
電子線容器殺菌装置および電子線容器殺菌方法
【課題】樹脂製容器2に電子線を照射して殺菌する際に、樹脂製容器2の表面だけでなく樹脂素材の内部の帯電をも防止する。
【解決手段】回転ホイール12に回転自在に支持されている円筒状回転軸44の下端にボトル支持手段18が取り付けられている。ボトル支持手段18は一対のグリップ部材52A、52Bによってボトル2の口部2aをグリップする。ボトル支持手段18に支持されて回転搬送されているボトル3に電子線照射装置16から電子線を照射して殺菌する。樹脂製容器2の口部2aから内部に挿入可能なアース電極(電子を引き付ける部材)90を設け、このアース電極90を樹脂製容器2の内部に挿入した状態で電子線を照射する。電子線を樹脂製容器2に照射することにより発生する余分な電子やイオンが外部に流れるので樹脂製容器2の帯電量が緩和される。
【解決手段】回転ホイール12に回転自在に支持されている円筒状回転軸44の下端にボトル支持手段18が取り付けられている。ボトル支持手段18は一対のグリップ部材52A、52Bによってボトル2の口部2aをグリップする。ボトル支持手段18に支持されて回転搬送されているボトル3に電子線照射装置16から電子線を照射して殺菌する。樹脂製容器2の口部2aから内部に挿入可能なアース電極(電子を引き付ける部材)90を設け、このアース電極90を樹脂製容器2の内部に挿入した状態で電子線を照射する。電子線を樹脂製容器2に照射することにより発生する余分な電子やイオンが外部に流れるので樹脂製容器2の帯電量が緩和される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂製容器に電子線を照射して殺菌を行う電子線容器殺菌装置および電子線容器殺菌方法に係り、特に、電子線の照射によって樹脂製容器が帯電することを防止できる電子線容器殺菌装置および電子線容器殺菌方法に関するものである。
【背景技術】
【0002】
PETボトル等の樹脂製容器に電子線を照射して殺菌を行う電子線容器殺菌装置は従来から広く用いられている。このように樹脂製容器に電子線を照射して殺菌すると、樹脂製容器が帯電することが従来から知られている(例えば特許文献1参照)。この特許文献1に記載されたPETボトル飲料充填システムは、「入口から投入されたPETボトルは、食品容器搬送装置によって殺菌部へ搬送され、電子線照射装置により殺菌される。殺菌されたPETボトルはすすぎリンサへ搬入され、水又は空気により洗浄される。すすぎリンサから送出されたPETボトルには、充填機によって内容物が充填される。内容物を充填されたPETボトルは、キャッパーにおいてキャップを取り付けられて密封される」ようになっている。
【0003】
前記特許文献1の構成では、電子線の照射によってPETボトルが帯電するために、帯電量を検出する帯電量測定器を備えており、この帯電量測定器からコンピュータに送られた帯電量の解析を行い、電子線の照射により発生したPETボトルの帯電量が所定の範囲に収まっているか否かを判断するようにしている。
【0004】
前記のように樹脂製容器が帯電すると、埃や塵を引き寄せてしまうという問題が発生する。そこで、帯電した樹脂製容器の静電気を除去する装置が従来から各種提案されている(例えば、特許文献2または特許文献3参照)。前記特許文献2に記載された発明(静電気除去方法及び装置)では、樹脂製中空容器にX線を照射することにより静電気を除去するようにしている。また、特許文献3に記載された発明(静電気除去装置)は、ループ状に湾曲しボトルの外面に空気を噴出する吐出口が形成されたループノズルと、ボトルの内面に空気を噴出する吐出口が形成されたストレートノズルとを有しており、これらノズルからイオン化した空気を吹き付けることによりボトルの内外面に帯電した静電気を除去するようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−126171号公報
【特許文献2】特開2000−68093号公報
【特許文献3】特開2004−14319号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記特許文献2および特許文献3に記載されたような静電気を除去する方法または装置では、樹脂製容器の内外の表面の帯電は低減することが出来るが、ボトルを形成している樹脂素材の内部に蓄積された電荷を除去することは出来なかった。従って、本発明の目的は、樹脂製容器の表面だけでなく樹脂素材の内部の帯電をも防止するようにした電子線容器殺菌装置を提供することにある。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌装置において、樹脂製容器の口部から内部に挿入可能な電子を引き付ける部材を備え、この電子を引き付ける部材を樹脂製容器内に挿入した状態で、樹脂製容器に電子線を照射することを特徴とするものである。
【0008】
また、請求項2に記載の発明は、前記請求項1に記載の発明に加えて、前記電子を引き付ける部材に気体通路を設け、樹脂製容器内に電子を引き付ける部材を挿入して電子線を照射する際に、前記気体通路から樹脂製容器内に無菌気体を吹き出すことを特徴とするものである。
【0009】
さらに、請求項3に記載の発明は、前記請求項1または請求項2に記載の発明において、樹脂製容器を搬送する容器搬送手段を備え、この容器搬送手段による容器搬送経路の前記電子線照射手段よりも下流側に、樹脂製容器の帯電を除去する帯電除去手段を設けたことを特徴とするものである。
【0010】
また、請求項4に記載の発明は、前記請求項1ないし請求項3のいずれかに記載の発明において、電子線照射手段から電子線を照射する際に樹脂製容器を回転させる回転手段を設けたことを特徴とするものである。
【0011】
請求項5に記載の発明は、前記請求項1に記載の発明において、前記電子を引き付ける部材が、アース側に接続されたアース電極であることを特徴とするものである。
【0012】
請求項6に記載の発明は、前記請求項1に記載の発明において、前記電子を引き付ける部材が、プラスの電位を有する挿入部材であることを特徴とするものである。
【0013】
請求項7に記載の発明は、前記請求項6に記載の発明において、前記電子を引き付ける部材が、プラスの電圧をかけたプラス電極に接続されていることを特徴とするものである。
【0014】
また、請求項8に記載の発明方法は、樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌方法において、挿入手段により電子を引き付ける部材を樹脂製容器の口部から内部に挿入し、この状態で電子線照射手段から樹脂製容器に電子線を照射することを特徴とするものである。
法。
【発明の効果】
【0015】
本発明の電子線容器殺菌装置は、樹脂製容器に電子線を照射して殺菌する際に、樹脂製容器の内部に電子を引き付ける部材を挿入するので、電子線の照射により樹脂製容器が帯電してしまうことを防止することができる。
【図面の簡単な説明】
【0016】
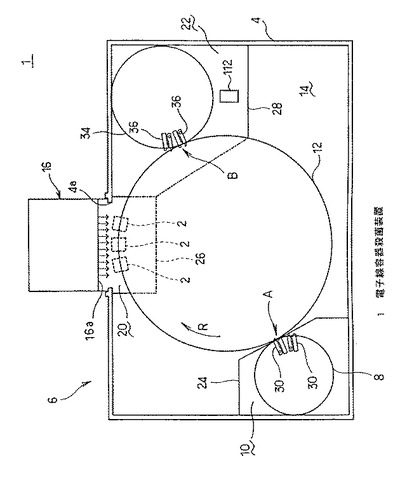
【図1】図1は、本発明の一実施例に係る電子線容器殺菌装置の全体の配置を簡略化して示す平面図である。(実施例1)
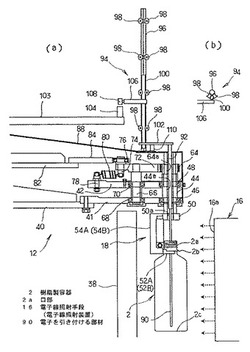
【図2】図2(a)は、ボトル支持手段を備えた搬送ホイールの要部の縦断面図、図2(b)はアース電極を昇降させる機構の平面図である。
【図3】図3は、図2(a)の電子線照射時以外の状態を示す図である。
【図4】図4は、搬出ホイールに設けたイオナイザの説明図である。
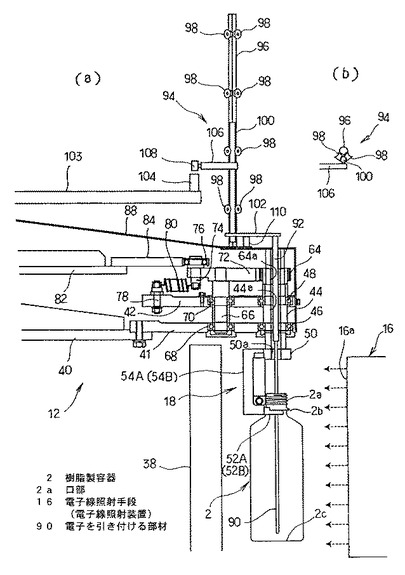
【図5】図5は、第2の実施例に係る電子線容器殺菌装置の図2(a)に対応する図である。(実施例2)
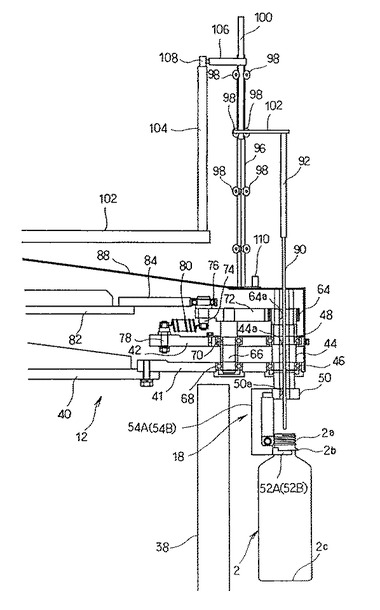
【図6】図6は、第3の実施例に係る電子線容器殺菌装置の要部を示す図であり、図(a)および図(b)はそれぞれ図2の図(a)および図(b)に対応する図である。(実施例3)
【図7】図7は、図6(a)の電子線照射時以外の状態を示す図である。
【発明を実施するための形態】
【0017】
電子線照射装置から樹脂製容器に電子線を照射して殺菌を行う電子線容器殺菌装置であって、樹脂製容器の口部から内部に挿入、取り出し可能な電子を引き付ける部材を設け、樹脂製容器に電子線を照射する際に、前記アース電極を樹脂製容器の内部に挿入することにより、余分な電子やイオンを樹脂製容器の外部に流して、樹脂素材の内部に滞留することを防止するので、樹脂製容器への帯電量を緩和するという目的を達成することができる。
【実施例1】
【0018】
以下、図面に示す実施例により本発明を説明する。この電子線容器殺菌装置(全体として符号1で示す)は、樹脂製容器2に電子線を照射して殺菌する際に、電子線やX線(制動X線)が外部に漏れないように遮蔽する鉛製の壁体4によって囲まれた殺菌チャンバー6を有している。この殺菌チャンバー6内は、搬入ホイール8が配置されている入口側の搬入室10と、搬入ホイール8から受け渡された容器2を回転搬送する搬送ホイール12が設けられたメイン室14と、電子線照射装置16の前面側に位置し、前記搬送ホイール12に設けられたボトル支持手段18(図2参照)によって支持されて搬送される樹脂製容器2が電子線の照射を受ける照射室20と、この照射室20の出口側(図1の右側)に連続して設けられ、電子線の照射により殺菌された樹脂製容器2を無菌状態を維持したまま容器搬送経路の下流側に送る搬出室22とを備えており、それぞれの室10、14、20、22が内部壁24、26、28によって区画されている。これらの壁体4および各内部壁24、26、28には、受け渡しが行われる樹脂製容器2が通過可能な開口がそれぞれ形成されている。
【0019】
この実施例に係る電子線容器殺菌装置1において殺菌され、その後の下流側の工程で液体等の内容物が充填される容器はPETボトル等の樹脂製の容器2である。この樹脂製容器2は、胴部の横断面がほぼ四角形をしており(図1に簡略化して示す)、その上部に円筒状の口部2aを備えている。この口部2aの下部寄りにフランジ2bが形成されており、このフランジ2bの上方または下方をグリッパによって把持し、あるいはフランジ2bの下面側を前記ボトル支持手段18やその他の支持手段等によって支持して、吊り下げた状態で搬送する。
【0020】
この樹脂製容器2は、図示しないエア搬送コンベヤによって連続的に搬送され、インフィードスクリュー等によって所定の間隔に切り離された後、図示しない搬送ホイール等に搬送されて前記殺菌チャンバー6の入口側に配置された搬入室10内に搬入される。搬入室10内に設けられた搬入ホイール8には、円周方向等間隔で複数のグリッパ30が設けられており、各グリッパ30が前記樹脂製容器2のフランジ2bよりも上方側を把持して搬送する。
【0021】
メイン室14内に配置された搬送ホイール12には、円周方向等間隔で複数のボトル支持手段18が設けられており、これら各ボトル支持手段18が樹脂製容器2のフランジ2bの下面側を支持して搬送する。前記搬入ホイール8と搬送ホイール12とは同期回転しており、受け渡し位置Aにおいて、搬入ホイール8の各グリッパ30から搬送ホイール12の各ボトル支持手段18に樹脂製容器2が受け渡される。
【0022】
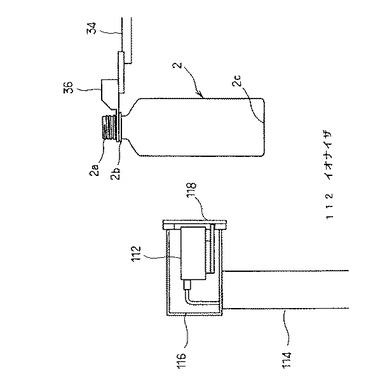
搬送ホイール12の各ボトル支持手段18に支持されて回転搬送される樹脂製容器2は、照射室20内を通過し、その間に上下方向の全長に亘って全体的に電子線照射装置16から電子線の照射を受けて殺菌される。殺菌された樹脂製容器2は、照射室20に連続して設けられている搬出室22に導入され、搬出ホイール34に引き渡される。搬出ホイール34は外周部に円周方向等間隔で複数のグリッパ36が設けられており、これら各グリッパ36が、前記搬送ホイール12のボトル支持手段18が支持している樹脂製容器2の、フランジ2bよりも上部を把持して受け取る。搬出ホイール34も前記搬送ホイール12と同期回転しており、受け渡し位置Bにおいて、搬送ホイール12の各ボトル支持手段18から搬出ホイール34の各グリッパ36に樹脂製容器2が受け渡される。搬出ホイール34のグリッパ36に把持された樹脂製容器2は、この搬出室22に隣接して設けられた次のチャンバー内(図示を省略)の容器支持手段等に受け渡されて次の工程に送られる。
【0023】
前記壁体4の照射室20が設けられている部分に開口部4aが形成され、この開口部4aに電子線照射手段(電子線照射装置)16が取り付けられている。この電子線照射装置16は、図示はしないが、樹脂製容器2に電子線を照射する真空チャンバー(加速チャンバー)を備えており、周知のように、真空チャンバー内の真空中でフィラメントを加熱して熱電子を発生させ、高電圧によって電子を加速して高速の電子線ビームにした後、照射窓16aに取り付けてあるTi等の金属製の窓箔を通して大気中に取り出して被処理物(この実施例では樹脂製容器2)に電子線を当てて殺菌等の処理を行う。なお、図1では図示を省略しているが、電子線照射装置16から電子線の照射を受ける樹脂製容器2の背後には、ビームコレクター38が設置されている(図2(a)参照)。
【0024】
次に、図2(a)、(b)により、搬送ホイール12に設けられているボトル支持手段18および殺菌時に樹脂製容器2内に挿入される電子を引き付ける部材としてのアース電極の構成について簡単に説明する。搬送ホイール12は、水平な円盤状のプレート40と、この円盤状プレート40の外周に固定された環状の回転プレート41と、この回転プレート41の上方に配置されて一体的に回転する環状の中間プレート42を備えている。これら回転プレート41と中間プレート42の外周部に、円周方向等間隔で、鉛直方向を向いた円筒状の回転軸44が、それぞれボールベアリング46、48を介して回転自在に支持されている。これら円筒状回転軸44の下端に水平な取付体50が固定されている。この取付体50の下方側に、一対のグリップ部材52A、52B(図2(a)の紙面の手前側と奥側に配置されている)が設けられており、円筒状回転軸44の真下の位置で樹脂製容器2が保持されるようになっている。なお、このボトル支持手段18は、詳細な説明は省略するが、特願2008−280304に開示されたボトル支持手段18と同様の構成を有しており、前記各グリップ部材52A、52Bを一対の板ばね54A、54Bの下端に取り付け、これら板ばね54A、54Bのばね力によって樹脂製容器2を保持するようになっている。
【0025】
ボトル支持手段18が取り付けられている円筒状回転軸44の、前記中間プレート42よりも上方へ突出している上端部にピニオンギヤ64が固定されている。また、前記円盤状プレート40の外周に固定された環状の回転プレート41と環状の中間プレート42の、円筒状回転軸44を支持している位置の半径方向内方側に、鉛直方向の中間軸66が、それぞれボールベアリング68、70を介して回転自在に支持されている。これら各中間軸66の上端の、前記回転軸44のピニオンギヤ64とほぼ同じ高さに、セクターギヤ72が取り付けられている。このセクターギヤ72の、搬送ホイール12の半径方向外方側を向いた面に歯が形成され前記ピニオンギヤ64に噛み合っている。
【0026】
一方、セクターギヤ72の、搬送ホイール12の半径方向内方側を向いた端部(図2(a)の左端)に垂直なピン74が貫通して取り付けられており、この垂直ピン74の上端にカムフォロア76が回転自在に支持されている。また、この垂直ピン74の下端と、前記中間プレート42の内周端に固定したばね受けピン78との間に引っ張りコイルばね80が介装され、セクターギヤ72の端部を搬送ホイール12の半径方向内方側に引きつけている。前記搬送ホイール12の円盤状プレート40の上方に、回転しない円形の固定プレート82が配置されており、その外周にセクターギヤ72を揺動させるカム84が固定されている。このカム84の外周面がカム面になっており、このカム面に沿って前記カムフォロア76が回転移動する。このカムフォロア76の回転移動に伴う半径方向への揺動によって、セクターギヤ72が前記中間軸66を中心に回動してピニオンギヤ64を回転させる。上端にピニオンギヤ64が固定されている円筒状回転軸44の下端に前記ボトル支持手段18が取り付けられており、セクターギヤ72の揺動によりピニオンギヤ64が回転し、樹脂製容器2の口部2aの上方に配置されている円筒状回転軸44が回転することによって、ボトル支持手段18に支持されて搬送されている樹脂製容器2がその重心軸を中心に回転する。この実施例では、セクターギヤ72の回動によってピニオンギヤ64を回転させることにより、樹脂製容器2を正逆に約180度回転させるようになっている。
【0027】
前記水平な取付体50には、前記円筒状の回転軸44の内部孔44aと上下に一致する位置に、貫通孔50aが形成されている。なお、前記搬送ホイール12の天面および外周面はカバー88によって覆われている。また、ピニオンギヤ64の上部は天面のカバー88まで達しており、カバー88との間は摺動可能に密封されている。このように構成することで、回転軸44およびその上部に固定されたピニオンギヤ64の円孔44a、64aは、円盤状プレート40および回転プレート41とカバー88で囲まれた内部空間を上下に貫通し、無菌状態に維持される周囲の環境と円盤状プレート40および回転プレート41とカバー88で囲まれる内部環境を遮断している。
【0028】
前記搬送ホイール12には、ボトル支持手段18によって搬送されている樹脂製容器2に電子線を照射する際に、この樹脂製容器2の内部に挿入するアース電極90が設けられている。アース電極90は直立した支持ロッド92の下端に取り付けられており、これらアース電極90および支持ロッド92が、前記円筒状回転軸44およびその上部に固定されたピニオンギヤ64の円孔44a、64a、下方の水平な取付体50の貫通孔50a等を上下に貫通して昇降できるようになっている。
【0029】
前記アース電極90を昇降させる構成について説明する。前記カバー88上の、円筒状回転軸44が配置されている位置よりも半径方向内方側に、直立したガイド機構94が設けられている。このガイド機構94は、図2(a)および(b)に示すように、直立したガイド部材96と、このガイド部材96の上下の複数箇所に取り付けられたガイドローラ98とを備えている。ガイドローラ98は、ガイド部材96の上下の適宜の箇所にそれぞれ一対配置されており、これらガイドローラ98と前記ガイド部材96とに支持されて昇降ロッド100が昇降するようになっている。この昇降ロッド100の下端に、水平な取付部材102を介して、前記支持ロッド92およびアース電極90が取り付けられており、昇降ロッド100の昇降によってアース電極90が昇降できるようになっている。なお、アース電極90の材質としては、ステンレス、アルミニウム、チタン等の金属やその他の導電性の材料を用いることができる。さらに、形状は丸棒状の他、断面が矩形や長方形、多角形であってもよく、外周面に多数の突起を設けるなど鋸刃状に形成したり、ブラシを設けるなどして電荷を誘導し易くなるよう構成してもよい。
【0030】
前記カバー88の天面の上方に、搬送ホイール12とは独立した水平な固定体103が設置され、その外周部上に昇降カム104が取り付けられている。一方、前記昇降ロッド100には、前記取付部材102より高い位置に水平方向の昇降部材106が固定されており、この昇降部材106の先端にカムフォロア108が取り付けられている。このカムフォロア108が前記昇降カム104の上面(カム面)を回転移動し、カム形状に応じて昇降することにより前記アース電極90が昇降する。カムフォロア108が昇降カム104によって押し上げられて最も上昇したときには、図3に示すように、アース電極90の下端が樹脂製容器2の口部2aよりも上方に位置し、最も下降したときには、図2(a)に示すように、アース電極90の下端が樹脂製容器2の底面2c近くまで挿入される。なお、この際、昇降ロッド100の下降端は、水平な取付部材102がカバー88の天面上に固定されている支持部材110に当接することにより下降を規制されるようになっており、このときには、カムフォロア108が昇降カム104のカム面に接触しない高さで停止する。この状態ではアース電極90は、それぞれ金属製の導電性の材料からなる支持ロッド92、取付部材102、支持部材110を介して金属製の導電性の材料からなるカバー88と導通可能となってアース電極90とカバー88が通電し、アース電極90からカバー88へ電荷が流れるようになる。
【0031】
前記搬送ホイール12のボトル支持手段18に支持されて搬送されている樹脂製容器2が、電子線照射装置16から電子線を照射されて殺菌された後、搬出ホイール34のグリッパ36に受け渡されて回転搬送される。この搬出ホイール34のグリッパ36による容器搬送経路の外方に帯電除去手段として軟X線式のイオナイザ112が設置されている(図1および図4参照)。この軟X線式イオナイザ112の構成は周知であるので説明は省略するが、例えば、特開2000−68093(前記特許文献2)に開示されているものと同様の構成である。ただし、この実施例では、軟X線式イオナイザ112が支柱114上に固定された収納ケース116内に収納されている。この軟X線イオナイザ112が軟X線を放射する前面側は、軟X線が透過可能な樹脂製の膜118によって覆われている。この実施例に係る電子線容器殺菌装置1は、殺菌チャンバー6内部を薬剤により殺菌するため、軟X線式イオナイザ112をケース116内に収納し樹脂膜118によって密封するようにして、イオナイザ12に薬剤が付着しないようにしている。なお、帯電除去手段の配置位置は、図示したように搬送される樹脂製容器2の側方に限らず上方や下方であってもよい。
【0032】
以上の構成に係る電子線容器殺菌装置1の作動について説明する。この実施例に係る電子線容器殺菌装置1で殺菌される樹脂製容器2は、ネック搬送コンベヤ(図示せず)によって搬送され、所定の間隔にピッチ切りされた後、図示しない搬送ホイール等に搬送されて鉛製の壁体4で囲まれた無菌チャンバー6の搬入室10内に搬入される。搬入室10内に設置された搬入ホイール8は、円周方向等間隔で複数のグリッパ30が設けられており、外部から搬入室10内に搬入された樹脂製容器2の円筒状口部2aの下部寄りに形成されているフランジ2bの上方側をグリップする。グリッパ30に保持された樹脂製容器2は、搬入ホイール8の回転によって回転搬送され、搬送ホイール12への受け渡し位置Aで、搬入ホイール8のグリッパ30から搬送ホイール12に設けられたボトル支持手段18に受け渡される。
【0033】
ボトル支持手段18は、グリップ部材52A、52Bの一方を回転方向の前方に向け、他方を回転方向の後方に向けて回転移動しており、受け渡し位置Aで、搬入ホイール8のグリッパ30に把持されている樹脂製容器2の口部2aが両グリップ部材52A、52B間に押し込まれる。両グリップ部材52A、52Bはそれぞれ板ばね54A、54Bの下端に取り付けられており、板ばね54A、54Bを強制的に押し開いて樹脂製容器2の口部2aが両グリップ部材52A、52B間に押し込まれる。その後、両板ばね54A、54Bが自らのばね力によって復帰して、図2に示すように樹脂製容器2のフランジ2bの下部側を保持するとともにフランジ2bの下面を支持する。
【0034】
搬送ホイール12の回転により、ボトル支持手段18に支持されている樹脂製容器2が図1の矢印R方向に回転搬送されて電子線の照射室20内に入る。この照射室20内で電子線の照射を受ける際には、アース電極90が昇降カム104によって下降されて、図2(a)に示すように、口部2aの開口部から先端(下端)が樹脂製容器2の底面2c近くに位置する高さまで挿入される。なお、この電子線の照射を受ける区間以外の区間では、アース電極90は昇降カム104によって上昇されて、先端が樹脂製容器2の口部2aよりも上方に位置している(図3参照)。このようにアース電極90が内部に挿入された樹脂製容器2が、電子線照射装置16の照射窓16aの前方側を移動する間に電子線の照射を受けて殺菌される。アース電極90が無い状態で樹脂製容器2に電子線を照射すると、樹脂製容器2が帯電してしまうが、この実施例のように、電子線を照射する際に樹脂製容器2の内部にアース電極90を挿入しておくと、照射により放出されて樹脂製容器2を形成する樹脂素材を透過し、また、口部2aの開口部から樹脂製容器2内に入り込んだ電子が、アース電極90に誘導されて支持ロッド92、取付部材102、支持部材110を通じてカバー88から装置全体に流れるため、樹脂製容器2の内面および樹脂素材の内部に帯電することを防止することができる。特に、樹脂製容器2の外面に向けて放出された電子は、電子線照射時の加速による浸透力だけでなく、樹脂製容器2の内部からアース電極90に誘導されることによっても樹脂材料を透過するよう作用され、樹脂材料の内部に滞留して帯電することが防止される。
【0035】
なお、前記ボトル支持手段18が取り付けられている円筒状回転軸44は、上端にピニオンギヤ64が固定されてセクターギヤ72に噛み合っており、さらに、このセクターギヤ72は、上方の固定プレート82の外周に取り付けられたカム84によって揺動するようになっている。このカム84によって電子線照射装置16の前面を移動する間に、円筒状回転軸44が回転されてボトル支持手段18に支持されている樹脂製容器2が正逆に約180度回転される。このように樹脂製容器2が電子線照射装置16の照射窓16aの前面で180度回転することにより、樹脂製容器2の上下方向の全長に亘って搬送方向前後両側の内外面全体が電子線の照射を受けて殺菌される。前記円筒状回転軸44、ピニオンギヤ64、セクターギヤ72およびカム84等によって、請求項4に記載した樹脂製容器2を回転させる回転手段が構成されている。
【0036】
前記のように樹脂製容器2内の中心部にアース電極90を挿入して電子線を照射すると、このアース電極90の背面側は、アース電極90の影になって電子線が照射されにくい状態になる。但し、照射される電子線は、全体としては直線的に照射されるが、樹脂製容器2や空気中の分子との衝突により、アース電極90との間隔が比較的広い胴部に関しては電子線が回り込んで照射されることになる。しかしながら、アース電極90との間隔が狭い、例えば首部などの領域では、電子線が回り込みにくいため、前記回転手段によって樹脂製容器2を回転させることにより電子線を樹脂製容器2の全域に照射することができるという効果が得られる。
【0037】
前記照射室20内を通過する間に電子線の照射を受けて殺菌された樹脂製容器2は、ボトル支持手段18に支持されて回転搬送されて、照射室20から搬出室22へと搬入される。搬出室22内には、搬出ホイール34が設置されており、ボトル支持手段18にフランジ2bの下方側を支持されている樹脂製容器2は、受け渡し位置Bにおいて、搬出ホイール34に設けられているグリッパ36に受け渡されてフランジ2bの上方側を把持される。搬出ホイール34のグリッパ36に保持されて回転搬送されて樹脂製容器2が、軟X線式イオナイザ112の位置に到達する。イオナイザ112は、軟X線の照射エネルギーにより、帯電物(この実施例では樹脂製容器2)の周辺の雰囲気をイオン化させ、静電気を中和させる。前記電子線照射手段16によって電子線を照射する際に、アース電極90を樹脂製容器2内に挿入しておくことにより、樹脂製容器2の内面および樹脂素材の内部に帯電することを抑制するとともに、電子線を照射した後の樹脂製容器2に、この軟X線式イオナイザ112によって軟X線を照射することにより、樹脂製容器2の外表面の帯電を除去することができる。
【0038】
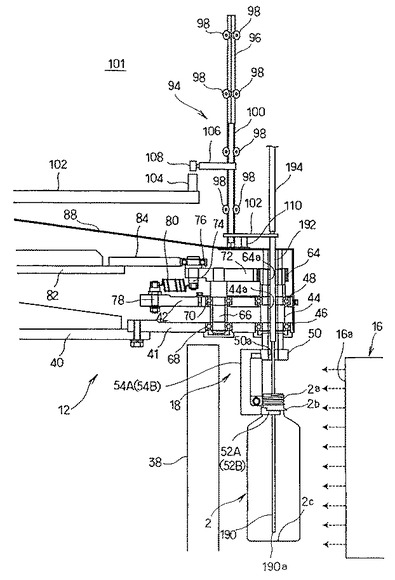
図5により第2の実施例に係る電子線容器殺菌装置101の構成について説明する。この第2実施例に係る電子線容器殺菌装置101は、前記第1実施例と基本的な構成は共通であり、前記第1実施例の構成に加えて、電子線を照射する際に樹脂製容器2の内部に無菌気体を吹き込むための気体通路が設けられている点が異なっている。よって、この相違する点についてだけ説明し、その他の部分については第1実施例と同一の符号を付してその説明を省略する。
【0039】
この第2実施例では、アース電極190とその上方の支持ロッド192が中空になっており、その内部に気体を流通させる気体通路が形成されている。さらに、この支持ロッド192の上端に無菌気体供給チューブ194を介してHEPAフィルタ等の無菌化フィルタを備えた無菌気体供給源(図示せず)が接続されている。この実施例では、樹脂製容器2に対し電子線照射装置16から電子線を照射して殺菌を行う際に、前記第1実施例と同様にアース電極190を樹脂製容器2の内部まで挿入し、電子線の照射中に、無菌化フィルタを通過した空気または窒素やアルゴン等の不活性ガスからなる気体をアース電極190の先端の吹き出し口190aから吹き出して、樹脂製容器2内に吹き込むようにしている。このように無菌気体を樹脂製容器2内の底部近くで吹き出しながら電子線の照射を行うと、電子線の照射により発生するオゾンを口部2aの開口部から押し出して除去することができ、同時に粉塵や埃も同様に除去することができエアリンス効果が得られる。特に、不活性ガスを用いた場合は、樹脂製容器2内の酸素濃度が低下されることにより一層オゾンの発生防止に効果的である。また、無菌気体であるため殺菌効果を低下させることがない。さらに、イオン化手段を備えてイオン化した無菌気体を吹き出すことで、アース電極190の作用と合わせ樹脂製容器2内面の帯電をより一層防止することができる。この場合、電子線照射により樹脂製容器2は負に帯電することから、これを中和させるために陽イオンを吹き出すとより効果的である。また、電子線を照射すると窒素酸化物が生成され空気中の水分に溶解して硝酸が発生し、硝酸は装置を腐食させることから、これを防止するために、十分に乾燥させたドライ無菌気体を吹き出すことが望ましい。
【0040】
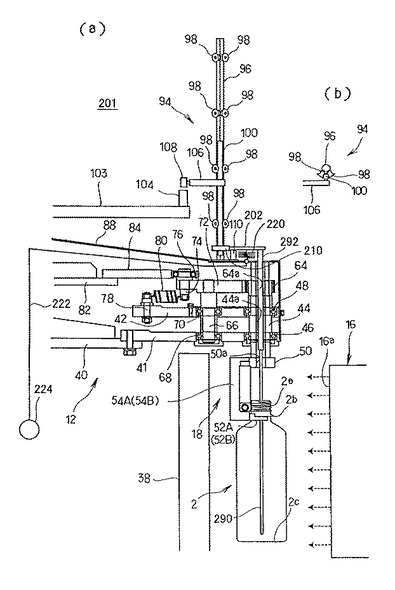
前記各実施例では、アース電極90、190を樹脂製容器2内に挿入した状態で、この樹脂製容器2に電子線を照射することにより、放出された電子が、アース電極90、190からカバー88に流れるようにしたが、本発明はこのような構成に限るものではない。図6は第3の実施例に係る電子線容器殺菌装置201の要部の縦断面図であり、前記実施例とは、電子線を照射する際に樹脂製容器内に挿入する電子を引き付ける部材の構成が異なっている。なお、この実施例では、電子を引き付ける部材に関する構成以外は前記実施例と同一なので、同一の部分には同一の符号を付してその説明を省略する。
【0041】
前記搬送ホイール12には、ボトル支持手段18によって搬送されている樹脂製容器2に電子線を照射する際に、この樹脂製容器2の内部に挿入する電子を引き付ける部材としての挿入部材(プラス電位棒)290が設けられている。プラス電位棒290は直立した支持ロッド292の下端に取り付けられており、これらプラス電位棒290および支持ロッド292が、前記円筒状回転軸44およびその上部に固定されたピニオンギヤ64の円孔44a、64a、下方の水平な取付体50の貫通孔50a等を上下に貫通して昇降できるようになっている。
【0042】
前記プラス電位棒290を昇降させる構成について説明する。前記カバー88上の、円筒状回転軸44が配置されている位置よりも半径方向内方側に、直立したガイド機構94が設けられている。このガイド機構94は、図6(a)および(b)に示すように、第1実施例と同一の構成を有している(図2(a)、(b)参照)。ガイド機構94の昇降ロッド100の下端に、絶縁体210を介して水平な取付部材202が固定されている。この水平な取付部材202を介して、前記支持ロッド292およびプラス電位棒290が取り付けられており、昇降ロッド100の昇降によってプラス電位棒290が昇降できるようになっている。なお、プラス電位棒290の材質としては、ステンレス、アルミニウム、チタン等の金属やその他の導電性の材料を用いることができる。さらに、形状は丸棒状の他、断面が矩形や長方形、多角形であってもよく、外周面に多数の突起を設けるなど鋸刃状に形成したり、ブラシを設けるなどして電荷を誘導し易くなるよう構成してもよい。
【0043】
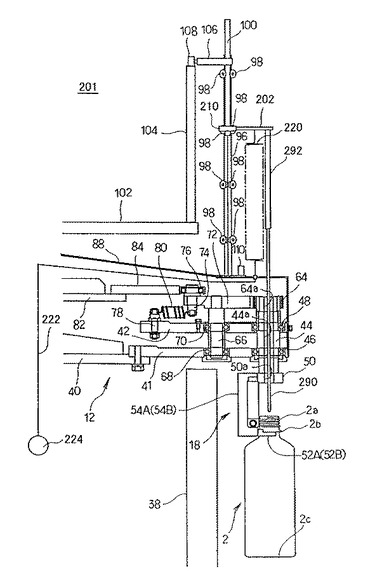
前記ガイド機構94のカムフォロア108が昇降カム104によって押し上げられて最も上昇したときには、図7に示すように、プラス電位棒290の下端が樹脂製容器2の口部2aよりも上方に位置し、最も下降したときには、図6(a)に示すように、プラス電位棒290の下端が樹脂製容器2の底面2c近くまで挿入される。
【0044】
前記プラス電位棒290は、上方の支持ロッド292と水平な取付部材202、この取付部材202の下面と前記カバー88との間に取り付けられた伸縮するコイル220および導線222を介してプラスの電圧をかけたプラス電極224に接続されている。このプラス電極224は運転中は常時プラスの電圧をかけており、前記挿入部材290はプラスの電位を有する状態になっているので、この実施例ではプラス電位棒290と呼ぶ。
【0045】
この実施例に係る電子線容器殺菌装置201の作動について説明する。搬送ホイール12の回転により、ボトル支持手段18に支持されている樹脂製容器2が電子線の照射室20内に入り、電子線の照射を受ける。この照射室20内で電子線の照射を受ける際には、プラス電位棒290が昇降カム104によって下降されて、図6(a)に示すように、口部2aの開口部から先端(下端)が樹脂製容器2の底面2c近くに位置する高さまで挿入される。なお、この電子線の照射を受ける区間以外の区間では、プラス電位棒290は昇降カム104によって上昇されて、先端が樹脂製容器2の口部2aよりも上方に位置している(図7参照)。このようにプラス電位棒290が内部に挿入された樹脂製容器2が、電子線照射装置16の照射窓16aの前方側を移動する間に電子線の照射を受けて殺菌される。プラス電位棒290が無い状態で樹脂製容器2に電子線を照射すると、樹脂製容器2が帯電してしまうが、この実施例のように、電子線を照射する際に樹脂製容器2の内部にプラス電位棒290を挿入しておくと、照射により放出されて樹脂製容器2を形成する樹脂素材を透過し、また、口部2aの開口部から樹脂製容器2内に入り込んだ電子が、プラス電位棒290に誘導されて流れるため、樹脂製容器2の内面および樹脂素材の内部に帯電することを防止することができる。特に、樹脂製容器2の外面に向けて放出された電子は、電子線照射時の加速による浸透力だけでなく、樹脂製容器2の内部からプラス電位棒290に誘導されることによっても樹脂材料を透過するよう作用され、樹脂材料の内部に滞留して帯電することが防止される。
【0046】
なお、この実施例では、挿入部材290をプラス電極に接続して、プラスの電位を有する状態にしているが、必ずしもプラス電極に接続する必要はなく、予め挿入部材290にプラスの電荷を帯電させておくことも可能である。例えば、挿入部材290に摩擦などによって静電気を発生させ、プラスの電荷を有する状態としておいた場合にも、プラス電極に接続した場合と同様の効果を奏することができる。挿入部材290をプラス電極に接続した場合には、電子は挿入部材290を介して容器2の外部に出ていくが、予め帯電させておいた場合には、電子は容器2の外部に出ていくことはなく挿入部材290に引き寄せられることになる。
【0047】
また、この実施例でも、前記第2実施例の構成と同様に、プラス電位棒290とその上方の支持ロッド292の内部に気体を流通させる気体通路を形成し、HEPAフィルタ等の無菌化フィルタを備えた無菌気体供給源と接続して、電子線の照射中に樹脂製容器2の内部まで挿入したプラス電位棒290から無菌化フィルタを通過した空気または窒素やアルゴン等の不活性ガスからなる気体をプラス電位棒290の先端から吹き出してもよい。この場合も前記第2実施例と同様の作用効果を奏することができる。
【符号の説明】
【0048】
1 電子線容器殺菌装置
2 樹脂製容器
2a 口部
16 電子線照射手段(電子線照射装置)
90 電子を引き付ける部材
112 イオナイザ
【技術分野】
【0001】
本発明は、樹脂製容器に電子線を照射して殺菌を行う電子線容器殺菌装置および電子線容器殺菌方法に係り、特に、電子線の照射によって樹脂製容器が帯電することを防止できる電子線容器殺菌装置および電子線容器殺菌方法に関するものである。
【背景技術】
【0002】
PETボトル等の樹脂製容器に電子線を照射して殺菌を行う電子線容器殺菌装置は従来から広く用いられている。このように樹脂製容器に電子線を照射して殺菌すると、樹脂製容器が帯電することが従来から知られている(例えば特許文献1参照)。この特許文献1に記載されたPETボトル飲料充填システムは、「入口から投入されたPETボトルは、食品容器搬送装置によって殺菌部へ搬送され、電子線照射装置により殺菌される。殺菌されたPETボトルはすすぎリンサへ搬入され、水又は空気により洗浄される。すすぎリンサから送出されたPETボトルには、充填機によって内容物が充填される。内容物を充填されたPETボトルは、キャッパーにおいてキャップを取り付けられて密封される」ようになっている。
【0003】
前記特許文献1の構成では、電子線の照射によってPETボトルが帯電するために、帯電量を検出する帯電量測定器を備えており、この帯電量測定器からコンピュータに送られた帯電量の解析を行い、電子線の照射により発生したPETボトルの帯電量が所定の範囲に収まっているか否かを判断するようにしている。
【0004】
前記のように樹脂製容器が帯電すると、埃や塵を引き寄せてしまうという問題が発生する。そこで、帯電した樹脂製容器の静電気を除去する装置が従来から各種提案されている(例えば、特許文献2または特許文献3参照)。前記特許文献2に記載された発明(静電気除去方法及び装置)では、樹脂製中空容器にX線を照射することにより静電気を除去するようにしている。また、特許文献3に記載された発明(静電気除去装置)は、ループ状に湾曲しボトルの外面に空気を噴出する吐出口が形成されたループノズルと、ボトルの内面に空気を噴出する吐出口が形成されたストレートノズルとを有しており、これらノズルからイオン化した空気を吹き付けることによりボトルの内外面に帯電した静電気を除去するようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−126171号公報
【特許文献2】特開2000−68093号公報
【特許文献3】特開2004−14319号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記特許文献2および特許文献3に記載されたような静電気を除去する方法または装置では、樹脂製容器の内外の表面の帯電は低減することが出来るが、ボトルを形成している樹脂素材の内部に蓄積された電荷を除去することは出来なかった。従って、本発明の目的は、樹脂製容器の表面だけでなく樹脂素材の内部の帯電をも防止するようにした電子線容器殺菌装置を提供することにある。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌装置において、樹脂製容器の口部から内部に挿入可能な電子を引き付ける部材を備え、この電子を引き付ける部材を樹脂製容器内に挿入した状態で、樹脂製容器に電子線を照射することを特徴とするものである。
【0008】
また、請求項2に記載の発明は、前記請求項1に記載の発明に加えて、前記電子を引き付ける部材に気体通路を設け、樹脂製容器内に電子を引き付ける部材を挿入して電子線を照射する際に、前記気体通路から樹脂製容器内に無菌気体を吹き出すことを特徴とするものである。
【0009】
さらに、請求項3に記載の発明は、前記請求項1または請求項2に記載の発明において、樹脂製容器を搬送する容器搬送手段を備え、この容器搬送手段による容器搬送経路の前記電子線照射手段よりも下流側に、樹脂製容器の帯電を除去する帯電除去手段を設けたことを特徴とするものである。
【0010】
また、請求項4に記載の発明は、前記請求項1ないし請求項3のいずれかに記載の発明において、電子線照射手段から電子線を照射する際に樹脂製容器を回転させる回転手段を設けたことを特徴とするものである。
【0011】
請求項5に記載の発明は、前記請求項1に記載の発明において、前記電子を引き付ける部材が、アース側に接続されたアース電極であることを特徴とするものである。
【0012】
請求項6に記載の発明は、前記請求項1に記載の発明において、前記電子を引き付ける部材が、プラスの電位を有する挿入部材であることを特徴とするものである。
【0013】
請求項7に記載の発明は、前記請求項6に記載の発明において、前記電子を引き付ける部材が、プラスの電圧をかけたプラス電極に接続されていることを特徴とするものである。
【0014】
また、請求項8に記載の発明方法は、樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌方法において、挿入手段により電子を引き付ける部材を樹脂製容器の口部から内部に挿入し、この状態で電子線照射手段から樹脂製容器に電子線を照射することを特徴とするものである。
法。
【発明の効果】
【0015】
本発明の電子線容器殺菌装置は、樹脂製容器に電子線を照射して殺菌する際に、樹脂製容器の内部に電子を引き付ける部材を挿入するので、電子線の照射により樹脂製容器が帯電してしまうことを防止することができる。
【図面の簡単な説明】
【0016】
【図1】図1は、本発明の一実施例に係る電子線容器殺菌装置の全体の配置を簡略化して示す平面図である。(実施例1)
【図2】図2(a)は、ボトル支持手段を備えた搬送ホイールの要部の縦断面図、図2(b)はアース電極を昇降させる機構の平面図である。
【図3】図3は、図2(a)の電子線照射時以外の状態を示す図である。
【図4】図4は、搬出ホイールに設けたイオナイザの説明図である。
【図5】図5は、第2の実施例に係る電子線容器殺菌装置の図2(a)に対応する図である。(実施例2)
【図6】図6は、第3の実施例に係る電子線容器殺菌装置の要部を示す図であり、図(a)および図(b)はそれぞれ図2の図(a)および図(b)に対応する図である。(実施例3)
【図7】図7は、図6(a)の電子線照射時以外の状態を示す図である。
【発明を実施するための形態】
【0017】
電子線照射装置から樹脂製容器に電子線を照射して殺菌を行う電子線容器殺菌装置であって、樹脂製容器の口部から内部に挿入、取り出し可能な電子を引き付ける部材を設け、樹脂製容器に電子線を照射する際に、前記アース電極を樹脂製容器の内部に挿入することにより、余分な電子やイオンを樹脂製容器の外部に流して、樹脂素材の内部に滞留することを防止するので、樹脂製容器への帯電量を緩和するという目的を達成することができる。
【実施例1】
【0018】
以下、図面に示す実施例により本発明を説明する。この電子線容器殺菌装置(全体として符号1で示す)は、樹脂製容器2に電子線を照射して殺菌する際に、電子線やX線(制動X線)が外部に漏れないように遮蔽する鉛製の壁体4によって囲まれた殺菌チャンバー6を有している。この殺菌チャンバー6内は、搬入ホイール8が配置されている入口側の搬入室10と、搬入ホイール8から受け渡された容器2を回転搬送する搬送ホイール12が設けられたメイン室14と、電子線照射装置16の前面側に位置し、前記搬送ホイール12に設けられたボトル支持手段18(図2参照)によって支持されて搬送される樹脂製容器2が電子線の照射を受ける照射室20と、この照射室20の出口側(図1の右側)に連続して設けられ、電子線の照射により殺菌された樹脂製容器2を無菌状態を維持したまま容器搬送経路の下流側に送る搬出室22とを備えており、それぞれの室10、14、20、22が内部壁24、26、28によって区画されている。これらの壁体4および各内部壁24、26、28には、受け渡しが行われる樹脂製容器2が通過可能な開口がそれぞれ形成されている。
【0019】
この実施例に係る電子線容器殺菌装置1において殺菌され、その後の下流側の工程で液体等の内容物が充填される容器はPETボトル等の樹脂製の容器2である。この樹脂製容器2は、胴部の横断面がほぼ四角形をしており(図1に簡略化して示す)、その上部に円筒状の口部2aを備えている。この口部2aの下部寄りにフランジ2bが形成されており、このフランジ2bの上方または下方をグリッパによって把持し、あるいはフランジ2bの下面側を前記ボトル支持手段18やその他の支持手段等によって支持して、吊り下げた状態で搬送する。
【0020】
この樹脂製容器2は、図示しないエア搬送コンベヤによって連続的に搬送され、インフィードスクリュー等によって所定の間隔に切り離された後、図示しない搬送ホイール等に搬送されて前記殺菌チャンバー6の入口側に配置された搬入室10内に搬入される。搬入室10内に設けられた搬入ホイール8には、円周方向等間隔で複数のグリッパ30が設けられており、各グリッパ30が前記樹脂製容器2のフランジ2bよりも上方側を把持して搬送する。
【0021】
メイン室14内に配置された搬送ホイール12には、円周方向等間隔で複数のボトル支持手段18が設けられており、これら各ボトル支持手段18が樹脂製容器2のフランジ2bの下面側を支持して搬送する。前記搬入ホイール8と搬送ホイール12とは同期回転しており、受け渡し位置Aにおいて、搬入ホイール8の各グリッパ30から搬送ホイール12の各ボトル支持手段18に樹脂製容器2が受け渡される。
【0022】
搬送ホイール12の各ボトル支持手段18に支持されて回転搬送される樹脂製容器2は、照射室20内を通過し、その間に上下方向の全長に亘って全体的に電子線照射装置16から電子線の照射を受けて殺菌される。殺菌された樹脂製容器2は、照射室20に連続して設けられている搬出室22に導入され、搬出ホイール34に引き渡される。搬出ホイール34は外周部に円周方向等間隔で複数のグリッパ36が設けられており、これら各グリッパ36が、前記搬送ホイール12のボトル支持手段18が支持している樹脂製容器2の、フランジ2bよりも上部を把持して受け取る。搬出ホイール34も前記搬送ホイール12と同期回転しており、受け渡し位置Bにおいて、搬送ホイール12の各ボトル支持手段18から搬出ホイール34の各グリッパ36に樹脂製容器2が受け渡される。搬出ホイール34のグリッパ36に把持された樹脂製容器2は、この搬出室22に隣接して設けられた次のチャンバー内(図示を省略)の容器支持手段等に受け渡されて次の工程に送られる。
【0023】
前記壁体4の照射室20が設けられている部分に開口部4aが形成され、この開口部4aに電子線照射手段(電子線照射装置)16が取り付けられている。この電子線照射装置16は、図示はしないが、樹脂製容器2に電子線を照射する真空チャンバー(加速チャンバー)を備えており、周知のように、真空チャンバー内の真空中でフィラメントを加熱して熱電子を発生させ、高電圧によって電子を加速して高速の電子線ビームにした後、照射窓16aに取り付けてあるTi等の金属製の窓箔を通して大気中に取り出して被処理物(この実施例では樹脂製容器2)に電子線を当てて殺菌等の処理を行う。なお、図1では図示を省略しているが、電子線照射装置16から電子線の照射を受ける樹脂製容器2の背後には、ビームコレクター38が設置されている(図2(a)参照)。
【0024】
次に、図2(a)、(b)により、搬送ホイール12に設けられているボトル支持手段18および殺菌時に樹脂製容器2内に挿入される電子を引き付ける部材としてのアース電極の構成について簡単に説明する。搬送ホイール12は、水平な円盤状のプレート40と、この円盤状プレート40の外周に固定された環状の回転プレート41と、この回転プレート41の上方に配置されて一体的に回転する環状の中間プレート42を備えている。これら回転プレート41と中間プレート42の外周部に、円周方向等間隔で、鉛直方向を向いた円筒状の回転軸44が、それぞれボールベアリング46、48を介して回転自在に支持されている。これら円筒状回転軸44の下端に水平な取付体50が固定されている。この取付体50の下方側に、一対のグリップ部材52A、52B(図2(a)の紙面の手前側と奥側に配置されている)が設けられており、円筒状回転軸44の真下の位置で樹脂製容器2が保持されるようになっている。なお、このボトル支持手段18は、詳細な説明は省略するが、特願2008−280304に開示されたボトル支持手段18と同様の構成を有しており、前記各グリップ部材52A、52Bを一対の板ばね54A、54Bの下端に取り付け、これら板ばね54A、54Bのばね力によって樹脂製容器2を保持するようになっている。
【0025】
ボトル支持手段18が取り付けられている円筒状回転軸44の、前記中間プレート42よりも上方へ突出している上端部にピニオンギヤ64が固定されている。また、前記円盤状プレート40の外周に固定された環状の回転プレート41と環状の中間プレート42の、円筒状回転軸44を支持している位置の半径方向内方側に、鉛直方向の中間軸66が、それぞれボールベアリング68、70を介して回転自在に支持されている。これら各中間軸66の上端の、前記回転軸44のピニオンギヤ64とほぼ同じ高さに、セクターギヤ72が取り付けられている。このセクターギヤ72の、搬送ホイール12の半径方向外方側を向いた面に歯が形成され前記ピニオンギヤ64に噛み合っている。
【0026】
一方、セクターギヤ72の、搬送ホイール12の半径方向内方側を向いた端部(図2(a)の左端)に垂直なピン74が貫通して取り付けられており、この垂直ピン74の上端にカムフォロア76が回転自在に支持されている。また、この垂直ピン74の下端と、前記中間プレート42の内周端に固定したばね受けピン78との間に引っ張りコイルばね80が介装され、セクターギヤ72の端部を搬送ホイール12の半径方向内方側に引きつけている。前記搬送ホイール12の円盤状プレート40の上方に、回転しない円形の固定プレート82が配置されており、その外周にセクターギヤ72を揺動させるカム84が固定されている。このカム84の外周面がカム面になっており、このカム面に沿って前記カムフォロア76が回転移動する。このカムフォロア76の回転移動に伴う半径方向への揺動によって、セクターギヤ72が前記中間軸66を中心に回動してピニオンギヤ64を回転させる。上端にピニオンギヤ64が固定されている円筒状回転軸44の下端に前記ボトル支持手段18が取り付けられており、セクターギヤ72の揺動によりピニオンギヤ64が回転し、樹脂製容器2の口部2aの上方に配置されている円筒状回転軸44が回転することによって、ボトル支持手段18に支持されて搬送されている樹脂製容器2がその重心軸を中心に回転する。この実施例では、セクターギヤ72の回動によってピニオンギヤ64を回転させることにより、樹脂製容器2を正逆に約180度回転させるようになっている。
【0027】
前記水平な取付体50には、前記円筒状の回転軸44の内部孔44aと上下に一致する位置に、貫通孔50aが形成されている。なお、前記搬送ホイール12の天面および外周面はカバー88によって覆われている。また、ピニオンギヤ64の上部は天面のカバー88まで達しており、カバー88との間は摺動可能に密封されている。このように構成することで、回転軸44およびその上部に固定されたピニオンギヤ64の円孔44a、64aは、円盤状プレート40および回転プレート41とカバー88で囲まれた内部空間を上下に貫通し、無菌状態に維持される周囲の環境と円盤状プレート40および回転プレート41とカバー88で囲まれる内部環境を遮断している。
【0028】
前記搬送ホイール12には、ボトル支持手段18によって搬送されている樹脂製容器2に電子線を照射する際に、この樹脂製容器2の内部に挿入するアース電極90が設けられている。アース電極90は直立した支持ロッド92の下端に取り付けられており、これらアース電極90および支持ロッド92が、前記円筒状回転軸44およびその上部に固定されたピニオンギヤ64の円孔44a、64a、下方の水平な取付体50の貫通孔50a等を上下に貫通して昇降できるようになっている。
【0029】
前記アース電極90を昇降させる構成について説明する。前記カバー88上の、円筒状回転軸44が配置されている位置よりも半径方向内方側に、直立したガイド機構94が設けられている。このガイド機構94は、図2(a)および(b)に示すように、直立したガイド部材96と、このガイド部材96の上下の複数箇所に取り付けられたガイドローラ98とを備えている。ガイドローラ98は、ガイド部材96の上下の適宜の箇所にそれぞれ一対配置されており、これらガイドローラ98と前記ガイド部材96とに支持されて昇降ロッド100が昇降するようになっている。この昇降ロッド100の下端に、水平な取付部材102を介して、前記支持ロッド92およびアース電極90が取り付けられており、昇降ロッド100の昇降によってアース電極90が昇降できるようになっている。なお、アース電極90の材質としては、ステンレス、アルミニウム、チタン等の金属やその他の導電性の材料を用いることができる。さらに、形状は丸棒状の他、断面が矩形や長方形、多角形であってもよく、外周面に多数の突起を設けるなど鋸刃状に形成したり、ブラシを設けるなどして電荷を誘導し易くなるよう構成してもよい。
【0030】
前記カバー88の天面の上方に、搬送ホイール12とは独立した水平な固定体103が設置され、その外周部上に昇降カム104が取り付けられている。一方、前記昇降ロッド100には、前記取付部材102より高い位置に水平方向の昇降部材106が固定されており、この昇降部材106の先端にカムフォロア108が取り付けられている。このカムフォロア108が前記昇降カム104の上面(カム面)を回転移動し、カム形状に応じて昇降することにより前記アース電極90が昇降する。カムフォロア108が昇降カム104によって押し上げられて最も上昇したときには、図3に示すように、アース電極90の下端が樹脂製容器2の口部2aよりも上方に位置し、最も下降したときには、図2(a)に示すように、アース電極90の下端が樹脂製容器2の底面2c近くまで挿入される。なお、この際、昇降ロッド100の下降端は、水平な取付部材102がカバー88の天面上に固定されている支持部材110に当接することにより下降を規制されるようになっており、このときには、カムフォロア108が昇降カム104のカム面に接触しない高さで停止する。この状態ではアース電極90は、それぞれ金属製の導電性の材料からなる支持ロッド92、取付部材102、支持部材110を介して金属製の導電性の材料からなるカバー88と導通可能となってアース電極90とカバー88が通電し、アース電極90からカバー88へ電荷が流れるようになる。
【0031】
前記搬送ホイール12のボトル支持手段18に支持されて搬送されている樹脂製容器2が、電子線照射装置16から電子線を照射されて殺菌された後、搬出ホイール34のグリッパ36に受け渡されて回転搬送される。この搬出ホイール34のグリッパ36による容器搬送経路の外方に帯電除去手段として軟X線式のイオナイザ112が設置されている(図1および図4参照)。この軟X線式イオナイザ112の構成は周知であるので説明は省略するが、例えば、特開2000−68093(前記特許文献2)に開示されているものと同様の構成である。ただし、この実施例では、軟X線式イオナイザ112が支柱114上に固定された収納ケース116内に収納されている。この軟X線イオナイザ112が軟X線を放射する前面側は、軟X線が透過可能な樹脂製の膜118によって覆われている。この実施例に係る電子線容器殺菌装置1は、殺菌チャンバー6内部を薬剤により殺菌するため、軟X線式イオナイザ112をケース116内に収納し樹脂膜118によって密封するようにして、イオナイザ12に薬剤が付着しないようにしている。なお、帯電除去手段の配置位置は、図示したように搬送される樹脂製容器2の側方に限らず上方や下方であってもよい。
【0032】
以上の構成に係る電子線容器殺菌装置1の作動について説明する。この実施例に係る電子線容器殺菌装置1で殺菌される樹脂製容器2は、ネック搬送コンベヤ(図示せず)によって搬送され、所定の間隔にピッチ切りされた後、図示しない搬送ホイール等に搬送されて鉛製の壁体4で囲まれた無菌チャンバー6の搬入室10内に搬入される。搬入室10内に設置された搬入ホイール8は、円周方向等間隔で複数のグリッパ30が設けられており、外部から搬入室10内に搬入された樹脂製容器2の円筒状口部2aの下部寄りに形成されているフランジ2bの上方側をグリップする。グリッパ30に保持された樹脂製容器2は、搬入ホイール8の回転によって回転搬送され、搬送ホイール12への受け渡し位置Aで、搬入ホイール8のグリッパ30から搬送ホイール12に設けられたボトル支持手段18に受け渡される。
【0033】
ボトル支持手段18は、グリップ部材52A、52Bの一方を回転方向の前方に向け、他方を回転方向の後方に向けて回転移動しており、受け渡し位置Aで、搬入ホイール8のグリッパ30に把持されている樹脂製容器2の口部2aが両グリップ部材52A、52B間に押し込まれる。両グリップ部材52A、52Bはそれぞれ板ばね54A、54Bの下端に取り付けられており、板ばね54A、54Bを強制的に押し開いて樹脂製容器2の口部2aが両グリップ部材52A、52B間に押し込まれる。その後、両板ばね54A、54Bが自らのばね力によって復帰して、図2に示すように樹脂製容器2のフランジ2bの下部側を保持するとともにフランジ2bの下面を支持する。
【0034】
搬送ホイール12の回転により、ボトル支持手段18に支持されている樹脂製容器2が図1の矢印R方向に回転搬送されて電子線の照射室20内に入る。この照射室20内で電子線の照射を受ける際には、アース電極90が昇降カム104によって下降されて、図2(a)に示すように、口部2aの開口部から先端(下端)が樹脂製容器2の底面2c近くに位置する高さまで挿入される。なお、この電子線の照射を受ける区間以外の区間では、アース電極90は昇降カム104によって上昇されて、先端が樹脂製容器2の口部2aよりも上方に位置している(図3参照)。このようにアース電極90が内部に挿入された樹脂製容器2が、電子線照射装置16の照射窓16aの前方側を移動する間に電子線の照射を受けて殺菌される。アース電極90が無い状態で樹脂製容器2に電子線を照射すると、樹脂製容器2が帯電してしまうが、この実施例のように、電子線を照射する際に樹脂製容器2の内部にアース電極90を挿入しておくと、照射により放出されて樹脂製容器2を形成する樹脂素材を透過し、また、口部2aの開口部から樹脂製容器2内に入り込んだ電子が、アース電極90に誘導されて支持ロッド92、取付部材102、支持部材110を通じてカバー88から装置全体に流れるため、樹脂製容器2の内面および樹脂素材の内部に帯電することを防止することができる。特に、樹脂製容器2の外面に向けて放出された電子は、電子線照射時の加速による浸透力だけでなく、樹脂製容器2の内部からアース電極90に誘導されることによっても樹脂材料を透過するよう作用され、樹脂材料の内部に滞留して帯電することが防止される。
【0035】
なお、前記ボトル支持手段18が取り付けられている円筒状回転軸44は、上端にピニオンギヤ64が固定されてセクターギヤ72に噛み合っており、さらに、このセクターギヤ72は、上方の固定プレート82の外周に取り付けられたカム84によって揺動するようになっている。このカム84によって電子線照射装置16の前面を移動する間に、円筒状回転軸44が回転されてボトル支持手段18に支持されている樹脂製容器2が正逆に約180度回転される。このように樹脂製容器2が電子線照射装置16の照射窓16aの前面で180度回転することにより、樹脂製容器2の上下方向の全長に亘って搬送方向前後両側の内外面全体が電子線の照射を受けて殺菌される。前記円筒状回転軸44、ピニオンギヤ64、セクターギヤ72およびカム84等によって、請求項4に記載した樹脂製容器2を回転させる回転手段が構成されている。
【0036】
前記のように樹脂製容器2内の中心部にアース電極90を挿入して電子線を照射すると、このアース電極90の背面側は、アース電極90の影になって電子線が照射されにくい状態になる。但し、照射される電子線は、全体としては直線的に照射されるが、樹脂製容器2や空気中の分子との衝突により、アース電極90との間隔が比較的広い胴部に関しては電子線が回り込んで照射されることになる。しかしながら、アース電極90との間隔が狭い、例えば首部などの領域では、電子線が回り込みにくいため、前記回転手段によって樹脂製容器2を回転させることにより電子線を樹脂製容器2の全域に照射することができるという効果が得られる。
【0037】
前記照射室20内を通過する間に電子線の照射を受けて殺菌された樹脂製容器2は、ボトル支持手段18に支持されて回転搬送されて、照射室20から搬出室22へと搬入される。搬出室22内には、搬出ホイール34が設置されており、ボトル支持手段18にフランジ2bの下方側を支持されている樹脂製容器2は、受け渡し位置Bにおいて、搬出ホイール34に設けられているグリッパ36に受け渡されてフランジ2bの上方側を把持される。搬出ホイール34のグリッパ36に保持されて回転搬送されて樹脂製容器2が、軟X線式イオナイザ112の位置に到達する。イオナイザ112は、軟X線の照射エネルギーにより、帯電物(この実施例では樹脂製容器2)の周辺の雰囲気をイオン化させ、静電気を中和させる。前記電子線照射手段16によって電子線を照射する際に、アース電極90を樹脂製容器2内に挿入しておくことにより、樹脂製容器2の内面および樹脂素材の内部に帯電することを抑制するとともに、電子線を照射した後の樹脂製容器2に、この軟X線式イオナイザ112によって軟X線を照射することにより、樹脂製容器2の外表面の帯電を除去することができる。
【0038】
図5により第2の実施例に係る電子線容器殺菌装置101の構成について説明する。この第2実施例に係る電子線容器殺菌装置101は、前記第1実施例と基本的な構成は共通であり、前記第1実施例の構成に加えて、電子線を照射する際に樹脂製容器2の内部に無菌気体を吹き込むための気体通路が設けられている点が異なっている。よって、この相違する点についてだけ説明し、その他の部分については第1実施例と同一の符号を付してその説明を省略する。
【0039】
この第2実施例では、アース電極190とその上方の支持ロッド192が中空になっており、その内部に気体を流通させる気体通路が形成されている。さらに、この支持ロッド192の上端に無菌気体供給チューブ194を介してHEPAフィルタ等の無菌化フィルタを備えた無菌気体供給源(図示せず)が接続されている。この実施例では、樹脂製容器2に対し電子線照射装置16から電子線を照射して殺菌を行う際に、前記第1実施例と同様にアース電極190を樹脂製容器2の内部まで挿入し、電子線の照射中に、無菌化フィルタを通過した空気または窒素やアルゴン等の不活性ガスからなる気体をアース電極190の先端の吹き出し口190aから吹き出して、樹脂製容器2内に吹き込むようにしている。このように無菌気体を樹脂製容器2内の底部近くで吹き出しながら電子線の照射を行うと、電子線の照射により発生するオゾンを口部2aの開口部から押し出して除去することができ、同時に粉塵や埃も同様に除去することができエアリンス効果が得られる。特に、不活性ガスを用いた場合は、樹脂製容器2内の酸素濃度が低下されることにより一層オゾンの発生防止に効果的である。また、無菌気体であるため殺菌効果を低下させることがない。さらに、イオン化手段を備えてイオン化した無菌気体を吹き出すことで、アース電極190の作用と合わせ樹脂製容器2内面の帯電をより一層防止することができる。この場合、電子線照射により樹脂製容器2は負に帯電することから、これを中和させるために陽イオンを吹き出すとより効果的である。また、電子線を照射すると窒素酸化物が生成され空気中の水分に溶解して硝酸が発生し、硝酸は装置を腐食させることから、これを防止するために、十分に乾燥させたドライ無菌気体を吹き出すことが望ましい。
【0040】
前記各実施例では、アース電極90、190を樹脂製容器2内に挿入した状態で、この樹脂製容器2に電子線を照射することにより、放出された電子が、アース電極90、190からカバー88に流れるようにしたが、本発明はこのような構成に限るものではない。図6は第3の実施例に係る電子線容器殺菌装置201の要部の縦断面図であり、前記実施例とは、電子線を照射する際に樹脂製容器内に挿入する電子を引き付ける部材の構成が異なっている。なお、この実施例では、電子を引き付ける部材に関する構成以外は前記実施例と同一なので、同一の部分には同一の符号を付してその説明を省略する。
【0041】
前記搬送ホイール12には、ボトル支持手段18によって搬送されている樹脂製容器2に電子線を照射する際に、この樹脂製容器2の内部に挿入する電子を引き付ける部材としての挿入部材(プラス電位棒)290が設けられている。プラス電位棒290は直立した支持ロッド292の下端に取り付けられており、これらプラス電位棒290および支持ロッド292が、前記円筒状回転軸44およびその上部に固定されたピニオンギヤ64の円孔44a、64a、下方の水平な取付体50の貫通孔50a等を上下に貫通して昇降できるようになっている。
【0042】
前記プラス電位棒290を昇降させる構成について説明する。前記カバー88上の、円筒状回転軸44が配置されている位置よりも半径方向内方側に、直立したガイド機構94が設けられている。このガイド機構94は、図6(a)および(b)に示すように、第1実施例と同一の構成を有している(図2(a)、(b)参照)。ガイド機構94の昇降ロッド100の下端に、絶縁体210を介して水平な取付部材202が固定されている。この水平な取付部材202を介して、前記支持ロッド292およびプラス電位棒290が取り付けられており、昇降ロッド100の昇降によってプラス電位棒290が昇降できるようになっている。なお、プラス電位棒290の材質としては、ステンレス、アルミニウム、チタン等の金属やその他の導電性の材料を用いることができる。さらに、形状は丸棒状の他、断面が矩形や長方形、多角形であってもよく、外周面に多数の突起を設けるなど鋸刃状に形成したり、ブラシを設けるなどして電荷を誘導し易くなるよう構成してもよい。
【0043】
前記ガイド機構94のカムフォロア108が昇降カム104によって押し上げられて最も上昇したときには、図7に示すように、プラス電位棒290の下端が樹脂製容器2の口部2aよりも上方に位置し、最も下降したときには、図6(a)に示すように、プラス電位棒290の下端が樹脂製容器2の底面2c近くまで挿入される。
【0044】
前記プラス電位棒290は、上方の支持ロッド292と水平な取付部材202、この取付部材202の下面と前記カバー88との間に取り付けられた伸縮するコイル220および導線222を介してプラスの電圧をかけたプラス電極224に接続されている。このプラス電極224は運転中は常時プラスの電圧をかけており、前記挿入部材290はプラスの電位を有する状態になっているので、この実施例ではプラス電位棒290と呼ぶ。
【0045】
この実施例に係る電子線容器殺菌装置201の作動について説明する。搬送ホイール12の回転により、ボトル支持手段18に支持されている樹脂製容器2が電子線の照射室20内に入り、電子線の照射を受ける。この照射室20内で電子線の照射を受ける際には、プラス電位棒290が昇降カム104によって下降されて、図6(a)に示すように、口部2aの開口部から先端(下端)が樹脂製容器2の底面2c近くに位置する高さまで挿入される。なお、この電子線の照射を受ける区間以外の区間では、プラス電位棒290は昇降カム104によって上昇されて、先端が樹脂製容器2の口部2aよりも上方に位置している(図7参照)。このようにプラス電位棒290が内部に挿入された樹脂製容器2が、電子線照射装置16の照射窓16aの前方側を移動する間に電子線の照射を受けて殺菌される。プラス電位棒290が無い状態で樹脂製容器2に電子線を照射すると、樹脂製容器2が帯電してしまうが、この実施例のように、電子線を照射する際に樹脂製容器2の内部にプラス電位棒290を挿入しておくと、照射により放出されて樹脂製容器2を形成する樹脂素材を透過し、また、口部2aの開口部から樹脂製容器2内に入り込んだ電子が、プラス電位棒290に誘導されて流れるため、樹脂製容器2の内面および樹脂素材の内部に帯電することを防止することができる。特に、樹脂製容器2の外面に向けて放出された電子は、電子線照射時の加速による浸透力だけでなく、樹脂製容器2の内部からプラス電位棒290に誘導されることによっても樹脂材料を透過するよう作用され、樹脂材料の内部に滞留して帯電することが防止される。
【0046】
なお、この実施例では、挿入部材290をプラス電極に接続して、プラスの電位を有する状態にしているが、必ずしもプラス電極に接続する必要はなく、予め挿入部材290にプラスの電荷を帯電させておくことも可能である。例えば、挿入部材290に摩擦などによって静電気を発生させ、プラスの電荷を有する状態としておいた場合にも、プラス電極に接続した場合と同様の効果を奏することができる。挿入部材290をプラス電極に接続した場合には、電子は挿入部材290を介して容器2の外部に出ていくが、予め帯電させておいた場合には、電子は容器2の外部に出ていくことはなく挿入部材290に引き寄せられることになる。
【0047】
また、この実施例でも、前記第2実施例の構成と同様に、プラス電位棒290とその上方の支持ロッド292の内部に気体を流通させる気体通路を形成し、HEPAフィルタ等の無菌化フィルタを備えた無菌気体供給源と接続して、電子線の照射中に樹脂製容器2の内部まで挿入したプラス電位棒290から無菌化フィルタを通過した空気または窒素やアルゴン等の不活性ガスからなる気体をプラス電位棒290の先端から吹き出してもよい。この場合も前記第2実施例と同様の作用効果を奏することができる。
【符号の説明】
【0048】
1 電子線容器殺菌装置
2 樹脂製容器
2a 口部
16 電子線照射手段(電子線照射装置)
90 電子を引き付ける部材
112 イオナイザ
【特許請求の範囲】
【請求項1】
樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌装置において、
樹脂製容器の口部から内部に挿入可能な電子を引き付ける部材を備え、この電子を引き付ける部材を樹脂製容器内に挿入した状態で、樹脂製容器に電子線を照射することを特徴とする電子線容器殺菌装置。
【請求項2】
前記電子を引き付ける部材に気体通路を設け、樹脂製容器内に電子を引き付ける部材を挿入して電子線を照射する際に、前記気体通路から樹脂製容器内に無菌気体を吹き出すことを特徴とする請求項1に記載の電子線容器殺菌装置。
【請求項3】
樹脂製容器を搬送する容器搬送手段を備え、この容器搬送手段による容器搬送経路の前記電子線照射手段よりも下流側に、樹脂製容器の帯電を除去する帯電除去手段を設けたことを特徴とする請求項1または請求項2に記載の電子線容器殺菌装置。
【請求項4】
電子線照射手段から電子線を照射する際に樹脂製容器を回転させる回転手段を設けたことを特徴とする請求項1ないし請求項3のいずれかに記載の電子線容器殺菌蔵置。
【請求項5】
前記電子を引き付ける部材は、アース側に接続されたアース電極であることを特徴とする請求項1に記載の電子線容器殺菌装置。
【請求項6】
前記電子を引き付ける部材は、プラスの電位を有する挿入部材であることを特徴とする請求項1に記載の電子線容器殺菌装置。
【請求項7】
前記電子を引き付ける部材が、プラスの電圧をかけたプラス電極に接続されていることを特徴とする請求項6に記載の電子線容器殺菌装置。
【請求項8】
容器搬送手段によって搬送されている樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌方法において、
挿入手段により電子を引き付ける部材を樹脂製容器の口部から内部に挿入し、この状態で電子線照射手段から樹脂製容器に電子線を照射することを特徴とする電子線容器殺菌方法。
【請求項1】
樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌装置において、
樹脂製容器の口部から内部に挿入可能な電子を引き付ける部材を備え、この電子を引き付ける部材を樹脂製容器内に挿入した状態で、樹脂製容器に電子線を照射することを特徴とする電子線容器殺菌装置。
【請求項2】
前記電子を引き付ける部材に気体通路を設け、樹脂製容器内に電子を引き付ける部材を挿入して電子線を照射する際に、前記気体通路から樹脂製容器内に無菌気体を吹き出すことを特徴とする請求項1に記載の電子線容器殺菌装置。
【請求項3】
樹脂製容器を搬送する容器搬送手段を備え、この容器搬送手段による容器搬送経路の前記電子線照射手段よりも下流側に、樹脂製容器の帯電を除去する帯電除去手段を設けたことを特徴とする請求項1または請求項2に記載の電子線容器殺菌装置。
【請求項4】
電子線照射手段から電子線を照射する際に樹脂製容器を回転させる回転手段を設けたことを特徴とする請求項1ないし請求項3のいずれかに記載の電子線容器殺菌蔵置。
【請求項5】
前記電子を引き付ける部材は、アース側に接続されたアース電極であることを特徴とする請求項1に記載の電子線容器殺菌装置。
【請求項6】
前記電子を引き付ける部材は、プラスの電位を有する挿入部材であることを特徴とする請求項1に記載の電子線容器殺菌装置。
【請求項7】
前記電子を引き付ける部材が、プラスの電圧をかけたプラス電極に接続されていることを特徴とする請求項6に記載の電子線容器殺菌装置。
【請求項8】
容器搬送手段によって搬送されている樹脂製容器に電子線照射手段から電子線を照射して殺菌を行う電子線容器殺菌方法において、
挿入手段により電子を引き付ける部材を樹脂製容器の口部から内部に挿入し、この状態で電子線照射手段から樹脂製容器に電子線を照射することを特徴とする電子線容器殺菌方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−121630(P2012−121630A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2012−15493(P2012−15493)
【出願日】平成24年1月27日(2012.1.27)
【分割の表示】特願2010−11649(P2010−11649)の分割
【原出願日】平成22年1月22日(2010.1.22)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成24年1月27日(2012.1.27)
【分割の表示】特願2010−11649(P2010−11649)の分割
【原出願日】平成22年1月22日(2010.1.22)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
[ Back to top ]