
電子写真用ウレタンフォームローラの製造方法

【課題】円筒状金型を用いて電子写真用ウレタンフォームローラを作製する際、ウレタンフォームの表面にスキン層を形成してなお、安定した脱型性を有したスキン層付きの電子写真用ウレタンフォームローラ製造方法を提供する。
【解決手段】円筒状金型の内面に塗布する離型剤に、少なくとも一種類以上のワックス成分を含み、且つシリコーンオイル成分を含まない離型剤を選択し、金型からのウレタンフォームローラの脱型を、ワックスの融点以上の温度で行うことを特徴とする。
【解決手段】円筒状金型の内面に塗布する離型剤に、少なくとも一種類以上のワックス成分を含み、且つシリコーンオイル成分を含まない離型剤を選択し、金型からのウレタンフォームローラの脱型を、ワックスの融点以上の温度で行うことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子写真装置に用いられるウレタンフォームローラの製造方法に関するものである。詳しくは表面にスキン層を有し、発泡によって適度な硬度を有する、帯電ローラ、現像ローラ、転写ローラとして好適なウレタンフォームローラを、円筒状金型を用いて安定して製造する方法に関するものである。
【背景技術】
【0002】
電子写真用技術の進歩に伴い、乾式電子写真装置等の画像形成装置には帯電用、現像用、転写用、トナー供給用などに供される部品の部材として、ゴム弾性を有する高分子材料を含む部材が注目されている。この部材は、帯電ローラ、現像ローラ、転写ローラ、トナー供給ローラ等のローラ形態で用いられている。
【0003】
電子写真の高精細、高品位化への要求から、電子写真用ローラ部材には、トナーへのストレス低減や再生画像の画質向上のためにポリウレタン材料の適用が増加している。さらに発泡化による材料コスト削減や低硬度化を目的としてウレタンフォームの適用も増加している。
【0004】
例えば帯電ローラや現像ローラなどの画像形成装置用弾性部材では、均一な電荷付与やトナー搬送性のためには感光ドラムとの接地精度を高める必要がある。しかしウレタンフォーム弾性部材の表面に大きな開口セルがあると、この部分での電荷付与およびトナーコートが不均一になり画像欠陥が生じてしまう場合がある。仮にウレタンフォーム弾性層上に何らかの被覆層を設けるとしても、ディップ法やスプレーによって被覆層成分を塗布する場合には、下地となる弾性層の形状を打ち消すことが困難となる場合がある。また被覆層がチューブ体であってこれを被覆する方法であればウレタンフォーム弾性層表面に開口セルがあっても問題ないが、ウレタン表面にはタック性がありチューブを被覆することは困難である。
【0005】
そこで、ウレタンフォーム弾性層表面には開口セルがなくスキン層を形成していることが好ましい。
【0006】
スキン層を有するウレタンフォームローラは、特許文献1〜特許文献4などに紹介されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−166695号公報
【特許文献2】特開平8−166732号公報
【特許文献3】特開平8−305132号公報
【特許文献4】特開2001−304245号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら特許文献1〜特許文献4などに記載される実施例においては、金属製シャフトを組み込んだ金型にウレタンフォーム材料を流し込み、加熱硬化後に脱型してスキン層を有するウレタンフォームローラを得たと述べるに留まっている。
【0009】
スキン層を有するウレタンフォームローラを作製する場合、上記のようにシャフトを配した金型に材料を流し込み、熱硬化後に脱型することが多い。このとき金型の内面には脱型を容易にするための離型処理を施す。この処理が不適切である場合、ウレタンフォーム表面には開口セルが現れてしまう。またウレタン材料は表面にタック性を有しているため、金型内面からウレタンフォームを剥離させるのは困難である。気泡がスポンジ状に連通化されたウレタンフォームの場合には、シャフトを金型の円周方向に動かすことで金型とウレタンフォームを剥離させることができる。しかし、連通化していない場合や発泡倍率が低くシャフトを金型の円周方向に動かしてもフォームの変形する余地がない場合、ローラを金型から脱型するのは非常に困難である。
【0010】
本発明は上述の問題に鑑みなされる、電子写真用ウレタンフォームローラの製造方法に関するものである。本発明の目的は、離型剤を内面に塗布した金型を使用し、ウレタンフォーム材料を発泡、硬化させて得られる電子写真用ウレタンフォームローラの製造方法において、表面にスキン層を築きつつ、良好な脱型性を得ることができる製造方法を提供することである。
【課題を解決するための手段】
【0011】
本発明にかかる電子写真用ウレタンフォームローラの製造方法は、
円筒状金型と、前記円筒状金型の両端に配置され軸芯体を支持し材料を注入するための穴を設けた駒とから成る成形用金型を使用し、前記金型内面に離型剤を塗布する工程と、
前記金型キャビティに軸芯体を配置する工程と、
前記金型キャビティ内へウレタンフォーム材料を注入する工程と、
前記ウレタンフォーム材料を発泡、硬化させる工程と、
前記金型から前記軸芯体上に前記ウレタンフォーム材料の硬化物から成る層を形成したウレタンフォームローラを取り出す工程と、
を有するスキン層付きの電子写真用ウレタンフォームローラ製造方法において、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上としたことを特徴とする。
【発明の効果】
【0012】
本発明により、金型内面とウレタンフォーム表面のスキン層との間の摩擦抵抗やウレタン材料特有の表面タック性のために安定した脱型が困難となるスキン層付きの電子写真用ウレタンフォームローラ製造方法において良好な脱型性を得ることが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る電子写真用ウレタンフォームローラの断面図である。
【発明を実施するための形態】
【0014】
本発明者らは前記目的を達成するために検討を行い、金型内面に施す離型処理がスキン層形成に影響することを見出した。さらにウレタン特有のタック性に加え、スキン層を形成したことで金型内面との摩擦抵抗が増しより脱型が困難になったウレタンフォームローラを、いかにして脱型するかを検討した結果、本発明に至った。
【0015】
すなわち、本発明は、離型剤を内面に塗布した成形用金型を用いてウレタンフォーム材料を発泡、硬化して、軸芯体の周囲にウレタンフォーム材料の硬化物からなる層を形成したウレタンフォームローラを成形し、該ウレタンフォームローラを成形用金型から取り出して得られる、スキン層付きの電子写真用ウレタンフォームローラ製造方法において、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上とすることに特徴を有する。
【0016】
本発明のスキン層付きの電子写真用ウレタンフォームローラの製造方法の一つの実施形態は以下のとおりである。
【0017】
すなわち、以下の(i)〜(v)の工程;
(i)円筒状金型と、該円筒状金型の両端に配置され軸芯体を支持し材料を注入するための穴を設けた駒とを有する成形用金型を使用し、該金型内面に離型剤を塗布する工程;
(ii)成形用金型キャビティに軸芯体を配置する工程;
(iii)成形金型キャビティ内へウレタンフォーム材料を注入する工程;
(iv)注入したウレタンフォーム材料を発泡、硬化させ、軸芯体上にウレタンフォーム材料の硬化物から成る層を形成したウレタンフォームローラを成形する工程;
(v)成形金型から前記ウレタンフォームローラを取り出す工程;
を有し、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上とすることを特徴とする、
スキン付きの電子写真用ウレタンフォームローラの製造方法である。
【0018】
以下に、本発明の具体的な形態を、工程を追って説明する。
【0019】
本発明の金型は、円筒状金型と、この両端に配置され、軸芯体を支持し材料を注入するための穴を設けた駒の、少なくとも3つの部品から成る成形用金型を使用する。このような円筒状金型と駒とを有する成形金型は、ウレタンフォームローラを成形する金型として従来使用するものを用いることができる。なお、駒に設けられる穴は、軸芯体を支持した上で材料を注入する隙を確保できるものであれば特に限定されず、材料を注入するための穴は軸芯体を支持する穴とつながって設けられてもよいし、あるいは軸芯体用の穴と別個の位置に設けてもよい。また、材質や形状詳細は従来公知のものを使用出来るが、円筒状金型の内面は平滑であることが好ましく、具体的には表面粗さRa=1μm以内であることが好ましい。円筒状金型の内面が荒れていると、スキン層を得難く、またローラ脱型時の摩擦抵抗も大きくなり脱型が困難になる傾向がある。
【0020】
本発明の軸芯体は、従来の電子写真用ウレタンフォームローラ用の軸芯体を用いることができ、外径は2mm以上、10mm以下が好ましい。軸芯体の材質は特に限定されず、例えば硫黄快削鋼などの鋼材にニッケルなどのメッキを施した金属部材、アルミニウム、ステンレス鋼、マグネシウム合金などの金属部材が挙げられる。この軸芯体表面に、必要に応じて接着剤やホットメルトシート等の公知の接着層を設けることも出来る。
【0021】
本発明の離型剤は、少なくとも一種類以上のワックスを含有し且つシリコーンオイルを含まないことが必要である。ワックスはスキン層の妨げにはならないものの、シリコーンオイルは消泡剤として機能してしまうため、離型剤にシリコーンオイルが含まれているとウレタンフォームの表面が開口してしまう。
【0022】
ここで用いるワックス成分は特に制限は無く、従来公知の各種ワックスの中から適宜選択して使用することが出来る。例えばモンタンワックス、モンタン酸エステルワックス、マイクロクリスタリンワックス、パラフィンワックス、カルナバワックス、ビーズワックス、ポリエチレンワックス等の天然あるいは合成ワックス、これらの1種または2種以上を組み合わせて用いても良い。中でもパラフィンワックスが溶融した際の潤滑性が良好であり好ましい。
【0023】
また、ワックスの融点は45℃以上120℃以下であることが好ましい。ワックスの融点が高過ぎる場合には、金型内面の温度をワックスの融点以上にすると、ウレタンフォームの膨張が大きくなり、金型内面とウレタンフォームとの摩擦抵抗が大きく脱型が困難になる傾向がある。ワックスの融点が低すぎる場合には、金型キャビティに注入する材料温度およびウレタンの反応熱によりワックスが融け易くなり、未硬化のウレタンフォーム材料と混ざりローラ表面が荒れ易くなる傾向がある。ワックスの融点を45℃以上120℃以下の範囲とすることで、安定したローラ成形が可能となる。
【0024】
ワックスはその塗布性を良くするため、各種溶剤で希釈することが出来る。このときの溶剤は水であっても有機系溶剤であっても良い。水に溶解、分散、あるいは乳化分散させる場合には、従来公知の分散剤や乳化剤を用いることが出来る。有機系溶剤は工業用ガソリンや石油ナフサなどの炭化水素溶剤が挙げられる。ただし、このとき添加剤としてシリコーンオイルを用いてはならない。ここで、シリコーンオイルには、ウレタンフォームの発泡、硬化の工程において消泡剤として働くものが該当し、例えば、シロキサン結合が2000以下の直鎖構造のシリコーン分子が含まれる。
【0025】
離型剤の粘度は25℃のときに1mPa・s以上、1,000mPa・s以下であることが好ましい。粘度がこれらの範囲にあることによって、金型への良好な塗布性を有することが出来る。
【0026】
離型剤の塗布方法は従来公知の方法を用いれば良く、例えば離型剤を型に浸漬、噴き付け、刷毛塗り等により、あるいはエアゾール化して噴射したり、布に染み込ませて塗り付けることにより塗布して、媒体を蒸発除去すれば良い。
【0027】
本発明のウレタンフォーム層は、少なくともポリオールとイソシアネートとを含むウレタン原料から形成されたものである。
【0028】
ポリオールとしては特に制限は無く、従来公知の各種ポリオールの中から適宜選択して使用することが出来る。例えば、そのような液状のポリウレタン原料を構成するポリオール成分としては、一般に軟質ポリウレタンフォームの製造に用いられているものを使用することが出来る。すなわち、ポリエーテルポリオール、ポリエステルポリオール、ポリマーポリオール等の、公知のポリオールの中から適宜選択して使用することが出来、1種または2種以上を組み合わせて用いても良い。
【0029】
なお、上記ポリオールのうち、ポリエーテルポリオールを用いると、耐湿熱耐久性に優れた軟質高弾性ポリウレタン製造に好適である。また、予めポリイソシアネートと重合させたプレポリマーを用いても差し支え無い。
【0030】
また、ポリイソシアネートとしては特に制限は無く、従来公知の各種ポリイソシアネートの中から、適宜選択して使用することが出来る。例えば2,4−および2,6−トリレンジイソシアネート(TDI)、トリジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4’−ジフェニルメタンジイソシアネート(MDI)、およびカーボジイミド変性MDI、ポリメチレンポリフェニルポリイソシアネート、ポリメリックポリイソシアネートが、単独もしくは2種以上を組み合わせて用いても良い。なお、ポリイソシアネートを公知の活性水素化合物の1種または2種以上と反応させることにより得られるイソシアネート基末端プレポリマーも、ポリイソシアネートとして使用することが出来る。
【0031】
ポリウレタン原料のNCOインデックスは60以上120以下であることが好ましく、70以上110以下であることがより好ましい。なお、NCOインデックスとは、ポリイソシアネート中のイソシアネート基の総数をイソシアネート基と反応する活性水素の総数で除したものに100を乗じた値とする。即ち、イソシアネート基と反応する活性水素数とポリイソシアネート中のイソシアネート基が化学量論的に等しい場合に、そのNCOインデックスは100となる。
【0032】
また、その他のウレタンフォーム用原料としては、必要に応じて適宜使用して構わないが、以下の例が挙げられる。
【0033】
触媒としては特に制限は無く、従来公知の各種触媒の中から適宜選択して使用することが出来る。トリエチレンジアミン、ジメチルエタノールアミン、ビス(ジメチルアミノ)エチルエーテル等、従来公知の触媒が使用出来る。
【0034】
整泡剤としては特に制限は無く、従来公知の各種整泡剤の中から適宜選択して使用することが出来る。例えばシリコーン系界面活性剤としては、東レ・ダウコーニング社製のSRX−274C(商品名)、モメンティブ・パフォーマンス・マテリアル社製のL3640(商品名)等が使用出来る。
【0035】
また、これらポリオール成分とポリイソシアネート成分とが配合されてなるポリウレタン原料には更に、従来と同様に、そのほかの成分を添加することができる。例えば、架橋剤、発泡剤(水、低沸点物、ガス体等)、破泡剤等が、目標とする発泡成形後のポリウレタンフォーム層の構造、即ち連続気泡型若しくは独立気泡型の何れか一方を生ぜしめ易い公知の配合となるように添加されて、反応性の発泡原料とされる。また、そのような原料には必要に応じて所望の導電性を付与するための導電性付与剤や帯電防止剤等も、従来と同様に公知のものが添加せしめられる。導電性付与剤は公知のものを使用することが出来、例えばカーボンブラック、グラファイト、酸化チタン、酸化錫などの導電性の金属酸化物、銅、銀などの金属、これら導電性材料を粒子表面に被覆して導電化した粒子などが挙げられる。これらの導電性付与剤は単独、あるいは複数種を組み合わせて用いることが出来る。特にカーボンブラックは、比較的少量(重量比)の添加によって所望の導電性を付与出来る点で好ましい。その他添加剤として、難燃剤、減粘剤、顔料、安定剤、着色剤、老化防止剤、紫外線吸収剤、抗酸化剤、酸化防止剤等を必要に応じて配合することが出来る。架橋剤としてはトリエタノールアミン、ジエタノールアミン等の従来公知のものが挙げられる。
【0036】
本発明の電子写真用ウレタンフォームローラ製造方法は特に限定されず、常法によれば良い。その一例を示せば次の通りである。まず、金型に有機溶剤系離型剤をスポンジに含ませて均一に塗布し、45℃に加温乾燥する。この加熱乾燥の温度は離型剤の融点未満で行うことが好ましく、離型剤塗布面を十分に乾燥させることが好ましい。よって、本発明の電子写真用ウレタンフォームローラ製造方法は、金型キャビティ内へウレタンフォーム材料を注入する工程の前に、金型亜内面に塗布した離型剤膜に水分が残存していない状態に乾燥する工程を有することが望ましい。離型剤の乾燥は、熱による蒸発や、通風手段により換気して行うことができる。前記ポリエーテルポリオール、ポリイソシアネート、触媒および所望により用いられる整泡剤、水、その他助剤などを均一に混合してウレタン原料を調整した後、これを型に注入し、加熱して反応硬化させることによりウレタンフォームを形成することが出来る。
【0037】
前記ウレタン原料を混合する際の温度や時間については特に制限は無いが、混合温度は通常10℃以上90℃以下、好ましくは20℃以上60℃以下の範囲であり、混合時間は通常1秒間以上10分間以下、好ましくは3秒間以上5分間以下である。
【0038】
金型キャビティ内へウレタンフォーム材料を注入する際の金型およびウレタンフォーム材料の温度は、ワックスの融点より低い温度であることが好ましい。金型およびウレタンフォーム材料の温度をワックスの融点より低い温度とすることで、ワックスがウレタンフォーム材料と混ざり合い難くなり、ウレタンフォーム表面が荒れることなく良好なスキン層を得ることが出来る。
【0039】
金型キャビティ内へウレタンフォーム材料を注入する際の注入速度は特に制限は無い。通常、例えば直径が4〜10mm、長さが200〜400mmの軸芯体上に、厚さ2〜6mmのウレタンフォーム層を設ける場合、注入速度を2cc/秒以上20cc/秒以下の速度で注入することが好ましい。この範囲とすることで、ボイドの発生やウレタンフォームの発泡ムラを抑えることが出来る。
【0040】
発泡、硬化時の金型の温度は45℃以上120℃以下であることが好ましい。発泡方法については特に制限は無く、発泡剤を用いる方法、機械的な攪拌により気泡を混入する方法など、いずれの方法をも用いることが出来る。なお発泡倍率については適宜定めれば良く、特に制限は無い。
【0041】
金型からウレタンフォームローラを取り出す際、金型の温度がワックスの融点以上である必要がある。金型の温度がワックスの融点未満の場合には十分な潤滑性を得ることが出来ず、脱型が困難になってしまう。脱型の方法としては、円筒状金型の両端部から露出している軸芯体を押すことで、軸芯体の外周と接着したウレタンフォームごと脱型出来る。しかし、離型剤による潤滑性が不十分の場合には、脱型したウレタンフォームローラに亀裂が入ることや、ウレタンフォームを金型内に残したまま、軸芯体のみ抜けてしまうことがある。
【0042】
本発明の電子写真用ウレタンフォームローラは、表面にスキン層を有している。スキン層のおかげでローラ表面が平滑になり、電子写真用ウレタンフォームローラを、帯電ローラや現像ローラとして用いる場合には、均一な電荷付与やトナー搬送性を得ることができる。金型の温度がワックスの融点以上のとき、ワックスは液化しており、ワックスが固体である時に比べ潤滑性が増し、脱型時の金型内面とローラのスキン層との摩擦抵抗を大幅に低減できる。
【0043】
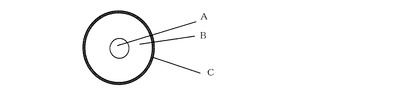
図1は本発明の電子写真用ウレタンフォームローラの一例を示す断面図である。図1に示すように電子写真用ウレタンフォームローラは円柱状の軸芯体Aと、軸芯体Aの両端部を除いて軸芯体Aの周りに設けられたウレタンフォーム層Bを備える。ウレタンフォーム中の発泡セルは連続気泡型、独立気泡型、もしくは両者の混合系、いずれの発泡形態も選択可能である。ウレタンフォーム層Bの表面には、スキン層Cを有する。
【0044】
本発明の電子写真用ウレタンフォームローラは、用途に応じて導電性や半導電性、或いは絶縁性の被覆層を設けても良い。本発明の電子写真用ウレタンフォームローラは、その用途が画像形成装置用であれば特に制限は無いが、例えば帯電ローラ、現像ローラ、転写ローラなどに用いることが出来る。
【実施例】
【0045】
以下、実施例および比較例を示して本発明を具体的に説明するが、本発明はこれらの例に限定されるものではない。
【0046】
ウレタンフォームローラ作製に用いた治具および材料を以下に示す。
・円筒状金型:内径φ12、外径φ26、長さ230mm、材質SUS304、ニッケルクロムメッキ
・軸芯体:外径φ6、長さ240mm、材質SUS303、ニッケルクロムメッキ
・離型剤:表1に記載
・ウレタンフォーム材料
混合ポリオール
ポリオール:FA−718(三洋化成工業(株)製:商品名)
水酸基価=28[mgKOH/g] 100質量部
整泡剤:L3640(モメンティブ・パフォーマンス・マテリアルズ
ジャパン合同会社製:商品名) 1質量部
触媒:TOYOCAT−ET(東ソー(株)製:商品名) 0.3質量部
TEDA−L33(東ソー(株)製:商品名) 0.5質量部
発泡剤(水) 0.5質量部
ポリイソシアネート
コロネート1021(日本ポリウレタン工業(株)製:商品名)
イソシアネート基含有率=44.5 [%] 9.7質量部
上記に示したポリオール成分(ポリオール、整泡剤、触媒、水など)をハイブリッドミキサーHM−500((株)キーエンス製:商品名)を用いて3分間混合し、混合ポリオール材料とした。これとポリイソシアネートをインジェクション装置のそれぞれの原料槽にセットし、材料温度が45℃になるよう温調した。
【0047】
円筒状金型およびその両端に組み込む駒を45℃に加温し、円筒状金型については離型剤をスポンジに染み込ませて塗布、駒については離型剤中に浸漬し、余分な離型剤を圧縮空気を噴き付けて除去した。その後45℃で30分間加温し金型を乾燥した。さらに軸芯体を組み込み、45℃で30分間加温し、金型および軸芯体の予熱とした。
【0048】
NCOインデックスが100になるよう混合ポリオール材料とポリイソシアネートの吐出量比を調整し、3cc/秒で5秒間、45℃に加温した金型キャビティにウレタンフォーム材料を注入した。60℃に調節したSUS製の金型温調用熱盤に金型を挟み込み、5分間発泡、硬化した。次いで、脱型時の温度を表1の条件とするため、別の金型温調用熱盤を用いて加熱および冷却し、条件の温度となったところで脱型を行った。
【0049】
【表1】

【0050】
比較例5は、M933とURS−92の質量比50:50混合液
表1中の離型剤種の詳細は以下のとおりである。
【0051】
M933():ワックス系離型剤(中京油脂(株)製)
N849:ワックス系離型剤(中京油脂(株)製)
N915:ワックス系離型剤(中京油脂(株)製)
URS−92:シリコーン系離型剤(コニシ(株)製)
フリリース610:フッ素系離型剤((株)ネオス製)
本実施例に従う実施例1〜6は、離型剤の成分にワックス成分を含み且つシリコーンオイル成分を含んでいないこと、さらに脱型時の温度がワックスの融点以上であるため、ウレタンフォーム表面にはスキン層が形成され、尚且つ良好な脱型性を得た。
【0052】
対して比較例1〜3は脱型時の温度がワックスの融点未満であるため脱型時の摩擦抵抗が大きく、ウレタンフォームに亀裂が入った状態で脱型されることがあった。比較例4、5に関しては、離型剤にシリコーンオイル成分を含んでいたため、ウレタンフォーム表面が開口してしまいスキン層が得られなかった。比較例6は比較例1〜3のときと同様にウレタンフォームに亀裂が入った状態で脱型されることがあった。
【符号の説明】
【0053】
A:軸芯体
B:ウレタンフォーム層
C:ウレタンスキン層
【技術分野】
【0001】
本発明は電子写真装置に用いられるウレタンフォームローラの製造方法に関するものである。詳しくは表面にスキン層を有し、発泡によって適度な硬度を有する、帯電ローラ、現像ローラ、転写ローラとして好適なウレタンフォームローラを、円筒状金型を用いて安定して製造する方法に関するものである。
【背景技術】
【0002】
電子写真用技術の進歩に伴い、乾式電子写真装置等の画像形成装置には帯電用、現像用、転写用、トナー供給用などに供される部品の部材として、ゴム弾性を有する高分子材料を含む部材が注目されている。この部材は、帯電ローラ、現像ローラ、転写ローラ、トナー供給ローラ等のローラ形態で用いられている。
【0003】
電子写真の高精細、高品位化への要求から、電子写真用ローラ部材には、トナーへのストレス低減や再生画像の画質向上のためにポリウレタン材料の適用が増加している。さらに発泡化による材料コスト削減や低硬度化を目的としてウレタンフォームの適用も増加している。
【0004】
例えば帯電ローラや現像ローラなどの画像形成装置用弾性部材では、均一な電荷付与やトナー搬送性のためには感光ドラムとの接地精度を高める必要がある。しかしウレタンフォーム弾性部材の表面に大きな開口セルがあると、この部分での電荷付与およびトナーコートが不均一になり画像欠陥が生じてしまう場合がある。仮にウレタンフォーム弾性層上に何らかの被覆層を設けるとしても、ディップ法やスプレーによって被覆層成分を塗布する場合には、下地となる弾性層の形状を打ち消すことが困難となる場合がある。また被覆層がチューブ体であってこれを被覆する方法であればウレタンフォーム弾性層表面に開口セルがあっても問題ないが、ウレタン表面にはタック性がありチューブを被覆することは困難である。
【0005】
そこで、ウレタンフォーム弾性層表面には開口セルがなくスキン層を形成していることが好ましい。
【0006】
スキン層を有するウレタンフォームローラは、特許文献1〜特許文献4などに紹介されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−166695号公報
【特許文献2】特開平8−166732号公報
【特許文献3】特開平8−305132号公報
【特許文献4】特開2001−304245号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら特許文献1〜特許文献4などに記載される実施例においては、金属製シャフトを組み込んだ金型にウレタンフォーム材料を流し込み、加熱硬化後に脱型してスキン層を有するウレタンフォームローラを得たと述べるに留まっている。
【0009】
スキン層を有するウレタンフォームローラを作製する場合、上記のようにシャフトを配した金型に材料を流し込み、熱硬化後に脱型することが多い。このとき金型の内面には脱型を容易にするための離型処理を施す。この処理が不適切である場合、ウレタンフォーム表面には開口セルが現れてしまう。またウレタン材料は表面にタック性を有しているため、金型内面からウレタンフォームを剥離させるのは困難である。気泡がスポンジ状に連通化されたウレタンフォームの場合には、シャフトを金型の円周方向に動かすことで金型とウレタンフォームを剥離させることができる。しかし、連通化していない場合や発泡倍率が低くシャフトを金型の円周方向に動かしてもフォームの変形する余地がない場合、ローラを金型から脱型するのは非常に困難である。
【0010】
本発明は上述の問題に鑑みなされる、電子写真用ウレタンフォームローラの製造方法に関するものである。本発明の目的は、離型剤を内面に塗布した金型を使用し、ウレタンフォーム材料を発泡、硬化させて得られる電子写真用ウレタンフォームローラの製造方法において、表面にスキン層を築きつつ、良好な脱型性を得ることができる製造方法を提供することである。
【課題を解決するための手段】
【0011】
本発明にかかる電子写真用ウレタンフォームローラの製造方法は、
円筒状金型と、前記円筒状金型の両端に配置され軸芯体を支持し材料を注入するための穴を設けた駒とから成る成形用金型を使用し、前記金型内面に離型剤を塗布する工程と、
前記金型キャビティに軸芯体を配置する工程と、
前記金型キャビティ内へウレタンフォーム材料を注入する工程と、
前記ウレタンフォーム材料を発泡、硬化させる工程と、
前記金型から前記軸芯体上に前記ウレタンフォーム材料の硬化物から成る層を形成したウレタンフォームローラを取り出す工程と、
を有するスキン層付きの電子写真用ウレタンフォームローラ製造方法において、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上としたことを特徴とする。
【発明の効果】
【0012】
本発明により、金型内面とウレタンフォーム表面のスキン層との間の摩擦抵抗やウレタン材料特有の表面タック性のために安定した脱型が困難となるスキン層付きの電子写真用ウレタンフォームローラ製造方法において良好な脱型性を得ることが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る電子写真用ウレタンフォームローラの断面図である。
【発明を実施するための形態】
【0014】
本発明者らは前記目的を達成するために検討を行い、金型内面に施す離型処理がスキン層形成に影響することを見出した。さらにウレタン特有のタック性に加え、スキン層を形成したことで金型内面との摩擦抵抗が増しより脱型が困難になったウレタンフォームローラを、いかにして脱型するかを検討した結果、本発明に至った。
【0015】
すなわち、本発明は、離型剤を内面に塗布した成形用金型を用いてウレタンフォーム材料を発泡、硬化して、軸芯体の周囲にウレタンフォーム材料の硬化物からなる層を形成したウレタンフォームローラを成形し、該ウレタンフォームローラを成形用金型から取り出して得られる、スキン層付きの電子写真用ウレタンフォームローラ製造方法において、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上とすることに特徴を有する。
【0016】
本発明のスキン層付きの電子写真用ウレタンフォームローラの製造方法の一つの実施形態は以下のとおりである。
【0017】
すなわち、以下の(i)〜(v)の工程;
(i)円筒状金型と、該円筒状金型の両端に配置され軸芯体を支持し材料を注入するための穴を設けた駒とを有する成形用金型を使用し、該金型内面に離型剤を塗布する工程;
(ii)成形用金型キャビティに軸芯体を配置する工程;
(iii)成形金型キャビティ内へウレタンフォーム材料を注入する工程;
(iv)注入したウレタンフォーム材料を発泡、硬化させ、軸芯体上にウレタンフォーム材料の硬化物から成る層を形成したウレタンフォームローラを成形する工程;
(v)成形金型から前記ウレタンフォームローラを取り出す工程;
を有し、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上とすることを特徴とする、
スキン付きの電子写真用ウレタンフォームローラの製造方法である。
【0018】
以下に、本発明の具体的な形態を、工程を追って説明する。
【0019】
本発明の金型は、円筒状金型と、この両端に配置され、軸芯体を支持し材料を注入するための穴を設けた駒の、少なくとも3つの部品から成る成形用金型を使用する。このような円筒状金型と駒とを有する成形金型は、ウレタンフォームローラを成形する金型として従来使用するものを用いることができる。なお、駒に設けられる穴は、軸芯体を支持した上で材料を注入する隙を確保できるものであれば特に限定されず、材料を注入するための穴は軸芯体を支持する穴とつながって設けられてもよいし、あるいは軸芯体用の穴と別個の位置に設けてもよい。また、材質や形状詳細は従来公知のものを使用出来るが、円筒状金型の内面は平滑であることが好ましく、具体的には表面粗さRa=1μm以内であることが好ましい。円筒状金型の内面が荒れていると、スキン層を得難く、またローラ脱型時の摩擦抵抗も大きくなり脱型が困難になる傾向がある。
【0020】
本発明の軸芯体は、従来の電子写真用ウレタンフォームローラ用の軸芯体を用いることができ、外径は2mm以上、10mm以下が好ましい。軸芯体の材質は特に限定されず、例えば硫黄快削鋼などの鋼材にニッケルなどのメッキを施した金属部材、アルミニウム、ステンレス鋼、マグネシウム合金などの金属部材が挙げられる。この軸芯体表面に、必要に応じて接着剤やホットメルトシート等の公知の接着層を設けることも出来る。
【0021】
本発明の離型剤は、少なくとも一種類以上のワックスを含有し且つシリコーンオイルを含まないことが必要である。ワックスはスキン層の妨げにはならないものの、シリコーンオイルは消泡剤として機能してしまうため、離型剤にシリコーンオイルが含まれているとウレタンフォームの表面が開口してしまう。
【0022】
ここで用いるワックス成分は特に制限は無く、従来公知の各種ワックスの中から適宜選択して使用することが出来る。例えばモンタンワックス、モンタン酸エステルワックス、マイクロクリスタリンワックス、パラフィンワックス、カルナバワックス、ビーズワックス、ポリエチレンワックス等の天然あるいは合成ワックス、これらの1種または2種以上を組み合わせて用いても良い。中でもパラフィンワックスが溶融した際の潤滑性が良好であり好ましい。
【0023】
また、ワックスの融点は45℃以上120℃以下であることが好ましい。ワックスの融点が高過ぎる場合には、金型内面の温度をワックスの融点以上にすると、ウレタンフォームの膨張が大きくなり、金型内面とウレタンフォームとの摩擦抵抗が大きく脱型が困難になる傾向がある。ワックスの融点が低すぎる場合には、金型キャビティに注入する材料温度およびウレタンの反応熱によりワックスが融け易くなり、未硬化のウレタンフォーム材料と混ざりローラ表面が荒れ易くなる傾向がある。ワックスの融点を45℃以上120℃以下の範囲とすることで、安定したローラ成形が可能となる。
【0024】
ワックスはその塗布性を良くするため、各種溶剤で希釈することが出来る。このときの溶剤は水であっても有機系溶剤であっても良い。水に溶解、分散、あるいは乳化分散させる場合には、従来公知の分散剤や乳化剤を用いることが出来る。有機系溶剤は工業用ガソリンや石油ナフサなどの炭化水素溶剤が挙げられる。ただし、このとき添加剤としてシリコーンオイルを用いてはならない。ここで、シリコーンオイルには、ウレタンフォームの発泡、硬化の工程において消泡剤として働くものが該当し、例えば、シロキサン結合が2000以下の直鎖構造のシリコーン分子が含まれる。
【0025】
離型剤の粘度は25℃のときに1mPa・s以上、1,000mPa・s以下であることが好ましい。粘度がこれらの範囲にあることによって、金型への良好な塗布性を有することが出来る。
【0026】
離型剤の塗布方法は従来公知の方法を用いれば良く、例えば離型剤を型に浸漬、噴き付け、刷毛塗り等により、あるいはエアゾール化して噴射したり、布に染み込ませて塗り付けることにより塗布して、媒体を蒸発除去すれば良い。
【0027】
本発明のウレタンフォーム層は、少なくともポリオールとイソシアネートとを含むウレタン原料から形成されたものである。
【0028】
ポリオールとしては特に制限は無く、従来公知の各種ポリオールの中から適宜選択して使用することが出来る。例えば、そのような液状のポリウレタン原料を構成するポリオール成分としては、一般に軟質ポリウレタンフォームの製造に用いられているものを使用することが出来る。すなわち、ポリエーテルポリオール、ポリエステルポリオール、ポリマーポリオール等の、公知のポリオールの中から適宜選択して使用することが出来、1種または2種以上を組み合わせて用いても良い。
【0029】
なお、上記ポリオールのうち、ポリエーテルポリオールを用いると、耐湿熱耐久性に優れた軟質高弾性ポリウレタン製造に好適である。また、予めポリイソシアネートと重合させたプレポリマーを用いても差し支え無い。
【0030】
また、ポリイソシアネートとしては特に制限は無く、従来公知の各種ポリイソシアネートの中から、適宜選択して使用することが出来る。例えば2,4−および2,6−トリレンジイソシアネート(TDI)、トリジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4’−ジフェニルメタンジイソシアネート(MDI)、およびカーボジイミド変性MDI、ポリメチレンポリフェニルポリイソシアネート、ポリメリックポリイソシアネートが、単独もしくは2種以上を組み合わせて用いても良い。なお、ポリイソシアネートを公知の活性水素化合物の1種または2種以上と反応させることにより得られるイソシアネート基末端プレポリマーも、ポリイソシアネートとして使用することが出来る。
【0031】
ポリウレタン原料のNCOインデックスは60以上120以下であることが好ましく、70以上110以下であることがより好ましい。なお、NCOインデックスとは、ポリイソシアネート中のイソシアネート基の総数をイソシアネート基と反応する活性水素の総数で除したものに100を乗じた値とする。即ち、イソシアネート基と反応する活性水素数とポリイソシアネート中のイソシアネート基が化学量論的に等しい場合に、そのNCOインデックスは100となる。
【0032】
また、その他のウレタンフォーム用原料としては、必要に応じて適宜使用して構わないが、以下の例が挙げられる。
【0033】
触媒としては特に制限は無く、従来公知の各種触媒の中から適宜選択して使用することが出来る。トリエチレンジアミン、ジメチルエタノールアミン、ビス(ジメチルアミノ)エチルエーテル等、従来公知の触媒が使用出来る。
【0034】
整泡剤としては特に制限は無く、従来公知の各種整泡剤の中から適宜選択して使用することが出来る。例えばシリコーン系界面活性剤としては、東レ・ダウコーニング社製のSRX−274C(商品名)、モメンティブ・パフォーマンス・マテリアル社製のL3640(商品名)等が使用出来る。
【0035】
また、これらポリオール成分とポリイソシアネート成分とが配合されてなるポリウレタン原料には更に、従来と同様に、そのほかの成分を添加することができる。例えば、架橋剤、発泡剤(水、低沸点物、ガス体等)、破泡剤等が、目標とする発泡成形後のポリウレタンフォーム層の構造、即ち連続気泡型若しくは独立気泡型の何れか一方を生ぜしめ易い公知の配合となるように添加されて、反応性の発泡原料とされる。また、そのような原料には必要に応じて所望の導電性を付与するための導電性付与剤や帯電防止剤等も、従来と同様に公知のものが添加せしめられる。導電性付与剤は公知のものを使用することが出来、例えばカーボンブラック、グラファイト、酸化チタン、酸化錫などの導電性の金属酸化物、銅、銀などの金属、これら導電性材料を粒子表面に被覆して導電化した粒子などが挙げられる。これらの導電性付与剤は単独、あるいは複数種を組み合わせて用いることが出来る。特にカーボンブラックは、比較的少量(重量比)の添加によって所望の導電性を付与出来る点で好ましい。その他添加剤として、難燃剤、減粘剤、顔料、安定剤、着色剤、老化防止剤、紫外線吸収剤、抗酸化剤、酸化防止剤等を必要に応じて配合することが出来る。架橋剤としてはトリエタノールアミン、ジエタノールアミン等の従来公知のものが挙げられる。
【0036】
本発明の電子写真用ウレタンフォームローラ製造方法は特に限定されず、常法によれば良い。その一例を示せば次の通りである。まず、金型に有機溶剤系離型剤をスポンジに含ませて均一に塗布し、45℃に加温乾燥する。この加熱乾燥の温度は離型剤の融点未満で行うことが好ましく、離型剤塗布面を十分に乾燥させることが好ましい。よって、本発明の電子写真用ウレタンフォームローラ製造方法は、金型キャビティ内へウレタンフォーム材料を注入する工程の前に、金型亜内面に塗布した離型剤膜に水分が残存していない状態に乾燥する工程を有することが望ましい。離型剤の乾燥は、熱による蒸発や、通風手段により換気して行うことができる。前記ポリエーテルポリオール、ポリイソシアネート、触媒および所望により用いられる整泡剤、水、その他助剤などを均一に混合してウレタン原料を調整した後、これを型に注入し、加熱して反応硬化させることによりウレタンフォームを形成することが出来る。
【0037】
前記ウレタン原料を混合する際の温度や時間については特に制限は無いが、混合温度は通常10℃以上90℃以下、好ましくは20℃以上60℃以下の範囲であり、混合時間は通常1秒間以上10分間以下、好ましくは3秒間以上5分間以下である。
【0038】
金型キャビティ内へウレタンフォーム材料を注入する際の金型およびウレタンフォーム材料の温度は、ワックスの融点より低い温度であることが好ましい。金型およびウレタンフォーム材料の温度をワックスの融点より低い温度とすることで、ワックスがウレタンフォーム材料と混ざり合い難くなり、ウレタンフォーム表面が荒れることなく良好なスキン層を得ることが出来る。
【0039】
金型キャビティ内へウレタンフォーム材料を注入する際の注入速度は特に制限は無い。通常、例えば直径が4〜10mm、長さが200〜400mmの軸芯体上に、厚さ2〜6mmのウレタンフォーム層を設ける場合、注入速度を2cc/秒以上20cc/秒以下の速度で注入することが好ましい。この範囲とすることで、ボイドの発生やウレタンフォームの発泡ムラを抑えることが出来る。
【0040】
発泡、硬化時の金型の温度は45℃以上120℃以下であることが好ましい。発泡方法については特に制限は無く、発泡剤を用いる方法、機械的な攪拌により気泡を混入する方法など、いずれの方法をも用いることが出来る。なお発泡倍率については適宜定めれば良く、特に制限は無い。
【0041】
金型からウレタンフォームローラを取り出す際、金型の温度がワックスの融点以上である必要がある。金型の温度がワックスの融点未満の場合には十分な潤滑性を得ることが出来ず、脱型が困難になってしまう。脱型の方法としては、円筒状金型の両端部から露出している軸芯体を押すことで、軸芯体の外周と接着したウレタンフォームごと脱型出来る。しかし、離型剤による潤滑性が不十分の場合には、脱型したウレタンフォームローラに亀裂が入ることや、ウレタンフォームを金型内に残したまま、軸芯体のみ抜けてしまうことがある。
【0042】
本発明の電子写真用ウレタンフォームローラは、表面にスキン層を有している。スキン層のおかげでローラ表面が平滑になり、電子写真用ウレタンフォームローラを、帯電ローラや現像ローラとして用いる場合には、均一な電荷付与やトナー搬送性を得ることができる。金型の温度がワックスの融点以上のとき、ワックスは液化しており、ワックスが固体である時に比べ潤滑性が増し、脱型時の金型内面とローラのスキン層との摩擦抵抗を大幅に低減できる。
【0043】
図1は本発明の電子写真用ウレタンフォームローラの一例を示す断面図である。図1に示すように電子写真用ウレタンフォームローラは円柱状の軸芯体Aと、軸芯体Aの両端部を除いて軸芯体Aの周りに設けられたウレタンフォーム層Bを備える。ウレタンフォーム中の発泡セルは連続気泡型、独立気泡型、もしくは両者の混合系、いずれの発泡形態も選択可能である。ウレタンフォーム層Bの表面には、スキン層Cを有する。
【0044】
本発明の電子写真用ウレタンフォームローラは、用途に応じて導電性や半導電性、或いは絶縁性の被覆層を設けても良い。本発明の電子写真用ウレタンフォームローラは、その用途が画像形成装置用であれば特に制限は無いが、例えば帯電ローラ、現像ローラ、転写ローラなどに用いることが出来る。
【実施例】
【0045】
以下、実施例および比較例を示して本発明を具体的に説明するが、本発明はこれらの例に限定されるものではない。
【0046】
ウレタンフォームローラ作製に用いた治具および材料を以下に示す。
・円筒状金型:内径φ12、外径φ26、長さ230mm、材質SUS304、ニッケルクロムメッキ
・軸芯体:外径φ6、長さ240mm、材質SUS303、ニッケルクロムメッキ
・離型剤:表1に記載
・ウレタンフォーム材料
混合ポリオール
ポリオール:FA−718(三洋化成工業(株)製:商品名)
水酸基価=28[mgKOH/g] 100質量部
整泡剤:L3640(モメンティブ・パフォーマンス・マテリアルズ
ジャパン合同会社製:商品名) 1質量部
触媒:TOYOCAT−ET(東ソー(株)製:商品名) 0.3質量部
TEDA−L33(東ソー(株)製:商品名) 0.5質量部
発泡剤(水) 0.5質量部
ポリイソシアネート
コロネート1021(日本ポリウレタン工業(株)製:商品名)
イソシアネート基含有率=44.5 [%] 9.7質量部
上記に示したポリオール成分(ポリオール、整泡剤、触媒、水など)をハイブリッドミキサーHM−500((株)キーエンス製:商品名)を用いて3分間混合し、混合ポリオール材料とした。これとポリイソシアネートをインジェクション装置のそれぞれの原料槽にセットし、材料温度が45℃になるよう温調した。
【0047】
円筒状金型およびその両端に組み込む駒を45℃に加温し、円筒状金型については離型剤をスポンジに染み込ませて塗布、駒については離型剤中に浸漬し、余分な離型剤を圧縮空気を噴き付けて除去した。その後45℃で30分間加温し金型を乾燥した。さらに軸芯体を組み込み、45℃で30分間加温し、金型および軸芯体の予熱とした。
【0048】
NCOインデックスが100になるよう混合ポリオール材料とポリイソシアネートの吐出量比を調整し、3cc/秒で5秒間、45℃に加温した金型キャビティにウレタンフォーム材料を注入した。60℃に調節したSUS製の金型温調用熱盤に金型を挟み込み、5分間発泡、硬化した。次いで、脱型時の温度を表1の条件とするため、別の金型温調用熱盤を用いて加熱および冷却し、条件の温度となったところで脱型を行った。
【0049】
【表1】
【0050】
比較例5は、M933とURS−92の質量比50:50混合液
表1中の離型剤種の詳細は以下のとおりである。
【0051】
M933():ワックス系離型剤(中京油脂(株)製)
N849:ワックス系離型剤(中京油脂(株)製)
N915:ワックス系離型剤(中京油脂(株)製)
URS−92:シリコーン系離型剤(コニシ(株)製)
フリリース610:フッ素系離型剤((株)ネオス製)
本実施例に従う実施例1〜6は、離型剤の成分にワックス成分を含み且つシリコーンオイル成分を含んでいないこと、さらに脱型時の温度がワックスの融点以上であるため、ウレタンフォーム表面にはスキン層が形成され、尚且つ良好な脱型性を得た。
【0052】
対して比較例1〜3は脱型時の温度がワックスの融点未満であるため脱型時の摩擦抵抗が大きく、ウレタンフォームに亀裂が入った状態で脱型されることがあった。比較例4、5に関しては、離型剤にシリコーンオイル成分を含んでいたため、ウレタンフォーム表面が開口してしまいスキン層が得られなかった。比較例6は比較例1〜3のときと同様にウレタンフォームに亀裂が入った状態で脱型されることがあった。
【符号の説明】
【0053】
A:軸芯体
B:ウレタンフォーム層
C:ウレタンスキン層
【特許請求の範囲】
【請求項1】
円筒状金型と、前記円筒状金型の両端に配置され軸芯体を支持し材料を注入するための穴を設けた駒とから成る成形用金型を使用し、前記金型内面に離型剤を塗布する工程と、
前記金型キャビティに軸芯体を配置する工程と、
前記金型キャビティ内へウレタンフォーム材料を注入する工程と、
前記ウレタンフォーム材料を発泡、硬化させる工程と、
前記金型から前記軸芯体上に前記ウレタンフォーム材料の硬化物から成る層を形成したウレタンフォームローラを取り出す工程と、
を有するスキン層付きの電子写真用ウレタンフォームローラ製造方法において、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上としたことを特徴とする、スキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項2】
前記ワックスの融点が、45℃以上120℃以下である、請求項1記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項3】
前記ワックスが、パラフィンワックスである、請求項1または記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項4】
前記金型キャビティ内へウレタンフォーム材料を注入する際の金型およびウレタンフォーム材料の温度が、前記ワックスの融点より低い温度である、請求項1乃至3のいずれか記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項5】
前記金型キャビティ内へウレタンフォーム材料を注入する工程の前に、金型内面に塗布した離型剤膜に水分が残存していない状態に乾燥する工程を更に有する、請求項1乃至4のいずれか記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項1】
円筒状金型と、前記円筒状金型の両端に配置され軸芯体を支持し材料を注入するための穴を設けた駒とから成る成形用金型を使用し、前記金型内面に離型剤を塗布する工程と、
前記金型キャビティに軸芯体を配置する工程と、
前記金型キャビティ内へウレタンフォーム材料を注入する工程と、
前記ウレタンフォーム材料を発泡、硬化させる工程と、
前記金型から前記軸芯体上に前記ウレタンフォーム材料の硬化物から成る層を形成したウレタンフォームローラを取り出す工程と、
を有するスキン層付きの電子写真用ウレタンフォームローラ製造方法において、
前記離型剤は少なくとも一種類以上のワックスを含有し、且つシリコーンオイルを含まないものであり、ウレタンフォームローラを成形金型から取り出す工程において、成形金型の温度をワックスの融点以上としたことを特徴とする、スキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項2】
前記ワックスの融点が、45℃以上120℃以下である、請求項1記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項3】
前記ワックスが、パラフィンワックスである、請求項1または記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項4】
前記金型キャビティ内へウレタンフォーム材料を注入する際の金型およびウレタンフォーム材料の温度が、前記ワックスの融点より低い温度である、請求項1乃至3のいずれか記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【請求項5】
前記金型キャビティ内へウレタンフォーム材料を注入する工程の前に、金型内面に塗布した離型剤膜に水分が残存していない状態に乾燥する工程を更に有する、請求項1乃至4のいずれか記載のスキン層付きの電子写真用ウレタンフォームローラ製造方法。
【図1】

【公開番号】特開2010−276952(P2010−276952A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−130759(P2009−130759)
【出願日】平成21年5月29日(2009.5.29)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月29日(2009.5.29)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]