
電子写真装置用クリーニングブレード、およびその製造方法
【課題】少なくとも像担持体との当接部を効率的に高硬度化して、像担持体への滑り性を向上させた、ブレードめくれがない、クリーニング性の良好な電子写真装置用クリーニングブレード、およびその製造方法を提供する。
【解決手段】熱硬化性ポリウレタンエラストマー製のブレード部材を備える電子写真装置用クリーニングブレードであって、ブレード部材が像担持体と当接する当接部に内側から当接部の表面に向って窒素濃度が逓増し、表面の窒素濃度N0が1.5wt%以上20.0wt%以下であり、窒素濃度の変化がなくなる深さでの窒素濃度Neが0.7wt%以上10wt%以下であり、かつ深さ5μmの位置の窒素濃度をN5としたとき、窒素濃度の変化量Δ1=N0−N5と変化量Δ2=N5−Neの関係をΔ1>Δ2とする。
【解決手段】熱硬化性ポリウレタンエラストマー製のブレード部材を備える電子写真装置用クリーニングブレードであって、ブレード部材が像担持体と当接する当接部に内側から当接部の表面に向って窒素濃度が逓増し、表面の窒素濃度N0が1.5wt%以上20.0wt%以下であり、窒素濃度の変化がなくなる深さでの窒素濃度Neが0.7wt%以上10wt%以下であり、かつ深さ5μmの位置の窒素濃度をN5としたとき、窒素濃度の変化量Δ1=N0−N5と変化量Δ2=N5−Neの関係をΔ1>Δ2とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真装置において使用される、感光ドラム、転写ベルト、中間転写体等の像担持体上に残留するトナーを除去するために使用する電子写真装置用クリーニングブレードに関する。
【背景技術】
【0002】
電子写真装置には、感光ドラム、転写ベルト、中間転写体等の像担持体上に残留するトナーを除去するために、種々のクリーニングブレードが配設されている。そして、これらのクリーニングブレードのブレード部材は、塑性変形や耐摩耗性の観点から、主に熱硬化性ポリウレタンエラストマーにより製造されている。
【0003】
近年は、高画質化の要求が高まり、トナーはより球形化・小径化が進み、クリーニングブレードにはより高いクリーニング性能が要求され、クリーニング性能を確保するために像担持体へより高い当接が試みられている。
【0004】
しかし、当接圧を高くすると、ブレード部材と像担持体との摩擦が大きくなり、像担持体の駆動トルクが増大すると共に、ブレード部材のめくれが発生する場合がある。そこで、像担持体の駆動トルクを小さくするために、ブレード部材との低摩擦化、すなわち、ブレード部材自体を低摩擦のものとすることが考えられる。
【0005】
熱硬化性ポリウレタンエラストマー製のクリーニングブレードにかかる、上記問題の解決手段として、下記(1)〜(3)の技術が知られている。
(1)熱硬化性ポリウレタンエラストマー全体の硬度を上げ、摩擦を下げる。
(2)ブレード部材の像担持体と当接するエッジ部に高硬度の積層構造を設ける(特許文献1)。
(3)ブレード部材の像担持体との当接部に、ブレード部材の基材であるポリウレタン樹脂とイソシアネート化合物を反応させて硬化層を設ける(特許文献2)。
【0006】
しかし、上記の方法にはそれぞれ下記に示すような問題があった。
(1)の方法では、ブレード部材全体の硬度が高いと、像担持体の摩耗や損傷が進行しやすくなる。
(2)の方法では、特性の異なる二つの材料が積層されているため、ブレードが像担持体に当接したときの挙動がそれぞれ異なり、安定した当接状態が得られない。
(3)の方法では、ブレード部材であるポリウレタン樹脂にイソシアネート化合物を含浸させ、表面上に残るイソシアネート化合物を除去して製造される。しかし、ブレード部材の像担持体との当接部を必要なレベルまで低摩擦化、すなわち高硬度化しようとすると、当接部内の広い範囲にまでイソシアネート化合物が含浸して高硬度化してしまい、ゴム弾性が不足する領域が増え、クリーニング性が低下してしまう。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−268494号公報
【特許文献2】特開2007−078987号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、本発明の課題は、少なくとも像担持体との当接部が効率的に高硬度化された、像担持体に対する滑り性が向上した、ブレードめくれがない、クリーニング性の良好な電子写真装置用クリーニングブレードを提供することである。また、本発明の課題は、このような性能の電子写真装置用クリーニングブレードの製造方法を提供することである。
【課題を解決するための手段】
【0009】
上記課題は、下記構成を有する発明により達成される。
【0010】
1.熱硬化性ポリウレタンエラストマー製のブレード部材を支持部材に接合した、電子写真装置の像担持体に当接して残留トナーを除去するための電子写真装置用クリーニングブレードであって、
該ブレード部材は、像担持体との当接部の窒素濃度が内側から表面に向かって逓増しており、該構造はイソシアネート化合物を該当接部に接触させ、該イソシアネート化合物を含浸させることによって形成され該当接部の表面での窒素濃度N0が1.5wt%以上、20.0wt%以下であり、該当接部の表面に垂直な厚み方向の内側で窒素濃度の変化がなくなる深さにおける窒素濃度Neが0.7wt%以上10wt%以下であり、かつ、該垂直な厚み方向の内側に向って深さ5μmの位置の窒素濃度をN5としたときの窒素濃度の変化量Δ1=N0−N5およびΔ2=N5−Neの関係がΔ1>Δ2であることを特徴とする電子写真装置用クリーニングブレード。
【0011】
2.前記ブレード部材の像担持体との当接部の硬度をHa、前記窒素濃度が内側から表面に向かって逓増していない部分の硬度をHbとしたとき、0≦Ha−Hb≦2.0(IRHD)である上記1の電子写真装置用クリーニングブレード。
【0012】
3.上記1または2の電子写真装置用クリーニングブレードの製造方法であって、前記熱硬化性ポリウレタンエラストマー製のブレード部材の像担持体との当接部の表面にイソシアネート化合物を、イソシアネート基濃度が1.0×10−5mmol/mm2以上50.0×10−5mmol/mm2以下となる量接触し、ブレード部材の内部へ含浸させることを特徴とする電子写真装置用クリーニングブレードの製造方法。
【0013】
4.該イソシアネート化合物をブレード部材に接触させて含浸させた後は、表面上に残量している該イソシアネート化合物を除去しないままとすることを特徴とする上記3の電子写真装置用クリーニングブレードの製造方法。
【発明の効果】
【0014】
本発明の電子写真装置用クリーニングブレードは、像担持体との当接部が高硬度部を有しているので、像担持体に対する滑り性が向上しており、電子写真装置に組み込んだ時、ブレードめくれがなく、クリーニング性が良好である。
【図面の簡単な説明】
【0015】
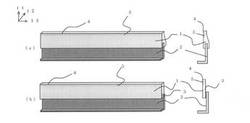
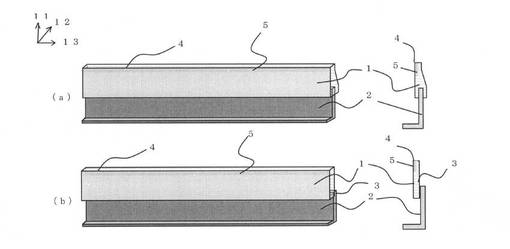
【図1】本発明の電子写真装置用クリーニングブレードの構成を表す斜視図である。
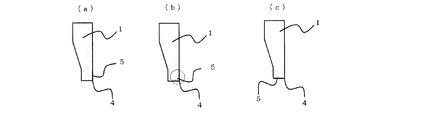
【図2】電子写真装置用クリーニングブレードのブレード部材の断面図である。
【発明を実施するための形態】
【0016】
以下に本発明の実施形態を記述する。
【0017】
本発明の電子写真装置用クリーニングブレードは、熱硬化性ポリウレタンエラストマー製の弾性体部分(ブレード部材)とこの弾性体部分を保持する金属や硬質プラスチック等で形成された支持部材からなる。この熱硬化性ポリウレタンエラストマー製のブレード部材は先端部で像担持体と当接し、像担持体上の残留トナーを除去する。
【0018】
本発明においては、この熱硬化性ポリウレタンエラストマー製のブレード部材の像担持体と当接する部分(当接部)は、内側から表面に向って窒素濃度が逓増している。つまり、ブレード部材の像担持体との当接部において、内側から表面に向ってハードセグメント濃度が逓増する構造で、コーティングや積層のような特性の異なるものの積層体構造でないため、像担持体へ当接しているときにはエッジの挙動が安定している。なお、このように表面に窒素濃度を高めるには、後記するようにポリウレタンエラストマーの表面にイソシアネート化合物を含浸させることで達成できる。以下において、「ブレード部材の像担持体との当接部」を、簡便のために「ブレード部材当接部」や「当接部」ということがある。
【0019】
熱硬化性ポリウレタンエラストマーにおいては、イソシアネート化合物の含浸量と硬度は比例関係にある。上記したように、ブレード部材にイソシアネート化合物を含浸させ、表面に残ったイソシアネート化合物を除去する製法では、当接部表面を必要な滑り性がでるレベルまで高硬度化しようとすると、当接部より内側の広範囲までイソシアネート化合物が含浸する。それによってブレード部材が必要とするゴム弾性が不足する領域が増えて、クリーニング性が低下してしまう。本発明では、当接部に接触させるイソシアネート化合物の量を適正に収めて、含浸後に表面に残留するイソシアネート化合物を除去しない。これにより、当接部の最表面付近を効率的に高硬度化して、より当接部表面付近までゴム弾性を確保することができている。
【0020】
当接部表面における窒素濃度N0は、1.5wt%以上が好ましく、2.0wt%以上がより好ましく、また、20.0wt%以下が好ましい。N0が1.5wt%未満である場合、像担持体に対する十分な滑り性が得られず、めくれが発生してしまい、20.0wt%より高濃度では、像担持体との当接部が硬くなりすぎて像担持体表面を傷つけてしまう。また、当接部の表面から表面に垂直な厚み方向の内側に向かって窒素濃度の変化がなくなる位置(基材部)における窒素濃度Neは、0.7wt%以上10wt%以下が好ましい。これは、0.7wt%以上であれば、耐摩耗性に必要なハードセグメントが十分であり、10.0wt%以下であれば、ハードセグメントが多すぎてクリーニングに必要なゴム弾性が不足することがないためである。更に、当接部表面から内側に5μmの位置での窒素濃度N5としたときに、当接部表面の窒素濃度N0との差Δ1=N0−N5、窒素濃度の変化がなくなる位置における窒素濃度Neとの差Δ2=N0−N5は、Δ1>Δ2であることが好ましい。これは、極めて表面に近いところの窒素濃度(ハードセグメント濃度)が高い、即ち、表面及びその近傍が低摩擦化され、内側のゴム弾性は高いまま維持されていることを表している。ゆえに、Δ1<Δ2となる場合、当接部表面から5μmよりも内側にまでハードセグメント濃度の高い領域が形成されていて、ゴム弾性の不足する領域が深くまであることとなり、クリーニング性能が低下してしまう。
【0021】
また、ブレード部材当接部に塗布するイソシアネート化合物の量としては、下記式(1)によって求められる単位面積当たりのイソシアネート基濃度Yが1.0×10−5mmol/mm2以上50.0×10−5mmol/mm2以下であるのが好ましい。
Y=(Wiso/Mniso×1000×Fn)/S 式(1)
(式(1)中、Yは単位面積当たりのイソシアネート基濃度、Wisoはイソシアネート化合物の塗布量(g)、Mnisoはイソシアネート化合物の分子量、Fnはイソシアネート化合物一分子当たりのイソシアネート基数、Sはイソシアネート化合物の塗布面積(mm2)である。)
【0022】
Yが1.0×10−5mmol/mm2より少ない場合、硬度をアップさせるためのイソシアネート化合物の量が不十分となり、ブレード部材当接部の滑り性が不足してしまう。また、Yが50.0×10−5mmol/mm2超では、ブレード部材の内側に含浸せずに表面に残るイソシアネート化合物の量が過剰となり、当接部の硬度が高くなりすぎて、像担持体を傷つけてしまう。
【0023】
本発明のブレード部材において、窒素濃度が内側から表面に向かって逓増する構造を持つ部分(イソシアネート化合物処理部)の硬度をHa、その構造を持たない部分(未処理部)の硬度をHbとしたとき、0≦Ha−Hb≦2.0(IRHD)であることが好ましい。すなわち、ブレード部材当接部表面近傍のみが低摩擦化し、基材のゴム弾性を十分に維持できることが好ましい。ゆえに、より当接部表面近傍のみが高硬度化されているが、ブレード部材としてのIRHD硬度は、処理前と処理後で変化がない、もしくは変化量が少ないことが好ましい。これは、差が2.0(IRHD)よりも大きい場合、ブレード部材の像担持体との当接部が表面付近のみではなく、より深くまでハードセグメント濃度の高い領域があることとなり、該当接部のゴム弾性が不足し、クリーニング性が悪化してしまうからである。また、差が0(IRHD)より小さい、つまり、イソシアネート化合物による処理を施した後の方が硬度が低くなる場合、ブレード部材当接部の低摩擦化が損なわれ、滑り性が不足してしまう。
【0024】
また、イソシアネート化合物の含浸深さについては、ブレード部材のゴム弾性が失われない程度の領域であることが好ましい。上に述べたように、ブレード部材のイソシアネート化合物が含浸した部分と、含浸していない部分の硬度の差が2.0(IRHD)以下となる領域内で含浸させることが好ましい。
【0025】
本発明では、ブレード部材の像担持体への当接部にイソシアネート化合物を接触させることによって、当接部の内側から表面に向かって窒素濃度が逓増する構造を形成するものである。接触させるイソシアネート化合物としては、分子中に少なくとも1個以上のイソシアネート基を有するものを使用することができる。
【0026】
分子中に1個のイソシアネート基を有するイソシアネート化合物としては、オクタデシルイソシアネート(ODI)等の脂肪族モノイソシアネート、フェニルイソシアネート(PHI)等の芳香族モノイソシアネートなどを使用することができる。
【0027】
分子中に2個のイソシアネート基を有するイソシアネート化合物としては、通常、ポリウレタン樹脂の製造に用いられるものが使用でき、具体的には、以下のものを挙げることができる。2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、m−フェニレンジイソシアネート(MPDI)、テトラメチレンジイソシアネート(TMDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)等。
【0028】
また、3個以上のイソシアネート基を有するイソシアネート化合物として、例えば、4,4′,4″−トリフェニルメタントリイソシアネート、2,4,4’−ビフェニルトリイソシアネート、2,4,4’−ジフェニルメタントリイソシアネート等が使用できる。また、2個以上のイソシアネート基を有するイソシアネート化合物は、その変性誘導体や多量体等も使用可能である。
【0029】
中でも、硬度を効率的に上げるためには、結晶性の高い、つまり構造が対称性をもっているMDIが好ましく、さらに、変性体を含んだMDIは常温で液体であるため、作業性の面からより好ましい。
【0030】
また、未処理のブレード部材にイソシアネート化合物を接触させる方法は、特に限定されず、滴下、スプレー塗布、スポンジ塗布等が挙げられる。
【0031】
なお、本発明では、塗布したイソシアネート化合物を接触させ、含浸させた後、ブレード部材の当接部表面に残留したイソシアネート化合物を除去するための拭き取り等は施さない。そのため、イソシアネート化合物を含浸させた部分の表面の平滑性を損なわないためには、非接触式の塗布方法が好ましい。また、塗布後の表面性を出すためにエアーブロー等を施して、塗布したイソシアネート化合物をレベリングしてもよい。
【0032】
イソシアネート化合物は、そのまま用いても、溶剤等で希釈して用いてもよい。希釈に用いうる溶剤としては、使用するイソシアネート化合物を溶解するものであれば特に限定されるものではなく、例えば、トルエン、キシレン、酢酸ブチル、メチルイソブチルケトン、メチルエチルケトンなどを使用できる。
【0033】
また、イソシアネート化合物(イソシアネート化合物を溶剤等で希釈した溶液を含む)を塗布した部分の表面性を損なわないために、イソシアネート化合物塗布液は、少量で均一に塗布するために、粘度が100mPa・s以下であることが好ましい。該粘度が100mPa・sより高い場合は、粘度が高すぎて、ブレード部材表面に塗布された液のレベリング性が悪く、塗布した部分の表面が凹凸となったり、イソシアネート化合物処理量の不均一となったりする。すなわち、表面の凸凹や硬度の不均一等により、像担持体への当接が均一にならないため、クリーニング不良の原因となりやすい。
【0034】
また、未処理のブレード部材に対するイソシアネート化合物(イソシアネート化合物を溶剤等で希釈した溶液を含む)の接触角は2°以上50°以下が好ましい。接触角が2°未満の場合、イソシアネート化合物が大きく拡散し、必要な量を塗布できないという弊害があり、接触角が50°以上では、イソシアナート化合物が十分に拡がらず、必要量を均一に塗布することが困難となり表面性が低下する。
【0035】
図1および図2に本発明の電子写真装置用クリーニングブレードの例を示している。なお、図1はクリーニングブレードの構成を示す概略図である。また、図2は、ブレード部材にイソシアネート化合物を含浸させるパターンの例を示した断面図である。
【0036】
ブレード部材にイソシアネート化合物を含浸させる領域は、少なくとも電子写真装置用クリーニングブレードと像担持体が当接するエッジ部分4を含む領域であればよい。
【0037】
また、イソシアネート化合物を含浸させた後のブレード部材の表面性については、十点平均粗さRzjis(JIS B0601;2001)で5.0μm以下であることが好ましい。これは、Rzjisが5.0μmよりも大きいと、像担持体へのブレード部材の当接が均一にならず、トナーのすり抜けが起こり易くなってしまうためである。
【0038】
ブレード部材のイソシアネート化合物を含浸させた、像担持体への当接部表面における摩擦係数は、2.0以下であることが好ましい。これは、2.0より大きい場合、像担持体に対する滑り性が不十分となり、ブレード先端がめくれ易くなってしまうためである。
【0039】
本発明において、ブレード部材の構成材料である熱硬化性ポリウレタンエラストマーは、主にポリイソシアネート、高分子量ポリオール、二官能、三官能などの低分子量ポリオールである鎖延長剤、触媒からなっている。以下に、これらの構成要素について詳細に説明する。
【0040】
上記ポリイソシアネートとしては、例えば、以下のものを使用することができる。4,4’−ジフェニルメタンジイソシアネート(MDI)、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、キシレンジイソシアネート(XDI)、1,5−ナフチレンジイソシアネート(1,5−NDI)、p−フェニレンジイソシアネート(PPDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、4,4′−ジシクロヘキシルメタンジイソシアネート(水添MDI)、テトラメチルキシレンジイソシアネート(TMXDI)、カルボジイミド変性MDI、ポリメチレンフェニルポリイソシアネート(PAPI)等。これらの中では、機械的特性が優れているので、MDIを用いることが好ましい。
【0041】
上記高分子量ポリオールとしては、ポリエステルポリオール、ポリエーテルポリオール、カプロラクトンエステルポリオール、ポリカーボネートエステルポリオール、シリコーンポリオール等を挙げることができる。これらは単独で用いても、二種以上組み合わせて使用してもよい。複数のものを混合して用いても良い。これらポリオール全体の数平均分子量は、1500〜4000であるのが好ましい。これは、1500以上であれば、得られるウレタンエラストマーの硬度や物性が良好であり、また成型性の観点から4000以下であれば、プレポリマーの粘度が適当となるため好ましい。
【0042】
上記鎖延長剤としては、ポリウレタンエラストマー鎖を延長可能なものであって、例えばグリコールが使用される。このようなグリコールとしては、例えば、以下のものを挙げることができる。エチレングリコール(EG)、ジエチレングリコール(DEG)、プロピレングリコール(PG)、ジプロピレングリコール(DPG)、1,4−ブタンジオール(1,4−BD)、1,6−ヘキサンジオール(1,6−HD)、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、キシリレングリコール(テレフタリルアルコール)、トリエチレングリコール等。また、上記グリコールの他に、その他の多価アルコールも使用でき、例えば、トリメチロールプロパン、グリセリン、ペンタエリスリトール、ソルビトール等を挙あげることができる。これらは単独でもしくは2種以上併せて用いうる。
【0043】
上記触媒としては、一般的に用いられるポリウレタンエラストマー硬化用の触媒を使用することができ、例えば、三級アミン触媒が挙げられ、具体的には、以下のものを例示できる。ジメチルエタノールアミン、N,N,N‘−トリメチルアミノプロピルエタノールアミン等のアミノアルコール;トリエチルアミン等のトリアルキルアミン;N,N,N’N’−テトラメチル−1,3−ブタンジアミン等のテトラアルキルジアミン;トリエチレンジアミン、ピペラジン系化合物、トリアジン系化合物等。また、酢酸カリウム、オクチル酸カリウムアルカリなどの金属の有機酸塩も用いうる。さらに、通常、ウレタン化に用いられる金属触媒、例えば、ジブチル錫ジラウレートなども使用可能である。これらは単独で用いても、二種以上組み合わせて使用してもよい。
【0044】
必要に応じて、さらに、顔料、可塑剤、防水剤、酸化防止剤、紫外線吸収剤、光安定剤等の添加剤を配合することができる。
【0045】
支持部材およびブレード部材等の形状は、特に限定されず、使用目的に適した形状とすればよい。
【0046】
例えば、クリーニングブレード用金型内に支持部材を配置した後、上記熱硬化性ポリウレタンエラストマー原料組成物を上記金型内に注入し、加熱して反応硬化させる。これによりブレード部材1と支持部材2とが一体化した、図1(a)に示したような本発明のクリーニングブレードを得ることができる。この時、支持部材2のブレード部材1との接合部には予め、接着剤を塗布しておくことが好ましい。
【0047】
また、熱硬化性ポリウレタンエラストマーのシートを別途成型した後、短冊状にカットしてブレード部材1とし、これを接着剤等により支持部材2に接着することによって、例えば、図1(b)に示したようなクリーニングブレードとすることもできる。なお、図1(b)において、3は接着剤層である。
【0048】
支持部材は、構成する材料については特に限定されず、金属、樹脂、より具体的には、鋼板、ステンレス鋼板、亜鉛メッキクロメート皮膜鋼板、クロムフリー鋼板等の金属材料、6−ナイロン、6,6−ナイロン等の樹脂材料から作製することができる。
【0049】
また、支持部材2とブレード部材1との接合方法は、特に限定されず、公知の方法から適したものを選択すればよい。例えば、フェノール樹脂等の接着剤を用いて接着する方法を挙げることができる。
【0050】
イソシアネート化合物を塗布する際のブレード部材の状態としては、ブレード部材単体の状態でも良く、ブレード部材が支持部材に接合された状態であっても構わない。また、クリーニングブレードの像担持体へ当接させるエッジを出すための切断をする前に、ブレード部材の当接部に相当する部分にイソシアネート化合物を含浸させ、反応した後、エッジ部を切断することもできる。なお、この切断も接合前のブレード部材で行っても、ブレードとした後であってもかまわない。
【実施例】
【0051】
以下、実施例を挙げて本発明を説明するが、本発明はこれら実施例により何ら限定されるものではない。
【0052】
まず、以下の実施例、比較例で原料として、下記のものを用いた。例示した以外のものは、試薬または工業薬品を用いた。
【0053】
・クリーニングブレード用支持部材
クリーニングブレード用支持部材として、厚み1mm鉄製のシートを打ち抜き、折り曲げて図1(a)の2として示すような形状で作製したホルダーを用いた。なお、このホルダーは、ブレード部材が貼着される箇所にポリウレタン樹脂接着用の接着剤(ケムロック219(商品名)、ロード・コーポレーション社製)が塗布されている。
【0054】
・ブレード部材用原料
MDI:4,4’−ジフェニルメタンジイソシアネート(商品名;ミリオネートMT、日本ポリウレタン工業式会社製)
PBA:数平均分子量2500のポリブチレンアジペートポリエステルポリオール
PHA:数平均分子量1000のポリヘキシレンアジペートポリエステルポリオール
14BD:1,4−ブタンジオール
TMP:トリメチロールプロパン
触媒A:DABCO P15(商品名、エアープロダクツジャパン株式会社製、酢酸カリウムのEG溶液)
触媒B:N,N−ジメチルアミノヘキサノール(商品名;カオーライザーNo.25、花王株式会社製)
【0055】
・ブレード部材含浸用イソシアネート化合物
MDI:上記
変性MDI:カルボジイミド変性MDI(商品名;ミリオネートMTL、日本ポリウレタン工業株式会社製)
ポリメリックMDI:ポリメリックMDI(商品名;MR400、日本ポリウレタン工業株式会社製)
プレポリマー:NCO含有量が15.0wt%であるプレポリマー(商品名:コロネート2041、日本ポリウレタン工業株式会社製)
【0056】
製造例1(含浸用クリーニングブレードの作製)
MDI 326.3gおよびPBA 673.7gを80℃で3時間反応させ、NCO%8.50%のプレポリマーを得た。このプレポリマーに、PHA 150.8gに14BD 26.2g、TMP 21.4g、触媒A 0.07gおよび触媒B 0.28gを加えた硬化剤198.4gを混合してブレード部材用ポリウレタンエラストマー原料組成物を調製した。これを、上記支持部材を接着剤塗布箇所がキャビティ内に突出した状態で配置したクリーニングブレード用成形金型に注入し、130℃で2分間硬化させ、その後脱型して、イソシアネート化合物含浸前のクリーニングブレードを得た。なお、ブレード部材のブレード自由長方向11、ブレード厚み方向12およびブレード長手方向13はそれぞれ240mm、15mm(像担持体当接部先端で)、2.0mmであった。
【0057】
(実施例1)
上記で作成したイソシアネート化合物含浸前のクリーニングブレードのブレード部材の像担持体当接部表面に当接端から5mmの幅でイソシアネート化合物として変性MDIを25℃環境下で塗布含浸し、23℃/55RH%環境下で3時間放置し熟成した。その後、さらに像担持体へのブレード部材の当接部のエッジ性を出すために2mmを切り取り、図1(a)に示すようにイソシアネート化合物処理をした電子写真装置用クリーニングブレードを作製した。なお、ソシアネート化合物の塗布量からイソシアネートのモル数を算出し、単位面積当たりのイソシアネート基濃度を算出したところ、41.7×10−5mmol/mm2であった。
【0058】
得られたクリーニングブレードは以下の方法によって評価した。なお、得られた結果は表1にまとめた。
【0059】
<窒素濃度の測定>
窒素濃度の測定には、株式会社島津製作所製の電子線マイクロアナライザーEPMA−1610(商品名)を用いた。測定試料として、ブレードを23℃/55RH%環境で24時間熟成させた後、ブレード部材のイソシアネート化合物を含浸させた箇所を表面に垂直な厚み方向に切断し、断面をカーボン蒸着したものを用いた。また、測定条件は、加速電圧が15kV、照射電流が100nA、測定ピッチは0.1μmであった。
【0060】
表面から内側の窒素濃度を測定した結果、窒素濃度は以下のようになった。
当接部の表面での窒素濃度N0:10.5wt%。
垂直な厚み方向の内側に向かって深さ5μmの位置の窒素濃度N5:4.1wt%。
当接部の表面に垂直な厚み方向の内側で窒素濃度の変化がなくなる深さにおける窒素濃度Ne:1.3wt%。
窒素濃度の変化量Δ1=N0−N5=6.4wt%、Δ2=N5−Ne=2.8wt%。
【0061】
<液粘度>
イソシアネート化合物の粘度は、株式会社エー・アンド・デイ製の粘度計「SV型粘度計SV−10」(商品名)を用い、25℃環境で測定した。その結果、本実施例で用いたイソシアネート化合物の粘度は76mPa・sであった。
【0062】
<接触角>
未処理のブレード部材に対するイソシアネート化合物の接触角は、協和界面科学株式会社製の接触角計CA−X型(商品名)を用い、25℃環境下においてイソシアネート化合物1.0μLの液滴をブレード部材に接触させたときの値を測定した。その結果、本実施例で用いたイソシアネート化合物のブレード部材に対する接触角は44°であった。
【0063】
<ブレード部材の硬度(国際ゴム硬さ(IRHD))>
ブレード部材のイソシアネート化合物の含浸前後の硬度は、上記でブレード部材を作成すると同じ条件で作製した厚み2mmのポリウレタンエラストマーシートのイソシアネート化合物の非含浸箇所と含浸箇所を、それぞれ測定することによった。硬度測定にはウォーレス(H.W.WALLACE)社製の硬度計を用い、JIS K6253に基づいて、国際ゴム硬さ(IRHD)を測定した。なお、測定に際して、予め23℃/55%RH環境下にて測定用シートを48h熟成させた。測定の結果、本実施例のブレード部材の硬度は、含浸前72.3IRHD、含浸後73.4IRDHであった。すなわち、Ha73.4IRHD、Hb72.3IRHDであり、その差(Ha−Hb)は1.1IRHDであった。
【0064】
<表面性の確認>
表面性は、十点平均粗さRzjis(JIS B0601;2001)にて確認した。該十点平均粗さの測定には、株式会社小坂研究所製の表面粗さ測定機サーフコーダSE3500(商品名)を用いた。測定条件は、測定長2.5mm、測定スピード0.1mm/sec、カットオフ0.8mmとした。その結果、本実施例のブレード部材の像担持体への当接部の表面性は、Rzjis0.6μmであった。
【0065】
<摩擦係数>
ブレード部材の像担持体への当接部表面の摩擦係数は、新東科学株式会社製のHEIDON表面性試験機(商品名)を用いて測定した。ただし、測定は、実施例に示したクリーニングブレードの作製と同条件で作製した厚さ2mmのポリウレタンエラストマーシートを、シート作製後、23℃×55%環境で48時間熟成させたものによった。測定条件は0.1kgの荷重を加えたステンレス製ボール圧子をシートに接触させ、ボール圧子の移動を50mm/分とした。本実施例のブレード部材の当接部表面の摩擦係数は0.5であった。
【0066】
<めくれの確認(クリーニング性)>
上記で作製したクリーニングブレードを、キヤノン株式会社製のレーザービームプリンタ(商品名:キヤノンLBP7700)に組み込み、常温環境下で、1万枚の耐久試験を行い、終了後のブレードおよび耐久出力図面の目視観察から、めくれを下記にて評価した。
○:ブレードめくれやクリーニング不良の発生がない。
△:軽微のクリーニング不良の発生はあるが問題ないレベルである。
×:ブレードがめくれた場合やクリーニング不良が発生した。
本実施例のクリーニングブレードでは、ブレードめくれおよびクリーニング不良共に発生せず、評価は「○」であった。
【0067】
(実施例2)
イソシアネート化合物をイソシアネート化合物濃度が50wt%となるように溶剤MIBKで希釈し、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、5.6×10−5mmol/mm2であった。 また、イソシアネート化合物の溶液の粘度は4mPa・sであり、未処理のブレード部材に対する接触角は27°であった。
【0068】
ブレード部材の窒素濃度は以下の通りであった。
N0:7.2wt%、N5:3.3wt%、Ne:1.3wt%。
Δ1=N0−N5=3.9wt%、Δ2=N5−Ne=2.0wt%。
【0069】
ブレード部材の硬度は、処理部Ha72.5IRHD、未処理部Hb72.0IRHD、その差は0.5IRHDであり、処理部の粗さRzjisは0.8μm、摩擦係数は0.5であった。さらに、実機評価の結果、めくれ、クリーニング不良共に発生せず、評価「○」であった。
【0070】
(実施例3)
イソシアネート化合物をイソシアネート化合物濃度が33wt%となるように溶剤MIBKで希釈し、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、1.9×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は1.7mPa・sであり、未処理のブレード部材に対する接触角は23°であった。
【0071】
ブレード部材の窒素濃度は以下の通りであった。
N0:4.5wt%、N5:2.0wt%、Ne:1.3wt%。
Δ1=N0−N5=2.5wt%、Δ2=N5−Ne=0.7wt%。
【0072】
ブレード部材の硬度は、処理部Ha、未処理部Hb共に72.0IRHD(差なし)であり、処理部の粗さRzjisは0.8μm、摩擦係数は0.6であった。さらに、実機評価の結果、めくれ、クリーニング不良共に発生せず、評価「○」であった。
【0073】
(実施例4)
接触させるイソシアネート化合物として、MDIを、濃度33wt%となるように溶剤MEKで希釈した溶液を用い、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、2.1×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は1.2mPa・sであり、未処理のブレード部材に対する接触角は6°であった。
【0074】
ブレード部材の窒素濃度は以下の通りであった。
N0:5.5wt%、N5:3.1wt%、Ne:1.3wt%。
Δ1=N0−N5=2.4wt%、Δ2=N5−Ne=1.8wt。
【0075】
ブレード部材の硬度は、処理部72.5IRHD、未処理部72.2IRHD、その差0.3IRHDであり、処理部の粗さRzjisは0.8μm、摩擦係数は0.6であった。また、実機評価の結果、めくれ、クリーニング不良共に発生ぜず、評価「○」であった。
【0076】
(実施例5)
接触させるイソシアネート化合物として、MDIを、濃度50wt%となるように溶剤MEKで希釈した溶液を用い、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、22.1×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は3.8mPa・sであり、未処理のブレード部材に対する接触角は19°であった。
【0077】
ブレード部材の窒素濃度は以下の通りであった。
N0:12.8wt%、N5:5.8wt%、Ne:1.3wt%。
Δ1=N0−N5=7.0wt%、Δ2=N5−Ne=4.5wt%。
【0078】
ブレード部材の硬度は、処理部75.5IRHD、未処理部72.2IRHD、その差は3.3°であり、処理部の粗さRzjisは1.1μm、摩擦係数は0.5であった。また、実機評価の結果、めくれの発生はなかった(○)が、クリーニング不良に問題のないレベルで若干発生し、「△」であった。
【0079】
(実施例6)
イソシアネート化合物をポリメリックMDIとする以外は実施例5と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、59.2×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は98mPa・sであり、未処理のブレード部材に対する接触角は48°であった。
【0080】
ブレード部材の窒素濃度は以下の通りであった。
N0:18.6wt%、N5:5.5wt%、Ne:1.3wt%。
Δ1=N0−N5=13.1wt%、Δ2=N5−Ne=4.2wt%。
【0081】
ブレード部材の硬度は、処理部Ha74.1IRHD、未処理部Hb71.9IRHD、その差は2.2IRHDであり、処理部の粗さRzjisは1.2μm、摩擦係数は0.5であった。また、実機評価の結果、めくれの発生はなかった(○)が、クリーニング不良に問題のないレベルで若干発生し、評価は「△」であった。
【0082】
実施例1〜5においては、ブレード部材は像担持体への当接部の表面における窒素濃度N0が1.5wt%以上であり、窒素濃度の差Δ1がΔ2よりも大きくなっている。そのため、当接部の表面近傍が効率よく高硬度になり十分低摩擦化され、内側のゴム弾性が維持できているので、めくれやクリーニング不良が発生していない。
【0083】
(比較例1)
イソシアネート化合物をイソシアネート化合物濃度が10wt%となるように溶剤MIBKで希釈し、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、0.9×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は1.2mPa・sであり、未処理のブレード部材に対する接触角は11°であった。
【0084】
ブレード部材の窒素濃度は以下の通りであった。
N0:1.4wt%、N5:1.3wt%、Ne:1.3wt。
Δ1=N0−N5=0.1wt%、Δ2=N5−Ne=0wt%。
【0085】
ブレード部材の硬度は、処理部Ha、未処理部Hb共に72.3IRHD(差なし)であり、処理部の粗さRzjisは0.8μm、摩擦係数は2.1であった。なお、実機評価の結果、耐久中にブレードめくれが発生し、評価を中断したため、めくれは「×」であり、クリーニング不良については評価なしとなった。これは、表面の窒素濃度が低すぎて十分な滑り性が得らなかったため、めくれが発生したものである。
【0086】
(比較例2)
接触させるイソシアネート化合物をポリメリックMDIに変更し、以下実施例1と同様してクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、65.1×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は155mPa・sであり、未処理のブレード部材に対する接触角は52°であった。
【0087】
ブレード部材の窒素濃度は以下の通りであった。
N0:19.1wt%、N5:13.1wt%、Ne:1.3wt%。
Δ1=N0−N5=6.0wt%、Δ2=N5−Ne=11.8wt%。
【0088】
ブレード部材の硬度は、処理部Haは74.1IRHDであり、未処理部Hbは72.2IRHDであり、処理部の粗さRzjisは5.2μm、摩擦係数は0.8であった。なお、実機評価の結果、めくれの発生はなく「○」であったが、初期からクリーニング不良発生があり、評価は「×」であった。これは、当接部表面の滑り性は確保できているが、イソシアネート化合物の液粘度が高すぎて厚塗りになってしまい、窒素濃度がΔ1よりもΔ2の方が大きくなった。そのために深さ方向のゴム弾性が失われ、また、接触させたイソシアネート化合物の液粘度が高すぎて塗布後の表面性が悪く、感光ドラムへの当接が均一ではなくなり、トナーのすり抜けが発生してクリーニング不良となった。
【0089】
(比較例3)
実施例1において、イソシアネート化合物を塗布が単位面積当たりのイソシアネート基濃度57.2×10−5mmol/mm2となるように増やして、クリーニングブレードを作製した。
【0090】
このときのブレード部材の窒素濃度は以下の通りであった。
N0:22.0wt%、N5:18.2wt%、Ne:1.3wt%。
Δ1=N0−N5=3.8wt%、Δ2=N5−Ne=16.9%。
【0091】
ブレード部材の硬度は、処理部Ha75.5IRHDであり、未処理部Hb72.2IRHDであった。また、その差Ha−Hbは3.3IRHDであった。さらに、処理部の摩擦係数は0.9と良好であったが、粗さRzjisが2.6μmと大きかった。なお、実機評価の結果、めくれの発生はなく、「○」であったが、クリーニング不良についてはトナーのすり抜けによる画像不良が発生し「×」であった。これは、単位面積当たりのイソシアネート基濃度が高すぎて、当接部の内深くまで窒素濃度の高い領域が多くなり、ブレード部材としてゴム弾性が低下してしまったために、クリーニング性が低下した。
【0092】
(比較例4)
イソシアネート化合物を含浸させた後に、酢酸ブチル(酢ブチ)を染み込ませたスポンジで含浸処理面を拭き、その後熟成した以外は実施例1と同様にして、クリーニングブレードを作製した。塗布した単位面積当たりのイソシアネート基濃度は、41.7×10−5mmol/mm2であった。
【0093】
このときのブレード部材の窒素濃度は以下の通りであった。
N0:5.0wt%、N5:4.5wt%、Ne:1.3wt%。
Δ1=N0−N5=0.5wt%、Δ2=N5−Ne=3.2wt%。
【0094】
ブレード部材の硬度は、処理部Ha75.2IRHD、未処理部Hb72.1IRHDであった。また、処理部の粗さRzjisは0.8μm、摩擦係数は0.8といずれも良好であった。そのため、実機評価では、めくれの発生はなく「○」であったが、クリーニング不良についてはトナーのすり抜けによる画像不良が発生し「×」であった。これは、イソシアネート化合物を含浸させた後に拭いたので、表面の滑り性が十分なレベルであっても、表面より深いところでのイソシアネート化合物処理量が多くなって、表面に比してゴム弾性が失われ、クリーニング性が低下してしまったためである。
【0095】
(比較例5)
イソシアネート化合物として、NCO含有量が15.0%であるプレポリマーを酢酸ブチル(酢ブチ)に溶解し、粘度100mPa・sにしたものを用い、塗布後50℃で3時間処理した以外、実施例1と同様にしてクリーニングブレードを作製した。なお、この塗布液の未処理のブレード部材に対する接触角は28°であった。また、ポリウレタンエラストマー層へのプレポリマーの含浸は殆どみられず、表面にプレポリマー自体が厚み8μmで堆積硬化した層が形成されていた。
【0096】
なお、ブレード部材の窒素濃度は以下の通りであった。
N0:5.0wt%、N5:5.0wt%、Ne:1.3wt%。
Δ1=N0−N5=0.0wt%、Δ2=N5−Ne=5.0%。
【0097】
ブレード部材の硬度は、処理部Ha74.9IRHD、未処理部Hb72.0IDHDであった。また、処理部の粗さRzjisは1.3μm、摩擦係数は0.8であった。なお、実機評価の結果、めくれの発生はなく「○」であったが、クリーニング不良については、耐久途中でコート部に剥がれが発生したため、評価を中断したので、未評価となっている。これは、ブレード部材の、像担持体との当接部が異なる特性の2つのものから構成されているため、窒素濃度は連続的に変化する構造ではなく、当接させたときの挙動がそれぞれ異なり、摺擦を繰り返すことでコート部に剥がれが生じたものである。
【0098】
以上の実施例、比較例の結果を、表1にまとめた。
【0099】
【表1】

【産業上の利用可能性】
【0100】
本発明に係る電子写真装置用クリーニングブレードは、例えば、複写機、レーザービームプリンタ、LEDプリンタ、電子写真製版システムなどの電子写真技術を応用した電子写真装置のクリーニングブレードとして有用である。
【符号の説明】
【0101】
1 ブレード部材
2 支持部材
3 接着剤層
4 像担持体当接部(エッジ)
5 イソシアネート化合物の含浸部
11 ブレード自由長方向
12 ブレード厚み方向
13 ブレード長手方向
【技術分野】
【0001】
本発明は、電子写真装置において使用される、感光ドラム、転写ベルト、中間転写体等の像担持体上に残留するトナーを除去するために使用する電子写真装置用クリーニングブレードに関する。
【背景技術】
【0002】
電子写真装置には、感光ドラム、転写ベルト、中間転写体等の像担持体上に残留するトナーを除去するために、種々のクリーニングブレードが配設されている。そして、これらのクリーニングブレードのブレード部材は、塑性変形や耐摩耗性の観点から、主に熱硬化性ポリウレタンエラストマーにより製造されている。
【0003】
近年は、高画質化の要求が高まり、トナーはより球形化・小径化が進み、クリーニングブレードにはより高いクリーニング性能が要求され、クリーニング性能を確保するために像担持体へより高い当接が試みられている。
【0004】
しかし、当接圧を高くすると、ブレード部材と像担持体との摩擦が大きくなり、像担持体の駆動トルクが増大すると共に、ブレード部材のめくれが発生する場合がある。そこで、像担持体の駆動トルクを小さくするために、ブレード部材との低摩擦化、すなわち、ブレード部材自体を低摩擦のものとすることが考えられる。
【0005】
熱硬化性ポリウレタンエラストマー製のクリーニングブレードにかかる、上記問題の解決手段として、下記(1)〜(3)の技術が知られている。
(1)熱硬化性ポリウレタンエラストマー全体の硬度を上げ、摩擦を下げる。
(2)ブレード部材の像担持体と当接するエッジ部に高硬度の積層構造を設ける(特許文献1)。
(3)ブレード部材の像担持体との当接部に、ブレード部材の基材であるポリウレタン樹脂とイソシアネート化合物を反応させて硬化層を設ける(特許文献2)。
【0006】
しかし、上記の方法にはそれぞれ下記に示すような問題があった。
(1)の方法では、ブレード部材全体の硬度が高いと、像担持体の摩耗や損傷が進行しやすくなる。
(2)の方法では、特性の異なる二つの材料が積層されているため、ブレードが像担持体に当接したときの挙動がそれぞれ異なり、安定した当接状態が得られない。
(3)の方法では、ブレード部材であるポリウレタン樹脂にイソシアネート化合物を含浸させ、表面上に残るイソシアネート化合物を除去して製造される。しかし、ブレード部材の像担持体との当接部を必要なレベルまで低摩擦化、すなわち高硬度化しようとすると、当接部内の広い範囲にまでイソシアネート化合物が含浸して高硬度化してしまい、ゴム弾性が不足する領域が増え、クリーニング性が低下してしまう。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−268494号公報
【特許文献2】特開2007−078987号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、本発明の課題は、少なくとも像担持体との当接部が効率的に高硬度化された、像担持体に対する滑り性が向上した、ブレードめくれがない、クリーニング性の良好な電子写真装置用クリーニングブレードを提供することである。また、本発明の課題は、このような性能の電子写真装置用クリーニングブレードの製造方法を提供することである。
【課題を解決するための手段】
【0009】
上記課題は、下記構成を有する発明により達成される。
【0010】
1.熱硬化性ポリウレタンエラストマー製のブレード部材を支持部材に接合した、電子写真装置の像担持体に当接して残留トナーを除去するための電子写真装置用クリーニングブレードであって、
該ブレード部材は、像担持体との当接部の窒素濃度が内側から表面に向かって逓増しており、該構造はイソシアネート化合物を該当接部に接触させ、該イソシアネート化合物を含浸させることによって形成され該当接部の表面での窒素濃度N0が1.5wt%以上、20.0wt%以下であり、該当接部の表面に垂直な厚み方向の内側で窒素濃度の変化がなくなる深さにおける窒素濃度Neが0.7wt%以上10wt%以下であり、かつ、該垂直な厚み方向の内側に向って深さ5μmの位置の窒素濃度をN5としたときの窒素濃度の変化量Δ1=N0−N5およびΔ2=N5−Neの関係がΔ1>Δ2であることを特徴とする電子写真装置用クリーニングブレード。
【0011】
2.前記ブレード部材の像担持体との当接部の硬度をHa、前記窒素濃度が内側から表面に向かって逓増していない部分の硬度をHbとしたとき、0≦Ha−Hb≦2.0(IRHD)である上記1の電子写真装置用クリーニングブレード。
【0012】
3.上記1または2の電子写真装置用クリーニングブレードの製造方法であって、前記熱硬化性ポリウレタンエラストマー製のブレード部材の像担持体との当接部の表面にイソシアネート化合物を、イソシアネート基濃度が1.0×10−5mmol/mm2以上50.0×10−5mmol/mm2以下となる量接触し、ブレード部材の内部へ含浸させることを特徴とする電子写真装置用クリーニングブレードの製造方法。
【0013】
4.該イソシアネート化合物をブレード部材に接触させて含浸させた後は、表面上に残量している該イソシアネート化合物を除去しないままとすることを特徴とする上記3の電子写真装置用クリーニングブレードの製造方法。
【発明の効果】
【0014】
本発明の電子写真装置用クリーニングブレードは、像担持体との当接部が高硬度部を有しているので、像担持体に対する滑り性が向上しており、電子写真装置に組み込んだ時、ブレードめくれがなく、クリーニング性が良好である。
【図面の簡単な説明】
【0015】
【図1】本発明の電子写真装置用クリーニングブレードの構成を表す斜視図である。
【図2】電子写真装置用クリーニングブレードのブレード部材の断面図である。
【発明を実施するための形態】
【0016】
以下に本発明の実施形態を記述する。
【0017】
本発明の電子写真装置用クリーニングブレードは、熱硬化性ポリウレタンエラストマー製の弾性体部分(ブレード部材)とこの弾性体部分を保持する金属や硬質プラスチック等で形成された支持部材からなる。この熱硬化性ポリウレタンエラストマー製のブレード部材は先端部で像担持体と当接し、像担持体上の残留トナーを除去する。
【0018】
本発明においては、この熱硬化性ポリウレタンエラストマー製のブレード部材の像担持体と当接する部分(当接部)は、内側から表面に向って窒素濃度が逓増している。つまり、ブレード部材の像担持体との当接部において、内側から表面に向ってハードセグメント濃度が逓増する構造で、コーティングや積層のような特性の異なるものの積層体構造でないため、像担持体へ当接しているときにはエッジの挙動が安定している。なお、このように表面に窒素濃度を高めるには、後記するようにポリウレタンエラストマーの表面にイソシアネート化合物を含浸させることで達成できる。以下において、「ブレード部材の像担持体との当接部」を、簡便のために「ブレード部材当接部」や「当接部」ということがある。
【0019】
熱硬化性ポリウレタンエラストマーにおいては、イソシアネート化合物の含浸量と硬度は比例関係にある。上記したように、ブレード部材にイソシアネート化合物を含浸させ、表面に残ったイソシアネート化合物を除去する製法では、当接部表面を必要な滑り性がでるレベルまで高硬度化しようとすると、当接部より内側の広範囲までイソシアネート化合物が含浸する。それによってブレード部材が必要とするゴム弾性が不足する領域が増えて、クリーニング性が低下してしまう。本発明では、当接部に接触させるイソシアネート化合物の量を適正に収めて、含浸後に表面に残留するイソシアネート化合物を除去しない。これにより、当接部の最表面付近を効率的に高硬度化して、より当接部表面付近までゴム弾性を確保することができている。
【0020】
当接部表面における窒素濃度N0は、1.5wt%以上が好ましく、2.0wt%以上がより好ましく、また、20.0wt%以下が好ましい。N0が1.5wt%未満である場合、像担持体に対する十分な滑り性が得られず、めくれが発生してしまい、20.0wt%より高濃度では、像担持体との当接部が硬くなりすぎて像担持体表面を傷つけてしまう。また、当接部の表面から表面に垂直な厚み方向の内側に向かって窒素濃度の変化がなくなる位置(基材部)における窒素濃度Neは、0.7wt%以上10wt%以下が好ましい。これは、0.7wt%以上であれば、耐摩耗性に必要なハードセグメントが十分であり、10.0wt%以下であれば、ハードセグメントが多すぎてクリーニングに必要なゴム弾性が不足することがないためである。更に、当接部表面から内側に5μmの位置での窒素濃度N5としたときに、当接部表面の窒素濃度N0との差Δ1=N0−N5、窒素濃度の変化がなくなる位置における窒素濃度Neとの差Δ2=N0−N5は、Δ1>Δ2であることが好ましい。これは、極めて表面に近いところの窒素濃度(ハードセグメント濃度)が高い、即ち、表面及びその近傍が低摩擦化され、内側のゴム弾性は高いまま維持されていることを表している。ゆえに、Δ1<Δ2となる場合、当接部表面から5μmよりも内側にまでハードセグメント濃度の高い領域が形成されていて、ゴム弾性の不足する領域が深くまであることとなり、クリーニング性能が低下してしまう。
【0021】
また、ブレード部材当接部に塗布するイソシアネート化合物の量としては、下記式(1)によって求められる単位面積当たりのイソシアネート基濃度Yが1.0×10−5mmol/mm2以上50.0×10−5mmol/mm2以下であるのが好ましい。
Y=(Wiso/Mniso×1000×Fn)/S 式(1)
(式(1)中、Yは単位面積当たりのイソシアネート基濃度、Wisoはイソシアネート化合物の塗布量(g)、Mnisoはイソシアネート化合物の分子量、Fnはイソシアネート化合物一分子当たりのイソシアネート基数、Sはイソシアネート化合物の塗布面積(mm2)である。)
【0022】
Yが1.0×10−5mmol/mm2より少ない場合、硬度をアップさせるためのイソシアネート化合物の量が不十分となり、ブレード部材当接部の滑り性が不足してしまう。また、Yが50.0×10−5mmol/mm2超では、ブレード部材の内側に含浸せずに表面に残るイソシアネート化合物の量が過剰となり、当接部の硬度が高くなりすぎて、像担持体を傷つけてしまう。
【0023】
本発明のブレード部材において、窒素濃度が内側から表面に向かって逓増する構造を持つ部分(イソシアネート化合物処理部)の硬度をHa、その構造を持たない部分(未処理部)の硬度をHbとしたとき、0≦Ha−Hb≦2.0(IRHD)であることが好ましい。すなわち、ブレード部材当接部表面近傍のみが低摩擦化し、基材のゴム弾性を十分に維持できることが好ましい。ゆえに、より当接部表面近傍のみが高硬度化されているが、ブレード部材としてのIRHD硬度は、処理前と処理後で変化がない、もしくは変化量が少ないことが好ましい。これは、差が2.0(IRHD)よりも大きい場合、ブレード部材の像担持体との当接部が表面付近のみではなく、より深くまでハードセグメント濃度の高い領域があることとなり、該当接部のゴム弾性が不足し、クリーニング性が悪化してしまうからである。また、差が0(IRHD)より小さい、つまり、イソシアネート化合物による処理を施した後の方が硬度が低くなる場合、ブレード部材当接部の低摩擦化が損なわれ、滑り性が不足してしまう。
【0024】
また、イソシアネート化合物の含浸深さについては、ブレード部材のゴム弾性が失われない程度の領域であることが好ましい。上に述べたように、ブレード部材のイソシアネート化合物が含浸した部分と、含浸していない部分の硬度の差が2.0(IRHD)以下となる領域内で含浸させることが好ましい。
【0025】
本発明では、ブレード部材の像担持体への当接部にイソシアネート化合物を接触させることによって、当接部の内側から表面に向かって窒素濃度が逓増する構造を形成するものである。接触させるイソシアネート化合物としては、分子中に少なくとも1個以上のイソシアネート基を有するものを使用することができる。
【0026】
分子中に1個のイソシアネート基を有するイソシアネート化合物としては、オクタデシルイソシアネート(ODI)等の脂肪族モノイソシアネート、フェニルイソシアネート(PHI)等の芳香族モノイソシアネートなどを使用することができる。
【0027】
分子中に2個のイソシアネート基を有するイソシアネート化合物としては、通常、ポリウレタン樹脂の製造に用いられるものが使用でき、具体的には、以下のものを挙げることができる。2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、m−フェニレンジイソシアネート(MPDI)、テトラメチレンジイソシアネート(TMDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)等。
【0028】
また、3個以上のイソシアネート基を有するイソシアネート化合物として、例えば、4,4′,4″−トリフェニルメタントリイソシアネート、2,4,4’−ビフェニルトリイソシアネート、2,4,4’−ジフェニルメタントリイソシアネート等が使用できる。また、2個以上のイソシアネート基を有するイソシアネート化合物は、その変性誘導体や多量体等も使用可能である。
【0029】
中でも、硬度を効率的に上げるためには、結晶性の高い、つまり構造が対称性をもっているMDIが好ましく、さらに、変性体を含んだMDIは常温で液体であるため、作業性の面からより好ましい。
【0030】
また、未処理のブレード部材にイソシアネート化合物を接触させる方法は、特に限定されず、滴下、スプレー塗布、スポンジ塗布等が挙げられる。
【0031】
なお、本発明では、塗布したイソシアネート化合物を接触させ、含浸させた後、ブレード部材の当接部表面に残留したイソシアネート化合物を除去するための拭き取り等は施さない。そのため、イソシアネート化合物を含浸させた部分の表面の平滑性を損なわないためには、非接触式の塗布方法が好ましい。また、塗布後の表面性を出すためにエアーブロー等を施して、塗布したイソシアネート化合物をレベリングしてもよい。
【0032】
イソシアネート化合物は、そのまま用いても、溶剤等で希釈して用いてもよい。希釈に用いうる溶剤としては、使用するイソシアネート化合物を溶解するものであれば特に限定されるものではなく、例えば、トルエン、キシレン、酢酸ブチル、メチルイソブチルケトン、メチルエチルケトンなどを使用できる。
【0033】
また、イソシアネート化合物(イソシアネート化合物を溶剤等で希釈した溶液を含む)を塗布した部分の表面性を損なわないために、イソシアネート化合物塗布液は、少量で均一に塗布するために、粘度が100mPa・s以下であることが好ましい。該粘度が100mPa・sより高い場合は、粘度が高すぎて、ブレード部材表面に塗布された液のレベリング性が悪く、塗布した部分の表面が凹凸となったり、イソシアネート化合物処理量の不均一となったりする。すなわち、表面の凸凹や硬度の不均一等により、像担持体への当接が均一にならないため、クリーニング不良の原因となりやすい。
【0034】
また、未処理のブレード部材に対するイソシアネート化合物(イソシアネート化合物を溶剤等で希釈した溶液を含む)の接触角は2°以上50°以下が好ましい。接触角が2°未満の場合、イソシアネート化合物が大きく拡散し、必要な量を塗布できないという弊害があり、接触角が50°以上では、イソシアナート化合物が十分に拡がらず、必要量を均一に塗布することが困難となり表面性が低下する。
【0035】
図1および図2に本発明の電子写真装置用クリーニングブレードの例を示している。なお、図1はクリーニングブレードの構成を示す概略図である。また、図2は、ブレード部材にイソシアネート化合物を含浸させるパターンの例を示した断面図である。
【0036】
ブレード部材にイソシアネート化合物を含浸させる領域は、少なくとも電子写真装置用クリーニングブレードと像担持体が当接するエッジ部分4を含む領域であればよい。
【0037】
また、イソシアネート化合物を含浸させた後のブレード部材の表面性については、十点平均粗さRzjis(JIS B0601;2001)で5.0μm以下であることが好ましい。これは、Rzjisが5.0μmよりも大きいと、像担持体へのブレード部材の当接が均一にならず、トナーのすり抜けが起こり易くなってしまうためである。
【0038】
ブレード部材のイソシアネート化合物を含浸させた、像担持体への当接部表面における摩擦係数は、2.0以下であることが好ましい。これは、2.0より大きい場合、像担持体に対する滑り性が不十分となり、ブレード先端がめくれ易くなってしまうためである。
【0039】
本発明において、ブレード部材の構成材料である熱硬化性ポリウレタンエラストマーは、主にポリイソシアネート、高分子量ポリオール、二官能、三官能などの低分子量ポリオールである鎖延長剤、触媒からなっている。以下に、これらの構成要素について詳細に説明する。
【0040】
上記ポリイソシアネートとしては、例えば、以下のものを使用することができる。4,4’−ジフェニルメタンジイソシアネート(MDI)、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、キシレンジイソシアネート(XDI)、1,5−ナフチレンジイソシアネート(1,5−NDI)、p−フェニレンジイソシアネート(PPDI)、ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、4,4′−ジシクロヘキシルメタンジイソシアネート(水添MDI)、テトラメチルキシレンジイソシアネート(TMXDI)、カルボジイミド変性MDI、ポリメチレンフェニルポリイソシアネート(PAPI)等。これらの中では、機械的特性が優れているので、MDIを用いることが好ましい。
【0041】
上記高分子量ポリオールとしては、ポリエステルポリオール、ポリエーテルポリオール、カプロラクトンエステルポリオール、ポリカーボネートエステルポリオール、シリコーンポリオール等を挙げることができる。これらは単独で用いても、二種以上組み合わせて使用してもよい。複数のものを混合して用いても良い。これらポリオール全体の数平均分子量は、1500〜4000であるのが好ましい。これは、1500以上であれば、得られるウレタンエラストマーの硬度や物性が良好であり、また成型性の観点から4000以下であれば、プレポリマーの粘度が適当となるため好ましい。
【0042】
上記鎖延長剤としては、ポリウレタンエラストマー鎖を延長可能なものであって、例えばグリコールが使用される。このようなグリコールとしては、例えば、以下のものを挙げることができる。エチレングリコール(EG)、ジエチレングリコール(DEG)、プロピレングリコール(PG)、ジプロピレングリコール(DPG)、1,4−ブタンジオール(1,4−BD)、1,6−ヘキサンジオール(1,6−HD)、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、キシリレングリコール(テレフタリルアルコール)、トリエチレングリコール等。また、上記グリコールの他に、その他の多価アルコールも使用でき、例えば、トリメチロールプロパン、グリセリン、ペンタエリスリトール、ソルビトール等を挙あげることができる。これらは単独でもしくは2種以上併せて用いうる。
【0043】
上記触媒としては、一般的に用いられるポリウレタンエラストマー硬化用の触媒を使用することができ、例えば、三級アミン触媒が挙げられ、具体的には、以下のものを例示できる。ジメチルエタノールアミン、N,N,N‘−トリメチルアミノプロピルエタノールアミン等のアミノアルコール;トリエチルアミン等のトリアルキルアミン;N,N,N’N’−テトラメチル−1,3−ブタンジアミン等のテトラアルキルジアミン;トリエチレンジアミン、ピペラジン系化合物、トリアジン系化合物等。また、酢酸カリウム、オクチル酸カリウムアルカリなどの金属の有機酸塩も用いうる。さらに、通常、ウレタン化に用いられる金属触媒、例えば、ジブチル錫ジラウレートなども使用可能である。これらは単独で用いても、二種以上組み合わせて使用してもよい。
【0044】
必要に応じて、さらに、顔料、可塑剤、防水剤、酸化防止剤、紫外線吸収剤、光安定剤等の添加剤を配合することができる。
【0045】
支持部材およびブレード部材等の形状は、特に限定されず、使用目的に適した形状とすればよい。
【0046】
例えば、クリーニングブレード用金型内に支持部材を配置した後、上記熱硬化性ポリウレタンエラストマー原料組成物を上記金型内に注入し、加熱して反応硬化させる。これによりブレード部材1と支持部材2とが一体化した、図1(a)に示したような本発明のクリーニングブレードを得ることができる。この時、支持部材2のブレード部材1との接合部には予め、接着剤を塗布しておくことが好ましい。
【0047】
また、熱硬化性ポリウレタンエラストマーのシートを別途成型した後、短冊状にカットしてブレード部材1とし、これを接着剤等により支持部材2に接着することによって、例えば、図1(b)に示したようなクリーニングブレードとすることもできる。なお、図1(b)において、3は接着剤層である。
【0048】
支持部材は、構成する材料については特に限定されず、金属、樹脂、より具体的には、鋼板、ステンレス鋼板、亜鉛メッキクロメート皮膜鋼板、クロムフリー鋼板等の金属材料、6−ナイロン、6,6−ナイロン等の樹脂材料から作製することができる。
【0049】
また、支持部材2とブレード部材1との接合方法は、特に限定されず、公知の方法から適したものを選択すればよい。例えば、フェノール樹脂等の接着剤を用いて接着する方法を挙げることができる。
【0050】
イソシアネート化合物を塗布する際のブレード部材の状態としては、ブレード部材単体の状態でも良く、ブレード部材が支持部材に接合された状態であっても構わない。また、クリーニングブレードの像担持体へ当接させるエッジを出すための切断をする前に、ブレード部材の当接部に相当する部分にイソシアネート化合物を含浸させ、反応した後、エッジ部を切断することもできる。なお、この切断も接合前のブレード部材で行っても、ブレードとした後であってもかまわない。
【実施例】
【0051】
以下、実施例を挙げて本発明を説明するが、本発明はこれら実施例により何ら限定されるものではない。
【0052】
まず、以下の実施例、比較例で原料として、下記のものを用いた。例示した以外のものは、試薬または工業薬品を用いた。
【0053】
・クリーニングブレード用支持部材
クリーニングブレード用支持部材として、厚み1mm鉄製のシートを打ち抜き、折り曲げて図1(a)の2として示すような形状で作製したホルダーを用いた。なお、このホルダーは、ブレード部材が貼着される箇所にポリウレタン樹脂接着用の接着剤(ケムロック219(商品名)、ロード・コーポレーション社製)が塗布されている。
【0054】
・ブレード部材用原料
MDI:4,4’−ジフェニルメタンジイソシアネート(商品名;ミリオネートMT、日本ポリウレタン工業式会社製)
PBA:数平均分子量2500のポリブチレンアジペートポリエステルポリオール
PHA:数平均分子量1000のポリヘキシレンアジペートポリエステルポリオール
14BD:1,4−ブタンジオール
TMP:トリメチロールプロパン
触媒A:DABCO P15(商品名、エアープロダクツジャパン株式会社製、酢酸カリウムのEG溶液)
触媒B:N,N−ジメチルアミノヘキサノール(商品名;カオーライザーNo.25、花王株式会社製)
【0055】
・ブレード部材含浸用イソシアネート化合物
MDI:上記
変性MDI:カルボジイミド変性MDI(商品名;ミリオネートMTL、日本ポリウレタン工業株式会社製)
ポリメリックMDI:ポリメリックMDI(商品名;MR400、日本ポリウレタン工業株式会社製)
プレポリマー:NCO含有量が15.0wt%であるプレポリマー(商品名:コロネート2041、日本ポリウレタン工業株式会社製)
【0056】
製造例1(含浸用クリーニングブレードの作製)
MDI 326.3gおよびPBA 673.7gを80℃で3時間反応させ、NCO%8.50%のプレポリマーを得た。このプレポリマーに、PHA 150.8gに14BD 26.2g、TMP 21.4g、触媒A 0.07gおよび触媒B 0.28gを加えた硬化剤198.4gを混合してブレード部材用ポリウレタンエラストマー原料組成物を調製した。これを、上記支持部材を接着剤塗布箇所がキャビティ内に突出した状態で配置したクリーニングブレード用成形金型に注入し、130℃で2分間硬化させ、その後脱型して、イソシアネート化合物含浸前のクリーニングブレードを得た。なお、ブレード部材のブレード自由長方向11、ブレード厚み方向12およびブレード長手方向13はそれぞれ240mm、15mm(像担持体当接部先端で)、2.0mmであった。
【0057】
(実施例1)
上記で作成したイソシアネート化合物含浸前のクリーニングブレードのブレード部材の像担持体当接部表面に当接端から5mmの幅でイソシアネート化合物として変性MDIを25℃環境下で塗布含浸し、23℃/55RH%環境下で3時間放置し熟成した。その後、さらに像担持体へのブレード部材の当接部のエッジ性を出すために2mmを切り取り、図1(a)に示すようにイソシアネート化合物処理をした電子写真装置用クリーニングブレードを作製した。なお、ソシアネート化合物の塗布量からイソシアネートのモル数を算出し、単位面積当たりのイソシアネート基濃度を算出したところ、41.7×10−5mmol/mm2であった。
【0058】
得られたクリーニングブレードは以下の方法によって評価した。なお、得られた結果は表1にまとめた。
【0059】
<窒素濃度の測定>
窒素濃度の測定には、株式会社島津製作所製の電子線マイクロアナライザーEPMA−1610(商品名)を用いた。測定試料として、ブレードを23℃/55RH%環境で24時間熟成させた後、ブレード部材のイソシアネート化合物を含浸させた箇所を表面に垂直な厚み方向に切断し、断面をカーボン蒸着したものを用いた。また、測定条件は、加速電圧が15kV、照射電流が100nA、測定ピッチは0.1μmであった。
【0060】
表面から内側の窒素濃度を測定した結果、窒素濃度は以下のようになった。
当接部の表面での窒素濃度N0:10.5wt%。
垂直な厚み方向の内側に向かって深さ5μmの位置の窒素濃度N5:4.1wt%。
当接部の表面に垂直な厚み方向の内側で窒素濃度の変化がなくなる深さにおける窒素濃度Ne:1.3wt%。
窒素濃度の変化量Δ1=N0−N5=6.4wt%、Δ2=N5−Ne=2.8wt%。
【0061】
<液粘度>
イソシアネート化合物の粘度は、株式会社エー・アンド・デイ製の粘度計「SV型粘度計SV−10」(商品名)を用い、25℃環境で測定した。その結果、本実施例で用いたイソシアネート化合物の粘度は76mPa・sであった。
【0062】
<接触角>
未処理のブレード部材に対するイソシアネート化合物の接触角は、協和界面科学株式会社製の接触角計CA−X型(商品名)を用い、25℃環境下においてイソシアネート化合物1.0μLの液滴をブレード部材に接触させたときの値を測定した。その結果、本実施例で用いたイソシアネート化合物のブレード部材に対する接触角は44°であった。
【0063】
<ブレード部材の硬度(国際ゴム硬さ(IRHD))>
ブレード部材のイソシアネート化合物の含浸前後の硬度は、上記でブレード部材を作成すると同じ条件で作製した厚み2mmのポリウレタンエラストマーシートのイソシアネート化合物の非含浸箇所と含浸箇所を、それぞれ測定することによった。硬度測定にはウォーレス(H.W.WALLACE)社製の硬度計を用い、JIS K6253に基づいて、国際ゴム硬さ(IRHD)を測定した。なお、測定に際して、予め23℃/55%RH環境下にて測定用シートを48h熟成させた。測定の結果、本実施例のブレード部材の硬度は、含浸前72.3IRHD、含浸後73.4IRDHであった。すなわち、Ha73.4IRHD、Hb72.3IRHDであり、その差(Ha−Hb)は1.1IRHDであった。
【0064】
<表面性の確認>
表面性は、十点平均粗さRzjis(JIS B0601;2001)にて確認した。該十点平均粗さの測定には、株式会社小坂研究所製の表面粗さ測定機サーフコーダSE3500(商品名)を用いた。測定条件は、測定長2.5mm、測定スピード0.1mm/sec、カットオフ0.8mmとした。その結果、本実施例のブレード部材の像担持体への当接部の表面性は、Rzjis0.6μmであった。
【0065】
<摩擦係数>
ブレード部材の像担持体への当接部表面の摩擦係数は、新東科学株式会社製のHEIDON表面性試験機(商品名)を用いて測定した。ただし、測定は、実施例に示したクリーニングブレードの作製と同条件で作製した厚さ2mmのポリウレタンエラストマーシートを、シート作製後、23℃×55%環境で48時間熟成させたものによった。測定条件は0.1kgの荷重を加えたステンレス製ボール圧子をシートに接触させ、ボール圧子の移動を50mm/分とした。本実施例のブレード部材の当接部表面の摩擦係数は0.5であった。
【0066】
<めくれの確認(クリーニング性)>
上記で作製したクリーニングブレードを、キヤノン株式会社製のレーザービームプリンタ(商品名:キヤノンLBP7700)に組み込み、常温環境下で、1万枚の耐久試験を行い、終了後のブレードおよび耐久出力図面の目視観察から、めくれを下記にて評価した。
○:ブレードめくれやクリーニング不良の発生がない。
△:軽微のクリーニング不良の発生はあるが問題ないレベルである。
×:ブレードがめくれた場合やクリーニング不良が発生した。
本実施例のクリーニングブレードでは、ブレードめくれおよびクリーニング不良共に発生せず、評価は「○」であった。
【0067】
(実施例2)
イソシアネート化合物をイソシアネート化合物濃度が50wt%となるように溶剤MIBKで希釈し、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、5.6×10−5mmol/mm2であった。 また、イソシアネート化合物の溶液の粘度は4mPa・sであり、未処理のブレード部材に対する接触角は27°であった。
【0068】
ブレード部材の窒素濃度は以下の通りであった。
N0:7.2wt%、N5:3.3wt%、Ne:1.3wt%。
Δ1=N0−N5=3.9wt%、Δ2=N5−Ne=2.0wt%。
【0069】
ブレード部材の硬度は、処理部Ha72.5IRHD、未処理部Hb72.0IRHD、その差は0.5IRHDであり、処理部の粗さRzjisは0.8μm、摩擦係数は0.5であった。さらに、実機評価の結果、めくれ、クリーニング不良共に発生せず、評価「○」であった。
【0070】
(実施例3)
イソシアネート化合物をイソシアネート化合物濃度が33wt%となるように溶剤MIBKで希釈し、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、1.9×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は1.7mPa・sであり、未処理のブレード部材に対する接触角は23°であった。
【0071】
ブレード部材の窒素濃度は以下の通りであった。
N0:4.5wt%、N5:2.0wt%、Ne:1.3wt%。
Δ1=N0−N5=2.5wt%、Δ2=N5−Ne=0.7wt%。
【0072】
ブレード部材の硬度は、処理部Ha、未処理部Hb共に72.0IRHD(差なし)であり、処理部の粗さRzjisは0.8μm、摩擦係数は0.6であった。さらに、実機評価の結果、めくれ、クリーニング不良共に発生せず、評価「○」であった。
【0073】
(実施例4)
接触させるイソシアネート化合物として、MDIを、濃度33wt%となるように溶剤MEKで希釈した溶液を用い、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、2.1×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は1.2mPa・sであり、未処理のブレード部材に対する接触角は6°であった。
【0074】
ブレード部材の窒素濃度は以下の通りであった。
N0:5.5wt%、N5:3.1wt%、Ne:1.3wt%。
Δ1=N0−N5=2.4wt%、Δ2=N5−Ne=1.8wt。
【0075】
ブレード部材の硬度は、処理部72.5IRHD、未処理部72.2IRHD、その差0.3IRHDであり、処理部の粗さRzjisは0.8μm、摩擦係数は0.6であった。また、実機評価の結果、めくれ、クリーニング不良共に発生ぜず、評価「○」であった。
【0076】
(実施例5)
接触させるイソシアネート化合物として、MDIを、濃度50wt%となるように溶剤MEKで希釈した溶液を用い、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、22.1×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は3.8mPa・sであり、未処理のブレード部材に対する接触角は19°であった。
【0077】
ブレード部材の窒素濃度は以下の通りであった。
N0:12.8wt%、N5:5.8wt%、Ne:1.3wt%。
Δ1=N0−N5=7.0wt%、Δ2=N5−Ne=4.5wt%。
【0078】
ブレード部材の硬度は、処理部75.5IRHD、未処理部72.2IRHD、その差は3.3°であり、処理部の粗さRzjisは1.1μm、摩擦係数は0.5であった。また、実機評価の結果、めくれの発生はなかった(○)が、クリーニング不良に問題のないレベルで若干発生し、「△」であった。
【0079】
(実施例6)
イソシアネート化合物をポリメリックMDIとする以外は実施例5と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、59.2×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は98mPa・sであり、未処理のブレード部材に対する接触角は48°であった。
【0080】
ブレード部材の窒素濃度は以下の通りであった。
N0:18.6wt%、N5:5.5wt%、Ne:1.3wt%。
Δ1=N0−N5=13.1wt%、Δ2=N5−Ne=4.2wt%。
【0081】
ブレード部材の硬度は、処理部Ha74.1IRHD、未処理部Hb71.9IRHD、その差は2.2IRHDであり、処理部の粗さRzjisは1.2μm、摩擦係数は0.5であった。また、実機評価の結果、めくれの発生はなかった(○)が、クリーニング不良に問題のないレベルで若干発生し、評価は「△」であった。
【0082】
実施例1〜5においては、ブレード部材は像担持体への当接部の表面における窒素濃度N0が1.5wt%以上であり、窒素濃度の差Δ1がΔ2よりも大きくなっている。そのため、当接部の表面近傍が効率よく高硬度になり十分低摩擦化され、内側のゴム弾性が維持できているので、めくれやクリーニング不良が発生していない。
【0083】
(比較例1)
イソシアネート化合物をイソシアネート化合物濃度が10wt%となるように溶剤MIBKで希釈し、以下実施例1と同様にしてクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、0.9×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は1.2mPa・sであり、未処理のブレード部材に対する接触角は11°であった。
【0084】
ブレード部材の窒素濃度は以下の通りであった。
N0:1.4wt%、N5:1.3wt%、Ne:1.3wt。
Δ1=N0−N5=0.1wt%、Δ2=N5−Ne=0wt%。
【0085】
ブレード部材の硬度は、処理部Ha、未処理部Hb共に72.3IRHD(差なし)であり、処理部の粗さRzjisは0.8μm、摩擦係数は2.1であった。なお、実機評価の結果、耐久中にブレードめくれが発生し、評価を中断したため、めくれは「×」であり、クリーニング不良については評価なしとなった。これは、表面の窒素濃度が低すぎて十分な滑り性が得らなかったため、めくれが発生したものである。
【0086】
(比較例2)
接触させるイソシアネート化合物をポリメリックMDIに変更し、以下実施例1と同様してクリーニングブレードを作製した。このときの単位面積当たりのイソシアネート基濃度は、65.1×10−5mmol/mm2であった。また、イソシアネート化合物の溶液の粘度は155mPa・sであり、未処理のブレード部材に対する接触角は52°であった。
【0087】
ブレード部材の窒素濃度は以下の通りであった。
N0:19.1wt%、N5:13.1wt%、Ne:1.3wt%。
Δ1=N0−N5=6.0wt%、Δ2=N5−Ne=11.8wt%。
【0088】
ブレード部材の硬度は、処理部Haは74.1IRHDであり、未処理部Hbは72.2IRHDであり、処理部の粗さRzjisは5.2μm、摩擦係数は0.8であった。なお、実機評価の結果、めくれの発生はなく「○」であったが、初期からクリーニング不良発生があり、評価は「×」であった。これは、当接部表面の滑り性は確保できているが、イソシアネート化合物の液粘度が高すぎて厚塗りになってしまい、窒素濃度がΔ1よりもΔ2の方が大きくなった。そのために深さ方向のゴム弾性が失われ、また、接触させたイソシアネート化合物の液粘度が高すぎて塗布後の表面性が悪く、感光ドラムへの当接が均一ではなくなり、トナーのすり抜けが発生してクリーニング不良となった。
【0089】
(比較例3)
実施例1において、イソシアネート化合物を塗布が単位面積当たりのイソシアネート基濃度57.2×10−5mmol/mm2となるように増やして、クリーニングブレードを作製した。
【0090】
このときのブレード部材の窒素濃度は以下の通りであった。
N0:22.0wt%、N5:18.2wt%、Ne:1.3wt%。
Δ1=N0−N5=3.8wt%、Δ2=N5−Ne=16.9%。
【0091】
ブレード部材の硬度は、処理部Ha75.5IRHDであり、未処理部Hb72.2IRHDであった。また、その差Ha−Hbは3.3IRHDであった。さらに、処理部の摩擦係数は0.9と良好であったが、粗さRzjisが2.6μmと大きかった。なお、実機評価の結果、めくれの発生はなく、「○」であったが、クリーニング不良についてはトナーのすり抜けによる画像不良が発生し「×」であった。これは、単位面積当たりのイソシアネート基濃度が高すぎて、当接部の内深くまで窒素濃度の高い領域が多くなり、ブレード部材としてゴム弾性が低下してしまったために、クリーニング性が低下した。
【0092】
(比較例4)
イソシアネート化合物を含浸させた後に、酢酸ブチル(酢ブチ)を染み込ませたスポンジで含浸処理面を拭き、その後熟成した以外は実施例1と同様にして、クリーニングブレードを作製した。塗布した単位面積当たりのイソシアネート基濃度は、41.7×10−5mmol/mm2であった。
【0093】
このときのブレード部材の窒素濃度は以下の通りであった。
N0:5.0wt%、N5:4.5wt%、Ne:1.3wt%。
Δ1=N0−N5=0.5wt%、Δ2=N5−Ne=3.2wt%。
【0094】
ブレード部材の硬度は、処理部Ha75.2IRHD、未処理部Hb72.1IRHDであった。また、処理部の粗さRzjisは0.8μm、摩擦係数は0.8といずれも良好であった。そのため、実機評価では、めくれの発生はなく「○」であったが、クリーニング不良についてはトナーのすり抜けによる画像不良が発生し「×」であった。これは、イソシアネート化合物を含浸させた後に拭いたので、表面の滑り性が十分なレベルであっても、表面より深いところでのイソシアネート化合物処理量が多くなって、表面に比してゴム弾性が失われ、クリーニング性が低下してしまったためである。
【0095】
(比較例5)
イソシアネート化合物として、NCO含有量が15.0%であるプレポリマーを酢酸ブチル(酢ブチ)に溶解し、粘度100mPa・sにしたものを用い、塗布後50℃で3時間処理した以外、実施例1と同様にしてクリーニングブレードを作製した。なお、この塗布液の未処理のブレード部材に対する接触角は28°であった。また、ポリウレタンエラストマー層へのプレポリマーの含浸は殆どみられず、表面にプレポリマー自体が厚み8μmで堆積硬化した層が形成されていた。
【0096】
なお、ブレード部材の窒素濃度は以下の通りであった。
N0:5.0wt%、N5:5.0wt%、Ne:1.3wt%。
Δ1=N0−N5=0.0wt%、Δ2=N5−Ne=5.0%。
【0097】
ブレード部材の硬度は、処理部Ha74.9IRHD、未処理部Hb72.0IDHDであった。また、処理部の粗さRzjisは1.3μm、摩擦係数は0.8であった。なお、実機評価の結果、めくれの発生はなく「○」であったが、クリーニング不良については、耐久途中でコート部に剥がれが発生したため、評価を中断したので、未評価となっている。これは、ブレード部材の、像担持体との当接部が異なる特性の2つのものから構成されているため、窒素濃度は連続的に変化する構造ではなく、当接させたときの挙動がそれぞれ異なり、摺擦を繰り返すことでコート部に剥がれが生じたものである。
【0098】
以上の実施例、比較例の結果を、表1にまとめた。
【0099】
【表1】
【産業上の利用可能性】
【0100】
本発明に係る電子写真装置用クリーニングブレードは、例えば、複写機、レーザービームプリンタ、LEDプリンタ、電子写真製版システムなどの電子写真技術を応用した電子写真装置のクリーニングブレードとして有用である。
【符号の説明】
【0101】
1 ブレード部材
2 支持部材
3 接着剤層
4 像担持体当接部(エッジ)
5 イソシアネート化合物の含浸部
11 ブレード自由長方向
12 ブレード厚み方向
13 ブレード長手方向
【特許請求の範囲】
【請求項1】
熱硬化性ポリウレタンエラストマー製のブレード部材を支持部材に接合した、電子写真装置の像担持体に当接して残留トナーを除去するための電子写真装置用クリーニングブレードであって、
該ブレード部材は、像担持体との当接部の窒素濃度が内側から表面に向かって逓増しており、該当接部の表面での窒素濃度N0が1.5wt%以上、20.0wt%以下であり、該当接部の表面に垂直な厚み方向の内側で窒素濃度の変化がなくなる深さにおける窒素濃度Neが0.7wt%以上10wt%以下であり、かつ、該垂直な厚み方向の内側に向って深さ5μmの位置の窒素濃度をN5としたときの窒素濃度の変化量Δ1=N0−N5およびΔ2=N5−Neの関係がΔ1>Δ2であることを特徴とする電子写真装置用クリーニングブレード。
【請求項2】
前記ブレード部材の像担持体との当接部における硬度をHa、前記窒素濃度が内側から表面に向かって逓増していない部分の硬度をHbとしたとき、0≦Ha−Hb≦2.0(IRHD)であることを特徴とする請求項1に記載の電子写真装置用クリーニングブレード。
【請求項3】
請求項1または2の電子写真装置用クリーニングブレードの製造方法であって、
前記熱硬化性ポリウレタンエラストマー製のブレード部材の像担持体との当接部の表面にイソシアネート化合物を、イソシアネート基濃度が1.0×10−5mmol/mm2以上50.0×10−5mmol/mm2以下となる量で接触し、ブレード部材の内側へ含浸させることを特徴とする電子写真装置用クリーニングブレードの製造方法。
【請求項4】
前記イソシアネート化合物をブレード部材に接触させて含浸させた後は、表面に残留している該イソシアネート化合物を除去しないままとすることを特徴とする請求項3に記載の電子写真装置用クリーニングブレードの製造方法。
【請求項1】
熱硬化性ポリウレタンエラストマー製のブレード部材を支持部材に接合した、電子写真装置の像担持体に当接して残留トナーを除去するための電子写真装置用クリーニングブレードであって、
該ブレード部材は、像担持体との当接部の窒素濃度が内側から表面に向かって逓増しており、該当接部の表面での窒素濃度N0が1.5wt%以上、20.0wt%以下であり、該当接部の表面に垂直な厚み方向の内側で窒素濃度の変化がなくなる深さにおける窒素濃度Neが0.7wt%以上10wt%以下であり、かつ、該垂直な厚み方向の内側に向って深さ5μmの位置の窒素濃度をN5としたときの窒素濃度の変化量Δ1=N0−N5およびΔ2=N5−Neの関係がΔ1>Δ2であることを特徴とする電子写真装置用クリーニングブレード。
【請求項2】
前記ブレード部材の像担持体との当接部における硬度をHa、前記窒素濃度が内側から表面に向かって逓増していない部分の硬度をHbとしたとき、0≦Ha−Hb≦2.0(IRHD)であることを特徴とする請求項1に記載の電子写真装置用クリーニングブレード。
【請求項3】
請求項1または2の電子写真装置用クリーニングブレードの製造方法であって、
前記熱硬化性ポリウレタンエラストマー製のブレード部材の像担持体との当接部の表面にイソシアネート化合物を、イソシアネート基濃度が1.0×10−5mmol/mm2以上50.0×10−5mmol/mm2以下となる量で接触し、ブレード部材の内側へ含浸させることを特徴とする電子写真装置用クリーニングブレードの製造方法。
【請求項4】
前記イソシアネート化合物をブレード部材に接触させて含浸させた後は、表面に残留している該イソシアネート化合物を除去しないままとすることを特徴とする請求項3に記載の電子写真装置用クリーニングブレードの製造方法。
【図2】

【図1】
【図1】
【公開番号】特開2012−137516(P2012−137516A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−287891(P2010−287891)
【出願日】平成22年12月24日(2010.12.24)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月24日(2010.12.24)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]