
電子写真用中間転写ベルト、電子写真用中間転写ベルトの製造方法
【課題】多数枚プリントしても、クリーニング不良の発生が無く、継続して高品質のプリント画像が得られる優れた電子写真用中間転写ベルトの提供。
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法の提供。
【解決手段】ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法の提供。
【解決手段】ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真用中間転写ベルト及び電子写真用中間転写ベルトの製造方法に関する。
【背景技術】
【0002】
電子写真画像形成装置(以下、単に画像形成装置とも云う)としては、電子写真感光体上のトナー像を電子写真用中間転写ベルト(以下、単に中間転写ベルトとも云う)に転写する手段、中間転写ベルトに転写したトナー像を転写体に転写する手段を有する装置が一般に用いられている。
【0003】
中間転写ベルトの部材としては、植物由来高分子化合物とポリイミド樹脂とを含有する樹脂組成物を用いることが開示されている(例えば、特許文献1参照。)。
【0004】
しかしながら、上記樹脂組成物を用いて作製した中間転写ベルトを電子写真画像形成装置に装着して多数枚プリントを行うと、中間転写ベルトにクラックが発生し実用上問題があった。
【0005】
又、電子写真画像形成装置で用いられる中間転写ベルトとして、熱可塑性樹脂のガラス転移点が100℃以上でかつ300℃以下、又は融点が200℃以上かつ400℃以下の条件の一つを満足する熱可塑性樹脂またはそれを含む熱可塑性樹脂組成物からなるシート或いはシート状フィルムを巻き付けた状態で管状型部材内に嵌め込み、シート或いはシート状フィルムの端部を互いに熱溶着させるシームレス樹脂ベルトの製造方法およびそれによって得られた中間転写ベルトが開示されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−50439号公報
【特許文献2】特開2006−95838号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記で開示された方法で作製された中間転写ベルトを用いて多数枚(例えば、5万枚)プリントを行うと、シート状フィルムの端部を互いに熱溶着させた部分にクラックが発生したり、熱溶着させた部分に凹凸が発生したりしてプリント画像に不具合が発生したり、中間転写ベルトをクリーニングするクリーニングブレードにキズが付きクリーニング不良が発生したりする問題が発生していた。
【0008】
本発明の目的は、多数枚プリントしても、クリーニング不良の発生が無く、継続して高品質のプリント画像が得られる優れた電子写真用中間転写ベルトを提供することにある。
【0009】
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の目的は、下記構成を採ることにより達成される。
【0011】
1.ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
【0012】
2.前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする前記1に記載の電子写真用中間転写ベルト。
【0013】
3.ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して作製することを特徴とする電子写真用中間転写ベルトの製造方法。
【0014】
4.前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする前記3に記載の電子写真用中間転写ベルトの製造方法。
【発明の効果】
【0015】
本発明の中間転写ベルトは、多数枚プリントしても、画像欠陥やクリーニング不良の発生が無く、継続して高品質のプリントが得られる優れた効果を有する。
【0016】
又、本発明に係る電子写真用中間転写ベルトの製造方法は、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる優れた効果を有する。
【図面の簡単な説明】
【0017】
【図1】本発明の電子写真用中間転写ベルトが使用可能な画像形成装置の一例を示す断面構成図である。
【発明を実施するための形態】
【0018】
中間転写ベルトとしては、繰り返し使用してもクラックが発生しない、画像欠陥の無いプリントが得られる摩耗しにくく、多数枚プリントを作成することができ、表面が平滑で電気的欠陥が無く、画像むらの無いプリントが得られる特性を有するものが好ましい。
【0019】
本発明者等は、多数枚プリントしても、画像欠陥やクリーニング不良の発生が無く、継続して高品質のプリントが得られる中間転写ベルトについて検討を行った。
【0020】
種々検討の結果、特定のガラス転移点を有し、且つ、特定の分解温度特性を有するポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られた本発明の中間転写ベルトは、本発明の目的を達成できることを見出した。
【0021】
以下、本発明について詳細に説明する。
【0022】
《中間転写ベルト》
本発明の中間転写ベルトは、ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものである。
【0023】
ガラス転移点が200℃以上のポリイミド樹脂を有する樹脂組成物を用いることで、中間転写ベルトの耐熱性、耐摩耗性が確保できる。
【0024】
ガラス転移点が350℃以下のポリイミド樹脂を有する樹脂組成物を用いることで、均一に押出成形することができ、多数枚プリントしてもクラックの発生を防止できる。
【0025】
5質量%分解温度が300℃以上のポリイミド樹脂を有する樹脂組成物を用いることで、押出成型時に熱分解を防止できる。
【0026】
ポリイミド樹脂は、酸無水物とジアミンで構成され、
酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることが好ましい。
【0027】
モル比を1.01以上にすることにより、良好に押出成形を行うことができる。
【0028】
モル比を1.10以下にすることにより、中間転写ベルトの強度を確保できる。
【0029】
〈中間転写ベルトの形状、物性値〉
中間転写ベルトの形状は、環状シームレスベルトで、
中間転写ベルトの径が、800〜1800mm
中間転写ベルトの幅が、350〜450mm
中間転写ベルトの厚さが、40〜100μm
であるものが好ましい。
【0030】
〈中間転写ベルトの樹脂組成物〉
本発明の中間転写ベルトは、特定の特性を有するポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものである。
【0031】
樹脂組成物中に有する特定の特性を有するポリイミド樹脂の量は、樹脂組成物全量に対して50質量%以上であることが好ましい。
【0032】
本発明で用いられるポリイミド樹脂は、酸無水物とジアミンを用いて得られたものが好ましい。
【0033】
酸無水物としては、化合物(1)及び下記一般式(1)〜(3)で表される酸無水物を挙げることができる。
【0034】
【化1】

【0035】
【化2】
【0036】
(一般式(1)〜(3)中、R1及びR2はそれぞれ独立に、水素原子、炭素数1〜10の直鎖状もしくは分岐状のアルキル基、又は、アリール基を示し、R3は炭素数1〜6のアルキレン基を示し、m及びnはそれぞれ独立に1〜3の整数を示し、kは1〜4の整数を示す)
ジアミンとしては、p−フェニレンジアミン、各種シクロヘキサンジアミン、水添ビスフェノールA型ジアミン等の公知のジアミンを挙げることができる。
【0037】
また、ポリイミド樹脂の重量平均分子量は5000以上200000以下であることが好ましく、10000以上100000以下であることがより好ましい。重量平均分子量が5000未満であると、機械強度が低下する傾向があり、200000を越えると押出成形性が低下する傾向がある。
【0038】
これらのポリイミド樹脂は、1種を単独で又は2種以上を組み合わせて用いることができる。
【0039】
本発明の中間転写ベルトには、本発明を効果的に実施するために、導電剤、酸化防止剤、熱安定剤、滑剤、難燃剤などの添加剤および他種樹脂を配合することができる。
【0040】
導電剤としては、配合されることによって成形体に導電性を付与できるものであれば特に制限されず、中間転写ベルトの分野で従来から使用されている公知の導電剤が使用可能である。そのような導電剤として、例えば、カーボンブラック、導電性もしくは半導電性金属酸化物微粒子、導電性高分子が挙げられる。
【0041】
添加剤は通常、溶融混練工程に供される混合物に予め添加・混合されるが、それぞれ独立して予備溶融混練工程または溶融混練工程の直前に添加・混合されても、またはそれらの工程中にサイドフィーダーを用いて添加・混合されてもよい。
【0042】
他種樹脂としては、ポリアミド、ポリフェニレンエーテル、ポリスルフォン、ポリフェニレンスルフィド、ポリアミドイミド、ポリエーテルスルフォンを挙げることができる。
【0043】
〈ガラス転移点〉
本発明に係るガラス転移点は、「DSC−7示差走査カロリメーター」(パーキンエルマー製)を用いて測定して得られる値である。
【0044】
測定手順としては、測定試料4.5mg〜5.0mgを小数点以下2桁まで精秤しアルミニウム製パン(KITNo.0219−0041)に封入し、DSC−7サンプルホルダーにセットする。リファレンスは空のアルミニウム製パンを使用した。測定条件としては、測定温度0℃〜400℃、昇温速度10℃/分、降温速度10℃/分で、Heat−cool−Heatの温度制御で行い、その2nd.Heatにおけるデータをもとに解析を行った。
【0045】
ガラス転移点は、第1の吸熱ピークの立ち上がり前のベースラインの延長線と、第1のピークの立ち上がり部分からピーク頂点までの間で最大傾斜を示す接線を引き、その交点をガラス転移点として示す。
【0046】
〈5質量%分解温度〉
本発明に係る5質量%分解温度とは、測定試料を150℃に加熱して水分を除去した後、空気気流中で、熱質量分析法(TGA法)で10℃/分の昇温速度で加熱したとき試料の質量が5%減少するときの温度である。
【0047】
《中間転ベルトの製造方法》
本発明の中間転写ベルトは、特定のポリイミド樹脂を有する樹脂組成物を環状に押出成形して作製することができる。
【0048】
以下、本発明の中間転写ベルトの製造方法の一例を挙げて説明する。
【0049】
先ず、特定のポリアミド樹脂と必要に応じて他樹脂等を混合した部材を、混練装置を用いて溶融混練し、スリットより押し出し混練物を作製する。
【0050】
次いで、この混練物に必要に応じ導電剤等を混合して粉砕したペレットを作製する。
【0051】
このペレットを、混練装置を用いて溶融混練し、該混練物をスリットより環状に押し出し、その後、冷却することによって製造する。
【0052】
冷却後、環状に押出成形されたシームレスベルトを指定の幅に切断し、中間転写ベルトを作製する。
【0053】
環状に押し出す溶融混練温度は、樹脂組成物の融点以上の温度が好ましい。
【0054】
溶融混練機としては、上記温度に加熱が可能で、かつ混練物をスリットから環状に押し出すことができるものであれば特に制限されず、例えば、単軸あるいは2軸の混練押出機等を挙げることができる。
【0055】
《画像形成》
次に、本発明の中間転写ベルトを用いた画像形成方法、画像形成装置について説明する。
【0056】
《画像形成方法、画像形成装置》
本発明の中間転写ベルトは、電子写真方式の黒或いはカラー複写機、プリンタ、ファクシミリ等の画像形成方法、画像形成装置に好適に用いられる。
【0057】
本発明の中間転写ベルトを用いることができる画像形成装置について、カラーの画像形成装置を例に取り説明する。
【0058】
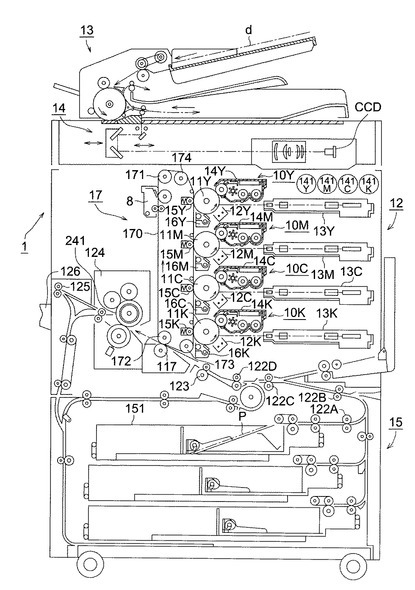
図1は、本発明の電子写真用中間転写ベルトが使用可能な画像形成装置の一例を示す断面構成図である。
【0059】
この画像形成装置10は、タンデム型フルカラー複写機と称せられるもので、自動原稿送り装置13と、原稿画像読み取り装置14と、複数の露光手段13Y、13M、13C、13Kと、複数組の画像形成部10Y、10M、10C、10Kと、中間転写ベルトユニット17と、給紙手段15及び定着手段124とからなる。
【0060】
画像形成装置の本体12の上部には、自動原稿送り装置13と原稿画像読み取り装置14が配置されており、自動原稿送り装置13により搬送される原稿dの画像が原稿画像読み取り装置14の光学系により反射・結像され、ラインイメージセンサCCDにより読み込まれる。
【0061】
ラインイメージセンサCCDにより読み取られた原稿画像を光電変換されたアナログ信号は、図示しない画像処理部において、アナログ処理、A/D変換、シェーディング補正、画像圧縮処理等を行った後、露光手段13Y、13M、13C、13Kに各色毎のデジタル画像データとして送られ、露光手段13Y、13M、13C、13Kにより対応する第1の像担持体としてのドラム状の感光体11Y、11M、11C、11Kに各色の画像データの潜像を形成する。
【0062】
画像形成部10Y、10M、10C、10Kは、垂直方向に縦列配置されており、感光体11Y、11M、11C、11Kの図示左側方にローラ171、172、173、174を巻回して回動可能に張架された中間転写ベルト170が配置されている。
【0063】
そして、本発明の中間転写ベルト170は図示しない駆動装置により回転駆動されるローラ171を介し矢印方向に駆動されている。
【0064】
イエロー色の画像を形成する画像形成部10Yは、感光体11Yの周囲に配置された帯電手段12Y、露光手段13Y、現像手段14Y、1次転写手段としての1次転写ローラ15Y、クリーニング手段16Yを有する。
【0065】
マゼンタ色の画像を形成する画像形成部10Mは、感光体11M、帯電手段12M、露光手段13M、現像手段14M、1次転写手段としての1次転写ローラ15M、クリーニング手段16Mを有する。
【0066】
シアン色の画像を形成する画像形成部10Cは、感光体11C、帯電手段12C、露光手段13C、現像手段14C、1次転写手段としての1次転写ローラ15C、クリーニング手段16Cを有する。
【0067】
黒色画像を形成する画像形成部10Kは、感光体11K、帯電手段12K、露光手段13K、現像手段14K、1次転写手段としての1次転写ローラ15K、クリーニング手段16Kを有する。
【0068】
トナー補給手段141Y、141M、141C、141Kは、現像装置14Y、14M、14C、14Kにそれぞれ新規トナーを補給する。
【0069】
ここで、1次転写ローラ15Y、15M、15C、15Kは、図示しない制御手段により画像の種類に応じて選択的に作動され、それぞれ対応する感光体11Y、11M、11C、11Kに中間転写ベルト170を押圧し、感光体上の画像を転写する。
【0070】
この様にして、画像形成部10Y、10M、10C、10Kにより感光体11Y、11M、11C、11K上に形成された各色の画像は、1次転写ローラ15Y、15M、15C、15Kにより、回動する中間転写ベルト170上に逐次転写されて、合成されたカラー画像が形成される。
【0071】
即ち、中間転写ベルトは感光体の表面に担持されたトナー画像をその表面に1次転写され、転写されたトナー画像を保持する。
【0072】
又、給紙カセット151内に収容された記録媒体としての転写材Pは、給紙手段15により給紙され、次いで複数の中間ローラ122A、122B、122C、122D、レジストローラ123を経て、2次転写手段としての2次転写ローラ117まで搬送され、2次転写ローラ117により中間転写ベルト上の合成されたトナー画像が転写材P上に一括転写される。
【0073】
即ち、中間転写ベルト上に保持したトナー画像を被転写物の表面に2次転写する。
【0074】
ここで、2次転写手段6は、ここを転写材Pが通過して2次転写を行う時にのみ、転写材Pを中間転写ベルト170に圧接させる。
【0075】
カラー画像が転写された転写材Pは、定着装置124により定着処理され、排紙ローラ125に挟持されて機外の排紙トレイ126上に載置される。
【0076】
一方、2次転写ローラ117により転写材Pにカラー画像を転写した後、転写材Pを曲率分離した中間転写ベルト170は、クリーニング手段8により残留トナーが除去される。
【0077】
ここで、中間転写ベルトは前述したような回転するドラム状のものに置き換えても良い。
【0078】
次に、中間転写ベルト170に接する1次転写手段としての1次転写ローラ15Y、15M、15C、15K、と、2次転写ローラ117の構成について説明する。
【0079】
1次転写ローラ15Y、15M、15C、15Kは、例えば外径8mmのステンレス等の導電性芯金の周面に、ポリウレタン、EPDM、シリコーン等のゴム材料に、カーボン等の導電性物質を分散させたり、イオン性の導電材料を含有させたりして、表面抵抗率が105〜109Ω/□程度のソリッド状態又は発泡スポンジ状態で、厚さが5mm、ゴム弾性率が20〜70°程度(アスカー弾性率C)の半導電弾性ゴムを被覆して形成される。
【0080】
2次転写ローラ117は、例えば外径8mmのステンレス等の導電性芯金の周面に、ポリウレタン、EPDM、シリコーン等のゴム材料に、カーボン等の導電性物質を分散させたり、イオン性の導電材料を含有させたりして、表面抵抗率が105〜109Ω/□程度のソリッド状態又は発泡スポンジ状態で、厚さが5mm、ゴム弾性率が20〜70°程度(アスカー弾性率C)の半導電弾性ゴムを被覆して形成される。
【0081】
〈転写材〉
本発明に用いられる転写材としては、トナー画像を保持する支持体で、通常画像支持体、転写材或いは転写紙といわれるものである。具体的には薄紙から厚紙までの普通紙、アート紙やコート紙等の塗工された印刷用紙、市販されている和紙やはがき用紙、OHP用のプラスチックフィルム、布等の各種転写材を挙げることができるが、これらに限定されるものではない。
【実施例】
【0082】
以下に実施例を挙げて、本発明を具体的に説明するが、本発明の実施形態はこれに限定されるものではない。
【0083】
《中間転写ベルトの作製》
中間転写ベルトは以下のようにして作製した。
【0084】
〈ポリイミド樹脂1〜8の作製〉
酸無水物として3,3′,4,4′−ビフェニルテトラカルボン酸二無水物(以下BPDAと略す)とジアミンとしてp−フェニレンジアミン(以下PDAと略す)を用い、表1のモル比でN−メチルピロリドン溶媒中で60℃、4時間維持し、重合反応してポリアミド酸溶液を作製した。このポリアミド酸溶液を400℃まで加熱し、イミド化反応させ、「ポリイミド樹脂1〜8」を作製した。
【0085】
表1に、ポリイミド樹脂の作製に用いた酸無水物とジアミン、モル比、得られたポリイミド樹脂のガラス転移点、5%分解温度を示す。
【0086】
【表1】
【0087】
〈ペレット1の作製〉
下記のようにしてペレット1を作製した。
【0088】
ポリイミド樹脂1 100質量部
カーボンブラック(三菱化学製 MA−100) 13質量部
上記材料を単軸押出機に投入し、溶融混練して樹脂混合物を作製した。この樹脂混合物を粉砕して「ペレット1」を作製した。
【0089】
〈ペレット2〜8の作製〉
ペレット1の作製で用いたポリイミド樹脂1を、ポリイミド樹脂2〜8」に変更した以外は同様にして「ペレット2〜8」を作製した。
【0090】
〈ペレット9の作製〉
下記ようにしてペレット1を作製した。
【0091】
ポリイミド樹脂2 100質量部
カーボンブラック(三菱化学製 MA−100) 13質量部
ポリアミド樹脂 10質量部
上記材料を単軸押出機に投入し、溶融混練させて樹脂混合物を作製した。この樹脂混合物を粉砕して「ペレット9」を作製した。
【0092】
〈中間転写ベルト1の作製〉
単軸押出機の先端にはスリット状でシームレスベルト形状の吐出口を有する環状ダイスが取り付けてあり、ペレット1を、シームレスベルト形状に押し出し、その後冷却してシームレス円筒状の「中間転写ベルト1」を作製した。
【0093】
成形条件
成型機
ARBURUG−A220H(60Φ)
シリンダー温度(℃) 380/390/400/400
金型温度(℃) 180/180
射出速度 中速
射出圧力(kg/cm2) 1070
射出・保持/冷却(sec) 5/13
スクリュー回転数(rpm) 200
得られた中間転写ベルトの径は、870mm、幅は、380mm、厚さは、90μmであった。
【0094】
(中間転写ベルト2〜9の作製)
中間転写ベルト1の作製で用いたペレット1を表2に記載の「ペレット2〜9」に変更し、成形条件も各ペレットに合うように変更して「中間転写ベルト2〜9」を作製した。
【0095】
(中間転写ベルト10の作製)
ポリエーテル・エーテル・ケトン樹脂(PEEK樹脂:ピクトレックス社)からなる熱可塑性シート状フィルムを用いていた。この熱可塑性シート状フィルムは、熱溶融押出成形機により厚さ50μmのフィルムとして混練成形され、内添剤としてケッチェンブラック粒子、難燃強化剤を混入され、体積抵抗値が1010Ωcmとなるように形成され、縦1890mm×横330mmのシート状に切断されたものである。
【0096】
まず、円柱部材の外周面に、シート状フィルムを2周巻き付ける。そして、シート状フィルムの巻き始め部の位置と巻き終わり部との隙間が3mmとなるようにする。
【0097】
次に、シート状フィルムが巻き付けられた円柱部材を、管状型部材の中空部内に挿入する。
【0098】
続いて加熱炉内に挿入配置する。この加熱炉は、内部温度が温度センサーと温度制御装置により制御されるものである。円柱部材とシート状フィルムと管状型部材の嵌合体を370±5℃で60分加熱する。
【0099】
この状態から、円柱部材と管状型部材とシート状フィルム1の嵌合体は、加熱炉内で加熱され、それぞれの温度が上昇する。円柱部材と管状型部材はそれぞれの熱膨張係数に応じて膨張し始める。
【0100】
また、シート状フィルムは温度上昇に伴い軟化し始める。管状型部材より円柱部材の熱膨張係数が大きいため、昇温過程において、管状型部材と円柱部材との隙間が非加熱時より狭まってくる。
【0101】
所定の加熱温度に達したとき、円柱部材と管状型部材との隙間は、所望の大きさ0.2mm(片側100μm)になる。そこで、さらに軟化したシート状フィルムは、円柱部材と管状型部材3の熱膨張係数の大きさの違いにより生じる応力で、段差が潰されて所望のフィルム厚(隙間と実質的に同じ厚さ)になる。特に、シート状フィルムの繋ぎ部分は、加熱工程において応力を受けるため、溶着して接合状態になる。これによって、樹脂ベルトの厚さが全周にわたって均一になる。
【0102】
前記した加熱工程を60分間行った後、円柱部材と管状型部材とシート状フィルムの嵌合体を加熱炉から取り出して、室温まで冷却する。冷却工程において各部材が室温程度に温度降下したところで、管状型部材3から、円柱部材2およびシート状フィルムを取り外し、さらにシート状フィルムを円柱部材から剥離して「中間転写ベルト10」を作製した。「中間転写ベルト10」のフィルム繋ぎ部分の厚さは、100μm±10μmであった。
【0103】
表2に、中間転写ベルトの作製に用いたペレット、成型方法を示す。
【0104】
【表2】
【0105】
《評価》
〈画像形成装置〉
上記で作製した中間転写ベルトの評価は、画像形成装置「bizhub C6500(コニカミノルタビジネステクノロジーズ社製)」に作製した中間転写ベルトを順次装着して行った。
【0106】
尚、画像形成には体積基準におけるメディアン粒径(D50)が6.5μmのトナーと60μmのコートキャリアよりなる2成分現像剤を使用した。
【0107】
プリントは、低温低湿(10℃、20%RH)と高温高湿(33℃、80%RH)の環境で各30万枚行った。転写材は、A4版の上質紙(64g/m2)を用いた。
【0108】
プリント原稿は、印字率が7%の文字画像(3ポイント文字と5ポイント文字がそれぞれ50%)、カラー人物顔画像(ハーフトーンを含むドット画像)、ベタ白画像、ベタ画像がそれぞれ1/4等分にあるオリジナル画像(A4版)を用いた。
【0109】
(クラックの発生)
低温低湿(10℃、20%RH)の環境で、30万枚のプリントを行った後、中間転写ベルト表面のクラック発生状況を、デジタルハイスコープ(10倍)を用いて観察した。◎と○を合格とした。
【0110】
評価基準
◎:クラック発生なし
○:わずかにクラック発生が認められる
×:明らかにクラック発生が認められる。
【0111】
(クリーニングブレードエッジ欠け)
クリーニングブレードエッジ欠けは、低温低湿(10℃、20%RH))の環境で、1万枚プリント終了後に、クリーニングブレードを取り出し、そのエッジ部の欠けの状態を目視で観察し評価した。
【0112】
評価基準
◎:クリーニングブレードのエッジ部に欠けが全く見られず
○:クリーニングブレードのエッジ部に小さい欠けが見られるが、実用上問題ないレベル
×:クリーニングブレードのエッジ部に欠けが見られ、実用上問題となるレベル。
【0113】
(画像濃度むら)
画像濃度むらは、高温高湿(33℃、80%RH)の環境で、初期と30万枚プリント終了後に画像濃度0.4のハーフトーン原稿をプリントし、得られたプリントを目視で観察して、ハーフトーン画像の濃度むらの程度で評価した。
【0114】
評価基準
◎:画像濃度むらの発生が、初期及び30万枚プリント後のプリントで認められず良好
○:画像濃度むらの発生が、初期では認められず、30万枚プリント後で若干認められたが、実用上問題なし
×:画像濃度むらの発生が、初期及び30万枚プリント後で認められ、実用上問題有り。
【0115】
(画像欠陥)
画像欠陥の評価は、低温低湿(10℃、20%RH)環境で、初期と30万枚プリント終了後に印字率が7%の文字画像(3ポイント文字と5ポイント文字がそれぞれ50%)、カラー人物顔画像(ハーフトーンを含むドット画像)、ベタ白画像、ベタ画像がそれぞれ1/4等分にあるオリジナル画像(A4版)のプリントを行い、文字画像の乱れとベタ白画像部のカブリの程度を目視観察して評価した。
【0116】
評価基準
◎:文字画像の乱れとベタ白画像部のカブリが認められず良好
○:文字画像の乱れがベタ白画像部のカブリの何れかが認められるが実用上問題ないレベル
×:文字画像の乱れかベタ白画像部のカブリの何れかが実用上問題となるレベル。
【0117】
表3に、評価結果を示す。
【0118】
【表3】
【0119】
表3の結果から明らかなように、「実施例1〜6」の「中間転写ベルト1〜6」は、上記評価項目の何れの評価項目も良好な結果が得られたが、「比較例1〜4」の「中間転写ベルト7〜10」は評価項目の何れかに問題が有り、本発明の中間転写ベルトとは明らかに異なる結果となった。
【符号の説明】
【0120】
10 画像形成装置
13 自動原稿送り装置
14 原稿画像読み取り装置
13Y、13M、13C、13K 露光手段
10Y、10M、10C、10K
17 中間転写ベルトユニット
15 給紙手段
124 定着手段
11Y、11M、11C、11K 感光体
170 中間転写ベルト
171、172、173、174 ローラ
【技術分野】
【0001】
本発明は、電子写真用中間転写ベルト及び電子写真用中間転写ベルトの製造方法に関する。
【背景技術】
【0002】
電子写真画像形成装置(以下、単に画像形成装置とも云う)としては、電子写真感光体上のトナー像を電子写真用中間転写ベルト(以下、単に中間転写ベルトとも云う)に転写する手段、中間転写ベルトに転写したトナー像を転写体に転写する手段を有する装置が一般に用いられている。
【0003】
中間転写ベルトの部材としては、植物由来高分子化合物とポリイミド樹脂とを含有する樹脂組成物を用いることが開示されている(例えば、特許文献1参照。)。
【0004】
しかしながら、上記樹脂組成物を用いて作製した中間転写ベルトを電子写真画像形成装置に装着して多数枚プリントを行うと、中間転写ベルトにクラックが発生し実用上問題があった。
【0005】
又、電子写真画像形成装置で用いられる中間転写ベルトとして、熱可塑性樹脂のガラス転移点が100℃以上でかつ300℃以下、又は融点が200℃以上かつ400℃以下の条件の一つを満足する熱可塑性樹脂またはそれを含む熱可塑性樹脂組成物からなるシート或いはシート状フィルムを巻き付けた状態で管状型部材内に嵌め込み、シート或いはシート状フィルムの端部を互いに熱溶着させるシームレス樹脂ベルトの製造方法およびそれによって得られた中間転写ベルトが開示されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−50439号公報
【特許文献2】特開2006−95838号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記で開示された方法で作製された中間転写ベルトを用いて多数枚(例えば、5万枚)プリントを行うと、シート状フィルムの端部を互いに熱溶着させた部分にクラックが発生したり、熱溶着させた部分に凹凸が発生したりしてプリント画像に不具合が発生したり、中間転写ベルトをクリーニングするクリーニングブレードにキズが付きクリーニング不良が発生したりする問題が発生していた。
【0008】
本発明の目的は、多数枚プリントしても、クリーニング不良の発生が無く、継続して高品質のプリント画像が得られる優れた電子写真用中間転写ベルトを提供することにある。
【0009】
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の目的は、下記構成を採ることにより達成される。
【0011】
1.ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
【0012】
2.前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする前記1に記載の電子写真用中間転写ベルト。
【0013】
3.ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して作製することを特徴とする電子写真用中間転写ベルトの製造方法。
【0014】
4.前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする前記3に記載の電子写真用中間転写ベルトの製造方法。
【発明の効果】
【0015】
本発明の中間転写ベルトは、多数枚プリントしても、画像欠陥やクリーニング不良の発生が無く、継続して高品質のプリントが得られる優れた効果を有する。
【0016】
又、本発明に係る電子写真用中間転写ベルトの製造方法は、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる優れた効果を有する。
【図面の簡単な説明】
【0017】
【図1】本発明の電子写真用中間転写ベルトが使用可能な画像形成装置の一例を示す断面構成図である。
【発明を実施するための形態】
【0018】
中間転写ベルトとしては、繰り返し使用してもクラックが発生しない、画像欠陥の無いプリントが得られる摩耗しにくく、多数枚プリントを作成することができ、表面が平滑で電気的欠陥が無く、画像むらの無いプリントが得られる特性を有するものが好ましい。
【0019】
本発明者等は、多数枚プリントしても、画像欠陥やクリーニング不良の発生が無く、継続して高品質のプリントが得られる中間転写ベルトについて検討を行った。
【0020】
種々検討の結果、特定のガラス転移点を有し、且つ、特定の分解温度特性を有するポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られた本発明の中間転写ベルトは、本発明の目的を達成できることを見出した。
【0021】
以下、本発明について詳細に説明する。
【0022】
《中間転写ベルト》
本発明の中間転写ベルトは、ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものである。
【0023】
ガラス転移点が200℃以上のポリイミド樹脂を有する樹脂組成物を用いることで、中間転写ベルトの耐熱性、耐摩耗性が確保できる。
【0024】
ガラス転移点が350℃以下のポリイミド樹脂を有する樹脂組成物を用いることで、均一に押出成形することができ、多数枚プリントしてもクラックの発生を防止できる。
【0025】
5質量%分解温度が300℃以上のポリイミド樹脂を有する樹脂組成物を用いることで、押出成型時に熱分解を防止できる。
【0026】
ポリイミド樹脂は、酸無水物とジアミンで構成され、
酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることが好ましい。
【0027】
モル比を1.01以上にすることにより、良好に押出成形を行うことができる。
【0028】
モル比を1.10以下にすることにより、中間転写ベルトの強度を確保できる。
【0029】
〈中間転写ベルトの形状、物性値〉
中間転写ベルトの形状は、環状シームレスベルトで、
中間転写ベルトの径が、800〜1800mm
中間転写ベルトの幅が、350〜450mm
中間転写ベルトの厚さが、40〜100μm
であるものが好ましい。
【0030】
〈中間転写ベルトの樹脂組成物〉
本発明の中間転写ベルトは、特定の特性を有するポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものである。
【0031】
樹脂組成物中に有する特定の特性を有するポリイミド樹脂の量は、樹脂組成物全量に対して50質量%以上であることが好ましい。
【0032】
本発明で用いられるポリイミド樹脂は、酸無水物とジアミンを用いて得られたものが好ましい。
【0033】
酸無水物としては、化合物(1)及び下記一般式(1)〜(3)で表される酸無水物を挙げることができる。
【0034】
【化1】
【0035】
【化2】
【0036】
(一般式(1)〜(3)中、R1及びR2はそれぞれ独立に、水素原子、炭素数1〜10の直鎖状もしくは分岐状のアルキル基、又は、アリール基を示し、R3は炭素数1〜6のアルキレン基を示し、m及びnはそれぞれ独立に1〜3の整数を示し、kは1〜4の整数を示す)
ジアミンとしては、p−フェニレンジアミン、各種シクロヘキサンジアミン、水添ビスフェノールA型ジアミン等の公知のジアミンを挙げることができる。
【0037】
また、ポリイミド樹脂の重量平均分子量は5000以上200000以下であることが好ましく、10000以上100000以下であることがより好ましい。重量平均分子量が5000未満であると、機械強度が低下する傾向があり、200000を越えると押出成形性が低下する傾向がある。
【0038】
これらのポリイミド樹脂は、1種を単独で又は2種以上を組み合わせて用いることができる。
【0039】
本発明の中間転写ベルトには、本発明を効果的に実施するために、導電剤、酸化防止剤、熱安定剤、滑剤、難燃剤などの添加剤および他種樹脂を配合することができる。
【0040】
導電剤としては、配合されることによって成形体に導電性を付与できるものであれば特に制限されず、中間転写ベルトの分野で従来から使用されている公知の導電剤が使用可能である。そのような導電剤として、例えば、カーボンブラック、導電性もしくは半導電性金属酸化物微粒子、導電性高分子が挙げられる。
【0041】
添加剤は通常、溶融混練工程に供される混合物に予め添加・混合されるが、それぞれ独立して予備溶融混練工程または溶融混練工程の直前に添加・混合されても、またはそれらの工程中にサイドフィーダーを用いて添加・混合されてもよい。
【0042】
他種樹脂としては、ポリアミド、ポリフェニレンエーテル、ポリスルフォン、ポリフェニレンスルフィド、ポリアミドイミド、ポリエーテルスルフォンを挙げることができる。
【0043】
〈ガラス転移点〉
本発明に係るガラス転移点は、「DSC−7示差走査カロリメーター」(パーキンエルマー製)を用いて測定して得られる値である。
【0044】
測定手順としては、測定試料4.5mg〜5.0mgを小数点以下2桁まで精秤しアルミニウム製パン(KITNo.0219−0041)に封入し、DSC−7サンプルホルダーにセットする。リファレンスは空のアルミニウム製パンを使用した。測定条件としては、測定温度0℃〜400℃、昇温速度10℃/分、降温速度10℃/分で、Heat−cool−Heatの温度制御で行い、その2nd.Heatにおけるデータをもとに解析を行った。
【0045】
ガラス転移点は、第1の吸熱ピークの立ち上がり前のベースラインの延長線と、第1のピークの立ち上がり部分からピーク頂点までの間で最大傾斜を示す接線を引き、その交点をガラス転移点として示す。
【0046】
〈5質量%分解温度〉
本発明に係る5質量%分解温度とは、測定試料を150℃に加熱して水分を除去した後、空気気流中で、熱質量分析法(TGA法)で10℃/分の昇温速度で加熱したとき試料の質量が5%減少するときの温度である。
【0047】
《中間転ベルトの製造方法》
本発明の中間転写ベルトは、特定のポリイミド樹脂を有する樹脂組成物を環状に押出成形して作製することができる。
【0048】
以下、本発明の中間転写ベルトの製造方法の一例を挙げて説明する。
【0049】
先ず、特定のポリアミド樹脂と必要に応じて他樹脂等を混合した部材を、混練装置を用いて溶融混練し、スリットより押し出し混練物を作製する。
【0050】
次いで、この混練物に必要に応じ導電剤等を混合して粉砕したペレットを作製する。
【0051】
このペレットを、混練装置を用いて溶融混練し、該混練物をスリットより環状に押し出し、その後、冷却することによって製造する。
【0052】
冷却後、環状に押出成形されたシームレスベルトを指定の幅に切断し、中間転写ベルトを作製する。
【0053】
環状に押し出す溶融混練温度は、樹脂組成物の融点以上の温度が好ましい。
【0054】
溶融混練機としては、上記温度に加熱が可能で、かつ混練物をスリットから環状に押し出すことができるものであれば特に制限されず、例えば、単軸あるいは2軸の混練押出機等を挙げることができる。
【0055】
《画像形成》
次に、本発明の中間転写ベルトを用いた画像形成方法、画像形成装置について説明する。
【0056】
《画像形成方法、画像形成装置》
本発明の中間転写ベルトは、電子写真方式の黒或いはカラー複写機、プリンタ、ファクシミリ等の画像形成方法、画像形成装置に好適に用いられる。
【0057】
本発明の中間転写ベルトを用いることができる画像形成装置について、カラーの画像形成装置を例に取り説明する。
【0058】
図1は、本発明の電子写真用中間転写ベルトが使用可能な画像形成装置の一例を示す断面構成図である。
【0059】
この画像形成装置10は、タンデム型フルカラー複写機と称せられるもので、自動原稿送り装置13と、原稿画像読み取り装置14と、複数の露光手段13Y、13M、13C、13Kと、複数組の画像形成部10Y、10M、10C、10Kと、中間転写ベルトユニット17と、給紙手段15及び定着手段124とからなる。
【0060】
画像形成装置の本体12の上部には、自動原稿送り装置13と原稿画像読み取り装置14が配置されており、自動原稿送り装置13により搬送される原稿dの画像が原稿画像読み取り装置14の光学系により反射・結像され、ラインイメージセンサCCDにより読み込まれる。
【0061】
ラインイメージセンサCCDにより読み取られた原稿画像を光電変換されたアナログ信号は、図示しない画像処理部において、アナログ処理、A/D変換、シェーディング補正、画像圧縮処理等を行った後、露光手段13Y、13M、13C、13Kに各色毎のデジタル画像データとして送られ、露光手段13Y、13M、13C、13Kにより対応する第1の像担持体としてのドラム状の感光体11Y、11M、11C、11Kに各色の画像データの潜像を形成する。
【0062】
画像形成部10Y、10M、10C、10Kは、垂直方向に縦列配置されており、感光体11Y、11M、11C、11Kの図示左側方にローラ171、172、173、174を巻回して回動可能に張架された中間転写ベルト170が配置されている。
【0063】
そして、本発明の中間転写ベルト170は図示しない駆動装置により回転駆動されるローラ171を介し矢印方向に駆動されている。
【0064】
イエロー色の画像を形成する画像形成部10Yは、感光体11Yの周囲に配置された帯電手段12Y、露光手段13Y、現像手段14Y、1次転写手段としての1次転写ローラ15Y、クリーニング手段16Yを有する。
【0065】
マゼンタ色の画像を形成する画像形成部10Mは、感光体11M、帯電手段12M、露光手段13M、現像手段14M、1次転写手段としての1次転写ローラ15M、クリーニング手段16Mを有する。
【0066】
シアン色の画像を形成する画像形成部10Cは、感光体11C、帯電手段12C、露光手段13C、現像手段14C、1次転写手段としての1次転写ローラ15C、クリーニング手段16Cを有する。
【0067】
黒色画像を形成する画像形成部10Kは、感光体11K、帯電手段12K、露光手段13K、現像手段14K、1次転写手段としての1次転写ローラ15K、クリーニング手段16Kを有する。
【0068】
トナー補給手段141Y、141M、141C、141Kは、現像装置14Y、14M、14C、14Kにそれぞれ新規トナーを補給する。
【0069】
ここで、1次転写ローラ15Y、15M、15C、15Kは、図示しない制御手段により画像の種類に応じて選択的に作動され、それぞれ対応する感光体11Y、11M、11C、11Kに中間転写ベルト170を押圧し、感光体上の画像を転写する。
【0070】
この様にして、画像形成部10Y、10M、10C、10Kにより感光体11Y、11M、11C、11K上に形成された各色の画像は、1次転写ローラ15Y、15M、15C、15Kにより、回動する中間転写ベルト170上に逐次転写されて、合成されたカラー画像が形成される。
【0071】
即ち、中間転写ベルトは感光体の表面に担持されたトナー画像をその表面に1次転写され、転写されたトナー画像を保持する。
【0072】
又、給紙カセット151内に収容された記録媒体としての転写材Pは、給紙手段15により給紙され、次いで複数の中間ローラ122A、122B、122C、122D、レジストローラ123を経て、2次転写手段としての2次転写ローラ117まで搬送され、2次転写ローラ117により中間転写ベルト上の合成されたトナー画像が転写材P上に一括転写される。
【0073】
即ち、中間転写ベルト上に保持したトナー画像を被転写物の表面に2次転写する。
【0074】
ここで、2次転写手段6は、ここを転写材Pが通過して2次転写を行う時にのみ、転写材Pを中間転写ベルト170に圧接させる。
【0075】
カラー画像が転写された転写材Pは、定着装置124により定着処理され、排紙ローラ125に挟持されて機外の排紙トレイ126上に載置される。
【0076】
一方、2次転写ローラ117により転写材Pにカラー画像を転写した後、転写材Pを曲率分離した中間転写ベルト170は、クリーニング手段8により残留トナーが除去される。
【0077】
ここで、中間転写ベルトは前述したような回転するドラム状のものに置き換えても良い。
【0078】
次に、中間転写ベルト170に接する1次転写手段としての1次転写ローラ15Y、15M、15C、15K、と、2次転写ローラ117の構成について説明する。
【0079】
1次転写ローラ15Y、15M、15C、15Kは、例えば外径8mmのステンレス等の導電性芯金の周面に、ポリウレタン、EPDM、シリコーン等のゴム材料に、カーボン等の導電性物質を分散させたり、イオン性の導電材料を含有させたりして、表面抵抗率が105〜109Ω/□程度のソリッド状態又は発泡スポンジ状態で、厚さが5mm、ゴム弾性率が20〜70°程度(アスカー弾性率C)の半導電弾性ゴムを被覆して形成される。
【0080】
2次転写ローラ117は、例えば外径8mmのステンレス等の導電性芯金の周面に、ポリウレタン、EPDM、シリコーン等のゴム材料に、カーボン等の導電性物質を分散させたり、イオン性の導電材料を含有させたりして、表面抵抗率が105〜109Ω/□程度のソリッド状態又は発泡スポンジ状態で、厚さが5mm、ゴム弾性率が20〜70°程度(アスカー弾性率C)の半導電弾性ゴムを被覆して形成される。
【0081】
〈転写材〉
本発明に用いられる転写材としては、トナー画像を保持する支持体で、通常画像支持体、転写材或いは転写紙といわれるものである。具体的には薄紙から厚紙までの普通紙、アート紙やコート紙等の塗工された印刷用紙、市販されている和紙やはがき用紙、OHP用のプラスチックフィルム、布等の各種転写材を挙げることができるが、これらに限定されるものではない。
【実施例】
【0082】
以下に実施例を挙げて、本発明を具体的に説明するが、本発明の実施形態はこれに限定されるものではない。
【0083】
《中間転写ベルトの作製》
中間転写ベルトは以下のようにして作製した。
【0084】
〈ポリイミド樹脂1〜8の作製〉
酸無水物として3,3′,4,4′−ビフェニルテトラカルボン酸二無水物(以下BPDAと略す)とジアミンとしてp−フェニレンジアミン(以下PDAと略す)を用い、表1のモル比でN−メチルピロリドン溶媒中で60℃、4時間維持し、重合反応してポリアミド酸溶液を作製した。このポリアミド酸溶液を400℃まで加熱し、イミド化反応させ、「ポリイミド樹脂1〜8」を作製した。
【0085】
表1に、ポリイミド樹脂の作製に用いた酸無水物とジアミン、モル比、得られたポリイミド樹脂のガラス転移点、5%分解温度を示す。
【0086】
【表1】
【0087】
〈ペレット1の作製〉
下記のようにしてペレット1を作製した。
【0088】
ポリイミド樹脂1 100質量部
カーボンブラック(三菱化学製 MA−100) 13質量部
上記材料を単軸押出機に投入し、溶融混練して樹脂混合物を作製した。この樹脂混合物を粉砕して「ペレット1」を作製した。
【0089】
〈ペレット2〜8の作製〉
ペレット1の作製で用いたポリイミド樹脂1を、ポリイミド樹脂2〜8」に変更した以外は同様にして「ペレット2〜8」を作製した。
【0090】
〈ペレット9の作製〉
下記ようにしてペレット1を作製した。
【0091】
ポリイミド樹脂2 100質量部
カーボンブラック(三菱化学製 MA−100) 13質量部
ポリアミド樹脂 10質量部
上記材料を単軸押出機に投入し、溶融混練させて樹脂混合物を作製した。この樹脂混合物を粉砕して「ペレット9」を作製した。
【0092】
〈中間転写ベルト1の作製〉
単軸押出機の先端にはスリット状でシームレスベルト形状の吐出口を有する環状ダイスが取り付けてあり、ペレット1を、シームレスベルト形状に押し出し、その後冷却してシームレス円筒状の「中間転写ベルト1」を作製した。
【0093】
成形条件
成型機
ARBURUG−A220H(60Φ)
シリンダー温度(℃) 380/390/400/400
金型温度(℃) 180/180
射出速度 中速
射出圧力(kg/cm2) 1070
射出・保持/冷却(sec) 5/13
スクリュー回転数(rpm) 200
得られた中間転写ベルトの径は、870mm、幅は、380mm、厚さは、90μmであった。
【0094】
(中間転写ベルト2〜9の作製)
中間転写ベルト1の作製で用いたペレット1を表2に記載の「ペレット2〜9」に変更し、成形条件も各ペレットに合うように変更して「中間転写ベルト2〜9」を作製した。
【0095】
(中間転写ベルト10の作製)
ポリエーテル・エーテル・ケトン樹脂(PEEK樹脂:ピクトレックス社)からなる熱可塑性シート状フィルムを用いていた。この熱可塑性シート状フィルムは、熱溶融押出成形機により厚さ50μmのフィルムとして混練成形され、内添剤としてケッチェンブラック粒子、難燃強化剤を混入され、体積抵抗値が1010Ωcmとなるように形成され、縦1890mm×横330mmのシート状に切断されたものである。
【0096】
まず、円柱部材の外周面に、シート状フィルムを2周巻き付ける。そして、シート状フィルムの巻き始め部の位置と巻き終わり部との隙間が3mmとなるようにする。
【0097】
次に、シート状フィルムが巻き付けられた円柱部材を、管状型部材の中空部内に挿入する。
【0098】
続いて加熱炉内に挿入配置する。この加熱炉は、内部温度が温度センサーと温度制御装置により制御されるものである。円柱部材とシート状フィルムと管状型部材の嵌合体を370±5℃で60分加熱する。
【0099】
この状態から、円柱部材と管状型部材とシート状フィルム1の嵌合体は、加熱炉内で加熱され、それぞれの温度が上昇する。円柱部材と管状型部材はそれぞれの熱膨張係数に応じて膨張し始める。
【0100】
また、シート状フィルムは温度上昇に伴い軟化し始める。管状型部材より円柱部材の熱膨張係数が大きいため、昇温過程において、管状型部材と円柱部材との隙間が非加熱時より狭まってくる。
【0101】
所定の加熱温度に達したとき、円柱部材と管状型部材との隙間は、所望の大きさ0.2mm(片側100μm)になる。そこで、さらに軟化したシート状フィルムは、円柱部材と管状型部材3の熱膨張係数の大きさの違いにより生じる応力で、段差が潰されて所望のフィルム厚(隙間と実質的に同じ厚さ)になる。特に、シート状フィルムの繋ぎ部分は、加熱工程において応力を受けるため、溶着して接合状態になる。これによって、樹脂ベルトの厚さが全周にわたって均一になる。
【0102】
前記した加熱工程を60分間行った後、円柱部材と管状型部材とシート状フィルムの嵌合体を加熱炉から取り出して、室温まで冷却する。冷却工程において各部材が室温程度に温度降下したところで、管状型部材3から、円柱部材2およびシート状フィルムを取り外し、さらにシート状フィルムを円柱部材から剥離して「中間転写ベルト10」を作製した。「中間転写ベルト10」のフィルム繋ぎ部分の厚さは、100μm±10μmであった。
【0103】
表2に、中間転写ベルトの作製に用いたペレット、成型方法を示す。
【0104】
【表2】
【0105】
《評価》
〈画像形成装置〉
上記で作製した中間転写ベルトの評価は、画像形成装置「bizhub C6500(コニカミノルタビジネステクノロジーズ社製)」に作製した中間転写ベルトを順次装着して行った。
【0106】
尚、画像形成には体積基準におけるメディアン粒径(D50)が6.5μmのトナーと60μmのコートキャリアよりなる2成分現像剤を使用した。
【0107】
プリントは、低温低湿(10℃、20%RH)と高温高湿(33℃、80%RH)の環境で各30万枚行った。転写材は、A4版の上質紙(64g/m2)を用いた。
【0108】
プリント原稿は、印字率が7%の文字画像(3ポイント文字と5ポイント文字がそれぞれ50%)、カラー人物顔画像(ハーフトーンを含むドット画像)、ベタ白画像、ベタ画像がそれぞれ1/4等分にあるオリジナル画像(A4版)を用いた。
【0109】
(クラックの発生)
低温低湿(10℃、20%RH)の環境で、30万枚のプリントを行った後、中間転写ベルト表面のクラック発生状況を、デジタルハイスコープ(10倍)を用いて観察した。◎と○を合格とした。
【0110】
評価基準
◎:クラック発生なし
○:わずかにクラック発生が認められる
×:明らかにクラック発生が認められる。
【0111】
(クリーニングブレードエッジ欠け)
クリーニングブレードエッジ欠けは、低温低湿(10℃、20%RH))の環境で、1万枚プリント終了後に、クリーニングブレードを取り出し、そのエッジ部の欠けの状態を目視で観察し評価した。
【0112】
評価基準
◎:クリーニングブレードのエッジ部に欠けが全く見られず
○:クリーニングブレードのエッジ部に小さい欠けが見られるが、実用上問題ないレベル
×:クリーニングブレードのエッジ部に欠けが見られ、実用上問題となるレベル。
【0113】
(画像濃度むら)
画像濃度むらは、高温高湿(33℃、80%RH)の環境で、初期と30万枚プリント終了後に画像濃度0.4のハーフトーン原稿をプリントし、得られたプリントを目視で観察して、ハーフトーン画像の濃度むらの程度で評価した。
【0114】
評価基準
◎:画像濃度むらの発生が、初期及び30万枚プリント後のプリントで認められず良好
○:画像濃度むらの発生が、初期では認められず、30万枚プリント後で若干認められたが、実用上問題なし
×:画像濃度むらの発生が、初期及び30万枚プリント後で認められ、実用上問題有り。
【0115】
(画像欠陥)
画像欠陥の評価は、低温低湿(10℃、20%RH)環境で、初期と30万枚プリント終了後に印字率が7%の文字画像(3ポイント文字と5ポイント文字がそれぞれ50%)、カラー人物顔画像(ハーフトーンを含むドット画像)、ベタ白画像、ベタ画像がそれぞれ1/4等分にあるオリジナル画像(A4版)のプリントを行い、文字画像の乱れとベタ白画像部のカブリの程度を目視観察して評価した。
【0116】
評価基準
◎:文字画像の乱れとベタ白画像部のカブリが認められず良好
○:文字画像の乱れがベタ白画像部のカブリの何れかが認められるが実用上問題ないレベル
×:文字画像の乱れかベタ白画像部のカブリの何れかが実用上問題となるレベル。
【0117】
表3に、評価結果を示す。
【0118】
【表3】
【0119】
表3の結果から明らかなように、「実施例1〜6」の「中間転写ベルト1〜6」は、上記評価項目の何れの評価項目も良好な結果が得られたが、「比較例1〜4」の「中間転写ベルト7〜10」は評価項目の何れかに問題が有り、本発明の中間転写ベルトとは明らかに異なる結果となった。
【符号の説明】
【0120】
10 画像形成装置
13 自動原稿送り装置
14 原稿画像読み取り装置
13Y、13M、13C、13K 露光手段
10Y、10M、10C、10K
17 中間転写ベルトユニット
15 給紙手段
124 定着手段
11Y、11M、11C、11K 感光体
170 中間転写ベルト
171、172、173、174 ローラ
【特許請求の範囲】
【請求項1】
ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
【請求項2】
前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする請求項1に記載の電子写真用中間転写ベルト。
【請求項3】
ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して作製することを特徴とする電子写真用中間転写ベルトの製造方法。
【請求項4】
前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする請求項3に記載の電子写真用中間転写ベルトの製造方法。
【請求項1】
ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
【請求項2】
前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする請求項1に記載の電子写真用中間転写ベルト。
【請求項3】
ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して作製することを特徴とする電子写真用中間転写ベルトの製造方法。
【請求項4】
前記ポリイミド樹脂が少なくとも酸無水物とジアミンを有し、酸無水物(A)とジアミン(B)のモル比(A/B)が1.01以上1.10以下であることを特徴とする請求項3に記載の電子写真用中間転写ベルトの製造方法。
【図1】

【公開番号】特開2011−186272(P2011−186272A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−52757(P2010−52757)
【出願日】平成22年3月10日(2010.3.10)
【出願人】(303000372)コニカミノルタビジネステクノロジーズ株式会社 (12,802)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月10日(2010.3.10)
【出願人】(303000372)コニカミノルタビジネステクノロジーズ株式会社 (12,802)
【Fターム(参考)】
[ Back to top ]