
電子写真現像用キャリア芯材および製造法並びに電子写真現像剤
【課題】ソフトな磁気ブラシの形成に有利な凹凸が少なく真球に近い形状の粒子からなる電子写真現像用キャリア芯材を提供する。
【解決手段】 (MO)A(Fe2O3)100-A、ただしM成分はMn、Mgの1種以上、A:0〜50、で表される組成のソフトフェライトなどの磁性酸化物の粉体であって、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmであり、水銀圧入法による空隙径zが8〜23μm、平均空隙径yが5〜17μmであり、かつ前記x、yが下記(1)式を満たす粉体で構成される電子写真現像用キャリア芯材。
−5.0≦y−0.27x≦0.5 ……(1)
【解決手段】 (MO)A(Fe2O3)100-A、ただしM成分はMn、Mgの1種以上、A:0〜50、で表される組成のソフトフェライトなどの磁性酸化物の粉体であって、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmであり、水銀圧入法による空隙径zが8〜23μm、平均空隙径yが5〜17μmであり、かつ前記x、yが下記(1)式を満たす粉体で構成される電子写真現像用キャリア芯材。
−5.0≦y−0.27x≦0.5 ……(1)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高画質な電子写真を提供するための電子写真の乾式現像用キャリア芯材、およびそれを用いたキャリア粉、並びに写真現像剤に関するものである。
【背景技術】
【0002】
電子写真の乾式現像法は、現像剤である粉体のトナーを感光体上の静電潜像に付着させ、当該付着したトナーを所定の紙等へ転写して現像する方法である。ここで、現像剤としては、トナーと、電子写真現像剤用キャリア粉(以下単に「キャリア粉」という)とを含む2成分系現像剤を用いる2成分系現像法と、トナーのみを含む1成分系現像剤を用いる1成分系現像法とに分けられる。そして、近年はトナーの荷電制御が容易で安定した高画質が得ることができ、高速現像が可能であることから、ほとんどの場合、2成分系現像法が用いられている。
【0003】
上述した二成分系現像方法は、現像剤磁気ブラシが潜像担持体表面を摺擦しながら現像を行う接触二成分系現像方法と、現像剤磁気ブラシが潜像担持体と接触しない非接触二成分系現像方法に分類される。非接触二成分系現像は潜像担持体にキャリアが付着するいわゆるキャリア付着現象が起こりにくいという長所もあるが、高精細フルカラー画像を得るためには、優れた細線再現性と十分な画像濃度が得られる接触二成分系現像が好適に用いられる。
【0004】
また、トナーまたはキャリアの粒径を小さくしたり、現像剤磁気ブラシを緻密化することで画質を向上させる方法もある。特許文献1に、飽和磁化の小さな磁性キャリアを使用することで現像剤磁気ブラシを緻密化し、高画質化を達成する方法が記載されている。この場合、キャリア同士の、あるいはトナーに対する磁気的なシェアが低減されるために、現像剤の長寿命化も期待できる。
【0005】
しかし、高精細フルカラー画像の現像に適した前記の接触二成分系現像方式において、キャリア粉の小粒径化や飽和磁化の低減を行うと、感光体にキャリアが付着してしまう、いわゆるキャリア付着現象の原因となるため、実用化するには困難があった。
【0006】
一方、特許文献2には、球状キャリア芯材の体積平均粒径を25〜45μm、平均空隙径を10〜20μmにしたものにおいて、キャリアの磁化を高くしてもソフトな磁気ブラシが提供でき、また、一定の空隙を有することによりトナーの移行もスムーズになり高品位な画質が得られることが記載されている。
【0007】
【特許文献1】特開昭59−104663号公報
【特許文献2】特開2002−296846号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献2のキャリア粉は画像濃度、カブリ、細線再現性、ハーフトーン均一性などに優れた高品位な画質が得られるという。しかし、本発明者らの詳細な調査によれば、この文献に開示されているキャリア粉は体積平均粒径の割に平均空隙径が大きいことから、そのキャリア粉粒子は比較的凹凸に富んでいる、もしくは不定形キャリアであると推察される。
【0009】
もし、キャリア粉粒子の形状をより真球状に近付けることができ、さらには粒度分布の分布幅を一定の範囲内に制御することができれば、磁気ブラシを形成したときに粒子同士の接触面積が小さくなり、また凹凸による絡み合いが軽減されることによって、一層ソフトな磁気ブラシの形成が可能になると期待される。さらに、キャリア粉1粒子あたりのトナー保持性能が均一化され、トナー輸送も一層スムーズになると考えられる。
【0010】
このように、高品位な画質が得られるとされる従来のキャリア粉にも未だ改善の余地がある。本発明はこの点に鑑み、従来よりも凹凸が少なく真球度が高い粒子で構成されるキャリア芯材を開発し提供すること、並びにそれを用いたキャリア粉および電子写真現像剤を提供することを目的とする。
【課題を解決するための手段】
【0011】
発明者らは種々検討の結果、キャリア芯材に用いられる磁性酸化物の粉体において、粒度分布の分布幅(標準偏差Sd)が一定範囲にある場合、粒子の凹凸の程度および真球度の程度は、粉体の体積平均粒径xと水銀圧入法による平均空隙径yとの関数によって評価できることを見出した。すなわち、粒径の標準偏差Sdが4〜8の範囲にある場合、凹凸が無く真球の粒子で構成される磁性酸化物の粉体は、一次関数y=0.27x−b、の直線に概ね乗ることがわかった。実際には完全に凹凸が無く真球の粒子のみで構成される粉体は存在し難いが、粒径の標準偏差Sdが4〜8μm、かつ上記一次関数のbの値が−5.0〜+0.5の範囲にあれば、凹凸が十分に小さく、真球に近い粒子で構成されるキャリア芯材を提供することができる。本発明はこのような知見に基づいて完成したものである。
【0012】
すなわち本発明では、磁性酸化物の粉体であって、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmであり、水銀圧入法による空隙径zが8〜23μm、平均空隙径yが5〜17μmであり、かつ前記x、yが下記(1)式を満たす粉体で構成される電子写真現像用キャリア芯材が提供される。
−5.0≦y−0.27x≦0.5 ……(1)
【0013】
その磁性酸化物としては、(MO)A(Fe2O3)100-A、ただしM成分はMn、Mgの1種以上、A:0〜50、で表される組成のソフトフェライトが採用できる。
【0014】
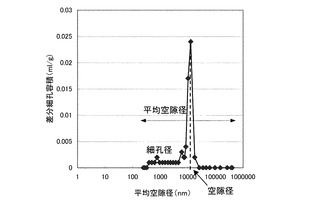
ここで、空隙径zおよび平均空隙径yは水銀圧入法による細孔分布(概ね5nm〜1mmの空隙径範囲で測定されたもの)から求められる。図1に、後述の実施例1で得られたキャリア芯材の粉体について、測定試料量:500mg、水銀表面張力:480.0dyn/cm、水銀接触角:141.30°として求めた水銀圧入法による細孔分布を示す。縦軸は差分細孔容積である。この細孔分布には2つのピークが見られ、1000nm付近の小さい方のピークはいわゆる粒子の細孔径に相当するものである。空隙径zは最も大きいピークのピーク位置に相当する空隙径(モード径)(横軸)の値を採用する。平均空隙径yは概ね5nm〜1mmの範囲における空隙径分布の平均であり、これは前記の細孔径のピークと、空隙径zの位置におけるピークの両方を加味したものである。自動化された細孔分布測定装置では平均空隙径yおよび空隙径zを算出する機能を備えている。
【0015】
このようなキャリア芯材の製造法として、組成調整された原料の造粒物を焼成して磁性酸化物とし、次いで粒度調整して体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体を得るに際し、体積粒径20μm以下の粒子の存在率が体積割合で1.5%以下となるように粒度調整された造粒物に対して焼成を行うことを特徴とする製造法が提供される。
【0016】
また本発明では、上記のキャリア芯材の粒子表面を樹脂被覆した粉体で構成される電子写真現像用キャリア粉、およびそのキャリア粉とトナーとを含む2成分系電子写真現像剤が提供される。
【発明の効果】
【0017】
本発明によれば、体積平均粒径xと平均空隙径yの関係が適正化された表面凹凸が少なく真球に近い磁性酸化物粒子で構成されるキャリア芯材が提供された。このような粒子によって構成される本発明のキャリア芯材は、体積平均粒径xあるいは平均空隙径yのどちらか一方が本発明のものと同程度である従来のキャリア芯材と比べ、磁気ブラシのソフト化や、トナーのスムーズな供給が可能であると考えられ、後述の実施例に示されるように電子写真現像剤としての性能向上が認められた。
【発明を実施するための最良の形態】
【0018】
本発明のキャリア粉は、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体において、体積平均粒径xと平均空隙径yが下記(1)式を満たすものにより構成される。
−5.0≦y−0.27x≦0.5 ……(1)
一般に粉体の体積平均粒径xが大きくなれば、平均空隙径yも大きくなる傾向を示す。ただし、粒度分布や、個々の粒子の形状、表面凹凸の程度によって、体積平均粒径xと平均空隙径yの関係は一様にはならない。例えば、粒度分布がブロードな粉体の場合、大きい粒子の間に小さい粒子が入り込むことにより、体積平均粒径xが増大しても平均空隙径yはそれほど増大しない。表面凹凸に富むいびつな球状粒子で構成される粉体の場合は、凹凸に起因した空隙が加わるため、体積平均粒径xが比較的小さい割には平均空隙径yが大きくなる。
(1)式に代えて下記(1)’式を満たすことがより好ましい。
−1.0≦y−0.27x≦0.5 ……(1)’
【0019】
発明者らの詳細な検討によれば、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体においては、凹凸が少なく真球に近い形状の粒子で構成される粉体は、概ね上記(1)式の関係を満たすことがわかった。つまり、Sdが上記の範囲にある粉体では、体積平均粒径xと平均空隙径yが(1)式を満たす場合、あるいはさらに(1)’式を満たす場合に、電子写真現像剤としての顕著な性能向上をもたらす真球度が確保される。このような真球度の高い磁性酸化物で構成されるキャリア芯材を使用したキャリア粉は、磁気ブラシを形成したときに粒子同士が点接触に近い接触形態をとるので、従来よりも一層ソフトな磁気ブラシが実現できると考えられる。また、キャリア粉の表面に凹凸が少ないので、感光体へのトナーの輸送も一層安定して行われ、その結果、高品位の画像を得ることが可能になるものと考えられる。
【0020】
体積平均粒径xは20〜60μmの範囲に調整することが望ましい。これより小さいと感光体へのキャリア付着が激しくなり、逆に大きいと良好な帯電を与えることが不十分になる。体積平均粒径xは25〜45μmであることが一層好ましい。
【0021】
空隙径zは8〜23μmであることが望ましい。空隙径zが8μm以上であれば、微粉量が少ないことにより感光体へのキャリア付着が軽減され、また、ソフトな磁気ブラシを形成する上でも有利となる。このため、高品位の画像を得る観点から、空隙径zは8μm以上とすることが好ましい。一方、空隙径zを23μm以下に抑えることにより緻密な磁気ブラシの形成が確保され、優れた細線再現性が実現される。空隙径zは8〜18μmであることが一層好ましい。
【0022】
平均空隙径yは5〜17μmであることが望ましい。これより小さいと磁気ブラシが緻密になりすぎ、トナーのスムーズな供給ができなくなると同時に感光体を傷めてしまう可能性がある。逆に大きいと緻密な磁気ブラシを形成することができず、画像特性に問題が生じる。平均空隙径yは7〜12μmであることが一層好ましい。
【0023】
体積粒径の標準偏差Sdは4〜8μmであることが望ましい。粒径がこのような分布で適度にばらついているとき、すなわち、ある程度粒径の大きい粒子とある程度粒径の小さい粒子が適度に存在しているとき、磁気ブラシが緻密になるため好ましい。Sd値が4μmより小さいと磁気ブラシの緻密化が不足することがある。逆に8μmより大きいと微粉量が増大することにより感光体へのキャリア付着が生じやすくなる。
【0024】
本発明のキャリア芯材には、従来から知られている磁性酸化物を使用することができる。具体的には、(MO)A(Fe2O3)100-A、で表される組成のソフトフェライトが適用できる。ここで、M成分はMn、Mgの1種以上の元素で構成することができる。また、上記Aが0〜50、好ましくは10〜45の範囲に組成調整されたものが好適である。
【0025】
本発明のキャリア芯材およびキャリア粉は以下のような工程で製造することができる。
〔秤量・混合〕
磁性酸化物として上記の(MO)A(Fe2O3)100-A、で表される組成のソフトフェライトを使用する場合、Fe原料としては、Fe2O3が好適に使用できる。Fe以外のM成分原料としては、Mnの場合MnCO3やMn3O4等が、Mgの場合MgCO3やMg(OH)2等が好適に使用できる。M成分のFe、Mn、Mgはそれぞれ単独で含有させることもできるが、複合して含有させると磁気特性の制御範囲を拡大できる利点がある。これらの原料を、各金属元素の配合比が目標値になるように秤量し、これらを混合して、金属原料混合物を得る。
【0026】
〔粉砕・造粒〕
秤量・混合した金属原料混合物を振動ミル等の粉砕機にて粉砕する。平均粒径2μm以下に粉砕することが望ましく、1μm以下とすることが一層好ましい。ただしあまり微粉砕する必要はなく、0.5〜2μm、あるいは0.5〜1μm程度とすればよい。次いで、この粉砕物100質量部あたりにバインダー0.5〜3質量部、分散剤0.5〜3質量部、および水を加えることで、固形分濃度が50〜90質量%のスラリーとし、該スラリーをボールミル等で湿式粉砕する。ここで、バインダーとしては、ポリビニルアルコール等が好ましく、分散剤としては、ポリカルボン酸アンモニウム系等が好ましい。
【0027】
造粒工程では、上記の湿式粉砕されたスラリーを噴霧乾燥機に導入して100〜300℃の熱風中に噴霧して乾燥させ、概ね95体積%以上の粒子の粒径が10〜200μmの範囲にある造粒粉を得る。得られた造粒粉は、製品最終粒径を考慮して、粗粒および微粒を振動ふるいで除外して粒度調整すると良い。製品最終粒径(体積平均粒径x)を20〜60μmとするためには、当該造粒粉の個々の粒子の粒径が15〜100μmの範囲に収まるように調整しておくことが好ましい。
【0028】
さらに、真球状の均一な形状のキャリアを得るためには、例えばリバース式超音波振動篩を用い、上記粒度調整した造粒粉中に存在する20μm以下の微粒を体積割合で1.5%以下、好ましくは1.0%以下に低減しておくことが極めて有効である。これにより、次の焼成工程において、微粒の引っ付きが顕著に防止され、凹凸の少ない真球状の粒子形状にコントロールすることができる。
【0029】
〔焼成〕
次に、造粒品を1100〜1250℃好ましくは1120〜1200℃で焼成してフェライト化し、焼成物とする。この焼成は例えば造粒品をトレイに入れて蓋をし、これを上記温度に保持するという、静的な焼成方法で実施することができる。これにより均一な焼成条件下で焼成を行うことができ、その結果、均一なキャリア芯材を得ることができる。焼成雰囲気は、目的とするキャリア特性により適宜選択される。焼成時間は1〜24h程度とすればよい。
【0030】
〔解砕、分級〕
得られた焼成物を例えばハンマーミル解粒等で粗粉砕し、次に例えば気流分級機で1次分級して非形状粒子および微粒を除去し、さらに振動ふるいまたは超音波ふるいにて粒度をそろえることが望ましい。その後、磁場選鉱機にかけて非磁性成分を除去し、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmのキャリア芯材を得ることができる。
【0031】
〔コーティング〕
得られたキャリア芯材に対して樹脂コーティングを施し、磁性キャリアを製造する。コーティング樹脂としてはシリコーン系樹脂が好ましい。樹脂被覆を行うには、前記の所定樹脂を溶剤に希釈してキャリア芯材の表面に被覆するのが一般的である。溶剤としては所定樹脂が可溶なものであればよい。所定樹脂が有機溶媒に可溶なものであればトルエン、キシレン、メチルエチルケトン、メチルイソブチルケトン、メタノール等を溶剤に使用することができる。所定樹脂が水溶性樹脂またはエマルジョンタイプの樹脂であれば、水を用いることができる。
【0032】
溶剤で希釈した所定樹脂をキャリア芯材の表面へ被覆するには、浸漬法、スプレー法、刷毛塗り法等が適用できる。所定樹脂が被覆されたキャリア芯材を乾燥させるとキャリア粉を得ることができる。このような湿式法による樹脂被覆の他、キャリア芯材表面に所定樹脂粉体を付着させる乾式法によってもキャリア粉を得ることができる。
上記、湿式法、乾式法のいずれにしても、キャリア芯材の表面に被覆した所定樹脂を焼きつけるのが好ましい。例えば固定式または流動式の電気炉、ロータリー式電気炉、バーナー炉などを使用して、外部加熱方式または内部加熱方式で、キャリア芯材の表面に被覆された所定樹脂を焼きつけることが好ましい。マイクロウェーブによる焼きつけも可能である。焼きつけ温度は所定樹脂によって異なるが、融点以上またはガラス転移点以上の温度が必要である。所定樹脂が、熱硬化性樹脂または縮合型樹脂である場合は、硬化が十分に進む温度にまで上げる必要がある。
【0033】
被覆樹脂としてシリコーン系樹脂を用いる場合、具体的には以下のようなコーティング条件が採用できる。被覆する樹脂を溶剤(トルエン等)に20〜40質量%溶解させ、樹脂溶液を調製する。この樹脂溶液の濃度を変えることによりキャリア芯材への樹脂被覆量を制御する。調製された樹脂溶液とキャリア芯材とを質量比で、キャリア芯材:樹脂溶液=10:1から5:1の割合にて混合した後、150〜250℃にて加熱撹拌して、樹脂被覆されたキャリア芯材を得る。ここで樹脂被覆量は前記キャリア芯材100質量部に対し、0.1〜15質量部以下であることが望ましい。0.5〜5質量部が一層好ましい。樹脂被覆量が少なすぎると磁性キャリアとして好ましい機械的特性と耐久性とを発揮させることが難しくなり、逆に樹脂被覆量が多すぎるとコーティングにより磁性キャリア同士が凝集してしまうといった事態が生じやすくなる。
【実施例】
【0034】
〔実施例1〕
キャリア芯材の原料として、微粉砕したFe2O3とMn3O4とを準備し、モル比でFe2O3:Mn3O4=60:40となるように秤量した。一方、水に、分散剤としてポリカルボン酸アンモニウム系分散剤を1.5質量%、湿潤剤としてサンノプコ(株)製「SNウェット980」を0.05質量%、バインダーとしてポリビニルアルコールを0.02質量%添加した液を準備し、秤量した上記Fe2O3とMn3O4を前記の液に投入・攪拌し、濃度75質量%のスラリーを得た。このスラリーを湿式ボールミルにて湿式粉砕し、しばらく攪拌した後、スプレードライヤーにて該スラリーを約200℃の大気雰囲気中に噴霧し、少なくとも95体積%以上の粒子の粒径が10〜200μmの範囲にある乾燥造粒品を製造した。この造粒品から、網目61μmの篩網を用いて粗粒を分離した後、リバース式振動篩で25μm以下の微粉を除去し、体積粒径20μm以下の粒子が体積割合で0.5%の粉体を得た。ここで、20μm以下の粒子の割合はレーザー回折式粒子径分布測定装置(SYMPATEC社製、HELOS)を用いて測定した(以下の各例において同様)。
【0035】
次に、この粉体を1段トレイに入れて蓋をかぶせ、1160℃、窒素雰囲気下で5h焼成しフェライト化させた。このフェライト化した焼成品をハンマーミルで解砕し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整してキャリア芯材を得た。
得られたキャリア粉はX線回折の結果、(MnO)・Fe2O3、(FeO)・Fe2O3で表されるフェライト構造であることが確認された(以下の各例において同じ)。
【0036】
このキャリア芯材について、湿式分散型粒度分布測定器マイクロトラック(日機装株式会社製、9320‐X100型)を用いて体積粒径による粒度分布を測定し(以下の各例において同じ)、その粒度分布から体積平均粒径x=36.5μm、粒度分布の標準偏差Sd=4.5μmと求められた。
また、島津オートポア9520型(micromeritics社製)を用いて水銀圧入法により当該粉体の細孔分布(図1参照)を測定し、平均空隙径y、空隙径zを求めた。
【0037】
次に、シリコーン系樹脂(信越化学社製、KR251)をトルエンに溶解させてコーティング樹脂溶液を準備した。そして、前記キャリア芯材と該樹脂溶液とを質量比でキャリア芯材:樹脂溶液=9:1の割合にて撹拌機に導入し、樹脂溶液にキャリア芯材を3h浸漬しながら150〜250℃にて加熱撹拌した。これにより、該樹脂がキャリア芯材100質量部に対し1.0質量部の割合でコーティングされた。この樹脂被覆されたキャリア芯材を熱風循環式加熱装置で250℃×5h加熱し、該樹脂被覆層を硬化させて、実施例1に係る磁性キャリア粉を得た。
【0038】
この磁性キャリア粉と、粒径1μm程度の市販トナーとを混合して電子写真現像剤を製造した。この電子写真現像剤を用いてデジタル反転現像方式を採用する40枚機を評価機として使用し、画像濃度、カブリ濃度、キャリア飛び、細線再現性、画質について、初期画像を評価した。このうち、「画質」は全体的な評価を示したものである。評価基準は、◎は非常に良好なレベル、○は良好なレベル、△は使用可能なレベル、×は使用不可なレベルとした。ここで○評価が、現在実用化されている高性能な電子写真現像剤と同等レベルである。
これらの結果を表1に示す(以下の各例において同様)。
【0039】
〔実施例2〕
粒径20μm以下の粒子が0.6%となるように調整した造粒品を焼成に供し、体積平均粒径x=55.1μm、粒度分布の標準偏差Sd=6.4μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0040】
〔実施例3〕
体積平均粒径x=27.3μm、粒度分布の標準偏差Sd=5.9μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0041】
〔実施例4〕
粒径20μm以下の粒子が0.6%となるように調整した造粒品を焼成に供し、体積平均粒径x=36.9μm、粒度分布の標準偏差Sd=6.6μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0042】
〔実施例5〕
粒径20μm以下の粒子が0.7%となるように調整した造粒品を焼成に供し、体積平均粒径x=24.5μm、粒度分布の標準偏差Sd=7.2μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0043】
〔実施例6〕
粒径20μm以下の粒子が0.6%となるように調整した造粒品を焼成に供し、体積平均粒径x=34.2μm、粒度分布の標準偏差Sd=6.9μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0044】
〔実施例7〕
粒径20μm以下の粒子が1.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=45.2μm、粒度分布の標準偏差Sd=7.8μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0045】
〔比較例1〕
リバース式振動篩による微粉の除去を省略して、粒径20μm以下の粒子が2.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=45.0μm、粒度分布の標準偏差Sd=4.9μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0046】
〔比較例2〕
粒径20μm以下の粒子が5.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=25.0μm、粒度分布の標準偏差Sd=6.4μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0047】
〔比較例3〕
粒径20μm以下の粒子が2.4%となるように調整した造粒品を焼成に供し、体積平均粒径x=50.0μm、粒度分布の標準偏差Sd=7.1μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0048】
〔比較例4〕
粒径20μm以下の粒子が5.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=35.1μm、粒度分布の標準偏差Sd=6.8μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0049】
〔比較例5〕
粒径20μm以下の粒子が5.2%となるように調整した造粒品を焼成に供し、体積平均粒径x=40.7μm、粒度分布の標準偏差Sd=10.5μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0050】
〔比較例6〕
粒径20μm以下の粒子が4.5%となるように調整した造粒品を焼成に供し、体積平均粒径x=35.7μm、粒度分布の標準偏差Sd=9.1μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0051】
【表1】

【0052】
表1からわかるように、粒径20μm以下の粒子割合が1.5%以下にコントロールされた造粒品を焼成に供する方法で作製した実施例1〜7のキャリア芯材は、体積平均粒径x、その標準偏差Sd、平均空隙径y、空隙径zがいずれも本発明で規定する所定範囲にあり、かつ、y−0.27xが−5.0〜+0.5の間にある。このような粉体(すなわちSdとy−0.27xが共に所定範囲にある粉体)は凹凸の少ない真球状に近い粒子で構成されているものであり、これを用いた電子写真現像剤では総合的に現在普及している高性能な電子写真現像剤を上回る良好な特性が得られた。
【0053】
これに対し、比較例1〜4のキャリア芯材は、粒度分布の標準偏差Sdは所定範囲にあるものの、粒径20μm以下の粒子割合が1.5%以下にコントロールされていない造粒品を焼成したことにより、y−0.27xが−5.0〜+0.5にある粉体が実現されていない。このような粉体はいびつな形状の粒子で構成されているものであり、これを用いた電子写真現像剤では総合的に良好な特性が得られなかった。比較例5、6は焼成後の粒度調整段階で微粉の量を多くした(すなわち粒度分布の標準偏差Sdが大きい)ため、y−0.27xの値は所定範囲に収まっているが、その粒子形状は凹凸の多いいびつなものである。したがって、電子写真現像剤の性能も総合的に良好でなかった。
【図面の簡単な説明】
【0054】
【図1】実施例1のキャリア芯材について、水銀圧入法による細孔分布を測定したグラフ。
【技術分野】
【0001】
本発明は、高画質な電子写真を提供するための電子写真の乾式現像用キャリア芯材、およびそれを用いたキャリア粉、並びに写真現像剤に関するものである。
【背景技術】
【0002】
電子写真の乾式現像法は、現像剤である粉体のトナーを感光体上の静電潜像に付着させ、当該付着したトナーを所定の紙等へ転写して現像する方法である。ここで、現像剤としては、トナーと、電子写真現像剤用キャリア粉(以下単に「キャリア粉」という)とを含む2成分系現像剤を用いる2成分系現像法と、トナーのみを含む1成分系現像剤を用いる1成分系現像法とに分けられる。そして、近年はトナーの荷電制御が容易で安定した高画質が得ることができ、高速現像が可能であることから、ほとんどの場合、2成分系現像法が用いられている。
【0003】
上述した二成分系現像方法は、現像剤磁気ブラシが潜像担持体表面を摺擦しながら現像を行う接触二成分系現像方法と、現像剤磁気ブラシが潜像担持体と接触しない非接触二成分系現像方法に分類される。非接触二成分系現像は潜像担持体にキャリアが付着するいわゆるキャリア付着現象が起こりにくいという長所もあるが、高精細フルカラー画像を得るためには、優れた細線再現性と十分な画像濃度が得られる接触二成分系現像が好適に用いられる。
【0004】
また、トナーまたはキャリアの粒径を小さくしたり、現像剤磁気ブラシを緻密化することで画質を向上させる方法もある。特許文献1に、飽和磁化の小さな磁性キャリアを使用することで現像剤磁気ブラシを緻密化し、高画質化を達成する方法が記載されている。この場合、キャリア同士の、あるいはトナーに対する磁気的なシェアが低減されるために、現像剤の長寿命化も期待できる。
【0005】
しかし、高精細フルカラー画像の現像に適した前記の接触二成分系現像方式において、キャリア粉の小粒径化や飽和磁化の低減を行うと、感光体にキャリアが付着してしまう、いわゆるキャリア付着現象の原因となるため、実用化するには困難があった。
【0006】
一方、特許文献2には、球状キャリア芯材の体積平均粒径を25〜45μm、平均空隙径を10〜20μmにしたものにおいて、キャリアの磁化を高くしてもソフトな磁気ブラシが提供でき、また、一定の空隙を有することによりトナーの移行もスムーズになり高品位な画質が得られることが記載されている。
【0007】
【特許文献1】特開昭59−104663号公報
【特許文献2】特開2002−296846号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献2のキャリア粉は画像濃度、カブリ、細線再現性、ハーフトーン均一性などに優れた高品位な画質が得られるという。しかし、本発明者らの詳細な調査によれば、この文献に開示されているキャリア粉は体積平均粒径の割に平均空隙径が大きいことから、そのキャリア粉粒子は比較的凹凸に富んでいる、もしくは不定形キャリアであると推察される。
【0009】
もし、キャリア粉粒子の形状をより真球状に近付けることができ、さらには粒度分布の分布幅を一定の範囲内に制御することができれば、磁気ブラシを形成したときに粒子同士の接触面積が小さくなり、また凹凸による絡み合いが軽減されることによって、一層ソフトな磁気ブラシの形成が可能になると期待される。さらに、キャリア粉1粒子あたりのトナー保持性能が均一化され、トナー輸送も一層スムーズになると考えられる。
【0010】
このように、高品位な画質が得られるとされる従来のキャリア粉にも未だ改善の余地がある。本発明はこの点に鑑み、従来よりも凹凸が少なく真球度が高い粒子で構成されるキャリア芯材を開発し提供すること、並びにそれを用いたキャリア粉および電子写真現像剤を提供することを目的とする。
【課題を解決するための手段】
【0011】
発明者らは種々検討の結果、キャリア芯材に用いられる磁性酸化物の粉体において、粒度分布の分布幅(標準偏差Sd)が一定範囲にある場合、粒子の凹凸の程度および真球度の程度は、粉体の体積平均粒径xと水銀圧入法による平均空隙径yとの関数によって評価できることを見出した。すなわち、粒径の標準偏差Sdが4〜8の範囲にある場合、凹凸が無く真球の粒子で構成される磁性酸化物の粉体は、一次関数y=0.27x−b、の直線に概ね乗ることがわかった。実際には完全に凹凸が無く真球の粒子のみで構成される粉体は存在し難いが、粒径の標準偏差Sdが4〜8μm、かつ上記一次関数のbの値が−5.0〜+0.5の範囲にあれば、凹凸が十分に小さく、真球に近い粒子で構成されるキャリア芯材を提供することができる。本発明はこのような知見に基づいて完成したものである。
【0012】
すなわち本発明では、磁性酸化物の粉体であって、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmであり、水銀圧入法による空隙径zが8〜23μm、平均空隙径yが5〜17μmであり、かつ前記x、yが下記(1)式を満たす粉体で構成される電子写真現像用キャリア芯材が提供される。
−5.0≦y−0.27x≦0.5 ……(1)
【0013】
その磁性酸化物としては、(MO)A(Fe2O3)100-A、ただしM成分はMn、Mgの1種以上、A:0〜50、で表される組成のソフトフェライトが採用できる。
【0014】
ここで、空隙径zおよび平均空隙径yは水銀圧入法による細孔分布(概ね5nm〜1mmの空隙径範囲で測定されたもの)から求められる。図1に、後述の実施例1で得られたキャリア芯材の粉体について、測定試料量:500mg、水銀表面張力:480.0dyn/cm、水銀接触角:141.30°として求めた水銀圧入法による細孔分布を示す。縦軸は差分細孔容積である。この細孔分布には2つのピークが見られ、1000nm付近の小さい方のピークはいわゆる粒子の細孔径に相当するものである。空隙径zは最も大きいピークのピーク位置に相当する空隙径(モード径)(横軸)の値を採用する。平均空隙径yは概ね5nm〜1mmの範囲における空隙径分布の平均であり、これは前記の細孔径のピークと、空隙径zの位置におけるピークの両方を加味したものである。自動化された細孔分布測定装置では平均空隙径yおよび空隙径zを算出する機能を備えている。
【0015】
このようなキャリア芯材の製造法として、組成調整された原料の造粒物を焼成して磁性酸化物とし、次いで粒度調整して体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体を得るに際し、体積粒径20μm以下の粒子の存在率が体積割合で1.5%以下となるように粒度調整された造粒物に対して焼成を行うことを特徴とする製造法が提供される。
【0016】
また本発明では、上記のキャリア芯材の粒子表面を樹脂被覆した粉体で構成される電子写真現像用キャリア粉、およびそのキャリア粉とトナーとを含む2成分系電子写真現像剤が提供される。
【発明の効果】
【0017】
本発明によれば、体積平均粒径xと平均空隙径yの関係が適正化された表面凹凸が少なく真球に近い磁性酸化物粒子で構成されるキャリア芯材が提供された。このような粒子によって構成される本発明のキャリア芯材は、体積平均粒径xあるいは平均空隙径yのどちらか一方が本発明のものと同程度である従来のキャリア芯材と比べ、磁気ブラシのソフト化や、トナーのスムーズな供給が可能であると考えられ、後述の実施例に示されるように電子写真現像剤としての性能向上が認められた。
【発明を実施するための最良の形態】
【0018】
本発明のキャリア粉は、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体において、体積平均粒径xと平均空隙径yが下記(1)式を満たすものにより構成される。
−5.0≦y−0.27x≦0.5 ……(1)
一般に粉体の体積平均粒径xが大きくなれば、平均空隙径yも大きくなる傾向を示す。ただし、粒度分布や、個々の粒子の形状、表面凹凸の程度によって、体積平均粒径xと平均空隙径yの関係は一様にはならない。例えば、粒度分布がブロードな粉体の場合、大きい粒子の間に小さい粒子が入り込むことにより、体積平均粒径xが増大しても平均空隙径yはそれほど増大しない。表面凹凸に富むいびつな球状粒子で構成される粉体の場合は、凹凸に起因した空隙が加わるため、体積平均粒径xが比較的小さい割には平均空隙径yが大きくなる。
(1)式に代えて下記(1)’式を満たすことがより好ましい。
−1.0≦y−0.27x≦0.5 ……(1)’
【0019】
発明者らの詳細な検討によれば、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体においては、凹凸が少なく真球に近い形状の粒子で構成される粉体は、概ね上記(1)式の関係を満たすことがわかった。つまり、Sdが上記の範囲にある粉体では、体積平均粒径xと平均空隙径yが(1)式を満たす場合、あるいはさらに(1)’式を満たす場合に、電子写真現像剤としての顕著な性能向上をもたらす真球度が確保される。このような真球度の高い磁性酸化物で構成されるキャリア芯材を使用したキャリア粉は、磁気ブラシを形成したときに粒子同士が点接触に近い接触形態をとるので、従来よりも一層ソフトな磁気ブラシが実現できると考えられる。また、キャリア粉の表面に凹凸が少ないので、感光体へのトナーの輸送も一層安定して行われ、その結果、高品位の画像を得ることが可能になるものと考えられる。
【0020】
体積平均粒径xは20〜60μmの範囲に調整することが望ましい。これより小さいと感光体へのキャリア付着が激しくなり、逆に大きいと良好な帯電を与えることが不十分になる。体積平均粒径xは25〜45μmであることが一層好ましい。
【0021】
空隙径zは8〜23μmであることが望ましい。空隙径zが8μm以上であれば、微粉量が少ないことにより感光体へのキャリア付着が軽減され、また、ソフトな磁気ブラシを形成する上でも有利となる。このため、高品位の画像を得る観点から、空隙径zは8μm以上とすることが好ましい。一方、空隙径zを23μm以下に抑えることにより緻密な磁気ブラシの形成が確保され、優れた細線再現性が実現される。空隙径zは8〜18μmであることが一層好ましい。
【0022】
平均空隙径yは5〜17μmであることが望ましい。これより小さいと磁気ブラシが緻密になりすぎ、トナーのスムーズな供給ができなくなると同時に感光体を傷めてしまう可能性がある。逆に大きいと緻密な磁気ブラシを形成することができず、画像特性に問題が生じる。平均空隙径yは7〜12μmであることが一層好ましい。
【0023】
体積粒径の標準偏差Sdは4〜8μmであることが望ましい。粒径がこのような分布で適度にばらついているとき、すなわち、ある程度粒径の大きい粒子とある程度粒径の小さい粒子が適度に存在しているとき、磁気ブラシが緻密になるため好ましい。Sd値が4μmより小さいと磁気ブラシの緻密化が不足することがある。逆に8μmより大きいと微粉量が増大することにより感光体へのキャリア付着が生じやすくなる。
【0024】
本発明のキャリア芯材には、従来から知られている磁性酸化物を使用することができる。具体的には、(MO)A(Fe2O3)100-A、で表される組成のソフトフェライトが適用できる。ここで、M成分はMn、Mgの1種以上の元素で構成することができる。また、上記Aが0〜50、好ましくは10〜45の範囲に組成調整されたものが好適である。
【0025】
本発明のキャリア芯材およびキャリア粉は以下のような工程で製造することができる。
〔秤量・混合〕
磁性酸化物として上記の(MO)A(Fe2O3)100-A、で表される組成のソフトフェライトを使用する場合、Fe原料としては、Fe2O3が好適に使用できる。Fe以外のM成分原料としては、Mnの場合MnCO3やMn3O4等が、Mgの場合MgCO3やMg(OH)2等が好適に使用できる。M成分のFe、Mn、Mgはそれぞれ単独で含有させることもできるが、複合して含有させると磁気特性の制御範囲を拡大できる利点がある。これらの原料を、各金属元素の配合比が目標値になるように秤量し、これらを混合して、金属原料混合物を得る。
【0026】
〔粉砕・造粒〕
秤量・混合した金属原料混合物を振動ミル等の粉砕機にて粉砕する。平均粒径2μm以下に粉砕することが望ましく、1μm以下とすることが一層好ましい。ただしあまり微粉砕する必要はなく、0.5〜2μm、あるいは0.5〜1μm程度とすればよい。次いで、この粉砕物100質量部あたりにバインダー0.5〜3質量部、分散剤0.5〜3質量部、および水を加えることで、固形分濃度が50〜90質量%のスラリーとし、該スラリーをボールミル等で湿式粉砕する。ここで、バインダーとしては、ポリビニルアルコール等が好ましく、分散剤としては、ポリカルボン酸アンモニウム系等が好ましい。
【0027】
造粒工程では、上記の湿式粉砕されたスラリーを噴霧乾燥機に導入して100〜300℃の熱風中に噴霧して乾燥させ、概ね95体積%以上の粒子の粒径が10〜200μmの範囲にある造粒粉を得る。得られた造粒粉は、製品最終粒径を考慮して、粗粒および微粒を振動ふるいで除外して粒度調整すると良い。製品最終粒径(体積平均粒径x)を20〜60μmとするためには、当該造粒粉の個々の粒子の粒径が15〜100μmの範囲に収まるように調整しておくことが好ましい。
【0028】
さらに、真球状の均一な形状のキャリアを得るためには、例えばリバース式超音波振動篩を用い、上記粒度調整した造粒粉中に存在する20μm以下の微粒を体積割合で1.5%以下、好ましくは1.0%以下に低減しておくことが極めて有効である。これにより、次の焼成工程において、微粒の引っ付きが顕著に防止され、凹凸の少ない真球状の粒子形状にコントロールすることができる。
【0029】
〔焼成〕
次に、造粒品を1100〜1250℃好ましくは1120〜1200℃で焼成してフェライト化し、焼成物とする。この焼成は例えば造粒品をトレイに入れて蓋をし、これを上記温度に保持するという、静的な焼成方法で実施することができる。これにより均一な焼成条件下で焼成を行うことができ、その結果、均一なキャリア芯材を得ることができる。焼成雰囲気は、目的とするキャリア特性により適宜選択される。焼成時間は1〜24h程度とすればよい。
【0030】
〔解砕、分級〕
得られた焼成物を例えばハンマーミル解粒等で粗粉砕し、次に例えば気流分級機で1次分級して非形状粒子および微粒を除去し、さらに振動ふるいまたは超音波ふるいにて粒度をそろえることが望ましい。その後、磁場選鉱機にかけて非磁性成分を除去し、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmのキャリア芯材を得ることができる。
【0031】
〔コーティング〕
得られたキャリア芯材に対して樹脂コーティングを施し、磁性キャリアを製造する。コーティング樹脂としてはシリコーン系樹脂が好ましい。樹脂被覆を行うには、前記の所定樹脂を溶剤に希釈してキャリア芯材の表面に被覆するのが一般的である。溶剤としては所定樹脂が可溶なものであればよい。所定樹脂が有機溶媒に可溶なものであればトルエン、キシレン、メチルエチルケトン、メチルイソブチルケトン、メタノール等を溶剤に使用することができる。所定樹脂が水溶性樹脂またはエマルジョンタイプの樹脂であれば、水を用いることができる。
【0032】
溶剤で希釈した所定樹脂をキャリア芯材の表面へ被覆するには、浸漬法、スプレー法、刷毛塗り法等が適用できる。所定樹脂が被覆されたキャリア芯材を乾燥させるとキャリア粉を得ることができる。このような湿式法による樹脂被覆の他、キャリア芯材表面に所定樹脂粉体を付着させる乾式法によってもキャリア粉を得ることができる。
上記、湿式法、乾式法のいずれにしても、キャリア芯材の表面に被覆した所定樹脂を焼きつけるのが好ましい。例えば固定式または流動式の電気炉、ロータリー式電気炉、バーナー炉などを使用して、外部加熱方式または内部加熱方式で、キャリア芯材の表面に被覆された所定樹脂を焼きつけることが好ましい。マイクロウェーブによる焼きつけも可能である。焼きつけ温度は所定樹脂によって異なるが、融点以上またはガラス転移点以上の温度が必要である。所定樹脂が、熱硬化性樹脂または縮合型樹脂である場合は、硬化が十分に進む温度にまで上げる必要がある。
【0033】
被覆樹脂としてシリコーン系樹脂を用いる場合、具体的には以下のようなコーティング条件が採用できる。被覆する樹脂を溶剤(トルエン等)に20〜40質量%溶解させ、樹脂溶液を調製する。この樹脂溶液の濃度を変えることによりキャリア芯材への樹脂被覆量を制御する。調製された樹脂溶液とキャリア芯材とを質量比で、キャリア芯材:樹脂溶液=10:1から5:1の割合にて混合した後、150〜250℃にて加熱撹拌して、樹脂被覆されたキャリア芯材を得る。ここで樹脂被覆量は前記キャリア芯材100質量部に対し、0.1〜15質量部以下であることが望ましい。0.5〜5質量部が一層好ましい。樹脂被覆量が少なすぎると磁性キャリアとして好ましい機械的特性と耐久性とを発揮させることが難しくなり、逆に樹脂被覆量が多すぎるとコーティングにより磁性キャリア同士が凝集してしまうといった事態が生じやすくなる。
【実施例】
【0034】
〔実施例1〕
キャリア芯材の原料として、微粉砕したFe2O3とMn3O4とを準備し、モル比でFe2O3:Mn3O4=60:40となるように秤量した。一方、水に、分散剤としてポリカルボン酸アンモニウム系分散剤を1.5質量%、湿潤剤としてサンノプコ(株)製「SNウェット980」を0.05質量%、バインダーとしてポリビニルアルコールを0.02質量%添加した液を準備し、秤量した上記Fe2O3とMn3O4を前記の液に投入・攪拌し、濃度75質量%のスラリーを得た。このスラリーを湿式ボールミルにて湿式粉砕し、しばらく攪拌した後、スプレードライヤーにて該スラリーを約200℃の大気雰囲気中に噴霧し、少なくとも95体積%以上の粒子の粒径が10〜200μmの範囲にある乾燥造粒品を製造した。この造粒品から、網目61μmの篩網を用いて粗粒を分離した後、リバース式振動篩で25μm以下の微粉を除去し、体積粒径20μm以下の粒子が体積割合で0.5%の粉体を得た。ここで、20μm以下の粒子の割合はレーザー回折式粒子径分布測定装置(SYMPATEC社製、HELOS)を用いて測定した(以下の各例において同様)。
【0035】
次に、この粉体を1段トレイに入れて蓋をかぶせ、1160℃、窒素雰囲気下で5h焼成しフェライト化させた。このフェライト化した焼成品をハンマーミルで解砕し、風力分級機を用いて微粉を除去し、網目54μmの振動ふるいで粒度調整してキャリア芯材を得た。
得られたキャリア粉はX線回折の結果、(MnO)・Fe2O3、(FeO)・Fe2O3で表されるフェライト構造であることが確認された(以下の各例において同じ)。
【0036】
このキャリア芯材について、湿式分散型粒度分布測定器マイクロトラック(日機装株式会社製、9320‐X100型)を用いて体積粒径による粒度分布を測定し(以下の各例において同じ)、その粒度分布から体積平均粒径x=36.5μm、粒度分布の標準偏差Sd=4.5μmと求められた。
また、島津オートポア9520型(micromeritics社製)を用いて水銀圧入法により当該粉体の細孔分布(図1参照)を測定し、平均空隙径y、空隙径zを求めた。
【0037】
次に、シリコーン系樹脂(信越化学社製、KR251)をトルエンに溶解させてコーティング樹脂溶液を準備した。そして、前記キャリア芯材と該樹脂溶液とを質量比でキャリア芯材:樹脂溶液=9:1の割合にて撹拌機に導入し、樹脂溶液にキャリア芯材を3h浸漬しながら150〜250℃にて加熱撹拌した。これにより、該樹脂がキャリア芯材100質量部に対し1.0質量部の割合でコーティングされた。この樹脂被覆されたキャリア芯材を熱風循環式加熱装置で250℃×5h加熱し、該樹脂被覆層を硬化させて、実施例1に係る磁性キャリア粉を得た。
【0038】
この磁性キャリア粉と、粒径1μm程度の市販トナーとを混合して電子写真現像剤を製造した。この電子写真現像剤を用いてデジタル反転現像方式を採用する40枚機を評価機として使用し、画像濃度、カブリ濃度、キャリア飛び、細線再現性、画質について、初期画像を評価した。このうち、「画質」は全体的な評価を示したものである。評価基準は、◎は非常に良好なレベル、○は良好なレベル、△は使用可能なレベル、×は使用不可なレベルとした。ここで○評価が、現在実用化されている高性能な電子写真現像剤と同等レベルである。
これらの結果を表1に示す(以下の各例において同様)。
【0039】
〔実施例2〕
粒径20μm以下の粒子が0.6%となるように調整した造粒品を焼成に供し、体積平均粒径x=55.1μm、粒度分布の標準偏差Sd=6.4μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0040】
〔実施例3〕
体積平均粒径x=27.3μm、粒度分布の標準偏差Sd=5.9μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0041】
〔実施例4〕
粒径20μm以下の粒子が0.6%となるように調整した造粒品を焼成に供し、体積平均粒径x=36.9μm、粒度分布の標準偏差Sd=6.6μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0042】
〔実施例5〕
粒径20μm以下の粒子が0.7%となるように調整した造粒品を焼成に供し、体積平均粒径x=24.5μm、粒度分布の標準偏差Sd=7.2μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0043】
〔実施例6〕
粒径20μm以下の粒子が0.6%となるように調整した造粒品を焼成に供し、体積平均粒径x=34.2μm、粒度分布の標準偏差Sd=6.9μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0044】
〔実施例7〕
粒径20μm以下の粒子が1.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=45.2μm、粒度分布の標準偏差Sd=7.8μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0045】
〔比較例1〕
リバース式振動篩による微粉の除去を省略して、粒径20μm以下の粒子が2.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=45.0μm、粒度分布の標準偏差Sd=4.9μmのキャリア芯材を得た以外は、実施例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0046】
〔比較例2〕
粒径20μm以下の粒子が5.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=25.0μm、粒度分布の標準偏差Sd=6.4μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0047】
〔比較例3〕
粒径20μm以下の粒子が2.4%となるように調整した造粒品を焼成に供し、体積平均粒径x=50.0μm、粒度分布の標準偏差Sd=7.1μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0048】
〔比較例4〕
粒径20μm以下の粒子が5.0%となるように調整した造粒品を焼成に供し、体積平均粒径x=35.1μm、粒度分布の標準偏差Sd=6.8μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0049】
〔比較例5〕
粒径20μm以下の粒子が5.2%となるように調整した造粒品を焼成に供し、体積平均粒径x=40.7μm、粒度分布の標準偏差Sd=10.5μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0050】
〔比較例6〕
粒径20μm以下の粒子が4.5%となるように調整した造粒品を焼成に供し、体積平均粒径x=35.7μm、粒度分布の標準偏差Sd=9.1μmのキャリア芯材を得た以外は、比較例1と同様にして、磁性キャリア粉を作り、特性を調査した。
【0051】
【表1】
【0052】
表1からわかるように、粒径20μm以下の粒子割合が1.5%以下にコントロールされた造粒品を焼成に供する方法で作製した実施例1〜7のキャリア芯材は、体積平均粒径x、その標準偏差Sd、平均空隙径y、空隙径zがいずれも本発明で規定する所定範囲にあり、かつ、y−0.27xが−5.0〜+0.5の間にある。このような粉体(すなわちSdとy−0.27xが共に所定範囲にある粉体)は凹凸の少ない真球状に近い粒子で構成されているものであり、これを用いた電子写真現像剤では総合的に現在普及している高性能な電子写真現像剤を上回る良好な特性が得られた。
【0053】
これに対し、比較例1〜4のキャリア芯材は、粒度分布の標準偏差Sdは所定範囲にあるものの、粒径20μm以下の粒子割合が1.5%以下にコントロールされていない造粒品を焼成したことにより、y−0.27xが−5.0〜+0.5にある粉体が実現されていない。このような粉体はいびつな形状の粒子で構成されているものであり、これを用いた電子写真現像剤では総合的に良好な特性が得られなかった。比較例5、6は焼成後の粒度調整段階で微粉の量を多くした(すなわち粒度分布の標準偏差Sdが大きい)ため、y−0.27xの値は所定範囲に収まっているが、その粒子形状は凹凸の多いいびつなものである。したがって、電子写真現像剤の性能も総合的に良好でなかった。
【図面の簡単な説明】
【0054】
【図1】実施例1のキャリア芯材について、水銀圧入法による細孔分布を測定したグラフ。
【特許請求の範囲】
【請求項1】
磁性酸化物の粉体であって、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmであり、水銀圧入法による空隙径zが8〜23μm、平均空隙径yが5〜17μmであり、かつ前記x、yが下記(1)式を満たす粉体で構成される電子写真現像用キャリア芯材。
−5.0≦y−0.27x≦0.5 ……(1)
【請求項2】
磁性酸化物が、(MO)A(Fe2O3)100-A、ただしM成分はMn、Mgの1種以上、A:0〜50、で表される組成のソフトフェライトである請求項1に記載の電子写真現像用キャリア芯材。
【請求項3】
組成調整された原料の造粒物を焼成して磁性酸化物とし、次いで粒度調整して体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体を得るに際し、体積粒径20μm以下の粒子の存在率が体積割合で1.5%以下となるように粒度調整された造粒物に対して焼成を行うことを特徴とする請求項1または2に記載の電子写真現像用キャリア芯材の製造法。
【請求項4】
請求項1または2に記載のキャリア芯材の粒子表面を樹脂被覆した電子写真現像用キャリア粉。
【請求項5】
請求項3に記載のキャリア粉とトナーとを含む2成分系電子写真現像剤。
【請求項1】
磁性酸化物の粉体であって、体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmであり、水銀圧入法による空隙径zが8〜23μm、平均空隙径yが5〜17μmであり、かつ前記x、yが下記(1)式を満たす粉体で構成される電子写真現像用キャリア芯材。
−5.0≦y−0.27x≦0.5 ……(1)
【請求項2】
磁性酸化物が、(MO)A(Fe2O3)100-A、ただしM成分はMn、Mgの1種以上、A:0〜50、で表される組成のソフトフェライトである請求項1に記載の電子写真現像用キャリア芯材。
【請求項3】
組成調整された原料の造粒物を焼成して磁性酸化物とし、次いで粒度調整して体積平均粒径xが20〜60μm、粒径の標準偏差Sdが4〜8μmの磁性酸化物粉体を得るに際し、体積粒径20μm以下の粒子の存在率が体積割合で1.5%以下となるように粒度調整された造粒物に対して焼成を行うことを特徴とする請求項1または2に記載の電子写真現像用キャリア芯材の製造法。
【請求項4】
請求項1または2に記載のキャリア芯材の粒子表面を樹脂被覆した電子写真現像用キャリア粉。
【請求項5】
請求項3に記載のキャリア粉とトナーとを含む2成分系電子写真現像剤。
【図1】

【公開番号】特開2007−163673(P2007−163673A)
【公開日】平成19年6月28日(2007.6.28)
【国際特許分類】
【出願番号】特願2005−357795(P2005−357795)
【出願日】平成17年12月12日(2005.12.12)
【出願人】(000224798)DOWAホールディングス株式会社 (550)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
【公開日】平成19年6月28日(2007.6.28)
【国際特許分類】
【出願日】平成17年12月12日(2005.12.12)
【出願人】(000224798)DOWAホールディングス株式会社 (550)
【出願人】(000224802)DOWA IPクリエイション株式会社 (96)
【Fターム(参考)】
[ Back to top ]