施例2)、0.92(実施例3)、0.97(実施例4)、0.57(比較例1)、0.88(比較例2)、0.66(比較例3)であった。
【0047】
実施例1〜4および比較例1〜3で得られたキャリア芯材について、製造条件および特性を表1〜3に示す。
【0048】
【表1】
【0049】
【表2】
【0050】
【表3】
【0051】
キャリア芯材の帯電量を算出するために、実施例1〜4および比較例1〜3で得られたそれぞれのキャリア芯材38gと市販のトナー(モノクロ用の粒径6μmの一般的なトナー)2.0gをガラス瓶に入れ、振とう機に装填して20分間攪拌して混合粉体を帯電量測定用試料とした。この帯電量測定用試料500mgに対して、吸引法によりキャリア芯材がトナーに与えた電荷を測定して、帯電量(μC/g)を算出した。なお、電荷の測定は、電荷測定装置(日本パイオテク株式会社製のSTC−1−C1型)を使用し、吸引圧力を7.0kPaとし、吸引用メッシュとして500メッシュのSUS網を使用した。その結果、キャリア芯材の帯電量は、それぞれ20.8μC/g(実施例1)、23.8μC/g(実施例2)、19.5μC/g(実施例3)、24.2μC/g(実施例4)、10.2μC/g(比較例1)、15.2μC/g(比較例2)、14.8μC/g(比較例3)であった。
【0052】
また、実施例1〜4および比較例1〜3で得られたキャリア芯材に対して、以下のように樹脂被覆を行って電子写真現像剤用キャリアを得た。すなわち、シリコーン系樹脂(東レダウコーニングシリコーン株式会社製のSR−2411)をトルエンに溶解させて濃度30%の樹脂被覆用の樹脂溶液を用意し、この樹脂溶液と実施例1〜4および比較例1〜3で得られたキャリア芯材とを質量比1:9の割合で撹拌機に装填し、樹脂溶液にキャリア芯材を浸漬しながら、150〜250℃で3時間加熱および撹拌して、キャリア芯材に対して樹脂3.0質量%の割合でキャリア芯材を樹脂で被覆した。この樹脂で被覆されたキャリア芯材を熱風循環式加熱装置によって250℃で5時間加熱することにより、樹脂被覆層を硬化させてキャリアを得た。
【0053】
このようにして得られた樹脂被覆後のそれぞれのキャリア38gと市販のトナー2.0gをガラス瓶に入れ、振とう機に装填して20分間攪拌して帯電量測定用試料とした。この帯電量測定用試料に対して、上述したキャリア芯材の帯電量の算出と同様の方法により、キャリアがトナーに与えた電荷を測定して、帯電量(μC/g)を算出した。この帯電量をキャリアの初期帯電量とした。また、帯電量測定試料を振とう機によってさらに24時間連続して撹拌した後、同様の方法により帯電量を算出し、この24時間撹拌後の帯電量と初期帯電量との差(24時間撹拌後の帯電量−初期帯電量)を帯電量の変化量(μC/g)として、キャリアの耐久性の指標とした。この帯電量の変化量の絶対値が小さいほど、長時間にわたって攪拌しても帯電量の変化が生じないので、帯電維持性能が良好であるといえる。
【0054】
その結果、初期帯電量は、それぞれ28.3μC/g(実施例1)、25.4μC/g(実施例2)、26.2μC/g(実施例3)、31.4μC/g(実施例4)、24.2μC/g(比較例1)、32.5μC/g(比較例2)、29.5μC/g(比較例3)、24時間撹拌後の帯電量は、それぞれ27.9μC/g(実施例1)、24.6μC/g(実施例2)、25.5μC/g(実施例3)、30.3μC/g(実施例4)、19.7μC/g(比較例1)、27.4μC/g(比較例2)、25.8μC/g(比較例3)であり、帯電量の変化量は、それぞれ−0.4μC/g(実施例1)、−0.8μC/g(実施例2)、−0.7μC/g(実施例3)、−1.1μC/g(実施例4)、−4.5μC/g(比較例1)、−5.1μC/g(比較例2)、−3.7μC/g(比較例3)であった。これらの結果を表4に示す。
【0055】
【表4】
【0056】
実施例1で得られたキャリア芯材の任意の4つ粒子の表面のSEM像を図1A〜図1Dに示す。これらの図からわかるように、実施例1では、1000℃以下という比較的低温で焼成したにもかかわらず、粒子の成長が進行しており、粒子の界面はほとんど見られない。また、いずれの粒子でも、表面に結晶成長の結果生じたステップ状の凹凸があり、それ以外の領域では平滑な表面になっている。レーザー顕微鏡によりキャリア芯材の凹凸を評価した結果、この凹凸の高さは約0.3μmであり、凹凸の間隔は、最小で0.5μm、最大で1.5μmであった。なお、実施例2〜4で得られたキャリア芯材でもほぼ同様の結果が得られた。
【0057】
また、比較例1〜3で得られたキャリア芯材の任意の粒子の表面のSEM像をそれぞれ図2〜図4に示す。図2に示すように、副原料としての炭酸カルシウムを使用しなかった以外は実施例1と同様の方法により得られた比較例1のキャリア芯材は、粒子の成長がほとんど進行しておらず、粒子の界面が多い多孔質形状の粒子になっている。図3に示すように、実施例1より高温の1300℃で焼成した以外は実施例1と同様の方法により得られた比較例2のキャリア芯材は、粒子の全体が平滑になっており、実施例1〜4のようなステップ状の凹凸は見られない。図4に示すように、炭酸塩の代わりに同一のアルカリ金属の水酸化物を使用した以外は実施例1と同様の方法により得られた比較例3のキャリア芯材は、1000℃以下で焼成しても粒子の成長が進行しているものの、実施例1〜4のようなステップ状の凹凸は見られない。
【0058】
これらの結果から、実施例1〜4のように、酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理して還元反応を行うことにより、粒子の表面にステップ状の凹凸を有するキャリア芯材が得られることがわかる。
【0059】
また、実施例1〜4および比較例1〜3で得られたキャリア芯材はいずれも、飽和磁化σsが80emu/g以上であり、キャリア芯材として好ましい磁気特性を有している。
【0060】
しかし、比較例1で得られたキャリア芯材は、焼結が弱いために見掛け密度が低く、比表面積の大きな多孔質状の粒子になっている。そのため、このキャリア芯材は、粒子の強度が著しく悪化しており、電子写真現像剤用キャリアに使用すると、粒子の割れや欠けが発生して好ましくない。
【0061】
比較例2および3で得られたキャリア芯材は、焼結が進行して粒子の強度が改善されている。しかし、実施例1〜4で得られたキャリア芯材は、高い粒子の強度を有するとともに、キャリア芯材の帯電付与能力が高い点で、比較例2および3と異なっているため、樹脂被覆後のキャリアの帯電維持性能を向上させることができる。このように、実施例1〜4で得られたキャリア芯材が、高い帯電付与能力を有するのは、図1A〜図1Dに見られるような微細な凹凸が摩擦時の電荷の受与に効果的に作用しているためであると考えられる。
【0062】
実施例1〜4および比較例1〜3で得られたキャリア芯材の粒子の比表面積と強度との関係を図5に示す。この図からわかるように、実施例1〜4で得られたキャリア芯材の粒子は、比表面積が低く、強度が高いことがわかる。
【0063】
また、実施例1〜4で得られたキャリア芯材を樹脂で被覆したキャリアは、長期間にわたってトナーとの混合攪拌を行っても、帯電付与能力の変化が起こり難く、帯電維持性能に優れている。これは、下地であるキャリア芯材の帯電付与能力の高さが有効に作用しているためであると考えられる。
【0064】
このように、実施例1〜4で得られたキャリア芯材を使用することにより、粒子の割れや欠けが生じ難く、帯電量の変化が生じ難く、長期間にわたって現像を繰り返しても、画質の変化が生じ難い電子写真現像剤用キャリアを製造することができる。
【特許請求の範囲】
【請求項1】
酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理することを特徴とする、電子写真現像剤用キャリア芯材の製造方法。
【請求項2】
前記熱処理が、酸素濃度1.0×10−4ppm以下の雰囲気において行われることを特徴とする、請求項1に記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項3】
前記酸化鉄粉末が三酸化二鉄粉末であることを特徴とする、請求項1または2に記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項4】
前記炭酸塩が、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムおよび炭酸ストロンチウムからなる群から選ばれる一種以上であることを特徴とする、請求項1乃至3のいずれかに記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項5】
前記混合物が還元剤を含むことを特徴とする、請求項1乃至4のいずれかに記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項6】
球形度が0.8以上、比表面積が0.09m2/g以下であり、粒子の表面にステップ状の凹凸を有することを特徴とする、電子写真現像剤用キャリア芯材。
【請求項7】
前記ステップ状の凹凸の間隔が0.1〜5.0μm、高低差が0.1〜1.0μmであることを特徴とする、請求項6に記載の電子写真現像剤用キャリア芯材。
【請求項8】
前記ステップ状の凹凸が粒子の表面積の20%以上を占めることを特徴とする、請求項6または7に記載の電子写真現像剤用キャリア芯材。
【請求項9】
粒径が10〜100μmであることを特徴とする、請求項6乃至8のいずれかに記載の電子写真現像剤用キャリア芯材。
【請求項10】
化学式Fe3O4で表記されるマグネタイトからなることを特徴とする、請求項6乃至9のいずれかに記載の電子写真現像剤用キャリア芯材。
【請求項11】
請求項6乃至10のいずれかに記載のキャリア芯材が樹脂で被覆されていることを特徴とする、電子写真現像剤用キャリア。
【請求項1】
酸化鉄粉末と炭酸塩との混合物を顆粒化した後、1000℃以下の温度で熱処理することを特徴とする、電子写真現像剤用キャリア芯材の製造方法。
【請求項2】
前記熱処理が、酸素濃度1.0×10−4ppm以下の雰囲気において行われることを特徴とする、請求項1に記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項3】
前記酸化鉄粉末が三酸化二鉄粉末であることを特徴とする、請求項1または2に記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項4】
前記炭酸塩が、炭酸リチウム、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムおよび炭酸ストロンチウムからなる群から選ばれる一種以上であることを特徴とする、請求項1乃至3のいずれかに記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項5】
前記混合物が還元剤を含むことを特徴とする、請求項1乃至4のいずれかに記載の電子写真現像剤用キャリア芯材の製造方法。
【請求項6】
球形度が0.8以上、比表面積が0.09m2/g以下であり、粒子の表面にステップ状の凹凸を有することを特徴とする、電子写真現像剤用キャリア芯材。
【請求項7】
前記ステップ状の凹凸の間隔が0.1〜5.0μm、高低差が0.1〜1.0μmであることを特徴とする、請求項6に記載の電子写真現像剤用キャリア芯材。
【請求項8】
前記ステップ状の凹凸が粒子の表面積の20%以上を占めることを特徴とする、請求項6または7に記載の電子写真現像剤用キャリア芯材。
【請求項9】
粒径が10〜100μmであることを特徴とする、請求項6乃至8のいずれかに記載の電子写真現像剤用キャリア芯材。
【請求項10】
化学式Fe3O4で表記されるマグネタイトからなることを特徴とする、請求項6乃至9のいずれかに記載の電子写真現像剤用キャリア芯材。
【請求項11】
請求項6乃至10のいずれかに記載のキャリア芯材が樹脂で被覆されていることを特徴とする、電子写真現像剤用キャリア。
【図1A】

【図1B】
【図1C】
【図1D】
【図2】
【図3】
【図4】
【図5】
【図1B】
【図1C】
【図1D】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−170272(P2011−170272A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−36309(P2010−36309)
【出願日】平成22年2月22日(2010.2.22)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月22日(2010.2.22)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
[ Back to top ]