
電子線照射装置
【課題】樹脂製容器2に電子線を照射して殺菌する装置において、適正な殺菌が行われたことを確認するために、樹脂製容器2の内部に到達した電子量を測定する。
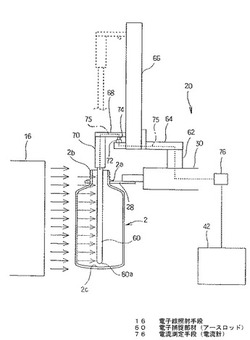
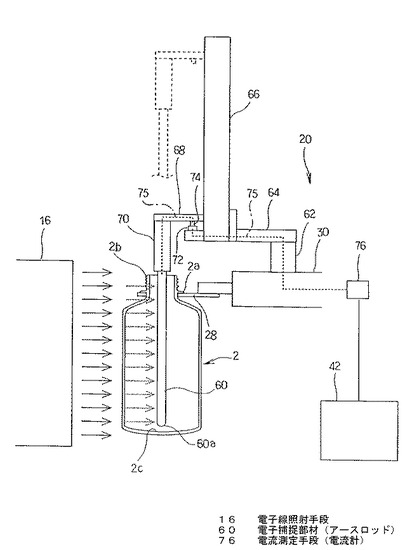
【解決手段】容器搬送装置20のグリッパ28に保持されて搬送される樹脂製容器2に電子線照射手段16から電子線を照射して殺菌を行う装置であり、電子線を照射する際に、樹脂製容器2の口部2bから内部に電子捕捉部材(アースロッド)60を挿入し、この電子捕捉部材60からアース側に流れる電流を電流測定手段(電流計)76で測定することにより、樹脂製容器2の内部側に到達した電子の量を測定する。
【解決手段】容器搬送装置20のグリッパ28に保持されて搬送される樹脂製容器2に電子線照射手段16から電子線を照射して殺菌を行う装置であり、電子線を照射する際に、樹脂製容器2の口部2bから内部に電子捕捉部材(アースロッド)60を挿入し、この電子捕捉部材60からアース側に流れる電流を電流測定手段(電流計)76で測定することにより、樹脂製容器2の内部側に到達した電子の量を測定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂製容器に電子線を照射する電子線照射装置に係り、特に、電子線の照射量を検出する手段を備えた電子線照射装置に関するものである。
【背景技術】
【0002】
ペットボトル等の樹脂製容器の搬送中に、電子線照射手段から電子線を照射してその容器の殺菌を行う装置は従来から広く知られている。このような電子線の照射により殺菌を行う装置において、前記電子線照射手段内でスパークが発生する等、何らかの原因で電子線の照射量が減少して、照射不良が発生した場合には、樹脂製容器の殺菌が不十分になってしまう。このように殺菌が不十分な容器が発生した場合には、その後の充填等の工程を行う前にこの容器をラインの外にリジェクトしなければならない。そこで、容器に対する電子線の照射量が不足した場合にこれを検出することができる電子線殺菌装置がすでに提案されている(例えば、特許文献1または特許文献2参照)。
【0003】
特許文献1に記載された食品容器の電子線殺菌検査システムの発明は、食品容器を搬送する食品容器搬送装置と、食品容器搬送装置によって搬送される食品容器に電子線を照射する電子線照射装置と、電子線照射装置により前記食品容器に電子線が照射されて変化した少なくとも一つの物性値を検出する物性検出部と、物性検出部により検出された前記物性値(温度、オゾン濃度、帯電量、色等)または前記物性値の電子線照射前後における変化量が予め設定された範囲内に収まっているか否かを判断する物性判断部とを備えている。
【0004】
また、特許文献2に記載された発明は、電子線の照射量を電流値によって測定するもので、この特許文献2に記載された電子線照射装置は、電子線加速器の照射窓の外部に設けられていて照射窓の短辺に沿う棒状のコレクタ電極と、コレクタ電極を電子線の照射領域において、照射窓の長辺に沿う方向に平行移動させる駆動機構と、コレクタ電極に流れる電流を計測する電流計測部とを備えている。前記コレクタ電極は、その両端部に設けた絶縁物によってアースから電気的に絶縁している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−126171号公報
【特許文献2】特開平11−248893号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記特許文献1に記載された発明は、食品容器に照射された電子線の量が適正であるか否かを検査するものであり、樹脂製容器の素材を透過した電子量を測定することはできない。また、特許文献2に記載された発明は、電子線照射装置から出射する電子線の線量分布を測定するもので、樹脂製容器1本毎にその素材を透過した電子量を測定することはできない。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するためになされたもので、樹脂製容器に照射され、その素材を透過して内部に侵入した電子量を、個々の樹脂製容器について測定することができる電子線照射装置を提供するものであり、樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、この電子捕捉部材に流れる電流を測定する電流測定手段を備え、樹脂製容器に前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で電子捕捉部材に流れる電流を測定することにより、樹脂製容器の内部に到達した電子量を測定することを特徴とするものである。
【0008】
また、第2の発明は、樹脂製容器を支持する支持手段を複数設けた容器搬送手段と、樹脂製容器に電子線を照射する電子線照射手段とを備え、容器搬送手段の搬送経路中の所定の照射区間で樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、前記各支持手段に対応して設けられ樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、各電子捕捉部材を昇降移動させて樹脂製容器の口部から入出させる昇降手段と、各電子捕捉部材に流れる電流を個々に測定する電流測定手段とを備え、前記容器搬送手段の搬送経路中の照射区間で、前記支持手段に支持されて搬送される樹脂製容器に、前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で各電子捕捉部材に流れる電流を個々に測定することにより、搬送される個々の樹脂製容器の内部に到達した電子量を測定することができることを特徴とするものである。
【発明の効果】
【0009】
本発明の電子線照射装置は、樹脂製容器の内部に電子捕捉部材を挿入した状態で樹脂製容器に電子線を照射し、電流測定手段によって電子捕捉部材に流れる電流を測定するようにしたので、樹脂製容器の内部に到達した電子量を、個々の樹脂製容器毎に測定することが可能である。
【図面の簡単な説明】
【0010】
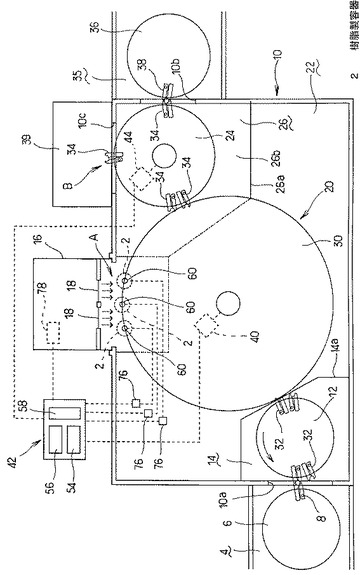
【図1】図1は電子線照射装置の全体の構成を簡略化して示す平面図である。(実施例1)
【図2】図2は前記電子線照射装置の要部を示す縦断面図である。
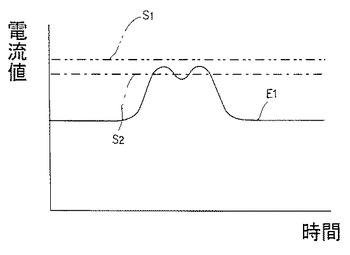
【図3】図3は計測した電流値の一例を示すグラフである。
【発明を実施するための形態】
【0011】
樹脂製容器の外部側から電子線照射手段によって電子線を照射して殺菌を行う電子線照射装置であって、特に、樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、この電子捕捉部材に流れる電流を測定する電流計等の電流測定手段とを備えている。電子線照射手段から樹脂製容器に電子線を照射する際には、樹脂製容器の口部から内部に電子捕捉部材を挿入しておくと、外部から樹脂製容器に照射した電子線が、樹脂製容器の壁面を透過して内部側に到達し、電子捕捉部材に捕捉されてアース側に電流が流れるので、この電流を、電子捕捉部材とアースとの間に設けた電流測定手段によって測定するという構成によって、個々の樹脂製容器毎に電子線の照射量を測定するという目的を達成した。
【実施例1】
【0012】
以下、図面に示す実施例により本発明を説明する。この実施例に係る電子線照射装置によって電子線が照射されて殺菌され、その後の工程で液体等の内容物が充填される容器2はペットボトル等の樹脂製容器(後に説明する図2参照)である。この樹脂製容器2は、図示しないエア搬送コンベヤの支持レールによってネック部に形成されたフランジ2aの下面側を支持され、背後からエアを吹き付けられて連続的にこの電子線照射装置まで搬送される。搬送された樹脂製容器2は導入チャンバー4内に搬入され、この導入チャンバー4内に配置された搬入ホイール6に引き渡される。
【0013】
前記導入チャンバー4内の搬入ホイール6には、円周方向等間隔で複数の容器保持手段8が設けられており、上流側のエア搬送コンベヤから引き渡された樹脂製容器2を受け取って回転搬送する。
【0014】
導入チャンバー4に続いて、樹脂製容器2を電子線の照射により殺菌する際に、電子線やX線(制動X線)が外部に漏れないように遮蔽する鉛製の壁面から成るシールドチャンバー10が設置されている。このシールドチャンバー10内は、供給ホイール12が配置されている入口側の供給室14と、供給ホイール12から受け取った樹脂製容器2を搬送して、後に説明する電子線照射手段16の電子線照射窓18の前方を移動させるロータリ式の容器搬送装置20が設けられたメイン室22と、電子線照射手段16から電子線の照射を受けて殺菌された樹脂製容器2を受け取って排出する排出ホイール24が設置された排出室26に区画されている。
【0015】
シールドチャンバー10の壁面の、前記導入チャンバー4の搬入ホイール6から供給室14内の供給ホイール12へ樹脂製容器2の受け渡しを行う部分には、樹脂製容器2が通過可能な開口10aが形成されている。導入チャンバー4の搬入ホイール6から樹脂製容器2を受け取った供給ホイール12は、メイン室22に設置された容器搬送装置20に樹脂製容器2を引き渡す。供給室14とメイン室22との間の仕切壁14aにも、樹脂製容器2の受け渡しが可能な開口(図示せず)が形成されている。メイン室22内に設置された容器搬送装置20は、容器保持手段として多数のグリッパ28(後に説明する図2参照)が、回転体30の外周部に円周方向等間隔で設けられている。また、前記導入チャンバー4内に配置された搬入ホイール6の容器保持手段8から樹脂製容器2を受け取って、容器搬送装置20のグリッパ28に引き渡す供給ホイール12にも、円周方向等間隔で複数の容器保持手段32が設けられている。
【0016】
鉛製のシールドチャンバー10の一方の側壁(図1の上方の側壁)に隣接して電子線照射手段16が配置されている。この電子線照射手段16は、周知のように、真空チャンバー内の真空中でフィラメントを加熱して熱電子を発生させ、高電圧によって電子を加速して高速の電子線ビームにした後、照射部に設けた照射窓18に取り付けてあるTi等の金属製の窓箔を通して大気中に取り出して、照射窓18の前方の電子線照射エリアA内に位置させた被照射物品(この実施例では樹脂製容器2)に電子線を当てて殺菌等の処理を行う。
【0017】
前記電子線照射手段16の照射窓18の前方側が、前述のように、樹脂製容器2に電子線を照射する照射区間を規定する電子線照射エリアAになっている。前記容器搬送装置20によって搬送されている樹脂製容器2が、この電子線照射エリアAを通過した位置付近から、壁面26aと天面26bによって囲まれた排出室26が形成されている。照射区間を規定する前記電子線照射エリアAで電子線の照射を受けた樹脂製容器2は、容器搬送装置20のグリッパ28からこの排出室26内に設置された排出ホイール24に引き渡される。この排出ホイール24には、円周方向等間隔で複数の容器保持手段34が設けられており、容器搬送装置20のグリッパ28によって保持されている樹脂製容器2が、この容器保持手段34によって取り出されて排出される。
【0018】
前記排出室26内の排出ホイール24は、リジェクトホイールを兼ねており、後に説明するように、樹脂製容器2が適正に殺菌されていると判定された場合には、容器搬送手段20から受け取った樹脂製容器2を、次の中間チャンバー35に設置された搬出ホイール36の容器保持手段38に引き渡して、図示しないフィラ、キャッパ等の下流側の工程に送る。シールドチャンバー10の壁面の、前記排出室26の排出ホイール24から中間チャンバー35内の搬出ホイール36へ樹脂製容器2の受け渡しを行う部分には、樹脂製容器2が通過可能な開口10bが形成されている。一方、電子線の照射量が不足している等により、樹脂製容器2の殺菌が不完全であると判断された場合には、中間チャンバー35の搬出ホイール36に引き渡さずに、シールドチャンバー10に隣接して配置されているリジェクト部39に排出する。図1中の符号Bで示す位置がリジェクト位置である。なお、シールドチャンバー10の壁面の、前記排出室26の排出ホイール24からリジェクト部39へ樹脂製容器2を排出する位置Bにも、樹脂製容器2が通過可能な開口10cが形成されている。
【0019】
容器搬送装置20にはエンコーダ40が設けられており、このエンコーダ40のパルス信号が制御装置42に送られ、容器搬送装置20の回転体30の回転位置、つまり、各グリッパ28に保持された樹脂製容器2の位置が常に検出されている。また、この容器搬送装置20の下流側に設置された排出ホイール24にもエンコーダ44が設けられて、そのパルス信号が制御装置42に入力されており、前記容器搬送装置20のグリッパ28から受け渡されて容器保持手段34が保持している樹脂製容器2の位置を常に検出することができる。従って、後に説明するように、電子線照射手段16から照射された電子線の照射量が不足した場合、あるいは過大だった場合等には、容器搬送装置20のエンコーダ40からの信号によってこの照射不良の樹脂製容器2を特定し、さらに、リジェクトホイール(排出ホイール)24のエンコーダ44のパルス信号によりこの樹脂製容器2を追跡して、リジェクトホイール24から抜き取ることが可能である。
【0020】
前記容器搬送装置20は、図2に示すように、回転体30の外周部に円周方向等間隔でグリッパ28が設けられており、これら各グリッパ28に対応して、樹脂製容器2内に挿入可能な電気伝導体からなる電子捕捉部材(アースロッド)60がそれぞれ配置されている。回転体30の外周部上に、直立した支柱62を介して半径方向外方側を向いた水平な支持部材64が固定され、この支持部材64上に直立してリニアスライダやエアシリンダ等のアクチュエータからなる昇降手段66が固定されている。この昇降手段66を介して、前記アースロッド60が昇降可能に支持されている。昇降手段66の駆動部、例えばエアシリンダのピストンロッドに水平な支持部材68が連結され、この支持部材68の先端に鉛直方向を向けて保持部材70が固定されており、アースロッド60は、この保持部材70の下端に絶縁された状態で保持されている。昇降手段66の駆動によりアースロッド60が上昇したときには、アースロッド60の下端部は樹脂製容器2の口部2bよりも上方に抜け出し、下降したときには、アースロッド60の下端部60aが樹脂製容器2の底面2cの近くに達するまで挿入される。なお、電子捕捉部材(アースロッド)60の材質としては、ステンレス、アルミニウム、チタン等の金属やその他の導電性の材料を用いることができる。さらに、形状は丸棒状の他、断面が矩形や長方形、多角形であってもよく、外周面に多数の突起を設けるなど鋸刃状に形成したり、ブラシを設けるなどして電荷を誘導し易くなるよう構成してもよい
【0021】
前記昇降手段66を支持している支持部材64の先端部の上面に固定接点72が設けられ、一方、アースロッド60が取り付けられている水平取付部材68の、前記固定接点72と上下に対応する位置に可動接点74が設けられており、アースロッド60が下降したときには、可動接点74が下降して前記固定接点72に接触しこれら接点が導通する。アースロッド60を保持している保持部材70、水平取付部材68、支持部材64、支柱62および回転体30等の内部には、被覆された絶縁電線75が配置されており、この絶縁電線75を介して、前記アースロッド60と電流測定手段(電流計)76とが接続されている。樹脂製容器2の外部から照射された電子線が樹脂製容器2の壁面を透過して、内部に挿入されているアースロッド60に捕捉されると、これら保持部材70および水平取付部材68内の絶縁電線75、接点(固定接点72と可動接点74)、支持部材64、支柱62および回転体30内の絶縁電線75を通ってアース側に電流が流れ、このアースロッド60からアースに流れる電流を電流計76によって測定するようになっている。この電流計76が測定した電流値は制御装置42に入力される。
【0022】
前記電流計76から制御装置42に送られた電流値は、比較手段54において所定の基準値と比較される。この比較手段54による比較結果に基づいて、電子線照射手段16から照射されて樹脂製容器2の素材に浸透し壁面を透過して内部に到達した電子線の照射量、すなわち電子量が適正であるか否かを判定手段56が判定する。この判定手段56の判定が不適であったときには、指令手段58からの指令により、前記リジェクトホイール(排出ホイール24)によって透過した電子線の電子量が不適な樹脂製容器2を抜き取ってリジェクトする。また、電子線照射手段16には、供給電流認識手段としての電流モニター78が設けられて、電流の出力値を常時監視しており、前記比較手段54は、電流モニター78が認識する電子線照射手段16への供給電流値の変動に応じて前記基準値を変更するようになっている。このように本発明では電流計76でアースロッド60に流れる電流値を測定することにより、樹脂製容器2の内部に到達した電子量を測定することができるようになっている。
【0023】
以上の構成に係る電子線照射装置の作動について説明する。図示しないエア搬送コンベヤによって搬送されてきた樹脂製容器2は、導入チャンバー4内に入り、搬入ホイール6の容器保持手段8に引き渡される。搬入ホイール6によって回転搬送された後、樹脂製容器2は、鉛製のシールドチャンバー10の供給室14内に設置された供給ホイール12に引き渡され、供給ホイール12の容器保持手段32に保持されて回転搬送されて、メイン室22内の容器搬送装置20のグリッパ28に引き渡される。
【0024】
容器搬送装置20のグリッパ28に保持され、回転体30の回転に伴って回転搬送された樹脂製容器2は、電子線照射手段16の照射窓18の前面側に位置する電子線照射ゾーンAに到達する。この電子線照射ゾーンAでは、電子線照射手段16の照射窓18から電子線が照射されており、容器搬送装置20に所定の間隔で設けられているグリッパ28にそれぞれ保持された樹脂製容器2に電子線が照射される。樹脂製容器2の外面側から照射された電子線は、その一部が樹脂製容器2の壁面を透過して内部側に入り、樹脂製容器2の内面を殺菌する。この実施例では、各樹脂製容器2が電子線照射ゾーンAに到達すると昇降手段66によってアースロッド60を下降させて各樹脂製容器2の内部にアースロッド60が挿入された状態で電子線を照射しているので、樹脂製容器2の壁面を透過して内部に到達した電子は、アースロッド60に捕捉された後、前記保持部材70および水平取付部材68内の絶縁電線75、接点(固定接点72と可動接点74)、支持部材64、支柱62および回転体30内の絶縁電線75を通ってアース側に流れる。この電流が電流計76によって測定される。その後、樹脂製容器2が電子線照射ゾーンAを過ぎると、昇降手段66によってアースロッド60を上昇させて樹脂製容器2から抜き出す。
【0025】
電流計76によって測定された電流値E1(図3参照)は制御装置42に送られ、比較手段54によって、基準値と比較される。測定された電流値E1の基準値との比較による判定は、最大値のピークが、上限基準値S1を超えると過大、下限基準値S2を下回ると不足と判断する。図3に実線E1で示す電流値が計測された場合には、最大値のピークが上限基準値S1と下限基準値S2の間に収まっており、電子線の照射量が適正であると判定する。電子線の照射量が適正であると判定された樹脂製容器2は、容器搬送装置20のグリッパ28から排出ホイール24の容器保持手段34に受け渡され、さらに、次の中間チャンバー35に設置されている搬出ホイール36の容器保持手段38に受け渡されて、フィラ、キャッパ等の次の工程に送られる。なお、図3に示す電流値E1が、ピークで一旦低下するのは、電子線照射手段16の照射窓18が2つに分割されており、その間で電子線の照射が一時途切れるためである。
【0026】
一方、測定された電流値E1の最大値のピークが下限基準値S2を下回っているときには、樹脂製容器2に対する電子線の照射量が不足しているため、完全な殺菌が行われないおそれがあるので、判定手段56により不良容器と判定する。また、測定された電流値E1の最大値のピークが上限基準値S1を上回っているときには、樹脂製容器2に照射された電子線量が過大であり、樹脂製容器2が変形したり変色したりするおそれがあるため、判定手段56が不良容器と判定する。なお、電子線照射手段16から照射される電子線の照射量が一定の場合には、樹脂製容器2の搬送速度が遅いと照射過多になり、搬送速度が速いと過少となるので、そのときの搬送速度に応じて適正な照射量は変更される。そこで、電子線照射手段16に指令された照射量を、電子線照射手段16に供給された電流値を供給電流認識手段(電流モニタ)78によって測定することで認識し、これに応じて基準値を変更する。
【0027】
制御装置42の判定手段56において不良容器と判定された樹脂製容器2は、容器搬送装置20の回転体30に設けられたエンコーダ40のパルス数によって特定される。この樹脂製容器2はその後、容器搬送装置20のグリッパ28から排出ホイール24の容器保持手段34に引き渡される。この排出ホイール24にもエンコーダ44が設けられており、前記容器搬送装置20において不良容器と判定された樹脂製容器2は、排出ホイール24に引き渡された後も追跡され、リジェクト位置Bで取り除かれてリジェクト部39に排出される。なお、この実施例では、計測された電流値E1が前記基準値S1、S2を外れていると判定された樹脂製容器2自体だけでなく、その前後の樹脂製容器2も抜き取るようにしている。
【0028】
この実施例に係る装置では、各樹脂製容器2毎に電子捕捉部材(アースロッド)60を挿入した状態で電子線を照射するようにしているので、個々の樹脂製容器2それぞれの壁面を透過して内部に到達した電子線の電子量を測定することができる。この個別の照射量を使って基準値以下のものをリジェクトすることで、樹脂製容器1本単位での殺菌の状態を確認することができる。なお、前記実施例では、電流計76を各アースロッド60毎に設けているが、必ずしも個々に設ける必要はなく、一つまたは複数の電流計76を設け、電子線照射ゾーンAに到達したアースロッド60毎にリレーで切り換えて接続するようにして、個々に電流値を測定するように構成することも可能である。
【符号の説明】
【0029】
2 樹脂製容器
16 電子線照射手段
60 電子捕捉部材(アースロッド)
76 電流測定手段(電流計)
【技術分野】
【0001】
本発明は、樹脂製容器に電子線を照射する電子線照射装置に係り、特に、電子線の照射量を検出する手段を備えた電子線照射装置に関するものである。
【背景技術】
【0002】
ペットボトル等の樹脂製容器の搬送中に、電子線照射手段から電子線を照射してその容器の殺菌を行う装置は従来から広く知られている。このような電子線の照射により殺菌を行う装置において、前記電子線照射手段内でスパークが発生する等、何らかの原因で電子線の照射量が減少して、照射不良が発生した場合には、樹脂製容器の殺菌が不十分になってしまう。このように殺菌が不十分な容器が発生した場合には、その後の充填等の工程を行う前にこの容器をラインの外にリジェクトしなければならない。そこで、容器に対する電子線の照射量が不足した場合にこれを検出することができる電子線殺菌装置がすでに提案されている(例えば、特許文献1または特許文献2参照)。
【0003】
特許文献1に記載された食品容器の電子線殺菌検査システムの発明は、食品容器を搬送する食品容器搬送装置と、食品容器搬送装置によって搬送される食品容器に電子線を照射する電子線照射装置と、電子線照射装置により前記食品容器に電子線が照射されて変化した少なくとも一つの物性値を検出する物性検出部と、物性検出部により検出された前記物性値(温度、オゾン濃度、帯電量、色等)または前記物性値の電子線照射前後における変化量が予め設定された範囲内に収まっているか否かを判断する物性判断部とを備えている。
【0004】
また、特許文献2に記載された発明は、電子線の照射量を電流値によって測定するもので、この特許文献2に記載された電子線照射装置は、電子線加速器の照射窓の外部に設けられていて照射窓の短辺に沿う棒状のコレクタ電極と、コレクタ電極を電子線の照射領域において、照射窓の長辺に沿う方向に平行移動させる駆動機構と、コレクタ電極に流れる電流を計測する電流計測部とを備えている。前記コレクタ電極は、その両端部に設けた絶縁物によってアースから電気的に絶縁している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−126171号公報
【特許文献2】特開平11−248893号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記特許文献1に記載された発明は、食品容器に照射された電子線の量が適正であるか否かを検査するものであり、樹脂製容器の素材を透過した電子量を測定することはできない。また、特許文献2に記載された発明は、電子線照射装置から出射する電子線の線量分布を測定するもので、樹脂製容器1本毎にその素材を透過した電子量を測定することはできない。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するためになされたもので、樹脂製容器に照射され、その素材を透過して内部に侵入した電子量を、個々の樹脂製容器について測定することができる電子線照射装置を提供するものであり、樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、この電子捕捉部材に流れる電流を測定する電流測定手段を備え、樹脂製容器に前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で電子捕捉部材に流れる電流を測定することにより、樹脂製容器の内部に到達した電子量を測定することを特徴とするものである。
【0008】
また、第2の発明は、樹脂製容器を支持する支持手段を複数設けた容器搬送手段と、樹脂製容器に電子線を照射する電子線照射手段とを備え、容器搬送手段の搬送経路中の所定の照射区間で樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、前記各支持手段に対応して設けられ樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、各電子捕捉部材を昇降移動させて樹脂製容器の口部から入出させる昇降手段と、各電子捕捉部材に流れる電流を個々に測定する電流測定手段とを備え、前記容器搬送手段の搬送経路中の照射区間で、前記支持手段に支持されて搬送される樹脂製容器に、前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で各電子捕捉部材に流れる電流を個々に測定することにより、搬送される個々の樹脂製容器の内部に到達した電子量を測定することができることを特徴とするものである。
【発明の効果】
【0009】
本発明の電子線照射装置は、樹脂製容器の内部に電子捕捉部材を挿入した状態で樹脂製容器に電子線を照射し、電流測定手段によって電子捕捉部材に流れる電流を測定するようにしたので、樹脂製容器の内部に到達した電子量を、個々の樹脂製容器毎に測定することが可能である。
【図面の簡単な説明】
【0010】
【図1】図1は電子線照射装置の全体の構成を簡略化して示す平面図である。(実施例1)
【図2】図2は前記電子線照射装置の要部を示す縦断面図である。
【図3】図3は計測した電流値の一例を示すグラフである。
【発明を実施するための形態】
【0011】
樹脂製容器の外部側から電子線照射手段によって電子線を照射して殺菌を行う電子線照射装置であって、特に、樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、この電子捕捉部材に流れる電流を測定する電流計等の電流測定手段とを備えている。電子線照射手段から樹脂製容器に電子線を照射する際には、樹脂製容器の口部から内部に電子捕捉部材を挿入しておくと、外部から樹脂製容器に照射した電子線が、樹脂製容器の壁面を透過して内部側に到達し、電子捕捉部材に捕捉されてアース側に電流が流れるので、この電流を、電子捕捉部材とアースとの間に設けた電流測定手段によって測定するという構成によって、個々の樹脂製容器毎に電子線の照射量を測定するという目的を達成した。
【実施例1】
【0012】
以下、図面に示す実施例により本発明を説明する。この実施例に係る電子線照射装置によって電子線が照射されて殺菌され、その後の工程で液体等の内容物が充填される容器2はペットボトル等の樹脂製容器(後に説明する図2参照)である。この樹脂製容器2は、図示しないエア搬送コンベヤの支持レールによってネック部に形成されたフランジ2aの下面側を支持され、背後からエアを吹き付けられて連続的にこの電子線照射装置まで搬送される。搬送された樹脂製容器2は導入チャンバー4内に搬入され、この導入チャンバー4内に配置された搬入ホイール6に引き渡される。
【0013】
前記導入チャンバー4内の搬入ホイール6には、円周方向等間隔で複数の容器保持手段8が設けられており、上流側のエア搬送コンベヤから引き渡された樹脂製容器2を受け取って回転搬送する。
【0014】
導入チャンバー4に続いて、樹脂製容器2を電子線の照射により殺菌する際に、電子線やX線(制動X線)が外部に漏れないように遮蔽する鉛製の壁面から成るシールドチャンバー10が設置されている。このシールドチャンバー10内は、供給ホイール12が配置されている入口側の供給室14と、供給ホイール12から受け取った樹脂製容器2を搬送して、後に説明する電子線照射手段16の電子線照射窓18の前方を移動させるロータリ式の容器搬送装置20が設けられたメイン室22と、電子線照射手段16から電子線の照射を受けて殺菌された樹脂製容器2を受け取って排出する排出ホイール24が設置された排出室26に区画されている。
【0015】
シールドチャンバー10の壁面の、前記導入チャンバー4の搬入ホイール6から供給室14内の供給ホイール12へ樹脂製容器2の受け渡しを行う部分には、樹脂製容器2が通過可能な開口10aが形成されている。導入チャンバー4の搬入ホイール6から樹脂製容器2を受け取った供給ホイール12は、メイン室22に設置された容器搬送装置20に樹脂製容器2を引き渡す。供給室14とメイン室22との間の仕切壁14aにも、樹脂製容器2の受け渡しが可能な開口(図示せず)が形成されている。メイン室22内に設置された容器搬送装置20は、容器保持手段として多数のグリッパ28(後に説明する図2参照)が、回転体30の外周部に円周方向等間隔で設けられている。また、前記導入チャンバー4内に配置された搬入ホイール6の容器保持手段8から樹脂製容器2を受け取って、容器搬送装置20のグリッパ28に引き渡す供給ホイール12にも、円周方向等間隔で複数の容器保持手段32が設けられている。
【0016】
鉛製のシールドチャンバー10の一方の側壁(図1の上方の側壁)に隣接して電子線照射手段16が配置されている。この電子線照射手段16は、周知のように、真空チャンバー内の真空中でフィラメントを加熱して熱電子を発生させ、高電圧によって電子を加速して高速の電子線ビームにした後、照射部に設けた照射窓18に取り付けてあるTi等の金属製の窓箔を通して大気中に取り出して、照射窓18の前方の電子線照射エリアA内に位置させた被照射物品(この実施例では樹脂製容器2)に電子線を当てて殺菌等の処理を行う。
【0017】
前記電子線照射手段16の照射窓18の前方側が、前述のように、樹脂製容器2に電子線を照射する照射区間を規定する電子線照射エリアAになっている。前記容器搬送装置20によって搬送されている樹脂製容器2が、この電子線照射エリアAを通過した位置付近から、壁面26aと天面26bによって囲まれた排出室26が形成されている。照射区間を規定する前記電子線照射エリアAで電子線の照射を受けた樹脂製容器2は、容器搬送装置20のグリッパ28からこの排出室26内に設置された排出ホイール24に引き渡される。この排出ホイール24には、円周方向等間隔で複数の容器保持手段34が設けられており、容器搬送装置20のグリッパ28によって保持されている樹脂製容器2が、この容器保持手段34によって取り出されて排出される。
【0018】
前記排出室26内の排出ホイール24は、リジェクトホイールを兼ねており、後に説明するように、樹脂製容器2が適正に殺菌されていると判定された場合には、容器搬送手段20から受け取った樹脂製容器2を、次の中間チャンバー35に設置された搬出ホイール36の容器保持手段38に引き渡して、図示しないフィラ、キャッパ等の下流側の工程に送る。シールドチャンバー10の壁面の、前記排出室26の排出ホイール24から中間チャンバー35内の搬出ホイール36へ樹脂製容器2の受け渡しを行う部分には、樹脂製容器2が通過可能な開口10bが形成されている。一方、電子線の照射量が不足している等により、樹脂製容器2の殺菌が不完全であると判断された場合には、中間チャンバー35の搬出ホイール36に引き渡さずに、シールドチャンバー10に隣接して配置されているリジェクト部39に排出する。図1中の符号Bで示す位置がリジェクト位置である。なお、シールドチャンバー10の壁面の、前記排出室26の排出ホイール24からリジェクト部39へ樹脂製容器2を排出する位置Bにも、樹脂製容器2が通過可能な開口10cが形成されている。
【0019】
容器搬送装置20にはエンコーダ40が設けられており、このエンコーダ40のパルス信号が制御装置42に送られ、容器搬送装置20の回転体30の回転位置、つまり、各グリッパ28に保持された樹脂製容器2の位置が常に検出されている。また、この容器搬送装置20の下流側に設置された排出ホイール24にもエンコーダ44が設けられて、そのパルス信号が制御装置42に入力されており、前記容器搬送装置20のグリッパ28から受け渡されて容器保持手段34が保持している樹脂製容器2の位置を常に検出することができる。従って、後に説明するように、電子線照射手段16から照射された電子線の照射量が不足した場合、あるいは過大だった場合等には、容器搬送装置20のエンコーダ40からの信号によってこの照射不良の樹脂製容器2を特定し、さらに、リジェクトホイール(排出ホイール)24のエンコーダ44のパルス信号によりこの樹脂製容器2を追跡して、リジェクトホイール24から抜き取ることが可能である。
【0020】
前記容器搬送装置20は、図2に示すように、回転体30の外周部に円周方向等間隔でグリッパ28が設けられており、これら各グリッパ28に対応して、樹脂製容器2内に挿入可能な電気伝導体からなる電子捕捉部材(アースロッド)60がそれぞれ配置されている。回転体30の外周部上に、直立した支柱62を介して半径方向外方側を向いた水平な支持部材64が固定され、この支持部材64上に直立してリニアスライダやエアシリンダ等のアクチュエータからなる昇降手段66が固定されている。この昇降手段66を介して、前記アースロッド60が昇降可能に支持されている。昇降手段66の駆動部、例えばエアシリンダのピストンロッドに水平な支持部材68が連結され、この支持部材68の先端に鉛直方向を向けて保持部材70が固定されており、アースロッド60は、この保持部材70の下端に絶縁された状態で保持されている。昇降手段66の駆動によりアースロッド60が上昇したときには、アースロッド60の下端部は樹脂製容器2の口部2bよりも上方に抜け出し、下降したときには、アースロッド60の下端部60aが樹脂製容器2の底面2cの近くに達するまで挿入される。なお、電子捕捉部材(アースロッド)60の材質としては、ステンレス、アルミニウム、チタン等の金属やその他の導電性の材料を用いることができる。さらに、形状は丸棒状の他、断面が矩形や長方形、多角形であってもよく、外周面に多数の突起を設けるなど鋸刃状に形成したり、ブラシを設けるなどして電荷を誘導し易くなるよう構成してもよい
【0021】
前記昇降手段66を支持している支持部材64の先端部の上面に固定接点72が設けられ、一方、アースロッド60が取り付けられている水平取付部材68の、前記固定接点72と上下に対応する位置に可動接点74が設けられており、アースロッド60が下降したときには、可動接点74が下降して前記固定接点72に接触しこれら接点が導通する。アースロッド60を保持している保持部材70、水平取付部材68、支持部材64、支柱62および回転体30等の内部には、被覆された絶縁電線75が配置されており、この絶縁電線75を介して、前記アースロッド60と電流測定手段(電流計)76とが接続されている。樹脂製容器2の外部から照射された電子線が樹脂製容器2の壁面を透過して、内部に挿入されているアースロッド60に捕捉されると、これら保持部材70および水平取付部材68内の絶縁電線75、接点(固定接点72と可動接点74)、支持部材64、支柱62および回転体30内の絶縁電線75を通ってアース側に電流が流れ、このアースロッド60からアースに流れる電流を電流計76によって測定するようになっている。この電流計76が測定した電流値は制御装置42に入力される。
【0022】
前記電流計76から制御装置42に送られた電流値は、比較手段54において所定の基準値と比較される。この比較手段54による比較結果に基づいて、電子線照射手段16から照射されて樹脂製容器2の素材に浸透し壁面を透過して内部に到達した電子線の照射量、すなわち電子量が適正であるか否かを判定手段56が判定する。この判定手段56の判定が不適であったときには、指令手段58からの指令により、前記リジェクトホイール(排出ホイール24)によって透過した電子線の電子量が不適な樹脂製容器2を抜き取ってリジェクトする。また、電子線照射手段16には、供給電流認識手段としての電流モニター78が設けられて、電流の出力値を常時監視しており、前記比較手段54は、電流モニター78が認識する電子線照射手段16への供給電流値の変動に応じて前記基準値を変更するようになっている。このように本発明では電流計76でアースロッド60に流れる電流値を測定することにより、樹脂製容器2の内部に到達した電子量を測定することができるようになっている。
【0023】
以上の構成に係る電子線照射装置の作動について説明する。図示しないエア搬送コンベヤによって搬送されてきた樹脂製容器2は、導入チャンバー4内に入り、搬入ホイール6の容器保持手段8に引き渡される。搬入ホイール6によって回転搬送された後、樹脂製容器2は、鉛製のシールドチャンバー10の供給室14内に設置された供給ホイール12に引き渡され、供給ホイール12の容器保持手段32に保持されて回転搬送されて、メイン室22内の容器搬送装置20のグリッパ28に引き渡される。
【0024】
容器搬送装置20のグリッパ28に保持され、回転体30の回転に伴って回転搬送された樹脂製容器2は、電子線照射手段16の照射窓18の前面側に位置する電子線照射ゾーンAに到達する。この電子線照射ゾーンAでは、電子線照射手段16の照射窓18から電子線が照射されており、容器搬送装置20に所定の間隔で設けられているグリッパ28にそれぞれ保持された樹脂製容器2に電子線が照射される。樹脂製容器2の外面側から照射された電子線は、その一部が樹脂製容器2の壁面を透過して内部側に入り、樹脂製容器2の内面を殺菌する。この実施例では、各樹脂製容器2が電子線照射ゾーンAに到達すると昇降手段66によってアースロッド60を下降させて各樹脂製容器2の内部にアースロッド60が挿入された状態で電子線を照射しているので、樹脂製容器2の壁面を透過して内部に到達した電子は、アースロッド60に捕捉された後、前記保持部材70および水平取付部材68内の絶縁電線75、接点(固定接点72と可動接点74)、支持部材64、支柱62および回転体30内の絶縁電線75を通ってアース側に流れる。この電流が電流計76によって測定される。その後、樹脂製容器2が電子線照射ゾーンAを過ぎると、昇降手段66によってアースロッド60を上昇させて樹脂製容器2から抜き出す。
【0025】
電流計76によって測定された電流値E1(図3参照)は制御装置42に送られ、比較手段54によって、基準値と比較される。測定された電流値E1の基準値との比較による判定は、最大値のピークが、上限基準値S1を超えると過大、下限基準値S2を下回ると不足と判断する。図3に実線E1で示す電流値が計測された場合には、最大値のピークが上限基準値S1と下限基準値S2の間に収まっており、電子線の照射量が適正であると判定する。電子線の照射量が適正であると判定された樹脂製容器2は、容器搬送装置20のグリッパ28から排出ホイール24の容器保持手段34に受け渡され、さらに、次の中間チャンバー35に設置されている搬出ホイール36の容器保持手段38に受け渡されて、フィラ、キャッパ等の次の工程に送られる。なお、図3に示す電流値E1が、ピークで一旦低下するのは、電子線照射手段16の照射窓18が2つに分割されており、その間で電子線の照射が一時途切れるためである。
【0026】
一方、測定された電流値E1の最大値のピークが下限基準値S2を下回っているときには、樹脂製容器2に対する電子線の照射量が不足しているため、完全な殺菌が行われないおそれがあるので、判定手段56により不良容器と判定する。また、測定された電流値E1の最大値のピークが上限基準値S1を上回っているときには、樹脂製容器2に照射された電子線量が過大であり、樹脂製容器2が変形したり変色したりするおそれがあるため、判定手段56が不良容器と判定する。なお、電子線照射手段16から照射される電子線の照射量が一定の場合には、樹脂製容器2の搬送速度が遅いと照射過多になり、搬送速度が速いと過少となるので、そのときの搬送速度に応じて適正な照射量は変更される。そこで、電子線照射手段16に指令された照射量を、電子線照射手段16に供給された電流値を供給電流認識手段(電流モニタ)78によって測定することで認識し、これに応じて基準値を変更する。
【0027】
制御装置42の判定手段56において不良容器と判定された樹脂製容器2は、容器搬送装置20の回転体30に設けられたエンコーダ40のパルス数によって特定される。この樹脂製容器2はその後、容器搬送装置20のグリッパ28から排出ホイール24の容器保持手段34に引き渡される。この排出ホイール24にもエンコーダ44が設けられており、前記容器搬送装置20において不良容器と判定された樹脂製容器2は、排出ホイール24に引き渡された後も追跡され、リジェクト位置Bで取り除かれてリジェクト部39に排出される。なお、この実施例では、計測された電流値E1が前記基準値S1、S2を外れていると判定された樹脂製容器2自体だけでなく、その前後の樹脂製容器2も抜き取るようにしている。
【0028】
この実施例に係る装置では、各樹脂製容器2毎に電子捕捉部材(アースロッド)60を挿入した状態で電子線を照射するようにしているので、個々の樹脂製容器2それぞれの壁面を透過して内部に到達した電子線の電子量を測定することができる。この個別の照射量を使って基準値以下のものをリジェクトすることで、樹脂製容器1本単位での殺菌の状態を確認することができる。なお、前記実施例では、電流計76を各アースロッド60毎に設けているが、必ずしも個々に設ける必要はなく、一つまたは複数の電流計76を設け、電子線照射ゾーンAに到達したアースロッド60毎にリレーで切り換えて接続するようにして、個々に電流値を測定するように構成することも可能である。
【符号の説明】
【0029】
2 樹脂製容器
16 電子線照射手段
60 電子捕捉部材(アースロッド)
76 電流測定手段(電流計)
【特許請求の範囲】
【請求項1】
樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、
樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、この電子捕捉部材に流れる電流を測定する電流測定手段を備え、
樹脂製容器に前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で電子捕捉部材に流れる電流を測定することにより、樹脂製容器の内部に到達した電子量を測定することができることを特徴とする電子線照射装置。
【請求項2】
樹脂製容器を支持する支持手段を複数設けた容器搬送手段と、樹脂製容器に電子線を照射する電子線照射手段とを備え、容器搬送手段の搬送経路中の所定の照射区間で樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、
前記各支持手段に対応して設けられ樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、各電子捕捉部材を昇降移動させて樹脂製容器の口部から入出させる昇降手段と、各電子捕捉部材に流れる電流を個々に測定する電流測定手段とを備え、
前記容器搬送手段の搬送経路中の照射区間で、前記支持手段に支持されて搬送される樹脂製容器に、前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で各電子捕捉部材に流れる電流を個々に測定することにより、搬送される個々の樹脂製容器の内部に到達した電子量を測定することができることを特徴とする電子線照射装置。
【請求項1】
樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、
樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、この電子捕捉部材に流れる電流を測定する電流測定手段を備え、
樹脂製容器に前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で電子捕捉部材に流れる電流を測定することにより、樹脂製容器の内部に到達した電子量を測定することができることを特徴とする電子線照射装置。
【請求項2】
樹脂製容器を支持する支持手段を複数設けた容器搬送手段と、樹脂製容器に電子線を照射する電子線照射手段とを備え、容器搬送手段の搬送経路中の所定の照射区間で樹脂製容器に電子線照射手段から電子線を照射する電子線照射装置において、
前記各支持手段に対応して設けられ樹脂製容器の口部から内部に挿入可能な電子捕捉部材と、各電子捕捉部材を昇降移動させて樹脂製容器の口部から入出させる昇降手段と、各電子捕捉部材に流れる電流を個々に測定する電流測定手段とを備え、
前記容器搬送手段の搬送経路中の照射区間で、前記支持手段に支持されて搬送される樹脂製容器に、前記電子捕捉部材を挿入した状態で電子線を照射し、前記電流測定手段で各電子捕捉部材に流れる電流を個々に測定することにより、搬送される個々の樹脂製容器の内部に到達した電子量を測定することができることを特徴とする電子線照射装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−30808(P2012−30808A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−169661(P2010−169661)
【出願日】平成22年7月28日(2010.7.28)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月28日(2010.7.28)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
[ Back to top ]