
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、携帯電話等の電子機器ハウジングや内部シャーシ用として適した薄肉成形体とその製造方法に関する。
【背景技術】
【0002】
携帯電話等の電子機器ハウジングや内部シャーシは薄肉の成形体からなるものであり、曲げ弾性率が高いことや、耐衝撃性に優れること、吸水による寸法変化が小さいことなどが要求される。
【0003】
特許文献1には、結晶性ポリアミドと非結晶性又は微小結晶性である2種類のポリアミドと、断面が非円形であるガラス繊維を含むポリアミド成形材料に関する発明(請求項1)が記載されており、請求項28には携帯電話機の筺体としての用途が記載されている。
ガラス繊維については段落番号0048、0049に記載されており、長いガラス繊維を排除することが記載されている。
表1の比較例(CE)1、2には、PAタイプA(PA12)とガラス繊維タイプB(長さ4.5mm、直径10μmの断面円形のもの)を組み合わせた例が記載されているが、シャルピー衝撃強度(ノッチ付き)は22kJ/m2、17kJ/m2と低い値になっている。これは、段落番号0058に記載されているポリアミド成形材料の調整方法においてガラス繊維が折れて小さくなって、実質的に短繊維を使用した場合と同じになったものと考えられる。
【0004】
特許文献2には、熱可塑性ポリアミドと非円形断面を有する繊維状強化剤の組成物からなる携帯用電子デバイスハウジングが記載されている。
熱可塑性ポリアミドは請求項2に多数列挙されているが、実施例で使用しているのはPA10,10、PA6,6、PA6,I/6,Tのみである。
段落番号0021には、繊維状強化剤として長いガラス繊維が使用できることが記載されている。実施例で使用されたガラス繊維の種類は明記されていないが、表2に示されたシャルピー衝撃強度(ノッチ付き)の数値が小さいことから考えて、明らかに短繊維である。
【0005】
特許文献3〜6には、ポリアミドとガラス繊維を含む組成物が記載されているが、ポリアミドとしてPA11、PA12、PA612を使用し、特定のガラス長繊維を使用した組み合わせのものはない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−163340号公報
【特許文献2】特表2010−511778号公報
【特許文献3】特表2010−510375号公報
【特許文献4】特開2009−79212号公報
【特許文献5】特表2010−510375号公報
【特許文献6】特開2008−106265号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は、課題の解決手段として、
ガラス長繊維を長さ方向に揃えた状態で束ね、前記ガラス長繊維の束に脂肪族ポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物から得られる、厚みが0.8〜2.0mmで、含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体であり、
前記樹脂含浸繊維束が、脂肪族ポリアミドとしてPA11、PA12、PA610、PA612から選ばれるものを含有し、ガラス繊維の含有量が40〜70質量%のものであり、
前記樹脂組成物が、それから得られる成形体が下記の(a)及び(b)の要件を満たすものである薄肉成形体を提供する。
(a)ISO多目的試験片(A形、厚さ2mm)を用いて500mm/minで引張試験をした場合の引張呼びひずみが2.0%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であること。
(b)シャルピー衝撃強度(ISO179/1eA(エッジワイズ)に準拠した(試験片厚さ2mm、ノッチ有り))が30kJ以上であること。
【0009】
本発明は他の課題の解決手段として、
請求項1〜5のいずれか1項記載の薄肉成形体の製造方法であって、
前記樹脂組成物を溶融させた後、射出成形して成形するとき、射出成形用金型としてピンゲートを有するものを使用する薄肉成形体の製造方法を提供する。
【発明の効果】
【0010】
本発明の薄肉成形体は、PA11、PA12、PA610、PA612から選ばれる脂肪族ポリアミドとガラス長繊維からなる樹脂含浸繊維束を含む樹脂組成物からなるものであることから、厚みが0.8〜2mmと薄いにも拘わらず、高い耐衝撃強度を有しており、吸水による寸法変化率も小さい。このため、携帯電話機ハウジングや内部シャーシのような電子機器のハウジングや内部シャーシ用として適している。
【図面の簡単な説明】
【0011】
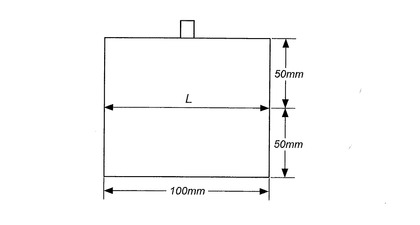
【図1】吸水による寸法変化率の測定方法の説明図。
【発明を実施するための形態】
【0012】
<樹脂組成物>
本発明で用いる樹脂組成物に含まれる樹脂含浸繊維束は、ガラス長繊維を長さ方向に揃えた状態で束ね、前記ガラス長繊維の束にポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mm(好ましくは6〜12mm)の長さに切断したものである。樹脂含浸繊維束に含まれるガラス繊維の長さは、樹脂含浸繊維束の長さと同一である。
【0013】
樹脂含浸繊維束に含まれている脂肪族ポリアミドは、PA11(ウンデカンラクタムの重縮合体)、PA12(ラウリルラクタムの重縮合体)、PA610(ヘキサメチレンジアミンとセバシン酸の重縮合体)、PA612(カプロラクタムとラウリルラクタムとの共縮重合体)から選ばれるものである。
【0014】
樹脂含浸繊維束に含まれるガラス繊維は、繊維径(単糸径)6〜30μmのものが使用でき、1本の繊維束のガラス繊維の本数は100〜30000本、好ましくは500〜20000本、さらに好ましくは1000〜10000本程度である。
【0015】
樹脂含浸繊維束は、ダイスを用いた周知の製造方法により製造することができ、例えば、特開平6−313050号公報の段落番号7、特開2007−176227号公報の段落番号23のほか、特公平6−2344号公報(樹脂被覆長繊維束の製造方法並びに成形方法)、特開平6−114832号公報(繊維強化熱可塑性樹脂構造体およびその製造法)、特開平6−293023号公報(長繊維強化熱可塑性樹脂組成物の製造方法)、特開平7−205317号公報(繊維束の取り出し方法および長繊維強化樹脂構造物の製造方法)、特開平7−216104号公報(長繊維強化樹脂構造物の製造方法)、特開平7−251437号公報(長繊維強化熱可塑性複合材料の製造方法および製造装置)、特開平8−118490号公報(クロスヘッドダイおよび長繊維強化樹脂構造物の製造方法)等に記載の製造方法を適用することができる。
【0016】
本発明で用いる樹脂含浸繊維束中のガラス繊維と脂肪族ポリアミドの含有割合は、ガラス繊維は40〜70質量%、好ましくは50〜60質量%であり、脂肪族ポリアミドは合計で100質量%となる残部割合である。
なお、樹脂含浸繊維束中のガラス繊維と脂肪族ポリアミドの含有割合を調整するため、樹脂組成物中に樹脂含浸繊維束とは別に上記脂肪族ポリアミドを配合することができる。
【0017】
本発明で用いる樹脂組成物は、上記樹脂含浸繊維束に加えて、さらに滑剤を含有することができる。滑剤は、樹脂含浸繊維束の内部に添加するのではなく、樹脂含浸繊維束と混合する(即ち、外部添加する)ものである。滑剤を含有することにより、射出成形機時にホッパに投入する際の組成物の計量時間を短縮することができ、計量のばらつきも小さくすることができる。
【0018】
滑剤としては、慣用の滑剤、脂質類、ワックス類、シリコーン樹脂類などが含まれる。
【0019】
脂質類としては、高級脂肪酸(例えば、カプリル酸、カプリン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキン酸、ベヘン酸、モンタン酸、12−ヒドロキシステアリン酸などの飽和C8−35脂肪酸(好ましくは飽和C12−30脂肪酸、さらに好ましくは飽和C16−22脂肪酸)、パルミトオレイン酸、オレイン酸、エルカ酸などの不飽和C10−35脂肪酸など)又はこれらの誘導体[例えば、高級脂肪酸塩(例えば、ラウリン酸バリウム、ラウリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛などのC8−35脂肪酸金属塩など);高級脂肪酸エステル[例えば、セチルアルコール、ステアリルアルコール、オレイルアルコールなどの前記高級脂肪酸と一価アルコールとのエステル;ショ糖脂肪酸エステル(例えば、ショ糖モノ乃至ヘキサステアリン酸エステルなどのショ糖と前記高級脂肪酸とのエステル)、グリセリン脂肪酸エステル(例えば、グリセリンモノ乃至トリステアリン酸エステルなどのグリセリンと前記高級脂肪酸とのエステル)、ペンタエリスリトールと前記高級脂肪酸とのエステル、ジグリセリンと前記高級脂肪酸とのエステル、ポリグリセリンと前記高級脂肪酸とのエステルなどの前記高級脂肪酸と多価アルコールとのエステルなど];高級脂肪酸アミド(例えば、ステアリン酸アミドなどのC8−35脂肪酸アミド、メチレンビスステアリン酸アミド、エチレンビスステアリン酸アミド、エチレンビスヒドロキシステアリン酸アミドなどのアルキレンビス脂肪酸アミドなど)などが挙げられる。これらの脂質類は、単独で又は二種以上組み合わせて使用できる。
【0020】
ワックス類としては、脂肪族炭化水素系ワックス(ポリエチレンワックス、エチレン共重合体ワックス、ポリプロピレンワックスなどのポリC2−4オレフィン系ワックス、パラフィン系ワックス、マイクロクリスタリンワックスなど)、植物性又は動物性ワックス(カルナウバワックス、ミツロウ、セラックワックス、モンタンワックスなど)などが挙げられる。これらのワックス類は、単独で又は二種以上組み合わせて使用できる。
【0021】
シリコーン樹脂類としては、ジメチルポリシロキサン、ジエチルポリシロキサン、トリフルオロプロピルポリシロキサンなどのアルキルポリシロキサン;ジフェニルポリシロキサンなどのアリールポリシロキサン;メチルフェニルポリシロキサンなどのアルキルアリールポリシロキサンなどが挙げられる。シリコーン樹脂は、鎖状ポリシロキサンであってもよく、環状ポリシロキサンであってもよい。これらのシリコーン樹脂類は、単独で又は二種以上組み合わせて使用できる。
【0022】
これらの滑剤は、単独で又は二種以上組み合わせて使用できる。これらの滑剤のうち、常温(5〜35℃程度)において、固体(又は固形状)の滑剤が好ましい。
このような滑剤としては、脂質類、特に、ラウリン酸、パルミチン酸、ステアリン酸、ベヘン酸、モンタン酸などの飽和C12−30脂肪酸、ステアリン酸カルシウムやステアリン酸マグネシウムなどの飽和C12−30脂肪酸金属塩、グリセリンモノ乃至トリステアリン酸エステルなどのグリセリンモノ乃至トリ飽和C12−30脂肪酸エステル、エチレンビスステアリン酸アミドなどのアルキレンビス飽和C12−30脂肪酸アミドなどが好ましく、特に、パルミチン酸、ステアリン酸などの飽和C16−22脂肪酸、ステアリン酸カルシウムやステアリン酸マグネシウムなどの飽和C16−22脂肪酸アルカリ土類金属塩などが好適に使用される。
【0023】
滑剤の含有量は、樹脂含浸繊維束の質量に対して50〜2000ppmが好ましく、100〜1000ppmがより好ましい。50ppm以上であると計量時間の短縮効果及び計量ばらつきの改善効果が十分であり、2000ppm以下であると安定した計量ができる。
【0024】
本発明で用いる樹脂組成物は、本発明の課題を解決できる範囲にて、公知の各種樹脂添加剤を含有することができる。
公知の添加剤としては、上記以外の熱可塑性樹脂(但し、上記以外の脂肪族ポリアミドは含まれない)、離型剤、帯電防止剤、難燃剤、着色剤、可塑剤、軟化剤、分散剤、安定化剤(ヒンダードフェノール系酸化防止剤、リン系酸化防止剤、硫黄系酸化防止剤などの酸化防止剤、紫外線吸収剤、熱安定化剤など)、アンチブロッキング剤、結晶核成長剤、充填剤(シリカやタルクなどの粒状充填剤など)などを含んでいてもよい。
【0025】
本発明の薄肉成形体の製造原料となる樹脂組成物は、それから得られる成形体が下記の(a)及び(b)の要件を満たしているものである。下記の要件(a)及び(b)は、同一厚みの本発明の薄肉成形体が具備している性質である。厚みが0.8〜2.0mmの範囲で下記要件(a)及び(b)とは異なる厚みの薄肉成形体であっても、製品として高い品質のもの、即ち高い引張呼びひずみとシャルピー衝撃強度を有するものを提供することができる。
【0026】
要件(a)
ISO多目的試験片(A形、厚さ2mm)を用いて500mm/minで引張試験をした場合の引張呼びひずみが2.0%以上であり、かつ絶乾状態での曲げ弾性率が10,000MPa以上であること。
要件(b)
シャルピー衝撃強度(ISO179/1eA(エッジワイズ)に準拠した(試験片厚さ2mm、ノッチ有り))が30kJ以上であること。
【0027】
<薄肉成形体>
本発明の薄肉成形体は、上記の樹脂組成物(樹脂含浸繊維束、又は樹脂含浸繊維束と必要に応じて含有する他の成分)を用いて、射出成形機等の成形機により成形することができる。
【0028】
本発明では、射出成形時において、射出成形用金型としてピンゲートを有するものを使用する。
ピンゲートの大きさ(径)は、0.5〜2.0mmが好ましく、0.7〜1.5mmがより好ましい。ピンゲートの大きさが0.5mm以上であると、ガラス繊維の折損が抑制され、薄肉成形体中の重量平均繊維長を0.5mm以上にすることができ、2.0mm以下であるとゲート切れが良好で成形性が良くなる。
【0029】
本発明の薄肉成形体の厚みは0.8〜2.0mmであり、具体的な用途に応じて調整することができる。
【0030】
本発明の薄肉成形体に含有されているガラス繊維の重量平均繊維長は0.5〜1.5mmであり、好ましくは0.5〜1.0mmである。
なお、樹脂組成物が含有する樹脂含浸繊維束の長さ(即ち、ガラス繊維の長さ)は5〜15mmであり、好ましくは6〜12mmである。薄肉成形体の製造時において、前記範囲の樹脂含浸繊維束を用いて射出成形する過程において、ガラス繊維が折れて小さくなり、0.5〜1.5mmの範囲となる。このときの射出成形条件は次のとおりである。
【0031】
射出成形機クラス(30T〜220T)
シリンダー温度及び金型温度:ベース樹脂によって適宜調整(シリンダー温度200〜300℃、金型温度50〜120℃)
高速射出、射出一次圧力40〜200MPa、背圧0〜10MPa、回転数20〜200rpm
【0032】
また、他の成形機及び他の成形条件を適用する場合であっても、長さ5〜15mmの樹脂含浸繊維束を用い、成形条件を変えたときの成形体中の重量平均繊維長のデータを取ることにより、容易に成形体中の重量平均繊維長を所定範囲内に調整することができる。
【0033】
本発明の薄肉成形体は、特定の樹脂含浸繊維束(即ち、特定の樹脂組成物)を用いて製造されたものであり、成形体中にガラス長繊維が均一に分散されていることから、厚みが0.8〜2.0mmの薄肉成形体としたときにも、高い引張呼びひずみと高い耐衝撃性を有している。このため、本発明の薄肉成形体を例えば携帯電話機のハウジング又は内部シャーシ用として適用したとき、携帯電話機を床に落としたり、机等にぶつけたりしたときでも、ハウジング又は内部シャーシが損傷されにくくなる。
【0034】
さらに、本発明の薄肉成形体の製造原料となる樹脂組成物から得られる成形体は、樹脂組成物から得られる成形体の吸水による寸法変化率(厚み1mmで測定)が0.05%以下(23℃/50%RH雰囲気下の飽和吸水状態)であることが好ましい。
前記寸法変化率は、測定試験と同一厚みの薄肉成形体が具備している性質であり、厚みが0.8〜2.0mmの範囲で異なる厚みの薄肉成形体であっても、製品として高い品質を有するもの(吸水による寸法変化率の小さいもの)を提供することができる。
【0035】
本発明の薄肉成形体は、携帯電話、携帯情報端末(PDA)、スマートフォン、カーナビゲーション、ゲーム機、コンパクトカセット、CDプレイヤー、DVDプレイヤー、電子手帳、電子辞書、電卓、ハードディスクレコーダー、パーソナルコンピューター、ビデオカメラ、デジタルカメラから選ばれる電子機器のハウジングや内部シャーシ用として適している。
これらの中でも、特に携帯電話、携帯情報端末(PDA)、スマートフォンのハウジング(アッパーケースとロウワーケースの組み合わせ)やハウジング内部に配置される内部シャーシ用として適している。
【実施例】
【0036】
(ポリアミド)
PA12-1:ダイアミドL1600(ダイセル・エボニック(株)製)
PA12-1:ダイアミドL1700(ダイセル・エボニック(株)製)
PA612:ダイアミドBS1090(ダイセル・エボニック(株)製)
PA610:ベスタミド テラ HS16(ダイセル・エボニック(株)製)
(比較用ポリアミド)
MXD6:レニー6002(三菱エンジニアリングプラスチックス(株)製)
PA6T-1:VESTAMID HTplusM1000(ダイセル・エボニック(株)製)
PA6:UBEナイロン 1013B(宇部興産(株)製)
PA66:UBEナイロン 2020B(宇部興産(株)製)
(ガラス繊維)
GF−1:RS240QR−483(日東紡製)[ガラス繊維ロービング,4000本繊維束,平均繊維径17.4μm;断面形状は円形]
GF−2:CSX−3J−451S(日東紡製)[ガラス繊維チョップドストランド]
(その他の成分)
外部滑剤:St−Ca(ステアリン酸カルシウム,SC−100(堺化学工業(株)製))
【0037】
(物性測定のための試験片作成方法)
装置:(株)日本製鋼所製、J−150E II
スクリュー:長繊維専用スクリュー
スクリュー径:51mm
成形条件(背圧):0.3MPa(ゲージ)
(1)成形品1:ISO多目的試験片A型形状品(厚み2mm)
ゲート形状20mm幅サイドゲート
(2)成形品2:100角平板成形品(厚み1mm)
ゲート形状10mm幅サイドゲート
【0038】
(測定方法)
(1)シャルピー衝撃試験
ISO179/1eA(エッジワイズ)に準拠した。
試験片形状:長さ80mm×幅10mm×厚み2mm ノッチ付き(深さ2mm)
[ISO多目的試験片A型形状品(厚み2mm)]からノッチングマシーン(自動ノッチ加工機
No.189-PNCA-2((株)安田精機製作所製))を使用して加工した。
【0039】
(2)引張試験(引張強度・引張呼びひずみ)
成形品1を使用し、つかみ具間距離115mm、試験速度500mm/minで測定した。
【0040】
(3)曲げ試験(曲げ弾性率)
成形品1を使用し、支点間距離32mm、試験速度1mm/minで測定した。
【0041】
(4)水分率(吸水率)及び寸法変化率(吸水による寸法変化率)
成形品1と成形品2それぞれの絶対乾燥状態の成形品質量を測定した後、それぞれ60℃の水中に96時間浸漬した。
その後、成形品1、2を取り出して、ペーパータオルで十分に水分を拭き取った後、成形品質量を測定した。
その後、23℃/50%RH雰囲気下に放置して、質量の経時変化を記録、質量変化が確認できなくなった状態を23℃/50%RH雰囲気下の飽和吸水状態、つまり吸水(吸
湿)状態とした。
水分率と寸法変化率(図1に示す矢印間の長さL)の変化率)を下記計算式から求めた。
水分率(%)=(吸水(吸湿)状態の成形品質量−絶乾状態の成形品質量)/絶乾状態の成形品質量×100
寸法変化率(%)=吸水状態の長さL/絶乾状態の長さL×100
曲げ弾性率(表1、2に示す吸水状態及絶乾状態)を「(3)曲げ試験(曲げ弾性率)」により測定した。
【0042】
(重量平均繊維長)
成形品1、2から約3gの試料を切出し、650℃で加熱して灰化させて繊維を取り出した。取り出した繊維の一部(500本)から重量平均繊維長を求めた。計算式は、特開2006−274061号公報の〔0044〕、〔0045〕を使用した。
【0043】
(計量時間測定方法)
射出成形機:S-2000i 100B (スクリュー径32),ファナック(株)製
射出成形機のホッパーにペレットを投入して、下記条件での計量時間を求めた。ばらつきについては10ショット分で確認した。計量時間(sec)は射出成形機操作パネル画面から確認した。
・計量値:40mm
・回転数:80rpm
・背圧:3MPa
・シリンダー温度:250℃
【0044】
実施例1
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0045】
実施例2
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットをそのまま射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0046】
実施例3
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。この時の試験片作成成形条件の背圧を1.98MPa(ゲージ表示)とした。
表1の実施例3と他の例と比べたとき、繊維束の長さに比べて重量平均繊維長が短いのは、上記のように射出成形時の背圧が他の例の背圧(0.3MPa)よりも高い(1.98MPa)からである。このように射出成形条件を調整することで、成形体中のガラス繊維の重量平均繊維長を調整することができる。
【0047】
実施例4
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ6mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0048】
実施例5
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ12mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0049】
実施例6
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-2をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0050】
実施例7
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA612をクロスヘッドダイに接続された押出機から溶融状態(280℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0051】
実施例8
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA612をクロスヘッドダイに接続された押出機から溶融状態(280℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量40質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0052】
実施例9
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA610をクロスヘッドダイに接続された押出機から溶融状態(290℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0053】
比較例1
熱可塑性樹脂としてPA12-1を50質量%とガラス繊維チョップドストランド(GF−2)50質量%をタンブラーブレンダーにて混合後、押出機(220℃)で溶融混練してペレット状の樹脂組成物を得た。
得られたペレットを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0054】
比較例2
熱可塑性樹脂としてPA612を50質量%とガラス繊維チョップドストランド(GF−2)50質量%をタンブラーブレンダーにて混合後、押出機(240℃)で溶融混練してペレット状の樹脂組成物を得た。
得られたペレットを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0055】
比較例3
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてMXD6をクロスヘッドダイに接続された押出機から溶融状態(290℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ6mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度130℃(実測))して、それぞれの測定のための試験片を作製した。
【0056】
比較例4
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA6T−1をクロスヘッドダイに接続された押出機から溶融状態(340℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度330℃、金型温度140℃(実測))して、それぞれの物性測定のための試験片を作製した。
【0057】
比較例5
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA66をクロスヘッドダイに接続された押出機から溶融状態(320℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度300℃、金型温度100℃(実測))して、それぞれの測定のための試験片を作製した。
【0058】
比較例6
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA6をクロスヘッドダイに接続された押出機から溶融状態(290℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットにステアリン酸カルシウム(St−Ca)200ppmを外部滑剤として添加したものを射出成形(シリンダー温度280℃、金型温度100℃(実測))によりそれぞれの物性測定のための試験片を作成した。
【0059】
比較例7
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量30質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0060】
比較例8
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ18mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))しようとしたが、ペレットがスクリューに喰い込んでいかず、射出成形できなかった。
【0061】
比較例9
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ4mmのペレットを作製しようとしたが、ペレットが割れてしまい、ペレットを得ることができなかった。
【0062】
【表1】

【0063】
【表2】
実施例5と比較例1、実施例7と比較例2との対比から、ガラス短繊維を使用した場合には、シャルピー衝撃強度、引張強度と引張呼びひずみが明らかに劣ること(比較例1、2は要件(a)、(b)を具備できないこと)が確認できた。
実施例4〜7と比較例3、4との対比から、本願発明とは異なるポリアミドを使用した場合には、シャルピー衝撃強度、引張強度と引張呼びひずみが明らかに劣ること(比較例3、4は要件(a)、(b)を具備できないこと)が確認できた。
なお、特許文献1の表1の比較例1、2は、PA12と、長さ4.5mm、直径10μmのガラス繊維(断面円形)を使用したものであり、樹脂含浸繊維束を使用していない例であるから、シャルピー衝撃強度の値が表2の比較例1、2と近似した結果を示しており、他の結果も同様になるものと考えられる。
【技術分野】
【0001】
本発明は、携帯電話等の電子機器ハウジングや内部シャーシ用として適した薄肉成形体とその製造方法に関する。
【背景技術】
【0002】
携帯電話等の電子機器ハウジングや内部シャーシは薄肉の成形体からなるものであり、曲げ弾性率が高いことや、耐衝撃性に優れること、吸水による寸法変化が小さいことなどが要求される。
【0003】
特許文献1には、結晶性ポリアミドと非結晶性又は微小結晶性である2種類のポリアミドと、断面が非円形であるガラス繊維を含むポリアミド成形材料に関する発明(請求項1)が記載されており、請求項28には携帯電話機の筺体としての用途が記載されている。
ガラス繊維については段落番号0048、0049に記載されており、長いガラス繊維を排除することが記載されている。
表1の比較例(CE)1、2には、PAタイプA(PA12)とガラス繊維タイプB(長さ4.5mm、直径10μmの断面円形のもの)を組み合わせた例が記載されているが、シャルピー衝撃強度(ノッチ付き)は22kJ/m2、17kJ/m2と低い値になっている。これは、段落番号0058に記載されているポリアミド成形材料の調整方法においてガラス繊維が折れて小さくなって、実質的に短繊維を使用した場合と同じになったものと考えられる。
【0004】
特許文献2には、熱可塑性ポリアミドと非円形断面を有する繊維状強化剤の組成物からなる携帯用電子デバイスハウジングが記載されている。
熱可塑性ポリアミドは請求項2に多数列挙されているが、実施例で使用しているのはPA10,10、PA6,6、PA6,I/6,Tのみである。
段落番号0021には、繊維状強化剤として長いガラス繊維が使用できることが記載されている。実施例で使用されたガラス繊維の種類は明記されていないが、表2に示されたシャルピー衝撃強度(ノッチ付き)の数値が小さいことから考えて、明らかに短繊維である。
【0005】
特許文献3〜6には、ポリアミドとガラス繊維を含む組成物が記載されているが、ポリアミドとしてPA11、PA12、PA612を使用し、特定のガラス長繊維を使用した組み合わせのものはない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−163340号公報
【特許文献2】特表2010−511778号公報
【特許文献3】特表2010−510375号公報
【特許文献4】特開2009−79212号公報
【特許文献5】特表2010−510375号公報
【特許文献6】特開2008−106265号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は、課題の解決手段として、
ガラス長繊維を長さ方向に揃えた状態で束ね、前記ガラス長繊維の束に脂肪族ポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物から得られる、厚みが0.8〜2.0mmで、含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体であり、
前記樹脂含浸繊維束が、脂肪族ポリアミドとしてPA11、PA12、PA610、PA612から選ばれるものを含有し、ガラス繊維の含有量が40〜70質量%のものであり、
前記樹脂組成物が、それから得られる成形体が下記の(a)及び(b)の要件を満たすものである薄肉成形体を提供する。
(a)ISO多目的試験片(A形、厚さ2mm)を用いて500mm/minで引張試験をした場合の引張呼びひずみが2.0%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であること。
(b)シャルピー衝撃強度(ISO179/1eA(エッジワイズ)に準拠した(試験片厚さ2mm、ノッチ有り))が30kJ以上であること。
【0009】
本発明は他の課題の解決手段として、
請求項1〜5のいずれか1項記載の薄肉成形体の製造方法であって、
前記樹脂組成物を溶融させた後、射出成形して成形するとき、射出成形用金型としてピンゲートを有するものを使用する薄肉成形体の製造方法を提供する。
【発明の効果】
【0010】
本発明の薄肉成形体は、PA11、PA12、PA610、PA612から選ばれる脂肪族ポリアミドとガラス長繊維からなる樹脂含浸繊維束を含む樹脂組成物からなるものであることから、厚みが0.8〜2mmと薄いにも拘わらず、高い耐衝撃強度を有しており、吸水による寸法変化率も小さい。このため、携帯電話機ハウジングや内部シャーシのような電子機器のハウジングや内部シャーシ用として適している。
【図面の簡単な説明】
【0011】
【図1】吸水による寸法変化率の測定方法の説明図。
【発明を実施するための形態】
【0012】
<樹脂組成物>
本発明で用いる樹脂組成物に含まれる樹脂含浸繊維束は、ガラス長繊維を長さ方向に揃えた状態で束ね、前記ガラス長繊維の束にポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mm(好ましくは6〜12mm)の長さに切断したものである。樹脂含浸繊維束に含まれるガラス繊維の長さは、樹脂含浸繊維束の長さと同一である。
【0013】
樹脂含浸繊維束に含まれている脂肪族ポリアミドは、PA11(ウンデカンラクタムの重縮合体)、PA12(ラウリルラクタムの重縮合体)、PA610(ヘキサメチレンジアミンとセバシン酸の重縮合体)、PA612(カプロラクタムとラウリルラクタムとの共縮重合体)から選ばれるものである。
【0014】
樹脂含浸繊維束に含まれるガラス繊維は、繊維径(単糸径)6〜30μmのものが使用でき、1本の繊維束のガラス繊維の本数は100〜30000本、好ましくは500〜20000本、さらに好ましくは1000〜10000本程度である。
【0015】
樹脂含浸繊維束は、ダイスを用いた周知の製造方法により製造することができ、例えば、特開平6−313050号公報の段落番号7、特開2007−176227号公報の段落番号23のほか、特公平6−2344号公報(樹脂被覆長繊維束の製造方法並びに成形方法)、特開平6−114832号公報(繊維強化熱可塑性樹脂構造体およびその製造法)、特開平6−293023号公報(長繊維強化熱可塑性樹脂組成物の製造方法)、特開平7−205317号公報(繊維束の取り出し方法および長繊維強化樹脂構造物の製造方法)、特開平7−216104号公報(長繊維強化樹脂構造物の製造方法)、特開平7−251437号公報(長繊維強化熱可塑性複合材料の製造方法および製造装置)、特開平8−118490号公報(クロスヘッドダイおよび長繊維強化樹脂構造物の製造方法)等に記載の製造方法を適用することができる。
【0016】
本発明で用いる樹脂含浸繊維束中のガラス繊維と脂肪族ポリアミドの含有割合は、ガラス繊維は40〜70質量%、好ましくは50〜60質量%であり、脂肪族ポリアミドは合計で100質量%となる残部割合である。
なお、樹脂含浸繊維束中のガラス繊維と脂肪族ポリアミドの含有割合を調整するため、樹脂組成物中に樹脂含浸繊維束とは別に上記脂肪族ポリアミドを配合することができる。
【0017】
本発明で用いる樹脂組成物は、上記樹脂含浸繊維束に加えて、さらに滑剤を含有することができる。滑剤は、樹脂含浸繊維束の内部に添加するのではなく、樹脂含浸繊維束と混合する(即ち、外部添加する)ものである。滑剤を含有することにより、射出成形機時にホッパに投入する際の組成物の計量時間を短縮することができ、計量のばらつきも小さくすることができる。
【0018】
滑剤としては、慣用の滑剤、脂質類、ワックス類、シリコーン樹脂類などが含まれる。
【0019】
脂質類としては、高級脂肪酸(例えば、カプリル酸、カプリン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキン酸、ベヘン酸、モンタン酸、12−ヒドロキシステアリン酸などの飽和C8−35脂肪酸(好ましくは飽和C12−30脂肪酸、さらに好ましくは飽和C16−22脂肪酸)、パルミトオレイン酸、オレイン酸、エルカ酸などの不飽和C10−35脂肪酸など)又はこれらの誘導体[例えば、高級脂肪酸塩(例えば、ラウリン酸バリウム、ラウリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛などのC8−35脂肪酸金属塩など);高級脂肪酸エステル[例えば、セチルアルコール、ステアリルアルコール、オレイルアルコールなどの前記高級脂肪酸と一価アルコールとのエステル;ショ糖脂肪酸エステル(例えば、ショ糖モノ乃至ヘキサステアリン酸エステルなどのショ糖と前記高級脂肪酸とのエステル)、グリセリン脂肪酸エステル(例えば、グリセリンモノ乃至トリステアリン酸エステルなどのグリセリンと前記高級脂肪酸とのエステル)、ペンタエリスリトールと前記高級脂肪酸とのエステル、ジグリセリンと前記高級脂肪酸とのエステル、ポリグリセリンと前記高級脂肪酸とのエステルなどの前記高級脂肪酸と多価アルコールとのエステルなど];高級脂肪酸アミド(例えば、ステアリン酸アミドなどのC8−35脂肪酸アミド、メチレンビスステアリン酸アミド、エチレンビスステアリン酸アミド、エチレンビスヒドロキシステアリン酸アミドなどのアルキレンビス脂肪酸アミドなど)などが挙げられる。これらの脂質類は、単独で又は二種以上組み合わせて使用できる。
【0020】
ワックス類としては、脂肪族炭化水素系ワックス(ポリエチレンワックス、エチレン共重合体ワックス、ポリプロピレンワックスなどのポリC2−4オレフィン系ワックス、パラフィン系ワックス、マイクロクリスタリンワックスなど)、植物性又は動物性ワックス(カルナウバワックス、ミツロウ、セラックワックス、モンタンワックスなど)などが挙げられる。これらのワックス類は、単独で又は二種以上組み合わせて使用できる。
【0021】
シリコーン樹脂類としては、ジメチルポリシロキサン、ジエチルポリシロキサン、トリフルオロプロピルポリシロキサンなどのアルキルポリシロキサン;ジフェニルポリシロキサンなどのアリールポリシロキサン;メチルフェニルポリシロキサンなどのアルキルアリールポリシロキサンなどが挙げられる。シリコーン樹脂は、鎖状ポリシロキサンであってもよく、環状ポリシロキサンであってもよい。これらのシリコーン樹脂類は、単独で又は二種以上組み合わせて使用できる。
【0022】
これらの滑剤は、単独で又は二種以上組み合わせて使用できる。これらの滑剤のうち、常温(5〜35℃程度)において、固体(又は固形状)の滑剤が好ましい。
このような滑剤としては、脂質類、特に、ラウリン酸、パルミチン酸、ステアリン酸、ベヘン酸、モンタン酸などの飽和C12−30脂肪酸、ステアリン酸カルシウムやステアリン酸マグネシウムなどの飽和C12−30脂肪酸金属塩、グリセリンモノ乃至トリステアリン酸エステルなどのグリセリンモノ乃至トリ飽和C12−30脂肪酸エステル、エチレンビスステアリン酸アミドなどのアルキレンビス飽和C12−30脂肪酸アミドなどが好ましく、特に、パルミチン酸、ステアリン酸などの飽和C16−22脂肪酸、ステアリン酸カルシウムやステアリン酸マグネシウムなどの飽和C16−22脂肪酸アルカリ土類金属塩などが好適に使用される。
【0023】
滑剤の含有量は、樹脂含浸繊維束の質量に対して50〜2000ppmが好ましく、100〜1000ppmがより好ましい。50ppm以上であると計量時間の短縮効果及び計量ばらつきの改善効果が十分であり、2000ppm以下であると安定した計量ができる。
【0024】
本発明で用いる樹脂組成物は、本発明の課題を解決できる範囲にて、公知の各種樹脂添加剤を含有することができる。
公知の添加剤としては、上記以外の熱可塑性樹脂(但し、上記以外の脂肪族ポリアミドは含まれない)、離型剤、帯電防止剤、難燃剤、着色剤、可塑剤、軟化剤、分散剤、安定化剤(ヒンダードフェノール系酸化防止剤、リン系酸化防止剤、硫黄系酸化防止剤などの酸化防止剤、紫外線吸収剤、熱安定化剤など)、アンチブロッキング剤、結晶核成長剤、充填剤(シリカやタルクなどの粒状充填剤など)などを含んでいてもよい。
【0025】
本発明の薄肉成形体の製造原料となる樹脂組成物は、それから得られる成形体が下記の(a)及び(b)の要件を満たしているものである。下記の要件(a)及び(b)は、同一厚みの本発明の薄肉成形体が具備している性質である。厚みが0.8〜2.0mmの範囲で下記要件(a)及び(b)とは異なる厚みの薄肉成形体であっても、製品として高い品質のもの、即ち高い引張呼びひずみとシャルピー衝撃強度を有するものを提供することができる。
【0026】
要件(a)
ISO多目的試験片(A形、厚さ2mm)を用いて500mm/minで引張試験をした場合の引張呼びひずみが2.0%以上であり、かつ絶乾状態での曲げ弾性率が10,000MPa以上であること。
要件(b)
シャルピー衝撃強度(ISO179/1eA(エッジワイズ)に準拠した(試験片厚さ2mm、ノッチ有り))が30kJ以上であること。
【0027】
<薄肉成形体>
本発明の薄肉成形体は、上記の樹脂組成物(樹脂含浸繊維束、又は樹脂含浸繊維束と必要に応じて含有する他の成分)を用いて、射出成形機等の成形機により成形することができる。
【0028】
本発明では、射出成形時において、射出成形用金型としてピンゲートを有するものを使用する。
ピンゲートの大きさ(径)は、0.5〜2.0mmが好ましく、0.7〜1.5mmがより好ましい。ピンゲートの大きさが0.5mm以上であると、ガラス繊維の折損が抑制され、薄肉成形体中の重量平均繊維長を0.5mm以上にすることができ、2.0mm以下であるとゲート切れが良好で成形性が良くなる。
【0029】
本発明の薄肉成形体の厚みは0.8〜2.0mmであり、具体的な用途に応じて調整することができる。
【0030】
本発明の薄肉成形体に含有されているガラス繊維の重量平均繊維長は0.5〜1.5mmであり、好ましくは0.5〜1.0mmである。
なお、樹脂組成物が含有する樹脂含浸繊維束の長さ(即ち、ガラス繊維の長さ)は5〜15mmであり、好ましくは6〜12mmである。薄肉成形体の製造時において、前記範囲の樹脂含浸繊維束を用いて射出成形する過程において、ガラス繊維が折れて小さくなり、0.5〜1.5mmの範囲となる。このときの射出成形条件は次のとおりである。
【0031】
射出成形機クラス(30T〜220T)
シリンダー温度及び金型温度:ベース樹脂によって適宜調整(シリンダー温度200〜300℃、金型温度50〜120℃)
高速射出、射出一次圧力40〜200MPa、背圧0〜10MPa、回転数20〜200rpm
【0032】
また、他の成形機及び他の成形条件を適用する場合であっても、長さ5〜15mmの樹脂含浸繊維束を用い、成形条件を変えたときの成形体中の重量平均繊維長のデータを取ることにより、容易に成形体中の重量平均繊維長を所定範囲内に調整することができる。
【0033】
本発明の薄肉成形体は、特定の樹脂含浸繊維束(即ち、特定の樹脂組成物)を用いて製造されたものであり、成形体中にガラス長繊維が均一に分散されていることから、厚みが0.8〜2.0mmの薄肉成形体としたときにも、高い引張呼びひずみと高い耐衝撃性を有している。このため、本発明の薄肉成形体を例えば携帯電話機のハウジング又は内部シャーシ用として適用したとき、携帯電話機を床に落としたり、机等にぶつけたりしたときでも、ハウジング又は内部シャーシが損傷されにくくなる。
【0034】
さらに、本発明の薄肉成形体の製造原料となる樹脂組成物から得られる成形体は、樹脂組成物から得られる成形体の吸水による寸法変化率(厚み1mmで測定)が0.05%以下(23℃/50%RH雰囲気下の飽和吸水状態)であることが好ましい。
前記寸法変化率は、測定試験と同一厚みの薄肉成形体が具備している性質であり、厚みが0.8〜2.0mmの範囲で異なる厚みの薄肉成形体であっても、製品として高い品質を有するもの(吸水による寸法変化率の小さいもの)を提供することができる。
【0035】
本発明の薄肉成形体は、携帯電話、携帯情報端末(PDA)、スマートフォン、カーナビゲーション、ゲーム機、コンパクトカセット、CDプレイヤー、DVDプレイヤー、電子手帳、電子辞書、電卓、ハードディスクレコーダー、パーソナルコンピューター、ビデオカメラ、デジタルカメラから選ばれる電子機器のハウジングや内部シャーシ用として適している。
これらの中でも、特に携帯電話、携帯情報端末(PDA)、スマートフォンのハウジング(アッパーケースとロウワーケースの組み合わせ)やハウジング内部に配置される内部シャーシ用として適している。
【実施例】
【0036】
(ポリアミド)
PA12-1:ダイアミドL1600(ダイセル・エボニック(株)製)
PA12-1:ダイアミドL1700(ダイセル・エボニック(株)製)
PA612:ダイアミドBS1090(ダイセル・エボニック(株)製)
PA610:ベスタミド テラ HS16(ダイセル・エボニック(株)製)
(比較用ポリアミド)
MXD6:レニー6002(三菱エンジニアリングプラスチックス(株)製)
PA6T-1:VESTAMID HTplusM1000(ダイセル・エボニック(株)製)
PA6:UBEナイロン 1013B(宇部興産(株)製)
PA66:UBEナイロン 2020B(宇部興産(株)製)
(ガラス繊維)
GF−1:RS240QR−483(日東紡製)[ガラス繊維ロービング,4000本繊維束,平均繊維径17.4μm;断面形状は円形]
GF−2:CSX−3J−451S(日東紡製)[ガラス繊維チョップドストランド]
(その他の成分)
外部滑剤:St−Ca(ステアリン酸カルシウム,SC−100(堺化学工業(株)製))
【0037】
(物性測定のための試験片作成方法)
装置:(株)日本製鋼所製、J−150E II
スクリュー:長繊維専用スクリュー
スクリュー径:51mm
成形条件(背圧):0.3MPa(ゲージ)
(1)成形品1:ISO多目的試験片A型形状品(厚み2mm)
ゲート形状20mm幅サイドゲート
(2)成形品2:100角平板成形品(厚み1mm)
ゲート形状10mm幅サイドゲート
【0038】
(測定方法)
(1)シャルピー衝撃試験
ISO179/1eA(エッジワイズ)に準拠した。
試験片形状:長さ80mm×幅10mm×厚み2mm ノッチ付き(深さ2mm)
[ISO多目的試験片A型形状品(厚み2mm)]からノッチングマシーン(自動ノッチ加工機
No.189-PNCA-2((株)安田精機製作所製))を使用して加工した。
【0039】
(2)引張試験(引張強度・引張呼びひずみ)
成形品1を使用し、つかみ具間距離115mm、試験速度500mm/minで測定した。
【0040】
(3)曲げ試験(曲げ弾性率)
成形品1を使用し、支点間距離32mm、試験速度1mm/minで測定した。
【0041】
(4)水分率(吸水率)及び寸法変化率(吸水による寸法変化率)
成形品1と成形品2それぞれの絶対乾燥状態の成形品質量を測定した後、それぞれ60℃の水中に96時間浸漬した。
その後、成形品1、2を取り出して、ペーパータオルで十分に水分を拭き取った後、成形品質量を測定した。
その後、23℃/50%RH雰囲気下に放置して、質量の経時変化を記録、質量変化が確認できなくなった状態を23℃/50%RH雰囲気下の飽和吸水状態、つまり吸水(吸
湿)状態とした。
水分率と寸法変化率(図1に示す矢印間の長さL)の変化率)を下記計算式から求めた。
水分率(%)=(吸水(吸湿)状態の成形品質量−絶乾状態の成形品質量)/絶乾状態の成形品質量×100
寸法変化率(%)=吸水状態の長さL/絶乾状態の長さL×100
曲げ弾性率(表1、2に示す吸水状態及絶乾状態)を「(3)曲げ試験(曲げ弾性率)」により測定した。
【0042】
(重量平均繊維長)
成形品1、2から約3gの試料を切出し、650℃で加熱して灰化させて繊維を取り出した。取り出した繊維の一部(500本)から重量平均繊維長を求めた。計算式は、特開2006−274061号公報の〔0044〕、〔0045〕を使用した。
【0043】
(計量時間測定方法)
射出成形機:S-2000i 100B (スクリュー径32),ファナック(株)製
射出成形機のホッパーにペレットを投入して、下記条件での計量時間を求めた。ばらつきについては10ショット分で確認した。計量時間(sec)は射出成形機操作パネル画面から確認した。
・計量値:40mm
・回転数:80rpm
・背圧:3MPa
・シリンダー温度:250℃
【0044】
実施例1
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0045】
実施例2
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットをそのまま射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0046】
実施例3
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。この時の試験片作成成形条件の背圧を1.98MPa(ゲージ表示)とした。
表1の実施例3と他の例と比べたとき、繊維束の長さに比べて重量平均繊維長が短いのは、上記のように射出成形時の背圧が他の例の背圧(0.3MPa)よりも高い(1.98MPa)からである。このように射出成形条件を調整することで、成形体中のガラス繊維の重量平均繊維長を調整することができる。
【0047】
実施例4
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ6mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0048】
実施例5
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(260℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ12mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0049】
実施例6
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-2をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0050】
実施例7
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA612をクロスヘッドダイに接続された押出機から溶融状態(280℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0051】
実施例8
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA612をクロスヘッドダイに接続された押出機から溶融状態(280℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量40質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0052】
実施例9
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA610をクロスヘッドダイに接続された押出機から溶融状態(290℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0053】
比較例1
熱可塑性樹脂としてPA12-1を50質量%とガラス繊維チョップドストランド(GF−2)50質量%をタンブラーブレンダーにて混合後、押出機(220℃)で溶融混練してペレット状の樹脂組成物を得た。
得られたペレットを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0054】
比較例2
熱可塑性樹脂としてPA612を50質量%とガラス繊維チョップドストランド(GF−2)50質量%をタンブラーブレンダーにて混合後、押出機(240℃)で溶融混練してペレット状の樹脂組成物を得た。
得られたペレットを射出成形(シリンダー温度280℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0055】
比較例3
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてMXD6をクロスヘッドダイに接続された押出機から溶融状態(290℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ6mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度280℃、金型温度130℃(実測))して、それぞれの測定のための試験片を作製した。
【0056】
比較例4
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA6T−1をクロスヘッドダイに接続された押出機から溶融状態(340℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度330℃、金型温度140℃(実測))して、それぞれの物性測定のための試験片を作製した。
【0057】
比較例5
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA66をクロスヘッドダイに接続された押出機から溶融状態(320℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度300℃、金型温度100℃(実測))して、それぞれの測定のための試験片を作製した。
【0058】
比較例6
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA6をクロスヘッドダイに接続された押出機から溶融状態(290℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量60質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットにステアリン酸カルシウム(St−Ca)200ppmを外部滑剤として添加したものを射出成形(シリンダー温度280℃、金型温度100℃(実測))によりそれぞれの物性測定のための試験片を作成した。
【0059】
比較例7
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量30質量%、長さ9mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))して、それぞれの測定のための試験片を作製した。
【0060】
比較例8
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ18mmのペレット(樹脂含浸繊維束)を得た。
得られたペレットに外部滑剤としてステアリン酸カルシウム(St−Ca)200ppmを添加したものを射出成形(シリンダー温度250℃、金型温度90℃(実測))しようとしたが、ペレットがスクリューに喰い込んでいかず、射出成形できなかった。
【0061】
比較例9
連続繊維の通路を波状に加工したクロスヘッドダイを通して、ガラス繊維ロービング(GF−1)を引きながら、熱可塑性樹脂としてPA12-1をクロスヘッドダイに接続された押出機から溶融状態(270℃)で供給して、ガラス繊維に含浸させた。
その後、賦形ダイを通してストランドとして引取り、冷却後、裁断し、ガラス繊維含有量50質量%、長さ4mmのペレットを作製しようとしたが、ペレットが割れてしまい、ペレットを得ることができなかった。
【0062】
【表1】
【0063】
【表2】
実施例5と比較例1、実施例7と比較例2との対比から、ガラス短繊維を使用した場合には、シャルピー衝撃強度、引張強度と引張呼びひずみが明らかに劣ること(比較例1、2は要件(a)、(b)を具備できないこと)が確認できた。
実施例4〜7と比較例3、4との対比から、本願発明とは異なるポリアミドを使用した場合には、シャルピー衝撃強度、引張強度と引張呼びひずみが明らかに劣ること(比較例3、4は要件(a)、(b)を具備できないこと)が確認できた。
なお、特許文献1の表1の比較例1、2は、PA12と、長さ4.5mm、直径10μmのガラス繊維(断面円形)を使用したものであり、樹脂含浸繊維束を使用していない例であるから、シャルピー衝撃強度の値が表2の比較例1、2と近似した結果を示しており、他の結果も同様になるものと考えられる。
【特許請求の範囲】
【請求項1】
ガラス長繊維を長さ方向に揃えた状態で束ね、前記ガラス長繊維の束に脂肪族ポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物から得られる、厚みが0.8〜2.0mmで、含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体であり、
前記樹脂含浸繊維束が、脂肪族ポリアミドとしてPA11、PA12、PA610、PA612から選ばれるものを含有し、ガラス繊維の含有量が40〜70質量%のものであり、
前記樹脂組成物が、それから得られる成形体が下記の(a)及び(b)の要件を満たすものである薄肉成形体。
(a)ISO多目的試験片(A形、厚さ2mm)を用いて500mm/minで引張試験をした場合の引張呼びひずみが2.0%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であること。
(b)シャルピー衝撃強度(ISO179/1eA(エッジワイズ)に準拠した(試験片厚さ2mm、ノッチ有り))が30kJ以上であること。
【請求項2】
さらに前記樹脂組成物が、それから得られる成形体の吸水による寸法変化率が0.05%以下(23℃/50%RH雰囲気下の飽和吸水状態)のものである請求項1記載の薄肉
成形体。
【請求項3】
さらに滑剤を含有する請求項1又は2記載の薄肉成形体。
【請求項4】
薄肉成形体が電子機器のハウジング又は内部シャーシ用であり、電子機器のハウジング又は内部シャーシが、携帯電話、携帯情報端末(PDA)、スマートフォンのハウジング又は内部シャーシである請求項1〜3のいずれか1項記載の薄肉成形体。
【請求項5】
請求項1〜4のいずれか1項記載の薄肉成形体の製造方法であって、
前記樹脂組成物を溶融させた後、射出成形して成形するとき、射出成形用金型としてピンゲートを有するものを使用する薄肉成形体の製造方法。
【請求項1】
ガラス長繊維を長さ方向に揃えた状態で束ね、前記ガラス長繊維の束に脂肪族ポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物から得られる、厚みが0.8〜2.0mmで、含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体であり、
前記樹脂含浸繊維束が、脂肪族ポリアミドとしてPA11、PA12、PA610、PA612から選ばれるものを含有し、ガラス繊維の含有量が40〜70質量%のものであり、
前記樹脂組成物が、それから得られる成形体が下記の(a)及び(b)の要件を満たすものである薄肉成形体。
(a)ISO多目的試験片(A形、厚さ2mm)を用いて500mm/minで引張試験をした場合の引張呼びひずみが2.0%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であること。
(b)シャルピー衝撃強度(ISO179/1eA(エッジワイズ)に準拠した(試験片厚さ2mm、ノッチ有り))が30kJ以上であること。
【請求項2】
さらに前記樹脂組成物が、それから得られる成形体の吸水による寸法変化率が0.05%以下(23℃/50%RH雰囲気下の飽和吸水状態)のものである請求項1記載の薄肉
成形体。
【請求項3】
さらに滑剤を含有する請求項1又は2記載の薄肉成形体。
【請求項4】
薄肉成形体が電子機器のハウジング又は内部シャーシ用であり、電子機器のハウジング又は内部シャーシが、携帯電話、携帯情報端末(PDA)、スマートフォンのハウジング又は内部シャーシである請求項1〜3のいずれか1項記載の薄肉成形体。
【請求項5】
請求項1〜4のいずれか1項記載の薄肉成形体の製造方法であって、
前記樹脂組成物を溶融させた後、射出成形して成形するとき、射出成形用金型としてピンゲートを有するものを使用する薄肉成形体の製造方法。
【図1】

【公開番号】特開2012−107188(P2012−107188A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2011−104880(P2011−104880)
【出願日】平成23年5月10日(2011.5.10)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成23年5月10日(2011.5.10)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]