
電子写真用プロセスカートリッジ

【課題】 高温高湿条件下に長期間放置した場合にも、現像ローラの表面に塑性変形が生じにくい電子写真用プロセスカートリッジを提供すること。
【解決手段】 弾性層を有する現像ローラと、該現像ローラの表面にトナーの層を形成するためのトナー量規制部材とを備えている電子写真用プロセスカートリッジであって、
該現像ローラは、その表面に中空樹脂粒子が付着させられており、該現像ローラと該トナー量規制部材とは該中空樹脂粒子を介して当接しており、かつ、
該中空樹脂粒子は、現像ローラを回転させることによってその表面から脱落することを特徴とする電子写真用プロセスカートリッジ。
【解決手段】 弾性層を有する現像ローラと、該現像ローラの表面にトナーの層を形成するためのトナー量規制部材とを備えている電子写真用プロセスカートリッジであって、
該現像ローラは、その表面に中空樹脂粒子が付着させられており、該現像ローラと該トナー量規制部材とは該中空樹脂粒子を介して当接しており、かつ、
該中空樹脂粒子は、現像ローラを回転させることによってその表面から脱落することを特徴とする電子写真用プロセスカートリッジ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は複写機、レーザープリンタ等の画像形成装置において用いられる電子写真用プロセスカートリッジ及び現像方法に関するものである。
【背景技術】
【0002】
特許文献1に開示されているように、現像ローラには通常、トナー量規制部材が当接しているが、これに起因する課題として以下のようなものがある。すなわち、電子写真プロセスカートリッジが輸送時や保管時に高温高湿環境に置かれたときに、トナー量規制部材が当接している位置において現像ローラの表面の塑性変形が促進される。そして、表面が大きく塑性変形した現像ローラを用いると、当該塑性変形部に起因して電子写真画像に帯状のスジが生じてしまうことがある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平08−179619号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、高温高湿条件下に長期間放置した場合にも、現像ローラの表面に塑性変形が生じにくい電子写真用プロセスカートリッジを提供することに向けたものである。
【課題を解決するための手段】
【0005】
本発明の一態様に係る電子写真用プロセスカートリッジは、現像ローラと、該該現像ローラ上にトナー層形成するためのトナー量規制部材とを備えている電子写真用プロセスカートリッジであって、
該現像ローラは、その表面に中空樹脂粒子が付着させられており、該現像ローラと該トナー量規制部材とは該中空樹脂粒子を介して当接しており、かつ、
該中空樹脂粒子は、現像ローラを回転させることによってその表面から脱落することを特徴とする。
【発明の効果】
【0006】
本発明によれば、長期間の放置時(輸送時等)には、現像ローラとトナー量規制部材が中空樹脂粒子を介して当接しているため、現像ローラの表面が塑性変形することを有効に抑制できる。また、中空樹脂粒子は、現像ローラの回転に伴い、トナー量規制部材によってかきとられることにより容易に現像ローラの表面から脱落するため、電子写真画像の形成に影響を与えにくい。
【図面の簡単な説明】
【0007】
【図1】本発明に係る現像ローラの断面図である。
【図2】本発明に係る電子写真用プロセスカートリッジの概略図である。
【図3】本発明に係る画像形成装置の説明図である。
【図4】本発明に係る現像ローラの製造方法の説明図である。
【図5】本発明に係る中空樹脂粒子の説明図である。
【図6】本発明に係る現像ローラの電気抵抗を測定装置の説明図である。
【発明を実施するための形態】
【0008】
本発明者らは、現像ローラとトナー量規制部材の間に硬度が低い中空樹脂粒子を介在させることにより、トナー量規制部材が現像ローラに対する当接圧を分散させることにより、緩和する。これにより、トナー量規制部材が現像ローラに侵入する深さが浅くなり、現像ローラの塑性変形を軽減できることを見出した。また、中空樹脂粒子の高い反発性により、現像ローラの回転に伴い、容易にトナー量規制部材にかきとられる。これにより、粒子が現像ローラ上に残存することにより発生する画像不良を抑えることができることを見出した。以下、本発明につき更に詳しく説明する。
【0009】
(現像ローラ)
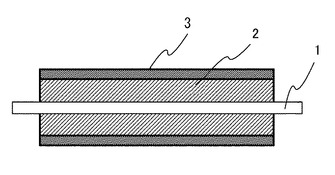
現像ローラとしては、図1に示すように、導電性軸体1の周囲に設けられた弾性層2を有し、その外周に表層としての樹脂層3を有しているものを用いることができる。
【0010】
本発明において、導電性軸体1としては、アルミニウムや鉄、ステンレス(SUS)で外径4〜10mmの円柱体のものが用いられる。前記導電性軸体1の周囲に設けられた弾性層2は、シリコーンゴムやEPDMまたはウレタンのエラストマー、あるいはその他の樹脂が用いられる。弾性層2には、電子導電性物質やイオン導電物質を配合し、体積抵抗率が103乃至1010Ωcm、好ましくは104乃至108Ωcmになるよう調整したものが用いられる。
【0011】
前記弾性層2の基材として、以下のものも用いることができる。天然ゴム、ブチルゴム、ニトリルゴム、ポリイソプレンゴム、ポリブタジエンゴム、スチレン−ブタジエンゴム、エチレン−プロピレンゴム、クロロプレンゴム、アクリルゴム、及びこれらの混合物。これらの中で、低硬度でかつ高反発弾性という特異な特性を有することからシリコーンゴムが好ましく用いられる。
【0012】
弾性層2の外周には表面層としての樹脂層3が形成される。樹脂層3の結着樹脂として、具体的には以下のものを用いることができる。ウレタン樹脂、エポキシ樹脂、ジアリルフタレート樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、フッ素樹脂、ポリプロピレン樹脂、ユリア樹脂、メラミン樹脂、珪素樹脂、ポリエステル樹脂、スチロール系樹脂、アクリル樹脂、酢酸ビニル樹脂、フェノール樹脂、ポリアミド樹脂、繊維素系樹脂、塩化ビニル樹脂、シリコーン樹脂、水系樹脂、及びこれらの混合物。これらの中で、トナーの帯電性や耐磨耗性からポリウレタン樹脂が好ましく用いられる。特に被膜の硬度を小さくでき、特にトナーの帯電性が高いポリエーテルポリウレタン樹脂が好ましい。
【0013】
ポリエーテルポリウレタン樹脂は、公知のポリエーテルポリオールとイソシアネート化合物との反応により得ることができる。ポリエーテルポリオールとしては、例えばポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールが挙げられる。また、これらのポリオール成分は必要に応じて予め2,4−トリレンジイソシアネート(TDI)、1,4ジフェニルメタンジイソシアネート(MDI)、イソホロンジイソシアネート(IPDI)等のイソシアネートにより鎖延長したプレポリマーとしてもよい。
【0014】
これらのポリオール成分と反応させるイソシアネート化合物として具体的には、以下のものが挙げられる。エチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート(HDI)等の脂肪族ポリイソシアネート、イソホロンジイソシアネート(IPDI)、シクロヘキサン1,3−ジイソシアネート、シクロヘキサン1,4−ジイソシアネート等の脂環族ポリイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)の芳香族ポリイソシアネート、及びこれらの変性物や共重合物、そのブロック体。
【0015】
樹脂層3には、現像ローラの表面を粗面化する目的で粗し粒子を添加することができる。粗し粒子として、具体的には以下のものが挙げられる。EPDM、NBR、SBR、CR、シリコーンゴム等のゴム粒子;ポリスチレン、ポリオレフィン、ポリ塩化ビニル、ポリウレタン、ポリエステル、ポリアミド系の熱可塑性エラストマー(TPE)等のエラストマー粒子;PMMA、ウレタン樹脂、フッ素樹脂、シリコーン樹脂、フェノール樹脂、ナフタレン樹脂、フラン樹脂、キシレン樹脂、ジビニルベンゼン重合体、スチレン−ジビニルベンゼン共重合体、ポリアクリロニトリル樹脂等の樹脂粒子。これらを、単独でまたは2種以上組み合わせて用いることができる。
【0016】
現像ローラは、導電性軸体1と、弾性層2と、樹脂層3とを有する。ここで、弾性層2の形成方法としては特に限定されるものではないが、高い寸法精度で弾性層2を形成できることから、型内に弾性材料を注入して弾性層を形成する方法が好ましい。
【0017】
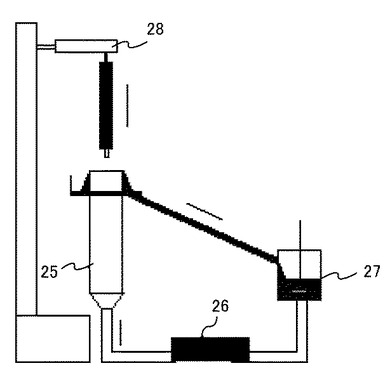
樹脂層3の形成方法も特に限定されるものではないが、安定した表面形状を得られることから、弾性層2の上に塗料をコートする方法が好ましい。特に生産安定性に優れることから特開昭57−5047号公報に記載されているような浸漬槽上端から塗料をオーバーフローさせる浸漬塗工が好ましい。図4はオーバーフロー方式の浸漬塗工の概略図である。25は円筒形の浸漬槽であり、ローラ外形よりも大きな内径を有し、ローラの軸方向長さよりも大きな深さを有している。浸漬槽25の上縁外周には環状の液受け部が設けられており、撹拌タンク27と接続されている。また浸漬槽25の底部は撹拌タンク27と接続されており、撹拌タンク27の塗料は、液送ポンプ26により浸漬槽25の底部に送り込まれる。浸漬槽25の底部に送り込まれた塗料は、浸漬槽25の上端部からオーバーフローして浸漬槽25の上縁外周の液受け部を介して撹拌タンク27に戻る。導電性軸体1上に弾性層2を設けたローラ部材は、昇降装置28に垂直に固定され、浸漬槽25中に浸漬した後に、引き上げることで樹脂層3が形成される。
【0018】
本発明において弾性層2および樹脂層3の電気抵抗を調整するために用いられる電子導電性材料として具体的には、以下のものが挙げられる。ケッチェンブラックEC,アセチレンブラックの導電性カーボン、SAF,ISAF,HAF,FEF,GPF,SRF,FT,MTのゴム用カーボン、酸化処理を施したカラ−(インク)用カーボン、銅、銀、ゲルマニウムの金属及び金属酸化物。この中で、少量で導電性を制御できることからカーボンブラックが好ましい。これら導電性粉体は、通常基材100重量部に対して0.5〜50重量部、特に1〜30重量部の範囲で好適に用いられる。また、導電性材料として用いられるイオン導電性物質として、以下のものが挙げられる。過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウムの無機イオン性導電物質、更に変性脂肪族ジメチルアンモニウムエトサルフェート、ステアリルアンモニウムアセテートの有機イオン性導電物質。
【0019】
弾性層2を形成する材料中への前記抵抗調整材の分散方法としては特に制限されるものではなく、ロール、バンバリーミキサー、加圧ニーダー等の公知の装置を用いて分散することができる。また、樹脂層3を形成するための塗料中への前記抵抗調整剤の分散方法としては特に制限されるものではない。例えば、樹脂材料を適当な有機溶剤に溶解させた溶液中に、前記抵抗調整剤や前記多孔質樹脂粒子等を添加し、サンドグラインダー、サンドミル、ボールミル等の公知の装置を用いて分散することができる。
【0020】
現像ローラの電気抵抗としては、1×105Ω以上、1×107Ω以下が好ましい。すなわち、トナー量規制部材にバイアスを印加したプロセスに使用した場合、電気抵抗値が1×105Ω未満の場合にはブレードバイアスリークが発生しやすく、電気抵抗値が1×107Ωを超える場合には現像ネガゴーストが発生しやすい。
【0021】
(トナー量規制部材)
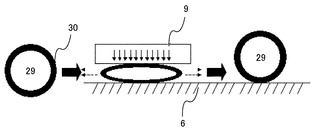
トナー量規制部材は、現像ローラの表面にトナー層を形成するためのものである。材質は特に限定されるものではい。トナー量規制部材にバイアスを印加する場合は、トナー量規制部材は導電性であることが好ましく、リン青銅やステンレス等の金属であることがより好ましい。トナー量規制部材の現像ローラに対する当接圧を、5g/cm以上35g/cm以下にすると、現像ローラ上にトナーをより均一に塗布できるため好ましい。本発明において、現像ローラとトナー量規制部材の当接領域に中空樹脂粒子を介在させることが必要である。図5は中空樹脂粒子の模式図である。略球状の中空樹脂粒子29はトナー量規制部材9の当接圧により圧縮され、断面が楕円状に変形する。この変形により、当接圧が圧縮方向とほぼ90°の方向に分散され、現像ローラにかかる当接圧が緩和される。この緩和作用がトナー量規制部材の当接による、現像ローラの塑性変形を軽減することができる。
【0022】
中空樹脂粒子の外殻30を構成するポリマーは、圧力や熱がかかると、弾性変形と共に、ポリマー分子間のずれにより塑性変形が生じる。一方、空隙を構成する気体は、弾性変形が生じるのみで、塑性変形は生じない。従って、粒子を中空状にすることによって、粒子全体に占める塑性変形の比率を低減することができる。加えて中空樹脂粒子は、外部から加える圧力を開放すると内部の気体の圧力によって、中空樹脂粒子の外殻29を内側から押して、略球状、即ち外殻29の形を元に戻そうとする力が働く。これらの理由により中空樹脂粒子は、中実粒子と比べて、反発性が高くなる。これにより、トナー量規制部材と現像ローラの当接領域に介在する中空樹脂粒子は、カートリッジ使用時の現像ローラの回転時に当接領域から抜け出た際、楕円状から、元の形状の中空樹脂粒子29に戻る。その後、中空樹脂粒子29は、元の形状に戻っているため当接領域に侵入することなく、トナー量規制部材に容易にかきとられ、現像ローラ上から脱落する。従って、中空樹脂粒子が再び当接領域に挟まれることで発生する、スジ状の画像不良を防ぐことができる。一方、中実粒子の場合は、現像ローラとトナー量規制部材との当接領域において、塑性変形が大きいため元の形状に戻りにくい。そのため、中実粒子は現像ローラ回転時にトナー量規制部材にかきとられにくく、画像不良が発生する要因となる場合がある。
【0023】
中空樹脂粒子の微小圧縮硬度としては、0.6×10−4N/μm以上、1.5×10−4N/μm以下が好ましい。現像ローラとトナー量規制部材の当接領域に中空樹脂粒子が介在したときに、当接圧により中空樹脂粒子が楕円状に歪み、当接圧を緩和させる効果を十分に得られるためである。
【0024】
中空樹脂粒子の現像ローラ上の付着量(密度)としては、5×10−9mg/cm2以上、4×10−8mg/cm2以下が好ましい。中空樹脂粒子の介在によりトナー量規制部材の当接圧を十分に緩和させ、トナー量規制部材の現像ローラへの侵入による塑性変形を軽減させることができるためである。
【0025】
ここで、本発明における中空樹脂粒子とは、外殻と1つの空隙から構成される粒子であり、好ましくは粒子全体の体積に対する空隙率が50%以上である。粒子全体の体積に対する空隙率が50%以上である場合、粒子全体に占める塑性変形の比率が低く、反発性が高くなる。これにより、中空樹脂粒子が現像ローラ上から脱落しやすいため好ましい。
【0026】
また、本発明における中空樹脂粒子の材質は前記微小圧縮硬度の範囲を満たすものであればアクリル、ウレタン、シリコーン等いずれでも良く、限られたものではない。
【0027】
また、本発明における中空樹脂粒子の相加平均粒径は、50μm以上150μmであることが好ましい。相加平均粒径が50μm未満の場合はトナー量規制部材の侵入を軽減する効果が得られにくい。また、150μmより大きいの場合は、現像ローラとトナー量規制部材の当接領域において十分な充填密度で中空樹脂粒子の充填することが困難になる。
【0028】
(中空樹脂粒子を介して現像ローラとトナー量規制部材を当接させる方法)
粉体を介して現像ローラとトナー量規制部材が当接していれば、どのような方法を用いてもよいが、現像ローラの表面に粉体を付着させた後に、現像ローラとトナー量規制部材を当接させる方法が最も簡便である。
【0029】
(電子写真用プロセスカートリッジ及び現像方法)
図2に、本発明の電子写真用プロセスカートリッジの概略構成図を示す。図3に本発明の電子写真用プロセスカートリッジに用いた画像形成装置の概略構成図を示す。
【0030】
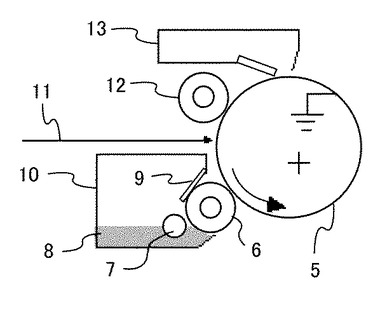
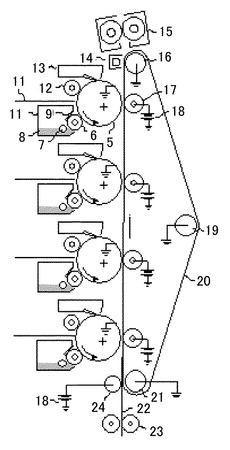
図2の電子写真用プロセスカートリッジは、現像装置10と帯電部材12からなる。現像装置10は、現像ローラ6、トナー塗布部材7、トナー8及びブレードバイアスを印加できるような機構を有するトナー量規制部材9からなる。帯電装置12は、感光ドラム5、クリーニングブレード14、廃トナー容器13、からなる。そして該電子写真用プロセスカートリッジは画像形成装置に脱着可能に装着されるものである。現像装置10は、非磁性一成分のトナー8を収容したトナー容器と、トナー容器内の長手方向に延在する開口部に位置し感光ドラム5と対向設置された現像ローラ6とを備え、感光ドラム5上の静電潜像を現像して可視化するようになっている。感光ドラム5は矢印方向に回転し、感光ドラム5を帯電処理するための帯電部材12によって一様に帯電され、感光ドラム5に静電潜像を書き込む露光手段であるレーザー光11により、その表面に静電潜像が形成される。上記静電潜像は、感光ドラム5に対して接触配置される現像装置10によってトナーを付与されることにより現像され、可視化される。現像は、露光部にトナー像を形成する所謂反転現像を行っている。可視化された感光ドラム5上のトナー像は、転写ローラ17によって記録紙22に転写される。トナー像を転写された記録紙22は、定着装置15により定着処理され、装置外に排紙されプリント動作が終了する。一方、転写されずに感光ドラム上5上に残存したトナーは、感光ドラム5の表面をクリーニングするためのクリーニングブレード14により掻き取られ廃トナー容器13に収納さる。このようにしてクリーニングされた感光ドラム5は次の画像形成にそなえられる。トナー塗布部材7の構造としては、現像ローラ6へのトナー8の供給および未現像トナーの剥ぎ取りの点からスポンジ構造や軸芯体上にレーヨン、ポリアミド等の繊維を植毛したファーブラシ構造のものが好ましい。例えば、軸芯体上にポリウレタンフォームを設けた弾性ローラを用いることができる。トナー塗布部材7の現像ローラ6に対する当接幅としては、1〜8mmが好ましく、現像ローラ6に対してその当接部において相対速度をもたせることが好ましい。
【0031】
以下、本発明における測定方法を示す。
【0032】
<体積抵抗率の測定方法>
弾性層用材料をシート状にして、温度130℃で20分加熱して厚み2.0mmのゴムシートを2枚成形し、その後温度200℃で4時間加熱する。ゴムシートを温度23℃/湿度55%RHの環境に24時間以上放置した。
【0033】
体積抵抗率は、以下の方法で求めた値を採用することができる。
【0034】
・抵抗計:デジタル超高抵抗/微少電流計(商品名8340A、エーディーシー社製);
・測定モード:プログラムモード5(チャージ及びメジャー30秒、ディスチャージ10秒);
・印加電圧:100(V);
・試料箱:レジスティビティ・チェンバ42(エーディーシー社製)、主電極は直径22mm厚さ10mmの金属、ガードリング電極は内径41mm、外径49mm、厚さ10mmの金属。
【0035】
・試験片:上記方法で作製した厚さ2.0mmのゴムシートから直径56mmの試験片を切り出す。切り出した試験片の片面には、その全面にPt−Pd蒸着を行うことで蒸着膜電極(裏面電極)を設け、もう一方の面には同じくPt−Pd蒸着膜により、直径25mmの主電極膜と、内径38mm、外径50mmのガードリング電極膜を同心状に設ける。なお、Pt−Pd蒸着膜は、マイルドスパッタE1030(日立製作所社製)を用い、電流値15mAにて蒸着操作を2分間行って得る。蒸着操作を終了したものを測定サンプルとする。測定時には、直径22mmの主電極を、直径25mmの主電極膜からはみ出さないように置く。また、内径41mmのガードリング電極を、内径38mmで外径50mmのガードリング電極膜からはみ出さないように、該電極膜の上に置いて測定する。測定は、温度23℃/湿度55%RHの環境で行うが、測定に先立って、測定サンプルを、該環境に24時間以上放置しておく。以上の状態で、試験片の体積抵抗(Ω)を測定する。次に、測定した体積抵抗値をRM(Ω)、試験片の厚さをt(cm)とするとき、試験片の体積抵抗率RR(Ω・cm)を、以下の式によって求める。
【0036】
RR(Ω・cm)=π×1.25×1.25×RM(Ω)÷t(cm)
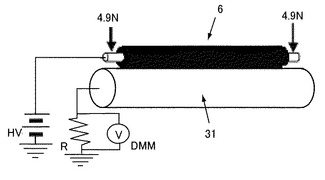
<現像ローラの電気抵抗測定方法>
電気抵抗測定に用いた装置を図6に示す。測定環境は、温度23℃/湿度55%Rhとする。現像ローラ6は、現像ローラの導電性軸体の両端にそれぞれ4.9Nの荷重をかけて直径50mmの金属ドラム29に当接されている。金属ドラム29を不図示の駆動手段により表面速度50mm/secで駆動することにより、現像ローラ6が従動回転される。高圧電源HVから現像ローラの導電性軸体に+50Vの電圧を印加する。金属ローラ29とグランドとの間に配設した既知の電気抵抗(現像ローラの電気抵抗に対して2桁以上電気抵抗が低いもの)を有する抵抗器Rの両端の電位差をデジタルマルチメータ(DMM)(FLUKE社製;189TRUE RMS MULTIMETER)を用いて計測する。次に、計測した電位差と抵抗器の電気抵抗から、現像ローラを介して金属ローラに流れた電流を算出する。そして電流と印加電圧から現像ローラの電気抵抗値を求めた。ここで、デジタルマルチメーターでの測定は、電圧印加2秒後から3秒間サンプリングを行い、その相加平均値を用いて現像ローラの抵抗値を算出する。
【0037】
<トナー量規制部材の現像ローラに対する当接圧の測定方法>
面圧力分布システム(商品名I−SCAN、ニッタ社製)のセンサシートを、現像ローラとトナー量規制部材との当接部に挟み込む形で設置して測定した。センサシートは幅2mmの測定部が3mmの隙間を隔てて並んでいるものを使用した。
【0038】
当接圧は、現像ローラの樹脂層端部から70mm乃至170mmで得られた測定値から換算した。具体的には、20箇所の測定部で得られた圧力を各々測定部の幅(0.2cm)で割り、それら20点の圧の相加平均値を当接圧とした。
【0039】
<中空樹脂粒子の相加平均粒径の測定方法>
中空樹脂粒子の平均粒径は、無作為に200個選んで測定した最大直径の相加平均値とする。最大直径の測定には日立ハイテクノロジー社製のFE−SEM(商品名:S−4800)を使用し、観察・測定を行う。
【0040】
<現像ローラ表面に付着している中空樹脂粒子の付着量の測定方法>
まず、現像ローラと、トナー量規制部材が当接している長手方向の10mmを任意に選び出す。粘着テープ(商品名:スコッチメンディングテープMD−12、住友スリーエム社製)を使用して、現像ローラの表面およびトナー量規制部材の表面に付着している粉体をすべて剥がしとる。粉体が多量に付着し、一度に剥がしとれない場合には、新たに上記の粘着テープを用意し、同様の操作を繰り返すことにより粉体をすべて剥がしとる。このようにして剥がしとった粉体の重量を測定し、重量と面積(10mm×「現像ローラとトナー量規制部材の当接幅」)の比から単位面積あたりに付着している粉体の重量を算出する。測定は任意の5点を測定し、計5点の相加平均値を付着量の値とする。
【0041】
<微小圧縮硬度の測定方法>
本発明における中空樹脂粒子の微小圧縮硬度の測定は、超微小硬度計ENT1100a(エリオニクス社製)にて下記条件で測定を行った。
【0042】
・荷重レンジA;
・試験荷重:0.001N;
・分割数:1000;
・ステップインターバル10msec;
・圧子種:直径20μmの平板状。
【0043】
得られた変位−荷重線図から最大変位(μm)を読み取り、下記式により算出される微小圧縮硬度を本発明における中空樹脂粒子の微小圧縮硬度とした。
【0044】
中空樹脂粒子の微小圧縮硬度=試験荷重0.001(N)/最大変位(μm)
<粉体の円形度の測定方法>
フロー式粒子像測定装置FPIA−2100型(シスメックス社製)を用いて、1000個以上の粉体を測定し、測定された粉体の各々の円形度を下式(1)により求めた。
【0045】
円形度a=L0/L (1)
〔式中、L0は粉体像と同じ投影面積を持つ円の周囲長を示し、Lは512×512の画像処理解像度(0.3μm×0.3μmの画素)で画像処理した時の粉体像の周囲長を示す。〕
以下、本発明を実施例及び比較例を用いて詳細に説明するが、本実施例は本発明を何ら限定するものではない。
【0046】
(現像ローラの作製)
[現像ローラ1の作製]
「弾性層の形成」
SUS304製の直径8mmの導電性軸体1にプライマ−(商品名DY35−051、東レダウコーニングシリコーン社製)を塗布、焼付けた。ついで、導電性軸体1を内径16mmの円筒状金型に同心となるように配置し、下記配合の液状シリコーンゴム組成物を注入した。
【0047】
(液状シリコーンゴム組成物の配合)
・液状シリコーンゴム材料(商品名SE6724A/B、東レ・ダウコーニングシリコーン社製)100質量部
・カーボンブラックトーカブラック(商品名#7360SB、東海カーボン社製)を35質量部(「ト−カブラック\TOKABLACK」は登録商標)
・シリカ粉体を0.2質量部
・白金触媒0.1質量部
続いて、金型を加熱してシリコーンゴムを温度150℃、15分間加硫硬化し、脱型した後、さらに温度200℃、2時間加熱して硬化反応を完結させ、厚み4mmの弾性層2を、導電性軸体1の外周に設けた。
【0048】
「ポリオールの合成」
ポリテトラメチレングリコール(商品名PTG1000SN、保土谷化学社製)100質量部に、イソシアネート化合物(商品名ミリオネートMT、日本ポリウレタン工業社製)20質量部をメチルエチルケトン(MEK)溶媒中で段階的に混合した。混合溶液を、窒素雰囲気下温度80℃にて7時間反応させて、水酸基価が20mgKOH/gのポリエーテルポリオールを作製した。(「ミリオネ−ト\MILLIONATE」は登録商標)
「イソシアネートの合成」
窒素雰囲気下、数平均分子量400のポリプロピレングリコール(商品名エクセノール、旭硝子社製)100質量部に対し、粗製MDI(商品名コスモネートM−200、三井化学ポリウレタン社製)57質量部を温度90℃で2時間加熱反応した。その後、ブチルセロソルブを固形分70%になるように加え、単位固形分質量当たりに含有されるNCO基の質量比率が5.0質量%のイソシアネート化合物を得た。その後、反応物温度50℃の条件下、MEKオキシムを22質量部滴下し、ブロックポリイソシアネートAを得た。(「コスモネ−ト\COSMONATE」は登録商標)
「樹脂層用塗料の作製」
前記ポリオール100質量部と前記ブロックポリイソシアネートA33.4質量部を混合し、混合液の固形分100質量部に対し、カーボンブラック(商品名MA100、三菱化学社製、pH=3.5)30質量部を添加した。次に固形分が35質量%になるようにMEKを加えて混合し、1.5mmの粒径のガラスビーズを用いてサンドミルにて4時間分散して分散液1を作製した。その後、分散液中の固形分と同じ質量のMEK中にPMMA粒子(商品名:MX−1000;Sφ10μm;綜研化学(株)社製)を38質量部加え、超音波分散することにより分散液2を得た。得られた分散液2を分散液1に追加して、サンドミルを用いてさらに30分間分散して、樹脂層用の塗料を得た。
【0049】
「弾性層上への樹脂層の形成」
上記樹脂層用の塗料を、図4に示すオーバーフロー方式の浸漬塗工装置を用いて、前記弾性層上に浸漬塗工した後、常温で乾燥させ、温度150℃にて2時間加熱処理することで、現像ローラ1を得た。
【0050】
[現像ローラ2の作製]
PMMA粒子の添加部数を5質量部に変更した以外は、現像ローラ1と同様に作製した。
【0051】
[現像ローラ3の作製]
PMMA粒子の添加部数を15質量部に変更した以外は、現像ローラ1と同様に作製した。
【0052】
[現像ローラ4の作製]
PMMA粒子の添加部数を75質量部に変更した以外は、現像ローラ1と同様に作製した。
【0053】
[現像ローラ5の作製]
PMMA粒子の添加部数を95質量部に変更した以外は、現像ローラ1と同様に作製した。
【0054】
[中空樹脂粒子を現像ローラ1に付着させる方法]
付着方法として、例えばロートに適量の中空樹脂粒子を少量づつ流し込み、その吐出口を回転している現像ローラ上から、一定の高さで長手方向に往復させつつ、ロートを適度に傾け付着させる方法がある。また、中空樹脂粒子の付着量は現像ローラの回転速度、時間によっても制御できる。尚、本発明における中空樹脂粒子の付着方法は、現像ローラ上に均一に付着できればよく、この方法に限られたものではない。
【0055】
<実施例1>
[画像出力試験]
表面全域に中空樹脂粒子(商品名:エクスパンセル920DE40d30,日本フィライト株式会社製)を上記方法により付着量を1.2×10−8mg/cm2とした現像ローラ1を、レーザプリンタ(商品名:LBP5500)用のカートリッジに組み込んだ。なお、中空樹脂粒子の微小圧縮硬度は1.1×10−4N/μmであった。なお、該カートリッジには以下の改造を施してある。「エクスパンセル」「LBP」は登録商標)
改造点1:トナー量規制部材を、厚さ80μmのSUS304製の金属板に変更した。なお、該部材にはブレードバイアスを印加できるようになっている。
【0056】
改造点2:特開2006−106198の実施例1に記載された重合方法により製造した重量平均粒径6.5μm、円形度0.97である非磁性一成分のマゼンタトナーを充填した。
【0057】
トナー量規制部材の現像ローラに対する当接圧を20g/cmとなるように調整し、温度40℃、湿度95%RHの環境において60日間放置した。高温高湿下での放置終了後、上記のプロセスカートリッジを温度23℃湿度55%RHの環境で1日間放置した。その後、キヤノン製プリンターLBP5500改造機(トナー量規制部材にブレードバイアスを印加できるように改造したもの)に装填し、画像評価を以下のように行った。ここで、現像バイアスに対して−200Vのブレードバイアスをトナー量規制部材9に印加した。
【0058】
温度23℃湿度55%RHの環境で、17枚/分の速度でハーフトーン画像を1枚出力し、以下の基準により画像の評価を行った。結果を表1に示す。
【0059】
<画像評価1:現像ローラの塑性変形に起因する帯状の画像不良評価>
A:目視では、現像ローラの塑性変形に起因する帯状の画像不良が認められない。
【0060】
B:現像ローラの塑性変形に起因する帯状の画像不良が極軽微に認められるが、画像上問題がない。
【0061】
C:現像ローラの塑性変形に起因する帯状の画像不良が認められる。
【0062】
<画像評価2:現像ローラ上の中空樹脂粒子が残留することにより発生するスジ状の画像不良評価>
A:目視では、現像ローラ上に残留する粒子に起因するスジ状の画像不良が認められない。
【0063】
B:現像ローラ上に残留する粒子に起因するスジ状の画像不良が極軽微に認められるが、画像上問題がない。
【0064】
C:現像ローラ上に残留する粒子に起因するスジ状の画像不良が認められる。
【0065】
<実施例2>
実施例1における中空樹脂粒子を(商品名:エクスパンセル551DE40D42;日本フィライト株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0066】
<実施例3>
実施例1における中空樹脂粒子を(商品名:エクスパンセル092DE120d30;日本フィライト株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0067】
<実施例4>
実施例1における中空樹脂粒子を(商品名:マイクロスフェア−F−100;松本油脂製薬株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0068】
<実施例5>
実施例1における中空樹脂粒子を(商品名:マイクロスフェア−F−2;松本油脂製薬株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0069】
<実施例6>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0070】
<実施例7>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0071】
<実施例8>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0072】
<実施例9>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0073】
<実施例10>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0074】
<実施例11>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0075】
<実施例12>
中空樹脂粒子の付着量を3.2×10-9に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0076】
<実施例13>
中空樹脂粒子の付着量を5.1×10-8に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0077】
<実施例14>
中空樹脂粒子の付着量を3.0×10-9に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0078】
<実施例15>
中空樹脂粒子の付着量を5.0×10-8に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0079】
<実施例16>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0080】
<実施例17>
中空樹脂粒子の付着量を3.2×10-9に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0081】
<実施例18>
中空樹脂粒子の付着量を3.2×10-9に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0082】
<実施例19>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0083】
<実施例20>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0084】
<実施例21>
中空樹脂粒子の付着量を5.1×10-8に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0085】
<実施例22>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0086】
<実施例23>
中空樹脂粒子の付着量を5.1×10-8に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0087】
<実施例24〜27>
現像ローラを表1に示すように変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0088】
<比較例1>
中空樹脂粒子をアクリル樹脂粒子である(商品名:MBX20X−5;積水化学工業株式会社製)に変更した以外は実施例1と同様にして比較例1の現像ローラを得た。結果を表1に示す。
【0089】
<比較例2>
中空樹脂粒子を中空ガラス粒子である(商品名:Q−CEL 520FPS;ポッターズ・バロティーニ社製)に変更した以外は実施例1と同様にして比較例2の現像ローラを得た。結果を表1に示す。
【0090】
<比較例3>
現像ローラ表面に中空樹脂粒子を付着させずに実施例1と同様に評価を行った。結果を表1に示す。
【0091】
【表1】

【符号の説明】
【0092】
1 導電性軸体
2 弾性層
3 樹脂層
4 電子写真用プロセスカートリッジ
5 感光ドラム
6 現像ローラ
7 トナー塗布部材
8 トナー
9 トナー量規制部材
10 現像装置
11 レーザー光
12 帯電部材
【技術分野】
【0001】
本発明は複写機、レーザープリンタ等の画像形成装置において用いられる電子写真用プロセスカートリッジ及び現像方法に関するものである。
【背景技術】
【0002】
特許文献1に開示されているように、現像ローラには通常、トナー量規制部材が当接しているが、これに起因する課題として以下のようなものがある。すなわち、電子写真プロセスカートリッジが輸送時や保管時に高温高湿環境に置かれたときに、トナー量規制部材が当接している位置において現像ローラの表面の塑性変形が促進される。そして、表面が大きく塑性変形した現像ローラを用いると、当該塑性変形部に起因して電子写真画像に帯状のスジが生じてしまうことがある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平08−179619号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、高温高湿条件下に長期間放置した場合にも、現像ローラの表面に塑性変形が生じにくい電子写真用プロセスカートリッジを提供することに向けたものである。
【課題を解決するための手段】
【0005】
本発明の一態様に係る電子写真用プロセスカートリッジは、現像ローラと、該該現像ローラ上にトナー層形成するためのトナー量規制部材とを備えている電子写真用プロセスカートリッジであって、
該現像ローラは、その表面に中空樹脂粒子が付着させられており、該現像ローラと該トナー量規制部材とは該中空樹脂粒子を介して当接しており、かつ、
該中空樹脂粒子は、現像ローラを回転させることによってその表面から脱落することを特徴とする。
【発明の効果】
【0006】
本発明によれば、長期間の放置時(輸送時等)には、現像ローラとトナー量規制部材が中空樹脂粒子を介して当接しているため、現像ローラの表面が塑性変形することを有効に抑制できる。また、中空樹脂粒子は、現像ローラの回転に伴い、トナー量規制部材によってかきとられることにより容易に現像ローラの表面から脱落するため、電子写真画像の形成に影響を与えにくい。
【図面の簡単な説明】
【0007】
【図1】本発明に係る現像ローラの断面図である。
【図2】本発明に係る電子写真用プロセスカートリッジの概略図である。
【図3】本発明に係る画像形成装置の説明図である。
【図4】本発明に係る現像ローラの製造方法の説明図である。
【図5】本発明に係る中空樹脂粒子の説明図である。
【図6】本発明に係る現像ローラの電気抵抗を測定装置の説明図である。
【発明を実施するための形態】
【0008】
本発明者らは、現像ローラとトナー量規制部材の間に硬度が低い中空樹脂粒子を介在させることにより、トナー量規制部材が現像ローラに対する当接圧を分散させることにより、緩和する。これにより、トナー量規制部材が現像ローラに侵入する深さが浅くなり、現像ローラの塑性変形を軽減できることを見出した。また、中空樹脂粒子の高い反発性により、現像ローラの回転に伴い、容易にトナー量規制部材にかきとられる。これにより、粒子が現像ローラ上に残存することにより発生する画像不良を抑えることができることを見出した。以下、本発明につき更に詳しく説明する。
【0009】
(現像ローラ)
現像ローラとしては、図1に示すように、導電性軸体1の周囲に設けられた弾性層2を有し、その外周に表層としての樹脂層3を有しているものを用いることができる。
【0010】
本発明において、導電性軸体1としては、アルミニウムや鉄、ステンレス(SUS)で外径4〜10mmの円柱体のものが用いられる。前記導電性軸体1の周囲に設けられた弾性層2は、シリコーンゴムやEPDMまたはウレタンのエラストマー、あるいはその他の樹脂が用いられる。弾性層2には、電子導電性物質やイオン導電物質を配合し、体積抵抗率が103乃至1010Ωcm、好ましくは104乃至108Ωcmになるよう調整したものが用いられる。
【0011】
前記弾性層2の基材として、以下のものも用いることができる。天然ゴム、ブチルゴム、ニトリルゴム、ポリイソプレンゴム、ポリブタジエンゴム、スチレン−ブタジエンゴム、エチレン−プロピレンゴム、クロロプレンゴム、アクリルゴム、及びこれらの混合物。これらの中で、低硬度でかつ高反発弾性という特異な特性を有することからシリコーンゴムが好ましく用いられる。
【0012】
弾性層2の外周には表面層としての樹脂層3が形成される。樹脂層3の結着樹脂として、具体的には以下のものを用いることができる。ウレタン樹脂、エポキシ樹脂、ジアリルフタレート樹脂、ポリエチレン樹脂、ポリカーボネート樹脂、フッ素樹脂、ポリプロピレン樹脂、ユリア樹脂、メラミン樹脂、珪素樹脂、ポリエステル樹脂、スチロール系樹脂、アクリル樹脂、酢酸ビニル樹脂、フェノール樹脂、ポリアミド樹脂、繊維素系樹脂、塩化ビニル樹脂、シリコーン樹脂、水系樹脂、及びこれらの混合物。これらの中で、トナーの帯電性や耐磨耗性からポリウレタン樹脂が好ましく用いられる。特に被膜の硬度を小さくでき、特にトナーの帯電性が高いポリエーテルポリウレタン樹脂が好ましい。
【0013】
ポリエーテルポリウレタン樹脂は、公知のポリエーテルポリオールとイソシアネート化合物との反応により得ることができる。ポリエーテルポリオールとしては、例えばポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールが挙げられる。また、これらのポリオール成分は必要に応じて予め2,4−トリレンジイソシアネート(TDI)、1,4ジフェニルメタンジイソシアネート(MDI)、イソホロンジイソシアネート(IPDI)等のイソシアネートにより鎖延長したプレポリマーとしてもよい。
【0014】
これらのポリオール成分と反応させるイソシアネート化合物として具体的には、以下のものが挙げられる。エチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート(HDI)等の脂肪族ポリイソシアネート、イソホロンジイソシアネート(IPDI)、シクロヘキサン1,3−ジイソシアネート、シクロヘキサン1,4−ジイソシアネート等の脂環族ポリイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)の芳香族ポリイソシアネート、及びこれらの変性物や共重合物、そのブロック体。
【0015】
樹脂層3には、現像ローラの表面を粗面化する目的で粗し粒子を添加することができる。粗し粒子として、具体的には以下のものが挙げられる。EPDM、NBR、SBR、CR、シリコーンゴム等のゴム粒子;ポリスチレン、ポリオレフィン、ポリ塩化ビニル、ポリウレタン、ポリエステル、ポリアミド系の熱可塑性エラストマー(TPE)等のエラストマー粒子;PMMA、ウレタン樹脂、フッ素樹脂、シリコーン樹脂、フェノール樹脂、ナフタレン樹脂、フラン樹脂、キシレン樹脂、ジビニルベンゼン重合体、スチレン−ジビニルベンゼン共重合体、ポリアクリロニトリル樹脂等の樹脂粒子。これらを、単独でまたは2種以上組み合わせて用いることができる。
【0016】
現像ローラは、導電性軸体1と、弾性層2と、樹脂層3とを有する。ここで、弾性層2の形成方法としては特に限定されるものではないが、高い寸法精度で弾性層2を形成できることから、型内に弾性材料を注入して弾性層を形成する方法が好ましい。
【0017】
樹脂層3の形成方法も特に限定されるものではないが、安定した表面形状を得られることから、弾性層2の上に塗料をコートする方法が好ましい。特に生産安定性に優れることから特開昭57−5047号公報に記載されているような浸漬槽上端から塗料をオーバーフローさせる浸漬塗工が好ましい。図4はオーバーフロー方式の浸漬塗工の概略図である。25は円筒形の浸漬槽であり、ローラ外形よりも大きな内径を有し、ローラの軸方向長さよりも大きな深さを有している。浸漬槽25の上縁外周には環状の液受け部が設けられており、撹拌タンク27と接続されている。また浸漬槽25の底部は撹拌タンク27と接続されており、撹拌タンク27の塗料は、液送ポンプ26により浸漬槽25の底部に送り込まれる。浸漬槽25の底部に送り込まれた塗料は、浸漬槽25の上端部からオーバーフローして浸漬槽25の上縁外周の液受け部を介して撹拌タンク27に戻る。導電性軸体1上に弾性層2を設けたローラ部材は、昇降装置28に垂直に固定され、浸漬槽25中に浸漬した後に、引き上げることで樹脂層3が形成される。
【0018】
本発明において弾性層2および樹脂層3の電気抵抗を調整するために用いられる電子導電性材料として具体的には、以下のものが挙げられる。ケッチェンブラックEC,アセチレンブラックの導電性カーボン、SAF,ISAF,HAF,FEF,GPF,SRF,FT,MTのゴム用カーボン、酸化処理を施したカラ−(インク)用カーボン、銅、銀、ゲルマニウムの金属及び金属酸化物。この中で、少量で導電性を制御できることからカーボンブラックが好ましい。これら導電性粉体は、通常基材100重量部に対して0.5〜50重量部、特に1〜30重量部の範囲で好適に用いられる。また、導電性材料として用いられるイオン導電性物質として、以下のものが挙げられる。過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、塩化リチウムの無機イオン性導電物質、更に変性脂肪族ジメチルアンモニウムエトサルフェート、ステアリルアンモニウムアセテートの有機イオン性導電物質。
【0019】
弾性層2を形成する材料中への前記抵抗調整材の分散方法としては特に制限されるものではなく、ロール、バンバリーミキサー、加圧ニーダー等の公知の装置を用いて分散することができる。また、樹脂層3を形成するための塗料中への前記抵抗調整剤の分散方法としては特に制限されるものではない。例えば、樹脂材料を適当な有機溶剤に溶解させた溶液中に、前記抵抗調整剤や前記多孔質樹脂粒子等を添加し、サンドグラインダー、サンドミル、ボールミル等の公知の装置を用いて分散することができる。
【0020】
現像ローラの電気抵抗としては、1×105Ω以上、1×107Ω以下が好ましい。すなわち、トナー量規制部材にバイアスを印加したプロセスに使用した場合、電気抵抗値が1×105Ω未満の場合にはブレードバイアスリークが発生しやすく、電気抵抗値が1×107Ωを超える場合には現像ネガゴーストが発生しやすい。
【0021】
(トナー量規制部材)
トナー量規制部材は、現像ローラの表面にトナー層を形成するためのものである。材質は特に限定されるものではい。トナー量規制部材にバイアスを印加する場合は、トナー量規制部材は導電性であることが好ましく、リン青銅やステンレス等の金属であることがより好ましい。トナー量規制部材の現像ローラに対する当接圧を、5g/cm以上35g/cm以下にすると、現像ローラ上にトナーをより均一に塗布できるため好ましい。本発明において、現像ローラとトナー量規制部材の当接領域に中空樹脂粒子を介在させることが必要である。図5は中空樹脂粒子の模式図である。略球状の中空樹脂粒子29はトナー量規制部材9の当接圧により圧縮され、断面が楕円状に変形する。この変形により、当接圧が圧縮方向とほぼ90°の方向に分散され、現像ローラにかかる当接圧が緩和される。この緩和作用がトナー量規制部材の当接による、現像ローラの塑性変形を軽減することができる。
【0022】
中空樹脂粒子の外殻30を構成するポリマーは、圧力や熱がかかると、弾性変形と共に、ポリマー分子間のずれにより塑性変形が生じる。一方、空隙を構成する気体は、弾性変形が生じるのみで、塑性変形は生じない。従って、粒子を中空状にすることによって、粒子全体に占める塑性変形の比率を低減することができる。加えて中空樹脂粒子は、外部から加える圧力を開放すると内部の気体の圧力によって、中空樹脂粒子の外殻29を内側から押して、略球状、即ち外殻29の形を元に戻そうとする力が働く。これらの理由により中空樹脂粒子は、中実粒子と比べて、反発性が高くなる。これにより、トナー量規制部材と現像ローラの当接領域に介在する中空樹脂粒子は、カートリッジ使用時の現像ローラの回転時に当接領域から抜け出た際、楕円状から、元の形状の中空樹脂粒子29に戻る。その後、中空樹脂粒子29は、元の形状に戻っているため当接領域に侵入することなく、トナー量規制部材に容易にかきとられ、現像ローラ上から脱落する。従って、中空樹脂粒子が再び当接領域に挟まれることで発生する、スジ状の画像不良を防ぐことができる。一方、中実粒子の場合は、現像ローラとトナー量規制部材との当接領域において、塑性変形が大きいため元の形状に戻りにくい。そのため、中実粒子は現像ローラ回転時にトナー量規制部材にかきとられにくく、画像不良が発生する要因となる場合がある。
【0023】
中空樹脂粒子の微小圧縮硬度としては、0.6×10−4N/μm以上、1.5×10−4N/μm以下が好ましい。現像ローラとトナー量規制部材の当接領域に中空樹脂粒子が介在したときに、当接圧により中空樹脂粒子が楕円状に歪み、当接圧を緩和させる効果を十分に得られるためである。
【0024】
中空樹脂粒子の現像ローラ上の付着量(密度)としては、5×10−9mg/cm2以上、4×10−8mg/cm2以下が好ましい。中空樹脂粒子の介在によりトナー量規制部材の当接圧を十分に緩和させ、トナー量規制部材の現像ローラへの侵入による塑性変形を軽減させることができるためである。
【0025】
ここで、本発明における中空樹脂粒子とは、外殻と1つの空隙から構成される粒子であり、好ましくは粒子全体の体積に対する空隙率が50%以上である。粒子全体の体積に対する空隙率が50%以上である場合、粒子全体に占める塑性変形の比率が低く、反発性が高くなる。これにより、中空樹脂粒子が現像ローラ上から脱落しやすいため好ましい。
【0026】
また、本発明における中空樹脂粒子の材質は前記微小圧縮硬度の範囲を満たすものであればアクリル、ウレタン、シリコーン等いずれでも良く、限られたものではない。
【0027】
また、本発明における中空樹脂粒子の相加平均粒径は、50μm以上150μmであることが好ましい。相加平均粒径が50μm未満の場合はトナー量規制部材の侵入を軽減する効果が得られにくい。また、150μmより大きいの場合は、現像ローラとトナー量規制部材の当接領域において十分な充填密度で中空樹脂粒子の充填することが困難になる。
【0028】
(中空樹脂粒子を介して現像ローラとトナー量規制部材を当接させる方法)
粉体を介して現像ローラとトナー量規制部材が当接していれば、どのような方法を用いてもよいが、現像ローラの表面に粉体を付着させた後に、現像ローラとトナー量規制部材を当接させる方法が最も簡便である。
【0029】
(電子写真用プロセスカートリッジ及び現像方法)
図2に、本発明の電子写真用プロセスカートリッジの概略構成図を示す。図3に本発明の電子写真用プロセスカートリッジに用いた画像形成装置の概略構成図を示す。
【0030】
図2の電子写真用プロセスカートリッジは、現像装置10と帯電部材12からなる。現像装置10は、現像ローラ6、トナー塗布部材7、トナー8及びブレードバイアスを印加できるような機構を有するトナー量規制部材9からなる。帯電装置12は、感光ドラム5、クリーニングブレード14、廃トナー容器13、からなる。そして該電子写真用プロセスカートリッジは画像形成装置に脱着可能に装着されるものである。現像装置10は、非磁性一成分のトナー8を収容したトナー容器と、トナー容器内の長手方向に延在する開口部に位置し感光ドラム5と対向設置された現像ローラ6とを備え、感光ドラム5上の静電潜像を現像して可視化するようになっている。感光ドラム5は矢印方向に回転し、感光ドラム5を帯電処理するための帯電部材12によって一様に帯電され、感光ドラム5に静電潜像を書き込む露光手段であるレーザー光11により、その表面に静電潜像が形成される。上記静電潜像は、感光ドラム5に対して接触配置される現像装置10によってトナーを付与されることにより現像され、可視化される。現像は、露光部にトナー像を形成する所謂反転現像を行っている。可視化された感光ドラム5上のトナー像は、転写ローラ17によって記録紙22に転写される。トナー像を転写された記録紙22は、定着装置15により定着処理され、装置外に排紙されプリント動作が終了する。一方、転写されずに感光ドラム上5上に残存したトナーは、感光ドラム5の表面をクリーニングするためのクリーニングブレード14により掻き取られ廃トナー容器13に収納さる。このようにしてクリーニングされた感光ドラム5は次の画像形成にそなえられる。トナー塗布部材7の構造としては、現像ローラ6へのトナー8の供給および未現像トナーの剥ぎ取りの点からスポンジ構造や軸芯体上にレーヨン、ポリアミド等の繊維を植毛したファーブラシ構造のものが好ましい。例えば、軸芯体上にポリウレタンフォームを設けた弾性ローラを用いることができる。トナー塗布部材7の現像ローラ6に対する当接幅としては、1〜8mmが好ましく、現像ローラ6に対してその当接部において相対速度をもたせることが好ましい。
【0031】
以下、本発明における測定方法を示す。
【0032】
<体積抵抗率の測定方法>
弾性層用材料をシート状にして、温度130℃で20分加熱して厚み2.0mmのゴムシートを2枚成形し、その後温度200℃で4時間加熱する。ゴムシートを温度23℃/湿度55%RHの環境に24時間以上放置した。
【0033】
体積抵抗率は、以下の方法で求めた値を採用することができる。
【0034】
・抵抗計:デジタル超高抵抗/微少電流計(商品名8340A、エーディーシー社製);
・測定モード:プログラムモード5(チャージ及びメジャー30秒、ディスチャージ10秒);
・印加電圧:100(V);
・試料箱:レジスティビティ・チェンバ42(エーディーシー社製)、主電極は直径22mm厚さ10mmの金属、ガードリング電極は内径41mm、外径49mm、厚さ10mmの金属。
【0035】
・試験片:上記方法で作製した厚さ2.0mmのゴムシートから直径56mmの試験片を切り出す。切り出した試験片の片面には、その全面にPt−Pd蒸着を行うことで蒸着膜電極(裏面電極)を設け、もう一方の面には同じくPt−Pd蒸着膜により、直径25mmの主電極膜と、内径38mm、外径50mmのガードリング電極膜を同心状に設ける。なお、Pt−Pd蒸着膜は、マイルドスパッタE1030(日立製作所社製)を用い、電流値15mAにて蒸着操作を2分間行って得る。蒸着操作を終了したものを測定サンプルとする。測定時には、直径22mmの主電極を、直径25mmの主電極膜からはみ出さないように置く。また、内径41mmのガードリング電極を、内径38mmで外径50mmのガードリング電極膜からはみ出さないように、該電極膜の上に置いて測定する。測定は、温度23℃/湿度55%RHの環境で行うが、測定に先立って、測定サンプルを、該環境に24時間以上放置しておく。以上の状態で、試験片の体積抵抗(Ω)を測定する。次に、測定した体積抵抗値をRM(Ω)、試験片の厚さをt(cm)とするとき、試験片の体積抵抗率RR(Ω・cm)を、以下の式によって求める。
【0036】
RR(Ω・cm)=π×1.25×1.25×RM(Ω)÷t(cm)
<現像ローラの電気抵抗測定方法>
電気抵抗測定に用いた装置を図6に示す。測定環境は、温度23℃/湿度55%Rhとする。現像ローラ6は、現像ローラの導電性軸体の両端にそれぞれ4.9Nの荷重をかけて直径50mmの金属ドラム29に当接されている。金属ドラム29を不図示の駆動手段により表面速度50mm/secで駆動することにより、現像ローラ6が従動回転される。高圧電源HVから現像ローラの導電性軸体に+50Vの電圧を印加する。金属ローラ29とグランドとの間に配設した既知の電気抵抗(現像ローラの電気抵抗に対して2桁以上電気抵抗が低いもの)を有する抵抗器Rの両端の電位差をデジタルマルチメータ(DMM)(FLUKE社製;189TRUE RMS MULTIMETER)を用いて計測する。次に、計測した電位差と抵抗器の電気抵抗から、現像ローラを介して金属ローラに流れた電流を算出する。そして電流と印加電圧から現像ローラの電気抵抗値を求めた。ここで、デジタルマルチメーターでの測定は、電圧印加2秒後から3秒間サンプリングを行い、その相加平均値を用いて現像ローラの抵抗値を算出する。
【0037】
<トナー量規制部材の現像ローラに対する当接圧の測定方法>
面圧力分布システム(商品名I−SCAN、ニッタ社製)のセンサシートを、現像ローラとトナー量規制部材との当接部に挟み込む形で設置して測定した。センサシートは幅2mmの測定部が3mmの隙間を隔てて並んでいるものを使用した。
【0038】
当接圧は、現像ローラの樹脂層端部から70mm乃至170mmで得られた測定値から換算した。具体的には、20箇所の測定部で得られた圧力を各々測定部の幅(0.2cm)で割り、それら20点の圧の相加平均値を当接圧とした。
【0039】
<中空樹脂粒子の相加平均粒径の測定方法>
中空樹脂粒子の平均粒径は、無作為に200個選んで測定した最大直径の相加平均値とする。最大直径の測定には日立ハイテクノロジー社製のFE−SEM(商品名:S−4800)を使用し、観察・測定を行う。
【0040】
<現像ローラ表面に付着している中空樹脂粒子の付着量の測定方法>
まず、現像ローラと、トナー量規制部材が当接している長手方向の10mmを任意に選び出す。粘着テープ(商品名:スコッチメンディングテープMD−12、住友スリーエム社製)を使用して、現像ローラの表面およびトナー量規制部材の表面に付着している粉体をすべて剥がしとる。粉体が多量に付着し、一度に剥がしとれない場合には、新たに上記の粘着テープを用意し、同様の操作を繰り返すことにより粉体をすべて剥がしとる。このようにして剥がしとった粉体の重量を測定し、重量と面積(10mm×「現像ローラとトナー量規制部材の当接幅」)の比から単位面積あたりに付着している粉体の重量を算出する。測定は任意の5点を測定し、計5点の相加平均値を付着量の値とする。
【0041】
<微小圧縮硬度の測定方法>
本発明における中空樹脂粒子の微小圧縮硬度の測定は、超微小硬度計ENT1100a(エリオニクス社製)にて下記条件で測定を行った。
【0042】
・荷重レンジA;
・試験荷重:0.001N;
・分割数:1000;
・ステップインターバル10msec;
・圧子種:直径20μmの平板状。
【0043】
得られた変位−荷重線図から最大変位(μm)を読み取り、下記式により算出される微小圧縮硬度を本発明における中空樹脂粒子の微小圧縮硬度とした。
【0044】
中空樹脂粒子の微小圧縮硬度=試験荷重0.001(N)/最大変位(μm)
<粉体の円形度の測定方法>
フロー式粒子像測定装置FPIA−2100型(シスメックス社製)を用いて、1000個以上の粉体を測定し、測定された粉体の各々の円形度を下式(1)により求めた。
【0045】
円形度a=L0/L (1)
〔式中、L0は粉体像と同じ投影面積を持つ円の周囲長を示し、Lは512×512の画像処理解像度(0.3μm×0.3μmの画素)で画像処理した時の粉体像の周囲長を示す。〕
以下、本発明を実施例及び比較例を用いて詳細に説明するが、本実施例は本発明を何ら限定するものではない。
【0046】
(現像ローラの作製)
[現像ローラ1の作製]
「弾性層の形成」
SUS304製の直径8mmの導電性軸体1にプライマ−(商品名DY35−051、東レダウコーニングシリコーン社製)を塗布、焼付けた。ついで、導電性軸体1を内径16mmの円筒状金型に同心となるように配置し、下記配合の液状シリコーンゴム組成物を注入した。
【0047】
(液状シリコーンゴム組成物の配合)
・液状シリコーンゴム材料(商品名SE6724A/B、東レ・ダウコーニングシリコーン社製)100質量部
・カーボンブラックトーカブラック(商品名#7360SB、東海カーボン社製)を35質量部(「ト−カブラック\TOKABLACK」は登録商標)
・シリカ粉体を0.2質量部
・白金触媒0.1質量部
続いて、金型を加熱してシリコーンゴムを温度150℃、15分間加硫硬化し、脱型した後、さらに温度200℃、2時間加熱して硬化反応を完結させ、厚み4mmの弾性層2を、導電性軸体1の外周に設けた。
【0048】
「ポリオールの合成」
ポリテトラメチレングリコール(商品名PTG1000SN、保土谷化学社製)100質量部に、イソシアネート化合物(商品名ミリオネートMT、日本ポリウレタン工業社製)20質量部をメチルエチルケトン(MEK)溶媒中で段階的に混合した。混合溶液を、窒素雰囲気下温度80℃にて7時間反応させて、水酸基価が20mgKOH/gのポリエーテルポリオールを作製した。(「ミリオネ−ト\MILLIONATE」は登録商標)
「イソシアネートの合成」
窒素雰囲気下、数平均分子量400のポリプロピレングリコール(商品名エクセノール、旭硝子社製)100質量部に対し、粗製MDI(商品名コスモネートM−200、三井化学ポリウレタン社製)57質量部を温度90℃で2時間加熱反応した。その後、ブチルセロソルブを固形分70%になるように加え、単位固形分質量当たりに含有されるNCO基の質量比率が5.0質量%のイソシアネート化合物を得た。その後、反応物温度50℃の条件下、MEKオキシムを22質量部滴下し、ブロックポリイソシアネートAを得た。(「コスモネ−ト\COSMONATE」は登録商標)
「樹脂層用塗料の作製」
前記ポリオール100質量部と前記ブロックポリイソシアネートA33.4質量部を混合し、混合液の固形分100質量部に対し、カーボンブラック(商品名MA100、三菱化学社製、pH=3.5)30質量部を添加した。次に固形分が35質量%になるようにMEKを加えて混合し、1.5mmの粒径のガラスビーズを用いてサンドミルにて4時間分散して分散液1を作製した。その後、分散液中の固形分と同じ質量のMEK中にPMMA粒子(商品名:MX−1000;Sφ10μm;綜研化学(株)社製)を38質量部加え、超音波分散することにより分散液2を得た。得られた分散液2を分散液1に追加して、サンドミルを用いてさらに30分間分散して、樹脂層用の塗料を得た。
【0049】
「弾性層上への樹脂層の形成」
上記樹脂層用の塗料を、図4に示すオーバーフロー方式の浸漬塗工装置を用いて、前記弾性層上に浸漬塗工した後、常温で乾燥させ、温度150℃にて2時間加熱処理することで、現像ローラ1を得た。
【0050】
[現像ローラ2の作製]
PMMA粒子の添加部数を5質量部に変更した以外は、現像ローラ1と同様に作製した。
【0051】
[現像ローラ3の作製]
PMMA粒子の添加部数を15質量部に変更した以外は、現像ローラ1と同様に作製した。
【0052】
[現像ローラ4の作製]
PMMA粒子の添加部数を75質量部に変更した以外は、現像ローラ1と同様に作製した。
【0053】
[現像ローラ5の作製]
PMMA粒子の添加部数を95質量部に変更した以外は、現像ローラ1と同様に作製した。
【0054】
[中空樹脂粒子を現像ローラ1に付着させる方法]
付着方法として、例えばロートに適量の中空樹脂粒子を少量づつ流し込み、その吐出口を回転している現像ローラ上から、一定の高さで長手方向に往復させつつ、ロートを適度に傾け付着させる方法がある。また、中空樹脂粒子の付着量は現像ローラの回転速度、時間によっても制御できる。尚、本発明における中空樹脂粒子の付着方法は、現像ローラ上に均一に付着できればよく、この方法に限られたものではない。
【0055】
<実施例1>
[画像出力試験]
表面全域に中空樹脂粒子(商品名:エクスパンセル920DE40d30,日本フィライト株式会社製)を上記方法により付着量を1.2×10−8mg/cm2とした現像ローラ1を、レーザプリンタ(商品名:LBP5500)用のカートリッジに組み込んだ。なお、中空樹脂粒子の微小圧縮硬度は1.1×10−4N/μmであった。なお、該カートリッジには以下の改造を施してある。「エクスパンセル」「LBP」は登録商標)
改造点1:トナー量規制部材を、厚さ80μmのSUS304製の金属板に変更した。なお、該部材にはブレードバイアスを印加できるようになっている。
【0056】
改造点2:特開2006−106198の実施例1に記載された重合方法により製造した重量平均粒径6.5μm、円形度0.97である非磁性一成分のマゼンタトナーを充填した。
【0057】
トナー量規制部材の現像ローラに対する当接圧を20g/cmとなるように調整し、温度40℃、湿度95%RHの環境において60日間放置した。高温高湿下での放置終了後、上記のプロセスカートリッジを温度23℃湿度55%RHの環境で1日間放置した。その後、キヤノン製プリンターLBP5500改造機(トナー量規制部材にブレードバイアスを印加できるように改造したもの)に装填し、画像評価を以下のように行った。ここで、現像バイアスに対して−200Vのブレードバイアスをトナー量規制部材9に印加した。
【0058】
温度23℃湿度55%RHの環境で、17枚/分の速度でハーフトーン画像を1枚出力し、以下の基準により画像の評価を行った。結果を表1に示す。
【0059】
<画像評価1:現像ローラの塑性変形に起因する帯状の画像不良評価>
A:目視では、現像ローラの塑性変形に起因する帯状の画像不良が認められない。
【0060】
B:現像ローラの塑性変形に起因する帯状の画像不良が極軽微に認められるが、画像上問題がない。
【0061】
C:現像ローラの塑性変形に起因する帯状の画像不良が認められる。
【0062】
<画像評価2:現像ローラ上の中空樹脂粒子が残留することにより発生するスジ状の画像不良評価>
A:目視では、現像ローラ上に残留する粒子に起因するスジ状の画像不良が認められない。
【0063】
B:現像ローラ上に残留する粒子に起因するスジ状の画像不良が極軽微に認められるが、画像上問題がない。
【0064】
C:現像ローラ上に残留する粒子に起因するスジ状の画像不良が認められる。
【0065】
<実施例2>
実施例1における中空樹脂粒子を(商品名:エクスパンセル551DE40D42;日本フィライト株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0066】
<実施例3>
実施例1における中空樹脂粒子を(商品名:エクスパンセル092DE120d30;日本フィライト株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0067】
<実施例4>
実施例1における中空樹脂粒子を(商品名:マイクロスフェア−F−100;松本油脂製薬株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0068】
<実施例5>
実施例1における中空樹脂粒子を(商品名:マイクロスフェア−F−2;松本油脂製薬株式会社製)に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0069】
<実施例6>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0070】
<実施例7>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0071】
<実施例8>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0072】
<実施例9>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0073】
<実施例10>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0074】
<実施例11>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0075】
<実施例12>
中空樹脂粒子の付着量を3.2×10-9に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0076】
<実施例13>
中空樹脂粒子の付着量を5.1×10-8に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0077】
<実施例14>
中空樹脂粒子の付着量を3.0×10-9に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0078】
<実施例15>
中空樹脂粒子の付着量を5.0×10-8に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0079】
<実施例16>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0080】
<実施例17>
中空樹脂粒子の付着量を3.2×10-9に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0081】
<実施例18>
中空樹脂粒子の付着量を3.2×10-9に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0082】
<実施例19>
中空樹脂粒子の付着量を5.0×10-9に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0083】
<実施例20>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例4と同様に評価を行った。結果を表1に示す。
【0084】
<実施例21>
中空樹脂粒子の付着量を5.1×10-8に変更した以外は実施例2と同様に評価を行った。結果を表1に示す。
【0085】
<実施例22>
中空樹脂粒子の付着量を4.0×10-8に変更した以外は実施例5と同様に評価を行った。結果を表1に示す。
【0086】
<実施例23>
中空樹脂粒子の付着量を5.1×10-8に変更した以外は実施例3と同様に評価を行った。結果を表1に示す。
【0087】
<実施例24〜27>
現像ローラを表1に示すように変更した以外は実施例1と同様に評価を行った。結果を表1に示す。
【0088】
<比較例1>
中空樹脂粒子をアクリル樹脂粒子である(商品名:MBX20X−5;積水化学工業株式会社製)に変更した以外は実施例1と同様にして比較例1の現像ローラを得た。結果を表1に示す。
【0089】
<比較例2>
中空樹脂粒子を中空ガラス粒子である(商品名:Q−CEL 520FPS;ポッターズ・バロティーニ社製)に変更した以外は実施例1と同様にして比較例2の現像ローラを得た。結果を表1に示す。
【0090】
<比較例3>
現像ローラ表面に中空樹脂粒子を付着させずに実施例1と同様に評価を行った。結果を表1に示す。
【0091】
【表1】
【符号の説明】
【0092】
1 導電性軸体
2 弾性層
3 樹脂層
4 電子写真用プロセスカートリッジ
5 感光ドラム
6 現像ローラ
7 トナー塗布部材
8 トナー
9 トナー量規制部材
10 現像装置
11 レーザー光
12 帯電部材
【特許請求の範囲】
【請求項1】
弾性層を有する現像ローラと、該現像ローラの表面にトナーの層を形成するためのトナー量規制部材とを備えている電子写真用プロセスカートリッジであって、
該現像ローラは、その表面に中空樹脂粒子が付着させられており、該現像ローラと該トナー量規制部材とは該中空樹脂粒子を介して当接しており、かつ、
該中空樹脂粒子は、現像ローラを回転させることによってその表面から脱落することを特徴とする電子写真用プロセスカートリッジ。
【請求項2】
前記中空樹脂粒子の微小圧縮硬度が0.6×10−4N/μm以上、1.5×10−4N/μm以下である請求項1に記載の電子写真用プロセスカートリッジ。
【請求項3】
前記中空樹脂粒子が該現像ローラの表面に、5×10−9mg/cm2以上、4×10−8mg/cm2以下の密度で付着させられている請求項1または請求項2に記載の電子写真用プロセスカートリッジ。
【請求項1】
弾性層を有する現像ローラと、該現像ローラの表面にトナーの層を形成するためのトナー量規制部材とを備えている電子写真用プロセスカートリッジであって、
該現像ローラは、その表面に中空樹脂粒子が付着させられており、該現像ローラと該トナー量規制部材とは該中空樹脂粒子を介して当接しており、かつ、
該中空樹脂粒子は、現像ローラを回転させることによってその表面から脱落することを特徴とする電子写真用プロセスカートリッジ。
【請求項2】
前記中空樹脂粒子の微小圧縮硬度が0.6×10−4N/μm以上、1.5×10−4N/μm以下である請求項1に記載の電子写真用プロセスカートリッジ。
【請求項3】
前記中空樹脂粒子が該現像ローラの表面に、5×10−9mg/cm2以上、4×10−8mg/cm2以下の密度で付着させられている請求項1または請求項2に記載の電子写真用プロセスカートリッジ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−28044(P2011−28044A)
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2009−174399(P2009−174399)
【出願日】平成21年7月27日(2009.7.27)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成21年7月27日(2009.7.27)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]