
電子写真用ローラの製造方法及び電子写真用ローラ
【課題】 ローラ状の被塗工物(基層ローラ)を長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に塗膜(表面層)を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することにある。
【解決手段】 液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜を形成する方法であって、引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法、この電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラ。
【解決手段】 液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜を形成する方法であって、引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法、この電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリンターや複写機等の電子写真装置に使用される、現像ローラ、帯電ローラ、転写ローラ、定着ローラ、加圧ローラ、クリーニングローラ、除電ローラ、給紙ローラ、搬送ローラ等の製造過程において、浸漬塗工を行う工程がある電子写真用ローラの製造方法及び電子写真用ローラに関するものである。
【背景技術】
【0002】
近年、電子写真のカラー化及び高画質化のニーズが高まり、電子写真用ローラの外形寸法の高精度化やローラ表面の塗工欠陥(ムラやスジ等)の撲滅が厳しく要求されている。例えば、感光体表面に対し接触式現像ローラや接触式帯電ローラは、外形寸法が精確でないと、感光体とローラ間のニップ幅やニップ力に変動が生じ画像ムラ等の画像欠陥が発生する。また、ローラ表面に塗工欠陥が存在すると、トナー搬送ムラや不均一帯電となり、これも画像欠陥が発生する結果となる。
【0003】
一般に、電子写真装置に使用される電子写真用ローラは、円柱状又は中空円筒状の軸芯体(芯金)の外周面に、ゴム・プラスチックのソリッド層又はそれらの発泡層から成る基層ローラが形成され、この基層ローラの外周面に塗工液を塗布して成る塗膜(表面層)が積層された構成となっている。ここで、ゴム・プラスチック成形体からなる部分を基層ローラといい、芯金は含まないものとする。
【0004】
表面層を作製する方法としては塗工(コーティング)が用いられる。具体的には浸漬(ディップ)塗工やロールコート、スプレー塗工等の方法が用いられ数μm〜数百μmの樹脂製の表面層が形成される。中でも図3に示すように均一な表面層を形成することに優れている、基層ローラの長手方向を鉛直にして浸漬した後、引上げる浸漬塗工が用いられることが多い。
【0005】
ところで、一定速度で引上げる浸漬塗工により、ほぼ均一外形の基層ローラに表面層を形成する場合には、塗料中から引上げた基層ローラの下端部側に未乾燥の塗料が流下し、上端部の膜厚よりも下端部の膜厚が厚くなる傾向にあり、結果、ローラ外形寸法が上端部側と下端部側で異なる問題があった。
【0006】
これを解決する手段として、例えば、引上げ速度を調速制御することが報告されている(特許文献1)。これによると、引上げを最大速度で開始し、その後、減速と一定速度を組み合わせることで、均一膜厚としている。しかしながら、この方法では、均一膜厚が制御できても、引上げを最大速度で開始するために、装置の振動、あるいは、塗料と基層ローラの濡れが十分でないことにより、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生する。
【0007】
また、基層ローラ全長の1/2以下を引上げ、再び塗料中に浸漬する工程を一回以上繰り返した後に、一定速又は減速で引上げることで、均一膜厚とすることが報告されている(特許文献2)。しかしながら、この方法では、再浸漬した部分が二回塗工、再浸漬しない部分が一回塗工となり、それぞれの部分でローラ物性が異なる不具合を生じ、また、再浸漬するため、製造タクトが長くなる。更に前記したように、引上げを最大速度で開始するために、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生する。
【特許文献1】特開平3−271773号公報
【特許文献2】特許第3309621号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ほぼ均一外形のローラ状の被塗工物(基層ローラ)を長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に塗膜(表面層)を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することにある。
【課題を解決するための手段】
【0009】
本発明に従って、液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物(基層ローラ)の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜(表面層)を形成する方法であって、
引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法が提供される。
【0010】
また、本発明に従って、上記電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラが提供される。
【発明の効果】
【0011】
以上のように本発明によれば、ほぼ均一外形の基層ローラを長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に表面層を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することが可能となった。
【発明を実施するための最良の形態】
【0012】
以下、本発明による電子写真用ローラの製造方法及び電子写真用ローラについて、詳細に説明する。
【0013】
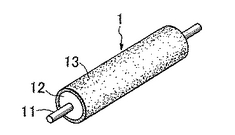
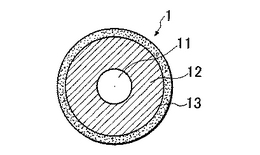
図6、7に本発明により製造される電子写真用ローラの一例の模式図を示す。図6は本発明により製造される電子写真用ローラの一例の斜視図である。図7は、図6に示す電子写真用ローラの概略断面図である。
【0014】
本発明の電子写真用ローラ1は、図6、7に示すように円柱状又は中空円筒状の軸芯体(芯金)11の外周面にゴム・プラスチックのソリッド層又はそれらの発泡層から成る基層ローラ12が形成され、この基層ローラ12の外周面に塗工液を塗布して成る表面層(塗膜)13が積層される。なお、必要に応じて、更に別の一層以上、例えば、表面層13の外側に、表面層13とは組成の異なる表面層を設けてもよい。
【0015】
芯金11は、電子写真用ローラの電極及び支持部材として機能するものである。芯金11は、例えばアルミニウム、銅合金、ステンレス鋼等の金属又は合金、クロム、ニッケル等で鍍金処理を施した鉄、合成樹脂等の材質で構成される。芯金11の外径は適宜決めることができるが、通常4〜10mmの範囲にする。
【0016】
基層ローラ12は、電子写真用ローラが適切なニップ幅ないしニップ圧でもって感光体表面に押圧して感光体表面にトナーを均一に搬送できるよう、あるいは均一帯電できるよう、適切な硬度及び電気抵抗値を有する。この基層ローラ12は、ゴム・プラスチックを主成分とし、成型体により形成される。一般に基層ローラには弾性が要求され、ゴムが使用される。基層ローラ12に用いるゴムとしては、従来、電子写真用ローラに用いられている種々のゴムを用いることができる。具体的には、エチレン−プロピレン−ジエン共重合ゴム(EPDM)、アクリルニトリル−ブタジエンゴム(NBR)、クロロプレンゴム(CR)、天然ゴム(NR)、イソプレンゴム(IR)、スチレン−ブタジエンゴム(SBR)、フッ素ゴム、シリコーンゴム、エピクロロヒドリンゴム、NBRの水素化物、多硫化ゴム、ウレタンゴム等を用いることができる。このようなゴムは、単独で用いてよく、また二種以上を混合して用いてもよい。これらゴム材料中にカーボンブラック、グラファイト及び導電性金属酸化物等の電子伝導機構を有する導電剤、及びアルカリ金属塩や四級アンモニウム塩等のイオン伝導機構を有する導電剤を適宣添加し所望の抵抗に調整するのが一般的である。
【0017】
基層ローラは、型内注型、射出成形、押出し成形、プレス成形等により形成される。基層ローラの全長は、電子写真装置の用紙サイズに対応して、200〜400mmであるのが一般的である。外径寸法は、全長に亘ってほぼ均一であることが好ましい。必要に応じて基層ローラを研磨してもよい。基層ローラの外径差(外径の最大値と最小値の差)は、30μm以下が好ましい。30μmより大きいと、感光体とローラ間のニップ幅やニップ力に変動が生じ画像ムラ等の画像欠陥が発生する。
【0018】
表面層13となる樹脂には、フッ素樹脂、ポリアミド樹脂、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂、ブチラール樹脂、スチレン−エチレン・ブチレン−オレフィン共重合体(SEBC)及びオレフィン−エチレン・ブチレン−オレフィン共重合体(CEBC)等が用いられる。これらの結着樹脂に静摩擦係数を小さくする目的でグラファイト、雲母、二硫化モリブデン及びフッ素樹脂粉末等の固体潤滑材、或いはフッ素系界面活性剤、ワックス又はシリコーンオイル等を添加する場合もある。また、表面層に導電性を持たせるためには、各種導電剤(導電性カーボン、グラファイト、銅、アルミニウム、ニッケル、鉄粉及び金属酸化物である導電性酸化錫や導電性チタン等)が用いられる。
【0019】
更に、耐磨耗性やトナー搬送や均一帯電を得るために絶縁性粒子が用いられる。この絶縁性粒子はスチレン、ウレタン、ポリアミド、アクリル、シリコーン等の材質によって構成される。絶縁性粒子は耐磨耗性やトナー搬送や均一帯電を発現するために、使用する溶剤により膨潤や溶解が起こらないことが要求される。絶縁性粒子の形状としては、球形であることが好ましい。これら、絶縁性粒子の平均粒径(体積平均径)は、3〜30μmの範囲のいずれかに存在することが好ましい。特には、5〜20μmの範囲のいずれかに平均粒径が存在することが好ましい。絶縁性粒子の平均粒径が3μmより小さいと、表面層形成後の電子写真用ローラの表面粗度が小さくなり、十分なトナー搬送性や帯電安定化が得られなくなる。平均粒径が30μmより大きいと、表面層形成後の電子写真用ローラの表面粗度が大きくなり、過剰なトナー搬送量や不均一帯電になってしまうという弊害がある。
【0020】
これらの材料を塗工できる状態とするため、各種有機溶剤や水等で希釈され、分散を行い、塗工に適した液粘度・液温度に調整・管理される。その後、基層ローラの浸漬塗工が行われ、乾燥、硬化工程を経て表面層を得る。なお、表面層は一層であってもよいし、二層以上の多層構造であってもよい。なお、表面層を二層以上構築する場合、この発明に係る方法に従って行えるのは、もちろんのことである。
【0021】
表面層形成材料で構成された塗料は、浸漬塗工機に投入される。図4に浸漬塗工装置略図を示す。昇降装置21に取付けられたアーム22によって、芯金11を通して基層ローラ12は把持される。昇降装置の駆動により基層ローラを下降させ、塗料14が満たされた塗工槽23に浸漬し、次いで昇降装置の駆動により基層ローラ12を引上げ、表面層を形成する。塗料は、液送りポンプ24により循環しており、塗工槽に所定量が満たされ、塗工槽からオーバーフローする。オーバーフローした塗料は、塗料受け皿部25から戻りパイプ26により攪拌槽27に戻る。攪拌槽には粘度計28が付属している。粘度計から得られた信号により、希釈液制御装置29を介して、希釈タンク30から溶剤が添加され、塗料は適宜粘調される。塗料液温は、チラー装置により浸漬塗工装置全体を温調することで、適宜液温調される(不図示)。浸漬塗工装置には必要に応じて、フィルター、エアーチャンバー等の装置が具備される。
【0022】
基層ローラの引上げ開始時は、ローラ上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行う。ローラ上端部からローラ全長の2%長さ以内は、電子写真画像を出力した時の非画像領域であり、事実上、厳密な均一膜厚は要求されない。従って、この範囲を引上げ最大速度の70%以下の一定速度で引上げることで、膜厚は若干薄くなる傾向になるが、装置の振動を受けず、また、塗料と基層ローラの濡れが十分になり、ローラ上端部から中央部にムラや長手方向のスジ等の塗膜欠陥が発生しない。なお、この範囲を引上げ最大速度の70%より速い速度で引上げると、装置振動を受け、更に、塗料と基層ローラの濡れが十分でないことから、ローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生する。
【0023】
その後の基層ローラの引上げ速度は、引上げ最大速度で開始され、順次減速で行う。この時の最大速度は1000mm/min以下が好ましい。引上げ最大速度が、1000mm/minより速いと基層ローラの塗料持ち出し量が多く、基層ローラの下端部側に未乾燥の塗料の流下が多量となり、調速で膜厚を適正化しようとしても、適正化しきれず下端部の膜厚が厚くなる傾向にあり、均一な膜厚を形成するのが困難になる。減速の最小速度は10mm/min以上が好ましい。引上げ速度が、10mm/minより遅いと、製造タクトが長くなり、コスト的にも不利である。更に好ましくは、引上げ最大速度が500mm/min以下であり、減速の最小速度は50mm/minである。この最大速度からの減速度は二次曲線の調速であることが好ましい。二次曲線の調速で引上げることで、基層ローラの下端側への未乾燥の塗料の流下と基層ローラ上へ塗布される塗料の量が一定になり、結果均一な膜厚とすることができる。一定速度で引上げると、塗料中から引上げた基層ローラの下端部側に未乾燥の塗料が流下し、上端部の膜厚よりも下端部の膜厚が厚くなる傾向にあり、結果、ローラ外形寸法が上端部側と下端部側で異なることになる。なお、ローラ引上げ高さに対する引上げ速度の変速段数は、5段以上1000段以下が好ましい。更に好ましくは、10段以上500段以下である。5段より少ないと膜厚の均一性が達成できず、1000段より多いとプログラムが煩雑になり、高精度の装置を必要としコストアップになるからである。変速段数の間隔は、膜厚が均一になるように等間隔あるいは非等間隔で適宜設定できる。
【0024】
浸漬塗工により表面層を形成する場合、塗料粘度は2.0〜200.0mPa・sの範囲にすることが好ましい。特には、粘度は膜厚に大きく影響するため、一般的な表面層の厚み10〜100μmを得るには、5.0〜50.0mPa・sの範囲に調整することが好ましい。ここで、粘度のバラツキは、所定粘度を中心に±1.0mPa・s以内に管理しておくことが好ましい。また、塗料液温は10〜40℃の範囲にすることが好ましい。特には、15〜35℃が好ましい。10℃より低い液温であると、塗工環境により結露が生じ、装置トラブルの原因になり、また、有機溶剤塗料の場合は水分が混入し、好ましくない。40℃より高い液温であると、希釈溶剤が揮発し易くなり、粘度管理が困難になる。ここで、液温のバラツキは、所定液温を中心に±1℃以内に管理しておくことが好ましい。
【0025】
上述した電子写真用ローラの製造方法の形態により、電子写真用ローラが得られる。このようにして得られた電子写真用ローラの長手方向における各位置間の表面層の膜厚差は、10.0μm以内であることが好ましい。特には、5.0μm以内が好ましい。10.0μmよりも大きいと、感光体とローラ間のニップ幅やニップ力に変動が生じ、画像ムラ等の画像欠陥が発生し好ましくない。なお、電子写真用ローラの長手方向において、表面層の膜厚差が一番大きくなる位置は、前述したように基層ローラの浸漬塗工時における上端部と下端部である。電子写真用ローラの長手方向における各位置間の表面粗度の十点平均粗さRzjis差が3.0μm以内であることが好ましい。特には、1.5μm以内が好ましい。3μmより大きくなると、トナー搬送量や帯電性が長手方向で異なり、これも画像ムラ等の画像欠陥が発生し好ましくない。
【実施例】
【0026】
以下、実施例によって本発明を更に詳細に説明するが、これらは本発明を何ら制限するものではない。
【0027】
(実施例1)
下記の要領で電子写真用ローラを作製した。
【0028】
<芯金を有する基層ローラの作製>
外径φ8mmの鉄製軸芯体を内径φ16mmの円筒状金型内に同心となるように設置し、液状導電性シリコーンゴム(東レダウコーニング社製 体積固有抵抗1×107Ω・cm品)を注型後、130℃のオーブンに入れ20分間加熱成型し、脱型後、200℃のオーブンで4時間二次加硫を行い、厚み4mm、長さ240mm、外径差10μmの芯金を有する基層ローラを得た。
【0029】
<表面層用塗料の作製>
ウレタン塗料(商品名:ニッポランN5033 日本ポリウレタン社製)を固形分濃度10%となるように、メチルエチルケトンで希釈し、導電剤としてカーボンブラック(商品名:#7360SB 東海カーボン社製)を固形分に対し50質量部、絶縁性粒子として平均粒径14μmのウレタン粒子(商品名:アートパールC400 根上工業社製)を固形分に対し6質量部添加した後、充分に分散したものに硬化剤(商品名:コロネートL 日本ポリウレタン社製)をウレタン塗料に対し10質量部添加し、更に攪拌し塗料を得た。なお、絶縁性粒子の平均粒径は、コールターカウンター(商品名:Multisizer3、ベックマン・コールター社製)で測定した。
【0030】
<浸漬塗工>
浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の2.0%長さ(ローラ上端部から4.8mm)以内を引上げ最大速度の25.6%(100.0mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(390.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。なお、粘度はビスメトロン粘度計(VDA型、芝浦システム社製)を用い、ローターNo.1を使用し、回転数60rpmの条件で測定した。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。
【0031】
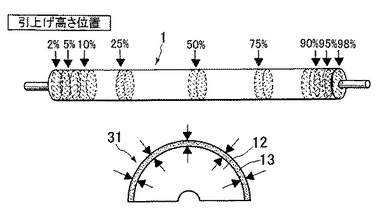
このとき電子写真用ローラ表面(基層ローラ上に形成された表面層)に塗工欠陥はないか、目視検査により状況を調べた。なお、塗工欠陥とは、ローラ上端部から中央部の範囲に発生するムラや長手方向のスジ等であり、電子写真装置でこれら電子写真用ローラが使用されたとき、トナー搬送ムラや不均一帯電の原因となり、画像欠陥を発生するものである。結果を表1に示す。また、引上げ高さ2%、5%、10%、25%、50%、75%、90%、95%、98%の位置の膜厚を次の方法で測定した。図5に示すように、まず、各引上げ高さ位置について刃物で膜厚測定片を切り出した。得られた膜厚測定片から、表面層の膜厚をビデオマイクロスコープにより観察した。各測定片に関し、矢印で示した距離(表面層の膜厚)を10箇所測定し、その平均値を各引上げ高さ位置の膜厚とした。結果を表1に示す。また、ローラの長手方向における各位置間の表面層の膜厚差の最大値も表1に示す。更に、ローラの長手方向における各位置間の表面粗度の十点平均粗さRzjis差の最大値を表1に示す。なお、十点平均粗さRzjisはJIS B0601(2001)に基づき、接触式表面粗さ計(サーフコーダーSE−3500、小坂研究所社製)にて、カットオフを0.8mm、測定長さを2.5mm、測定速度を0.1mm/secとして測定を行った。
【0032】
(実施例2)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0033】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の2.0%長さ(ローラ上端部から4.8mm)以内を引上げ最大速度の70.0%(273.5mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(390.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0034】
(実施例3)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0035】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の1.0%長さ(ローラ上端部から2.4mm)以内を引上げ最大速度の70.0%(276.3mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(394.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0036】
(実施例4)
芯金を有する基層ローラの作製は実施例1と同様にして行った。表層用塗料の作製は、添加する絶縁粒子として、平均粒径3.3μmのアクリル粒子(商品名:アートパールJ5P 根上工業社製)を固形分に対して20質量部とした以外は、実施例1と同様にして行った。浸漬塗工は実施例1と同様に行った。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は12.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0037】
(実施例5)
芯金を有する基層ローラの作製は実施例1と同様にして行った。表層用塗料の作製は、添加する絶縁粒子として、平均粒径30μmのウレタン粒子(商品名:アートパールC200 根上工業社製)を固形分に対して5質量部とした以外は、実施例1と同様にして行った。浸漬塗工は実施例1と同様に行った。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は18.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0038】
(比較例1)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0039】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部から引上げ最大速度(400.0mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0040】
(比較例2)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0041】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の2.0%長さ(ローラ上端部から4.8mm)以内を引上げ最大速度の75.0%(293.1mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(390.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0042】
【表1】

【0043】
表1から明らかなように、引上げ開始時はローラ上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行った実施例1〜5は、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、かつ膜厚差が10.0μm以内であり、Rzjis差が3.0μm以内であった。一方、ローラ上端部から引上げ最大速度で行った比較例1、及び、引上げ開始時はローラ上端部からローラ全長の2%長さ以内を引上げ最大速度の75%の一定速度で行い、その後の引上げを最大速度から減速度で行った比較例2は、膜厚差が10.0μm以内であり、Rzjis差が3.0μm以内であったが、塗工欠陥が発生する結果となった。
【図面の簡単な説明】
【0044】
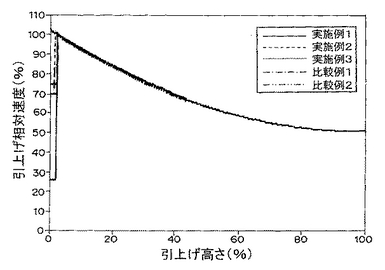
【図1】本発明に係る引上げ高さに対する引上げ相対速度(ローラ全域)を示す図である。
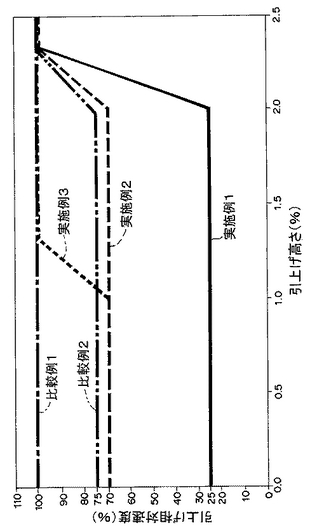
【図2】本発明に係る引上げ高さに対する引上げ相対速度(ローラ上端部からローラ全長2.5%までの領域)を示す図である。
【図3】本発明の電子写真用ローラの浸漬塗工を示す概略図である。
【図4】本発明の電子写真用ローラの浸漬塗工装置を示す概略図である。
【図5】各引上げ高さ位置からの膜厚測定片の模式図である。
【図6】本発明の電子写真用ローラの斜視図である。
【図7】本発明の電子写真用ローラの概略断面図である。
【符号の説明】
【0045】
1 電子写真用ローラ
11 軸芯体(芯金)
12 基層ローラ
13 表面層(塗膜)
14 塗料
21 昇降装置
22 アーム
23 塗工槽
24 液送りポンプ
25 塗料受け皿部
26 戻りパイプ
27 攪拌槽
28 粘度計
29 希釈液制御装置
30 希釈タンク
31 膜厚測定片
【技術分野】
【0001】
本発明は、プリンターや複写機等の電子写真装置に使用される、現像ローラ、帯電ローラ、転写ローラ、定着ローラ、加圧ローラ、クリーニングローラ、除電ローラ、給紙ローラ、搬送ローラ等の製造過程において、浸漬塗工を行う工程がある電子写真用ローラの製造方法及び電子写真用ローラに関するものである。
【背景技術】
【0002】
近年、電子写真のカラー化及び高画質化のニーズが高まり、電子写真用ローラの外形寸法の高精度化やローラ表面の塗工欠陥(ムラやスジ等)の撲滅が厳しく要求されている。例えば、感光体表面に対し接触式現像ローラや接触式帯電ローラは、外形寸法が精確でないと、感光体とローラ間のニップ幅やニップ力に変動が生じ画像ムラ等の画像欠陥が発生する。また、ローラ表面に塗工欠陥が存在すると、トナー搬送ムラや不均一帯電となり、これも画像欠陥が発生する結果となる。
【0003】
一般に、電子写真装置に使用される電子写真用ローラは、円柱状又は中空円筒状の軸芯体(芯金)の外周面に、ゴム・プラスチックのソリッド層又はそれらの発泡層から成る基層ローラが形成され、この基層ローラの外周面に塗工液を塗布して成る塗膜(表面層)が積層された構成となっている。ここで、ゴム・プラスチック成形体からなる部分を基層ローラといい、芯金は含まないものとする。
【0004】
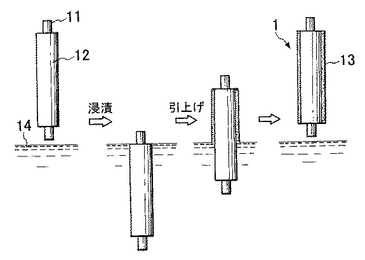
表面層を作製する方法としては塗工(コーティング)が用いられる。具体的には浸漬(ディップ)塗工やロールコート、スプレー塗工等の方法が用いられ数μm〜数百μmの樹脂製の表面層が形成される。中でも図3に示すように均一な表面層を形成することに優れている、基層ローラの長手方向を鉛直にして浸漬した後、引上げる浸漬塗工が用いられることが多い。
【0005】
ところで、一定速度で引上げる浸漬塗工により、ほぼ均一外形の基層ローラに表面層を形成する場合には、塗料中から引上げた基層ローラの下端部側に未乾燥の塗料が流下し、上端部の膜厚よりも下端部の膜厚が厚くなる傾向にあり、結果、ローラ外形寸法が上端部側と下端部側で異なる問題があった。
【0006】
これを解決する手段として、例えば、引上げ速度を調速制御することが報告されている(特許文献1)。これによると、引上げを最大速度で開始し、その後、減速と一定速度を組み合わせることで、均一膜厚としている。しかしながら、この方法では、均一膜厚が制御できても、引上げを最大速度で開始するために、装置の振動、あるいは、塗料と基層ローラの濡れが十分でないことにより、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生する。
【0007】
また、基層ローラ全長の1/2以下を引上げ、再び塗料中に浸漬する工程を一回以上繰り返した後に、一定速又は減速で引上げることで、均一膜厚とすることが報告されている(特許文献2)。しかしながら、この方法では、再浸漬した部分が二回塗工、再浸漬しない部分が一回塗工となり、それぞれの部分でローラ物性が異なる不具合を生じ、また、再浸漬するため、製造タクトが長くなる。更に前記したように、引上げを最大速度で開始するために、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生する。
【特許文献1】特開平3−271773号公報
【特許文献2】特許第3309621号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ほぼ均一外形のローラ状の被塗工物(基層ローラ)を長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に塗膜(表面層)を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することにある。
【課題を解決するための手段】
【0009】
本発明に従って、液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物(基層ローラ)の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜(表面層)を形成する方法であって、
引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法が提供される。
【0010】
また、本発明に従って、上記電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラが提供される。
【発明の効果】
【0011】
以上のように本発明によれば、ほぼ均一外形の基層ローラを長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に表面層を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することが可能となった。
【発明を実施するための最良の形態】
【0012】
以下、本発明による電子写真用ローラの製造方法及び電子写真用ローラについて、詳細に説明する。
【0013】
図6、7に本発明により製造される電子写真用ローラの一例の模式図を示す。図6は本発明により製造される電子写真用ローラの一例の斜視図である。図7は、図6に示す電子写真用ローラの概略断面図である。
【0014】
本発明の電子写真用ローラ1は、図6、7に示すように円柱状又は中空円筒状の軸芯体(芯金)11の外周面にゴム・プラスチックのソリッド層又はそれらの発泡層から成る基層ローラ12が形成され、この基層ローラ12の外周面に塗工液を塗布して成る表面層(塗膜)13が積層される。なお、必要に応じて、更に別の一層以上、例えば、表面層13の外側に、表面層13とは組成の異なる表面層を設けてもよい。
【0015】
芯金11は、電子写真用ローラの電極及び支持部材として機能するものである。芯金11は、例えばアルミニウム、銅合金、ステンレス鋼等の金属又は合金、クロム、ニッケル等で鍍金処理を施した鉄、合成樹脂等の材質で構成される。芯金11の外径は適宜決めることができるが、通常4〜10mmの範囲にする。
【0016】
基層ローラ12は、電子写真用ローラが適切なニップ幅ないしニップ圧でもって感光体表面に押圧して感光体表面にトナーを均一に搬送できるよう、あるいは均一帯電できるよう、適切な硬度及び電気抵抗値を有する。この基層ローラ12は、ゴム・プラスチックを主成分とし、成型体により形成される。一般に基層ローラには弾性が要求され、ゴムが使用される。基層ローラ12に用いるゴムとしては、従来、電子写真用ローラに用いられている種々のゴムを用いることができる。具体的には、エチレン−プロピレン−ジエン共重合ゴム(EPDM)、アクリルニトリル−ブタジエンゴム(NBR)、クロロプレンゴム(CR)、天然ゴム(NR)、イソプレンゴム(IR)、スチレン−ブタジエンゴム(SBR)、フッ素ゴム、シリコーンゴム、エピクロロヒドリンゴム、NBRの水素化物、多硫化ゴム、ウレタンゴム等を用いることができる。このようなゴムは、単独で用いてよく、また二種以上を混合して用いてもよい。これらゴム材料中にカーボンブラック、グラファイト及び導電性金属酸化物等の電子伝導機構を有する導電剤、及びアルカリ金属塩や四級アンモニウム塩等のイオン伝導機構を有する導電剤を適宣添加し所望の抵抗に調整するのが一般的である。
【0017】
基層ローラは、型内注型、射出成形、押出し成形、プレス成形等により形成される。基層ローラの全長は、電子写真装置の用紙サイズに対応して、200〜400mmであるのが一般的である。外径寸法は、全長に亘ってほぼ均一であることが好ましい。必要に応じて基層ローラを研磨してもよい。基層ローラの外径差(外径の最大値と最小値の差)は、30μm以下が好ましい。30μmより大きいと、感光体とローラ間のニップ幅やニップ力に変動が生じ画像ムラ等の画像欠陥が発生する。
【0018】
表面層13となる樹脂には、フッ素樹脂、ポリアミド樹脂、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂、ブチラール樹脂、スチレン−エチレン・ブチレン−オレフィン共重合体(SEBC)及びオレフィン−エチレン・ブチレン−オレフィン共重合体(CEBC)等が用いられる。これらの結着樹脂に静摩擦係数を小さくする目的でグラファイト、雲母、二硫化モリブデン及びフッ素樹脂粉末等の固体潤滑材、或いはフッ素系界面活性剤、ワックス又はシリコーンオイル等を添加する場合もある。また、表面層に導電性を持たせるためには、各種導電剤(導電性カーボン、グラファイト、銅、アルミニウム、ニッケル、鉄粉及び金属酸化物である導電性酸化錫や導電性チタン等)が用いられる。
【0019】
更に、耐磨耗性やトナー搬送や均一帯電を得るために絶縁性粒子が用いられる。この絶縁性粒子はスチレン、ウレタン、ポリアミド、アクリル、シリコーン等の材質によって構成される。絶縁性粒子は耐磨耗性やトナー搬送や均一帯電を発現するために、使用する溶剤により膨潤や溶解が起こらないことが要求される。絶縁性粒子の形状としては、球形であることが好ましい。これら、絶縁性粒子の平均粒径(体積平均径)は、3〜30μmの範囲のいずれかに存在することが好ましい。特には、5〜20μmの範囲のいずれかに平均粒径が存在することが好ましい。絶縁性粒子の平均粒径が3μmより小さいと、表面層形成後の電子写真用ローラの表面粗度が小さくなり、十分なトナー搬送性や帯電安定化が得られなくなる。平均粒径が30μmより大きいと、表面層形成後の電子写真用ローラの表面粗度が大きくなり、過剰なトナー搬送量や不均一帯電になってしまうという弊害がある。
【0020】
これらの材料を塗工できる状態とするため、各種有機溶剤や水等で希釈され、分散を行い、塗工に適した液粘度・液温度に調整・管理される。その後、基層ローラの浸漬塗工が行われ、乾燥、硬化工程を経て表面層を得る。なお、表面層は一層であってもよいし、二層以上の多層構造であってもよい。なお、表面層を二層以上構築する場合、この発明に係る方法に従って行えるのは、もちろんのことである。
【0021】
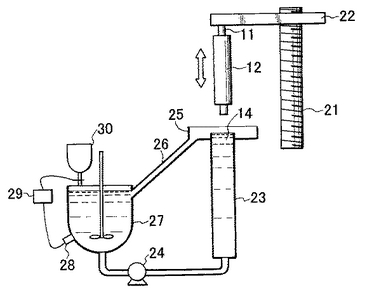
表面層形成材料で構成された塗料は、浸漬塗工機に投入される。図4に浸漬塗工装置略図を示す。昇降装置21に取付けられたアーム22によって、芯金11を通して基層ローラ12は把持される。昇降装置の駆動により基層ローラを下降させ、塗料14が満たされた塗工槽23に浸漬し、次いで昇降装置の駆動により基層ローラ12を引上げ、表面層を形成する。塗料は、液送りポンプ24により循環しており、塗工槽に所定量が満たされ、塗工槽からオーバーフローする。オーバーフローした塗料は、塗料受け皿部25から戻りパイプ26により攪拌槽27に戻る。攪拌槽には粘度計28が付属している。粘度計から得られた信号により、希釈液制御装置29を介して、希釈タンク30から溶剤が添加され、塗料は適宜粘調される。塗料液温は、チラー装置により浸漬塗工装置全体を温調することで、適宜液温調される(不図示)。浸漬塗工装置には必要に応じて、フィルター、エアーチャンバー等の装置が具備される。
【0022】
基層ローラの引上げ開始時は、ローラ上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行う。ローラ上端部からローラ全長の2%長さ以内は、電子写真画像を出力した時の非画像領域であり、事実上、厳密な均一膜厚は要求されない。従って、この範囲を引上げ最大速度の70%以下の一定速度で引上げることで、膜厚は若干薄くなる傾向になるが、装置の振動を受けず、また、塗料と基層ローラの濡れが十分になり、ローラ上端部から中央部にムラや長手方向のスジ等の塗膜欠陥が発生しない。なお、この範囲を引上げ最大速度の70%より速い速度で引上げると、装置振動を受け、更に、塗料と基層ローラの濡れが十分でないことから、ローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生する。
【0023】
その後の基層ローラの引上げ速度は、引上げ最大速度で開始され、順次減速で行う。この時の最大速度は1000mm/min以下が好ましい。引上げ最大速度が、1000mm/minより速いと基層ローラの塗料持ち出し量が多く、基層ローラの下端部側に未乾燥の塗料の流下が多量となり、調速で膜厚を適正化しようとしても、適正化しきれず下端部の膜厚が厚くなる傾向にあり、均一な膜厚を形成するのが困難になる。減速の最小速度は10mm/min以上が好ましい。引上げ速度が、10mm/minより遅いと、製造タクトが長くなり、コスト的にも不利である。更に好ましくは、引上げ最大速度が500mm/min以下であり、減速の最小速度は50mm/minである。この最大速度からの減速度は二次曲線の調速であることが好ましい。二次曲線の調速で引上げることで、基層ローラの下端側への未乾燥の塗料の流下と基層ローラ上へ塗布される塗料の量が一定になり、結果均一な膜厚とすることができる。一定速度で引上げると、塗料中から引上げた基層ローラの下端部側に未乾燥の塗料が流下し、上端部の膜厚よりも下端部の膜厚が厚くなる傾向にあり、結果、ローラ外形寸法が上端部側と下端部側で異なることになる。なお、ローラ引上げ高さに対する引上げ速度の変速段数は、5段以上1000段以下が好ましい。更に好ましくは、10段以上500段以下である。5段より少ないと膜厚の均一性が達成できず、1000段より多いとプログラムが煩雑になり、高精度の装置を必要としコストアップになるからである。変速段数の間隔は、膜厚が均一になるように等間隔あるいは非等間隔で適宜設定できる。
【0024】
浸漬塗工により表面層を形成する場合、塗料粘度は2.0〜200.0mPa・sの範囲にすることが好ましい。特には、粘度は膜厚に大きく影響するため、一般的な表面層の厚み10〜100μmを得るには、5.0〜50.0mPa・sの範囲に調整することが好ましい。ここで、粘度のバラツキは、所定粘度を中心に±1.0mPa・s以内に管理しておくことが好ましい。また、塗料液温は10〜40℃の範囲にすることが好ましい。特には、15〜35℃が好ましい。10℃より低い液温であると、塗工環境により結露が生じ、装置トラブルの原因になり、また、有機溶剤塗料の場合は水分が混入し、好ましくない。40℃より高い液温であると、希釈溶剤が揮発し易くなり、粘度管理が困難になる。ここで、液温のバラツキは、所定液温を中心に±1℃以内に管理しておくことが好ましい。
【0025】
上述した電子写真用ローラの製造方法の形態により、電子写真用ローラが得られる。このようにして得られた電子写真用ローラの長手方向における各位置間の表面層の膜厚差は、10.0μm以内であることが好ましい。特には、5.0μm以内が好ましい。10.0μmよりも大きいと、感光体とローラ間のニップ幅やニップ力に変動が生じ、画像ムラ等の画像欠陥が発生し好ましくない。なお、電子写真用ローラの長手方向において、表面層の膜厚差が一番大きくなる位置は、前述したように基層ローラの浸漬塗工時における上端部と下端部である。電子写真用ローラの長手方向における各位置間の表面粗度の十点平均粗さRzjis差が3.0μm以内であることが好ましい。特には、1.5μm以内が好ましい。3μmより大きくなると、トナー搬送量や帯電性が長手方向で異なり、これも画像ムラ等の画像欠陥が発生し好ましくない。
【実施例】
【0026】
以下、実施例によって本発明を更に詳細に説明するが、これらは本発明を何ら制限するものではない。
【0027】
(実施例1)
下記の要領で電子写真用ローラを作製した。
【0028】
<芯金を有する基層ローラの作製>
外径φ8mmの鉄製軸芯体を内径φ16mmの円筒状金型内に同心となるように設置し、液状導電性シリコーンゴム(東レダウコーニング社製 体積固有抵抗1×107Ω・cm品)を注型後、130℃のオーブンに入れ20分間加熱成型し、脱型後、200℃のオーブンで4時間二次加硫を行い、厚み4mm、長さ240mm、外径差10μmの芯金を有する基層ローラを得た。
【0029】
<表面層用塗料の作製>
ウレタン塗料(商品名:ニッポランN5033 日本ポリウレタン社製)を固形分濃度10%となるように、メチルエチルケトンで希釈し、導電剤としてカーボンブラック(商品名:#7360SB 東海カーボン社製)を固形分に対し50質量部、絶縁性粒子として平均粒径14μmのウレタン粒子(商品名:アートパールC400 根上工業社製)を固形分に対し6質量部添加した後、充分に分散したものに硬化剤(商品名:コロネートL 日本ポリウレタン社製)をウレタン塗料に対し10質量部添加し、更に攪拌し塗料を得た。なお、絶縁性粒子の平均粒径は、コールターカウンター(商品名:Multisizer3、ベックマン・コールター社製)で測定した。
【0030】
<浸漬塗工>
浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の2.0%長さ(ローラ上端部から4.8mm)以内を引上げ最大速度の25.6%(100.0mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(390.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。なお、粘度はビスメトロン粘度計(VDA型、芝浦システム社製)を用い、ローターNo.1を使用し、回転数60rpmの条件で測定した。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。
【0031】
このとき電子写真用ローラ表面(基層ローラ上に形成された表面層)に塗工欠陥はないか、目視検査により状況を調べた。なお、塗工欠陥とは、ローラ上端部から中央部の範囲に発生するムラや長手方向のスジ等であり、電子写真装置でこれら電子写真用ローラが使用されたとき、トナー搬送ムラや不均一帯電の原因となり、画像欠陥を発生するものである。結果を表1に示す。また、引上げ高さ2%、5%、10%、25%、50%、75%、90%、95%、98%の位置の膜厚を次の方法で測定した。図5に示すように、まず、各引上げ高さ位置について刃物で膜厚測定片を切り出した。得られた膜厚測定片から、表面層の膜厚をビデオマイクロスコープにより観察した。各測定片に関し、矢印で示した距離(表面層の膜厚)を10箇所測定し、その平均値を各引上げ高さ位置の膜厚とした。結果を表1に示す。また、ローラの長手方向における各位置間の表面層の膜厚差の最大値も表1に示す。更に、ローラの長手方向における各位置間の表面粗度の十点平均粗さRzjis差の最大値を表1に示す。なお、十点平均粗さRzjisはJIS B0601(2001)に基づき、接触式表面粗さ計(サーフコーダーSE−3500、小坂研究所社製)にて、カットオフを0.8mm、測定長さを2.5mm、測定速度を0.1mm/secとして測定を行った。
【0032】
(実施例2)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0033】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の2.0%長さ(ローラ上端部から4.8mm)以内を引上げ最大速度の70.0%(273.5mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(390.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0034】
(実施例3)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0035】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の1.0%長さ(ローラ上端部から2.4mm)以内を引上げ最大速度の70.0%(276.3mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(394.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0036】
(実施例4)
芯金を有する基層ローラの作製は実施例1と同様にして行った。表層用塗料の作製は、添加する絶縁粒子として、平均粒径3.3μmのアクリル粒子(商品名:アートパールJ5P 根上工業社製)を固形分に対して20質量部とした以外は、実施例1と同様にして行った。浸漬塗工は実施例1と同様に行った。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は12.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0037】
(実施例5)
芯金を有する基層ローラの作製は実施例1と同様にして行った。表層用塗料の作製は、添加する絶縁粒子として、平均粒径30μmのウレタン粒子(商品名:アートパールC200 根上工業社製)を固形分に対して5質量部とした以外は、実施例1と同様にして行った。浸漬塗工は実施例1と同様に行った。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は18.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0038】
(比較例1)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0039】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部から引上げ最大速度(400.0mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0040】
(比較例2)
芯金を有する基層ローラ及び表面層用塗料の作製は実施例1と同様にして行った。
【0041】
浸漬塗工を以下のように行った。浸漬塗工装置の昇降装置に取付けられたアームに、芯金を有する上記製作した基層ローラを把持し、長手方向を鉛直にして、塗料が満たされた塗工槽に浸漬した。ローラ上端部からローラ全長の2.0%長さ(ローラ上端部から4.8mm)以内を引上げ最大速度の75.0%(293.1mm/min)の一定速度で引上げ、その後の引上げを引上げ最大速度(390.7mm/min)で開始し、順次二次曲線の減速度で引上げた(減速の最小速度は200.0mm/min)。なお、引上げの変速段数は等間隔の300段とした。この条件で、芯金を有する基層ローラを100本塗工した。このときの塗料の粘度は15.0±0.5mPa・sで、液温は20.0±0.5℃であった。その後、芯金を有する基層ローラを風乾、熱硬化の工程を経て電子写真用ローラを得た。実施例1と同様に塗工欠陥の検査及び膜厚の測定を行った。結果を表1に示す。また、ローラの長手方向における各位置間の最大膜厚差及び表面粗度の最大十点平均粗さRzjis差も表1に示す。
【0042】
【表1】
【0043】
表1から明らかなように、引上げ開始時はローラ上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行った実施例1〜5は、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、かつ膜厚差が10.0μm以内であり、Rzjis差が3.0μm以内であった。一方、ローラ上端部から引上げ最大速度で行った比較例1、及び、引上げ開始時はローラ上端部からローラ全長の2%長さ以内を引上げ最大速度の75%の一定速度で行い、その後の引上げを最大速度から減速度で行った比較例2は、膜厚差が10.0μm以内であり、Rzjis差が3.0μm以内であったが、塗工欠陥が発生する結果となった。
【図面の簡単な説明】
【0044】
【図1】本発明に係る引上げ高さに対する引上げ相対速度(ローラ全域)を示す図である。
【図2】本発明に係る引上げ高さに対する引上げ相対速度(ローラ上端部からローラ全長2.5%までの領域)を示す図である。
【図3】本発明の電子写真用ローラの浸漬塗工を示す概略図である。
【図4】本発明の電子写真用ローラの浸漬塗工装置を示す概略図である。
【図5】各引上げ高さ位置からの膜厚測定片の模式図である。
【図6】本発明の電子写真用ローラの斜視図である。
【図7】本発明の電子写真用ローラの概略断面図である。
【符号の説明】
【0045】
1 電子写真用ローラ
11 軸芯体(芯金)
12 基層ローラ
13 表面層(塗膜)
14 塗料
21 昇降装置
22 アーム
23 塗工槽
24 液送りポンプ
25 塗料受け皿部
26 戻りパイプ
27 攪拌槽
28 粘度計
29 希釈液制御装置
30 希釈タンク
31 膜厚測定片
【特許請求の範囲】
【請求項1】
液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜を形成する方法であって、
引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法。
【請求項2】
前記塗料が3〜30μmの平均粒径を有する絶縁性粒子を含有する不均一系である請求項1に記載の電子写真用ローラの製造方法。
【請求項3】
最大速度からの減速度を二次曲線の調速である請求項1又は2に記載の電子写真用ローラの製造方法。
【請求項4】
前記塗料の粘度を2.0〜200.0mPa・sの範囲内で所定粘度を中心に±1.0mPa・s以内に管理しておく請求項1〜3のいずれかに記載の電子写真用ローラの製造方法。
【請求項5】
前記塗料の液温を10〜40℃の範囲内で所定液温を中心に±1℃に管理しておく請求項1〜4のいずれかに記載の電子写真用ローラの製造方法。
【請求項6】
請求項1〜5のいずれかに記載の電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラ。
【請求項7】
ローラの長手方向における各位置間の表面層の膜厚差が10.0μm以内である請求項6に記載の電子写真用ローラ。
【請求項8】
ローラの長手方向における各位置間の表面粗度の十点平均粗さRzjis差が3.0μm以内である請求項6又は7に記載の電子写真用ローラ。
【請求項1】
液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜を形成する方法であって、
引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法。
【請求項2】
前記塗料が3〜30μmの平均粒径を有する絶縁性粒子を含有する不均一系である請求項1に記載の電子写真用ローラの製造方法。
【請求項3】
最大速度からの減速度を二次曲線の調速である請求項1又は2に記載の電子写真用ローラの製造方法。
【請求項4】
前記塗料の粘度を2.0〜200.0mPa・sの範囲内で所定粘度を中心に±1.0mPa・s以内に管理しておく請求項1〜3のいずれかに記載の電子写真用ローラの製造方法。
【請求項5】
前記塗料の液温を10〜40℃の範囲内で所定液温を中心に±1℃に管理しておく請求項1〜4のいずれかに記載の電子写真用ローラの製造方法。
【請求項6】
請求項1〜5のいずれかに記載の電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラ。
【請求項7】
ローラの長手方向における各位置間の表面層の膜厚差が10.0μm以内である請求項6に記載の電子写真用ローラ。
【請求項8】
ローラの長手方向における各位置間の表面粗度の十点平均粗さRzjis差が3.0μm以内である請求項6又は7に記載の電子写真用ローラ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−68939(P2006−68939A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−252353(P2004−252353)
【出願日】平成16年8月31日(2004.8.31)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年8月31日(2004.8.31)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]