
電子写真現像用キャリア粉および電子写真現像剤

【課題】優れた磁気特性を有しながら感光体を傷つけることの少ない電子写真現像剤に用いられるキャリア粉および当該キャリア粉を含む電子写真現像剤を提供することを目的とする。
【解決手段】真円度が0.8以上、1.0以下、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下である電子写真現像剤用キャリア粉を調製することで、現像スリーブ上に形成される磁気ブラシの硬化を抑制した。
【解決手段】真円度が0.8以上、1.0以下、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下である電子写真現像剤用キャリア粉を調製することで、現像スリーブ上に形成される磁気ブラシの硬化を抑制した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真現像剤に用いられるキャリア粉および当該キャリア粉を含む電子写真現像剤に関する。
【背景技術】
【0002】
電子写真現像の分野において、近年、高画質化、フルカラー化に対応すべく、キャリア粉の小粒径化が求められている。しかしながら、当該電子写真現像剤に用いられるキャリア粉(以下、単に、キャリア粉と記載する場合がある。)の小粒径化の弊害として、キャリア粉が感光体に飛散してしまい、電子写真上に白筋等の画像欠陥が生じるというキャリア飛散の問題が生じた。
【0003】
そこで当該キャリア飛散を防ぐために、キャリア粉の磁化率を上げることが試みられた。しかし、キャリア粉の磁化率を上げたところ、電子写真上において、横細線(紙の進行方向に垂直な方向の細線)の再現性低下、ハーフトーンの均一性等の画質低下が見られた。この横細線の再現性低下、ハーフトーンの画質低下は、キャリア粉の磁化率を上げた結果、形成される磁気ブラシの硬度が上がり、当該高硬度の磁気ブラシが感光体の表面を掻き取り傷つけることに起因すると考えられていた。
【0004】
ここで、特許文献1には、電子写真現像剤用キャリア粉を構成するキャリア芯材において、粒径22μm以下の粒子が1%以上あると、キャリア飛散が発生しやすくなること、および当該22μm以下の粒子が空隙に入り込み磁気ブラシが硬くなり画像品質が低下する旨が記載されている。
【0005】
ここで、特許文献1には、体積平均粒径が25〜45μm、平均空隙径が10〜20μm、体積粒度分布測定による粒径22μm以下が1%未満、磁場1KOeにおける磁化が67〜88emu/g、飛散物と本体との磁化の差が磁場1KOeにおいて10emu/g以下である電子写真現像剤用キャリア粉が提案されている。そして、キャリア芯材の平均空隙径が、当該範囲の値をとることで、キャリア粉の磁化を高くしても形成される磁気ブラシが硬化せずにソフトな磁気ブラシとなる旨、および、当該キャリア粉から感光体へのトナーの移行がスムーズ゛になり高品位な画像を得ることができる旨、記載されている。
【0006】
また、特許文献2には、前記キャリア芯材の磁気特性において、σ1000が90emu/gを上回ると形成される磁気ブラシが硬くなりすぎ、当該磁気ブラシが感光体を強く摺擦し、当該感光体へ傷をつけやすくなる旨、記載されている。
【0007】
そして、特許文献2には、キャリア芯材の球形度を調整して真球に近くし、表面粗さを調整することにより、製造得率を向上させることができる旨、また、表面に微細な凹凸を存在させることにより、キャリア粉からの被覆層の剥離を防止できる旨、さらに平坦な被覆樹脂層が形成でき、キャリア粉のトナーに対する衝撃力を緩和することでトナースペントを防止できる旨、記載されている。そして、芯材上に被覆樹脂層を有する静電潜像現像剤用キャリア粉であって、前記芯材の球形度が1.220以下、表面粗さが1.8以上であり、また、前記被覆樹脂層は25〜45体積%の導電粉を含有し、該導電粉は体積混合比率で20〜100%の範囲で針状導電粉を含有し、前記被覆樹脂層の電気抵抗が1×10〜1×108Ω・cmの範囲にある静電潜像現像剤用キャリアを提案している。
【0008】
【特許文献1】特開2002−296846号公報
【特許文献2】特開2000−221733号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上説明したように、特許文献1、2には、前記キャリア芯材の磁気特性を過剰に高めると形成される磁気ブラシが硬くなりすぎ、当該硬化した磁気ブラシが感光体を強く摺擦し、当該感光体へ傷をつけることで画質が低下する旨、記載されている。また、特許文献1には、キャリア芯材において粒径22μm以下の粒子が1%以上あると、キャリア飛散が発生しやすくなること、および当該22μm以下の粒子が空隙に入り込み、磁気ブラシが硬くなり画像品質が低下する記載されている。
【0010】
本発明者らは、上記特許文献1、2において記載されている硬化した磁気ブラシが感光体を強く摺擦して当該感光体へ傷をつけるとされている過程が推定に留まり、十分には解明されていないことに想到した。
【0011】
本発明は、上述の状況のもとで成されたものであり、優れた磁気特性を有しながら感光体を傷つけることの少ない電子写真現像剤に用いられるキャリア粉および当該キャリア粉を含む電子写真現像剤を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、まず、磁気ブラシの感光体への摩擦力は、磁気ブラシの硬さに起因するものと考え、新規な摩擦試験方法を検討した。
次に、当該新規な摩擦試験方法を用いて、各種形状差を有するキャリア粉試料の摩擦力(表面の磨耗度合い)を評価検討した。さらに、当該形状差のあるキャリア粉試料、および、粒径22μm以下の微細粒子の含有量の異なるキャリア粉試料が形成する、磁気ブラシの硬化について検討した。
【0013】
そして当該評価検討の結果、本発明者らは、感光体を傷つける磁気ブラシの硬化は、当該キャリア粉の真円度、粒子を球状と仮定した場合の比表面積CS値、および表面粗さ係数、との相関関係によるものであることに想到し、本発明を完成した。
【0014】
即ち、上述の課題を解決するための第1の構成は、
電子写真現像剤に用いられるキャリア粉であって、
真円度が0.8以上、1.0以下、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下であることを特徴とする電子写真現像剤用キャリア粉である。
【0015】
第2の構成は、
真円度が0.86以上、1.0以下であることを特徴とする請求項1に記載の電子写真現像剤用キャリア粉である。
【0016】
第3の構成は、
第1または第2の構成に記載の電子写真現像剤用キャリアを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0017】
第1または第2の構成に記載された電子写真現像剤用キャリア粉は、当該キャリア粉に含まれる微細なキャリア粉粒子の存在量が増加しても、磁気ブラシが硬くならず、感光体ドラムへ与える摩耗深さおよび摩耗断面積が小さい。
【0018】
第3の構成に記載された電子写真現像剤用キャリア粉は、多数枚の電子写真現像を行っても、感光体ドラムへ与える摩耗深さおよび摩耗断面積が小さい。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態について詳細に説明する。
本発明に係る電子写真現像剤用キャリア粉は、真円度が0.8以上、1.0以下、好ましくは、0.86以上、1.0以下であり、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下である。そして、当該キャリア粉は、当該キャリア粉に含まれる22μm以下の微細なキャリア粉粒子の存在量が5wt%以上となっても、感光体ドラムへ与える摩耗深さおよび摩耗断面積が小さいことから、当該電子写真現像剤用キャリア粉に適宜なトナーを配合することで、感光体ドラムを傷つけることの少ない電子写真現像剤を製造することが出来た。
尚、CS(Calculated Specific Surfaces Area)値とは、粒子を球状と仮定した場合の比表面積(m2/cc)のことである。
また、表面粗さ係数とは、BET法で測定されるキャリア粉の比表面積(m2/g)をBET(0)とし、さらに上述の球形換算比表面積CS値を真密度で割り返して求めた値をBET(D)とした時、BET(0)/BET(D)で表される係数のことである。
【0020】
ここで、まず、磁気ブラシの硬さが感光体に与える影響について、本発明者らが開発した感光体と磁気ブラシとの間の新規な摩擦試験方法を、図面を参照しながら説明する。
【0021】
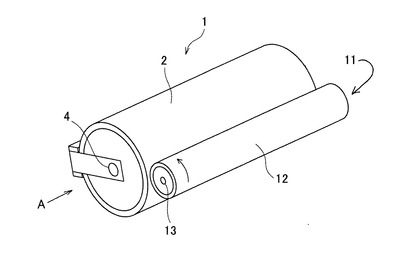
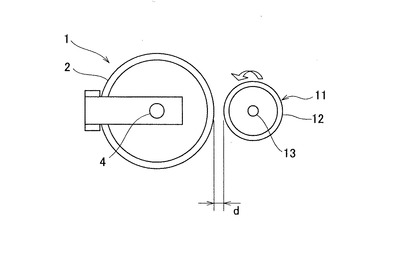
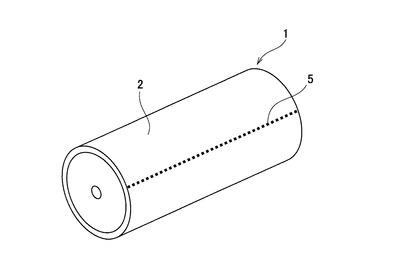
図1は、実機で起きている感光体と磁気ブラシとの間の関係を評価する摩擦試験機の概念的な斜視図であり、図2は、図1のA矢視図であり、図3は、試験終了後に当該摩擦試験機から外された感光体試料の概念的な斜視図である。図1〜3において、符号1は感光体のドラム試料本体(以下、感光ドラムと記載する場合がある。)を示し、符号2はその感光ドラムの表面を示し、符号4は当該感光ドラムを回転しないように固定している固定部である。次に、図1、2において、符号11は現像スリーブ本体(以下、現像スリーブと記載する場合がある。)を示し、符号12はその現像スリーブの表面を示し、符号13はその現像スリーブの回転軸を示す。ここで現像スリーブ11は、回転軸13を中心として、図示していない回転装置により所定の回転数で回転させることが出来る。また、感光ドラム表面2と現像スリーブ表面12とは、所定の間隔dを開けて対向している。さらに、図3において、符号5は、当該摩耗試験終了時に、感光ドラム表面2についた摩耗傷を示している。
尚、当該摩擦試験機および測定方法の詳細については後述する。
【0022】
電子写真現像において、現像スリーブ表面12上には、キャリアとトナーとの混合物である磁気ブラシが形成される。当該磁気ブラシは、感光ドラム表面2と現像スリーブ表面12との間隔dを超えて成長し、感光ドラム表面2に接触して崩壊しながら、感光ドラム表面2へトナーを輸送する。ところが、磁気ブラシの硬さが大きくなると、感光ドラム表面2に接触した際に、感光ドラム表面2を傷つけ摩耗傷5を与えてしまう。
【0023】
磁気ブラシの硬さを制御する要因として、特許文献1には、微細な粒子の存在であることが記載されているが、現像機での長期間での使用による割れ・欠けによる微細な粒子の増加は、現在主流であるフェライト系キャリア粉の性質上、避けられない問題であった。
【0024】
ここで、本発明者らは発想を転換し、電子写真現像の現像枚数が増加し微細なキャリアが生成したとしても、当該微細なキャリアを含んで形成される磁気ブラシが硬化しなければ、感光ドラム表面が傷つくことを回避出来るのではないか、という新規な発想を得た。
【0025】
そこで、本発明者らは、磁気ブラシが感光ドラム表面2を傷つける際の要因を、磁気特性や粒子形状及び表面粗さの異なるキャリア粉試料を調整し、上述の当該摩擦試験にて、各キャリア粉試料で形成される磁気ブラシの硬さを評価することにより検証した。
【0026】
その結果、感光体を傷つける磁気ブラシの硬化は、キャリア粉の真円度、粒子を球状と仮定した場合の比表面積CS値、および表面粗さ係数との相関関係によるものであることを見出した。具体的には、真円度が0.8以上、1.0以下、好ましくは、0.86以上、1.0以下であり、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が、2.0以上、2.5以下であるキャリア粉は、微細なキャリア粉が5wt%以上存在しても、形成される磁気ブラシが感光ドラム表面を殆ど傷つけないものであった。
【0027】
ここで、当該摩擦試験機の詳細について説明する。
一般に、感光ドラム1の胴部母材はアルミニウム製で、感光ドラム表面2に感光性の特殊な樹脂皮膜が形成されている。当該樹脂皮膜は、各複写機・プリンターメーカーにより様々であるが、本実施の形態では、京セラミタ(株)製の複写機Anesis6030,6040用感光体ドラムを使用した(サイズは、φ78mm×347mmである。)。
【0028】
現像スリーブ11は、現像ユニットを改造したものである。本実施の形態では、当該現像スリーブ11を回転装置に接続し200rpmで回転可能としている。そして、感光ドラム表面2と現像スリーブ表面12との間隔dは、0.9mmとした。
【0029】
摩耗試験に際しては、現像スリーブ表面12へ、磁気ブラシの穂立ちが均一になる様にキャリア粉を350g付着させ、現像スリーブ11を200rpmで回転させ、その状態を12時間保たせて試験を行った。12時間経過後に現像スリーブ11の回転を止め、当該摩擦試験機から感光ドラム1を外したところが図3に示す状態である。そこで、感光ドラム表面2の胴部長手方向に付いた筋状の摩耗傷5の摩耗深さおよび摩耗断面積を測定した。
【0030】
次に、当該摩擦試験の測定方法の詳細について説明する
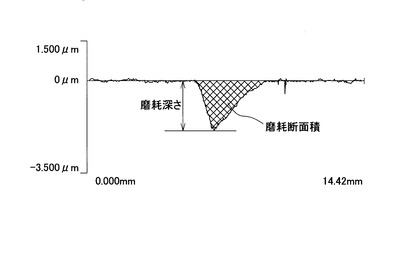
当該摩耗傷5の摩耗深さおよび摩耗断面積の測定において、測定装置は、触針式粗さ計(ランクテーラー ホブソン社製:S5Cフォームタリサーフ)を用いた。当該触針式粗さ計の分解能は、横方向0.25μm、縦方向10nmである。
当該触針式粗さ計を用いて摩耗傷5を測定した際のプロファイル例を図4に示す。図4において縦軸は表面の凹凸、横軸は表面における位置を示している。
図4よりプロファイルの谷部の最も深い位置をもって磨耗深さを読みとり、プロファイルの谷部の面積をもって磨耗断面積を読みとる。尚、当該プロファイルは、曲率半径39.1mmにて補正を実施した。
【0031】
次に本発明に係るキャリアの製造方法について説明する。
[秤量・混合]
本発明に係るキャリアが含むキャリア芯材に用いられる磁性酸化物(好ましくはソフトフェライト)は、一般式:MO・Fe2O3であらわされる。ここでMとしては、例えば、Fe、Mn、Mg等の金属が挙げられる。Fe、Mn、Mgは、単独使用も可能だが混合組成とすることで、キャリア芯材における磁気的特性の制御可能範囲が広くなり好ましい。
【0032】
そして、Mの原料としては、FeであればFe2O3が好適に使用できる。MnであればMnCO3が好適に使用できるが、これに限られることなくMn3O4等も使用可能であり、MgであればMgCO3が好適に使用できるが、これに限られることなくMg(OH)2等も好適に使用できる。そして、これらの原料の配合比を、該磁性酸化物の目的組成と一致させて秤量し混合して、金属原料混合物を得る。
【0033】
[粉砕・造粒]
秤量・混合したMおよびFe等の金属原料混合物および樹脂粒子を、振動ミル等の粉砕機中に導入し、粒径2μm〜0.5μm、好ましくは1μmまで粉砕する。次いで、この粉砕物に水、バインダー0.5〜2wt%、分散剤0.5〜2wt%を加えることで、固形分濃度が50〜90wt%のスラリーとし、該スラリーをボールミル等で湿式粉砕する。ここで、バインダーとしては、ポリビニルアルコール等が好ましく、分散剤としては、ポリカルボン酸アンモニウム系等が好ましい。
【0034】
造粒工程では、該湿式粉砕されたスラリーを噴霧乾燥機に導入して温度100℃〜300℃の熱風中に噴霧して乾燥させ、粒径10μm〜200μmの造粒粉を得る。得られた造粒粉は、製品最終粒径を考慮して、それに外れる粗粒および微粉を、振動ふるいで除外して粒度調整する。詳細な理由は後述するが、製品最終粒径は25μm以上、50μm以下であることが好ましいことから、当該造粒粉の粒径は15μm〜100μmに調整しておくことが好ましい。
【0035】
[仮焼]
金属原料混合物と樹脂粒子との混合造粒物を、800℃〜1000℃に加熱した炉に投入し、大気下で仮焼して仮焼品とする。
【0036】
[焼成]
次に、該中空構造が形成された仮焼品を、1100℃〜1270℃に加熱した炉に投入して焼成してフェライト化し焼成物とする。該焼成時の雰囲気は、金属原料の種類により適宜選択される。例えば、金属原料がFeとMn(モル比100:0〜50:50)の場合は窒素雰囲気が求められ、Fe、Mn、Mgの場合は窒素雰囲気や酸素分圧調製雰囲気が好ましく、Fe、Mn、Mgの場合であってMgのモル比が30%を超える場合は大気雰囲気でもよい。
【0037】
[解砕、分級]
得られた焼成物をハンマーミル解粒等で粗粉砕し、次に気流分級機で1次分級した。さらに振動ふるいまたは超音波ふるいにて粒度をそろえた後、磁場選鉱機にかけ、非磁性成分を除去し、真円度が0.8以上、1.0以下、好ましくは、0.86以上、1.0以下であり、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下であるキャリアを製造することができる。
ここで、キャリアの最終平均粒径は25μm以上、50μm以下であることが好ましい。これは当該粒径が25μm以上あれば、キャリア付着が少なく、高画質を得ることができるという観点から好ましく、50μm以下あれば、キャリア粒子のトナー保持能力が高く、べた画像の均一さ、トナー飛散量の低減、カブリが少ないという観点から好ましいからである。
さらに、該キャリアと、適宜な粒径を有するトナーとを混合することで電子写真現像剤を製造することができる。
【0038】
以下、実施例に基づいて、本発明をより具体的に説明する。
(実施例1)
キャリア粉の原料として、微粉砕したFe2O3とMn3O4とを準備し、モル比でFe2O3:Mn3O4=60:40となるように秤量した。
一方、水中へ分散剤(ポリカルボン酸アンモニウム系分散剤)を1.5wt%、湿潤剤(サンノプコ(株)製、SNウェット980)を0.05wt%、バインダー(ポリビニルアルコール)を0.02wt%添加したものを準備し、ここへ先程、秤量したFe2O3および
Mn3O4を投入・攪拌し、濃度70wt%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、さらに攪拌した後、スプレードライヤーにて該スラリーを噴霧し、粒径10μm〜200μmの乾燥造粒品を製造した。
この造粒品から、網目75μmの篩網を用いて粗粒を分離した後、当該造粒品を大気中で900℃に加熱して仮焼し、その後、1170℃、窒素雰囲気下で5時間焼成し、フェライト化させて焼成品を得た。
このフェライト化した焼成品をハンマーミルで解砕し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整して、キャリア粉試料1を得た。
【0039】
得られた試料1において、粒径22μm以下の粒子量は、0.5wt%であった。試料1の粉体特性測定結果および磁気特性測定結果を表1に記載する。
【0040】
ここで、試料1の真円度測定について説明する。
真円度は、真円度=√(rL・rS)/rL、但し、rL:キャリア粒子の長径、rS:キャリア粒子の短径、で定義される。
測定機器は、キーエンス社製 カラー3D形状測定顕微鏡(VK−9500 GenerationII)およびオプションツールとして粒子解析アプリケーション(VK−H1G9)を用いた。
測定に際し、粒子形状解析のためには、粒子一個が単分散した観察試料を作成する必要があり、且つ解析精度を向上するためには、顕微鏡の一視野当り、ランダムに選んだ少なくとも50個以上の粒子を対象とする。顕微鏡の倍率は、300〜1000倍程度が好ましく、さらに好ましくは、500〜800倍程度である。
【0041】
ここで、試料1のCS(Calculated Specific Surfaces Area)値の測定、および、表面粗さ係数の算出方法について説明する。
上述したように、CS値とは、粒子を球状と仮定した場合の比表面積(m2/cc)のことであり、例えば、湿式分散型粒度分布測定器である日機装(株)製マイクロトラックHRAを用いて測定することが出来る。
また、表面粗さ係数を算出するには、まずBET法により、当該キャリア粉の比表面積(m2/g)の値を測定し、BET(0)とする。
次に、先に測定した球形換算比表面積CS値を、真密度で割り返してBET(D)を算出する。そして、BET(0)/BET(D)の値を求めることで、表面粗さ係数を算出することが出来る。
【0042】
次に、試料2〜5について説明する。
試料1を粒径22μm以下の粒子比率が所定量になるよう、細かく分級することにより、粒径22μm以下の粒子の比率を1.52wt%に調整した試料2、同じく、2.53wt%に調整した試料3、同じく3.64wt%に調整した試料4、同じく5.78wt%に調整した試料5を調製した。そして、試料2〜5における、粉体特性測定結果および磁気特性測定結果も表1に記載する。
【0043】
ここで、試料1〜5を、感光体磨耗試験機に設置し磨耗試験を3回実施した。当該磨耗試験の結果も表1に記載する。
【0044】
(実施例2)
キャリア粉の原料として、微粉砕したFe2O3とMn3O4とMg(OH)2とを準備し、モル比でFe2O3:Mn3O4:Mg(OH)2=50:35:15となるように秤量した。
一方、水中へ、分散剤(ポリカルボン酸アンモニウム系分散剤)を1.5wt%、湿潤剤(サンノプコ(株)製、SNウェット980)を0.05wt%、バインダー(ポリビニルアルコール)を0.02wt%、添加したものを準備し、ここへ先程、秤量したFe2O3、Mn3O4、Mg(OH)2を投入し、濃度75wt%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、さらに攪拌した後、スプレードライヤーにて該スラリーを噴霧し、粒径10μm〜200μmの乾燥造粒品を製造した。
この造粒品から、網目75μmの篩網を用いて粗粒を分離した後、大気中で900℃に加熱して仮焼し、その後1200℃、窒素雰囲気下で5時間焼成し、フェライト化させた。
このフェライト化した焼成品をハンマーミルで解砕し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整して試料6を得た。
【0045】
得られた試料6において、粒径22μm以下の粒子量は、0.53wt%であった。試料6の粉体特性測定結果および磁気特性測定結果を表1に記載する。
【0046】
試料6を粒径22μm以下の粒子比率が所定量になるよう、細かく分級することにより、粒径22μm以下の粒子の比率を0.83wt%に調整した試料7、同じく、1.49wt%に調整した試料8、同じく2.73wt%に調整した試料9、同じく3.35wt%に調整した試料10、同じく5.80wt%に調整した試料11、を調製した。そして、試料6〜11における、粉体特性測定結果および磁気特性測定結果も表1に記載する。
【0047】
ここで、試料6〜11を、感光体磨耗試験機に設置し磨耗試験を3回実施した。当該磨耗試験の結果も表1に記載する。
【0048】
(比較例1)
焼成温度を1300℃としたこと以外は、前記実施例2に係る試料6と同様の方法により、比較例1に係るキャリア粉である試料12を製造した。
【0049】
得られた試料12において、粒径22μm以下の粒子量は、1.1wt%であった。試料12の粉体特性測定結果および磁気特性測定結果を表1に記載する。
【0050】
試料12を粒径22μm以下の粒子比率が所定量になるよう、細かく分級することにより、粒径22μm以下の粒子の比率を3.8wt%に調整した試料13、同じく、4.60wt%に調整した試料14、同じく5.40wt%に調整した試料15、を調製した。そして、試料12〜15における、粉体特性測定結果および磁気特性測定結果も表1に記載する。
【0051】
ここで、試料12〜15を、感光体磨耗試験機に設置し磨耗試験を3回実施した。当該磨耗試験の結果も表1に記載する。
【0052】
【表1】

【0053】
(実施例1、2および比較例1のまとめ)
実施例1に係る試料の真円度は0.86〜0.88で0.8以上、1.0以下であり、粒子を球状と仮定した場合の比表面積CS値は0.1700〜0.1710で0.17m2/cc以上、0.185m2/cc以下であり、表面粗さ係数は2.08〜2.21で2.0以上、2.5以下であった。この為、粒径22μm以下の粒子が5.78wt%まで増加しても、感光体ドラムの摩耗深さは0.75〜1.14μmと浅く、摩耗断面積も1.74×10−9〜2.45×10−9m2と小さかった。
【0054】
実施例2に係る試料の真円度は0.80〜0.84で0.8以上、1.0以下であり、粒子を球状と仮定した場合の比表面積CS値は0.1738〜0.1749で0.17m2/cc以上、0.185m2/cc以下であり、表面粗さ係数は2.24〜2.47で2.0以上、2.5以下であった。この為、粒径22μm以下の粒子が5.80wt%まで増加しても、感光体ドラムの摩耗深さは1.66〜2.22μmと浅く、摩耗断面積も3.38×10−9〜4.23×10−9m2と小さかった。
【0055】
比較例1に係る試料の真円度は0.71〜0.77で0.8以上、1.0以下の範囲に入らず、粒子を球状と仮定した場合の比表面積CS値は0.1881〜0.1897で0.17m2/cc以上、0.185m2/cc以下の範囲に入らず、表面粗さ係数は1.77〜1.99で2.0以上、2.5以下の範囲に入らなかった。この為、感光体ドラムの摩耗深さは3.26μmと深く、摩耗断面積も5.56×10−9m2と大きかった。さらに、粒径22μm以下の粒子が5.40wt%まで増加した場合、感光体ドラムの摩耗深さは3.64〜4.33μmと深くなり、摩耗断面積も6.45×10−9〜7.82×10−9m2と大きくなることが判明した。
【図面の簡単な説明】
【0056】
【図1】本発明に係る摩擦試験機の概念的な斜視図である。
【図2】図1のA矢視図である。
【図3】試験終了後に摩擦試験機から外された感光体試料の概念的な斜視図である
【図4】触針式粗さ計を用いて摩耗傷を測定した際のプロファイル例である。
【符号の説明】
【0057】
1.感光ドラム
2.感光ドラム表面
4.固定部
5.摩耗傷
11.現像スリーブ
12.現像スリーブ表面
13.回転軸
【技術分野】
【0001】
本発明は、電子写真現像剤に用いられるキャリア粉および当該キャリア粉を含む電子写真現像剤に関する。
【背景技術】
【0002】
電子写真現像の分野において、近年、高画質化、フルカラー化に対応すべく、キャリア粉の小粒径化が求められている。しかしながら、当該電子写真現像剤に用いられるキャリア粉(以下、単に、キャリア粉と記載する場合がある。)の小粒径化の弊害として、キャリア粉が感光体に飛散してしまい、電子写真上に白筋等の画像欠陥が生じるというキャリア飛散の問題が生じた。
【0003】
そこで当該キャリア飛散を防ぐために、キャリア粉の磁化率を上げることが試みられた。しかし、キャリア粉の磁化率を上げたところ、電子写真上において、横細線(紙の進行方向に垂直な方向の細線)の再現性低下、ハーフトーンの均一性等の画質低下が見られた。この横細線の再現性低下、ハーフトーンの画質低下は、キャリア粉の磁化率を上げた結果、形成される磁気ブラシの硬度が上がり、当該高硬度の磁気ブラシが感光体の表面を掻き取り傷つけることに起因すると考えられていた。
【0004】
ここで、特許文献1には、電子写真現像剤用キャリア粉を構成するキャリア芯材において、粒径22μm以下の粒子が1%以上あると、キャリア飛散が発生しやすくなること、および当該22μm以下の粒子が空隙に入り込み磁気ブラシが硬くなり画像品質が低下する旨が記載されている。
【0005】
ここで、特許文献1には、体積平均粒径が25〜45μm、平均空隙径が10〜20μm、体積粒度分布測定による粒径22μm以下が1%未満、磁場1KOeにおける磁化が67〜88emu/g、飛散物と本体との磁化の差が磁場1KOeにおいて10emu/g以下である電子写真現像剤用キャリア粉が提案されている。そして、キャリア芯材の平均空隙径が、当該範囲の値をとることで、キャリア粉の磁化を高くしても形成される磁気ブラシが硬化せずにソフトな磁気ブラシとなる旨、および、当該キャリア粉から感光体へのトナーの移行がスムーズ゛になり高品位な画像を得ることができる旨、記載されている。
【0006】
また、特許文献2には、前記キャリア芯材の磁気特性において、σ1000が90emu/gを上回ると形成される磁気ブラシが硬くなりすぎ、当該磁気ブラシが感光体を強く摺擦し、当該感光体へ傷をつけやすくなる旨、記載されている。
【0007】
そして、特許文献2には、キャリア芯材の球形度を調整して真球に近くし、表面粗さを調整することにより、製造得率を向上させることができる旨、また、表面に微細な凹凸を存在させることにより、キャリア粉からの被覆層の剥離を防止できる旨、さらに平坦な被覆樹脂層が形成でき、キャリア粉のトナーに対する衝撃力を緩和することでトナースペントを防止できる旨、記載されている。そして、芯材上に被覆樹脂層を有する静電潜像現像剤用キャリア粉であって、前記芯材の球形度が1.220以下、表面粗さが1.8以上であり、また、前記被覆樹脂層は25〜45体積%の導電粉を含有し、該導電粉は体積混合比率で20〜100%の範囲で針状導電粉を含有し、前記被覆樹脂層の電気抵抗が1×10〜1×108Ω・cmの範囲にある静電潜像現像剤用キャリアを提案している。
【0008】
【特許文献1】特開2002−296846号公報
【特許文献2】特開2000−221733号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上説明したように、特許文献1、2には、前記キャリア芯材の磁気特性を過剰に高めると形成される磁気ブラシが硬くなりすぎ、当該硬化した磁気ブラシが感光体を強く摺擦し、当該感光体へ傷をつけることで画質が低下する旨、記載されている。また、特許文献1には、キャリア芯材において粒径22μm以下の粒子が1%以上あると、キャリア飛散が発生しやすくなること、および当該22μm以下の粒子が空隙に入り込み、磁気ブラシが硬くなり画像品質が低下する記載されている。
【0010】
本発明者らは、上記特許文献1、2において記載されている硬化した磁気ブラシが感光体を強く摺擦して当該感光体へ傷をつけるとされている過程が推定に留まり、十分には解明されていないことに想到した。
【0011】
本発明は、上述の状況のもとで成されたものであり、優れた磁気特性を有しながら感光体を傷つけることの少ない電子写真現像剤に用いられるキャリア粉および当該キャリア粉を含む電子写真現像剤を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、まず、磁気ブラシの感光体への摩擦力は、磁気ブラシの硬さに起因するものと考え、新規な摩擦試験方法を検討した。
次に、当該新規な摩擦試験方法を用いて、各種形状差を有するキャリア粉試料の摩擦力(表面の磨耗度合い)を評価検討した。さらに、当該形状差のあるキャリア粉試料、および、粒径22μm以下の微細粒子の含有量の異なるキャリア粉試料が形成する、磁気ブラシの硬化について検討した。
【0013】
そして当該評価検討の結果、本発明者らは、感光体を傷つける磁気ブラシの硬化は、当該キャリア粉の真円度、粒子を球状と仮定した場合の比表面積CS値、および表面粗さ係数、との相関関係によるものであることに想到し、本発明を完成した。
【0014】
即ち、上述の課題を解決するための第1の構成は、
電子写真現像剤に用いられるキャリア粉であって、
真円度が0.8以上、1.0以下、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下であることを特徴とする電子写真現像剤用キャリア粉である。
【0015】
第2の構成は、
真円度が0.86以上、1.0以下であることを特徴とする請求項1に記載の電子写真現像剤用キャリア粉である。
【0016】
第3の構成は、
第1または第2の構成に記載の電子写真現像剤用キャリアを含むことを特徴とする電子写真現像剤である。
【発明の効果】
【0017】
第1または第2の構成に記載された電子写真現像剤用キャリア粉は、当該キャリア粉に含まれる微細なキャリア粉粒子の存在量が増加しても、磁気ブラシが硬くならず、感光体ドラムへ与える摩耗深さおよび摩耗断面積が小さい。
【0018】
第3の構成に記載された電子写真現像剤用キャリア粉は、多数枚の電子写真現像を行っても、感光体ドラムへ与える摩耗深さおよび摩耗断面積が小さい。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態について詳細に説明する。
本発明に係る電子写真現像剤用キャリア粉は、真円度が0.8以上、1.0以下、好ましくは、0.86以上、1.0以下であり、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下である。そして、当該キャリア粉は、当該キャリア粉に含まれる22μm以下の微細なキャリア粉粒子の存在量が5wt%以上となっても、感光体ドラムへ与える摩耗深さおよび摩耗断面積が小さいことから、当該電子写真現像剤用キャリア粉に適宜なトナーを配合することで、感光体ドラムを傷つけることの少ない電子写真現像剤を製造することが出来た。
尚、CS(Calculated Specific Surfaces Area)値とは、粒子を球状と仮定した場合の比表面積(m2/cc)のことである。
また、表面粗さ係数とは、BET法で測定されるキャリア粉の比表面積(m2/g)をBET(0)とし、さらに上述の球形換算比表面積CS値を真密度で割り返して求めた値をBET(D)とした時、BET(0)/BET(D)で表される係数のことである。
【0020】
ここで、まず、磁気ブラシの硬さが感光体に与える影響について、本発明者らが開発した感光体と磁気ブラシとの間の新規な摩擦試験方法を、図面を参照しながら説明する。
【0021】
図1は、実機で起きている感光体と磁気ブラシとの間の関係を評価する摩擦試験機の概念的な斜視図であり、図2は、図1のA矢視図であり、図3は、試験終了後に当該摩擦試験機から外された感光体試料の概念的な斜視図である。図1〜3において、符号1は感光体のドラム試料本体(以下、感光ドラムと記載する場合がある。)を示し、符号2はその感光ドラムの表面を示し、符号4は当該感光ドラムを回転しないように固定している固定部である。次に、図1、2において、符号11は現像スリーブ本体(以下、現像スリーブと記載する場合がある。)を示し、符号12はその現像スリーブの表面を示し、符号13はその現像スリーブの回転軸を示す。ここで現像スリーブ11は、回転軸13を中心として、図示していない回転装置により所定の回転数で回転させることが出来る。また、感光ドラム表面2と現像スリーブ表面12とは、所定の間隔dを開けて対向している。さらに、図3において、符号5は、当該摩耗試験終了時に、感光ドラム表面2についた摩耗傷を示している。
尚、当該摩擦試験機および測定方法の詳細については後述する。
【0022】
電子写真現像において、現像スリーブ表面12上には、キャリアとトナーとの混合物である磁気ブラシが形成される。当該磁気ブラシは、感光ドラム表面2と現像スリーブ表面12との間隔dを超えて成長し、感光ドラム表面2に接触して崩壊しながら、感光ドラム表面2へトナーを輸送する。ところが、磁気ブラシの硬さが大きくなると、感光ドラム表面2に接触した際に、感光ドラム表面2を傷つけ摩耗傷5を与えてしまう。
【0023】
磁気ブラシの硬さを制御する要因として、特許文献1には、微細な粒子の存在であることが記載されているが、現像機での長期間での使用による割れ・欠けによる微細な粒子の増加は、現在主流であるフェライト系キャリア粉の性質上、避けられない問題であった。
【0024】
ここで、本発明者らは発想を転換し、電子写真現像の現像枚数が増加し微細なキャリアが生成したとしても、当該微細なキャリアを含んで形成される磁気ブラシが硬化しなければ、感光ドラム表面が傷つくことを回避出来るのではないか、という新規な発想を得た。
【0025】
そこで、本発明者らは、磁気ブラシが感光ドラム表面2を傷つける際の要因を、磁気特性や粒子形状及び表面粗さの異なるキャリア粉試料を調整し、上述の当該摩擦試験にて、各キャリア粉試料で形成される磁気ブラシの硬さを評価することにより検証した。
【0026】
その結果、感光体を傷つける磁気ブラシの硬化は、キャリア粉の真円度、粒子を球状と仮定した場合の比表面積CS値、および表面粗さ係数との相関関係によるものであることを見出した。具体的には、真円度が0.8以上、1.0以下、好ましくは、0.86以上、1.0以下であり、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が、2.0以上、2.5以下であるキャリア粉は、微細なキャリア粉が5wt%以上存在しても、形成される磁気ブラシが感光ドラム表面を殆ど傷つけないものであった。
【0027】
ここで、当該摩擦試験機の詳細について説明する。
一般に、感光ドラム1の胴部母材はアルミニウム製で、感光ドラム表面2に感光性の特殊な樹脂皮膜が形成されている。当該樹脂皮膜は、各複写機・プリンターメーカーにより様々であるが、本実施の形態では、京セラミタ(株)製の複写機Anesis6030,6040用感光体ドラムを使用した(サイズは、φ78mm×347mmである。)。
【0028】
現像スリーブ11は、現像ユニットを改造したものである。本実施の形態では、当該現像スリーブ11を回転装置に接続し200rpmで回転可能としている。そして、感光ドラム表面2と現像スリーブ表面12との間隔dは、0.9mmとした。
【0029】
摩耗試験に際しては、現像スリーブ表面12へ、磁気ブラシの穂立ちが均一になる様にキャリア粉を350g付着させ、現像スリーブ11を200rpmで回転させ、その状態を12時間保たせて試験を行った。12時間経過後に現像スリーブ11の回転を止め、当該摩擦試験機から感光ドラム1を外したところが図3に示す状態である。そこで、感光ドラム表面2の胴部長手方向に付いた筋状の摩耗傷5の摩耗深さおよび摩耗断面積を測定した。
【0030】
次に、当該摩擦試験の測定方法の詳細について説明する
当該摩耗傷5の摩耗深さおよび摩耗断面積の測定において、測定装置は、触針式粗さ計(ランクテーラー ホブソン社製:S5Cフォームタリサーフ)を用いた。当該触針式粗さ計の分解能は、横方向0.25μm、縦方向10nmである。
当該触針式粗さ計を用いて摩耗傷5を測定した際のプロファイル例を図4に示す。図4において縦軸は表面の凹凸、横軸は表面における位置を示している。
図4よりプロファイルの谷部の最も深い位置をもって磨耗深さを読みとり、プロファイルの谷部の面積をもって磨耗断面積を読みとる。尚、当該プロファイルは、曲率半径39.1mmにて補正を実施した。
【0031】
次に本発明に係るキャリアの製造方法について説明する。
[秤量・混合]
本発明に係るキャリアが含むキャリア芯材に用いられる磁性酸化物(好ましくはソフトフェライト)は、一般式:MO・Fe2O3であらわされる。ここでMとしては、例えば、Fe、Mn、Mg等の金属が挙げられる。Fe、Mn、Mgは、単独使用も可能だが混合組成とすることで、キャリア芯材における磁気的特性の制御可能範囲が広くなり好ましい。
【0032】
そして、Mの原料としては、FeであればFe2O3が好適に使用できる。MnであればMnCO3が好適に使用できるが、これに限られることなくMn3O4等も使用可能であり、MgであればMgCO3が好適に使用できるが、これに限られることなくMg(OH)2等も好適に使用できる。そして、これらの原料の配合比を、該磁性酸化物の目的組成と一致させて秤量し混合して、金属原料混合物を得る。
【0033】
[粉砕・造粒]
秤量・混合したMおよびFe等の金属原料混合物および樹脂粒子を、振動ミル等の粉砕機中に導入し、粒径2μm〜0.5μm、好ましくは1μmまで粉砕する。次いで、この粉砕物に水、バインダー0.5〜2wt%、分散剤0.5〜2wt%を加えることで、固形分濃度が50〜90wt%のスラリーとし、該スラリーをボールミル等で湿式粉砕する。ここで、バインダーとしては、ポリビニルアルコール等が好ましく、分散剤としては、ポリカルボン酸アンモニウム系等が好ましい。
【0034】
造粒工程では、該湿式粉砕されたスラリーを噴霧乾燥機に導入して温度100℃〜300℃の熱風中に噴霧して乾燥させ、粒径10μm〜200μmの造粒粉を得る。得られた造粒粉は、製品最終粒径を考慮して、それに外れる粗粒および微粉を、振動ふるいで除外して粒度調整する。詳細な理由は後述するが、製品最終粒径は25μm以上、50μm以下であることが好ましいことから、当該造粒粉の粒径は15μm〜100μmに調整しておくことが好ましい。
【0035】
[仮焼]
金属原料混合物と樹脂粒子との混合造粒物を、800℃〜1000℃に加熱した炉に投入し、大気下で仮焼して仮焼品とする。
【0036】
[焼成]
次に、該中空構造が形成された仮焼品を、1100℃〜1270℃に加熱した炉に投入して焼成してフェライト化し焼成物とする。該焼成時の雰囲気は、金属原料の種類により適宜選択される。例えば、金属原料がFeとMn(モル比100:0〜50:50)の場合は窒素雰囲気が求められ、Fe、Mn、Mgの場合は窒素雰囲気や酸素分圧調製雰囲気が好ましく、Fe、Mn、Mgの場合であってMgのモル比が30%を超える場合は大気雰囲気でもよい。
【0037】
[解砕、分級]
得られた焼成物をハンマーミル解粒等で粗粉砕し、次に気流分級機で1次分級した。さらに振動ふるいまたは超音波ふるいにて粒度をそろえた後、磁場選鉱機にかけ、非磁性成分を除去し、真円度が0.8以上、1.0以下、好ましくは、0.86以上、1.0以下であり、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下であるキャリアを製造することができる。
ここで、キャリアの最終平均粒径は25μm以上、50μm以下であることが好ましい。これは当該粒径が25μm以上あれば、キャリア付着が少なく、高画質を得ることができるという観点から好ましく、50μm以下あれば、キャリア粒子のトナー保持能力が高く、べた画像の均一さ、トナー飛散量の低減、カブリが少ないという観点から好ましいからである。
さらに、該キャリアと、適宜な粒径を有するトナーとを混合することで電子写真現像剤を製造することができる。
【0038】
以下、実施例に基づいて、本発明をより具体的に説明する。
(実施例1)
キャリア粉の原料として、微粉砕したFe2O3とMn3O4とを準備し、モル比でFe2O3:Mn3O4=60:40となるように秤量した。
一方、水中へ分散剤(ポリカルボン酸アンモニウム系分散剤)を1.5wt%、湿潤剤(サンノプコ(株)製、SNウェット980)を0.05wt%、バインダー(ポリビニルアルコール)を0.02wt%添加したものを準備し、ここへ先程、秤量したFe2O3および
Mn3O4を投入・攪拌し、濃度70wt%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、さらに攪拌した後、スプレードライヤーにて該スラリーを噴霧し、粒径10μm〜200μmの乾燥造粒品を製造した。
この造粒品から、網目75μmの篩網を用いて粗粒を分離した後、当該造粒品を大気中で900℃に加熱して仮焼し、その後、1170℃、窒素雰囲気下で5時間焼成し、フェライト化させて焼成品を得た。
このフェライト化した焼成品をハンマーミルで解砕し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整して、キャリア粉試料1を得た。
【0039】
得られた試料1において、粒径22μm以下の粒子量は、0.5wt%であった。試料1の粉体特性測定結果および磁気特性測定結果を表1に記載する。
【0040】
ここで、試料1の真円度測定について説明する。
真円度は、真円度=√(rL・rS)/rL、但し、rL:キャリア粒子の長径、rS:キャリア粒子の短径、で定義される。
測定機器は、キーエンス社製 カラー3D形状測定顕微鏡(VK−9500 GenerationII)およびオプションツールとして粒子解析アプリケーション(VK−H1G9)を用いた。
測定に際し、粒子形状解析のためには、粒子一個が単分散した観察試料を作成する必要があり、且つ解析精度を向上するためには、顕微鏡の一視野当り、ランダムに選んだ少なくとも50個以上の粒子を対象とする。顕微鏡の倍率は、300〜1000倍程度が好ましく、さらに好ましくは、500〜800倍程度である。
【0041】
ここで、試料1のCS(Calculated Specific Surfaces Area)値の測定、および、表面粗さ係数の算出方法について説明する。
上述したように、CS値とは、粒子を球状と仮定した場合の比表面積(m2/cc)のことであり、例えば、湿式分散型粒度分布測定器である日機装(株)製マイクロトラックHRAを用いて測定することが出来る。
また、表面粗さ係数を算出するには、まずBET法により、当該キャリア粉の比表面積(m2/g)の値を測定し、BET(0)とする。
次に、先に測定した球形換算比表面積CS値を、真密度で割り返してBET(D)を算出する。そして、BET(0)/BET(D)の値を求めることで、表面粗さ係数を算出することが出来る。
【0042】
次に、試料2〜5について説明する。
試料1を粒径22μm以下の粒子比率が所定量になるよう、細かく分級することにより、粒径22μm以下の粒子の比率を1.52wt%に調整した試料2、同じく、2.53wt%に調整した試料3、同じく3.64wt%に調整した試料4、同じく5.78wt%に調整した試料5を調製した。そして、試料2〜5における、粉体特性測定結果および磁気特性測定結果も表1に記載する。
【0043】
ここで、試料1〜5を、感光体磨耗試験機に設置し磨耗試験を3回実施した。当該磨耗試験の結果も表1に記載する。
【0044】
(実施例2)
キャリア粉の原料として、微粉砕したFe2O3とMn3O4とMg(OH)2とを準備し、モル比でFe2O3:Mn3O4:Mg(OH)2=50:35:15となるように秤量した。
一方、水中へ、分散剤(ポリカルボン酸アンモニウム系分散剤)を1.5wt%、湿潤剤(サンノプコ(株)製、SNウェット980)を0.05wt%、バインダー(ポリビニルアルコール)を0.02wt%、添加したものを準備し、ここへ先程、秤量したFe2O3、Mn3O4、Mg(OH)2を投入し、濃度75wt%のスラリーを得た。
このスラリーを湿式ボールミルにて湿式粉砕し、さらに攪拌した後、スプレードライヤーにて該スラリーを噴霧し、粒径10μm〜200μmの乾燥造粒品を製造した。
この造粒品から、網目75μmの篩網を用いて粗粒を分離した後、大気中で900℃に加熱して仮焼し、その後1200℃、窒素雰囲気下で5時間焼成し、フェライト化させた。
このフェライト化した焼成品をハンマーミルで解砕し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整して試料6を得た。
【0045】
得られた試料6において、粒径22μm以下の粒子量は、0.53wt%であった。試料6の粉体特性測定結果および磁気特性測定結果を表1に記載する。
【0046】
試料6を粒径22μm以下の粒子比率が所定量になるよう、細かく分級することにより、粒径22μm以下の粒子の比率を0.83wt%に調整した試料7、同じく、1.49wt%に調整した試料8、同じく2.73wt%に調整した試料9、同じく3.35wt%に調整した試料10、同じく5.80wt%に調整した試料11、を調製した。そして、試料6〜11における、粉体特性測定結果および磁気特性測定結果も表1に記載する。
【0047】
ここで、試料6〜11を、感光体磨耗試験機に設置し磨耗試験を3回実施した。当該磨耗試験の結果も表1に記載する。
【0048】
(比較例1)
焼成温度を1300℃としたこと以外は、前記実施例2に係る試料6と同様の方法により、比較例1に係るキャリア粉である試料12を製造した。
【0049】
得られた試料12において、粒径22μm以下の粒子量は、1.1wt%であった。試料12の粉体特性測定結果および磁気特性測定結果を表1に記載する。
【0050】
試料12を粒径22μm以下の粒子比率が所定量になるよう、細かく分級することにより、粒径22μm以下の粒子の比率を3.8wt%に調整した試料13、同じく、4.60wt%に調整した試料14、同じく5.40wt%に調整した試料15、を調製した。そして、試料12〜15における、粉体特性測定結果および磁気特性測定結果も表1に記載する。
【0051】
ここで、試料12〜15を、感光体磨耗試験機に設置し磨耗試験を3回実施した。当該磨耗試験の結果も表1に記載する。
【0052】
【表1】
【0053】
(実施例1、2および比較例1のまとめ)
実施例1に係る試料の真円度は0.86〜0.88で0.8以上、1.0以下であり、粒子を球状と仮定した場合の比表面積CS値は0.1700〜0.1710で0.17m2/cc以上、0.185m2/cc以下であり、表面粗さ係数は2.08〜2.21で2.0以上、2.5以下であった。この為、粒径22μm以下の粒子が5.78wt%まで増加しても、感光体ドラムの摩耗深さは0.75〜1.14μmと浅く、摩耗断面積も1.74×10−9〜2.45×10−9m2と小さかった。
【0054】
実施例2に係る試料の真円度は0.80〜0.84で0.8以上、1.0以下であり、粒子を球状と仮定した場合の比表面積CS値は0.1738〜0.1749で0.17m2/cc以上、0.185m2/cc以下であり、表面粗さ係数は2.24〜2.47で2.0以上、2.5以下であった。この為、粒径22μm以下の粒子が5.80wt%まで増加しても、感光体ドラムの摩耗深さは1.66〜2.22μmと浅く、摩耗断面積も3.38×10−9〜4.23×10−9m2と小さかった。
【0055】
比較例1に係る試料の真円度は0.71〜0.77で0.8以上、1.0以下の範囲に入らず、粒子を球状と仮定した場合の比表面積CS値は0.1881〜0.1897で0.17m2/cc以上、0.185m2/cc以下の範囲に入らず、表面粗さ係数は1.77〜1.99で2.0以上、2.5以下の範囲に入らなかった。この為、感光体ドラムの摩耗深さは3.26μmと深く、摩耗断面積も5.56×10−9m2と大きかった。さらに、粒径22μm以下の粒子が5.40wt%まで増加した場合、感光体ドラムの摩耗深さは3.64〜4.33μmと深くなり、摩耗断面積も6.45×10−9〜7.82×10−9m2と大きくなることが判明した。
【図面の簡単な説明】
【0056】
【図1】本発明に係る摩擦試験機の概念的な斜視図である。
【図2】図1のA矢視図である。
【図3】試験終了後に摩擦試験機から外された感光体試料の概念的な斜視図である
【図4】触針式粗さ計を用いて摩耗傷を測定した際のプロファイル例である。
【符号の説明】
【0057】
1.感光ドラム
2.感光ドラム表面
4.固定部
5.摩耗傷
11.現像スリーブ
12.現像スリーブ表面
13.回転軸
【特許請求の範囲】
【請求項1】
電子写真現像剤に用いられるキャリア粉であって、
真円度が0.8以上、1.0以下、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下であることを特徴とする電子写真現像剤用キャリア粉。
【請求項2】
真円度が0.86以上、1.0以下であることを特徴とする請求項1に記載の電子写真現像剤用キャリア粉。
【請求項3】
請求項1または2に記載の電子写真現像剤用キャリアを含むことを特徴とする電子写真現像剤。
【請求項1】
電子写真現像剤に用いられるキャリア粉であって、
真円度が0.8以上、1.0以下、且つ、粒子を球状と仮定した場合の比表面積CS値が0.17m2/cc以上、0.185m2/cc以下、且つ、表面粗さ係数が2.0以上、2.5以下であることを特徴とする電子写真現像剤用キャリア粉。
【請求項2】
真円度が0.86以上、1.0以下であることを特徴とする請求項1に記載の電子写真現像剤用キャリア粉。
【請求項3】
請求項1または2に記載の電子写真現像剤用キャリアを含むことを特徴とする電子写真現像剤。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−272160(P2007−272160A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−101209(P2006−101209)
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000224798)DOWAホールディングス株式会社 (550)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000224798)DOWAホールディングス株式会社 (550)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
[ Back to top ]