
電子写真用弾性ローラの製造方法
【課題】軸芯体の周囲に弾性層を形成し、弾性層の外周に少なくとも1層の被覆層を設ける画像形成装置の電子写真用弾性ローラにおいて、弾性層と被覆層の接合部は回転方向の剪断力に対して優れた耐久性を示し、かつ電子写真用弾性ローラの寿命が尽きた際には容易に弾性層から被覆層を剥がせて弾性層を再利用することが可能な電子写真用弾性ローラの製造方法、及び電子写真用弾性ローラを提供する。
【解決手段】軸芯体の周囲に未硬化の付加型液状シリコーンゴムを塗付し、加熱硬化させて弾性層を形成し、弾性層の外周に少なくとも1層の被覆層を設ける電子写真用弾性ローラの製造方法において、未硬化の付加型液状シリコーンゴムの表面に水またはアルコールまたはそれらの混合液を噴霧し、加熱硬化することで弾性層の表面に凹部を形成した後、被覆層を設ける。
【解決手段】軸芯体の周囲に未硬化の付加型液状シリコーンゴムを塗付し、加熱硬化させて弾性層を形成し、弾性層の外周に少なくとも1層の被覆層を設ける電子写真用弾性ローラの製造方法において、未硬化の付加型液状シリコーンゴムの表面に水またはアルコールまたはそれらの混合液を噴霧し、加熱硬化することで弾性層の表面に凹部を形成した後、被覆層を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真複写装置、プリンター、静電記録装置の如き電子写真用画像形成装置において使用する電子写真用弾性ローラの製造方法に関する。
【背景技術】
【0002】
オフィスで使われているレーザービームプリンタにおいては、現像剤の収納容器を含む現像プロセスの中心部を一体化し、装置本体に着脱可能としたカートリッジが用いられているものがある。環境負荷軽減の観点から、このようなカートリッジの構成部材を再利用し、資源の有効利用を図ることの検討が活発化している。このような状況の下で、レーザービームプリンタに現像ローラ等として用いられている電子写真用弾性ローラには、使用に伴って紙粉や現像剤がその表面に付着、堆積し、他部材との圧接や摩擦により表面全体が紙粉や現像剤で被覆されてしまうことがある。このような紙粉や現像剤が付着した電子写真用弾性ローラをそのまま再利用した場合、電子写真用弾性ローラの表面状態や抵抗値が変化しているため、画像形成装置において満足できる性能が得られないことがある。そこで、電子写真用弾性ローラを再生する方法として、特許文献1は、現像ローラ表面に形成された被膜に対してブラスト処理を施し、被膜に固着した現像剤や汚染物質を除去する方法を提案している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−050506号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、本発明者らの検討によれば、特許文献1の開示に係るブラスト処理を、軸芯体の周面に弾性層を有してなる電子写真用弾性ローラの再生に適用してみたところ、表面に固着した現像剤の除去のみならず、弾性層の表面に傷を生じさせてしまうことがあった。また表面に残留する研磨粉を除去する洗浄工程も必要となり、作業性の点から改善の余地があった。
【0005】
そこで、本発明の目的は、電子写真用弾性ローラとしての実使用時の耐久性を維持しつつ、表面に付着した現像剤を容易に除去することができる電子写真用弾性ローラの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る電子写真用弾性ローラの製造方法は、軸芯体と、該軸芯体の周囲に形成された弾性層と、該弾性層の周囲に形成された少なくとも1層以上の被覆層とを有する電子写真用弾性ローラの製造方法において、前記軸芯体の周囲に未硬化の付加型液状シリコーンゴムを塗付する工程と、前記軸芯体に塗布した未硬化の付加型液状シリコーンゴムの表面に水またはアルコール、あるいはそれらの混合液を噴霧する処理を施す工程と、前記噴霧処理した未硬化の付加型液状シリコーンゴムを加熱硬化させて前記弾性層を形成するとともに前記弾性層の表面に複数の凹部を形成する工程と、前記弾性層の外周に、前記凹部に入り込んだ状態で被覆層を設ける工程と、を有することを特徴とする。
【発明の効果】
【0007】
本発明によれば、弾性層と樹脂層との接合部は回転方向の剪断力に対して優れた耐久性を示すため、実使用時の耐久性に問題のない電子写真用弾性ローラを得ることができる。また、電子写真用弾性ローラの寿命が尽きた際には、容易に弾性層から被覆層を剥離して表面に付着した現像剤を除去できる。また、弾性層を損うおそれも少ない。そのため、電子写真用弾性ローラとして再生することが容易となる。
【図面の簡単な説明】
【0008】
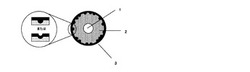
【図1】本発明の電子写真用弾性ローラの一例を示す概略断面図である。
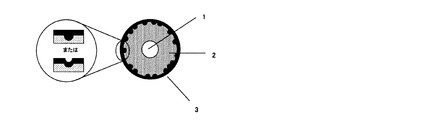
【図2】本発明の電子写真用弾性ローラの一例を示す概略斜視図である。
【図3】本発明の弾性層の形成に適用した製造装置の一例を示す概略構成図である。
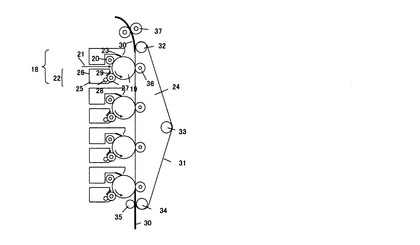
【図4】本発明の画像形成装置の一例を示す概略構成図である。
【発明を実施するための形態】
【0009】
以下、好ましい実施の形態を挙げて本発明をさらに詳細に説明する。
【0010】
図2は、本発明に係る電子写真用弾性ローラの斜視図である。また、図1は、本発明に係る製造方法により得られる電子写真用弾性ローラの断面図である。図1及び図2に示したとおり、弾性層2は、軸芯体1の外周に形成されている。被覆層3は、弾性層2の外周面上に形成されている。
【0011】
<軸芯体>
軸芯体1を構成する材料としては以下の材料が挙げられる。鉄、鋼、アルミニウム、チタン、銅及びニッケルの合金やこれらの金属を含むステンレス、ジュラルミン、真鍮及び青銅の合金、さらにカーボンブラックや炭素繊維をプラスチックで固めた複合材料の剛直で導電性を示す公知の材料。また、形状としては円柱状でも中心部分を空洞とした円筒状でもよい。
【0012】
<弾性層>
本発明の弾性層2を形成するゴム材料としては、付加型の液状シリコーンゴムを使用する。付加型液状シリコーンゴムは、アルケニル基を含有するポリシロキサンとヒドロシリル基を含有するハイドロジェンポリシロキサンが白金触媒の存在下、付加反応して架橋することで硬化する。この架橋反応の際に水やアルコールが存在すると、水やアルコールの水酸基とハイドロジェンポリシロキサンのヒドロシリル基が反応して水素ガスが発生し、この発生した水素ガスによって弾性層の表面に凹部が形成される。水やアルコールが付着している箇所でしか水素ガスが発生しないため、水やアルコールが存在しない弾性層内部では発泡せずに選択的に弾性層表面だけに凹部を形成することができ、弾性層の圧縮永久歪の特性も維持される。
【0013】
アルケニル基を含有するポリシロキサンの分子量としては特に限定されないが、10万以上100万以下が好ましい。ポリシロキサンのアルケニル基は1分子中に少なくとも2個有ることが望ましい。アルケニル基の種類は特に限定されないが、活性水素との反応性が高い等の理由から、ビニル基及びアリル基の少なくとも一方であることが好ましく、ビニル基が特に好ましい。
【0014】
なお、本発明での分子量はゲルパーミエーションクロマトグラフィー(GPC)で測定したときの重量平均分子量である。すなわち、40℃のヒートチャンバー内で安定化させたカラムに溶媒としてトルエンを毎分0.5mlの流速で流し、0.05〜0.60質量%に調整した試料溶液を50〜200μl注入した。そして、数種の単分散ポリスチレン標準試料で作成した検量線から試料の重量平均分子量を算出した。
【0015】
ヒドロシリル基を含有するハイドロジェンポリシロキサンは、硬化工程における付加反応の架橋剤、及び水やアルコールと脱水素反応して弾性層の表面に凹部を形成する働きをする。一分子中のケイ素原子結合水素原子の数は2個以上であり、硬化反応を最適に行わせるためには3個以上であることが好ましい。ハイドロジェンポリシロキサンの分子量は特に限定されないが、1000以上10000以下が好ましく、硬化反応を適切に行わせるためには比較的低分子量の1000以上5000以下が特に好ましい。
【0016】
本発明における付加型液状シリコーンゴムのハイドロジェンポリシロキサンの配合量は、ポリシロキサン中のアルケニル基数に対してハイドロジェンポリシロキサン中のヒドロシリル基数が、1.5倍以上3.0倍以下の範囲内であることが好ましい。ハイドロジェンポリシロキサンのヒドロシリル基は、ポリシロキサンのアルケニル基との付加反応と水やアルコールとの脱水素反応の競争反応で消費されるため、1.5倍未満だとシリコーンゴムの架橋が少なくなることがあり、圧縮永久歪が悪化する可能性がある。一方、3.0倍より大きくなると化学的に不安定なヒドロシリル基が過剰に残ることになるので経時で電子写真用弾性ローラの物性が変化することがあり、好ましくない。
【0017】
付加型液状シリコーンゴムの触媒としては、ポリシロキサンとハイドロジェンポリシロキサンの付加反応やハイドロジェンポリシロキサンと水やアルコールとの脱水素反応において触媒作用を示す白金触媒が使用できる。その具体例としては、塩化白金酸、白金オレフィン錯体、白金ビニルシロキサン錯体、白金トリフェニルホスフィン錯体が挙げられる。触媒の配合量に関しては、ポリシロキサン100質量部に対し、白金元素量として1ppm以上1000ppm以下が好ましい。ただし、この範囲に限定されることはなく、目標とする可使時間、硬化時間、製品形状等により適宜選択される。
【0018】
更に、電子写真用弾性ローラの具体的な用途に応じて、弾性層自体に要求される機能に必要な成分として導電剤や非導電性充填剤を適宜配合することができる。弾性層に導電性を付与する目的で添加する導電剤としては次のものが挙げられる。すなわち、カーボンブラック、グラファイト、アルミニウム、パラジウム、銀、鉄、銅、錫、ステンレス鋼の各種導電性金属または合金、酸化錫、酸化亜鉛、酸化インジウム、酸化チタン、酸化アンチモン、酸化モリブデン、酸化錫−酸化アンチモン固溶体、酸化錫−酸化インジウム固溶体の各種導電性金属酸化物、これらの導電性材料で被覆された絶縁性物質等の微粉末など。またイオン導電剤としてLiClO4、NaClO4の過塩素酸塩、4級アンモニウム塩を用いることもできる。これらの内、カーボンブラックは比較的容易に入手できるので好適に利用できる。非導電性充填剤としては、珪藻土、石英粉末、乾式シリカ、湿式シリカ、酸化チタン、酸化亜鉛、アルミノケイ酸、炭酸カルシウム、珪酸ジルコニウム、珪酸アルミニウム、タルク、アルミナ、酸化鉄が挙げられる。
【0019】
軸芯体1の表面に弾性層2を形成する方法としては、特に限定されず、従来公知の各種ローラの成形方法を用いることができる。特に、リング状塗工ヘッドを用いて付加型液状シリコーンゴムを軸芯体の周囲に吐出塗工した後、加熱硬化させる方法においては、ローラ形状に形成された未硬化の付加型液状シリコーンゴムに直接、水やアルコールを噴霧することができることから好適である。
【0020】
ここで、本発明に好適に用いることができるリング状塗工ヘッドを有するリングコート機の概略説明図を図3に示す。図3に示す塗工装置においては、架台4の上に略垂直にコラム5が取り付けられ、さらに架台4とコラム5の上部に精密ボールネジ6が略垂直に取り付けられている。また、精密ボールネジ6と平行に2本のリニアガイド7がコラム5に取り付けている。LMガイド8はリニアガイド7及び精密ボールネジ6と連結し、サーボモータ9よりプーリ10を介して回転運動が伝達され昇降できるようになっている。コラム5には、円筒状の軸芯体1の外周面に塗布液を吐出するリング形状の塗工ヘッド11が取り付けられている。さらにLMガイド8上にブラケット12が取り付けられ、このブラケット12には軸芯体1を保持し固定するワーク下保持具13とワーク上保持具14が取り付けられている。リング形状の塗工ヘッド11の中心軸は、ワーク下保持具13とワーク上保持具14の移動方向と平行となるように支持されている。また、ワーク下保持具13及びワーク上保持具14が昇降移動時において、塗工ヘッド11の内側に開口した環状スリットになっている吐出口の中心軸と、ワーク下保持具13及びワーク上保持具14の中心軸が略同芯になるように調節してある。このような構成により塗工ヘッド11の環状スリットになっている吐出口の中心軸を軸芯体1の中心軸に略同芯に合わせることができ、リング形状の塗工ヘッドの内周面と軸芯体1の外周面との間に均一な隙間が形成される。また、塗布液の供給口15は、塗布液搬送用の配管16を介して材料供給弁17に接続されている。材料供給弁17は、その手前に混合ミキサー、材料供給ポンプ、材料定量吐出装置、材料タンク等を備え、定量(単位時間当たりの量が一定)の塗布液を吐出可能なものとしている。未硬化の付加型液状シリコーンゴムは材料タンクから、材料定量吐出装置により一定量計量され、混合ミキサーで混合される。その後、材料供給ポンプにより混合された未硬化の付加型液状シリコーンゴムは、材料供給弁17から配管16を経由して、供給口15に送られる。供給口15より送り込まれた未硬化の付加型液状シリコーンゴムは、リング型の塗工ヘッド11内の流路を通り、リング型の塗工ヘッド11のノズルから吐出される。シリコーンゴムの肉厚を一定にするために、リング状塗工ヘッドノズルからの吐出量と材料供給ポンプからの供給量は一定にする。保持されている軸芯体1を垂直方向に上方へ移動させることで、軸芯体1は塗工ヘッド11に対して相対的に軸方向に移動し、軸芯体1の外周上に未硬化の付加型液状シリコーンゴムからなるロール形状の層2が形成される。
【0021】
本発明では、円筒形状に形成された未硬化の付加型液状シリコーンゴムの表面に水やアルコール、またはそれらの混合液を噴霧した後、加熱することで付加型液状シリコーンゴムの硬化と弾性層表面の凹部の形成とが進行する。弾性層の外周には少なくとも一層の被覆層を形成されるが、被覆層のうち弾性層に接して形成される被覆層は次のように形成することができる。硬化した弾性層に、被覆層を形成する組成物を分散した分散液を塗工すると、分散液が弾性層表面の凹部に浸透するため、被覆層が凹部に入り込んだ状態で設けられる。これが被覆層のアンカー効果となって接着性を生み出し、耐久性を出すために弾性層と被覆層を強固に接着させなくても実使用中は回転方向の剪断力に対して優れた接着性を示し、被覆層が剥離することはない。また、弾性層と被覆層の間には化学的な結合がないために電子写真用弾性ローラの寿命が尽きた際には容易に弾性層から被覆層を剥がすことができ、弾性層を再利用することができる。
【0022】
弾性層表面に形成する凹部の大きさとしては、凹部の円周の平均直径が10μm以上400μm以下、平均深さが5μm以上200μm以下であることが好ましい。凹部の平均直径が10μm未満、または平均深さが5μm未満であると被覆層を形成する組成物を分散した分散液が凹部に浸透せずに十分なアンカー効果が得られないことがある。一方、凹部の平均直径が400μmより大きい、または平均深さが200μmより大きいと、電子写真用弾性ローラの圧縮永久歪が悪くなることがあるので好ましくない。なお、凹部の平均直径、及び平均深さは次のようにして求めた。キーエンス製のカラー3Dレーザ顕微鏡VK−8700で弾性層の表面を撮影し、キーエンス製の形状解析アプリケーションVK−Analyzerを使って凹部の円周の任意の1点から120°おきに3点選択したときの3点円直径を求めた。同様にして凹部100個の3点円直径を求めたときの平均値を凹部の平均直径とした。また、弾性層表面の3D画像から各凹部の最大高度差を求め、凹部100個の平均値を凹部の平均深さとした。
【0023】
また、本発明では弾性層の表面に占める前記複数の凹部の総面積が、該弾性層の表面の面積に対して10%以上50%以下であることが好ましい。凹部の面積が10%未満だと、被覆層が弾性層の凹部に浸透する割合が減るため、アンカー効果が弱くなり、実使用中に被覆層が剥がれ易くなる。また、凹部の面積が50%より大きくなると、電子写真用弾性ローラの圧縮永久歪が悪化することがあるので好ましくない。弾性層の表面とは、被覆層が設けられる領域の弾性層表面のことである。例えば、円柱状の弾性ローラの側面部分(底面部分でなく)の表面を指す場合、弾性層の表面の面積は[2π×(軸芯体の半径+弾性層の厚さ)÷2×(弾性層のローラ長手方向の長さ)]で求めることができる。なお、本発明での凹部の面積は次のようにして求めた。まず、キーエンス製のカラー3Dレーザ顕微鏡VK−8700で任意の弾性層表面1cm2を撮影した。続いて、キーエンス製の形状解析アプリケーションVK−Analyzerを使って凹部の円周の任意の1点から120°おきに3点選択したときの3点円直径からその凹部の面積を求めた。これを画像に写っている凹部の面積を全て加算したときの1cm2あたりの割合を凹部の面積とした。
【0024】
未硬化の付加型液状シリコーンゴムに噴霧する水については、特に規定はなく、好ましくは蒸留水やイオン交換水である。アルコールとしては、メタノール、エタノール、プロパノール、ブタノールなど炭素原子数1から10の直鎖状または分岐状のアルコールなどの公知のアルコールが使用できる。揮発性やハイドロジェンポリシロキサンとの反応性の観点から、エタノールやイソプロピルアルコールが好ましい。また、これらの水やアルコールの混合液を噴霧しても良い。水とアルコールを混合する場合の割合としては、水とアルコールが均一に相溶していることが好ましい。また、水と相溶しにくい炭素原子数3以上のアルコールの場合は、どちらかが過剰になるように水に対してアルコールが2重量%〜10重量%、または90重量%〜98重量%とすることが好ましい。
【0025】
水やアルコールを噴霧する方法としては、噴霧する液体の大きさや噴霧量を簡単に調整することが可能なスプレー法が好適である。水やアルコールの噴霧する液滴の大きさ、噴霧する場所を精度良くコントロールすることで同一の大きさを持った凹部を所望の配列で噴霧処理することができる。
【0026】
水やアルコールを噴霧した未硬化の付加型液状シリコーンゴムの層は熱処理され、弾性層となる。熱源としては、未硬化の付加型液状シリコーンゴムに非接触で加熱できる遠赤外セラミックヒータ、近赤外線ヒータ、ランプ加熱ヒータ、UVヒータ、マイクロヒータが望ましい。
【0027】
本発明では以上のようにして形成された弾性層2の外周上に用途に応じた被覆層3を設ける。被覆層3を形成する材料としては、各種のポリアミド、フッ素樹脂、水素添加スチレン−ブチレン樹脂、ウレタン樹脂、シリコーン樹脂、ポリエステル樹脂、フェノール樹脂、イミド樹脂、またはオレフィン樹脂が挙げられる。熱により硬化することができるものであることが好ましい。
【0028】
被覆層3には、個別的な用途に合わせて体積平均粒子径が1μm〜20μmの微粒子を分散させることもできる。このような微粒子としては、ポリメチルメタクリル酸メチル微粒子、シリコーンゴム微粒子、ポリウレタン微粒子、ポリスチレン微粒子、アミノ樹脂微粒子、またはフェノール樹脂微粒子が挙げられる。
【0029】
<被覆層>
被覆層3は、電子写真用弾性ローラ全体の電気抵抗を調整するために導電剤を配合することができる。導電剤としては、各種電子伝導機構を有する導電剤であるカーボンブラック、グラファイト、導電性金属酸化物、銅、アルミニウム、ニッケル、鉄粉、またはイオン導電剤であるアルカリ金属塩、及びアンモニウム塩の微粒子を用いることができる。これらの被覆層3を構成する材料は、サンドミル、ペイントシェーカー、ダイノミル、またはパールミルのビーズを利用した従来公知の分散装置を使用して分散させることができる。得られた分散液は、スプレー塗工法、ディッピング法により弾性層2の表面に塗工される。被覆層の厚みを調整することで、分散液に微粒子を分散しなくても弾性層の凹部を使って被覆層表面を粗すことも可能である。
【0030】
<画像形成装置>
次に、本発明の電子写真用弾性ローラを有する画像形成装置の一例を図4を用いて説明する。
【0031】
図4に示す画像形成装置は、それぞれイエロー、シアン、マゼンタ及びブラックの画像を形成する電子写真プロセスカートリッジ18が4個あり、タンデム方式で設けられている。
【0032】
現像装置22は、感光ドラム19と対向設置された現像ローラ27と現像剤25を収容した現像容器26を備えている。さらに、現像ローラ27に現像剤25を供給すると共に現像に使用されずに現像ローラ27に残っている現像剤25を掻き取る現像剤供給ローラ28及び現像ローラ27上の現像剤25の担持量を規制すると共に摩擦帯電する現像ブレード29が設けられている。
【0033】
感光ドラム19は、帯電ローラ20により所定の極性、電位に一様に帯電される。画像情報がビーム21として帯電された感光ドラム19の表面に照射され、静電潜像が形成される。次いで、形成された静電潜像上に現像ローラ27から現像剤25が供給され、感光ドラム19表面に現像剤像が形成される。画像転写装置24は、転写搬送ベルト31が駆動ローラ32、テンションローラ33及び従動ローラ34で張架され、転写搬送ベルト31の内側には感光ドラム19と対向した位置に転写ローラ36が設置されている。そして、静電吸着ローラ35にバイアスを印加することで転写搬送ベルト31の外周面に転写材30を静電吸着させ、転写材30を搬送する。転写材30が転写位置まで搬送されたら、転写ローラ36に感光ドラム19表面の現像剤像とは逆極性のバイアスを印加する。これによって、転写材30に現像剤像が転写される。現像剤像が転写された転写材30は、転写搬送ベルト31から定着装置37に送られ、現像剤像が転写材30に定着されて、印画が完了する。一方、現像剤像の転写材30への転写が終わった感光ドラム19はさらに回転し、クリーニング装置23により感光ドラム19表面がクリーニングされる。
【0034】
本発明の電子写真用弾性ローラは、上記の現像ローラ、帯電ローラ、転写ローラに使うことができる。また、上記の画像形成装置以外に、中間転写方式の画像成形装置にも使うことができる。
【実施例】
【0035】
以下に実施例を挙げて本発明を更に具体的に説明する。本発明は下記実施例に制限されるものではない。まず、実施例、比較例で行った各種測定方法、及び評価方法について説明する。
【0036】
[圧縮永久歪の測定方法]
本発明における圧縮永久歪は、電子写真用弾性ローラを圧縮率20%で圧縮し、試験温度40℃、試験湿度50%RHで5日間放置したときの弾性層の変形量である。すなわち、圧縮前の弾性層の厚みをT1、圧縮後の弾性層の厚みをT2としたとき、圧縮永久歪は下式で表される。
【0037】
圧縮永久歪(%)=(T1−T2)/T1×100
圧縮永久歪が0.7%以下のレベルをA、0.8%以上1.5%以下をB、1.6%以上をCとした。
【0038】
[弾性層と被覆層の接着の耐久性]
レーザービームプリンタ(ヒューレット・パッカード製HP Color LaserJet 3600)の電子写真プロセスカートリッジに被覆層を形成した本発明の電子写真用弾性ローラを組み込んだ。このプリンタを用いて、30℃、80%RHの環境下で印字率1%、連続10,000枚の画像を出力した。そのとき、被覆層が全く剥がれていないレベルをA、非画像領域の端部で被覆層の一部が浮いているレベルをB、被覆層の半分以上が浮いている、または剥がれているのが観察されたレベルをCとした。
【0039】
[連続画出し後の被覆層の剥離性]
連続10,000枚の画像出力後、被覆層の端部に周方向90°おきにカッターの刃で3cm切り込みを入れた。この切れ込みを入れた部分を手掛かりに手で剥がした際に容易に全ての被覆層を剥がすことができたレベルをA、被覆層の一部が剥がれずに残った、または全く剥がれなかったレベルをBとした。
【0040】
<実施例1>
[弾性層の調製]
直径6mm、長さ250mmの快削鋼製の軸芯体に、シリコーンゴムとの接着性を向上させる目的で、プライマー(東レ・ダウコーニング製DY39−051)を塗付し、150℃で30分間焼付けを行った。
【0041】
両末端にビニル基が置換し、主鎖の99mol%以上がジメチルポリシロキサンの繰り返し単位である重量平均分子量が10万のジメチルポリシロキサン100質量部に、カーボンブラック10質量部を配合したベース材料を調製した。カーボンブラックにはRaven890(Columbian Chemical製)を使用した。
【0042】
このベース材料に、以下の材料を配合し、未硬化の付加型液状シリコーンゴムとした。
・硬化触媒として塩化白金酸とジビニルテトラメチルジシロキサンとの錯体1質量部。
・メチルハイドロジェンポリシロキサン;前記ビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、ヒドロシリル基が1.5モルとなる量。
【0043】
図3に示すリング状塗工ヘッド11を有するリングコート機の軸芯体保持軸(軸芯体上保持軸10及び軸芯体下保持軸9)に外径φ6mmの軸芯体を垂直にセットした。軸芯体保持軸を垂直に60mm/sで上昇させて軸芯体を移動させると同時に、未硬化の付加型液状シリコーンゴムを5.0ml/sで吐出し、軸芯体の外周に未硬化の付加型液状シリコーンゴムの層を形成した。
【0044】
この未硬化の付加型液状シリコーンゴムに、霧吹き機に入れた蒸留水を噴霧し、付着した蒸留水の液滴の平均直径をレーザ顕微鏡で測定したところ、平均直径は400μmであった。なお、液滴の平均直径は凹部の平均直径と同様にして求めた。すなわち、未硬化の付加型液状シリコーンゴムに付着した液滴をキーエンス製のカラー3Dレーザ顕微鏡VK−8700で撮影した。続いて、キーエンス製の形状解析アプリケーションVK−Analyzerを使って液滴の円周の任意の1点から120°おきに3点選択したときの3点円直径を求め、液滴100個の3点円直径の平均値を液滴の平均直径とした。蒸留水が噴霧された未硬化の付加型液状シリコーンゴムの層を60rpmで回転させながら赤外線加熱ランプ(ハイベック製HYL25)を出力1000Wで4分間照射し、硬化させた。その後、硬化した付加型液状シリコーンゴム中の反応残渣及び未反応低分子を除去する目的で、200℃、4時間、熱風で加熱して厚みが3mmの電子写真用弾性ローラを得た。得られた電子写真用弾性ローラの表面をレーザ顕微鏡で撮影し、凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、32%であった。また、この電子写真用弾性ローラの圧縮永久歪は0.3%であった。これらの結果を表1にまとめた。
【0045】
[被覆層の調製]
以下の材料を混合し、MEK120質量部を添加した。
・ポリウレタンポリオールプレポリマー(三井武田ケミカル製タケラックTE5060)100質量部。
・イソシアネート(日本ポリウレタン製コロネート2521)77質量部。
・カーボンブラック(三菱化学製MA−100)20質量部。
【0046】
ボールミルにて5時間分散回転させた後、ウレタン微粒子(根上工業製アートパールC−400透明)6部を加えて再度1時間分散回転させた。この溶液に得られた電子写真用弾性ローラを浸漬させて塗膜を形成し、風乾後、温度140℃で4時間の熱風処理によって厚みが30μmの被覆層を形成した。なお、被覆層の厚さはローラの一部を切り取り、キーエンス製のデジタルマイクロスコープVHX−200で撮影し、ウレタン微粒子が存在しない部分の厚みを被覆層の厚みとした。これを現像ローラとしてレーザービームプリンタの電子写真プロセスカートリッジに組み込み、連続10,000枚画出しした後、被覆層の剥がれを観察したが、剥がれは全くなかった。次いで、連続画出し後に被覆層の端部にカッターの刃で切り込みを入れ、被覆層を剥がしたところ、被覆層は弾性層に残ることなく全て剥離した。その結果を表1に示す。
【0047】
<実施例2>
未硬化の付加型液状シリコーンゴムに噴霧する液をエタノールにした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着したエタノールの液滴の平均直径は380μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ300μm、150μm、30%であり、圧縮永久歪は0.3%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0048】
<実施例3>
未硬化の付加型液状シリコーンゴムに噴霧する液を蒸留水とエタノールを1:1で混合した液にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水とエタノールの混合液の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、28%であり、圧縮永久歪は0.4%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0049】
<実施例4>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が150μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ120μm、60μm、30%であり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0050】
<実施例5>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が250μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ200μm、100μm、31%であり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0051】
<実施例6>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が10μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ10μm、5μm、35%であり、圧縮永久歪は0.4%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0052】
<実施例7>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が500μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0053】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ400μm、200μm、28%であり、圧縮永久歪は0.7%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0054】
<実施例8>
硬化した電子写真用弾性ローラ表面の凹部の面積が10%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ330μm、160μmであり、圧縮永久歪は0.3%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0055】
<実施例9>
硬化した電子写真用弾性ローラ表面の凹部の面積が50%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0056】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ300μm、150μmであり、圧縮永久歪は0.7%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0057】
<実施例10>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、3.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、40%であり、圧縮永久歪は0.6%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0058】
<実施例11>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、2.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、40%であり、圧縮永久歪は0.6%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0059】
<実施例12>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が8μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0060】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ6μm、3μm、44%であり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性を実施例1と同様に確認したところ、非画像領域の端部の一部に被覆層の剥がれがあった。また、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表1に示す。
【0061】
<実施例13>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が610μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0062】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ500μm、260μm、27%であり、圧縮永久歪は1.0%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0063】
<実施例14>
硬化した電子写真用弾性ローラ表面の凹部の面積が80%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0064】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ300μm、150μmであり、圧縮永久歪は1.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0065】
<実施例15>
硬化した電子写真用弾性ローラ表面の凹部の面積が5%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ330μm、160μmであり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性を実施例1と同様に確認したところ、非画像領域の端部の一部に被覆層の剥がれがあった。また、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表1に示す。
【0066】
<実施例16>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、1.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、33%であり、圧縮永久歪は0.9%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0067】
<実施例17>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、5.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、33%であり、圧縮永久歪は0.3%であった。ただし、経時で硬度が変化していき、1ヵ月後には高分子計器製のASKER C型で測定した硬度が2°上がった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0068】
<実施例18>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が10μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0069】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ10μm、5μm、14%であり、圧縮永久歪は0.2%であった。被覆層の調製として、ラクトン変性アクリルポリオール(ダイセル化学工業製プラクセルDC2009)100質量部、及びカーボンブラック(三菱化学製MA−100)4質量部をMIBK250質量部に添加し、ペイントシェーカーにて12時間分散させた。この分散液100質量部にヘキサメチレンジイソシアネートのイソシアヌレート型3量体(旭化成工業性デュラネートTPA−B80E)8質量部を添加した後、ボールミルにてさらに1時間分散回転させた。この溶液に得られた電子写真用弾性ローラを浸漬させて塗膜を形成し、風乾後、温度160℃で2時間の熱風処理によって厚みが5μmの被覆層を形成した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0070】
これを帯電ローラとしてレーザービームプリンタの電子写真プロセスカートリッジに組み込み、連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を評価したところ、全て良好であった。これらの結果を表1に示す。
【0071】
<比較例1>
未硬化の付加型液状シリコーンゴムに噴霧する液をトルエンにした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着したトルエンの液滴の平均直径は130μmであった。しかし、硬化した電子写真用弾性ローラ表面に凹部は形成されなかった。圧縮永久歪は0.2%であった。弾性層と被覆層の接着の耐久性を確認するために実施例1と同様に連続画出しをしたところ、3,000枚画出ししたところで被覆層が剥がれ始め、それ以上の画出しはできなかった。被覆層が剥がれ始めたところで画出しを止め、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表2に示す。
【0072】
<比較例2>
未硬化の付加型液状シリコーンゴムに何も噴霧しなかった以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面に凹部は形成されず、圧縮永久歪は0.2%であった。弾性層と被覆層の接着の耐久性を確認するために実施例1と同様に連続画出しをしたところ、2,800枚画出ししたところで被覆層が剥がれ始め、それ以上の画出しはできなかった。被覆層が剥がれ始めたところで画出しを止め、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表2に示す。
【0073】
<比較例3>
未硬化の付加型液状シリコーンゴムに何も噴霧しなかった以外は実施例18と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面に凹部は形成されず、圧縮永久歪は0.1%であった。弾性層と被覆層の接着の耐久性を確認するために実施例18と同様に連続画出しをしたところ、3,000枚画出ししたところで被覆層が剥がれ始め、それ以上の画出しはできなかった。被覆層が剥がれ始めたところで画出しを止め、被覆層の剥離性を実施例18と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表2に示す。
【0074】
【表1】

【0075】
【表2】
【符号の説明】
【0076】
1:軸芯体
2:弾性層
3:被覆層
【技術分野】
【0001】
本発明は、電子写真複写装置、プリンター、静電記録装置の如き電子写真用画像形成装置において使用する電子写真用弾性ローラの製造方法に関する。
【背景技術】
【0002】
オフィスで使われているレーザービームプリンタにおいては、現像剤の収納容器を含む現像プロセスの中心部を一体化し、装置本体に着脱可能としたカートリッジが用いられているものがある。環境負荷軽減の観点から、このようなカートリッジの構成部材を再利用し、資源の有効利用を図ることの検討が活発化している。このような状況の下で、レーザービームプリンタに現像ローラ等として用いられている電子写真用弾性ローラには、使用に伴って紙粉や現像剤がその表面に付着、堆積し、他部材との圧接や摩擦により表面全体が紙粉や現像剤で被覆されてしまうことがある。このような紙粉や現像剤が付着した電子写真用弾性ローラをそのまま再利用した場合、電子写真用弾性ローラの表面状態や抵抗値が変化しているため、画像形成装置において満足できる性能が得られないことがある。そこで、電子写真用弾性ローラを再生する方法として、特許文献1は、現像ローラ表面に形成された被膜に対してブラスト処理を施し、被膜に固着した現像剤や汚染物質を除去する方法を提案している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−050506号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、本発明者らの検討によれば、特許文献1の開示に係るブラスト処理を、軸芯体の周面に弾性層を有してなる電子写真用弾性ローラの再生に適用してみたところ、表面に固着した現像剤の除去のみならず、弾性層の表面に傷を生じさせてしまうことがあった。また表面に残留する研磨粉を除去する洗浄工程も必要となり、作業性の点から改善の余地があった。
【0005】
そこで、本発明の目的は、電子写真用弾性ローラとしての実使用時の耐久性を維持しつつ、表面に付着した現像剤を容易に除去することができる電子写真用弾性ローラの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る電子写真用弾性ローラの製造方法は、軸芯体と、該軸芯体の周囲に形成された弾性層と、該弾性層の周囲に形成された少なくとも1層以上の被覆層とを有する電子写真用弾性ローラの製造方法において、前記軸芯体の周囲に未硬化の付加型液状シリコーンゴムを塗付する工程と、前記軸芯体に塗布した未硬化の付加型液状シリコーンゴムの表面に水またはアルコール、あるいはそれらの混合液を噴霧する処理を施す工程と、前記噴霧処理した未硬化の付加型液状シリコーンゴムを加熱硬化させて前記弾性層を形成するとともに前記弾性層の表面に複数の凹部を形成する工程と、前記弾性層の外周に、前記凹部に入り込んだ状態で被覆層を設ける工程と、を有することを特徴とする。
【発明の効果】
【0007】
本発明によれば、弾性層と樹脂層との接合部は回転方向の剪断力に対して優れた耐久性を示すため、実使用時の耐久性に問題のない電子写真用弾性ローラを得ることができる。また、電子写真用弾性ローラの寿命が尽きた際には、容易に弾性層から被覆層を剥離して表面に付着した現像剤を除去できる。また、弾性層を損うおそれも少ない。そのため、電子写真用弾性ローラとして再生することが容易となる。
【図面の簡単な説明】
【0008】
【図1】本発明の電子写真用弾性ローラの一例を示す概略断面図である。
【図2】本発明の電子写真用弾性ローラの一例を示す概略斜視図である。
【図3】本発明の弾性層の形成に適用した製造装置の一例を示す概略構成図である。
【図4】本発明の画像形成装置の一例を示す概略構成図である。
【発明を実施するための形態】
【0009】
以下、好ましい実施の形態を挙げて本発明をさらに詳細に説明する。
【0010】
図2は、本発明に係る電子写真用弾性ローラの斜視図である。また、図1は、本発明に係る製造方法により得られる電子写真用弾性ローラの断面図である。図1及び図2に示したとおり、弾性層2は、軸芯体1の外周に形成されている。被覆層3は、弾性層2の外周面上に形成されている。
【0011】
<軸芯体>
軸芯体1を構成する材料としては以下の材料が挙げられる。鉄、鋼、アルミニウム、チタン、銅及びニッケルの合金やこれらの金属を含むステンレス、ジュラルミン、真鍮及び青銅の合金、さらにカーボンブラックや炭素繊維をプラスチックで固めた複合材料の剛直で導電性を示す公知の材料。また、形状としては円柱状でも中心部分を空洞とした円筒状でもよい。
【0012】
<弾性層>
本発明の弾性層2を形成するゴム材料としては、付加型の液状シリコーンゴムを使用する。付加型液状シリコーンゴムは、アルケニル基を含有するポリシロキサンとヒドロシリル基を含有するハイドロジェンポリシロキサンが白金触媒の存在下、付加反応して架橋することで硬化する。この架橋反応の際に水やアルコールが存在すると、水やアルコールの水酸基とハイドロジェンポリシロキサンのヒドロシリル基が反応して水素ガスが発生し、この発生した水素ガスによって弾性層の表面に凹部が形成される。水やアルコールが付着している箇所でしか水素ガスが発生しないため、水やアルコールが存在しない弾性層内部では発泡せずに選択的に弾性層表面だけに凹部を形成することができ、弾性層の圧縮永久歪の特性も維持される。
【0013】
アルケニル基を含有するポリシロキサンの分子量としては特に限定されないが、10万以上100万以下が好ましい。ポリシロキサンのアルケニル基は1分子中に少なくとも2個有ることが望ましい。アルケニル基の種類は特に限定されないが、活性水素との反応性が高い等の理由から、ビニル基及びアリル基の少なくとも一方であることが好ましく、ビニル基が特に好ましい。
【0014】
なお、本発明での分子量はゲルパーミエーションクロマトグラフィー(GPC)で測定したときの重量平均分子量である。すなわち、40℃のヒートチャンバー内で安定化させたカラムに溶媒としてトルエンを毎分0.5mlの流速で流し、0.05〜0.60質量%に調整した試料溶液を50〜200μl注入した。そして、数種の単分散ポリスチレン標準試料で作成した検量線から試料の重量平均分子量を算出した。
【0015】
ヒドロシリル基を含有するハイドロジェンポリシロキサンは、硬化工程における付加反応の架橋剤、及び水やアルコールと脱水素反応して弾性層の表面に凹部を形成する働きをする。一分子中のケイ素原子結合水素原子の数は2個以上であり、硬化反応を最適に行わせるためには3個以上であることが好ましい。ハイドロジェンポリシロキサンの分子量は特に限定されないが、1000以上10000以下が好ましく、硬化反応を適切に行わせるためには比較的低分子量の1000以上5000以下が特に好ましい。
【0016】
本発明における付加型液状シリコーンゴムのハイドロジェンポリシロキサンの配合量は、ポリシロキサン中のアルケニル基数に対してハイドロジェンポリシロキサン中のヒドロシリル基数が、1.5倍以上3.0倍以下の範囲内であることが好ましい。ハイドロジェンポリシロキサンのヒドロシリル基は、ポリシロキサンのアルケニル基との付加反応と水やアルコールとの脱水素反応の競争反応で消費されるため、1.5倍未満だとシリコーンゴムの架橋が少なくなることがあり、圧縮永久歪が悪化する可能性がある。一方、3.0倍より大きくなると化学的に不安定なヒドロシリル基が過剰に残ることになるので経時で電子写真用弾性ローラの物性が変化することがあり、好ましくない。
【0017】
付加型液状シリコーンゴムの触媒としては、ポリシロキサンとハイドロジェンポリシロキサンの付加反応やハイドロジェンポリシロキサンと水やアルコールとの脱水素反応において触媒作用を示す白金触媒が使用できる。その具体例としては、塩化白金酸、白金オレフィン錯体、白金ビニルシロキサン錯体、白金トリフェニルホスフィン錯体が挙げられる。触媒の配合量に関しては、ポリシロキサン100質量部に対し、白金元素量として1ppm以上1000ppm以下が好ましい。ただし、この範囲に限定されることはなく、目標とする可使時間、硬化時間、製品形状等により適宜選択される。
【0018】
更に、電子写真用弾性ローラの具体的な用途に応じて、弾性層自体に要求される機能に必要な成分として導電剤や非導電性充填剤を適宜配合することができる。弾性層に導電性を付与する目的で添加する導電剤としては次のものが挙げられる。すなわち、カーボンブラック、グラファイト、アルミニウム、パラジウム、銀、鉄、銅、錫、ステンレス鋼の各種導電性金属または合金、酸化錫、酸化亜鉛、酸化インジウム、酸化チタン、酸化アンチモン、酸化モリブデン、酸化錫−酸化アンチモン固溶体、酸化錫−酸化インジウム固溶体の各種導電性金属酸化物、これらの導電性材料で被覆された絶縁性物質等の微粉末など。またイオン導電剤としてLiClO4、NaClO4の過塩素酸塩、4級アンモニウム塩を用いることもできる。これらの内、カーボンブラックは比較的容易に入手できるので好適に利用できる。非導電性充填剤としては、珪藻土、石英粉末、乾式シリカ、湿式シリカ、酸化チタン、酸化亜鉛、アルミノケイ酸、炭酸カルシウム、珪酸ジルコニウム、珪酸アルミニウム、タルク、アルミナ、酸化鉄が挙げられる。
【0019】
軸芯体1の表面に弾性層2を形成する方法としては、特に限定されず、従来公知の各種ローラの成形方法を用いることができる。特に、リング状塗工ヘッドを用いて付加型液状シリコーンゴムを軸芯体の周囲に吐出塗工した後、加熱硬化させる方法においては、ローラ形状に形成された未硬化の付加型液状シリコーンゴムに直接、水やアルコールを噴霧することができることから好適である。
【0020】
ここで、本発明に好適に用いることができるリング状塗工ヘッドを有するリングコート機の概略説明図を図3に示す。図3に示す塗工装置においては、架台4の上に略垂直にコラム5が取り付けられ、さらに架台4とコラム5の上部に精密ボールネジ6が略垂直に取り付けられている。また、精密ボールネジ6と平行に2本のリニアガイド7がコラム5に取り付けている。LMガイド8はリニアガイド7及び精密ボールネジ6と連結し、サーボモータ9よりプーリ10を介して回転運動が伝達され昇降できるようになっている。コラム5には、円筒状の軸芯体1の外周面に塗布液を吐出するリング形状の塗工ヘッド11が取り付けられている。さらにLMガイド8上にブラケット12が取り付けられ、このブラケット12には軸芯体1を保持し固定するワーク下保持具13とワーク上保持具14が取り付けられている。リング形状の塗工ヘッド11の中心軸は、ワーク下保持具13とワーク上保持具14の移動方向と平行となるように支持されている。また、ワーク下保持具13及びワーク上保持具14が昇降移動時において、塗工ヘッド11の内側に開口した環状スリットになっている吐出口の中心軸と、ワーク下保持具13及びワーク上保持具14の中心軸が略同芯になるように調節してある。このような構成により塗工ヘッド11の環状スリットになっている吐出口の中心軸を軸芯体1の中心軸に略同芯に合わせることができ、リング形状の塗工ヘッドの内周面と軸芯体1の外周面との間に均一な隙間が形成される。また、塗布液の供給口15は、塗布液搬送用の配管16を介して材料供給弁17に接続されている。材料供給弁17は、その手前に混合ミキサー、材料供給ポンプ、材料定量吐出装置、材料タンク等を備え、定量(単位時間当たりの量が一定)の塗布液を吐出可能なものとしている。未硬化の付加型液状シリコーンゴムは材料タンクから、材料定量吐出装置により一定量計量され、混合ミキサーで混合される。その後、材料供給ポンプにより混合された未硬化の付加型液状シリコーンゴムは、材料供給弁17から配管16を経由して、供給口15に送られる。供給口15より送り込まれた未硬化の付加型液状シリコーンゴムは、リング型の塗工ヘッド11内の流路を通り、リング型の塗工ヘッド11のノズルから吐出される。シリコーンゴムの肉厚を一定にするために、リング状塗工ヘッドノズルからの吐出量と材料供給ポンプからの供給量は一定にする。保持されている軸芯体1を垂直方向に上方へ移動させることで、軸芯体1は塗工ヘッド11に対して相対的に軸方向に移動し、軸芯体1の外周上に未硬化の付加型液状シリコーンゴムからなるロール形状の層2が形成される。
【0021】
本発明では、円筒形状に形成された未硬化の付加型液状シリコーンゴムの表面に水やアルコール、またはそれらの混合液を噴霧した後、加熱することで付加型液状シリコーンゴムの硬化と弾性層表面の凹部の形成とが進行する。弾性層の外周には少なくとも一層の被覆層を形成されるが、被覆層のうち弾性層に接して形成される被覆層は次のように形成することができる。硬化した弾性層に、被覆層を形成する組成物を分散した分散液を塗工すると、分散液が弾性層表面の凹部に浸透するため、被覆層が凹部に入り込んだ状態で設けられる。これが被覆層のアンカー効果となって接着性を生み出し、耐久性を出すために弾性層と被覆層を強固に接着させなくても実使用中は回転方向の剪断力に対して優れた接着性を示し、被覆層が剥離することはない。また、弾性層と被覆層の間には化学的な結合がないために電子写真用弾性ローラの寿命が尽きた際には容易に弾性層から被覆層を剥がすことができ、弾性層を再利用することができる。
【0022】
弾性層表面に形成する凹部の大きさとしては、凹部の円周の平均直径が10μm以上400μm以下、平均深さが5μm以上200μm以下であることが好ましい。凹部の平均直径が10μm未満、または平均深さが5μm未満であると被覆層を形成する組成物を分散した分散液が凹部に浸透せずに十分なアンカー効果が得られないことがある。一方、凹部の平均直径が400μmより大きい、または平均深さが200μmより大きいと、電子写真用弾性ローラの圧縮永久歪が悪くなることがあるので好ましくない。なお、凹部の平均直径、及び平均深さは次のようにして求めた。キーエンス製のカラー3Dレーザ顕微鏡VK−8700で弾性層の表面を撮影し、キーエンス製の形状解析アプリケーションVK−Analyzerを使って凹部の円周の任意の1点から120°おきに3点選択したときの3点円直径を求めた。同様にして凹部100個の3点円直径を求めたときの平均値を凹部の平均直径とした。また、弾性層表面の3D画像から各凹部の最大高度差を求め、凹部100個の平均値を凹部の平均深さとした。
【0023】
また、本発明では弾性層の表面に占める前記複数の凹部の総面積が、該弾性層の表面の面積に対して10%以上50%以下であることが好ましい。凹部の面積が10%未満だと、被覆層が弾性層の凹部に浸透する割合が減るため、アンカー効果が弱くなり、実使用中に被覆層が剥がれ易くなる。また、凹部の面積が50%より大きくなると、電子写真用弾性ローラの圧縮永久歪が悪化することがあるので好ましくない。弾性層の表面とは、被覆層が設けられる領域の弾性層表面のことである。例えば、円柱状の弾性ローラの側面部分(底面部分でなく)の表面を指す場合、弾性層の表面の面積は[2π×(軸芯体の半径+弾性層の厚さ)÷2×(弾性層のローラ長手方向の長さ)]で求めることができる。なお、本発明での凹部の面積は次のようにして求めた。まず、キーエンス製のカラー3Dレーザ顕微鏡VK−8700で任意の弾性層表面1cm2を撮影した。続いて、キーエンス製の形状解析アプリケーションVK−Analyzerを使って凹部の円周の任意の1点から120°おきに3点選択したときの3点円直径からその凹部の面積を求めた。これを画像に写っている凹部の面積を全て加算したときの1cm2あたりの割合を凹部の面積とした。
【0024】
未硬化の付加型液状シリコーンゴムに噴霧する水については、特に規定はなく、好ましくは蒸留水やイオン交換水である。アルコールとしては、メタノール、エタノール、プロパノール、ブタノールなど炭素原子数1から10の直鎖状または分岐状のアルコールなどの公知のアルコールが使用できる。揮発性やハイドロジェンポリシロキサンとの反応性の観点から、エタノールやイソプロピルアルコールが好ましい。また、これらの水やアルコールの混合液を噴霧しても良い。水とアルコールを混合する場合の割合としては、水とアルコールが均一に相溶していることが好ましい。また、水と相溶しにくい炭素原子数3以上のアルコールの場合は、どちらかが過剰になるように水に対してアルコールが2重量%〜10重量%、または90重量%〜98重量%とすることが好ましい。
【0025】
水やアルコールを噴霧する方法としては、噴霧する液体の大きさや噴霧量を簡単に調整することが可能なスプレー法が好適である。水やアルコールの噴霧する液滴の大きさ、噴霧する場所を精度良くコントロールすることで同一の大きさを持った凹部を所望の配列で噴霧処理することができる。
【0026】
水やアルコールを噴霧した未硬化の付加型液状シリコーンゴムの層は熱処理され、弾性層となる。熱源としては、未硬化の付加型液状シリコーンゴムに非接触で加熱できる遠赤外セラミックヒータ、近赤外線ヒータ、ランプ加熱ヒータ、UVヒータ、マイクロヒータが望ましい。
【0027】
本発明では以上のようにして形成された弾性層2の外周上に用途に応じた被覆層3を設ける。被覆層3を形成する材料としては、各種のポリアミド、フッ素樹脂、水素添加スチレン−ブチレン樹脂、ウレタン樹脂、シリコーン樹脂、ポリエステル樹脂、フェノール樹脂、イミド樹脂、またはオレフィン樹脂が挙げられる。熱により硬化することができるものであることが好ましい。
【0028】
被覆層3には、個別的な用途に合わせて体積平均粒子径が1μm〜20μmの微粒子を分散させることもできる。このような微粒子としては、ポリメチルメタクリル酸メチル微粒子、シリコーンゴム微粒子、ポリウレタン微粒子、ポリスチレン微粒子、アミノ樹脂微粒子、またはフェノール樹脂微粒子が挙げられる。
【0029】
<被覆層>
被覆層3は、電子写真用弾性ローラ全体の電気抵抗を調整するために導電剤を配合することができる。導電剤としては、各種電子伝導機構を有する導電剤であるカーボンブラック、グラファイト、導電性金属酸化物、銅、アルミニウム、ニッケル、鉄粉、またはイオン導電剤であるアルカリ金属塩、及びアンモニウム塩の微粒子を用いることができる。これらの被覆層3を構成する材料は、サンドミル、ペイントシェーカー、ダイノミル、またはパールミルのビーズを利用した従来公知の分散装置を使用して分散させることができる。得られた分散液は、スプレー塗工法、ディッピング法により弾性層2の表面に塗工される。被覆層の厚みを調整することで、分散液に微粒子を分散しなくても弾性層の凹部を使って被覆層表面を粗すことも可能である。
【0030】
<画像形成装置>
次に、本発明の電子写真用弾性ローラを有する画像形成装置の一例を図4を用いて説明する。
【0031】
図4に示す画像形成装置は、それぞれイエロー、シアン、マゼンタ及びブラックの画像を形成する電子写真プロセスカートリッジ18が4個あり、タンデム方式で設けられている。
【0032】
現像装置22は、感光ドラム19と対向設置された現像ローラ27と現像剤25を収容した現像容器26を備えている。さらに、現像ローラ27に現像剤25を供給すると共に現像に使用されずに現像ローラ27に残っている現像剤25を掻き取る現像剤供給ローラ28及び現像ローラ27上の現像剤25の担持量を規制すると共に摩擦帯電する現像ブレード29が設けられている。
【0033】
感光ドラム19は、帯電ローラ20により所定の極性、電位に一様に帯電される。画像情報がビーム21として帯電された感光ドラム19の表面に照射され、静電潜像が形成される。次いで、形成された静電潜像上に現像ローラ27から現像剤25が供給され、感光ドラム19表面に現像剤像が形成される。画像転写装置24は、転写搬送ベルト31が駆動ローラ32、テンションローラ33及び従動ローラ34で張架され、転写搬送ベルト31の内側には感光ドラム19と対向した位置に転写ローラ36が設置されている。そして、静電吸着ローラ35にバイアスを印加することで転写搬送ベルト31の外周面に転写材30を静電吸着させ、転写材30を搬送する。転写材30が転写位置まで搬送されたら、転写ローラ36に感光ドラム19表面の現像剤像とは逆極性のバイアスを印加する。これによって、転写材30に現像剤像が転写される。現像剤像が転写された転写材30は、転写搬送ベルト31から定着装置37に送られ、現像剤像が転写材30に定着されて、印画が完了する。一方、現像剤像の転写材30への転写が終わった感光ドラム19はさらに回転し、クリーニング装置23により感光ドラム19表面がクリーニングされる。
【0034】
本発明の電子写真用弾性ローラは、上記の現像ローラ、帯電ローラ、転写ローラに使うことができる。また、上記の画像形成装置以外に、中間転写方式の画像成形装置にも使うことができる。
【実施例】
【0035】
以下に実施例を挙げて本発明を更に具体的に説明する。本発明は下記実施例に制限されるものではない。まず、実施例、比較例で行った各種測定方法、及び評価方法について説明する。
【0036】
[圧縮永久歪の測定方法]
本発明における圧縮永久歪は、電子写真用弾性ローラを圧縮率20%で圧縮し、試験温度40℃、試験湿度50%RHで5日間放置したときの弾性層の変形量である。すなわち、圧縮前の弾性層の厚みをT1、圧縮後の弾性層の厚みをT2としたとき、圧縮永久歪は下式で表される。
【0037】
圧縮永久歪(%)=(T1−T2)/T1×100
圧縮永久歪が0.7%以下のレベルをA、0.8%以上1.5%以下をB、1.6%以上をCとした。
【0038】
[弾性層と被覆層の接着の耐久性]
レーザービームプリンタ(ヒューレット・パッカード製HP Color LaserJet 3600)の電子写真プロセスカートリッジに被覆層を形成した本発明の電子写真用弾性ローラを組み込んだ。このプリンタを用いて、30℃、80%RHの環境下で印字率1%、連続10,000枚の画像を出力した。そのとき、被覆層が全く剥がれていないレベルをA、非画像領域の端部で被覆層の一部が浮いているレベルをB、被覆層の半分以上が浮いている、または剥がれているのが観察されたレベルをCとした。
【0039】
[連続画出し後の被覆層の剥離性]
連続10,000枚の画像出力後、被覆層の端部に周方向90°おきにカッターの刃で3cm切り込みを入れた。この切れ込みを入れた部分を手掛かりに手で剥がした際に容易に全ての被覆層を剥がすことができたレベルをA、被覆層の一部が剥がれずに残った、または全く剥がれなかったレベルをBとした。
【0040】
<実施例1>
[弾性層の調製]
直径6mm、長さ250mmの快削鋼製の軸芯体に、シリコーンゴムとの接着性を向上させる目的で、プライマー(東レ・ダウコーニング製DY39−051)を塗付し、150℃で30分間焼付けを行った。
【0041】
両末端にビニル基が置換し、主鎖の99mol%以上がジメチルポリシロキサンの繰り返し単位である重量平均分子量が10万のジメチルポリシロキサン100質量部に、カーボンブラック10質量部を配合したベース材料を調製した。カーボンブラックにはRaven890(Columbian Chemical製)を使用した。
【0042】
このベース材料に、以下の材料を配合し、未硬化の付加型液状シリコーンゴムとした。
・硬化触媒として塩化白金酸とジビニルテトラメチルジシロキサンとの錯体1質量部。
・メチルハイドロジェンポリシロキサン;前記ビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、ヒドロシリル基が1.5モルとなる量。
【0043】
図3に示すリング状塗工ヘッド11を有するリングコート機の軸芯体保持軸(軸芯体上保持軸10及び軸芯体下保持軸9)に外径φ6mmの軸芯体を垂直にセットした。軸芯体保持軸を垂直に60mm/sで上昇させて軸芯体を移動させると同時に、未硬化の付加型液状シリコーンゴムを5.0ml/sで吐出し、軸芯体の外周に未硬化の付加型液状シリコーンゴムの層を形成した。
【0044】
この未硬化の付加型液状シリコーンゴムに、霧吹き機に入れた蒸留水を噴霧し、付着した蒸留水の液滴の平均直径をレーザ顕微鏡で測定したところ、平均直径は400μmであった。なお、液滴の平均直径は凹部の平均直径と同様にして求めた。すなわち、未硬化の付加型液状シリコーンゴムに付着した液滴をキーエンス製のカラー3Dレーザ顕微鏡VK−8700で撮影した。続いて、キーエンス製の形状解析アプリケーションVK−Analyzerを使って液滴の円周の任意の1点から120°おきに3点選択したときの3点円直径を求め、液滴100個の3点円直径の平均値を液滴の平均直径とした。蒸留水が噴霧された未硬化の付加型液状シリコーンゴムの層を60rpmで回転させながら赤外線加熱ランプ(ハイベック製HYL25)を出力1000Wで4分間照射し、硬化させた。その後、硬化した付加型液状シリコーンゴム中の反応残渣及び未反応低分子を除去する目的で、200℃、4時間、熱風で加熱して厚みが3mmの電子写真用弾性ローラを得た。得られた電子写真用弾性ローラの表面をレーザ顕微鏡で撮影し、凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、32%であった。また、この電子写真用弾性ローラの圧縮永久歪は0.3%であった。これらの結果を表1にまとめた。
【0045】
[被覆層の調製]
以下の材料を混合し、MEK120質量部を添加した。
・ポリウレタンポリオールプレポリマー(三井武田ケミカル製タケラックTE5060)100質量部。
・イソシアネート(日本ポリウレタン製コロネート2521)77質量部。
・カーボンブラック(三菱化学製MA−100)20質量部。
【0046】
ボールミルにて5時間分散回転させた後、ウレタン微粒子(根上工業製アートパールC−400透明)6部を加えて再度1時間分散回転させた。この溶液に得られた電子写真用弾性ローラを浸漬させて塗膜を形成し、風乾後、温度140℃で4時間の熱風処理によって厚みが30μmの被覆層を形成した。なお、被覆層の厚さはローラの一部を切り取り、キーエンス製のデジタルマイクロスコープVHX−200で撮影し、ウレタン微粒子が存在しない部分の厚みを被覆層の厚みとした。これを現像ローラとしてレーザービームプリンタの電子写真プロセスカートリッジに組み込み、連続10,000枚画出しした後、被覆層の剥がれを観察したが、剥がれは全くなかった。次いで、連続画出し後に被覆層の端部にカッターの刃で切り込みを入れ、被覆層を剥がしたところ、被覆層は弾性層に残ることなく全て剥離した。その結果を表1に示す。
【0047】
<実施例2>
未硬化の付加型液状シリコーンゴムに噴霧する液をエタノールにした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着したエタノールの液滴の平均直径は380μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ300μm、150μm、30%であり、圧縮永久歪は0.3%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0048】
<実施例3>
未硬化の付加型液状シリコーンゴムに噴霧する液を蒸留水とエタノールを1:1で混合した液にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水とエタノールの混合液の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、28%であり、圧縮永久歪は0.4%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0049】
<実施例4>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が150μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ120μm、60μm、30%であり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0050】
<実施例5>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が250μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ200μm、100μm、31%であり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0051】
<実施例6>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が10μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ10μm、5μm、35%であり、圧縮永久歪は0.4%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0052】
<実施例7>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が500μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0053】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ400μm、200μm、28%であり、圧縮永久歪は0.7%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0054】
<実施例8>
硬化した電子写真用弾性ローラ表面の凹部の面積が10%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ330μm、160μmであり、圧縮永久歪は0.3%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0055】
<実施例9>
硬化した電子写真用弾性ローラ表面の凹部の面積が50%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0056】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ300μm、150μmであり、圧縮永久歪は0.7%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0057】
<実施例10>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、3.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、40%であり、圧縮永久歪は0.6%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0058】
<実施例11>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、2.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、40%であり、圧縮永久歪は0.6%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0059】
<実施例12>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が8μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0060】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ6μm、3μm、44%であり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性を実施例1と同様に確認したところ、非画像領域の端部の一部に被覆層の剥がれがあった。また、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表1に示す。
【0061】
<実施例13>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が610μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0062】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ500μm、260μm、27%であり、圧縮永久歪は1.0%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0063】
<実施例14>
硬化した電子写真用弾性ローラ表面の凹部の面積が80%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0064】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ300μm、150μmであり、圧縮永久歪は1.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0065】
<実施例15>
硬化した電子写真用弾性ローラ表面の凹部の面積が5%になるように未硬化の付加型液状シリコーンゴムに蒸留水を噴霧した以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さを求めたところ、それぞれ330μm、160μmであり、圧縮永久歪は0.2%であった。連続画出し後に弾性層と被覆層の接着の耐久性を実施例1と同様に確認したところ、非画像領域の端部の一部に被覆層の剥がれがあった。また、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表1に示す。
【0066】
<実施例16>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、1.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、33%であり、圧縮永久歪は0.9%であった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0067】
<実施例17>
メチルハイドロジェンポリシロキサンのヒドロシリル基をビニル基が置換したジメチルポリシロキサンに含有するビニル基1モルに対して、5.0モルとなる量にした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径は400μmであった。また、硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ320μm、160μm、33%であり、圧縮永久歪は0.3%であった。ただし、経時で硬度が変化していき、1ヵ月後には高分子計器製のASKER C型で測定した硬度が2°上がった。連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を実施例1と同様に評価したところ、全て良好であった。これらの結果を表1に示す。
【0068】
<実施例18>
未硬化の付加型液状シリコーンゴムに付着した蒸留水の液滴の平均直径が10μmになるように霧吹き機のノズルの絞りを調整した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0069】
硬化した電子写真用弾性ローラ表面の凹部の平均直径、平均深さ、及び凹部の面積を求めたところ、それぞれ10μm、5μm、14%であり、圧縮永久歪は0.2%であった。被覆層の調製として、ラクトン変性アクリルポリオール(ダイセル化学工業製プラクセルDC2009)100質量部、及びカーボンブラック(三菱化学製MA−100)4質量部をMIBK250質量部に添加し、ペイントシェーカーにて12時間分散させた。この分散液100質量部にヘキサメチレンジイソシアネートのイソシアヌレート型3量体(旭化成工業性デュラネートTPA−B80E)8質量部を添加した後、ボールミルにてさらに1時間分散回転させた。この溶液に得られた電子写真用弾性ローラを浸漬させて塗膜を形成し、風乾後、温度160℃で2時間の熱風処理によって厚みが5μmの被覆層を形成した以外は実施例1と同様に電子写真用弾性ローラを得た。
【0070】
これを帯電ローラとしてレーザービームプリンタの電子写真プロセスカートリッジに組み込み、連続画出し後に弾性層と被覆層の接着の耐久性、及び被覆層の剥離性を評価したところ、全て良好であった。これらの結果を表1に示す。
【0071】
<比較例1>
未硬化の付加型液状シリコーンゴムに噴霧する液をトルエンにした以外は実施例1と同様に電子写真用弾性ローラを得た。未硬化の付加型液状シリコーンゴムに付着したトルエンの液滴の平均直径は130μmであった。しかし、硬化した電子写真用弾性ローラ表面に凹部は形成されなかった。圧縮永久歪は0.2%であった。弾性層と被覆層の接着の耐久性を確認するために実施例1と同様に連続画出しをしたところ、3,000枚画出ししたところで被覆層が剥がれ始め、それ以上の画出しはできなかった。被覆層が剥がれ始めたところで画出しを止め、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表2に示す。
【0072】
<比較例2>
未硬化の付加型液状シリコーンゴムに何も噴霧しなかった以外は実施例1と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面に凹部は形成されず、圧縮永久歪は0.2%であった。弾性層と被覆層の接着の耐久性を確認するために実施例1と同様に連続画出しをしたところ、2,800枚画出ししたところで被覆層が剥がれ始め、それ以上の画出しはできなかった。被覆層が剥がれ始めたところで画出しを止め、被覆層の剥離性を実施例1と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表2に示す。
【0073】
<比較例3>
未硬化の付加型液状シリコーンゴムに何も噴霧しなかった以外は実施例18と同様に電子写真用弾性ローラを得た。硬化した電子写真用弾性ローラ表面に凹部は形成されず、圧縮永久歪は0.1%であった。弾性層と被覆層の接着の耐久性を確認するために実施例18と同様に連続画出しをしたところ、3,000枚画出ししたところで被覆層が剥がれ始め、それ以上の画出しはできなかった。被覆層が剥がれ始めたところで画出しを止め、被覆層の剥離性を実施例18と同様に評価したところ、被覆層は全て剥がれた。これらの結果を表2に示す。
【0074】
【表1】
【0075】
【表2】
【符号の説明】
【0076】
1:軸芯体
2:弾性層
3:被覆層
【特許請求の範囲】
【請求項1】
軸芯体と、該軸芯体の周囲に形成された弾性層と、該弾性層の外周面上に形成された被覆層とを有する電子写真用弾性ローラの製造方法において、
該軸芯体の周囲に未硬化の付加型液状シリコーンゴムを塗付する工程と、
該軸芯体に塗布した未硬化の付加型液状シリコーンゴムの表面に水またはアルコール、あるいはそれらの混合液を噴霧する処理を施す工程と、
該噴霧処理した未硬化の付加型液状シリコーンゴムを加熱硬化させて該弾性層を形成するとともに該弾性層の表面に複数の凹部を形成する工程と、
該弾性層の外周に、該凹部に入り込んだ状態で被覆層を設ける工程と、を有することを特徴とする電子写真用弾性ローラの製造方法。
【請求項2】
前記凹部の平均直径が10μm以上400μm以下、平均深さが5μm以上200μm以下であり、かつ前記弾性層の表面に占める前記複数の凹部の総面積が該弾性層の表面の面積に対して10%以上50%以下である請求項1に記載の製造方法。
【請求項3】
前記未硬化の付加型液状シリコーンゴム中のポリシロキサンに含まれるアルケニル基数に対するハイドロジェンポリシロキサンに含まれるヒドロシリル基数が1.5倍以上3.0倍以下である請求項1または2に記載の製造方法。
【請求項4】
前記未硬化の付加型液状シリコーンゴムを塗布する工程は、リング状塗工ヘッドを用いて行われる請求項1乃至3のいずれか一項に記載の製造方法。
【請求項1】
軸芯体と、該軸芯体の周囲に形成された弾性層と、該弾性層の外周面上に形成された被覆層とを有する電子写真用弾性ローラの製造方法において、
該軸芯体の周囲に未硬化の付加型液状シリコーンゴムを塗付する工程と、
該軸芯体に塗布した未硬化の付加型液状シリコーンゴムの表面に水またはアルコール、あるいはそれらの混合液を噴霧する処理を施す工程と、
該噴霧処理した未硬化の付加型液状シリコーンゴムを加熱硬化させて該弾性層を形成するとともに該弾性層の表面に複数の凹部を形成する工程と、
該弾性層の外周に、該凹部に入り込んだ状態で被覆層を設ける工程と、を有することを特徴とする電子写真用弾性ローラの製造方法。
【請求項2】
前記凹部の平均直径が10μm以上400μm以下、平均深さが5μm以上200μm以下であり、かつ前記弾性層の表面に占める前記複数の凹部の総面積が該弾性層の表面の面積に対して10%以上50%以下である請求項1に記載の製造方法。
【請求項3】
前記未硬化の付加型液状シリコーンゴム中のポリシロキサンに含まれるアルケニル基数に対するハイドロジェンポリシロキサンに含まれるヒドロシリル基数が1.5倍以上3.0倍以下である請求項1または2に記載の製造方法。
【請求項4】
前記未硬化の付加型液状シリコーンゴムを塗布する工程は、リング状塗工ヘッドを用いて行われる請求項1乃至3のいずれか一項に記載の製造方法。
【図1】

【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−211137(P2010−211137A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−59752(P2009−59752)
【出願日】平成21年3月12日(2009.3.12)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月12日(2009.3.12)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]