
電子機器用筐体
【課題】電子機器の内部で発生した電磁波を外部に漏らさないようにすることを従来よりも確実に実現できる。
【解決手段】上下の電磁波シールド用金属板の接合部分において、上下の電磁波シールド用金属板が、先端側の端の部分13aと基端側の端の部分13bでは相互に物理的に接触するが、中央の部分13cでは隙間を有するように、電磁波シールド用金属板を加工し、相互に物理的に接触している部分において上下の電磁波シールド用金属板が電気的に相互に接続されるようにする。
【解決手段】上下の電磁波シールド用金属板の接合部分において、上下の電磁波シールド用金属板が、先端側の端の部分13aと基端側の端の部分13bでは相互に物理的に接触するが、中央の部分13cでは隙間を有するように、電磁波シールド用金属板を加工し、相互に物理的に接触している部分において上下の電磁波シールド用金属板が電気的に相互に接続されるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器用筐体に関し、特に、内部の電子機器から発生した電磁波を外部に漏らさないようにシールド(遮蔽)するために用いて好適なものである。
【背景技術】
【0002】
従来から、電子機器には、CPU等の電磁波を発生する部品が、その内部に組み込まれている。したがって、電子機器の内部で発生した電磁波を外部に漏らさないようにすることが求められている。このための技術として、特許文献1には、内部の回路から発生する電磁波をシールドする筐体(シールドケース)に、鋼板を用いるようにすることが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−112147号公報
【特許文献2】特許第3389060号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、電子機器の筐体は、1枚又は複数枚の金属板を加工して形成される。このため、電子機器の筐体には、金属板の接合部分が生じる。従来の電子機器の筐体では、このような金属板の接合部分があることによって、内部で発生した電磁波を外部に漏らさないようにすることを確実に実現することが困難であるという問題点があった。
また、電磁波のシールド性を良好にする材料については、特許文献2において、良好なアース性が必要との認識のもと、金属表面における被覆面積率で議論されている。しかしながら、特許文献2では、電磁波現象の原理原則に従った議論ではないために、十分な電磁波シールド性能が得られていないのが現状であった。
【0005】
本発明はこのような問題点に鑑みてなされたものであり、電子機器の内部で発生した電磁波を外部に漏らさないようにすることを従来よりも確実に実現できるようにすることを目的とする。
【課題を解決するための手段】
【0006】
本発明の電子機器用筐体は、電磁波シールド用金属板を用いて形成された電子機器用筐体であって、前記電子機器用筐体における、前記電磁波シールド用金属板の接合部分に位置する一方及び他方の電磁波シールド用金属板の少なくとも何れか一方には、当該接合部分の先端側の端の部分及び基端側の端の部分の夫々に、当該接合部分に位置する一方及び他方の電磁波シールド用金属板を物理的に相互に接触させるための折り曲げ加工が施されており、前記接合部分に位置する一方及び他方の電磁波シールド用金属板は、前記折り曲げ加工により物理的に相互に接触させられる領域で相互に電気的に接続されていることを特徴とする。
【発明の効果】
【0007】
本発明によれば、電子機器用筐体における、電磁波シールド用金属板の接合部分の先端側の端の部分及び基端側の端の部分の夫々に、当該接合部分に位置する一方及び他方の電磁波シールド用金属板を物理的に相互に接触させるための折り曲げ加工を施すようにし、当該折り曲げ加工によって物理的に相互に接触している領域が電気的に接続されるようにした。したがって、電磁波シールド用金属板の接合部分の先端側の端の部分及び基端側の端の部分で、電磁波シールド用金属板に流れる渦電流を可及的に確実に捕捉することができる。よって、電子機器の内部で発生した電磁波を外部に漏らさないようにすることを従来よりも確実に実現することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の第1の実施形態を示し、電子機器用筐体の一例を示す図である。
【図2】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの一例を示す図である。
【図3】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第1〜第3の具体例を示す図である。
【図4】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第4〜第6の具体例を示す図である。
【図5】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第7〜第9の具体例を示す図である。
【図6】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第10の具体例を示す図である。
【図7】本発明の第1の実施形態を示し、図3(a)に示す解析モデルの全体の一例を示す図である。
【図8】本発明の第1の実施形態を示し、図3〜図6に示した10個の解析モデルにおける電力減衰率の一例を示す図である。
【図9】本発明の第1の実施形態を示し、図3(a)、図3(b)、図3(c)、図4(a)に示した解析モデルにおける渦電流密度の分布の一例を示す図である。
【図10】本発明の第1の実施形態を示し、電子機器用筐体における、電磁波シールド用金属板の接合部分の様子の一例を示す図である。
【図11】本発明の実施形態を示し、電磁波シールド用金属板の様子の一例を示す図である。
【図12】本発明の第1の実施形態を示し、電磁波シールド用金属板の導電性の突出部を形成する鋼板自体の突起部の一例を示す図である。
【図13】本発明の第1の実施形態の変形例を示し、電子機器用筐体における、電磁波シールド用金属板の接合部分の様子の一例を示す図である。
【図14】本発明の第2の実施形態を示し、電子機器用筐体における、電磁波シールド用金属板の接合部分の様子の一例を示す図である。
【発明を実施するための形態】
【0009】
(第1の実施形態)
以下、図面を参照しながら、本発明の第1の実施形態を説明する。
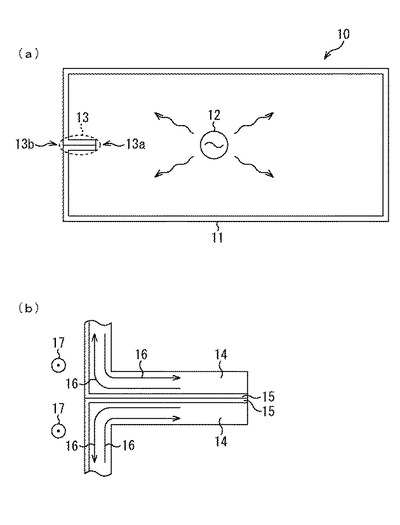
図1は、電子機器用筐体の一例を示す図である。具体的に図1(a)は、電子機器用筐体の縦断面の一例を示す図である。また、図1(b)は、従来の電子機器用筐体における電磁波シールド用金属板の接合部分(接続部分)の様子を概念的に示す図である。
【0010】
図1(a)に示すように、電子機器用筐体10は、その内部にあるCPU等の電磁波発生源12の周囲を覆うように、電磁波シールド用金属板11を加工することにより形成される。
また、図1(b)に示すように、従来の電磁波シールド用金属板11は、表面に亜鉛(Zn)等のめっき処理が施された鋼板14と、鋼板14のめっき処理が施された面上に形成された絶縁性の樹脂15とを有しており、電磁波シールド用金属板11の接合部分13では、上下の電磁波シールド用金属板11の樹脂15が相互に対向している。
【0011】
電子機器用筐体10の内壁面が全て金属板で覆われていれば、電子機器用筐体10の内部にある電磁波発生源12から発生する電磁波が、電子機器用筐体10の外部に漏れることはない。しかしながら、図1(a)に示すように、電子機器用筐体10は、電磁波シールド用金属板11を加工して形成するので、電子機器用筐体10には、電磁波シールド用金属板11の接合部分13(図1(a)の破線で囲われた部分)が生じる。そして、図1(b)に示すように、電磁波シールド用金属板11の接合部分13では、絶縁性の樹脂15が存在する。本願発明者らは、鋭意検討の結果、この接合部分13における絶縁性の樹脂15の存在によって、電子機器用筐体10の内部にある電磁波発生源12から発生する電磁波が、電子機器用筐体10の外部に漏れる現象を解明した。以下に、この現象について説明する。
【0012】
まず、電磁波シールド用金属板11の接合部分13の上側の樹脂15と下側の樹脂15の厚みの合計が例えば2[μm]であるとする。また、電磁波発生源12の一例であるCPUの動作周波数が1[GHz]であるとする。この場合、電磁波発生源12から発生する電磁波の波長は300[mm]であり、樹脂15の厚みに比べて十分に長い。このため、当該電磁波が接合部分13を通って外部に直接的に漏れることはないと考えられる。
【0013】
しかしながら、図1(b)に示すように、電磁波発生源12から発生する電磁波によって、電界が鋼板14の表面に渦電流16が流れるが、電気絶縁物である樹脂15があるために、鋼板14の接合部分13間には渦電流は流れないで、鋼板14の接合部分13に平行に電流が流れて電子機器用筐体10の外部に渦電流が流れてしまう。電子機器用筐体10の外部に流れた渦電流は、アンペールの法則で電磁波発生源12と同じ周波数を持つ交流の磁界17を電子機器用筐体10の外部に発生させる。交流の磁界17が電子機器用筐体10の外部に発生すると、交流の磁束密度が電子機器用筐体10の外部に発生することになり、レンツの法則により電界が電子機器用筐体10の外部に発生することになる。このようにして、従来の電磁波シールド用金属板11を用いた場合には、電磁波発生源12から発生する電磁波が電子機器用筐体10の外部に間接的に漏れてしまう。
【0014】
本願発明者らは、このようにして今回初めて見出した知見に基づいて鋭意検討をした結果、電子機器用筐体10を構成する電磁波シールド用金属板11の接合部分13において、相互に対向する電磁波シールド用金属板11を一定の条件で電気的に相互に接続させることにより、前述したような渦電流16の発生を抑制できることを見出した。以下に、本願発明者らが検討した結果を示す。
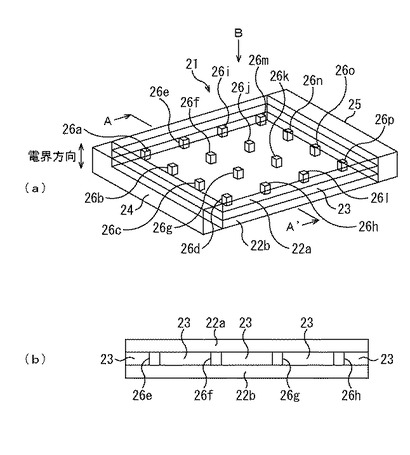
図2は、電磁波シールド用金属板11の接合部分13における電磁場の解析モデルの一例を示す図である。具体的に図2(a)は、解析モデルを俯瞰した図であり、図2(b)は、図2(a)のA−A´部を横から見た断面図である。
図2に示す解析モデル21では、鋼板18に対応する板状の鉄(Fe)22a、22bの間に、樹脂23が配置されており、この樹脂23の中に、角柱状の鉄(Fe)26が含まれる。これらの鉄26、樹脂23の特性は、以下の表1に示す通りである。
【0015】
【表1】

【0016】
まず、本願発明者らは、図2(a)に示す電界設定面24に、入力電力Winが1.0[W]、周波数が100[MHz]である電磁波を入力したときの、電界放射面25における電力Woutを電磁場解析により求め、求めた結果から、以下の(1)式で表される電力減衰率aを得た。
a=10×log(Wout/Win) ・・・(1)
尚、図2(a)に示す電界設定面24が、電磁波シールド用金属板11の接合部分13の先端側の部分13aの端(電磁波シールド用金属板11の接合部分13の先端)に対応し、電界放射面25が、電磁波シールド用金属板11の接合部分13の基端側の部分13bの端(電磁波シールド用金属板11の接合部分13の基端)に対応する。このように、本実施形態において、電磁波シールド用金属板11の接合部分13の先端側の部分とは、電磁波シールド用金属板11の接合部分13の領域のうち、電子機器用筐体10の内側に対応する部分を指す。一方、電磁波シールド用金属板11の接合部分13の基端側とは、電磁波シールド用金属板11の接合部分13の領域のうち、電子機器用筐体10の外側に対応する部分を指す。
【0017】
ここでは、図3〜図6に示す10個の解析モデルについて電力減衰率aを得るようにした。図3〜図6は、電磁波シールド用金属板11の接合部分13における電磁場の解析モデルの第1〜第3、第4〜第6、第7〜第9、第10の具体例を示す図である。
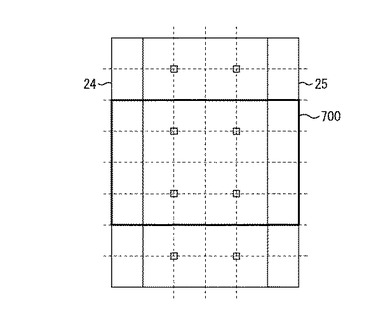
尚、図3〜図6は、図2(a)のB方向(真上)から解析モデルを見た図である。また、図3〜図6では、実際の解析領域の一部を抜き出して示している。図7は、図3(a)に示す解析モデルの全体の一例を示す図である。図7において太線で示す領域700が図3(a)に示されている。このように、図3〜図6に示す各解析モデル21a〜21jは、実際には、紙面の上下方向に、図3〜図6に示すのと同じピッチで、角柱状の鉄(Fe)26が繰り返し存在している。また、本実施形態では、角柱状の鉄26の中心の位置を基点とした最短距離を、長さ(距離や間隔)として表記するようにしている。
【0018】
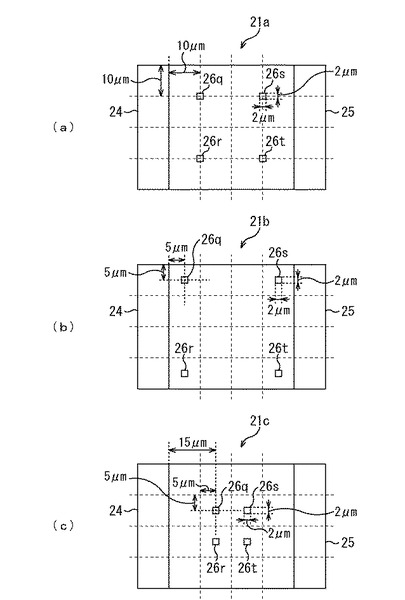
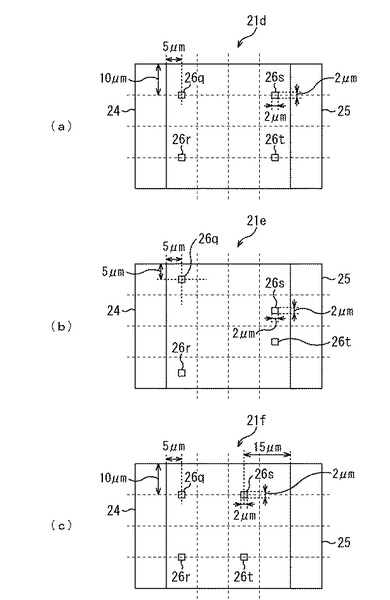
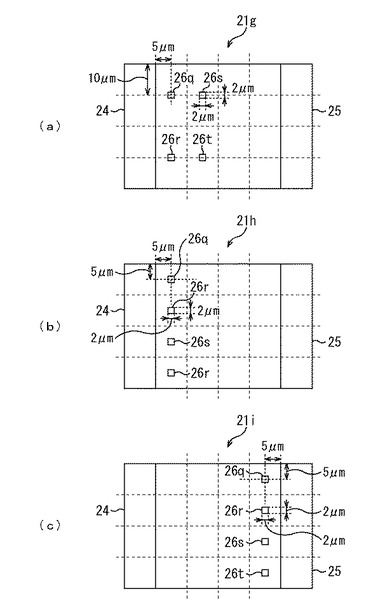
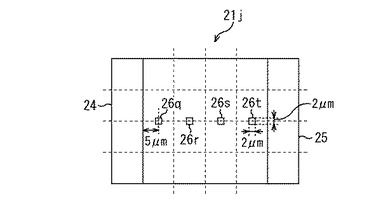
図3〜図6に示す解析モデル21a〜21jは、2[μm]×2[μm]の上面及び底面を有する4個の角柱状の鉄26q〜26tを配置している。
具体的に図3(a)に示す解析モデル21aでは、電界設定面24から10[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から10[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
【0019】
図3(b)に示す解析モデル21bでは、電界設定面24から5[μm]の位置に、28[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から5[μm]の位置に、30[μm]の間隔で角柱状の鉄26s、26tを配置している。
図3(c)に示す解析モデル21cでは、電界設定面24から15[μm]の位置に、10[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から15[μm]の位置に、10[μm]の間隔で角柱状の鉄26s、26tを配置している。
【0020】
図4(a)に示す解析モデル21dでは、電界設定面24から5[μm]の位置に、110[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
図4(b)に示す解析モデル21eでは、電界設定面24から5[μm]の位置に、30[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から5[μm]の位置に、10[μm]の間隔で角柱状の鉄26s、26tを配置している。
図4(c)に示す解析モデル21fでは、電界設定面24から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から15[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
【0021】
図5(a)に示す解析モデル21gでは、電界設定面24から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から25[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
図5(b)に示す解析モデル21hでは、電界設定面24から5[μm]の位置に、10[μm]の間隔で角柱状の鉄26q、26r、26s、26tを配置している。
図5(c)に示す解析モデル21iでは、電界放射面25から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26r、26s、26tを配置している。
図6に示す解析モデル21jでは、電界設定面24から5[μm]、15[μm]、25[μm]、35[μm]の位置に角柱状の鉄26q、26r、26s、26tを一列に並べて配置している。
【0022】
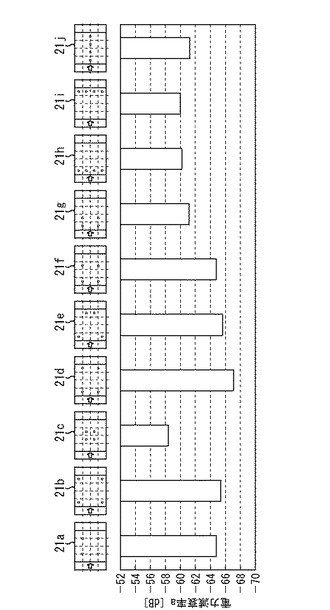
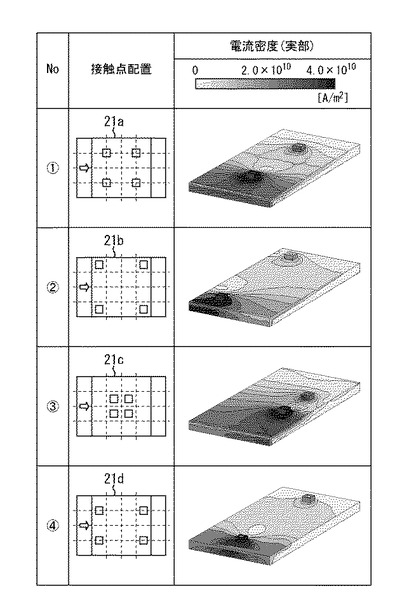
図8は、図3〜図6に示した10個の解析モデル21a〜21jにおける電力減衰率aの一例を示す図である。また、図9は、図3(a)、図3(b)、図3(c)、図4(a)に示した解析モデル21a〜21dにおける渦電流密度の分布の一例を示す図である。
図8に示すように、図3(c)に示した解析モデル21cでの電力減衰率aの絶対値が最も小さいことが分かる。また、図9に示すように、図3(c)に示した解析モデル21cにおいて、大きな渦電流が広範囲に亘って発生していることが分かる。
【0023】
このことから、本願発明者らは、図3(c)に示した解析モデル21cのように、角柱状の鉄26q、26r、26s、26tが、電界設定面24、電界放射面25から離れた位置に存在すると、電力減衰率aの絶対値が小さくなるという知見を得た。また、図3(a)、図3(b)、図4(a)、図4(b)に示した解析モデル21a、21b、21d、21eでの電力減衰率aの方が、図5(a)、図5(b)、図5(c)に示した解析モデル21g、21h、21iでの電力減衰率aよりも絶対値が大きくなるという知見を得た。
このことから、角柱状の鉄26q、26rを電界設定面24に、角柱状の鉄26s、26tを電界放射面25に近づけて配置すれば、電子機器用筐体10の内部で発生した電磁波が電子機器用筐体10の外部に漏洩することを効果的に防止することができるという知見を得た。
具体的に、電界設定面24及び電界放射面25から、電界設定面24と電界放射面25との間の長さ(図3〜図6に示した例では40[μm])の25[%]以下、好ましくは12.5[%]以下の距離に角柱状の鉄26q、26r、26s、26tの少なくとも一部を配置すればよいという知見を得た。
【0024】
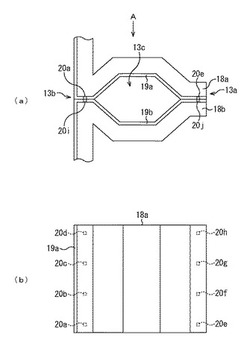
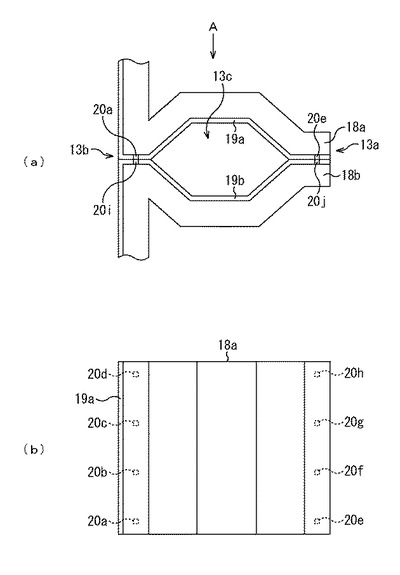
図10は、以上のような知見に基づいて製造された電子機器用筐体10における、電磁波シールド用金属板11の接合部分13の様子の一例を示す図である。具体的に図10(a)は、図1(a)に示す電磁波シールド用金属板11の接合部分13を拡大して示す図である。また、図10(b)は、図10(a)のA方向から見た図である。尚、図10(b)において実線で示した部分は図10(a)のA方向から見た場合に視認できる部分を示し、破線で示した部分は図10(a)のA方向から見た場合に視認できない部分を示している。
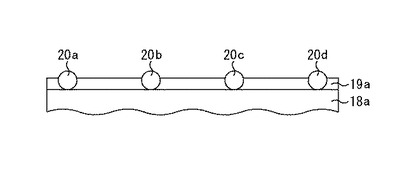
また、図11は、電磁波シールド用金属板11の様子の一例を示す図である。具体的に図11は、図10(b)に示す導電体20a〜20dが存在している部分における電磁波シールド用金属板11の縦断面図である。
【0025】
図10に示すように、本実施形態の電磁波シールド用金属板11は、表面に亜鉛(Zn)等のめっき処理が施された鋼板18と、鋼板18のめっき処理が施された面上に形成された絶縁性の樹脂19とに加え、樹脂19の中に一部が含まれる導電体20a〜20jを有している。そして、図11に示すように、導電体20a〜20jの一部の領域が樹脂19の表面よりも上方に突出するようにしている。尚、導電体20は、例えば、粒状や角柱状等、種々の形状を有し、更に樹脂19の厚みよりも大きいものやそうでないもの等、種々の大きさを有している。
【0026】
そして、図10に示すように、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、先端側の端の部分13aと基端側の端の部分13bでのみ相互に物理的に接触し、中央の部分13cでは隙間を有するように、上下の電磁波シールド用金属板11に折り曲げ加工が施されている。このとき、電磁波シールド用金属板11の接合部分13の先端側の端の部分13aと基端側の端の部分13bとの夫々において、上下の電磁波シールド用金属板11に形成されている導電体20を相互に物理的に接触させるようにする。例えば、基端側の端の部分13bでは導電体20a、20iを相互に物理的に接触させ、先端側の端の部分13aでは導電体20e、20jを相互に物理的に接触させるようにする。
【0027】
本実施形態ではこのように電磁波シールド用金属板11を加工することによって、電磁波シールド用金属板11の接合部分13の先端、基端から、それらの間の長さの25[%]以下、好ましくは12.5[%]以下の領域で、上下の電磁波シールド用金属板11が物理的に相互に接触し、上下の電磁波シールド用金属板11が電気的に相互に接続されるようにしている。
【0028】
尚、図10では、上下の電磁波シールド用金属板11が相互に接触する各面において、同じ大きさの導電体20a〜20jを4つずつ均等に配置する場合を例に挙げて説明したが、配置する導電体20の数、場所、形、及び大きさは、このようなものに限定されるものではない。すなわち、電磁波シールド用金属板11の接合部分13における上下の電磁波シールド用金属板11が電気的に相互に接続していれば、導電体20の数、場所、形、及び大きさは、どのようなものであってもよい。
【0029】
また、電磁波シールド用金属板11の接合部分13において、相互に対向する電磁波シールド用金属板11の導電性の突出物を物理的に相互に接触させるようにしていれば、必ずしも導電体20がガスケット101と物理的に接触していなくてもよい。
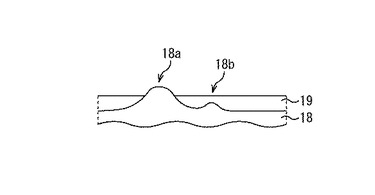
図12は、電磁波シールド用金属板11の導電性の突出物を形成する鋼板18自体の突起部の一例を示す図である。
例えば、図12に示すように、電磁波シールド用金属板11の鋼板18の凹凸により鋼板18自体に生じている突起部18a、18bのうち、樹脂19の表面よりも突出している突起部18aがガスケット101と物理的に接触するようにしてもよい。
このように、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11の表面に形成されている導電性の突起物が物理的に相互に接触し、それら上下の電磁波シールド用金属板11が電気的に相互に接続していれば、どのようにして電磁波シールド用金属板11の表面に導電性の突起物を形成してもよい。例えば、鋼板18自体に生じている突起部18aと導電体20との双方が電磁波シールド用金属板11の表面に形成され、それらが導電性の突起物となっていてもよい。
【0030】
本実施形態では、電磁波シールド用金属板11の導電体20や鋼板18自体の突起部18aが、当該電磁波シールド用金属板11と対向する電磁波シールド用金属板11の導電性の突起物と接触するためには、電磁波シールド用金属板11の導電体20や鋼板18自体の突起部18aが、樹脂19の表面よりも上方に突出していることが最低限の条件となる。この他の条件は、鋼板18・導電体20を構成する材料や、鋼板18自体の突起部18a・導電体20の樹脂19の表面より上方に突出している部分の形状や突出量等により決定される。
つまり、鋼板18の突起物としては、鋼板18自体の凹凸による突起部18aや、導電体20が考えられる。このうち、鋼板の凹凸による突起部18aのように、高さが、樹脂19の厚みより大きい場合には、鋼板18の板面が相互に対向して接触する場合、当該突起部18aは、他の鋼板の突起物(鋼板18自体の凹凸による突起部や導電体20)と物理的に接触することになるので、当該他の鋼板の突起物と物理的に接触可能な突起物といえる。一方、突起部18bは、他の鋼板の突起物(鋼板18自体の凹凸による突起部や導電体20)と物理的に接触することできないので、当該他の鋼板の突起物と物理的に接触不可能な突起物といえる。
また、導電体20の直径が樹脂19の厚みより大きい場合も、鋼板18の板面が相互に対向して接触する場合、導電体20は、他の鋼板の突起物と物理的に接触することになるので、当該他の鋼板の突起物と物理的に接触可能な突起物といえる。
【0031】
このように、突起物が接触することが可能であるか否かは、2枚の電磁波シールド用金属板11を実際に接触させてみて物理的に接触しているかどうかで判断すべきであるが、目安としては、鋼板18の凹凸による突起部18a、18bの高さ、又は導電体20の直径と樹脂19の厚みとの関係で考えることができる。
実際の樹脂19の厚みは、図11のごとく、空間的に厚くなっているところや薄くなっているところが存在しているために、例えば、断面のSEM(走査型電子顕微鏡)または、表面のSEMにて評価すべきである。SEM観察の結果、鋼板18の凹凸による突起部18a、18b又は導電体20が樹脂19よりも出ているかどうかを見て、接触可能な突起物を判断すべきである。
【0032】
また、2枚の電磁波シールド用金属板11を実際に接触させてみて、その断面をSEMなどで観察し、接触可能な突起物を判断しても構わない。また、2枚の電磁波シールド用金属板11を実際に接触させてみて、その電気接触抵抗から、接触可能な突起物を判断しても構わない。
【0033】
以上のような本実施形態の電磁波シールド用金属板11は、例えば、以下のようにして形成することができる。
まず、溶融亜鉛めっき鋼板を脱脂する。次に、シリカ5重量%とZr化合物5重量%とを含有する化成処理液を塗布した後、乾燥させ、皮膜付着量が0.1[g/m2]の化成処理皮膜を形成する。次に、化成処理皮膜の上にニッケル(Ni)が添加されたポリエステル系樹脂を所定の膜厚となるように塗布し、焼付処理を行う。このポリエステル系樹脂には、種々の形状・大きさのNiが含まれる。また、Niが添加されたポリエステル系樹脂を攪拌して、ポリエステル系樹脂中にNiが出来るだけ均一に含まれるようにする。このようにして電磁波シールド用金属板11を形成した場合には、ポリエステル樹脂が樹脂19に対応し、Niが導電体20に対応することになる。
【0034】
また、溶融亜鉛めっき鋼板を脱脂した後、亜鉛めっきの上にフォトレジスト膜を塗布し、導電体20として残したい部分に合わせたパターンを有するマスクを通してレーザ光を照射する。これにより、導電体20として残したい部分を除いてフォトレジスト膜が除去される。このようにしてフォトレジスト膜が除去されることにより露出した亜鉛めっきをドライエッチング等により除去した後、残りのフォトレジスト膜を除去する。このようにすることによって、導電体20として残したい部分に亜鉛めっきが残る。そして、この亜鉛めっきの間に、ロールコーティングやスプレー塗装等により、エポキシ系樹脂やポリエステル系樹脂等の樹脂を塗布する。このようにして電磁波シールド用金属板11を形成した場合には、ポリエステル樹脂が樹脂19に対応し、亜鉛めっきの部分が導電体20に対応することになる。
【0035】
また、鋼板18自体に突起部を形成する場合には、例えば、凹部を有するロールで鋼板を圧延して鋼板の表面に突起部を設けた後にめっき処理を行う。また、微細パターンを有するレジストを用いて、鋼板の表面に対して局所的にめっきを行ったり、析出条件の調整により粒状にめっきを析出させる電気めっきを行ったりすることによっても、鋼板18自体に突起部を形成することができる。
このようにした場合には、鋼板18に有効突起物が得られるので、必ずしも樹脂19や導電体20を形成しなくてもよい。ただし、外観や耐食性等を考慮して、樹脂19及び導電体20を形成する場合には、例えば、Niが添加されたポリエステル系樹脂を塗布することで、樹脂19及び導電体20を形成することができる。
【0036】
以上のように本実施形態では、上下の電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、先端側の端の部分13aと基端側の端の部分13bでは相互に物理的に接触するが、中央の部分13cでは隙間を有するように、電磁波シールド用金属板11を折り曲げ加工し、この折り曲げ加工により物理的に相互に接触させられる部分において上下の電磁波シールド用金属板11が電気的に相互に接続されるようにした。したがって、電磁波シールド用金属板11に発生する渦電流を、接合部分13の先端側の端の部分13aと基端側の端の部分13bで適切に捕捉することができる。よって、電子機器用筐体10の内部の電磁波発生源12から発生した電磁波が、電磁波シールド用金属板11の接合部分13の存在によって、電子機器用筐体10の外部に漏れてしまうことを従来よりも確実に防止することができる。
【0037】
尚、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、先端側の端の部分13aと基端側の端の部分13bでのみ相互に物理的に接触し、中央の部分13cでは隙間を有するようにしていれば、必ずしも図10に示すようにして電磁波シールド用金属板11に折り曲げ加工を施す必要はない。
例えば、一方(例えば上側)の電磁波シールド用金属板11の接合部分13については図10(a)に示すような形状にし、他方(例えば下側)の電磁波シールド用金属板11の接合部分13については平板形状にしてもよい。すなわち、一方の電磁波シールド用金属板11については、上下の電磁波シールド用金属板11を物理的に相互に接触させるための折り曲げ加工を、先端側の端の部分13a、基端側の端の部分13bで夫々2箇所ずつ施すようにし、下側の電磁波シールド用金属板11については、当該折り曲げ加工を施さないようにしてもよい。
【0038】
また、本実施形態では、電磁波シールド用金属板の接合部分13において、上下の電磁波シールド用金属板11を物理的に相互に接触させるための折り曲げ加工を、先端側の端の部分13a、基端側の端の部分13bで夫々2箇所ずつ施す場合を示したが、必ずしもこのようにする必要はない。すなわち、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bにおいて、上下の電磁波シールド用金属板11を物理的に相互に接触させるために、電磁波シールド用金属板の接合部分13の先端側の端の部分13a、基端側の端の部分13bに、折り曲げ加工をn箇所(nは自然数)施すようしていれば、必ずしも図10に示したように折り曲げ加工を施す必要はない。
【0039】
図13は、電磁波シールド用金属板の接合部分13の先端側の端の部分13a、基端側の端の部分13bに、折り曲げ加工を1箇所ずつ施すようした場合の、電子機器用筐体10における、電磁波シールド用金属板11の接合部分13の様子の一例を示す図である。具体的に図13(a)は、図1(a)に示す電磁波シールド用金属板11の接合部分13を拡大して示す図である。また、図13(b)は、図13(a)のA方向から見た図である。図13に示すようにしても前述した効果と同様の効果を得ることができる。
【0040】
また、図1では、1枚の電磁波シールド用金属板11を接続した場合を例に挙げて説明したが、複数枚の電磁波シールド用金属板11を接続するようにしてもよい(すなわち、異なる電磁波シールド用金属板11を接続するようにしてもよい)。このようにした場合、複数枚の電磁波シールド用金属板11の夫々を、前述した条件で製造することになる。
また、鋼板18の代わりに、他の金属板を用いることもできる。また、素地の金属板又は鋼板とは異なる金属で被覆又は鍍金した構造のものを電磁波シールド用金属板11としても構わない。この被覆又は鍍金する素地の金属板又は鋼板とは異なる金属としては、導電性を有する有機物または無機物であっても構わない。
【0041】
また、前述したように、樹脂19、導電体20を形成せずに、電磁波シールド用金属板11の接合部分13において、上下の鋼板18自体の突起部同士を物理的に接触させるようにしてもよい。このように樹脂19、導電体20が形成されていない場合、電磁波シールド用金属板11の鋼板18自体の突起部が、ガスケット101と接触することが可能か否かは、例えば、鋼板18を構成する材料や、鋼板18自体の突起部の形状・突出量等により決定される。例えば、表面粗度が1.0[μm]を超える突起部であれば、電磁波シールド用金属板11の鋼板18自体の突起部が、対向する電磁波シールド用金属板11の導電性の突起部と接触することができるとみなすことができる。
【0042】
(第2の実施形態)
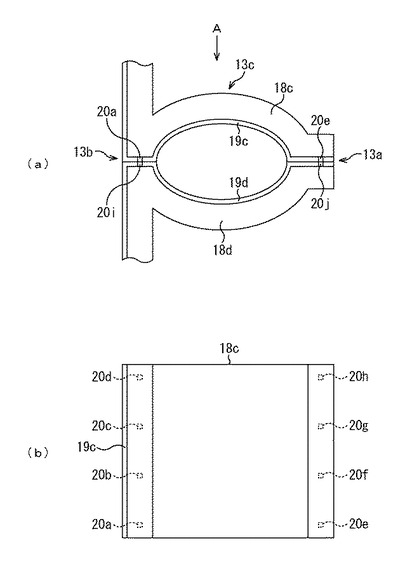
次に、本発明の第2の実施形態について説明する。前述した第1の実施形態では、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、電磁波シールド用金属板11の接合部分13の先端側の端の部分13aと基端側の端の部分13bでのみ相互に物理的に接触し、中央の部分13cでは隙間を有するように、電磁波シールド用金属板11を折り曲げ加工した場合を例に挙げて説明した。これに対し、本実施形態では、電磁波シールド用金属板11の接合部分13の先端側の端の部分13aと基端側の端の部分13bの夫々において、上下の電磁波シールド用金属板11に形成されたリブ同士を嵌め合わせるようにする。このように本実施形態と前述した第1の実施形態とは、電磁波シールド用金属板11の接合部分13において上下の電磁波シールド用金属板11を電気的に相互に接続するための構成が主として異なる。したがって、本実施形態の説明において、前述した第1の実施形態と同一の部分については、図1〜図13に付した符号と同一の符号を付す等して詳細な説明を省略する。
【0043】
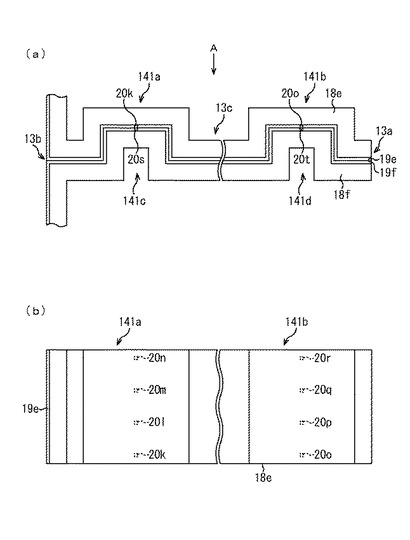
図14は、電子機器用筐体における、電磁波シールド用金属板の接合部分13の様子の一例を示す図である。具体的に図14(a)は、図10(a)と対応する部分を示す図である。また、図14(b)は、図14(a)のA方向から見た図である。尚、図14(b)において実線で示した部分は図14(a)のA方向から見た場合に視認できる部分を示し、破線で示した部分は図14(a)のA方向から見た場合に視認できない部分を示している。
【0044】
図14に示すように、上側(一方)の電磁波シールド用金属板は、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bとの夫々にリブ141a、141b(畝状の張出部)を有している。一方、下側(他方)の電磁波シールド用金属板も、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bとの夫々にリブ141c、141dを有している。リブ141a〜141dは、例えば、鋼板18e、19fをプレス加工することにより形成される。このようにしてリブ141a〜141dを形成した場合には、リブ141a〜141dを形成した後に、樹脂19e、19f、導電体20k〜20tを前述したようにして形成する。
【0045】
本実施形態では、電磁波シールド用金属板の接合部分13の先端側の端の部分13aにおいて、上側(一方)の電磁波シールド用金属板に形成されたリブ141bに、下側(他方)の電磁波シールド用金属板形成されたリブ141dを嵌めるようにする。すなわち、下側(他方)の電磁波シールド用金属板形成されたリブ141dがオス型のリブとなり、上側(一方)の電磁波シールド用金属板に形成されたリブ141bがメス型のリブとなるようにしている。同様に、電磁波シールド用金属板の接合部分13の基端側の端の部分13bにおいて、上側(一方)の電磁波シールド用金属板に形成されたリブ141aに、下側(他方)の電磁波シールド用金属板形成されたリブ141cを嵌めるようにする。
【0046】
そして、このようにして、リブ141c、141dがリブ141a、141bに嵌められた際に、リブ141a〜141dが形成されている部分において、上下の電磁波シールド用金属板11に形成されている導電体20を相互に物理的に接触させるようにする。例えば、基端側の端の部分13bでは導電体20k、20sを相互に物理的に接触させ、先端側の端の部分13aでは導電体20s、20tを相互に物理的に接触させるようにする。
【0047】
本実施形態ではこのように電磁波シールド用金属板を折り曲げ加工することによって、電磁波シールド用金属板11の接合部分13の先端、基端から、それらの間の長さの25[%]以下、好ましくは12.5[%]以下の領域で、上下の電磁波シールド用金属板11が強制的に物理的に相互に接触し、上下の電磁波シールド用金属板11が電気的に相互に接続されるようにしている。
【0048】
尚、図14では、リブ141a〜141dが形成されている各部分において、同じ大きさの導電体20k〜20tを4つずつ均等に配置する場合を例に挙げて説明したが、配置する導電体20の数、場所、形、及び大きさは、このようなものに限定されるものではない。すなわち、リブ141a〜141dが形成されている部分において、上下の電磁波シールド用金属板が電気的に相互に接続していれば、導電体20の数、場所、形、及び大きさは、どのようなものであってもよい。また、第1の実施形態で説明したように、導電体20を用いずに、上下の電磁波シールド用金属板を電気的に相互に接続するようにしてもよい。
【0049】
以上のように本実施形態では、上下の電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bにおいて、上下の電磁波シールド用金属板に形成されているリブ141a〜141dが嵌め合わさるようし、当該リブ141a〜141dが嵌め合わさっている部分で上下の電磁波シールド用金属板が電気的に相互に接続されるようにした。このようにしても前述した第1の実施形態と同様の効果を得ることができる。
【0050】
尚、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bにおいて、上下の電磁波シールド用金属板に形成されているリブ141a〜141dが嵌め合わさるようし、当該リブ141a〜141dが嵌め合わさっている部分で上下の電磁波シールド用金属板が電気的に相互に接続されるようにしていれば、必ずしも図14に示したようにリブ141a〜141dを形成する必要はない。すなわち、電磁波シールド用金属板の接合部分13の接合部分13の先端側の端の部分13aと基端側の端の部分13bに形成するリブの数、場所、形、及び大きさは、前述したものに限定されない。例えば、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bの少なくとも何れか一方に複数のリブを形成するようにしてもよい。
【0051】
尚、以上説明した本発明の各実施形態は、何れも本発明を実施するにあたっての具体化の例を示したものに過ぎず、これらによって本発明の技術的範囲が限定的に解釈されてはならないものである。すなわち、本発明はその技術思想、またはその主要な特徴から逸脱することなく、様々な形で実施することができる。
【符号の説明】
【0052】
10 電子機器用筐体
11 電磁波シールド用金属板
12 電磁波発生源
19 樹脂
20 導電体
141 リブ
【技術分野】
【0001】
本発明は、電子機器用筐体に関し、特に、内部の電子機器から発生した電磁波を外部に漏らさないようにシールド(遮蔽)するために用いて好適なものである。
【背景技術】
【0002】
従来から、電子機器には、CPU等の電磁波を発生する部品が、その内部に組み込まれている。したがって、電子機器の内部で発生した電磁波を外部に漏らさないようにすることが求められている。このための技術として、特許文献1には、内部の回路から発生する電磁波をシールドする筐体(シールドケース)に、鋼板を用いるようにすることが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−112147号公報
【特許文献2】特許第3389060号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、電子機器の筐体は、1枚又は複数枚の金属板を加工して形成される。このため、電子機器の筐体には、金属板の接合部分が生じる。従来の電子機器の筐体では、このような金属板の接合部分があることによって、内部で発生した電磁波を外部に漏らさないようにすることを確実に実現することが困難であるという問題点があった。
また、電磁波のシールド性を良好にする材料については、特許文献2において、良好なアース性が必要との認識のもと、金属表面における被覆面積率で議論されている。しかしながら、特許文献2では、電磁波現象の原理原則に従った議論ではないために、十分な電磁波シールド性能が得られていないのが現状であった。
【0005】
本発明はこのような問題点に鑑みてなされたものであり、電子機器の内部で発生した電磁波を外部に漏らさないようにすることを従来よりも確実に実現できるようにすることを目的とする。
【課題を解決するための手段】
【0006】
本発明の電子機器用筐体は、電磁波シールド用金属板を用いて形成された電子機器用筐体であって、前記電子機器用筐体における、前記電磁波シールド用金属板の接合部分に位置する一方及び他方の電磁波シールド用金属板の少なくとも何れか一方には、当該接合部分の先端側の端の部分及び基端側の端の部分の夫々に、当該接合部分に位置する一方及び他方の電磁波シールド用金属板を物理的に相互に接触させるための折り曲げ加工が施されており、前記接合部分に位置する一方及び他方の電磁波シールド用金属板は、前記折り曲げ加工により物理的に相互に接触させられる領域で相互に電気的に接続されていることを特徴とする。
【発明の効果】
【0007】
本発明によれば、電子機器用筐体における、電磁波シールド用金属板の接合部分の先端側の端の部分及び基端側の端の部分の夫々に、当該接合部分に位置する一方及び他方の電磁波シールド用金属板を物理的に相互に接触させるための折り曲げ加工を施すようにし、当該折り曲げ加工によって物理的に相互に接触している領域が電気的に接続されるようにした。したがって、電磁波シールド用金属板の接合部分の先端側の端の部分及び基端側の端の部分で、電磁波シールド用金属板に流れる渦電流を可及的に確実に捕捉することができる。よって、電子機器の内部で発生した電磁波を外部に漏らさないようにすることを従来よりも確実に実現することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の第1の実施形態を示し、電子機器用筐体の一例を示す図である。
【図2】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの一例を示す図である。
【図3】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第1〜第3の具体例を示す図である。
【図4】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第4〜第6の具体例を示す図である。
【図5】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第7〜第9の具体例を示す図である。
【図6】本発明の第1の実施形態を示し、電磁波シールド用金属板の接合部分における電磁場の解析モデルの第10の具体例を示す図である。
【図7】本発明の第1の実施形態を示し、図3(a)に示す解析モデルの全体の一例を示す図である。
【図8】本発明の第1の実施形態を示し、図3〜図6に示した10個の解析モデルにおける電力減衰率の一例を示す図である。
【図9】本発明の第1の実施形態を示し、図3(a)、図3(b)、図3(c)、図4(a)に示した解析モデルにおける渦電流密度の分布の一例を示す図である。
【図10】本発明の第1の実施形態を示し、電子機器用筐体における、電磁波シールド用金属板の接合部分の様子の一例を示す図である。
【図11】本発明の実施形態を示し、電磁波シールド用金属板の様子の一例を示す図である。
【図12】本発明の第1の実施形態を示し、電磁波シールド用金属板の導電性の突出部を形成する鋼板自体の突起部の一例を示す図である。
【図13】本発明の第1の実施形態の変形例を示し、電子機器用筐体における、電磁波シールド用金属板の接合部分の様子の一例を示す図である。
【図14】本発明の第2の実施形態を示し、電子機器用筐体における、電磁波シールド用金属板の接合部分の様子の一例を示す図である。
【発明を実施するための形態】
【0009】
(第1の実施形態)
以下、図面を参照しながら、本発明の第1の実施形態を説明する。
図1は、電子機器用筐体の一例を示す図である。具体的に図1(a)は、電子機器用筐体の縦断面の一例を示す図である。また、図1(b)は、従来の電子機器用筐体における電磁波シールド用金属板の接合部分(接続部分)の様子を概念的に示す図である。
【0010】
図1(a)に示すように、電子機器用筐体10は、その内部にあるCPU等の電磁波発生源12の周囲を覆うように、電磁波シールド用金属板11を加工することにより形成される。
また、図1(b)に示すように、従来の電磁波シールド用金属板11は、表面に亜鉛(Zn)等のめっき処理が施された鋼板14と、鋼板14のめっき処理が施された面上に形成された絶縁性の樹脂15とを有しており、電磁波シールド用金属板11の接合部分13では、上下の電磁波シールド用金属板11の樹脂15が相互に対向している。
【0011】
電子機器用筐体10の内壁面が全て金属板で覆われていれば、電子機器用筐体10の内部にある電磁波発生源12から発生する電磁波が、電子機器用筐体10の外部に漏れることはない。しかしながら、図1(a)に示すように、電子機器用筐体10は、電磁波シールド用金属板11を加工して形成するので、電子機器用筐体10には、電磁波シールド用金属板11の接合部分13(図1(a)の破線で囲われた部分)が生じる。そして、図1(b)に示すように、電磁波シールド用金属板11の接合部分13では、絶縁性の樹脂15が存在する。本願発明者らは、鋭意検討の結果、この接合部分13における絶縁性の樹脂15の存在によって、電子機器用筐体10の内部にある電磁波発生源12から発生する電磁波が、電子機器用筐体10の外部に漏れる現象を解明した。以下に、この現象について説明する。
【0012】
まず、電磁波シールド用金属板11の接合部分13の上側の樹脂15と下側の樹脂15の厚みの合計が例えば2[μm]であるとする。また、電磁波発生源12の一例であるCPUの動作周波数が1[GHz]であるとする。この場合、電磁波発生源12から発生する電磁波の波長は300[mm]であり、樹脂15の厚みに比べて十分に長い。このため、当該電磁波が接合部分13を通って外部に直接的に漏れることはないと考えられる。
【0013】
しかしながら、図1(b)に示すように、電磁波発生源12から発生する電磁波によって、電界が鋼板14の表面に渦電流16が流れるが、電気絶縁物である樹脂15があるために、鋼板14の接合部分13間には渦電流は流れないで、鋼板14の接合部分13に平行に電流が流れて電子機器用筐体10の外部に渦電流が流れてしまう。電子機器用筐体10の外部に流れた渦電流は、アンペールの法則で電磁波発生源12と同じ周波数を持つ交流の磁界17を電子機器用筐体10の外部に発生させる。交流の磁界17が電子機器用筐体10の外部に発生すると、交流の磁束密度が電子機器用筐体10の外部に発生することになり、レンツの法則により電界が電子機器用筐体10の外部に発生することになる。このようにして、従来の電磁波シールド用金属板11を用いた場合には、電磁波発生源12から発生する電磁波が電子機器用筐体10の外部に間接的に漏れてしまう。
【0014】
本願発明者らは、このようにして今回初めて見出した知見に基づいて鋭意検討をした結果、電子機器用筐体10を構成する電磁波シールド用金属板11の接合部分13において、相互に対向する電磁波シールド用金属板11を一定の条件で電気的に相互に接続させることにより、前述したような渦電流16の発生を抑制できることを見出した。以下に、本願発明者らが検討した結果を示す。
図2は、電磁波シールド用金属板11の接合部分13における電磁場の解析モデルの一例を示す図である。具体的に図2(a)は、解析モデルを俯瞰した図であり、図2(b)は、図2(a)のA−A´部を横から見た断面図である。
図2に示す解析モデル21では、鋼板18に対応する板状の鉄(Fe)22a、22bの間に、樹脂23が配置されており、この樹脂23の中に、角柱状の鉄(Fe)26が含まれる。これらの鉄26、樹脂23の特性は、以下の表1に示す通りである。
【0015】
【表1】
【0016】
まず、本願発明者らは、図2(a)に示す電界設定面24に、入力電力Winが1.0[W]、周波数が100[MHz]である電磁波を入力したときの、電界放射面25における電力Woutを電磁場解析により求め、求めた結果から、以下の(1)式で表される電力減衰率aを得た。
a=10×log(Wout/Win) ・・・(1)
尚、図2(a)に示す電界設定面24が、電磁波シールド用金属板11の接合部分13の先端側の部分13aの端(電磁波シールド用金属板11の接合部分13の先端)に対応し、電界放射面25が、電磁波シールド用金属板11の接合部分13の基端側の部分13bの端(電磁波シールド用金属板11の接合部分13の基端)に対応する。このように、本実施形態において、電磁波シールド用金属板11の接合部分13の先端側の部分とは、電磁波シールド用金属板11の接合部分13の領域のうち、電子機器用筐体10の内側に対応する部分を指す。一方、電磁波シールド用金属板11の接合部分13の基端側とは、電磁波シールド用金属板11の接合部分13の領域のうち、電子機器用筐体10の外側に対応する部分を指す。
【0017】
ここでは、図3〜図6に示す10個の解析モデルについて電力減衰率aを得るようにした。図3〜図6は、電磁波シールド用金属板11の接合部分13における電磁場の解析モデルの第1〜第3、第4〜第6、第7〜第9、第10の具体例を示す図である。
尚、図3〜図6は、図2(a)のB方向(真上)から解析モデルを見た図である。また、図3〜図6では、実際の解析領域の一部を抜き出して示している。図7は、図3(a)に示す解析モデルの全体の一例を示す図である。図7において太線で示す領域700が図3(a)に示されている。このように、図3〜図6に示す各解析モデル21a〜21jは、実際には、紙面の上下方向に、図3〜図6に示すのと同じピッチで、角柱状の鉄(Fe)26が繰り返し存在している。また、本実施形態では、角柱状の鉄26の中心の位置を基点とした最短距離を、長さ(距離や間隔)として表記するようにしている。
【0018】
図3〜図6に示す解析モデル21a〜21jは、2[μm]×2[μm]の上面及び底面を有する4個の角柱状の鉄26q〜26tを配置している。
具体的に図3(a)に示す解析モデル21aでは、電界設定面24から10[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から10[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
【0019】
図3(b)に示す解析モデル21bでは、電界設定面24から5[μm]の位置に、28[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から5[μm]の位置に、30[μm]の間隔で角柱状の鉄26s、26tを配置している。
図3(c)に示す解析モデル21cでは、電界設定面24から15[μm]の位置に、10[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から15[μm]の位置に、10[μm]の間隔で角柱状の鉄26s、26tを配置している。
【0020】
図4(a)に示す解析モデル21dでは、電界設定面24から5[μm]の位置に、110[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
図4(b)に示す解析モデル21eでは、電界設定面24から5[μm]の位置に、30[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から5[μm]の位置に、10[μm]の間隔で角柱状の鉄26s、26tを配置している。
図4(c)に示す解析モデル21fでは、電界設定面24から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から15[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
【0021】
図5(a)に示す解析モデル21gでは、電界設定面24から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26rを配置している。また、電界放射面25から25[μm]の位置に、20[μm]の間隔で角柱状の鉄26s、26tを配置している。
図5(b)に示す解析モデル21hでは、電界設定面24から5[μm]の位置に、10[μm]の間隔で角柱状の鉄26q、26r、26s、26tを配置している。
図5(c)に示す解析モデル21iでは、電界放射面25から5[μm]の位置に、20[μm]の間隔で角柱状の鉄26q、26r、26s、26tを配置している。
図6に示す解析モデル21jでは、電界設定面24から5[μm]、15[μm]、25[μm]、35[μm]の位置に角柱状の鉄26q、26r、26s、26tを一列に並べて配置している。
【0022】
図8は、図3〜図6に示した10個の解析モデル21a〜21jにおける電力減衰率aの一例を示す図である。また、図9は、図3(a)、図3(b)、図3(c)、図4(a)に示した解析モデル21a〜21dにおける渦電流密度の分布の一例を示す図である。
図8に示すように、図3(c)に示した解析モデル21cでの電力減衰率aの絶対値が最も小さいことが分かる。また、図9に示すように、図3(c)に示した解析モデル21cにおいて、大きな渦電流が広範囲に亘って発生していることが分かる。
【0023】
このことから、本願発明者らは、図3(c)に示した解析モデル21cのように、角柱状の鉄26q、26r、26s、26tが、電界設定面24、電界放射面25から離れた位置に存在すると、電力減衰率aの絶対値が小さくなるという知見を得た。また、図3(a)、図3(b)、図4(a)、図4(b)に示した解析モデル21a、21b、21d、21eでの電力減衰率aの方が、図5(a)、図5(b)、図5(c)に示した解析モデル21g、21h、21iでの電力減衰率aよりも絶対値が大きくなるという知見を得た。
このことから、角柱状の鉄26q、26rを電界設定面24に、角柱状の鉄26s、26tを電界放射面25に近づけて配置すれば、電子機器用筐体10の内部で発生した電磁波が電子機器用筐体10の外部に漏洩することを効果的に防止することができるという知見を得た。
具体的に、電界設定面24及び電界放射面25から、電界設定面24と電界放射面25との間の長さ(図3〜図6に示した例では40[μm])の25[%]以下、好ましくは12.5[%]以下の距離に角柱状の鉄26q、26r、26s、26tの少なくとも一部を配置すればよいという知見を得た。
【0024】
図10は、以上のような知見に基づいて製造された電子機器用筐体10における、電磁波シールド用金属板11の接合部分13の様子の一例を示す図である。具体的に図10(a)は、図1(a)に示す電磁波シールド用金属板11の接合部分13を拡大して示す図である。また、図10(b)は、図10(a)のA方向から見た図である。尚、図10(b)において実線で示した部分は図10(a)のA方向から見た場合に視認できる部分を示し、破線で示した部分は図10(a)のA方向から見た場合に視認できない部分を示している。
また、図11は、電磁波シールド用金属板11の様子の一例を示す図である。具体的に図11は、図10(b)に示す導電体20a〜20dが存在している部分における電磁波シールド用金属板11の縦断面図である。
【0025】
図10に示すように、本実施形態の電磁波シールド用金属板11は、表面に亜鉛(Zn)等のめっき処理が施された鋼板18と、鋼板18のめっき処理が施された面上に形成された絶縁性の樹脂19とに加え、樹脂19の中に一部が含まれる導電体20a〜20jを有している。そして、図11に示すように、導電体20a〜20jの一部の領域が樹脂19の表面よりも上方に突出するようにしている。尚、導電体20は、例えば、粒状や角柱状等、種々の形状を有し、更に樹脂19の厚みよりも大きいものやそうでないもの等、種々の大きさを有している。
【0026】
そして、図10に示すように、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、先端側の端の部分13aと基端側の端の部分13bでのみ相互に物理的に接触し、中央の部分13cでは隙間を有するように、上下の電磁波シールド用金属板11に折り曲げ加工が施されている。このとき、電磁波シールド用金属板11の接合部分13の先端側の端の部分13aと基端側の端の部分13bとの夫々において、上下の電磁波シールド用金属板11に形成されている導電体20を相互に物理的に接触させるようにする。例えば、基端側の端の部分13bでは導電体20a、20iを相互に物理的に接触させ、先端側の端の部分13aでは導電体20e、20jを相互に物理的に接触させるようにする。
【0027】
本実施形態ではこのように電磁波シールド用金属板11を加工することによって、電磁波シールド用金属板11の接合部分13の先端、基端から、それらの間の長さの25[%]以下、好ましくは12.5[%]以下の領域で、上下の電磁波シールド用金属板11が物理的に相互に接触し、上下の電磁波シールド用金属板11が電気的に相互に接続されるようにしている。
【0028】
尚、図10では、上下の電磁波シールド用金属板11が相互に接触する各面において、同じ大きさの導電体20a〜20jを4つずつ均等に配置する場合を例に挙げて説明したが、配置する導電体20の数、場所、形、及び大きさは、このようなものに限定されるものではない。すなわち、電磁波シールド用金属板11の接合部分13における上下の電磁波シールド用金属板11が電気的に相互に接続していれば、導電体20の数、場所、形、及び大きさは、どのようなものであってもよい。
【0029】
また、電磁波シールド用金属板11の接合部分13において、相互に対向する電磁波シールド用金属板11の導電性の突出物を物理的に相互に接触させるようにしていれば、必ずしも導電体20がガスケット101と物理的に接触していなくてもよい。
図12は、電磁波シールド用金属板11の導電性の突出物を形成する鋼板18自体の突起部の一例を示す図である。
例えば、図12に示すように、電磁波シールド用金属板11の鋼板18の凹凸により鋼板18自体に生じている突起部18a、18bのうち、樹脂19の表面よりも突出している突起部18aがガスケット101と物理的に接触するようにしてもよい。
このように、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11の表面に形成されている導電性の突起物が物理的に相互に接触し、それら上下の電磁波シールド用金属板11が電気的に相互に接続していれば、どのようにして電磁波シールド用金属板11の表面に導電性の突起物を形成してもよい。例えば、鋼板18自体に生じている突起部18aと導電体20との双方が電磁波シールド用金属板11の表面に形成され、それらが導電性の突起物となっていてもよい。
【0030】
本実施形態では、電磁波シールド用金属板11の導電体20や鋼板18自体の突起部18aが、当該電磁波シールド用金属板11と対向する電磁波シールド用金属板11の導電性の突起物と接触するためには、電磁波シールド用金属板11の導電体20や鋼板18自体の突起部18aが、樹脂19の表面よりも上方に突出していることが最低限の条件となる。この他の条件は、鋼板18・導電体20を構成する材料や、鋼板18自体の突起部18a・導電体20の樹脂19の表面より上方に突出している部分の形状や突出量等により決定される。
つまり、鋼板18の突起物としては、鋼板18自体の凹凸による突起部18aや、導電体20が考えられる。このうち、鋼板の凹凸による突起部18aのように、高さが、樹脂19の厚みより大きい場合には、鋼板18の板面が相互に対向して接触する場合、当該突起部18aは、他の鋼板の突起物(鋼板18自体の凹凸による突起部や導電体20)と物理的に接触することになるので、当該他の鋼板の突起物と物理的に接触可能な突起物といえる。一方、突起部18bは、他の鋼板の突起物(鋼板18自体の凹凸による突起部や導電体20)と物理的に接触することできないので、当該他の鋼板の突起物と物理的に接触不可能な突起物といえる。
また、導電体20の直径が樹脂19の厚みより大きい場合も、鋼板18の板面が相互に対向して接触する場合、導電体20は、他の鋼板の突起物と物理的に接触することになるので、当該他の鋼板の突起物と物理的に接触可能な突起物といえる。
【0031】
このように、突起物が接触することが可能であるか否かは、2枚の電磁波シールド用金属板11を実際に接触させてみて物理的に接触しているかどうかで判断すべきであるが、目安としては、鋼板18の凹凸による突起部18a、18bの高さ、又は導電体20の直径と樹脂19の厚みとの関係で考えることができる。
実際の樹脂19の厚みは、図11のごとく、空間的に厚くなっているところや薄くなっているところが存在しているために、例えば、断面のSEM(走査型電子顕微鏡)または、表面のSEMにて評価すべきである。SEM観察の結果、鋼板18の凹凸による突起部18a、18b又は導電体20が樹脂19よりも出ているかどうかを見て、接触可能な突起物を判断すべきである。
【0032】
また、2枚の電磁波シールド用金属板11を実際に接触させてみて、その断面をSEMなどで観察し、接触可能な突起物を判断しても構わない。また、2枚の電磁波シールド用金属板11を実際に接触させてみて、その電気接触抵抗から、接触可能な突起物を判断しても構わない。
【0033】
以上のような本実施形態の電磁波シールド用金属板11は、例えば、以下のようにして形成することができる。
まず、溶融亜鉛めっき鋼板を脱脂する。次に、シリカ5重量%とZr化合物5重量%とを含有する化成処理液を塗布した後、乾燥させ、皮膜付着量が0.1[g/m2]の化成処理皮膜を形成する。次に、化成処理皮膜の上にニッケル(Ni)が添加されたポリエステル系樹脂を所定の膜厚となるように塗布し、焼付処理を行う。このポリエステル系樹脂には、種々の形状・大きさのNiが含まれる。また、Niが添加されたポリエステル系樹脂を攪拌して、ポリエステル系樹脂中にNiが出来るだけ均一に含まれるようにする。このようにして電磁波シールド用金属板11を形成した場合には、ポリエステル樹脂が樹脂19に対応し、Niが導電体20に対応することになる。
【0034】
また、溶融亜鉛めっき鋼板を脱脂した後、亜鉛めっきの上にフォトレジスト膜を塗布し、導電体20として残したい部分に合わせたパターンを有するマスクを通してレーザ光を照射する。これにより、導電体20として残したい部分を除いてフォトレジスト膜が除去される。このようにしてフォトレジスト膜が除去されることにより露出した亜鉛めっきをドライエッチング等により除去した後、残りのフォトレジスト膜を除去する。このようにすることによって、導電体20として残したい部分に亜鉛めっきが残る。そして、この亜鉛めっきの間に、ロールコーティングやスプレー塗装等により、エポキシ系樹脂やポリエステル系樹脂等の樹脂を塗布する。このようにして電磁波シールド用金属板11を形成した場合には、ポリエステル樹脂が樹脂19に対応し、亜鉛めっきの部分が導電体20に対応することになる。
【0035】
また、鋼板18自体に突起部を形成する場合には、例えば、凹部を有するロールで鋼板を圧延して鋼板の表面に突起部を設けた後にめっき処理を行う。また、微細パターンを有するレジストを用いて、鋼板の表面に対して局所的にめっきを行ったり、析出条件の調整により粒状にめっきを析出させる電気めっきを行ったりすることによっても、鋼板18自体に突起部を形成することができる。
このようにした場合には、鋼板18に有効突起物が得られるので、必ずしも樹脂19や導電体20を形成しなくてもよい。ただし、外観や耐食性等を考慮して、樹脂19及び導電体20を形成する場合には、例えば、Niが添加されたポリエステル系樹脂を塗布することで、樹脂19及び導電体20を形成することができる。
【0036】
以上のように本実施形態では、上下の電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、先端側の端の部分13aと基端側の端の部分13bでは相互に物理的に接触するが、中央の部分13cでは隙間を有するように、電磁波シールド用金属板11を折り曲げ加工し、この折り曲げ加工により物理的に相互に接触させられる部分において上下の電磁波シールド用金属板11が電気的に相互に接続されるようにした。したがって、電磁波シールド用金属板11に発生する渦電流を、接合部分13の先端側の端の部分13aと基端側の端の部分13bで適切に捕捉することができる。よって、電子機器用筐体10の内部の電磁波発生源12から発生した電磁波が、電磁波シールド用金属板11の接合部分13の存在によって、電子機器用筐体10の外部に漏れてしまうことを従来よりも確実に防止することができる。
【0037】
尚、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、先端側の端の部分13aと基端側の端の部分13bでのみ相互に物理的に接触し、中央の部分13cでは隙間を有するようにしていれば、必ずしも図10に示すようにして電磁波シールド用金属板11に折り曲げ加工を施す必要はない。
例えば、一方(例えば上側)の電磁波シールド用金属板11の接合部分13については図10(a)に示すような形状にし、他方(例えば下側)の電磁波シールド用金属板11の接合部分13については平板形状にしてもよい。すなわち、一方の電磁波シールド用金属板11については、上下の電磁波シールド用金属板11を物理的に相互に接触させるための折り曲げ加工を、先端側の端の部分13a、基端側の端の部分13bで夫々2箇所ずつ施すようにし、下側の電磁波シールド用金属板11については、当該折り曲げ加工を施さないようにしてもよい。
【0038】
また、本実施形態では、電磁波シールド用金属板の接合部分13において、上下の電磁波シールド用金属板11を物理的に相互に接触させるための折り曲げ加工を、先端側の端の部分13a、基端側の端の部分13bで夫々2箇所ずつ施す場合を示したが、必ずしもこのようにする必要はない。すなわち、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bにおいて、上下の電磁波シールド用金属板11を物理的に相互に接触させるために、電磁波シールド用金属板の接合部分13の先端側の端の部分13a、基端側の端の部分13bに、折り曲げ加工をn箇所(nは自然数)施すようしていれば、必ずしも図10に示したように折り曲げ加工を施す必要はない。
【0039】
図13は、電磁波シールド用金属板の接合部分13の先端側の端の部分13a、基端側の端の部分13bに、折り曲げ加工を1箇所ずつ施すようした場合の、電子機器用筐体10における、電磁波シールド用金属板11の接合部分13の様子の一例を示す図である。具体的に図13(a)は、図1(a)に示す電磁波シールド用金属板11の接合部分13を拡大して示す図である。また、図13(b)は、図13(a)のA方向から見た図である。図13に示すようにしても前述した効果と同様の効果を得ることができる。
【0040】
また、図1では、1枚の電磁波シールド用金属板11を接続した場合を例に挙げて説明したが、複数枚の電磁波シールド用金属板11を接続するようにしてもよい(すなわち、異なる電磁波シールド用金属板11を接続するようにしてもよい)。このようにした場合、複数枚の電磁波シールド用金属板11の夫々を、前述した条件で製造することになる。
また、鋼板18の代わりに、他の金属板を用いることもできる。また、素地の金属板又は鋼板とは異なる金属で被覆又は鍍金した構造のものを電磁波シールド用金属板11としても構わない。この被覆又は鍍金する素地の金属板又は鋼板とは異なる金属としては、導電性を有する有機物または無機物であっても構わない。
【0041】
また、前述したように、樹脂19、導電体20を形成せずに、電磁波シールド用金属板11の接合部分13において、上下の鋼板18自体の突起部同士を物理的に接触させるようにしてもよい。このように樹脂19、導電体20が形成されていない場合、電磁波シールド用金属板11の鋼板18自体の突起部が、ガスケット101と接触することが可能か否かは、例えば、鋼板18を構成する材料や、鋼板18自体の突起部の形状・突出量等により決定される。例えば、表面粗度が1.0[μm]を超える突起部であれば、電磁波シールド用金属板11の鋼板18自体の突起部が、対向する電磁波シールド用金属板11の導電性の突起部と接触することができるとみなすことができる。
【0042】
(第2の実施形態)
次に、本発明の第2の実施形態について説明する。前述した第1の実施形態では、電磁波シールド用金属板11の接合部分13において、上下の電磁波シールド用金属板11が、電磁波シールド用金属板11の接合部分13の先端側の端の部分13aと基端側の端の部分13bでのみ相互に物理的に接触し、中央の部分13cでは隙間を有するように、電磁波シールド用金属板11を折り曲げ加工した場合を例に挙げて説明した。これに対し、本実施形態では、電磁波シールド用金属板11の接合部分13の先端側の端の部分13aと基端側の端の部分13bの夫々において、上下の電磁波シールド用金属板11に形成されたリブ同士を嵌め合わせるようにする。このように本実施形態と前述した第1の実施形態とは、電磁波シールド用金属板11の接合部分13において上下の電磁波シールド用金属板11を電気的に相互に接続するための構成が主として異なる。したがって、本実施形態の説明において、前述した第1の実施形態と同一の部分については、図1〜図13に付した符号と同一の符号を付す等して詳細な説明を省略する。
【0043】
図14は、電子機器用筐体における、電磁波シールド用金属板の接合部分13の様子の一例を示す図である。具体的に図14(a)は、図10(a)と対応する部分を示す図である。また、図14(b)は、図14(a)のA方向から見た図である。尚、図14(b)において実線で示した部分は図14(a)のA方向から見た場合に視認できる部分を示し、破線で示した部分は図14(a)のA方向から見た場合に視認できない部分を示している。
【0044】
図14に示すように、上側(一方)の電磁波シールド用金属板は、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bとの夫々にリブ141a、141b(畝状の張出部)を有している。一方、下側(他方)の電磁波シールド用金属板も、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bとの夫々にリブ141c、141dを有している。リブ141a〜141dは、例えば、鋼板18e、19fをプレス加工することにより形成される。このようにしてリブ141a〜141dを形成した場合には、リブ141a〜141dを形成した後に、樹脂19e、19f、導電体20k〜20tを前述したようにして形成する。
【0045】
本実施形態では、電磁波シールド用金属板の接合部分13の先端側の端の部分13aにおいて、上側(一方)の電磁波シールド用金属板に形成されたリブ141bに、下側(他方)の電磁波シールド用金属板形成されたリブ141dを嵌めるようにする。すなわち、下側(他方)の電磁波シールド用金属板形成されたリブ141dがオス型のリブとなり、上側(一方)の電磁波シールド用金属板に形成されたリブ141bがメス型のリブとなるようにしている。同様に、電磁波シールド用金属板の接合部分13の基端側の端の部分13bにおいて、上側(一方)の電磁波シールド用金属板に形成されたリブ141aに、下側(他方)の電磁波シールド用金属板形成されたリブ141cを嵌めるようにする。
【0046】
そして、このようにして、リブ141c、141dがリブ141a、141bに嵌められた際に、リブ141a〜141dが形成されている部分において、上下の電磁波シールド用金属板11に形成されている導電体20を相互に物理的に接触させるようにする。例えば、基端側の端の部分13bでは導電体20k、20sを相互に物理的に接触させ、先端側の端の部分13aでは導電体20s、20tを相互に物理的に接触させるようにする。
【0047】
本実施形態ではこのように電磁波シールド用金属板を折り曲げ加工することによって、電磁波シールド用金属板11の接合部分13の先端、基端から、それらの間の長さの25[%]以下、好ましくは12.5[%]以下の領域で、上下の電磁波シールド用金属板11が強制的に物理的に相互に接触し、上下の電磁波シールド用金属板11が電気的に相互に接続されるようにしている。
【0048】
尚、図14では、リブ141a〜141dが形成されている各部分において、同じ大きさの導電体20k〜20tを4つずつ均等に配置する場合を例に挙げて説明したが、配置する導電体20の数、場所、形、及び大きさは、このようなものに限定されるものではない。すなわち、リブ141a〜141dが形成されている部分において、上下の電磁波シールド用金属板が電気的に相互に接続していれば、導電体20の数、場所、形、及び大きさは、どのようなものであってもよい。また、第1の実施形態で説明したように、導電体20を用いずに、上下の電磁波シールド用金属板を電気的に相互に接続するようにしてもよい。
【0049】
以上のように本実施形態では、上下の電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bにおいて、上下の電磁波シールド用金属板に形成されているリブ141a〜141dが嵌め合わさるようし、当該リブ141a〜141dが嵌め合わさっている部分で上下の電磁波シールド用金属板が電気的に相互に接続されるようにした。このようにしても前述した第1の実施形態と同様の効果を得ることができる。
【0050】
尚、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bにおいて、上下の電磁波シールド用金属板に形成されているリブ141a〜141dが嵌め合わさるようし、当該リブ141a〜141dが嵌め合わさっている部分で上下の電磁波シールド用金属板が電気的に相互に接続されるようにしていれば、必ずしも図14に示したようにリブ141a〜141dを形成する必要はない。すなわち、電磁波シールド用金属板の接合部分13の接合部分13の先端側の端の部分13aと基端側の端の部分13bに形成するリブの数、場所、形、及び大きさは、前述したものに限定されない。例えば、電磁波シールド用金属板の接合部分13の先端側の端の部分13aと基端側の端の部分13bの少なくとも何れか一方に複数のリブを形成するようにしてもよい。
【0051】
尚、以上説明した本発明の各実施形態は、何れも本発明を実施するにあたっての具体化の例を示したものに過ぎず、これらによって本発明の技術的範囲が限定的に解釈されてはならないものである。すなわち、本発明はその技術思想、またはその主要な特徴から逸脱することなく、様々な形で実施することができる。
【符号の説明】
【0052】
10 電子機器用筐体
11 電磁波シールド用金属板
12 電磁波発生源
19 樹脂
20 導電体
141 リブ
【特許請求の範囲】
【請求項1】
電磁波シールド用金属板を用いて形成された電子機器用筐体であって、
前記電子機器用筐体における、前記電磁波シールド用金属板の接合部分に位置する一方及び他方の電磁波シールド用金属板の少なくとも何れか一方には、当該接合部分の先端側の端の部分及び基端側の端の部分の夫々に、当該接合部分に位置する一方及び他方の電磁波シールド用金属板を物理的に相互に接触させるための折り曲げ加工が施されており、
前記接合部分に位置する一方及び他方の電磁波シールド用金属板は、前記折り曲げ加工により物理的に相互に接触させられる領域で相互に電気的に接続されていることを特徴とする電子機器用筐体。
【請求項2】
前記接合部分に位置する一方及び他方の電磁波シールド用金属板が、当該接合部分の先端側の端の部分と基端側の端の部分とでは相互に物理的に接触するが、当該接合部分の中央の部分では隙間を有するように、前記折り曲げ加工が施されていることを特徴とする請求項1に記載の電子機器用筐体。
【請求項3】
前記接合部分の先端側の端の部分と基端側の端の部分の夫々において、前記一方及び他方の電磁波シールド用金属板に張出部が形成されるように、当該一方及び他方の電磁波シールド用金属板に前記折り曲げ加工が施されており、
前記一方の電磁波シールド用金属板に形成されている張出部に、前記他方の電磁波シールド用金属板の張出部が嵌められていることを特徴とする請求項1に記載の電子機器用筐体。
【請求項4】
前記電磁波シールド用金属板は、
金属板と、
前記金属板の上に形成された樹脂と、
少なくとも一部が前記樹脂の中にある導電体とを有し、
前記樹脂よりも上方に一部の領域が突出している導電体が、前記接合部材と物理的に接触することにより、前記接合部分に位置する一方及び他方の電磁波シールド用金属板が相互に電気的に接続されていることを特徴とする請求項1〜3の何れか1項に記載の電子機器用筐体。
【請求項5】
前記樹脂よりも上方に一部の領域が突出している前記金属板の突起部が、前記接合部材と物理的に接触することにより、前記接合部分に位置する一方及び他方の電磁波シールド用金属板が相互に電気的に接続されていることを特徴とする請求項4に記載の電子機器用筐体。
【請求項1】
電磁波シールド用金属板を用いて形成された電子機器用筐体であって、
前記電子機器用筐体における、前記電磁波シールド用金属板の接合部分に位置する一方及び他方の電磁波シールド用金属板の少なくとも何れか一方には、当該接合部分の先端側の端の部分及び基端側の端の部分の夫々に、当該接合部分に位置する一方及び他方の電磁波シールド用金属板を物理的に相互に接触させるための折り曲げ加工が施されており、
前記接合部分に位置する一方及び他方の電磁波シールド用金属板は、前記折り曲げ加工により物理的に相互に接触させられる領域で相互に電気的に接続されていることを特徴とする電子機器用筐体。
【請求項2】
前記接合部分に位置する一方及び他方の電磁波シールド用金属板が、当該接合部分の先端側の端の部分と基端側の端の部分とでは相互に物理的に接触するが、当該接合部分の中央の部分では隙間を有するように、前記折り曲げ加工が施されていることを特徴とする請求項1に記載の電子機器用筐体。
【請求項3】
前記接合部分の先端側の端の部分と基端側の端の部分の夫々において、前記一方及び他方の電磁波シールド用金属板に張出部が形成されるように、当該一方及び他方の電磁波シールド用金属板に前記折り曲げ加工が施されており、
前記一方の電磁波シールド用金属板に形成されている張出部に、前記他方の電磁波シールド用金属板の張出部が嵌められていることを特徴とする請求項1に記載の電子機器用筐体。
【請求項4】
前記電磁波シールド用金属板は、
金属板と、
前記金属板の上に形成された樹脂と、
少なくとも一部が前記樹脂の中にある導電体とを有し、
前記樹脂よりも上方に一部の領域が突出している導電体が、前記接合部材と物理的に接触することにより、前記接合部分に位置する一方及び他方の電磁波シールド用金属板が相互に電気的に接続されていることを特徴とする請求項1〜3の何れか1項に記載の電子機器用筐体。
【請求項5】
前記樹脂よりも上方に一部の領域が突出している前記金属板の突起部が、前記接合部材と物理的に接触することにより、前記接合部分に位置する一方及び他方の電磁波シールド用金属板が相互に電気的に接続されていることを特徴とする請求項4に記載の電子機器用筐体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−183019(P2010−183019A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−27574(P2009−27574)
【出願日】平成21年2月9日(2009.2.9)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月9日(2009.2.9)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]