
電子写真用弾性ローラ及びその製造方法、電子写真プロセスカートリッジ並びに画像形成装置
【課題】高粘度、高チキソトロピー性材料を塗布しても形状精度が良くエアー巻き込みを低減可能な電子写真用弾性ローラとその製造方法、高精細画像形成に好適な電子写真プロセスカートリッジ及び画像形成装置を提供する。
【解決手段】環状スリットを有する塗工ヘッドを用い液状材料をスリットの外方側入り口部から供給し内方側出口部から吐出して円筒体基材に塗工しこれを硬化させる電子写真用弾性ローラの製造方法であって、同材料の降伏応力が20〜600Paでチキソトロピーインデックスが2.0〜6.5で、同入り口部及び同出口部の隙間の間隔を各々T1及びT2(mm)、同入り口部と同出口部との距離L(mm)が0.1≦T1/T2<1.0、10≦L≦100である。この方法で製造された電子写真用弾性ローラ。同ローラを現像ローラとする電子写真プロセスカートリッジ及び画像形成装置。
【解決手段】環状スリットを有する塗工ヘッドを用い液状材料をスリットの外方側入り口部から供給し内方側出口部から吐出して円筒体基材に塗工しこれを硬化させる電子写真用弾性ローラの製造方法であって、同材料の降伏応力が20〜600Paでチキソトロピーインデックスが2.0〜6.5で、同入り口部及び同出口部の隙間の間隔を各々T1及びT2(mm)、同入り口部と同出口部との距離L(mm)が0.1≦T1/T2<1.0、10≦L≦100である。この方法で製造された電子写真用弾性ローラ。同ローラを現像ローラとする電子写真プロセスカートリッジ及び画像形成装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真装置に使用される円筒体形状の弾性ローラに関する。また、環状スリットを有する塗工ヘッドを用いて液状のゴム材料をローラ形状に成形加工し硬化する電子写真用弾性ローラの製造方法に関する。さらに、弾性ローラを備える電子写真プロセスカートリッジおよび画像形成装置に関する。
【背景技術】
【0002】
円筒状基材の外周面に塗布液を塗布し塗布層を形成する塗布方法として、スプレー塗布法、浸漬塗布法、ブレード塗布法、ロール塗布法、環状スリットを有するリング塗工法等の種々の方法が検討されている。
【0003】
電子写真方式の画像形成に用いる弾性ローラについては、弾性ローラの様々な用途に応じて円筒体の表面に所望の機能を有する膜を形成させている。特に近年では、そのような所望の機能を発現させるために、均一な薄層から数ミリ程度の厚みまでの塗膜が要求され、かつ、塗工する塗布液そのものが多様化している。それに伴って塗布液も低粘度から高粘度になるものもあり、そのため、従来の塗工方法においてはそのような塗布液の塗工範囲をカバーすることが難しくなってきている。
【0004】
塗工ヘッドに環状スリットを有するリングを用いた塗布方法として、ホッパー型の塗布装置を用いた塗布方法が開示されている(特許文献1参照)。これによると、環状スリットの入り口開口部と出口開口部の大きさの関係を所望の値にする。これによって塗布液がスリットの入口開口部より出口開口部にスムースに流れ、ホッパー面上に流出し、円筒状基材の外周面に塗布され円周方向、上下方向に膜厚変動の少ない塗布層(塗布膜ともいう)を形成できる。さらには複数の塗布層を同時に円筒状基材上に形成させるいわゆる同時重層塗布においても円周方向、上下方向の膜厚変動のない、優れた塗布方法が提供される、としている。
【0005】
しかしながら、上記従来法は粘度の低い材料を使用した場合の薄層形成には適しているが、粘度の高い材料を用いた場合にはエアーを巻き込みやすいという欠点を持っている。エアーの巻き込みに起因して薄層に凹凸が形成されると、画像上の小さな白抜け点などとなって画像上の問題を生じることがある。最近になって、プリント画像が高精彩になるにつれて極微小な凹凸までもが画像上問題となってきている。これまで800dpi(1インチ(25.4mm)中のドット数)の画像では問題となっていなかったものが、1200dpi画像では問題となるものが出てきている。
【特許文献1】特開平10−272400号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、環状スリットを有する塗工ヘッドを用いて高粘度もしくは高チキソトロピー性材料を塗布した場合にも、形状精度が良くエアーの巻き込みを低減することができる電子写真用弾性ローラの製造方法を提供することである。
【0007】
本発明の別の目的は、形状精度が良くエアーの巻き込みが低減された電子写真用弾性ローラを提供することである。
【0008】
本発明の別の目的は、高精細な画像を形成するに好適な電子写真プロセスカートリッジ並びに画像形成装置を提供することである。
【課題を解決するための手段】
【0009】
本発明により、上部部品と下部部品とを有し該上部部品と該下部部品の隙間で形成された環状スリットを有する塗工ヘッドを用い、該環状スリットの外側に開口した外方側入り口部から液状材料を供給し、該環状スリットの内側に開口した内方側出口部から液状材料を吐出して、該塗工ヘッドを円筒体基材に対し相対的に移動させながら該円筒体基材に液状材料を塗工し、塗工された液状材料を硬化させる工程を有する電子写真用弾性ローラの製造方法であって、
該液状材料の降伏応力が20Pa以上600Pa以下であり、
該液状材料のチキソトロピーインデックスが2.0以上6.5以下であり、
該塗工ヘッドとして、該外方側入り口部の隙間の間隔をT1(mm)、該内方側出口部の隙間の間隔をT2(mm)、該外方側入り口部と該内方側出口部との距離をL(mm)としたときに、
0.1≦T1/T2<1.0、かつ
10≦L≦100
である塗工ヘッドを用いることを特徴とする電子写真用弾性ローラの製造方法が提供される。
【0010】
本発明により、上記製造方法により製造されたことを特徴とする電子写真用弾性ローラが提供される。
【0011】
本発明により、少なくとも現像剤、現像剤規制部材、現像剤容器および現像ローラが装着されてなり、該現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる電子写真プロセスカートリッジにおいて、
該現像ローラが、上記電子写真用弾性ローラであることを特徴とする電子写真プロセスカートリッジが提供される。
【0012】
本発明により、現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる画像形成装置において、
該現像ローラが、上記電子写真用弾性ローラであることを特徴とする画像形成装置が提供される。
【発明の効果】
【0013】
本発明により、環状スリットを有する塗工ヘッドを用いて高粘度もしくは高チキソトロピー性材料を塗布した場合にも、形状精度が良くエアーの巻き込みを低減することができる電子写真用弾性ローラの製造方法が提供される。
【0014】
本発明により、形状精度が良くエアーの巻き込みが低減された電子写真用弾性ローラが提供される。
【0015】
本発明により、高精細な画像を形成するに好適な電子写真プロセスカートリッジ並びに画像形成装置が提供される。
【発明を実施するための最良の形態】
【0016】
環状スリットを有するリング状塗工ヘッドを用いて、液状物質の材料を厚塗り塗工(例えば1度に100μm以上)しようとした場合、材料特性を考慮する必要がある。基本的には高粘度の材料を用いることになるが、塗布工程にかかわるすべてのせん断速度領域において適正な粘度領域があり、これをせん断速度依存性(チキソトロピーインデックス)で考慮することが好ましい。また、塗工膜厚にたいして形状精度を高い次元で保持しようとした場合、材料の垂れ性を制御する別のパラメータ制御が必要となる。さらにチキソトロピー性の材料を用いた場合に、高粘度の領域の材料を流すときには脈流が発生しやすくそれにより大きなエアーを巻き込むことがある。したがって、低粘度の領域の材料では極微小な泡状のエアーを巻き込みやすくなることから塗工ヘッドの形状を考慮しなければならない。
【0017】
本発明者らは、鋭意研究を行なった結果、被覆材料の降伏応力値と材料粘度のせん断速度依存性(チキソトロピーインデックス)を適正な範囲に制御し、円筒形状の塗工ヘッドを用いた製造方法と組み合わせる場合に前述の問題を解決できることを見出した。
【0018】
さらに塗工ヘッドの環状スリット部を構成する材料入り口部および材料出口部の断面積の関係を適正な範囲にすること、さらには材料出口部の形状を考慮することで、これまで成型困難であった20Pa以上50Pa以下の降伏応力値の材料に対しても前述の問題を解決できることを見出した。
【0019】
〔材料物性値〕
本発明においては、降伏応力が20Pa以上600Pa以下であり、かつチキソトロピーインデックスが2.0以上6.5以下である非ニュートン性液状材料を被覆材料(円筒体基材の周りに設ける弾性層を形成するための液状材料)として用いる。これにより、塗工厚みを100ミクロン以上とした場合でも寸法精度の良好な塗膜形成物を得ることが可能である。
【0020】
降伏応力(しばしば降伏点と呼ばれる)とは、それ以下では試料が固体として振舞う限界応力のことである。応力により試料はバネのように弾性的に変形するが、この応力が取り除かれると変形は消失する。降伏応力以下では、加えられる応力と変形は比例関係を保つ。降伏応力を超えると、凝集フィラー等によって形成されていた3次元網目構造の構造破壊が生じ、試料は流動を開始する。加えられた応力によって際限なく変形し続け、応力を除いてももとの形状に戻ることはない。
【0021】
つまり、塗膜の厚みが大きくなるにつれて材料にかかる重力は大きくなり、重力方向に材料が流れやすくなる。流れを生じさせないためには、重力に対して充分な降伏応力を材料に持たせればよい。塗膜の厚みに対して充分な降伏応力を持つことにより、形状が安定し寸法精度の良い成形物を得ることが出来る。
【0022】
チキソトロピーインデックスとはせん断速度に対して粘度が変化する量を表している。
チキソトロピーインデックスが1のときにニュートン性液体を示し、チキソトロピーインデックスが1以外のとき、非ニュートン性液体を示す。ここでは、高せん断速度の粘度と比較して、低せん断速度の粘度が高い性質の液体を指す。高せん断領域で粘度が低いものほど材料を押し出すポンプの負荷は小さくなり生産性のうえで効率的である。低せん断領域で粘度が高いものほど材料が垂れにくく、形状が安定しやすい。
【0023】
降伏応力が20Pa以上600Pa以下の範囲にある場合、塗工厚みに対する寸法精度を維持し、塗工面の平滑さとのバランスを最良の状態で、両立することができる。降伏応力のより好ましい範囲は、100Pa以上400Pa以下である。
【0024】
弾性層形成用液状材料の降伏応力が600Paを超える場合には、塗工時における材料のレベリング作用効果が小さすぎて、塗工後の表面にスジが発生したり凹凸ができたりするなどの困難が生じる。20Pa未満の場合には、重力に対して降伏応力が小さすぎて塗膜形成後の形状を保持することができないため、加熱硬化後の弾性ローラの塗工厚みに対する外径寸法差が大きくなりローラが使用に耐えられない。電子写真用弾性ローラとして好適に使用できる寸法制度は、画像形成装置のグレードや耐久性にもよるが、ローラの外径に対して3%以内の寸法差に抑えられた場合である。3%以内とすることで、他部材に与える応力に偏りが生じないので、ストレスがかかることによる磨耗や劣化の促進を優れて防止できる。それにより、電荷や現像剤を安定して供給することが可能となり、長期間にわたり品質のよい画像を得ることができる。
【0025】
弾性層形成用液状材料のチキソトロピーインデックスの範囲が2.0以上6.5以下の範囲にあるとき、せん断速度変化に対する材料の流動安定性と安定した材料供給のバランスを優れた状態で両立することができる。チキソトロピーインデックスのより好ましい範囲は、2.5以上5.0以下である。
【0026】
チキソトロピーインデックスが6.5を超える場合には、せん断速度変化に対する原材料の流動性が不安定となり成型塗膜の寸法安定性が悪くなってしまう。2.0未満である場合には、降伏応力を所定の範囲に制御した場合に、材料輸送における配管内のせん断速度において材料粘度が高すぎて装置に高負荷がかかりすぎるため安定した材料供給に困難が生じる。被覆材料の降伏応力が20Pa以上600Pa以下であり、かつチキソトロピーインデックスが2.0以上6.5以下であるときに、寸法精度の良好な塗膜形成物を得ることが可能となる。
【0027】
〔塗工ヘッド形状〕
本発明において用いる塗工ヘッドは上部部品と下部部品とを有し、上部部品と下部部品の隙間で形成された環状スリットを有する。そして、塗工ヘッド環状スリットの外方側入り口部の隙間の間隔をT1(mm)、環状スリットの内方側出口部隙間の間隔をT2(mm)としたときに、0.1≦T1/T2<1.0とする。T1/T2のより好ましい範囲は0.2≦T1/T2<0.8である。
【0028】
T1/T2は材料入り口部と材料出口部の断面積の関係に因果するパラメータである。ここでいう環状スリットの場合、環の外側から内側へと材料が流れることになる。つまり、環状スリットの外側(入口側)の周長は内側(出口側)の周長より長いため、T1=T2である場合は、材料出口部断面積が入り口部断面積に対して小さくなり、出口に向かって材料の流速が大きくなり加速されることになる。降伏応力を持つような材料の場合、材料が吐出された状態でそのまま形状を保つ特性があり、速い流速で吐出口から出てきた材料は芯金(円筒体基体)や吐出口近部の壁面に衝突するときにエアーを巻き込みやすくなる。考え方としては材料の吐出速度を下げてやればよいが、単純に吐出速度を下げるだけでは、材料にかかるせん断速度が小さくなりすぎて形状の安定性に欠けるなどの不具合が生じ、さらに成形タクトが遅くなるなど生産性の面で効率的ではない。そこで、成形タクトを下げずにエアーの巻き込みを低減するために、出口に向かう材料の加速度を抑制してやればよく、T1/T2の値を従来の1よりも小さな値にする。
【0029】
T2の値はゴム肉厚(弾性層(硬化後)厚さ)に対して10%以上200%以下の範囲が好ましい。たとえば、ゴム肉厚が2mmであれば0.2mm以上4mm以下の範囲であることが好ましくなる。この範囲であれば成形安定性およびエアー巻き込みに対して良好である。
【0030】
T1/T2が0.1≦T1/T2<1.0の範囲にあるとき、材料吐出時の塗工ヘッド内において、材料入り口部から材料出口部方向へのせん断速度勾配が大きすぎず安定した材料吐出をおこなうことができる。さらに、吐出口から吐出される材料速度が大きくなりすぎることが抑制されるため、エアーの巻き込みを低減することが可能となる。
【0031】
また、T1/T2を上記数値範囲とした場合には、材料入り口部の通過断面積にくらべ材料出口部の通過断面積の割合が大きすぎることがないために、材料圧力が不安定となり流動安定性に欠けたり、形状安定性に問題が生じることを抑制できる。更に、塗工ヘッド内において、材料入り口部から材料出口部方向への速度勾配が大きすぎることがないために、円周方向での材料吐出ムラが生じることが有効に抑制され、吐出口での速度が大きいことによるエアーの巻き込みも抑えられる。
【0032】
環状スリットの外方側入り口部と内方側出口部との距離をL(mm)としたときに、L(mm)が10(mm)≦L≦100(mm)の範囲にあるとき、塗工ヘッド内を好適なせん断速度とし、良好な寸法精度を得ることができる。特にLの値を上記数値範囲とした場合、材料流速の勾配が大きすぎることによる円周方向での材料吐出ムラの抑制、並びにスリット出口での速度が大きいことによるエアーの巻き込みを抑えることができる。更に、スリット出口直前での材料の流れる方向が変化することによる吐出の不安定性を抑制できる。尚、Lのより好ましい範囲は20(mm)≦L≦50(mm)である。
【0033】
〔円筒体基体〕
電子写真用弾性ローラの円筒体基体としては、電子写真用弾性ローラの軸芯体(金属製の場合は芯金と呼ばれる)として公知のものから適宜選んで用いることができる。さらに円筒体基体として導電性を有する軸芯体を用いることができる。例えば、炭素鋼合金表面に5μm厚さの工業ニッケルメッキを施した円柱体を円筒体基体として用いることができる。導電性軸芯体を構成する材料としては他にも、たとえば鉄、アルミニウム、チタン、銅およびニッケル等の合金やこれら金属を含むステンレス、ジュラルミン、真鍮及び青銅の合金、さらにカーボンブラックや炭素繊維をプラスティックで固めた複合材料等の剛直で導電性を示す公知の材料を使用することもできる。また、形状としては、円柱状のほかに中心部分を空洞とした円筒形状とすることもできる。電子写真用弾性ローラの軸芯体の外径は、通常4mm〜10mmの範囲とされる。
【0034】
〔弾性層〕
円筒体基体の周りに配する弾性層を形成するための液状材料としては、電子写真用弾性ローラに用いられる公知の液状材料から選んで用いることができる。ただし、未硬化の状態で降伏応力およびチキソトロピーインデックスが前述の範囲にあるようにする。
【0035】
導電性軸芯体の外周上に、導電性弾性層を形成することができる。導電性弾性層を形成するのに好ましい液状材料は、種々の液状ゴムを用いることができる。具体的には、ジエン系ゴム、シリコーンゴム、多硫化ゴム、ウレタンゴム等のゴム材料から、他の成分を加えて成形して弾性層とした際、所望の機械物性を与えるようにして、これらのゴム材料を単独であるいは2種以上を混合して用いることができる。降伏応力やチキソトロピーインデックスを前述の範囲にするためには種々のフィラーを添加するとよい。とくに凝集性の強い小粒径のフィラーはチキソトロピー性を引き出すのに好適であり、添加量を調整することで降伏応力を操作しやすい。小粒径のフィラーは一次粒子径が100nm以下のものが好ましく、一般的にはカーボンブラックやシリカ粒子などを好適に用いることができる。
【0036】
〔表面層〕
本発明では以上のようにして形成された導電性弾性体基層の表面に、トナー(現像剤)への帯電特性の付与、表面形状の付与、抵抗調整等の理由で、更に表面層として樹脂またはエラストマーからなる層を形成することもできる。
【0037】
〔電子写真用弾性ローラの製造〕
次に、本発明の電子写真用弾性ローラの製造方法の形態について図面を参照して説明する。
【0038】
本発明の環状スリットを有する塗工ヘッドの一例を図1に示す。
【0039】
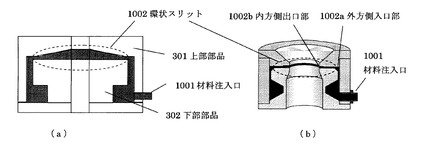
図1に塗工ヘッドの外観図を示す。この塗工ヘッドは円筒形状の金属部品によって構成され、円筒状中央部に開放部がありここから材料が吐出される。円筒状側面部に材料注入口1001が設けられているが、これは単一穴でも複数穴でもよく穴形状も特に制限されるものではない。
【0040】
図2、3、4および5に塗工ヘッドの断面図を示す。
【0041】
図2は上部部品301と下部部品302によって構成された塗工ヘッドの断面図と環状スリット部である。両部品の隙間によってできた水平方向の空隙部を環状スリット1002とする。環状スリットの外方側から内方側へ材料が流れ、材料の流速が上昇する。外方側入口部1002aおよび内方側出口部1002bは、図3を用いて後述するように、それぞれスリット間隔T1を与える個所およびスリット間隔T2を与える個所である。
【0042】
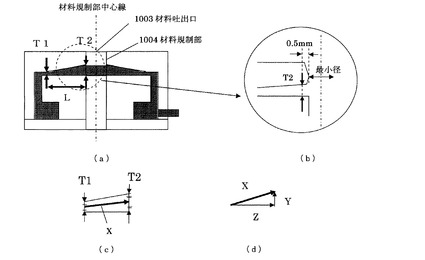
図3は環状スリット部の詳細を示す。材料吐出口1003は、材料が円柱形状の状態で塗工ヘッドから吐出される場所を表す。材料規制部(貫通穴)1004は、材料吐出口1003から吐出される材料が円柱形状を形成するように材料の流れを規制する場所を表す。スリット出口から材料吐出口にかけて貫通穴が広がっていても狭まっていても特に制限されるものではないが、材料の流れを規制する上では貫通穴径の変化が小さい方がよい。環状スリットの外方側入り口部(スリット間隔T1を与える部分)は、環状スリット内の最も間隔の狭い位置にあり、間隔の狭い位置が連続的に存在する場合は、もっとも内方側出口部(スリット間隔T2を与える部分)に近い位置とする。外方側入口部の直前(上流)では材料がどの方向から来ても特に制限されるものではない。環状スリットの内方側出口部(スリット間隔T2を与える部分)は、材料規制部(貫通穴)1004の最も径が小さい位置から0.5mm外方側に材料規制部(貫通穴)の中心線と平行に下した線の位置の開口部と定義する。外方側入り口部(間隔T1部)から内方側出口部(間隔T2部)にかけての環状スリットの間隔は、ある距離だけ増加しある距離は一定で、またある距離は増加するなどの段階的に増加しているものでもよく、途中に減少しているところがなければ、特に制限されるものではない。材料規制部(貫通穴)1004は図5に示す芯金移動方向と同方向に設けられる。このとき環状スリットは、図3(c)および(d)に示されるような位置に設けられる。T1からT2に向かったそれぞれの中点(スリット間隔の中間点)を結ぶ材料の流れベクトルXが、芯金移動方向ベクトルYとそれに垂直なスリット内向きのベクトルZの合成成分で構成されていればよい。外方側入り口部(スリット間隔T1を与える部分)から内方側出口部(スリット間隔T2を与える部分)までの距離をLで表す。
【0043】
図4に塗工ヘッドの別の例を示す。この例では、上部部品の環状スリット出口1005がR形状を有する。T1/T2の関係を満たしていれば、C面取り形状、階段形状、その他曲線形状等、R面取り形状に制限されるものではない。R面取りの大きさは0.5(mm)以上5.0(mm)以下が好ましい。この範囲内とすることにより、材料の吐出がより一層安定になる。また、スリット出口から吐出される材料の方向が、芯金移動方向となす角度を緩和できるためエアーの巻き込みのより一層の抑制が可能となる。
【0044】
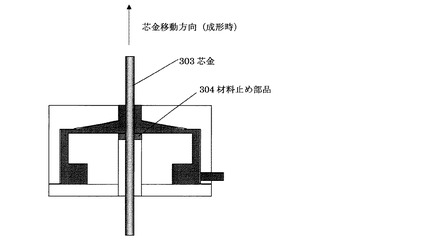
図5は、塗工ヘッドを用いて、円筒体基体である芯金303上に弾性層形成用液状材料を塗布する状態を示す。環状スリットの内方側出口端に材料止め部品304が固定され、材料は一方向(上方)に吐出される。材料止め部品の内側を材料吐出方向と同方向に、芯金が相対的に移動することにより、被服層が形成される。
【0045】
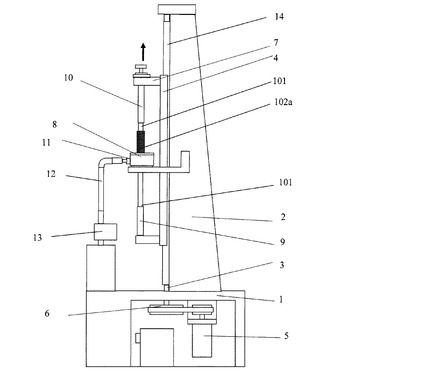
図6にリング型の塗工ヘッドを用いるリングコート機の例の概略断面図を示す。図6に示すリングコート機は、架台1の上に略鉛直にコラム2が取り付けられ、さらに架台1とコラム2の上部に精密ボールネジ3が略鉛直に取り付けられている。14はリニアガイドであり精密ボールネジ3と平行に2本がコラム2に取り付けられている。LMガイド4はリニアガイド14と精密ボールネジ3とを連結し、サーボモータ5よりプーリ6を介して回転運動が伝達され昇降できるようになっている。コラム2には軸芯体101の外周側にシリコーンゴム組成物の未硬化物を軸芯体の外周上に塗布するリング形状の塗工ヘッド8が取り付けられている。さらにLMガイド4にはブラケット7が取り付けられ、ブラケット7には軸芯体101を保持し固定する軸芯体下保持軸9が略鉛直に取り付けられている。また、逆側のローラの軸芯体101を保持する軸芯体上保持軸10の中心軸がブラケット7の上部に取り付けられ、軸芯体上保持軸10は軸芯体下保持軸9に対向して略同芯になるように配置して軸芯体を保持している。さらにリング形状の塗工ヘッド8の中心軸は軸芯体下保持軸9と軸芯体上保持軸10の移動方向と平行となるようにそれぞれに支持されている。また、軸芯体下保持軸9および軸芯体上保持軸10の昇降移動時において塗工ヘッド8の内側に開口した環状スリットに成っている吐出口の中心軸と軸芯体下保持軸9および軸芯体上保持軸10の中心軸が略同芯になるように調節してある。このような構成により塗工ヘッド8の環状スリットに成っている吐出口の中心軸を軸芯体の中心軸に略同芯に合わせることができ、リング形状の塗工ヘッドの内周面と前記軸芯体101の外周面との間に均一な隙間が形成される。
【0046】
また、弾性層形成用材料である液状ゴムの供給口11は、液状ゴム搬送用の配管12を介して材料供給弁13に接続されている。材料供給弁13は、その手前に混合ミキサー、材料供給ポンプ、材料定量吐出装置、材料タンク等を備え、定量(単位時間当たりの量が一定)の液状ゴムを吐出可能としている。液状ゴムは材料タンクから、材料定量吐出装置により一定量計量され、混合ミキサーで混合される。その後、材料供給ポンプにより混合された液状ゴム組成物は、材料供給弁から配管12を経由して、供給口に送られる。
【0047】
さらに、液状ゴム組成物は、リング型の塗工ヘッド内の環状スリットを通り、リング型の塗工ヘッドの材料吐出口(ノズル)から吐出する。液状ゴム組成物の肉厚を一定にさせるために、リング状塗工ヘッドノズルからの吐出量と材料供給ポンプからの供給量を一定にして、軸芯体保持軸を鉛直方向(軸芯体の中心軸方向)に昇降移動させる。これにより軸芯体は塗工ヘッド8に対して相対的に軸方向に移動し、軸芯体の外周上に液状ゴム組成物からなる円筒形状(ロール形状)の未硬化物の層102aが形成される。この時、軸芯体とリング型の塗工ヘッドノズルとのクリアランスは、液状ゴム組成物が硬化により収縮するため、所望の弾性層(硬化後)の層厚以上のクリアランスにすることが好ましい。特には、弾性層(硬化後)の層厚に対し1.1倍程度のクリアランスにすることが好ましい。
【0048】
次の工程で、未硬化の液状ゴム組成物の層を赤外線加熱等の熱処理によって硬化し、弾性ローラとすることができる。未硬化の液状ゴム組成物の表面は、粘着性を有している。このため、熱処理する方法としては非接触で、装置が簡易で、液状ゴム組成物の未硬化物の層を長手方向に均一に熱処理できる赤外線加熱が好ましい。この時、赤外線加熱装置を固定し、液状ゴム組成物からなる円筒形状(ロール形状)の未硬化物層を設けた軸芯体を周方向に回転させることにより、周方向に均一に熱処理が行われる。液状ゴム組成物の弾性層材料表面の熱処理温度としては、使用する液状ゴム組成物にもよるが、硬化反応が開始する100〜250℃が好ましい。
【0049】
ここで、弾性層の硬化後の物性安定化、弾性層中の反応残渣および未反応低分子分を除去する等を目的として、赤外線加熱後の弾性層に更に熱処理等を行う二次硬化を行わせても良い。
【0050】
以上のようにして形成された弾性層の外周側に耐磨耗性やトナー帯電性、離形性の観点から、さらに表面層を設けることもできる。表面層を形成する材料としては、各種のポリアミド、フッ素樹脂、水素添加スチレン−ブチレン樹脂、ウレタン樹脂、シリコーン樹脂、ポリエステル樹脂、フェノール樹脂、イミド樹脂、オレフィン樹脂等が挙げられる。これらの材料は、単独で用いてよく、又は二種以上を混合して用いてもよい。これらの材料には必要に応じて各種添加剤が添加される。
【0051】
これらの表面層を構成する材料は、サンドミル、ペイントシェーカー、ダイノミル、ボールミル等のビーズを利用した従来公知の分散装置を使用して、分散させることができる。得られた表層形成用の分散体は、スプレー塗工法、ディッピング法等により弾性層の表面に塗工することができる。表面層の厚みとしては、5μm〜50μmが好ましい。低分子量成分がしみ出してきて感光ドラムを汚染することを防止する観点から5μm以上が好ましく、ローラが硬くなり、融着が発生することを防止する観点から50μm以下が好ましい。より好ましくは10μm〜30μmである。
【0052】
上記の如くして形成する表層中に質量平均粒径が1μm〜20μmの微粒子を分散させることにより、ローラ表面の凹凸を形成することができる。このような目的に使用する微粒子としては、例えば、ポリメチルメタクリル酸メチル微粒子、シリコーンゴム微粒子、ポリウレタン微粒子、ポリスチレン微粒子、アミノ樹脂微粒子、フェノール樹脂微粒子等のプラスチックピグメントが挙げられる。特にポリメチルメタクリル酸メチル微粒子及びシリコーンゴム微粒子が好ましい、これらの微粒子は前記表層の約5〜40質量%(この微粒子を除く表層構成成分の総質量に対して)の範囲で添加することが好ましい。
【0053】
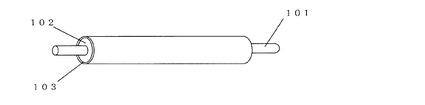
本発明の電子写真用弾性ローラの一例を図7に示す。
【0054】
本発明の弾性ローラは軸芯体101の周囲に弾性層102を有し、その外周に表面層103を配置したものである。なお、表面層については1層である必要は無く多層になっても構わない。
【0055】
〔電子写真プロセスカートリッジおよび画像形成装置〕
本発明の電子写真用弾性ローラは現像ローラとして使用することができる。現像ローラは、潜像を担持する潜像担持体(画像形成体)としての感光ドラムに対向して、当接または圧接した状態で現像剤を担持する。そして、現像ローラは、感光ドラムに現像剤としてのトナー(現像剤)を付与することにより潜像を現像剤像として可視化する機能を持つ。さらに本発明の電子写真プロセスカートリッジおよび画像形成装置は、この現像ローラを具備する。
【0056】
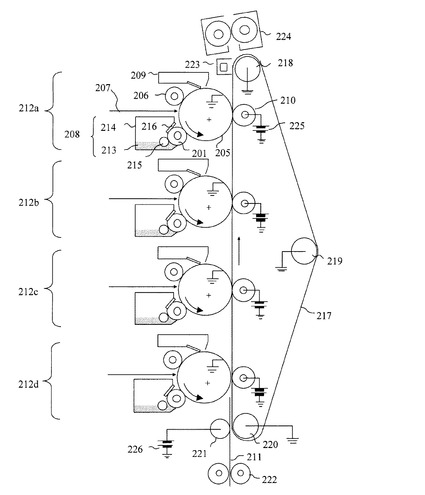
本発明の電子写真用弾性ローラを現像ローラとして搭載したプロセスカートリッジおよび電子写真装置(画像形成装置)の一例を図8に模式図として示した。この図により以下説明する。
【0057】
尚、本画像形成装置は、それぞれイエロー、シアン、マゼンダおよびブラックの画像を形成する画像形成ユニット212a〜212dが4個あり、タンデム方式で設けられている。各画像形成ユニットは、感光体(感光ドラムまたは画像形成体)205、帯電装置206、画像露光装置(図では書き込みビーム207)、現像装置208、クリーニング装置209、画像転写装置210(図では転写ローラ)を有する。これらの仕様が各色トナー特性に応じて少し調整に差異があるものの、基本的構成において4個の画像形成ユニット212a〜212dは同じである。また、感光体205、帯電装置206、現像装置およびクリーニング装置209が一体となり、プロセスカートリッジを形成している。
【0058】
現像装置208は、一成分トナー213を収容した現像容器(現像剤容器)214と、現像容器内の長手方向に延在する開口部に位置し、感光体205と対向設置された現像ローラ201とを備え、感光体205上の静電潜像を現像して可視化するようになっている。さらに、現像ローラ201に一成分トナー213を供給すると共に現像に使用されずに現像ローラ201に担持されている一成分トナー213を現像ローラ201から掻き取るトナー供給ローラ215が設けられる。また現像ローラ201上の一成分トナー213の担持量を規制すると共に摩擦帯電する現像ブレード(現像剤規制部材)216が設けられている。トナー供給ローラおよび現像ブレードによって、現像ローラの表面に一成分トナーの薄層が形成される。
【0059】
感光体205の表面が帯電装置206により所定の極性・電位に一様に帯電され、画像情報が画像露光装置からビーム207として、帯電された感光体205の表面層に照射され、静電潜像が形成される。次いで、形成された静電潜像上に現像ローラ201を有する現像装置208から一成分トナーが供給され、感光体205の表面にトナー像が形成される。このトナー像は感光体205の回転に伴って、画像転写装置210に対向する部所に来たときに回転と同期して供給されてきた紙などの転写材(紙)211に転写される。
【0060】
なお、本図では4つの画像形成ユニット212a〜212dが一連に連動して所定の色画像を1つの転写材211に重ねて形成されている。したがって、転写材211をそれぞれの画像形成ユニットの画像形成と同期させる。つまり、画像形性が転写材211の挿入と同期している。そのために、転写部材211を輸送するための転写搬送ベルト217が感光体205と画像転写装置210との間に挟まれるように、転写搬送ベルト217の駆動ローラ218、テンションローラ219および従動ローラ220に架けまわされる。転写材211は転写搬送ベルト217に吸着ローラ221の働きにより静電気的に吸着された形で搬送されている。なお、222は転写材211を供給するための供給ローラである。
【0061】
画像が形成された転写材211は、転写搬送ベルト217から剥離装置223の働きにより剥がされ、定着装置224に送られ、トナー像は転写材212に定着されて、印刷が完了する。一方、トナー像の転写材212への転写が終わった感光体205はさらに回転して、クリーニング装置209により感光体205表面がクリーニングされ、必要により除電装置(不図示)によって除電される。その後、感光体205は次の画像形成に供される。なお、図において、225、226はそれぞれ画像転写装置210、吸着ローラ221へのバイアス電源を示す。
【0062】
なお、ここでは、タンデム型の転写材へ直接各色のトナー像を転写する装置で説明したが、その限りではない。本発明の電子写真用弾性ローラを適用可能な装置として、この他にも、白黒の単色画像形成装置、転写ローラや転写ベルトに一旦各色のトナー像を重ねてカラー画像を形成へ一括して転写する画像形成層置が挙げられる。また、各色の現像ユニットがロータ上に配置されたり、感光体に並列して配置されたりした画像形成装置等が挙げられる。また、プロセスカートリッジではなく、感光体、帯電装置、現像装置等が直接画像形成装置に組み込まれていても構わない。
【実施例】
【0063】
<分子量測定法>
GPCによる分子量の測定方法を以下に記す。
【0064】
ゲルパーミエーションクロマトグラフィー(GPC)によるクロマトグラムの分子量(数平均分子量Mn、重量平均分子量Mw、Z平均分子量Mz)は次の条件で測定される。40℃のヒートチャンバー中でカラムを安定化させ、この温度におけるカラムに溶媒としてテトラヒドロフラン(THF)を毎分1mlの流速で流し、試料濃度として0.05〜0.6質量%に調整した樹脂のTHF試料溶液を約50〜200μl注入して測定する。試料の分子量測定にあたっては、試料の有する分子量分布を数種の単分散ポリスチレン標準試料により作成された検量線の対数値とカウント数(リテンションタイム)との関係から算出する。検量線作成用の標準ポリスチレン試料としては、例えば東ソー社製或いはPressure Chemical Co.製の分子量が6×102、2.1×103、4×103、1.75×104、5.1×104、1.1×105、3.9×105、8.6×105、2×106、4.48×106のものを用い、少なくとも10点程度の標準ポリスチレン試料を用いるのが適当である。検出器にはRI(屈折率)検出器を用いる。カラムとしては、市販のポリスチレンジェルカラムを複数本組み合わせるのが良く、例えば昭和電工社製のshodex GPC KF−801、802、803、804、805、806、807(いずれも商品名)の組み合わせを挙げることができる。また、Waters社製のμ−styragel500、103、104、105(いずれも商品名)の組み合わせを挙げることができる。
【0065】
<降伏応力測定法>
粘弾性測定装置による、弾性層形成用材料液状材料である液状ゴム材料の降伏応力測定法を以下に記す。
【0066】
粘弾性測定装置にはHaake社製RheoStress600(商品名)を用いた。
【0067】
材料約1gを採取し試料台の上にのせ、コーンプレートを徐々に近づけて、試料台から約50μmの位置で測定ギャップを設定した(コーンプレートには直径35mm、傾斜角度1°のものを用いた)。そのとき、まわりに押し出された材料を奇麗に除去し測定に影響の出ないようにした。
【0068】
材料温度が25℃になるようにプレート台の温度は設定され、試料をセットしてから10分間放置後、測定を開始した。
【0069】
試料にかける応力は0.00Paからスタートし50000Paまでの範囲(周波数は1Hz)を、180秒かけて変動させ、そのときのG’貯蔵弾性率、G”損失弾性率、位相差tanδの変化を32ポイント測定した。G’ははじめ線形粘弾性領域で一定の値となり、その後G’貯蔵弾性率とG”損失弾性率が交差する点の応力値を読み取り、降伏応力とした。
【0070】
<チキソトロピーインデックス:TI値>
回転粘度計による、弾性層形成用材料液状材料である液状ゴム材料のチキソトロピーインデックスの求め方を以下に記す。回転粘度計には東機産業株式会社製RE550U(商品名)を用いた。
【0071】
試料約0.25mLを試料台にセットし、R9.7、傾斜角度3°のコーンロータを用いて、10rpmで30secの前処理をおこなった。前処理の終了直後にせん断速度(s-1)を0.2で100sec、0.4で50sec、1で30sec、2で30sec、4で30sec、10で30secの条件で測定をおこなった。このとき、せん断速度1で測定した粘度をせん断速度10で測定した粘度で割ったものをチキソトロピーインデックスとした。
【0072】
(弾性層ゴム材料)
弾性層形成用液状材料には液状のシリコーンゴムを用いた。液状シリコーンゴムは、オルガノポリシロキサンに充填剤としてシリカ粉末、石英粉末、カーボンブラック等を配合しベース材料とした。このベース材料にさらに硬化触媒として白金化合物を微量配合したものを混合物Aとした。これとは別に、上記ベース材料にオルガノハイドロジェンポリシロキサンを配合したものを混合物Bとした。混合物AおよびBを、それぞれリングコート機に付随の原料タンクにセットし、圧送ポンプを使用してスタチックミキサーに送り出し混合物Aと混合物Bを1:1の比率(質量基準)で混合した。
【0073】
弾性層形成用液状材料の降伏応力とチクソトロピーインデックスは、混合物Aと混合物Bを1:1の比率で混合したものについて測定した測定値を、それぞれ当該材料の測定値とした。
【0074】
〔実施例1〕
(シリコーンゴム組成物の調製)
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):80質量%。
カーボンブラック(電気化学工業製、商品名:デンカブラック粉状):7質量%。
シリカ(日本アエロジル製、商品名:AEROSIL50):13質量%。
【0075】
上記配合物をプラネタリーミキサーを用いて30分間混合脱泡し、シリコーンゴムベース材料を得た。さらにこのベース材料100質量部に対して、塩化白金酸のイソプロピルアルコール溶液(白金含有量3質量%)0.02質量部を加えて混合し混合物Aとした。これとは別に、上記ベース材料100質量部に粘度10cps(0.01Pa・s)のオルガノハイドロジェンポリシロキサン(SiH含有量1質量%)1.5質量部を加えて混合し混合物Bとした。混合物Aと混合物Bをそれぞれ別個に原料タンクにセットし、圧送ポンプを使用してスタチックミキサーに送り出し混合物Aと混合物Bを1:1の比率(質量基準)で混合した。このようにして弾性層形成用液状材料として降伏応力210〔Pa〕、チクソトロピーインデックス(以下TI値とする)4.82のシリコーンゴム組成物を得た。
【0076】
(導電性ローラの作成)
図2に示すような円筒形状の構造を有するリング塗工ヘッドを用いた。このリング塗工ヘッドのT1/T2を0.33、Lを30mmとした。内径は12.0mmであった。塗工機としては、図6に示す構造を有するリングコート機を用いた。
【0077】
リングコート機の軸芯体保持軸(軸芯体上保持軸10および軸芯体下保持軸9)で外直径6mmの鉄製軸芯体を鉛直に保持し、軸芯体101とリング形状の塗工ヘッド8のノズルとのクリアランスを3.0mmとした。
【0078】
軸芯体保持軸を鉛直に上昇(10mm/sec)させて軸芯体を移動させた。それに合わせて、上記シリコーンゴム組成物を840ml/secで吐出し、軸芯体の外周にシリコーンゴム組成物からなる円筒形状(ロール形状)にシリコーンゴム組成物の層を形成して、未硬化の成形物層を有するローラ(以下、未硬化のローラ)を作成した。
【0079】
この未硬化のローラを、軸芯体を中心として60rpmで回転させ、その未硬化の成形物層表面に、株式会社ハイベック製の赤外線加熱ランプ「HYL25」(商品名)で赤外線(出力1000W)を4分間照射し、成形物層を硬化させた。なお、赤外線照射時の成形物層表面とランプの距離は60mmであり、成形物層表面の温度は200℃であった。その後、硬化したシリコーンゴムの弾性層の物性を安定させ、シリコーンゴムの弾性層中の反応残渣および未反応低分子分を除去する等を目的として、電気炉で200℃、4時間の二次硬化を行い、芯金(軸芯体)にシリコーンゴム層を形成した。
【0080】
(現像ローラの作製)
三井武田ケミカル株式会社製のポリウレタンポリオールプレポリマー「タケラックTE5060」(商品名)100質量部、日本ポリウレタン株式会社製のイソシアネート「コロネート2521」(商品名)77質量部および三菱化学株式会社製のカーボンブラック「MA100」(商品名)24質量部にMEK(メチルエチルケトン)を加え、サンドミルで1時間分散した。分散後さらにMEKを加えて固形分20質量%から30質量%の範囲で塗布乾燥後の膜厚が20μmとなるように調整して、表面層用塗料を得た。
【0081】
この塗料中に、シリコーンゴム層が形成された芯金を浸漬して、その表面に表面層用塗料を塗布した後、自然乾燥させた。次いで、140℃にて60分間加熱処理して、塗料膜を硬化し、表面層が形成された弾性ローラを得た。この弾性ローラを現像ローラとして評価した。評価について詳しくは後述するが、画像出力し、評価したところ良好な画像が得られた。
【0082】
〔実施例2〕
リング塗工ヘッドのT1/T2を0.11、L=30mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0083】
〔実施例3〕
リング塗工ヘッドのT1/T2を0.91、L=30mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0084】
〔実施例4〕
リング塗工ヘッドのT1/T2を0.33、L=10mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0085】
〔実施例5〕
リング塗工ヘッドのT1/T2を0.33、L=100mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0086】
〔実施例6〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):80質量%。
カーボンブラック(電気化学工業製、商品名:デンカブラック粉状):5質量%。
石英(Pennsilvania Glass Sand製、商品名:Min−Usil):15質量%。
【0087】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0088】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力20〔Pa〕、TI値2.0であった。
【0089】
〔実施例7〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):60質量%。
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=50万):30質量%。
カーボンブラック(三菱化学製、商品名:MA11):5質量%。
シリカ(日本アエロジル製、商品名:AEROSIL380):5質量%。
【0090】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0091】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力600〔Pa〕、TI値6.5であった。
【0092】
〔実施例8〕
リング塗工ヘッドのT1/T2を0.17、L=30mm、上部部品の環状スリット出口端の形状をR2面取り形状(2mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0093】
〔実施例9〕
リング塗工ヘッドのT1/T2を0.33、L=30mm、上部部品の環状スリット出口端の形状をR0.5面取り形状(0.5mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0094】
〔実施例10〕
リング塗工ヘッドのT1/T2を0.16、L=30mm、上部部品の環状スリット出口端の形状をR5面取り形状(5mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0095】
〔実施例11〕
リング塗工ヘッドのT1/T2を0.20、L=20mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0096】
〔実施例12〕
リング塗工ヘッドのT1/T2を0.8、L=50mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0097】
〔比較例1〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):75質量%。
カーボンブラック(電気化学工業製、商品名:デンカブラック粉状):5質量%。
シリカ(日本シリカ工業製、商品名:Nipsil SS50):7質量%。
石英(Pennsilvania Glass Sand製、商品名:Min−Usil):13質量%。
【0098】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0099】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力15〔Pa〕、TI値1.88であった。
【0100】
〔比較例2〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=50万):60質量%。
カーボンブラック(ケッチェンインターナショナル製、商品名:ケッチェンEC):20質量%。
シリカ(日本アエロジル製、商品名:AEROSIL380):20質量%。
【0101】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0102】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力800〔Pa〕、TI値7.21であった。
【0103】
〔比較例3〕
リング塗工ヘッドのT1/T2を0.08、L=30mm、上部部品の環状スリット出口端の形状をR2面取り形状(2mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0104】
〔比較例4〕
リング塗工ヘッドのT1/T2を1.0、L=30mm、とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0105】
〔比較例5〕
リング塗工ヘッドのT1/T2を0.33、L=5mm、とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0106】
〔比較例6〕
リング塗工ヘッドのT1/T2を0.33、L=110mm、とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0107】
〔評価とその結果〕
<エアーの巻き込み>
各実施例および比較例で得られた弾性ローラを現像カートリッジに現像ローラとして組み込み、HP社製 Color Laser Jet3700(商品名)(600dpi)を用いて評価用画像を出力し、画像評価に用いた。さらにこれを1200dpiに改造したものを用いて評価用画像を出力し、画像評価に用いた。評価は次の基準によった。
A:エアー巻き込みによる凹凸形状が全く無く1200dpi画像上全く問題とならないもの。
B:エアー巻き込みによる極微小な凹凸形状があるが、1200dpi画像上問題とならないもの。
C:エアー巻き込みによる凹凸形状があり、600dpi画像では問題とならないが、1200dpiでは画像上問題となるもの。
【0108】
画像評価の後、現像ローラの画像上問題となった個所を鋭利な刃物で裁断し、光学顕微鏡で断面観察をおこなった。その結果、ゴム中に空隙部のあるものまたは凹凸形状のあるものをエアーの巻き込みによるものと判断した。
【0109】
<形状測定>
各実施例および比較例で得られたローラを、軸芯体を回転軸として回転させ、回転軸と垂直に非接触レーザー測長器(キーエンス社製、商品名:LS−5000)を設置し、軸芯体の端面を基準として、弾性ローラの外周面までの距離(弾性層肉厚)を測定した。測定ポイントはローラ軸方向5箇所(弾性層両端から10mm位置2箇所、弾性層中央部1箇所、弾性層両端から10mm位置とゴム中央部の中間点2箇所)を周方向1°ピッチで測定し軸方向1個所あたり360データを取得した。さらに、真円度として解析した。評価は次の基準によった。
A:真円度が10μm以下のもの。
B:真円度が10μmより大きく30μm以下で画像上問題とならないもの。
C:真円度が30μm以上で画像上問題となるもの。
【0110】
エアー巻き込みの画像評価と同様にして、画像上の評価をおこなった。画像印刷方向と垂直方向に画像上に白または濃度の濃い横筋が入るものを目視で確認し、画像上の問題と判断した。
【0111】
【表1】

【0112】
以上説明したように、本発明によれば、環状スリットを有する塗工ヘッドの材料入り口開口部と出口開口部の大きさの関係を制御すること、並びに塗布材料の物性を制御する。これにより、高粘度もしくは高チキソトロピー性材料を塗布した場合にも、形状精度が良くエアーの巻き込みを低減することができる。
【図面の簡単な説明】
【0113】
【図1】本発明において用いることのできるリング塗工ヘッドの例を示す模式図である。
【図2】本発明において用いることのできるリング塗工ヘッドの例を示す模式図である。(a)はリング塗工ヘッドの断面図であり、(b)はリング塗工ヘッドの断面斜視図である。
【図3】リング塗工ヘッドの構造に係るT1、T2およびLを説明するための、リング塗工ヘッドの模式図である。(a)はヘッドの断面図、(b)はその部分拡大図、(c)および(d)は液状材料の流れ方向を説明するための図である。
【図4】上部部品のスリット出口端のR面取り形状を説明するための、リング塗工ヘッドの模式的断面図である。
【図5】リング塗工ヘッドによる塗工方法を説明するための、リング塗工ヘッドの模式的断面図である。
【図6】リング塗工ヘッドを用いた塗工機の例を示す模式図である。
【図7】本発明の電子写真用弾性ローラの例を示す模式図である。
【図8】本発明のプロセスカートリッジおよび画像形成装置の例を説明するための模式図である。
【符号の説明】
【0114】
1 架台
2 コラム
3 ボールねじ
4 LMガイド
5 サーボモータ
6 プーリ
7 ブラケット
8 リング形状の塗工ヘッド
9 軸芯体下保持軸
10 軸芯体上保持軸
11 供給口
12 配管
13 材料供給弁
14 リニアガイド
101 軸芯体
102 弾性層
103 表面層
201 現像ローラ
205 感光体
206 帯電装置
207 画像露光装置
208 現像装置
209 クリーニング装置
210 画像転写装置
211 転写材
212 画像形成ユニット
213 トナー
214 現像容器
215 トナー供給ローラ
216 現像ブレード
217 転写搬送ベルト
218 駆動ローラ
219 テンションローラ
220 従動ローラ
221 吸着ローラ
222 転写材供給ローラ
223 剥離装置
224 定着装置
225,226バイアス電源
301 上部部品
301 下部部品
303 芯金
304 材料止め部品
1001 材料注入口
1002 環状スリット
1002a スリットの外方側入口部
1002b スリットの内方側出口部
1003 材料吐出口
1004 材料規制部
1005 R面取りされた上部部品の環状スリット出口端
【技術分野】
【0001】
本発明は、電子写真装置に使用される円筒体形状の弾性ローラに関する。また、環状スリットを有する塗工ヘッドを用いて液状のゴム材料をローラ形状に成形加工し硬化する電子写真用弾性ローラの製造方法に関する。さらに、弾性ローラを備える電子写真プロセスカートリッジおよび画像形成装置に関する。
【背景技術】
【0002】
円筒状基材の外周面に塗布液を塗布し塗布層を形成する塗布方法として、スプレー塗布法、浸漬塗布法、ブレード塗布法、ロール塗布法、環状スリットを有するリング塗工法等の種々の方法が検討されている。
【0003】
電子写真方式の画像形成に用いる弾性ローラについては、弾性ローラの様々な用途に応じて円筒体の表面に所望の機能を有する膜を形成させている。特に近年では、そのような所望の機能を発現させるために、均一な薄層から数ミリ程度の厚みまでの塗膜が要求され、かつ、塗工する塗布液そのものが多様化している。それに伴って塗布液も低粘度から高粘度になるものもあり、そのため、従来の塗工方法においてはそのような塗布液の塗工範囲をカバーすることが難しくなってきている。
【0004】
塗工ヘッドに環状スリットを有するリングを用いた塗布方法として、ホッパー型の塗布装置を用いた塗布方法が開示されている(特許文献1参照)。これによると、環状スリットの入り口開口部と出口開口部の大きさの関係を所望の値にする。これによって塗布液がスリットの入口開口部より出口開口部にスムースに流れ、ホッパー面上に流出し、円筒状基材の外周面に塗布され円周方向、上下方向に膜厚変動の少ない塗布層(塗布膜ともいう)を形成できる。さらには複数の塗布層を同時に円筒状基材上に形成させるいわゆる同時重層塗布においても円周方向、上下方向の膜厚変動のない、優れた塗布方法が提供される、としている。
【0005】
しかしながら、上記従来法は粘度の低い材料を使用した場合の薄層形成には適しているが、粘度の高い材料を用いた場合にはエアーを巻き込みやすいという欠点を持っている。エアーの巻き込みに起因して薄層に凹凸が形成されると、画像上の小さな白抜け点などとなって画像上の問題を生じることがある。最近になって、プリント画像が高精彩になるにつれて極微小な凹凸までもが画像上問題となってきている。これまで800dpi(1インチ(25.4mm)中のドット数)の画像では問題となっていなかったものが、1200dpi画像では問題となるものが出てきている。
【特許文献1】特開平10−272400号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、環状スリットを有する塗工ヘッドを用いて高粘度もしくは高チキソトロピー性材料を塗布した場合にも、形状精度が良くエアーの巻き込みを低減することができる電子写真用弾性ローラの製造方法を提供することである。
【0007】
本発明の別の目的は、形状精度が良くエアーの巻き込みが低減された電子写真用弾性ローラを提供することである。
【0008】
本発明の別の目的は、高精細な画像を形成するに好適な電子写真プロセスカートリッジ並びに画像形成装置を提供することである。
【課題を解決するための手段】
【0009】
本発明により、上部部品と下部部品とを有し該上部部品と該下部部品の隙間で形成された環状スリットを有する塗工ヘッドを用い、該環状スリットの外側に開口した外方側入り口部から液状材料を供給し、該環状スリットの内側に開口した内方側出口部から液状材料を吐出して、該塗工ヘッドを円筒体基材に対し相対的に移動させながら該円筒体基材に液状材料を塗工し、塗工された液状材料を硬化させる工程を有する電子写真用弾性ローラの製造方法であって、
該液状材料の降伏応力が20Pa以上600Pa以下であり、
該液状材料のチキソトロピーインデックスが2.0以上6.5以下であり、
該塗工ヘッドとして、該外方側入り口部の隙間の間隔をT1(mm)、該内方側出口部の隙間の間隔をT2(mm)、該外方側入り口部と該内方側出口部との距離をL(mm)としたときに、
0.1≦T1/T2<1.0、かつ
10≦L≦100
である塗工ヘッドを用いることを特徴とする電子写真用弾性ローラの製造方法が提供される。
【0010】
本発明により、上記製造方法により製造されたことを特徴とする電子写真用弾性ローラが提供される。
【0011】
本発明により、少なくとも現像剤、現像剤規制部材、現像剤容器および現像ローラが装着されてなり、該現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる電子写真プロセスカートリッジにおいて、
該現像ローラが、上記電子写真用弾性ローラであることを特徴とする電子写真プロセスカートリッジが提供される。
【0012】
本発明により、現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる画像形成装置において、
該現像ローラが、上記電子写真用弾性ローラであることを特徴とする画像形成装置が提供される。
【発明の効果】
【0013】
本発明により、環状スリットを有する塗工ヘッドを用いて高粘度もしくは高チキソトロピー性材料を塗布した場合にも、形状精度が良くエアーの巻き込みを低減することができる電子写真用弾性ローラの製造方法が提供される。
【0014】
本発明により、形状精度が良くエアーの巻き込みが低減された電子写真用弾性ローラが提供される。
【0015】
本発明により、高精細な画像を形成するに好適な電子写真プロセスカートリッジ並びに画像形成装置が提供される。
【発明を実施するための最良の形態】
【0016】
環状スリットを有するリング状塗工ヘッドを用いて、液状物質の材料を厚塗り塗工(例えば1度に100μm以上)しようとした場合、材料特性を考慮する必要がある。基本的には高粘度の材料を用いることになるが、塗布工程にかかわるすべてのせん断速度領域において適正な粘度領域があり、これをせん断速度依存性(チキソトロピーインデックス)で考慮することが好ましい。また、塗工膜厚にたいして形状精度を高い次元で保持しようとした場合、材料の垂れ性を制御する別のパラメータ制御が必要となる。さらにチキソトロピー性の材料を用いた場合に、高粘度の領域の材料を流すときには脈流が発生しやすくそれにより大きなエアーを巻き込むことがある。したがって、低粘度の領域の材料では極微小な泡状のエアーを巻き込みやすくなることから塗工ヘッドの形状を考慮しなければならない。
【0017】
本発明者らは、鋭意研究を行なった結果、被覆材料の降伏応力値と材料粘度のせん断速度依存性(チキソトロピーインデックス)を適正な範囲に制御し、円筒形状の塗工ヘッドを用いた製造方法と組み合わせる場合に前述の問題を解決できることを見出した。
【0018】
さらに塗工ヘッドの環状スリット部を構成する材料入り口部および材料出口部の断面積の関係を適正な範囲にすること、さらには材料出口部の形状を考慮することで、これまで成型困難であった20Pa以上50Pa以下の降伏応力値の材料に対しても前述の問題を解決できることを見出した。
【0019】
〔材料物性値〕
本発明においては、降伏応力が20Pa以上600Pa以下であり、かつチキソトロピーインデックスが2.0以上6.5以下である非ニュートン性液状材料を被覆材料(円筒体基材の周りに設ける弾性層を形成するための液状材料)として用いる。これにより、塗工厚みを100ミクロン以上とした場合でも寸法精度の良好な塗膜形成物を得ることが可能である。
【0020】
降伏応力(しばしば降伏点と呼ばれる)とは、それ以下では試料が固体として振舞う限界応力のことである。応力により試料はバネのように弾性的に変形するが、この応力が取り除かれると変形は消失する。降伏応力以下では、加えられる応力と変形は比例関係を保つ。降伏応力を超えると、凝集フィラー等によって形成されていた3次元網目構造の構造破壊が生じ、試料は流動を開始する。加えられた応力によって際限なく変形し続け、応力を除いてももとの形状に戻ることはない。
【0021】
つまり、塗膜の厚みが大きくなるにつれて材料にかかる重力は大きくなり、重力方向に材料が流れやすくなる。流れを生じさせないためには、重力に対して充分な降伏応力を材料に持たせればよい。塗膜の厚みに対して充分な降伏応力を持つことにより、形状が安定し寸法精度の良い成形物を得ることが出来る。
【0022】
チキソトロピーインデックスとはせん断速度に対して粘度が変化する量を表している。
チキソトロピーインデックスが1のときにニュートン性液体を示し、チキソトロピーインデックスが1以外のとき、非ニュートン性液体を示す。ここでは、高せん断速度の粘度と比較して、低せん断速度の粘度が高い性質の液体を指す。高せん断領域で粘度が低いものほど材料を押し出すポンプの負荷は小さくなり生産性のうえで効率的である。低せん断領域で粘度が高いものほど材料が垂れにくく、形状が安定しやすい。
【0023】
降伏応力が20Pa以上600Pa以下の範囲にある場合、塗工厚みに対する寸法精度を維持し、塗工面の平滑さとのバランスを最良の状態で、両立することができる。降伏応力のより好ましい範囲は、100Pa以上400Pa以下である。
【0024】
弾性層形成用液状材料の降伏応力が600Paを超える場合には、塗工時における材料のレベリング作用効果が小さすぎて、塗工後の表面にスジが発生したり凹凸ができたりするなどの困難が生じる。20Pa未満の場合には、重力に対して降伏応力が小さすぎて塗膜形成後の形状を保持することができないため、加熱硬化後の弾性ローラの塗工厚みに対する外径寸法差が大きくなりローラが使用に耐えられない。電子写真用弾性ローラとして好適に使用できる寸法制度は、画像形成装置のグレードや耐久性にもよるが、ローラの外径に対して3%以内の寸法差に抑えられた場合である。3%以内とすることで、他部材に与える応力に偏りが生じないので、ストレスがかかることによる磨耗や劣化の促進を優れて防止できる。それにより、電荷や現像剤を安定して供給することが可能となり、長期間にわたり品質のよい画像を得ることができる。
【0025】
弾性層形成用液状材料のチキソトロピーインデックスの範囲が2.0以上6.5以下の範囲にあるとき、せん断速度変化に対する材料の流動安定性と安定した材料供給のバランスを優れた状態で両立することができる。チキソトロピーインデックスのより好ましい範囲は、2.5以上5.0以下である。
【0026】
チキソトロピーインデックスが6.5を超える場合には、せん断速度変化に対する原材料の流動性が不安定となり成型塗膜の寸法安定性が悪くなってしまう。2.0未満である場合には、降伏応力を所定の範囲に制御した場合に、材料輸送における配管内のせん断速度において材料粘度が高すぎて装置に高負荷がかかりすぎるため安定した材料供給に困難が生じる。被覆材料の降伏応力が20Pa以上600Pa以下であり、かつチキソトロピーインデックスが2.0以上6.5以下であるときに、寸法精度の良好な塗膜形成物を得ることが可能となる。
【0027】
〔塗工ヘッド形状〕
本発明において用いる塗工ヘッドは上部部品と下部部品とを有し、上部部品と下部部品の隙間で形成された環状スリットを有する。そして、塗工ヘッド環状スリットの外方側入り口部の隙間の間隔をT1(mm)、環状スリットの内方側出口部隙間の間隔をT2(mm)としたときに、0.1≦T1/T2<1.0とする。T1/T2のより好ましい範囲は0.2≦T1/T2<0.8である。
【0028】
T1/T2は材料入り口部と材料出口部の断面積の関係に因果するパラメータである。ここでいう環状スリットの場合、環の外側から内側へと材料が流れることになる。つまり、環状スリットの外側(入口側)の周長は内側(出口側)の周長より長いため、T1=T2である場合は、材料出口部断面積が入り口部断面積に対して小さくなり、出口に向かって材料の流速が大きくなり加速されることになる。降伏応力を持つような材料の場合、材料が吐出された状態でそのまま形状を保つ特性があり、速い流速で吐出口から出てきた材料は芯金(円筒体基体)や吐出口近部の壁面に衝突するときにエアーを巻き込みやすくなる。考え方としては材料の吐出速度を下げてやればよいが、単純に吐出速度を下げるだけでは、材料にかかるせん断速度が小さくなりすぎて形状の安定性に欠けるなどの不具合が生じ、さらに成形タクトが遅くなるなど生産性の面で効率的ではない。そこで、成形タクトを下げずにエアーの巻き込みを低減するために、出口に向かう材料の加速度を抑制してやればよく、T1/T2の値を従来の1よりも小さな値にする。
【0029】
T2の値はゴム肉厚(弾性層(硬化後)厚さ)に対して10%以上200%以下の範囲が好ましい。たとえば、ゴム肉厚が2mmであれば0.2mm以上4mm以下の範囲であることが好ましくなる。この範囲であれば成形安定性およびエアー巻き込みに対して良好である。
【0030】
T1/T2が0.1≦T1/T2<1.0の範囲にあるとき、材料吐出時の塗工ヘッド内において、材料入り口部から材料出口部方向へのせん断速度勾配が大きすぎず安定した材料吐出をおこなうことができる。さらに、吐出口から吐出される材料速度が大きくなりすぎることが抑制されるため、エアーの巻き込みを低減することが可能となる。
【0031】
また、T1/T2を上記数値範囲とした場合には、材料入り口部の通過断面積にくらべ材料出口部の通過断面積の割合が大きすぎることがないために、材料圧力が不安定となり流動安定性に欠けたり、形状安定性に問題が生じることを抑制できる。更に、塗工ヘッド内において、材料入り口部から材料出口部方向への速度勾配が大きすぎることがないために、円周方向での材料吐出ムラが生じることが有効に抑制され、吐出口での速度が大きいことによるエアーの巻き込みも抑えられる。
【0032】
環状スリットの外方側入り口部と内方側出口部との距離をL(mm)としたときに、L(mm)が10(mm)≦L≦100(mm)の範囲にあるとき、塗工ヘッド内を好適なせん断速度とし、良好な寸法精度を得ることができる。特にLの値を上記数値範囲とした場合、材料流速の勾配が大きすぎることによる円周方向での材料吐出ムラの抑制、並びにスリット出口での速度が大きいことによるエアーの巻き込みを抑えることができる。更に、スリット出口直前での材料の流れる方向が変化することによる吐出の不安定性を抑制できる。尚、Lのより好ましい範囲は20(mm)≦L≦50(mm)である。
【0033】
〔円筒体基体〕
電子写真用弾性ローラの円筒体基体としては、電子写真用弾性ローラの軸芯体(金属製の場合は芯金と呼ばれる)として公知のものから適宜選んで用いることができる。さらに円筒体基体として導電性を有する軸芯体を用いることができる。例えば、炭素鋼合金表面に5μm厚さの工業ニッケルメッキを施した円柱体を円筒体基体として用いることができる。導電性軸芯体を構成する材料としては他にも、たとえば鉄、アルミニウム、チタン、銅およびニッケル等の合金やこれら金属を含むステンレス、ジュラルミン、真鍮及び青銅の合金、さらにカーボンブラックや炭素繊維をプラスティックで固めた複合材料等の剛直で導電性を示す公知の材料を使用することもできる。また、形状としては、円柱状のほかに中心部分を空洞とした円筒形状とすることもできる。電子写真用弾性ローラの軸芯体の外径は、通常4mm〜10mmの範囲とされる。
【0034】
〔弾性層〕
円筒体基体の周りに配する弾性層を形成するための液状材料としては、電子写真用弾性ローラに用いられる公知の液状材料から選んで用いることができる。ただし、未硬化の状態で降伏応力およびチキソトロピーインデックスが前述の範囲にあるようにする。
【0035】
導電性軸芯体の外周上に、導電性弾性層を形成することができる。導電性弾性層を形成するのに好ましい液状材料は、種々の液状ゴムを用いることができる。具体的には、ジエン系ゴム、シリコーンゴム、多硫化ゴム、ウレタンゴム等のゴム材料から、他の成分を加えて成形して弾性層とした際、所望の機械物性を与えるようにして、これらのゴム材料を単独であるいは2種以上を混合して用いることができる。降伏応力やチキソトロピーインデックスを前述の範囲にするためには種々のフィラーを添加するとよい。とくに凝集性の強い小粒径のフィラーはチキソトロピー性を引き出すのに好適であり、添加量を調整することで降伏応力を操作しやすい。小粒径のフィラーは一次粒子径が100nm以下のものが好ましく、一般的にはカーボンブラックやシリカ粒子などを好適に用いることができる。
【0036】
〔表面層〕
本発明では以上のようにして形成された導電性弾性体基層の表面に、トナー(現像剤)への帯電特性の付与、表面形状の付与、抵抗調整等の理由で、更に表面層として樹脂またはエラストマーからなる層を形成することもできる。
【0037】
〔電子写真用弾性ローラの製造〕
次に、本発明の電子写真用弾性ローラの製造方法の形態について図面を参照して説明する。
【0038】
本発明の環状スリットを有する塗工ヘッドの一例を図1に示す。
【0039】
図1に塗工ヘッドの外観図を示す。この塗工ヘッドは円筒形状の金属部品によって構成され、円筒状中央部に開放部がありここから材料が吐出される。円筒状側面部に材料注入口1001が設けられているが、これは単一穴でも複数穴でもよく穴形状も特に制限されるものではない。
【0040】
図2、3、4および5に塗工ヘッドの断面図を示す。
【0041】
図2は上部部品301と下部部品302によって構成された塗工ヘッドの断面図と環状スリット部である。両部品の隙間によってできた水平方向の空隙部を環状スリット1002とする。環状スリットの外方側から内方側へ材料が流れ、材料の流速が上昇する。外方側入口部1002aおよび内方側出口部1002bは、図3を用いて後述するように、それぞれスリット間隔T1を与える個所およびスリット間隔T2を与える個所である。
【0042】
図3は環状スリット部の詳細を示す。材料吐出口1003は、材料が円柱形状の状態で塗工ヘッドから吐出される場所を表す。材料規制部(貫通穴)1004は、材料吐出口1003から吐出される材料が円柱形状を形成するように材料の流れを規制する場所を表す。スリット出口から材料吐出口にかけて貫通穴が広がっていても狭まっていても特に制限されるものではないが、材料の流れを規制する上では貫通穴径の変化が小さい方がよい。環状スリットの外方側入り口部(スリット間隔T1を与える部分)は、環状スリット内の最も間隔の狭い位置にあり、間隔の狭い位置が連続的に存在する場合は、もっとも内方側出口部(スリット間隔T2を与える部分)に近い位置とする。外方側入口部の直前(上流)では材料がどの方向から来ても特に制限されるものではない。環状スリットの内方側出口部(スリット間隔T2を与える部分)は、材料規制部(貫通穴)1004の最も径が小さい位置から0.5mm外方側に材料規制部(貫通穴)の中心線と平行に下した線の位置の開口部と定義する。外方側入り口部(間隔T1部)から内方側出口部(間隔T2部)にかけての環状スリットの間隔は、ある距離だけ増加しある距離は一定で、またある距離は増加するなどの段階的に増加しているものでもよく、途中に減少しているところがなければ、特に制限されるものではない。材料規制部(貫通穴)1004は図5に示す芯金移動方向と同方向に設けられる。このとき環状スリットは、図3(c)および(d)に示されるような位置に設けられる。T1からT2に向かったそれぞれの中点(スリット間隔の中間点)を結ぶ材料の流れベクトルXが、芯金移動方向ベクトルYとそれに垂直なスリット内向きのベクトルZの合成成分で構成されていればよい。外方側入り口部(スリット間隔T1を与える部分)から内方側出口部(スリット間隔T2を与える部分)までの距離をLで表す。
【0043】
図4に塗工ヘッドの別の例を示す。この例では、上部部品の環状スリット出口1005がR形状を有する。T1/T2の関係を満たしていれば、C面取り形状、階段形状、その他曲線形状等、R面取り形状に制限されるものではない。R面取りの大きさは0.5(mm)以上5.0(mm)以下が好ましい。この範囲内とすることにより、材料の吐出がより一層安定になる。また、スリット出口から吐出される材料の方向が、芯金移動方向となす角度を緩和できるためエアーの巻き込みのより一層の抑制が可能となる。
【0044】
図5は、塗工ヘッドを用いて、円筒体基体である芯金303上に弾性層形成用液状材料を塗布する状態を示す。環状スリットの内方側出口端に材料止め部品304が固定され、材料は一方向(上方)に吐出される。材料止め部品の内側を材料吐出方向と同方向に、芯金が相対的に移動することにより、被服層が形成される。
【0045】
図6にリング型の塗工ヘッドを用いるリングコート機の例の概略断面図を示す。図6に示すリングコート機は、架台1の上に略鉛直にコラム2が取り付けられ、さらに架台1とコラム2の上部に精密ボールネジ3が略鉛直に取り付けられている。14はリニアガイドであり精密ボールネジ3と平行に2本がコラム2に取り付けられている。LMガイド4はリニアガイド14と精密ボールネジ3とを連結し、サーボモータ5よりプーリ6を介して回転運動が伝達され昇降できるようになっている。コラム2には軸芯体101の外周側にシリコーンゴム組成物の未硬化物を軸芯体の外周上に塗布するリング形状の塗工ヘッド8が取り付けられている。さらにLMガイド4にはブラケット7が取り付けられ、ブラケット7には軸芯体101を保持し固定する軸芯体下保持軸9が略鉛直に取り付けられている。また、逆側のローラの軸芯体101を保持する軸芯体上保持軸10の中心軸がブラケット7の上部に取り付けられ、軸芯体上保持軸10は軸芯体下保持軸9に対向して略同芯になるように配置して軸芯体を保持している。さらにリング形状の塗工ヘッド8の中心軸は軸芯体下保持軸9と軸芯体上保持軸10の移動方向と平行となるようにそれぞれに支持されている。また、軸芯体下保持軸9および軸芯体上保持軸10の昇降移動時において塗工ヘッド8の内側に開口した環状スリットに成っている吐出口の中心軸と軸芯体下保持軸9および軸芯体上保持軸10の中心軸が略同芯になるように調節してある。このような構成により塗工ヘッド8の環状スリットに成っている吐出口の中心軸を軸芯体の中心軸に略同芯に合わせることができ、リング形状の塗工ヘッドの内周面と前記軸芯体101の外周面との間に均一な隙間が形成される。
【0046】
また、弾性層形成用材料である液状ゴムの供給口11は、液状ゴム搬送用の配管12を介して材料供給弁13に接続されている。材料供給弁13は、その手前に混合ミキサー、材料供給ポンプ、材料定量吐出装置、材料タンク等を備え、定量(単位時間当たりの量が一定)の液状ゴムを吐出可能としている。液状ゴムは材料タンクから、材料定量吐出装置により一定量計量され、混合ミキサーで混合される。その後、材料供給ポンプにより混合された液状ゴム組成物は、材料供給弁から配管12を経由して、供給口に送られる。
【0047】
さらに、液状ゴム組成物は、リング型の塗工ヘッド内の環状スリットを通り、リング型の塗工ヘッドの材料吐出口(ノズル)から吐出する。液状ゴム組成物の肉厚を一定にさせるために、リング状塗工ヘッドノズルからの吐出量と材料供給ポンプからの供給量を一定にして、軸芯体保持軸を鉛直方向(軸芯体の中心軸方向)に昇降移動させる。これにより軸芯体は塗工ヘッド8に対して相対的に軸方向に移動し、軸芯体の外周上に液状ゴム組成物からなる円筒形状(ロール形状)の未硬化物の層102aが形成される。この時、軸芯体とリング型の塗工ヘッドノズルとのクリアランスは、液状ゴム組成物が硬化により収縮するため、所望の弾性層(硬化後)の層厚以上のクリアランスにすることが好ましい。特には、弾性層(硬化後)の層厚に対し1.1倍程度のクリアランスにすることが好ましい。
【0048】
次の工程で、未硬化の液状ゴム組成物の層を赤外線加熱等の熱処理によって硬化し、弾性ローラとすることができる。未硬化の液状ゴム組成物の表面は、粘着性を有している。このため、熱処理する方法としては非接触で、装置が簡易で、液状ゴム組成物の未硬化物の層を長手方向に均一に熱処理できる赤外線加熱が好ましい。この時、赤外線加熱装置を固定し、液状ゴム組成物からなる円筒形状(ロール形状)の未硬化物層を設けた軸芯体を周方向に回転させることにより、周方向に均一に熱処理が行われる。液状ゴム組成物の弾性層材料表面の熱処理温度としては、使用する液状ゴム組成物にもよるが、硬化反応が開始する100〜250℃が好ましい。
【0049】
ここで、弾性層の硬化後の物性安定化、弾性層中の反応残渣および未反応低分子分を除去する等を目的として、赤外線加熱後の弾性層に更に熱処理等を行う二次硬化を行わせても良い。
【0050】
以上のようにして形成された弾性層の外周側に耐磨耗性やトナー帯電性、離形性の観点から、さらに表面層を設けることもできる。表面層を形成する材料としては、各種のポリアミド、フッ素樹脂、水素添加スチレン−ブチレン樹脂、ウレタン樹脂、シリコーン樹脂、ポリエステル樹脂、フェノール樹脂、イミド樹脂、オレフィン樹脂等が挙げられる。これらの材料は、単独で用いてよく、又は二種以上を混合して用いてもよい。これらの材料には必要に応じて各種添加剤が添加される。
【0051】
これらの表面層を構成する材料は、サンドミル、ペイントシェーカー、ダイノミル、ボールミル等のビーズを利用した従来公知の分散装置を使用して、分散させることができる。得られた表層形成用の分散体は、スプレー塗工法、ディッピング法等により弾性層の表面に塗工することができる。表面層の厚みとしては、5μm〜50μmが好ましい。低分子量成分がしみ出してきて感光ドラムを汚染することを防止する観点から5μm以上が好ましく、ローラが硬くなり、融着が発生することを防止する観点から50μm以下が好ましい。より好ましくは10μm〜30μmである。
【0052】
上記の如くして形成する表層中に質量平均粒径が1μm〜20μmの微粒子を分散させることにより、ローラ表面の凹凸を形成することができる。このような目的に使用する微粒子としては、例えば、ポリメチルメタクリル酸メチル微粒子、シリコーンゴム微粒子、ポリウレタン微粒子、ポリスチレン微粒子、アミノ樹脂微粒子、フェノール樹脂微粒子等のプラスチックピグメントが挙げられる。特にポリメチルメタクリル酸メチル微粒子及びシリコーンゴム微粒子が好ましい、これらの微粒子は前記表層の約5〜40質量%(この微粒子を除く表層構成成分の総質量に対して)の範囲で添加することが好ましい。
【0053】
本発明の電子写真用弾性ローラの一例を図7に示す。
【0054】
本発明の弾性ローラは軸芯体101の周囲に弾性層102を有し、その外周に表面層103を配置したものである。なお、表面層については1層である必要は無く多層になっても構わない。
【0055】
〔電子写真プロセスカートリッジおよび画像形成装置〕
本発明の電子写真用弾性ローラは現像ローラとして使用することができる。現像ローラは、潜像を担持する潜像担持体(画像形成体)としての感光ドラムに対向して、当接または圧接した状態で現像剤を担持する。そして、現像ローラは、感光ドラムに現像剤としてのトナー(現像剤)を付与することにより潜像を現像剤像として可視化する機能を持つ。さらに本発明の電子写真プロセスカートリッジおよび画像形成装置は、この現像ローラを具備する。
【0056】
本発明の電子写真用弾性ローラを現像ローラとして搭載したプロセスカートリッジおよび電子写真装置(画像形成装置)の一例を図8に模式図として示した。この図により以下説明する。
【0057】
尚、本画像形成装置は、それぞれイエロー、シアン、マゼンダおよびブラックの画像を形成する画像形成ユニット212a〜212dが4個あり、タンデム方式で設けられている。各画像形成ユニットは、感光体(感光ドラムまたは画像形成体)205、帯電装置206、画像露光装置(図では書き込みビーム207)、現像装置208、クリーニング装置209、画像転写装置210(図では転写ローラ)を有する。これらの仕様が各色トナー特性に応じて少し調整に差異があるものの、基本的構成において4個の画像形成ユニット212a〜212dは同じである。また、感光体205、帯電装置206、現像装置およびクリーニング装置209が一体となり、プロセスカートリッジを形成している。
【0058】
現像装置208は、一成分トナー213を収容した現像容器(現像剤容器)214と、現像容器内の長手方向に延在する開口部に位置し、感光体205と対向設置された現像ローラ201とを備え、感光体205上の静電潜像を現像して可視化するようになっている。さらに、現像ローラ201に一成分トナー213を供給すると共に現像に使用されずに現像ローラ201に担持されている一成分トナー213を現像ローラ201から掻き取るトナー供給ローラ215が設けられる。また現像ローラ201上の一成分トナー213の担持量を規制すると共に摩擦帯電する現像ブレード(現像剤規制部材)216が設けられている。トナー供給ローラおよび現像ブレードによって、現像ローラの表面に一成分トナーの薄層が形成される。
【0059】
感光体205の表面が帯電装置206により所定の極性・電位に一様に帯電され、画像情報が画像露光装置からビーム207として、帯電された感光体205の表面層に照射され、静電潜像が形成される。次いで、形成された静電潜像上に現像ローラ201を有する現像装置208から一成分トナーが供給され、感光体205の表面にトナー像が形成される。このトナー像は感光体205の回転に伴って、画像転写装置210に対向する部所に来たときに回転と同期して供給されてきた紙などの転写材(紙)211に転写される。
【0060】
なお、本図では4つの画像形成ユニット212a〜212dが一連に連動して所定の色画像を1つの転写材211に重ねて形成されている。したがって、転写材211をそれぞれの画像形成ユニットの画像形成と同期させる。つまり、画像形性が転写材211の挿入と同期している。そのために、転写部材211を輸送するための転写搬送ベルト217が感光体205と画像転写装置210との間に挟まれるように、転写搬送ベルト217の駆動ローラ218、テンションローラ219および従動ローラ220に架けまわされる。転写材211は転写搬送ベルト217に吸着ローラ221の働きにより静電気的に吸着された形で搬送されている。なお、222は転写材211を供給するための供給ローラである。
【0061】
画像が形成された転写材211は、転写搬送ベルト217から剥離装置223の働きにより剥がされ、定着装置224に送られ、トナー像は転写材212に定着されて、印刷が完了する。一方、トナー像の転写材212への転写が終わった感光体205はさらに回転して、クリーニング装置209により感光体205表面がクリーニングされ、必要により除電装置(不図示)によって除電される。その後、感光体205は次の画像形成に供される。なお、図において、225、226はそれぞれ画像転写装置210、吸着ローラ221へのバイアス電源を示す。
【0062】
なお、ここでは、タンデム型の転写材へ直接各色のトナー像を転写する装置で説明したが、その限りではない。本発明の電子写真用弾性ローラを適用可能な装置として、この他にも、白黒の単色画像形成装置、転写ローラや転写ベルトに一旦各色のトナー像を重ねてカラー画像を形成へ一括して転写する画像形成層置が挙げられる。また、各色の現像ユニットがロータ上に配置されたり、感光体に並列して配置されたりした画像形成装置等が挙げられる。また、プロセスカートリッジではなく、感光体、帯電装置、現像装置等が直接画像形成装置に組み込まれていても構わない。
【実施例】
【0063】
<分子量測定法>
GPCによる分子量の測定方法を以下に記す。
【0064】
ゲルパーミエーションクロマトグラフィー(GPC)によるクロマトグラムの分子量(数平均分子量Mn、重量平均分子量Mw、Z平均分子量Mz)は次の条件で測定される。40℃のヒートチャンバー中でカラムを安定化させ、この温度におけるカラムに溶媒としてテトラヒドロフラン(THF)を毎分1mlの流速で流し、試料濃度として0.05〜0.6質量%に調整した樹脂のTHF試料溶液を約50〜200μl注入して測定する。試料の分子量測定にあたっては、試料の有する分子量分布を数種の単分散ポリスチレン標準試料により作成された検量線の対数値とカウント数(リテンションタイム)との関係から算出する。検量線作成用の標準ポリスチレン試料としては、例えば東ソー社製或いはPressure Chemical Co.製の分子量が6×102、2.1×103、4×103、1.75×104、5.1×104、1.1×105、3.9×105、8.6×105、2×106、4.48×106のものを用い、少なくとも10点程度の標準ポリスチレン試料を用いるのが適当である。検出器にはRI(屈折率)検出器を用いる。カラムとしては、市販のポリスチレンジェルカラムを複数本組み合わせるのが良く、例えば昭和電工社製のshodex GPC KF−801、802、803、804、805、806、807(いずれも商品名)の組み合わせを挙げることができる。また、Waters社製のμ−styragel500、103、104、105(いずれも商品名)の組み合わせを挙げることができる。
【0065】
<降伏応力測定法>
粘弾性測定装置による、弾性層形成用材料液状材料である液状ゴム材料の降伏応力測定法を以下に記す。
【0066】
粘弾性測定装置にはHaake社製RheoStress600(商品名)を用いた。
【0067】
材料約1gを採取し試料台の上にのせ、コーンプレートを徐々に近づけて、試料台から約50μmの位置で測定ギャップを設定した(コーンプレートには直径35mm、傾斜角度1°のものを用いた)。そのとき、まわりに押し出された材料を奇麗に除去し測定に影響の出ないようにした。
【0068】
材料温度が25℃になるようにプレート台の温度は設定され、試料をセットしてから10分間放置後、測定を開始した。
【0069】
試料にかける応力は0.00Paからスタートし50000Paまでの範囲(周波数は1Hz)を、180秒かけて変動させ、そのときのG’貯蔵弾性率、G”損失弾性率、位相差tanδの変化を32ポイント測定した。G’ははじめ線形粘弾性領域で一定の値となり、その後G’貯蔵弾性率とG”損失弾性率が交差する点の応力値を読み取り、降伏応力とした。
【0070】
<チキソトロピーインデックス:TI値>
回転粘度計による、弾性層形成用材料液状材料である液状ゴム材料のチキソトロピーインデックスの求め方を以下に記す。回転粘度計には東機産業株式会社製RE550U(商品名)を用いた。
【0071】
試料約0.25mLを試料台にセットし、R9.7、傾斜角度3°のコーンロータを用いて、10rpmで30secの前処理をおこなった。前処理の終了直後にせん断速度(s-1)を0.2で100sec、0.4で50sec、1で30sec、2で30sec、4で30sec、10で30secの条件で測定をおこなった。このとき、せん断速度1で測定した粘度をせん断速度10で測定した粘度で割ったものをチキソトロピーインデックスとした。
【0072】
(弾性層ゴム材料)
弾性層形成用液状材料には液状のシリコーンゴムを用いた。液状シリコーンゴムは、オルガノポリシロキサンに充填剤としてシリカ粉末、石英粉末、カーボンブラック等を配合しベース材料とした。このベース材料にさらに硬化触媒として白金化合物を微量配合したものを混合物Aとした。これとは別に、上記ベース材料にオルガノハイドロジェンポリシロキサンを配合したものを混合物Bとした。混合物AおよびBを、それぞれリングコート機に付随の原料タンクにセットし、圧送ポンプを使用してスタチックミキサーに送り出し混合物Aと混合物Bを1:1の比率(質量基準)で混合した。
【0073】
弾性層形成用液状材料の降伏応力とチクソトロピーインデックスは、混合物Aと混合物Bを1:1の比率で混合したものについて測定した測定値を、それぞれ当該材料の測定値とした。
【0074】
〔実施例1〕
(シリコーンゴム組成物の調製)
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):80質量%。
カーボンブラック(電気化学工業製、商品名:デンカブラック粉状):7質量%。
シリカ(日本アエロジル製、商品名:AEROSIL50):13質量%。
【0075】
上記配合物をプラネタリーミキサーを用いて30分間混合脱泡し、シリコーンゴムベース材料を得た。さらにこのベース材料100質量部に対して、塩化白金酸のイソプロピルアルコール溶液(白金含有量3質量%)0.02質量部を加えて混合し混合物Aとした。これとは別に、上記ベース材料100質量部に粘度10cps(0.01Pa・s)のオルガノハイドロジェンポリシロキサン(SiH含有量1質量%)1.5質量部を加えて混合し混合物Bとした。混合物Aと混合物Bをそれぞれ別個に原料タンクにセットし、圧送ポンプを使用してスタチックミキサーに送り出し混合物Aと混合物Bを1:1の比率(質量基準)で混合した。このようにして弾性層形成用液状材料として降伏応力210〔Pa〕、チクソトロピーインデックス(以下TI値とする)4.82のシリコーンゴム組成物を得た。
【0076】
(導電性ローラの作成)
図2に示すような円筒形状の構造を有するリング塗工ヘッドを用いた。このリング塗工ヘッドのT1/T2を0.33、Lを30mmとした。内径は12.0mmであった。塗工機としては、図6に示す構造を有するリングコート機を用いた。
【0077】
リングコート機の軸芯体保持軸(軸芯体上保持軸10および軸芯体下保持軸9)で外直径6mmの鉄製軸芯体を鉛直に保持し、軸芯体101とリング形状の塗工ヘッド8のノズルとのクリアランスを3.0mmとした。
【0078】
軸芯体保持軸を鉛直に上昇(10mm/sec)させて軸芯体を移動させた。それに合わせて、上記シリコーンゴム組成物を840ml/secで吐出し、軸芯体の外周にシリコーンゴム組成物からなる円筒形状(ロール形状)にシリコーンゴム組成物の層を形成して、未硬化の成形物層を有するローラ(以下、未硬化のローラ)を作成した。
【0079】
この未硬化のローラを、軸芯体を中心として60rpmで回転させ、その未硬化の成形物層表面に、株式会社ハイベック製の赤外線加熱ランプ「HYL25」(商品名)で赤外線(出力1000W)を4分間照射し、成形物層を硬化させた。なお、赤外線照射時の成形物層表面とランプの距離は60mmであり、成形物層表面の温度は200℃であった。その後、硬化したシリコーンゴムの弾性層の物性を安定させ、シリコーンゴムの弾性層中の反応残渣および未反応低分子分を除去する等を目的として、電気炉で200℃、4時間の二次硬化を行い、芯金(軸芯体)にシリコーンゴム層を形成した。
【0080】
(現像ローラの作製)
三井武田ケミカル株式会社製のポリウレタンポリオールプレポリマー「タケラックTE5060」(商品名)100質量部、日本ポリウレタン株式会社製のイソシアネート「コロネート2521」(商品名)77質量部および三菱化学株式会社製のカーボンブラック「MA100」(商品名)24質量部にMEK(メチルエチルケトン)を加え、サンドミルで1時間分散した。分散後さらにMEKを加えて固形分20質量%から30質量%の範囲で塗布乾燥後の膜厚が20μmとなるように調整して、表面層用塗料を得た。
【0081】
この塗料中に、シリコーンゴム層が形成された芯金を浸漬して、その表面に表面層用塗料を塗布した後、自然乾燥させた。次いで、140℃にて60分間加熱処理して、塗料膜を硬化し、表面層が形成された弾性ローラを得た。この弾性ローラを現像ローラとして評価した。評価について詳しくは後述するが、画像出力し、評価したところ良好な画像が得られた。
【0082】
〔実施例2〕
リング塗工ヘッドのT1/T2を0.11、L=30mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0083】
〔実施例3〕
リング塗工ヘッドのT1/T2を0.91、L=30mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0084】
〔実施例4〕
リング塗工ヘッドのT1/T2を0.33、L=10mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0085】
〔実施例5〕
リング塗工ヘッドのT1/T2を0.33、L=100mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0086】
〔実施例6〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):80質量%。
カーボンブラック(電気化学工業製、商品名:デンカブラック粉状):5質量%。
石英(Pennsilvania Glass Sand製、商品名:Min−Usil):15質量%。
【0087】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0088】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力20〔Pa〕、TI値2.0であった。
【0089】
〔実施例7〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):60質量%。
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=50万):30質量%。
カーボンブラック(三菱化学製、商品名:MA11):5質量%。
シリカ(日本アエロジル製、商品名:AEROSIL380):5質量%。
【0090】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0091】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力600〔Pa〕、TI値6.5であった。
【0092】
〔実施例8〕
リング塗工ヘッドのT1/T2を0.17、L=30mm、上部部品の環状スリット出口端の形状をR2面取り形状(2mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0093】
〔実施例9〕
リング塗工ヘッドのT1/T2を0.33、L=30mm、上部部品の環状スリット出口端の形状をR0.5面取り形状(0.5mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0094】
〔実施例10〕
リング塗工ヘッドのT1/T2を0.16、L=30mm、上部部品の環状スリット出口端の形状をR5面取り形状(5mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0095】
〔実施例11〕
リング塗工ヘッドのT1/T2を0.20、L=20mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0096】
〔実施例12〕
リング塗工ヘッドのT1/T2を0.8、L=50mmとした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0097】
〔比較例1〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=10万):75質量%。
カーボンブラック(電気化学工業製、商品名:デンカブラック粉状):5質量%。
シリカ(日本シリカ工業製、商品名:Nipsil SS50):7質量%。
石英(Pennsilvania Glass Sand製、商品名:Min−Usil):13質量%。
【0098】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0099】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力15〔Pa〕、TI値1.88であった。
【0100】
〔比較例2〕
分子鎖量末端ビニル基封鎖ジメチルポリシロキサン(分子量Mw=50万):60質量%。
カーボンブラック(ケッチェンインターナショナル製、商品名:ケッチェンEC):20質量%。
シリカ(日本アエロジル製、商品名:AEROSIL380):20質量%。
【0101】
上記の配合物をプラネタリーミキサーを用いて30分間混合脱泡し、実施例1と同様にしてシリコーンゴムベース材料を得た。
【0102】
ベース材料として上記材料を用いる以外は実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。弾性層形成用液状材料の物性は降伏応力800〔Pa〕、TI値7.21であった。
【0103】
〔比較例3〕
リング塗工ヘッドのT1/T2を0.08、L=30mm、上部部品の環状スリット出口端の形状をR2面取り形状(2mmのR加工)とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0104】
〔比較例4〕
リング塗工ヘッドのT1/T2を1.0、L=30mm、とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0105】
〔比較例5〕
リング塗工ヘッドのT1/T2を0.33、L=5mm、とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0106】
〔比較例6〕
リング塗工ヘッドのT1/T2を0.33、L=110mm、とした以外はすべて実施例1と同様にして弾性ローラを作成し現像ローラとして評価した。
【0107】
〔評価とその結果〕
<エアーの巻き込み>
各実施例および比較例で得られた弾性ローラを現像カートリッジに現像ローラとして組み込み、HP社製 Color Laser Jet3700(商品名)(600dpi)を用いて評価用画像を出力し、画像評価に用いた。さらにこれを1200dpiに改造したものを用いて評価用画像を出力し、画像評価に用いた。評価は次の基準によった。
A:エアー巻き込みによる凹凸形状が全く無く1200dpi画像上全く問題とならないもの。
B:エアー巻き込みによる極微小な凹凸形状があるが、1200dpi画像上問題とならないもの。
C:エアー巻き込みによる凹凸形状があり、600dpi画像では問題とならないが、1200dpiでは画像上問題となるもの。
【0108】
画像評価の後、現像ローラの画像上問題となった個所を鋭利な刃物で裁断し、光学顕微鏡で断面観察をおこなった。その結果、ゴム中に空隙部のあるものまたは凹凸形状のあるものをエアーの巻き込みによるものと判断した。
【0109】
<形状測定>
各実施例および比較例で得られたローラを、軸芯体を回転軸として回転させ、回転軸と垂直に非接触レーザー測長器(キーエンス社製、商品名:LS−5000)を設置し、軸芯体の端面を基準として、弾性ローラの外周面までの距離(弾性層肉厚)を測定した。測定ポイントはローラ軸方向5箇所(弾性層両端から10mm位置2箇所、弾性層中央部1箇所、弾性層両端から10mm位置とゴム中央部の中間点2箇所)を周方向1°ピッチで測定し軸方向1個所あたり360データを取得した。さらに、真円度として解析した。評価は次の基準によった。
A:真円度が10μm以下のもの。
B:真円度が10μmより大きく30μm以下で画像上問題とならないもの。
C:真円度が30μm以上で画像上問題となるもの。
【0110】
エアー巻き込みの画像評価と同様にして、画像上の評価をおこなった。画像印刷方向と垂直方向に画像上に白または濃度の濃い横筋が入るものを目視で確認し、画像上の問題と判断した。
【0111】
【表1】
【0112】
以上説明したように、本発明によれば、環状スリットを有する塗工ヘッドの材料入り口開口部と出口開口部の大きさの関係を制御すること、並びに塗布材料の物性を制御する。これにより、高粘度もしくは高チキソトロピー性材料を塗布した場合にも、形状精度が良くエアーの巻き込みを低減することができる。
【図面の簡単な説明】
【0113】
【図1】本発明において用いることのできるリング塗工ヘッドの例を示す模式図である。
【図2】本発明において用いることのできるリング塗工ヘッドの例を示す模式図である。(a)はリング塗工ヘッドの断面図であり、(b)はリング塗工ヘッドの断面斜視図である。
【図3】リング塗工ヘッドの構造に係るT1、T2およびLを説明するための、リング塗工ヘッドの模式図である。(a)はヘッドの断面図、(b)はその部分拡大図、(c)および(d)は液状材料の流れ方向を説明するための図である。
【図4】上部部品のスリット出口端のR面取り形状を説明するための、リング塗工ヘッドの模式的断面図である。
【図5】リング塗工ヘッドによる塗工方法を説明するための、リング塗工ヘッドの模式的断面図である。
【図6】リング塗工ヘッドを用いた塗工機の例を示す模式図である。
【図7】本発明の電子写真用弾性ローラの例を示す模式図である。
【図8】本発明のプロセスカートリッジおよび画像形成装置の例を説明するための模式図である。
【符号の説明】
【0114】
1 架台
2 コラム
3 ボールねじ
4 LMガイド
5 サーボモータ
6 プーリ
7 ブラケット
8 リング形状の塗工ヘッド
9 軸芯体下保持軸
10 軸芯体上保持軸
11 供給口
12 配管
13 材料供給弁
14 リニアガイド
101 軸芯体
102 弾性層
103 表面層
201 現像ローラ
205 感光体
206 帯電装置
207 画像露光装置
208 現像装置
209 クリーニング装置
210 画像転写装置
211 転写材
212 画像形成ユニット
213 トナー
214 現像容器
215 トナー供給ローラ
216 現像ブレード
217 転写搬送ベルト
218 駆動ローラ
219 テンションローラ
220 従動ローラ
221 吸着ローラ
222 転写材供給ローラ
223 剥離装置
224 定着装置
225,226バイアス電源
301 上部部品
301 下部部品
303 芯金
304 材料止め部品
1001 材料注入口
1002 環状スリット
1002a スリットの外方側入口部
1002b スリットの内方側出口部
1003 材料吐出口
1004 材料規制部
1005 R面取りされた上部部品の環状スリット出口端
【特許請求の範囲】
【請求項1】
上部部品と下部部品とを有し該上部部品と該下部部品の隙間で形成された環状スリットを有する塗工ヘッドを用い、該環状スリットの外側に開口した外方側入り口部から液状材料を供給し、該環状スリットの内側に開口した内方側出口部から液状材料を吐出して、該塗工ヘッドを円筒体基材に対し相対的に移動させながら該円筒体基材に液状材料を塗工し、塗工された液状材料を硬化させる工程を有する電子写真用弾性ローラの製造方法であって、
該液状材料の降伏応力が20Pa以上600Pa以下であり、
該液状材料のチキソトロピーインデックスが2.0以上6.5以下であり、
該塗工ヘッドとして、該外方側入り口部の隙間の間隔をT1(mm)、該内方側出口部の隙間の間隔をT2(mm)、該外方側入り口部と該内方側出口部との距離をL(mm)としたときに、
0.1≦T1/T2<1.0、かつ
10≦L≦100
である塗工ヘッドを用いることを特徴とする電子写真用弾性ローラの製造方法。
【請求項2】
前記上部部品の環状スリット出口端の形状が、0.5mm以上5.0mm以下のR面取り形状である請求項1記載の電子写真用弾性ローラの製造方法。
【請求項3】
前記T1、T2およびLが、
0.2≦T1/T2≦0.8、かつ
20≦L≦50
を満たす請求項1または2記載の電子写真用弾性ローラの製造方法。
【請求項4】
請求項1から3のいずれか一項記載の製造方法により製造されたことを特徴とする電子写真用弾性ローラ。
【請求項5】
少なくとも現像剤、現像剤規制部材、現像剤容器および現像ローラが装着されてなり、該現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる電子写真プロセスカートリッジにおいて、
該現像ローラが、請求項4に記載の電子写真用弾性ローラであることを特徴とする電子写真プロセスカートリッジ。
【請求項6】
現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる画像形成装置において、
該現像ローラが、請求項4に記載の電子写真用弾性ローラであることを特徴とする画像形成装置。
【請求項1】
上部部品と下部部品とを有し該上部部品と該下部部品の隙間で形成された環状スリットを有する塗工ヘッドを用い、該環状スリットの外側に開口した外方側入り口部から液状材料を供給し、該環状スリットの内側に開口した内方側出口部から液状材料を吐出して、該塗工ヘッドを円筒体基材に対し相対的に移動させながら該円筒体基材に液状材料を塗工し、塗工された液状材料を硬化させる工程を有する電子写真用弾性ローラの製造方法であって、
該液状材料の降伏応力が20Pa以上600Pa以下であり、
該液状材料のチキソトロピーインデックスが2.0以上6.5以下であり、
該塗工ヘッドとして、該外方側入り口部の隙間の間隔をT1(mm)、該内方側出口部の隙間の間隔をT2(mm)、該外方側入り口部と該内方側出口部との距離をL(mm)としたときに、
0.1≦T1/T2<1.0、かつ
10≦L≦100
である塗工ヘッドを用いることを特徴とする電子写真用弾性ローラの製造方法。
【請求項2】
前記上部部品の環状スリット出口端の形状が、0.5mm以上5.0mm以下のR面取り形状である請求項1記載の電子写真用弾性ローラの製造方法。
【請求項3】
前記T1、T2およびLが、
0.2≦T1/T2≦0.8、かつ
20≦L≦50
を満たす請求項1または2記載の電子写真用弾性ローラの製造方法。
【請求項4】
請求項1から3のいずれか一項記載の製造方法により製造されたことを特徴とする電子写真用弾性ローラ。
【請求項5】
少なくとも現像剤、現像剤規制部材、現像剤容器および現像ローラが装着されてなり、該現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる電子写真プロセスカートリッジにおいて、
該現像ローラが、請求項4に記載の電子写真用弾性ローラであることを特徴とする電子写真プロセスカートリッジ。
【請求項6】
現像ローラの表面に現像剤の薄層を形成し、該現像ローラを画像形成体に接触させて該画像形成体表面に該現像剤を供給することにより該画像形成体表面に可視画像を形成させる画像形成装置において、
該現像ローラが、請求項4に記載の電子写真用弾性ローラであることを特徴とする画像形成装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−142678(P2008−142678A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−335753(P2006−335753)
【出願日】平成18年12月13日(2006.12.13)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月13日(2006.12.13)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]