
電子写真装置用ベルト
【課題】 電子写真装置に使用される無端ベルト表面に離型剤の塗りムラが転写されることなく、かつ短時間で無端ベルトを金型より離型することで、その生産性を向上できる電子写真装置用ベルトを提供する。
【解決手段】 ポリアミドイミドの単層構造体に0.01〜10質量%のシリコーン成分からなる離型剤を内添する。成形直後のポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の高い濃度で離型剤のシリコーン成分が存在させる。
【解決手段】 ポリアミドイミドの単層構造体に0.01〜10質量%のシリコーン成分からなる離型剤を内添する。成形直後のポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の高い濃度で離型剤のシリコーン成分が存在させる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電子写真式の複写機やレーザプリンタ等に使用される無端ベルトに関し、より詳しくは、電子写真装置の感光体周辺に配置される転写ベルト、搬送ベルト、現像ベルト、定着ベルト等の各種無端ベルトに関するものである。
【背景技術】
【0002】
従来から、電子写真装置の感光体周辺に配置される各種無端ベルトを製造するには、回転する円筒形の金型の内周面に高分子材料溶液を噴射乃至吐出塗布して、その高分子材料溶液を一定の厚みに調整したものを乾燥させて無端ベルトの一次成形品を製作するといった、いわゆる遠心成形方法が採用されている。そして、この無端ベルトの一次成形品を加熱、冷却した後、所定の寸法に切断して、電子写真装置に組み込むための無端ベルトを完成している。
【0003】
そこで、無端ベルトの一次成形品を円筒形の金型から取り出す際に、金型からの脱型を容易にするために、予め金型の内周面に離型剤を塗布することが一般に行われている。従来から汎用されている離型剤としては、有機溶剤、例えば、石油系溶剤やフロン系溶剤にワックスやシリコーンオイル、又は、フッ素系化合物を配合した、いわゆる、溶剤型の離型剤が用いられている。しかしながら、溶剤型の離型剤の場合には、溶剤に起因する臭気による作業性の低下の他、環境や人体に悪影響を与えるという点で問題があった。
【0004】
また、離型剤中に含まれる離型成分を多くすると、離型効果は向上するものの、溶剤で十分に希釈しないと粘度が高くなり、均一な膜を生成するには、ぼろ切れ等で十分伸ばす必要があるため、塗りムラが発生し、作業性にも問題があった。また、その場合、無端ベルト表面に離型剤の塗りムラが転写されてしまう問題があり、無端ベルトの外観が損なわれると同時に無端ベルト表面の表面輝度ムラを生ずることで、電子写真装置に取り付けられている無端ベルト表面の光の反射とトナー表面の光の反射量から印字濃度を制御する光学式濃度センサの誤動作にも結びついていた。特に、シリコーンオイルを用いる場合に、このことは顕著であった(特許文献1を参照のこと)。
【0005】
また、離型剤をまったく使用しない場合には、無端ベルトを金型から離型できないか、又は離型に長時間を要することで、生産性が低下するといった問題があった。以上ようなの理由で、従来の無端ベルトの成形における離型剤の塗布量は、塗りムラと離型時間において、両者が妥協できる範囲で調整していた。
【特許文献1】特開2002−240062号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、この発明は、電子写真装置に使用される無端ベルト表面に離型剤の塗りムラが転写されることなく、かつ短時間で無端ベルトを金型より離型することで、その生産性を向上できる電子写真装置用ベルトを提供することを課題としている。
【課題を解決するための手段】
【0007】
以上のような課題を実現するため、請求項1に係る電子写真装置用ベルトは、ポリアミドイミドの単層構造体にシリコーン成分からなる離型剤を内添していることを特徴としている。
【0008】
請求項2に係る発明は、請求項1に記載の構成に加えて、成形直後の前記ポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の高い濃度で前記離型剤のシリコーン成分が存在することを特徴としている。ここで、電子写真装置用ベルトの金型からの離型性を考慮した場合には、電子写真装置用ベルトの内部のシリコーン成分の濃度に対するその表面のシリコーン成分の濃度の差は大きい程よいが、後述する発明者が行った実験によれば、実際には2〜5倍の濃度差があると良好であり、ポリアミドイミド樹脂と離型剤との混合バランスからして5倍が上限であるといえる。
【0009】
請求項3に係る発明は、請求項1又は2に記載の構成に加えて、前記シリコーン成分が、ポリアミドイミド単層構造体の0.01〜10質量%添加されていることを特徴としている。
【発明の効果】
【0010】
この発明は、以上のような構成であるから、請求項1に係る発明によれば、ポリアミドイミドの単層構造体にシリコーン成分からなる離型剤を内添しているので、ポリアミドイミドポリマーと相溶し難いシリコーンの離型成分が、硬化時に特別の操作をしなくても無端ベルトの表面に移行することで、表面における離型成分であるシリコーン成分の濃度が無端ベルトの内部の濃度より高くなるから、無端ベルトが金型から容易に離型できることになり、その生産性が向上する。さらに、無端ベルトが金型から容易に離型できることから、金型の内周面に塗布する離型剤を最小限の量に抑えることができるので、離型剤の塗布ムラが生じることがなく、離型剤の塗布ムラが無端ベルト表面に転写されることもなくなり、無端ベルト表面の表面輝度ムラを生ずることで、無端ベルト表面の光の反射とトナー表面の光の反射量から印字濃度を制御する光学式濃度センサの誤動作が発生することもなくなる。
【0011】
請求項2に係る発明によれば、成形直後のポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の濃度で離型剤のシリコーン成分が存在するので、請求項1に係る発明の効果に加え、金型からの無端ベルトの離型性を向上させるだけでなく、ポリアミドイミドの機械的特性の低下を抑えて、必要とする機械的強度が確保された無端ベルトがより確実に得られる。
【0012】
請求項3に係る発明によれば、シリコーン成分が、ポリアミドイミド単層構造体の0.01〜10質量%添加されているので、請求項1又は2に係る発明の効果に加えて、高価な離型成分であるシリコーン成分の使用量を限定することで、コストを抑えながらも十分な離型性を得ることができる。
【発明を実施するための最良の形態】
【0013】
以下、この発明の実施の形態について図面に従って説明する。
【0014】
この発明の実施の形態における電子写真装置に使用する無端ベルトを製造する場合には、図1に示すように、ホッパ1に収納されているポリアミドイミド溶液にカーボンブラックを混合したポリアミドイミド−カーボンブラック混合溶液2を、供給装置3に設けた吐出ノズル4によって、成形装置5に備えられた回転する円筒形の金型6内の長手方向一端部から他端部にかけて所定の吐出圧力で連続して垂らしながら吐出塗布し、図示しない外部ヒータで所定の温度に加熱した金型6の内周面にポリアミドイミド−カーボンブラック混合溶液2が所定の厚みで形成されるようレベリングして、金型6を継続加熱してポリアミドイミド−カーボンブラック混合溶液2の粘度低減や溶剤の蒸発を促進する。
【0015】
そして、金型6を所定時間加熱したら、成形装置5を停止させて金型6を成形装置5から取り外し、金型6を乾燥機にセットして残留溶剤を蒸発・乾燥させ、乾燥機から金型6を取り外して室温で空冷する。すると、金型6と遠心成形された無端ベルト7の熱膨張差により、金型6の内周面から無端ベルト7が自然に剥離して脱型する。脱型した無端ベルト7の両端部をそれぞれ所定の寸法で切断すれば、可撓性を有する円筒形で所定の均一な厚みの無端ベルト7の完成品を得ることができる。
【0016】
ところで、無端ベルト7の生産現場では、成形工程→離型工程→成形工程の生産サイクルを極力短縮することが好ましく、離型に要する時間が長くなるに連れ、離型待ちの金型6が大量に滞留することになるため、実用的には120分以下で離型することが好ましい。詳細は実施例で説明するが、この発明では金型6から無端ベルト7の離型には成型温度の80℃から室温に冷却する際の金型6と、無端ベルト7の熱収縮率の差を利用しており、80℃から室温への冷却は常温常湿環境で行う場合、約30分を要することから、この冷却時間の30分以内で離型することが最も好ましい。
【0017】
離型成分であるシリコーンの無端ベルト表面への移行をより効果的に行うためには、無変性のシリコーンオイル又は末端アミノ変性シリコーンオイルであることが望ましい。ポリエーテル変性シリコーンオイル、ポリエステル変性シリコーンオイル等では、ポリアミドイミドポリマーとシリコーン成分が相溶し易くなり、離型成分であるシリコーン成分が充分に無端ベルト表面に移行しないため、金型との離型性を得るためにシリコーン成分を多く添加しなければならないことになる。ポリアミドイミドと相溶し易いシリコーンオイルを用いた場合は、ポリアミドイミド単層構造体中にシリコーンオイルが吸収され、ポリアミドイミドと金型との界面の存在比率が低くなり、結果として、離型性が低下する。また、ポリアミドイミドと相溶し難い無変性シリコーンオイル又は末端アミノ変性シリコーンオイルを用いた場合には、ポリアミドイミドとシリコーン成分が分離し易く、分離したシリコーン成分がポリアミドイミド層と金型との界面に集まり、効果的に離型性が発揮される。
【0018】
この発明では、ポリアミドイミドに添加されるシリコーン成分は、ポリアミドイミド単層構造体に対し0.01〜10質量%、好ましくは0.01〜5質量%としている。シリコーン成分の添加量が0.01%未満では、離型成分を添加した効果がなく、金型からの離型効果は小さい。また、シリコーン成分の添加量が10%を超えるとポリアミドイミドの引張強度が100Mpa未満となり、耐摩耗性も小さくなり耐久性が悪くなる。一方、シリコーン成分の添加量が5%を超えても金型からの離型性の向上は認められず、シリコーン成分は高価であることを考えると、生産コストを抑える意味で添加量は5%以下が好ましいといえる。なお、成形直後のポリアミドイミドの単層構造体の表面に存在する離型剤のシリコーン成分の濃度が該構造体の内部より2〜5倍大きい濃度とするには、シリコーン成分を含む離型剤の種類を代えることで制御可能である。
【実施例1】
【0019】
以下、この発明に係る無端ベルトの高分子材料溶液、実施例、比較例、及びそれらの評価について説明する。
【0020】
(高分子材料溶液の調整)
【0021】
先ず、トリメリット酸無水物と4,4′−ジアミノジフェニルメタンとの当量をジメチルアセトアミドに溶解し、加熱反応して固形分濃度(実質的全閉環のポリアミドイミド)28質量%の芳香族ポリアミドイミドを調整した。これにジメチルアセトアミドを加え、固形分濃度15質量%、固形分の比重1.2のポリアミドイミド溶液を得た。次いで、カーボンフィラーとして、ジメチルアセトアミドにキャボット社製「Special Black MONARCH120」を15質量%となるよう混合した。そして、ビーズミルで1時間分散処理したカーボンフィラー混合液をポリアミドイミド溶液100質量部に対し、カーボンフィラー混合液を15質量部とポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)を加え、ビーズミルで1時間混合処理してポリアミドイミド−カーボンブラック混合溶液を得た。
【0022】
次に、実施例1に係る無端ベルトの成形方法について説明する。
【0023】
まず、図1に示したように、内面を鏡面加工した金型(内径200mm、外径220mm、長さ400mm)6に蓋(内径170mm、外径220mm)8を嵌合し、この金型6を成形装置7に搭載支持させた。こうして金型6を搭載したら、駆動装置9を駆動しこの駆動装置9によって回転される駆動輪10と従動輪11とによって水平に支持された金型6を1,000rpmの高速で回転させ、供給装置3を回転する金型6に対し適宜移動させて金型6の内周面一端部から他端部にかけてポリアミドイミド−カーボンブラック混合溶液(高分子材料溶液)2を吐出ノズル(直径5mm)4の先端部から吐出圧力0.1kgf/cm2で連続して垂下させながら吐出塗布し、金型6の内周面にポリアミドイミド−カーボンブラック混合溶液2を均一な厚みになるようにレベリングした。この場合のポリアミドイミド−カーボンブラック混合溶液2の供給量は215gである。
【0024】
次いで、熱風温風機により金型6の雰囲気温度を80℃に維持し、ポリアミドイミド−カーボンブラック混合溶液2の粘度低減や溶剤の蒸発を促進させた。80℃の雰囲気温度を30分保ったら、成形装置5を停止させて金型6を取り外し、金型6を180℃のオーブンにセットして残留溶剤を蒸発・乾燥させ、45分後にオーブンから金型6を取り外して室温で空冷した。そして、金型6と無端ベルト7の熱収縮率差を利用して金型6の内周面から無端ベルト7を剥離し、無端ベルト7の一次成形品を得た。
【実施例2】
【0025】
実施例2に係る無端ベルトは、実施例1のポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)に代えて、無変性シリコーンオイル(信越化学工業(株)製、KF−96−1000)を使用した以外は、実施例1と同様にして製作した。
【実施例3】
【0026】
実施例3に係る無端ベルトは、実施例1のポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)に代えて、末端アミノ変性シリコーンオイル(信越化学工業(株)製、KF−8010)を使用した以外は、実施例1と同様にして製作した。
(比較例1)
【0027】
比較例1に係る無端ベルトは、ポリアミドイミドにシリコーン成分の離型剤を内添しない場合であって、金型にも離型剤を塗布せず、他の成形条件は実施例1と同様とした。
(比較例2)
【0028】
比較例2に係る無端ベルトは、ポリアミドイミドにシリコーン成分の離型剤を内添しない場合であって、金型には離型剤としてKF−96−1000(商品名、信越化学工業(株)製)を塗布して、他の成形条件は実施例1と同様とした。
(比較例3)
【0029】
比較例3に係る無端ベルトは、実施例1のポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)に代えて、ポリエステル変性シリコーンオイル(ビックケミー社製、BYK−370)を使用した以外は、実施例1と同様にして製作した。
(評価)
【0030】
実施例1乃至3及び比較例1乃至3のそれぞれについて、ポリアミドイミド単層構造体中のシリコーン成分の存在比を確認するため、波長分散型元素分析装置を用いて、ポリアミドイミド単層構造体の断面を表面から裏面にかけてSi元素の線分析を行い、フィルム最表面から10μmの範囲、及びポリアミドイミド層中心部のSi元素のX線強度を得られたチャートのピーク高さの比を測定した。
【0031】
具体的には、それぞれが採用したシリコーン成分の添加量を0.005、0.01、0.1、0.2、0.5、1.0、2.0、5.0、10.0、20.0質量%とした10種類の試料につき、金型から無端ベルトを脱型する際の剥離時間と、シリコーン成分の存在比と、引張強度とを測定した。これらの測定結果に基づいて、剥離時間の良否の判定と引張強度の良否の判定、及びこれらを合わせた総合判定を行った。
【0032】
実施例1乃至3及び比較例1乃至3のそれぞれの試料についての測定結果及び判定結果を表1に示した。表1からわかるように、実施例1乃至3については、シリコーン成分の添加量が0.01、0.1、0.2、0.5、1.0、2.0、5.0、10.0質量%のものが剥離時間が120分以内ということで生産性の点で好ましいと判定し(◎又は○印)、その他のものについては不良(×印)と判定した。引張強度の判定については、実用上の使用に耐え得る引張強度は100Mpa以上という評価基準により、その良否を判定した結果、実施例1のシリコーン成分の添加量が20.0質量%のものと、比較例3のシリコーン成分の添加量が1.0質量%のものとを不良(×印)とし、その他のものについては好ましい(◎又は○印)と判定した。なお、比較例2については、剥離時間と引張強度との両者が好ましいとの判定がなされたが、無端ベルトの表面に剥離剤の塗りムラが認められたため、総合判定では不良(△印)と判定した。
【0033】
【表1】

【0034】
以上の結果、無端ベルトの金型からの剥離時間が120分以内となるという生産性、生産コストの観点と、耐久性の観点から、実用上問題のない無端ベルトを完成するには、ポリアミドイミドに添加されるシリコーン成分は、ポリアミドイミド単層構造体に対し0.01〜10質量%が好ましい範囲であるとの結論を得た。
【図面の簡単な説明】
【0035】
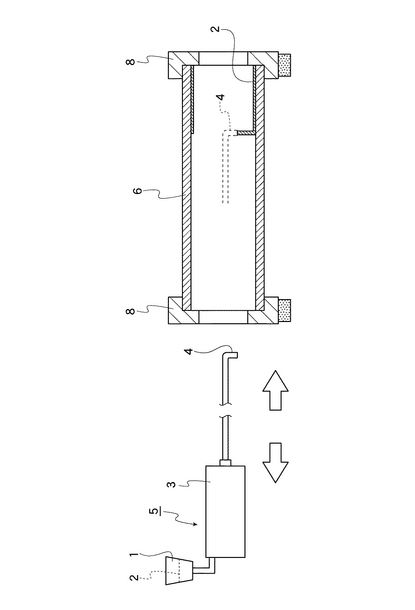
【図1】この発明の実施の形態に係る電子写真装置用ベルトの製造に使用する金型を切断した状態の成形装置を示した概略図である。
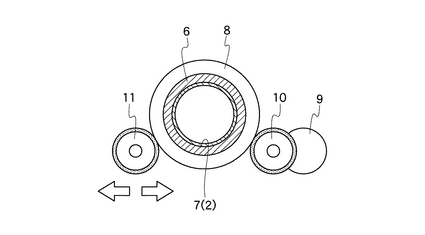
【図2】同実施の形態に係る電子写真装置用ベルトの製造に使用する成形装置の側面を示した概略図である。
【符号の説明】
【0036】
1 ホッパ
2 ポリアミドイミド−カーボンブラック混合溶液(高分子材料溶液)
3 供給装置
4 吐出ノズル
5 成形装置
6 金型
7 無端ベルト
【技術分野】
【0001】
この発明は、電子写真式の複写機やレーザプリンタ等に使用される無端ベルトに関し、より詳しくは、電子写真装置の感光体周辺に配置される転写ベルト、搬送ベルト、現像ベルト、定着ベルト等の各種無端ベルトに関するものである。
【背景技術】
【0002】
従来から、電子写真装置の感光体周辺に配置される各種無端ベルトを製造するには、回転する円筒形の金型の内周面に高分子材料溶液を噴射乃至吐出塗布して、その高分子材料溶液を一定の厚みに調整したものを乾燥させて無端ベルトの一次成形品を製作するといった、いわゆる遠心成形方法が採用されている。そして、この無端ベルトの一次成形品を加熱、冷却した後、所定の寸法に切断して、電子写真装置に組み込むための無端ベルトを完成している。
【0003】
そこで、無端ベルトの一次成形品を円筒形の金型から取り出す際に、金型からの脱型を容易にするために、予め金型の内周面に離型剤を塗布することが一般に行われている。従来から汎用されている離型剤としては、有機溶剤、例えば、石油系溶剤やフロン系溶剤にワックスやシリコーンオイル、又は、フッ素系化合物を配合した、いわゆる、溶剤型の離型剤が用いられている。しかしながら、溶剤型の離型剤の場合には、溶剤に起因する臭気による作業性の低下の他、環境や人体に悪影響を与えるという点で問題があった。
【0004】
また、離型剤中に含まれる離型成分を多くすると、離型効果は向上するものの、溶剤で十分に希釈しないと粘度が高くなり、均一な膜を生成するには、ぼろ切れ等で十分伸ばす必要があるため、塗りムラが発生し、作業性にも問題があった。また、その場合、無端ベルト表面に離型剤の塗りムラが転写されてしまう問題があり、無端ベルトの外観が損なわれると同時に無端ベルト表面の表面輝度ムラを生ずることで、電子写真装置に取り付けられている無端ベルト表面の光の反射とトナー表面の光の反射量から印字濃度を制御する光学式濃度センサの誤動作にも結びついていた。特に、シリコーンオイルを用いる場合に、このことは顕著であった(特許文献1を参照のこと)。
【0005】
また、離型剤をまったく使用しない場合には、無端ベルトを金型から離型できないか、又は離型に長時間を要することで、生産性が低下するといった問題があった。以上ようなの理由で、従来の無端ベルトの成形における離型剤の塗布量は、塗りムラと離型時間において、両者が妥協できる範囲で調整していた。
【特許文献1】特開2002−240062号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、この発明は、電子写真装置に使用される無端ベルト表面に離型剤の塗りムラが転写されることなく、かつ短時間で無端ベルトを金型より離型することで、その生産性を向上できる電子写真装置用ベルトを提供することを課題としている。
【課題を解決するための手段】
【0007】
以上のような課題を実現するため、請求項1に係る電子写真装置用ベルトは、ポリアミドイミドの単層構造体にシリコーン成分からなる離型剤を内添していることを特徴としている。
【0008】
請求項2に係る発明は、請求項1に記載の構成に加えて、成形直後の前記ポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の高い濃度で前記離型剤のシリコーン成分が存在することを特徴としている。ここで、電子写真装置用ベルトの金型からの離型性を考慮した場合には、電子写真装置用ベルトの内部のシリコーン成分の濃度に対するその表面のシリコーン成分の濃度の差は大きい程よいが、後述する発明者が行った実験によれば、実際には2〜5倍の濃度差があると良好であり、ポリアミドイミド樹脂と離型剤との混合バランスからして5倍が上限であるといえる。
【0009】
請求項3に係る発明は、請求項1又は2に記載の構成に加えて、前記シリコーン成分が、ポリアミドイミド単層構造体の0.01〜10質量%添加されていることを特徴としている。
【発明の効果】
【0010】
この発明は、以上のような構成であるから、請求項1に係る発明によれば、ポリアミドイミドの単層構造体にシリコーン成分からなる離型剤を内添しているので、ポリアミドイミドポリマーと相溶し難いシリコーンの離型成分が、硬化時に特別の操作をしなくても無端ベルトの表面に移行することで、表面における離型成分であるシリコーン成分の濃度が無端ベルトの内部の濃度より高くなるから、無端ベルトが金型から容易に離型できることになり、その生産性が向上する。さらに、無端ベルトが金型から容易に離型できることから、金型の内周面に塗布する離型剤を最小限の量に抑えることができるので、離型剤の塗布ムラが生じることがなく、離型剤の塗布ムラが無端ベルト表面に転写されることもなくなり、無端ベルト表面の表面輝度ムラを生ずることで、無端ベルト表面の光の反射とトナー表面の光の反射量から印字濃度を制御する光学式濃度センサの誤動作が発生することもなくなる。
【0011】
請求項2に係る発明によれば、成形直後のポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の濃度で離型剤のシリコーン成分が存在するので、請求項1に係る発明の効果に加え、金型からの無端ベルトの離型性を向上させるだけでなく、ポリアミドイミドの機械的特性の低下を抑えて、必要とする機械的強度が確保された無端ベルトがより確実に得られる。
【0012】
請求項3に係る発明によれば、シリコーン成分が、ポリアミドイミド単層構造体の0.01〜10質量%添加されているので、請求項1又は2に係る発明の効果に加えて、高価な離型成分であるシリコーン成分の使用量を限定することで、コストを抑えながらも十分な離型性を得ることができる。
【発明を実施するための最良の形態】
【0013】
以下、この発明の実施の形態について図面に従って説明する。
【0014】
この発明の実施の形態における電子写真装置に使用する無端ベルトを製造する場合には、図1に示すように、ホッパ1に収納されているポリアミドイミド溶液にカーボンブラックを混合したポリアミドイミド−カーボンブラック混合溶液2を、供給装置3に設けた吐出ノズル4によって、成形装置5に備えられた回転する円筒形の金型6内の長手方向一端部から他端部にかけて所定の吐出圧力で連続して垂らしながら吐出塗布し、図示しない外部ヒータで所定の温度に加熱した金型6の内周面にポリアミドイミド−カーボンブラック混合溶液2が所定の厚みで形成されるようレベリングして、金型6を継続加熱してポリアミドイミド−カーボンブラック混合溶液2の粘度低減や溶剤の蒸発を促進する。
【0015】
そして、金型6を所定時間加熱したら、成形装置5を停止させて金型6を成形装置5から取り外し、金型6を乾燥機にセットして残留溶剤を蒸発・乾燥させ、乾燥機から金型6を取り外して室温で空冷する。すると、金型6と遠心成形された無端ベルト7の熱膨張差により、金型6の内周面から無端ベルト7が自然に剥離して脱型する。脱型した無端ベルト7の両端部をそれぞれ所定の寸法で切断すれば、可撓性を有する円筒形で所定の均一な厚みの無端ベルト7の完成品を得ることができる。
【0016】
ところで、無端ベルト7の生産現場では、成形工程→離型工程→成形工程の生産サイクルを極力短縮することが好ましく、離型に要する時間が長くなるに連れ、離型待ちの金型6が大量に滞留することになるため、実用的には120分以下で離型することが好ましい。詳細は実施例で説明するが、この発明では金型6から無端ベルト7の離型には成型温度の80℃から室温に冷却する際の金型6と、無端ベルト7の熱収縮率の差を利用しており、80℃から室温への冷却は常温常湿環境で行う場合、約30分を要することから、この冷却時間の30分以内で離型することが最も好ましい。
【0017】
離型成分であるシリコーンの無端ベルト表面への移行をより効果的に行うためには、無変性のシリコーンオイル又は末端アミノ変性シリコーンオイルであることが望ましい。ポリエーテル変性シリコーンオイル、ポリエステル変性シリコーンオイル等では、ポリアミドイミドポリマーとシリコーン成分が相溶し易くなり、離型成分であるシリコーン成分が充分に無端ベルト表面に移行しないため、金型との離型性を得るためにシリコーン成分を多く添加しなければならないことになる。ポリアミドイミドと相溶し易いシリコーンオイルを用いた場合は、ポリアミドイミド単層構造体中にシリコーンオイルが吸収され、ポリアミドイミドと金型との界面の存在比率が低くなり、結果として、離型性が低下する。また、ポリアミドイミドと相溶し難い無変性シリコーンオイル又は末端アミノ変性シリコーンオイルを用いた場合には、ポリアミドイミドとシリコーン成分が分離し易く、分離したシリコーン成分がポリアミドイミド層と金型との界面に集まり、効果的に離型性が発揮される。
【0018】
この発明では、ポリアミドイミドに添加されるシリコーン成分は、ポリアミドイミド単層構造体に対し0.01〜10質量%、好ましくは0.01〜5質量%としている。シリコーン成分の添加量が0.01%未満では、離型成分を添加した効果がなく、金型からの離型効果は小さい。また、シリコーン成分の添加量が10%を超えるとポリアミドイミドの引張強度が100Mpa未満となり、耐摩耗性も小さくなり耐久性が悪くなる。一方、シリコーン成分の添加量が5%を超えても金型からの離型性の向上は認められず、シリコーン成分は高価であることを考えると、生産コストを抑える意味で添加量は5%以下が好ましいといえる。なお、成形直後のポリアミドイミドの単層構造体の表面に存在する離型剤のシリコーン成分の濃度が該構造体の内部より2〜5倍大きい濃度とするには、シリコーン成分を含む離型剤の種類を代えることで制御可能である。
【実施例1】
【0019】
以下、この発明に係る無端ベルトの高分子材料溶液、実施例、比較例、及びそれらの評価について説明する。
【0020】
(高分子材料溶液の調整)
【0021】
先ず、トリメリット酸無水物と4,4′−ジアミノジフェニルメタンとの当量をジメチルアセトアミドに溶解し、加熱反応して固形分濃度(実質的全閉環のポリアミドイミド)28質量%の芳香族ポリアミドイミドを調整した。これにジメチルアセトアミドを加え、固形分濃度15質量%、固形分の比重1.2のポリアミドイミド溶液を得た。次いで、カーボンフィラーとして、ジメチルアセトアミドにキャボット社製「Special Black MONARCH120」を15質量%となるよう混合した。そして、ビーズミルで1時間分散処理したカーボンフィラー混合液をポリアミドイミド溶液100質量部に対し、カーボンフィラー混合液を15質量部とポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)を加え、ビーズミルで1時間混合処理してポリアミドイミド−カーボンブラック混合溶液を得た。
【0022】
次に、実施例1に係る無端ベルトの成形方法について説明する。
【0023】
まず、図1に示したように、内面を鏡面加工した金型(内径200mm、外径220mm、長さ400mm)6に蓋(内径170mm、外径220mm)8を嵌合し、この金型6を成形装置7に搭載支持させた。こうして金型6を搭載したら、駆動装置9を駆動しこの駆動装置9によって回転される駆動輪10と従動輪11とによって水平に支持された金型6を1,000rpmの高速で回転させ、供給装置3を回転する金型6に対し適宜移動させて金型6の内周面一端部から他端部にかけてポリアミドイミド−カーボンブラック混合溶液(高分子材料溶液)2を吐出ノズル(直径5mm)4の先端部から吐出圧力0.1kgf/cm2で連続して垂下させながら吐出塗布し、金型6の内周面にポリアミドイミド−カーボンブラック混合溶液2を均一な厚みになるようにレベリングした。この場合のポリアミドイミド−カーボンブラック混合溶液2の供給量は215gである。
【0024】
次いで、熱風温風機により金型6の雰囲気温度を80℃に維持し、ポリアミドイミド−カーボンブラック混合溶液2の粘度低減や溶剤の蒸発を促進させた。80℃の雰囲気温度を30分保ったら、成形装置5を停止させて金型6を取り外し、金型6を180℃のオーブンにセットして残留溶剤を蒸発・乾燥させ、45分後にオーブンから金型6を取り外して室温で空冷した。そして、金型6と無端ベルト7の熱収縮率差を利用して金型6の内周面から無端ベルト7を剥離し、無端ベルト7の一次成形品を得た。
【実施例2】
【0025】
実施例2に係る無端ベルトは、実施例1のポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)に代えて、無変性シリコーンオイル(信越化学工業(株)製、KF−96−1000)を使用した以外は、実施例1と同様にして製作した。
【実施例3】
【0026】
実施例3に係る無端ベルトは、実施例1のポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)に代えて、末端アミノ変性シリコーンオイル(信越化学工業(株)製、KF−8010)を使用した以外は、実施例1と同様にして製作した。
(比較例1)
【0027】
比較例1に係る無端ベルトは、ポリアミドイミドにシリコーン成分の離型剤を内添しない場合であって、金型にも離型剤を塗布せず、他の成形条件は実施例1と同様とした。
(比較例2)
【0028】
比較例2に係る無端ベルトは、ポリアミドイミドにシリコーン成分の離型剤を内添しない場合であって、金型には離型剤としてKF−96−1000(商品名、信越化学工業(株)製)を塗布して、他の成形条件は実施例1と同様とした。
(比較例3)
【0029】
比較例3に係る無端ベルトは、実施例1のポリエーテル変性シリコーンオイル(ダウケミカル社製、ペインタッド19)に代えて、ポリエステル変性シリコーンオイル(ビックケミー社製、BYK−370)を使用した以外は、実施例1と同様にして製作した。
(評価)
【0030】
実施例1乃至3及び比較例1乃至3のそれぞれについて、ポリアミドイミド単層構造体中のシリコーン成分の存在比を確認するため、波長分散型元素分析装置を用いて、ポリアミドイミド単層構造体の断面を表面から裏面にかけてSi元素の線分析を行い、フィルム最表面から10μmの範囲、及びポリアミドイミド層中心部のSi元素のX線強度を得られたチャートのピーク高さの比を測定した。
【0031】
具体的には、それぞれが採用したシリコーン成分の添加量を0.005、0.01、0.1、0.2、0.5、1.0、2.0、5.0、10.0、20.0質量%とした10種類の試料につき、金型から無端ベルトを脱型する際の剥離時間と、シリコーン成分の存在比と、引張強度とを測定した。これらの測定結果に基づいて、剥離時間の良否の判定と引張強度の良否の判定、及びこれらを合わせた総合判定を行った。
【0032】
実施例1乃至3及び比較例1乃至3のそれぞれの試料についての測定結果及び判定結果を表1に示した。表1からわかるように、実施例1乃至3については、シリコーン成分の添加量が0.01、0.1、0.2、0.5、1.0、2.0、5.0、10.0質量%のものが剥離時間が120分以内ということで生産性の点で好ましいと判定し(◎又は○印)、その他のものについては不良(×印)と判定した。引張強度の判定については、実用上の使用に耐え得る引張強度は100Mpa以上という評価基準により、その良否を判定した結果、実施例1のシリコーン成分の添加量が20.0質量%のものと、比較例3のシリコーン成分の添加量が1.0質量%のものとを不良(×印)とし、その他のものについては好ましい(◎又は○印)と判定した。なお、比較例2については、剥離時間と引張強度との両者が好ましいとの判定がなされたが、無端ベルトの表面に剥離剤の塗りムラが認められたため、総合判定では不良(△印)と判定した。
【0033】
【表1】
【0034】
以上の結果、無端ベルトの金型からの剥離時間が120分以内となるという生産性、生産コストの観点と、耐久性の観点から、実用上問題のない無端ベルトを完成するには、ポリアミドイミドに添加されるシリコーン成分は、ポリアミドイミド単層構造体に対し0.01〜10質量%が好ましい範囲であるとの結論を得た。
【図面の簡単な説明】
【0035】
【図1】この発明の実施の形態に係る電子写真装置用ベルトの製造に使用する金型を切断した状態の成形装置を示した概略図である。
【図2】同実施の形態に係る電子写真装置用ベルトの製造に使用する成形装置の側面を示した概略図である。
【符号の説明】
【0036】
1 ホッパ
2 ポリアミドイミド−カーボンブラック混合溶液(高分子材料溶液)
3 供給装置
4 吐出ノズル
5 成形装置
6 金型
7 無端ベルト
【特許請求の範囲】
【請求項1】
ポリアミドイミドの単層構造体にシリコーン成分からなる離型剤を内添していることを特徴とする電子写真装置用ベルト。
【請求項2】
成形直後の前記ポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の高い濃度で前記離型剤のシリコーン成分が存在することを特徴とする請求項1に記載の電子写真装置用ベルト。
【請求項3】
前記シリコーン成分が、ポリアミドイミド単層構造体の0.01〜10質量%添加されていることを特徴とする請求項1又は2に記載の電子写真装置用ベルト。
【請求項1】
ポリアミドイミドの単層構造体にシリコーン成分からなる離型剤を内添していることを特徴とする電子写真装置用ベルト。
【請求項2】
成形直後の前記ポリアミドイミドの単層構造体の表面に、該構造体の内部より2〜5倍の高い濃度で前記離型剤のシリコーン成分が存在することを特徴とする請求項1に記載の電子写真装置用ベルト。
【請求項3】
前記シリコーン成分が、ポリアミドイミド単層構造体の0.01〜10質量%添加されていることを特徴とする請求項1又は2に記載の電子写真装置用ベルト。
【図1】

【図2】
【図2】
【公開番号】特開2006−3764(P2006−3764A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−182054(P2004−182054)
【出願日】平成16年6月21日(2004.6.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月21日(2004.6.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]