
電子部品の実装装置及び実装方法
【課題】この発明は基板の側辺部にTCPを精度よく、しかも能率よく実装できる実装装置を提供することにある。
【解決手段】ベース部1の長手方向に沿って所定間隔で配置された複数の載置テーブル5〜9と、複数の載置テーブルのうちの1つに対向して配置されこの載置テーブルに載置された基板の側辺部にTCPを仮圧着する仮圧着ヘッドと、他の載置テーブルに対向して配置されこの載置テーブルに供給載置された基板に仮圧着されたTCPを本圧着する本圧着ヘッドと、複数の載置テーブルの上方に上下方向及びベース部の長手方向に対して駆動可能に設けられ下面に複数の載置テーブルと同じ間隔で複数の吸着パッド16が設けられていて、下降方向に駆動されて複数の載置テーブルに載置された基板を複数の吸着パッドによって同時に吸着してから上昇した後、各吸着パッドに保持された基板を隣りの載置テーブルに移載するよう駆動されて下降する基板移載手段11を具備する。
【解決手段】ベース部1の長手方向に沿って所定間隔で配置された複数の載置テーブル5〜9と、複数の載置テーブルのうちの1つに対向して配置されこの載置テーブルに載置された基板の側辺部にTCPを仮圧着する仮圧着ヘッドと、他の載置テーブルに対向して配置されこの載置テーブルに供給載置された基板に仮圧着されたTCPを本圧着する本圧着ヘッドと、複数の載置テーブルの上方に上下方向及びベース部の長手方向に対して駆動可能に設けられ下面に複数の載置テーブルと同じ間隔で複数の吸着パッド16が設けられていて、下降方向に駆動されて複数の載置テーブルに載置された基板を複数の吸着パッドによって同時に吸着してから上昇した後、各吸着パッドに保持された基板を隣りの載置テーブルに移載するよう駆動されて下降する基板移載手段11を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は液晶表示パネルなどの基板に異方性導電部材を介してTCP(Tape Carrier Package)などの電子部品を実装する実装装置及び実装方法に関する。
【背景技術】
【0002】
たとえば、表示パネルなどの基板の組立工程においては、上記基板の側辺部に上記TCPなどの電子部品をテープ状の異方性導電部材を介して実装するということが行なわれている。
【0003】
上記基板の側辺部に上記電子部品を実装する実装装置は、たとえばローダ部ユニット、貼着ユニット、仮圧着ユニット、本圧着ユニット及びアンローダユニットが順次一列に配置されている。上記ローダユニットには上記電子部品が実装されていない基板が貯えられていて、その基板がローダユニットから上記貼着ユニットに供給される。貼着ユニットでは基板の側辺部にテープ状の異方性導電部材を貼着し、異方性導電部材が貼着された基板は上記仮圧着ユニットに供給される。
【0004】
上記仮圧着ユニットは上記基板の上記異方性導電部材が貼着された側辺部に上記電子部品を仮圧着し、上記本圧着ユニットは仮圧着された電子部品を加圧加熱することで、上記異方性導電部材を溶融硬化させて上記電子部品を上記基板の側辺部に本圧着する。
【0005】
上記ローダユニット、貼着ユニット、仮圧着ユニット、本圧着ユニット及びアンローダユニットの各ユニットは、基板が載置されるテーブル(載置テーブル)を有する。各テーブルは、水平方向(X方向とY方向)及び回転方向(θ方向)に駆動されるようになっていて、各ユニットでは上記テーブルを駆動制御することで、上面に載置された基板を各ユニットに対して位置決めするようになっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−59975号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、各ユニットのテーブルを駆動して基板を各ユニットに対して位置決めする構成であると、ユニット毎にテーブルを水平方向及び回転方向に駆動する駆動機構が必要となる。ユニットのテーブル毎に駆動機構を設けるようにしたのでは、駆動機構の数が多くなって、全体の構成が複雑化するということがあるばかりか、装置のコスト上昇を招くということにもなる。
【0008】
さらに、基板の流れ方向上流側から下流側のユニットに対する基板の受け渡し(移載)は、1つ或いは複数のロボットなどの受け渡し手段によって順次行なうようにしている。そのため、各ユニットのテーブルの水平方向であるX方向とY方向の位置決めを、たとえば予め設定された位置データに基づいて精密に行なうことができたとしても、各ユニットのテーブル間における受け渡し精度が上記受け渡し手段による駆動精度などによってばらつきが生じることがある。
【0009】
そのため、基板の位置決め精度のばらつきによって基板に対して電子部品を高い精度で実装することができないということがある。しかも、1つ或いは複数のロボットなどの受け渡し手段を駆動制御して各ユニット毎のテーブル間で基板を受け渡すようにしたのでは、上記受け渡し手段を各ユニット毎にテーブルに位置決めして基板を受け渡さなければならないから、全体として基板の受け渡しに要する時間が長く掛かり、生産性の低下を招く原因になるということもある。
【0010】
この発明は、複数の載置テーブルに対する基板の移載を、簡単な構成で迅速に、しかも精度よく行なうことができるようにした電子部品の実装装置及び実装方法を提供することにある。
【課題を解決するための手段】
【0011】
この発明は、基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
装置本体と、
この装置本体の長手方向に沿って所定間隔で配置され上面に上記基板が供給載置される複数の載置テーブルと、
複数の載置テーブルのうちの1つの載置テーブルに対向して配置されこの載置テーブルに載置された基板の側辺部に上記電子部品を仮圧着する仮圧着部と、
上記1つの載置テーブルと異なる他の載置テーブルに対向して配置されこの載置テーブルに供給載置された基板に仮圧着された上記電子部品を本圧着する本圧着部と、
上記複数の載置テーブルの上方に上下方向及び上記装置本体の長手方向に対して駆動可能に設けられ下面に複数の載置テーブルと同じ間隔で複数の吸着部が設けられていて、下降方向に駆動されて複数の載置テーブルに載置された基板を上記複数の吸着部によって同時に吸着してから上昇した後、各吸着部に保持された基板を隣りの載置テーブルに移載するよう上記装置本体の長手方向一端側から他端側に向かって駆動されて下降する基板移載手段と
を具備したことを特徴とする電子部品の実装装置にある。
【0012】
複数の上記載置テーブルのうち、上記装置本体の長手方向一端側に設けられた載置テーブルは、水平方向及び水平方向と直交する軸線を中心とする回転方向に駆動されるようになっていて、上記基板移載手段によって移載される前に供給載置された基板の位置補正を行なうことが好ましい。
【0013】
上記仮圧着部と本圧着部との間隔は複数の載置テーブルの間隔の整数倍に設定されていることが好ましい。
【0014】
この発明は、基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
基板の1つの側辺部に電子部品を仮圧着してから本圧着する第1の実装装置と、
この第1の実装装置と並んで配置され上記基板の上記1つの側辺部と隣り合う他の側辺部に電子部品を仮圧着してから本圧着する第2の実装装置を具備し、
上記第1の実装装置と第2の実装装置は請求項1記載の構成であることを特徴とする電子部品の実装装置にある。
【0015】
この発明は、仮圧着部で基板の側辺部に電子部品を仮圧着してから、その電子部品を本圧着部で本圧着する電子部品の実装方法であって、
所定間隔で配置されて基板が供給される複数の載置テーブルを有し、複数の載置テーブルのうち、上記仮圧着部に対向する載置テーブルに供給された基板に上記電子部品を仮圧着する工程と、
上記仮圧着部で電子部品が仮圧着された基板が上記本圧着部に対向する載置テーブルに供給されたときに上記電子部品を本圧着する工程と、
複数の吸着部が複数の載置テーブルと同じ間隔で設けられた基板移載手段を上下駆動及び複数の載置テーブルの配置方向に対して各載置テーブルの配置間隔と同じピッチで往復駆動して、上記複数の載置テーブルに供給載置された基板を複数の吸着部によって同時に取出してから、隣りの載置テーブルに同時に移載する工程と
を具備したことを特徴とする電子部品の実装方法にある。
【発明の効果】
【0016】
この発明によれば、複数の載置テーブルの配置間隔と同じ間隔で複数の吸着部が設けられた基板移載手段を、上下駆動及び複数の載置テーブルの配置方向に対して往復駆動することで、複数の載置テーブルに供給載置された基板の移載を同時に行なうようにした。
【0017】
つまり、基板移載手段を、下降方向に駆動して複数の載置テーブルに載置された基板を複数の吸着部によって同時に吸着してから上昇させてから、複数の載置テーブルの配置方向に駆動することで、各吸着部に保持された基板を隣りの載置テーブルに移載するようにした。
【0018】
そのため、複数の載置テーブルに対する基板の移載を、基板移載手段の往復駆動精度と同じ精度で移載されるから、各載置テーブル毎に基板の移載精度にばらつきが生じることを防止でき、しかも1つの基板移載手段を駆動するだけで、複数の基板を同時に移載できるから、構成の簡略化や作業能率の向上を図ることが可能となる。
【図面の簡単な説明】
【0019】
【図1】この発明の一実施の形態を示す実装装置の平面図。
【図2】図1に示す実装装置の正面図。
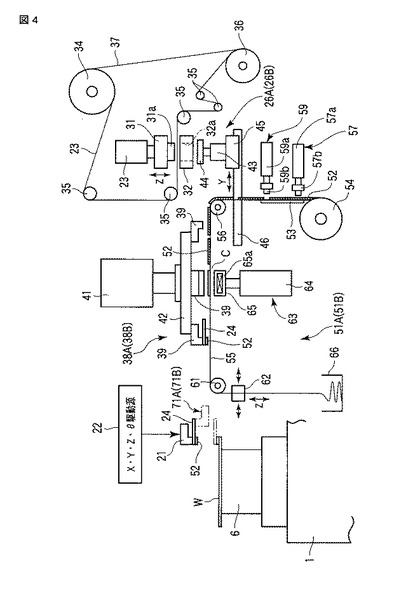
【図3】キヤリアテープからTCPを打ち抜いて基板に供給するまでの機構を示す平面図。
【図4】図3に示す機構の側面図。
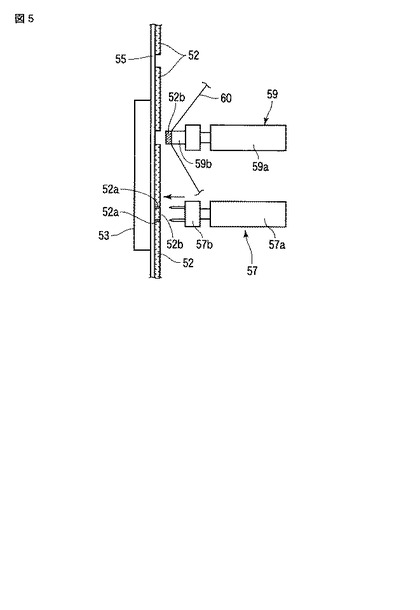
【図5】図4に用いられる機構のうちの、長尺な粘着テープをTCPの長さに合わせて分断する部分を示す側面図。
【図6】(a)は長辺にTCPを実装した基板の平面図、(b)は長辺にTCPが実装された基板の、上記長辺に隣り合う短辺にTCPを実装した平面図。
【発明を実施するための形態】
【0020】
以下、この発明の一実施の形態を図面を参照しながら説明する。
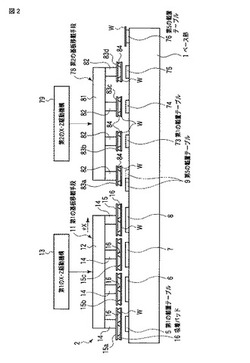
図1はこの発明の一実施の形態を示す実装装置の平面図であって、図2は同じく正面図である。上記実装装置は装置本体となる平面形状が矩形状のベース部1を備えている。このベース部1の長手方向一端側には第1の実装装置2が設けられ、他端側には第2の実装装置3が設けられている。
【0021】
上記ベース部1の長手方向一端側であって、その長手方向と直交する前後方向の前端側には、上記第1の実装装置2を構成する平面形状が矩形状の第1乃至第5の載置テーブル5〜9が所定の間隔で設けられている。
【0022】
上記第1の載置テーブル5と第5の載置テーブル9は、第2乃至第4の載置テーブル8に比べて平面形状が小さく形成されていて、これらの載置テーブル5,9は図示しないX、Y、及びθ駆動機構によって水平方向であるX、Y方向、上下方向であるZ方向及び水平面と直交する軸線を回転中心として水平方向に回転するθ方向に駆動されるようになっている。
【0023】
上記第2乃至第4の載置テーブル6〜8は、図示しないY、Z駆動機構によって水平方向のうちの±Y方向と、上下方向であるZ方向に駆動されるようになっている。なお、±X方向と±Y方向は図1に矢印で示す。つまり、X方向はベース部1の長手方向に沿う方向で、Y方向は前後方向に沿う方向である。
【0024】
上記第1の載置テーブル5の上面には、この載置テーブル5よりも大きな矩形状の基板Wが図示しないロボットなどによって前工程から供給されて載置される。第1の載置テーブル5に基板Wが前工程から受け渡されるとき、第1の載置テーブル5は、図1に鎖線で示すように中心位置Oを同図にDで示す受け渡し位置に一致させ、しかもX方向に沿う2つの辺と、Y方向に沿う2つの辺がそれぞれX方向とY方向に平行になるよう位置決めされて供給される。
【0025】
上面に基板Wが供給載置された第1の載置テーブル5は、同図に実線で示すように基板WのX方向に平行な長辺が基準位置Sに一致するよう位置決めされる。第2乃至第5の載置テーブル6〜9に供給載置される基板W、つまり上記第1の載置テーブル5にその中心を第1の載置テーブル5の中心位置Oに一致させて供給載置された基板Wが後述するように第2乃至第5の載置テーブル6〜9に順次移載されることで、これらの上面に供給載置された基板WのX方向に平行な長辺は上記基準位置Sに一致するよう位置決めされて待機する。
【0026】
上記第5の載置テーブル9は、基板WのX方向に平行な長辺が基準位置Sに一致するよう位置決めした待機状態から、同図に矢印で示す時計方向に90度回転させられて上記長辺に隣接する短辺が基準位置Sに一致するよう位置決めするようになっている。その間に、上記第5の載置テーブル9の中心位置はO1から上記受け渡し位置Dに一致するOに変位する。第5の載置テーブル9の中心位置O1及びOは基板Wの中心位置に一致している。
【0027】
なお、第1の乃至第5の載置テーブル5〜9は、図1に示すように第1の載置テーブル5と第5の載置テーブル9に供給載置された基板Wの一辺が基準位置Sに一致するよう位置決めされた状態において、同じピッチ間隔Pとなっている。
【0028】
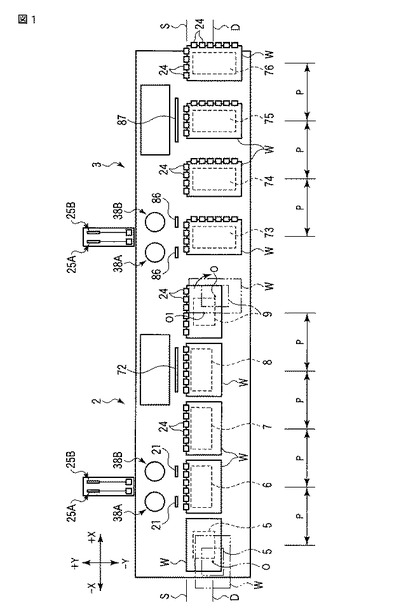
上記第1乃至第5の載置テーブル5〜9の上方には、図2に示す第1の基板移載手段11が配置されている。この第1の基板移載手段11は並設された4つの載置部にわたる長さ寸法を有する可動体12を備え、この可動体12は第1のX・Z駆動機構13によってX方向及びZ方向に往復駆動されるようになっている。
【0029】
上記可動体12の下面には、上記各載置部の配置間隔Pと同じ間隔で4つの連結部材14が垂設されていて、各連結部材14の下端は、基板Wとほぼ同じ大きさの矩形状をなした第1乃至第4の取付け板15a〜15dの上面の中心部に連結固定されている。各取付け板15の下面には吸着部を構成する複数の吸着パッド16が行列状に設けられている。
【0030】
なお、各吸着パッド16には図示しない吸引チューブを介して吸引ポンプが接続され、その吸引ポンプによって吸引力を生じさせて上記基板Wの上面を吸着できるようになっている。上記吸引チューブの中途部にはたとえば図示しない開放弁が設けられ、この開放弁を開放させることで、吸着パッド16に生じた吸引力を除去して基板Wの吸着保持状態を解除できるようになっている。
【0031】
上記構成の第1の基板移載手段11は、その可動体12が上記第1のX・Z駆動機構13によってX方向及びZ方向に対して往復駆動されることで、前工程のロボットから上記第1の載置テーブル5に供給載置された基板Wを、この第1の載置テーブル5から第2乃至第5の載置テーブル6〜9に順次移載できるようになっている。
【0032】
すなわち、第1の載置テーブル5に基板Wが載置された状態で上記可動体12がZ方向下方に駆動されれば、第1の載置テーブル5に載置された基板Wが上記可動体12の第1の載置テーブル5に対向位置する第1の取付け板15aに設けられた吸着パッド16によって吸着保持される。その状態で上記可動体12が上昇すれば、基板Wが第1の載置テーブル5から取出される。
【0033】
図2に示すように上昇した上記可動体12を上記第1のX・Z駆動機構13によって矢印で示す+X方向に1ピッチP移動させて第1の取付け板15aを第2の載置テーブル6に対向させる。
【0034】
ついで、上記可動体12を下降させて第1の取付け板15aに吸着パッド16に保持された基板Wを第2の載置テーブル6の上面に供給してから、その基板Wの吸着状態を開放すれば、基板Wを第1の載置テーブル5から、その隣りに位置する第2の載置テーブル6に移載することができる。
【0035】
上記第1の基板移載手段11が第1の載置テーブル5から基板Wを取出して第2の載置テーブル6へ移載して元の位置に戻る間に、第1の載置テーブル5は受け渡し位置Dで新たな基板Wが前工程から供給載置される。
【0036】
このようにして、第1の載置テーブル5の基板Wを第2の載置テーブル6に移載し終わると、上記可動体12は上昇してから、先程の+X方向とは逆方向である−X方向に1ピッチP駆動される。それによって、上記可動体12に設けられた第1の取付け板15aが第1の載置テーブル5の上方に対向するよう位置決めされる。
【0037】
ついで、上記可動体12は下降方向に駆動されて第1載置テーブル5と第2載置テーブル6に供給載置された基板Wがそれぞれ第1の取付け板15aと第2の取付け板15bに設けられた吸着パッド16によって吸着保持される。
【0038】
吸着後、上記可動体12は上昇方向に駆動されてから、+X方向に1ピッチP駆動される。それによって、第1の取付け板15aが第2の載置テーブル6の上方に対向位置決めされ、第2の取付け板15bは第3の載置テーブル7の上方に対向位置決めされる。
【0039】
ついで、上記可動体12が下降することで、第1の取付け板15aに吸着保持された基板Wが第2の載置テーブル6に、第2の取付け板15bに吸着保持された基板Wが第3の載置テーブル7にそれぞれ移載される。
【0040】
このような動作が繰り返されることで、第1の載置テーブル5に供給された基板Wは第2乃至第5の載置テーブル6〜9に順次移載される。そして、第1乃至第4の載置テーブル5〜8に基板Wが載置された状態で、上記可動体12が上述したように上下動及びX方向に往復動することで、各載置テーブル5〜9に供給載置された基板Wがそれぞれ隣りに位置する載置テーブルに移載されることになる。
【0041】
なお、第4の載置テーブル8から第5の載置テーブル9に移載された基板Wは後述するよう上記第2の実装装置3に移載されるようになっている。
【0042】
上記第1の実装装置2には、上記第2の載置テーブル6のY方向に沿う前後方向の後方、つまり図1に示す+Y方向には仮圧着部を構成する複数、この実施の形態では2つの仮圧着ヘッド21がそれぞれX・Y・Z・θ駆動源22(図4示に示す)によってX、Y方向に駆動可能に設けられている。
【0043】
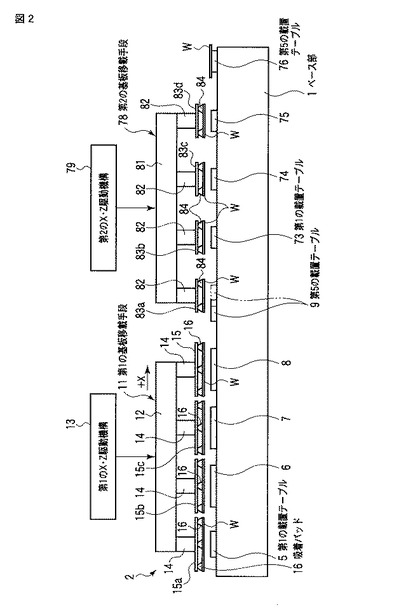
上記仮圧着ヘッド21よりもさらに+Y方向には、図3と図4に示すようにキヤリアテープ23から電子部品としてのTCP24を打ち抜くための第1の打ち抜き装置25Aと第2の打ち抜き装置25BがY方向を中心にしてX方向に対して左右対称に配置されている。
【0044】
上記第1の打ち抜き装置25Aと第2の打ち抜き装置25Bは交互に稼動され、一方の打ち抜き装置25A又は25Bによって打ち抜かれたTCP24は一対の第1の受け渡し手段26A、26Bによって受け取られる。
【0045】
すなわち、第1の打ち抜き装置25AによってTCP24を打ち抜いているときには第2の打ち抜き装置25Bが待機しており、第1の打ち抜き装置25Aに供給されるキヤリアテープ23からTCP24を打ち抜き終わったときに、第2の打ち抜き装置25Bが稼動されて第1の打ち抜き装置25Aにキヤリアテープ23の新たな部分が供給される。それによって、キヤリアテープ23から打ち抜かれたTCP24は一対の第1の受け渡し手段26A,26Bに交互に供給されるようになっている。
【0046】
上記第1、第2の打ち抜き装置25A,25Bは、図4に示すように下面にポンチ31aが設けられた上金型31と、上記ポンチ31aが入り込む貫通孔32aが上下方向に形成された下金型32を備えている。上記上金型31は駆動源33によって矢印で示す上下方向であるZ方向に駆動されるようになっている。
【0047】
上記キヤリアテープ23は供給リール34から繰り出され、複数のガイドローラ35によって方向変換され、一部が上記下金型32の上面に沿って平行に走行するようガイドされて巻き取りリール36に巻き取られるようになっている。
【0048】
なお、供給リール34にはキヤリアテープ23を保護する保護テープ37がキヤリアテープ23と重ねて巻装されている。上記供給リール34からキヤリアテープ23とともに繰り出された保護テープ37はキヤリアテープ23と分離され、上記打ち抜き装置25A,25BによってTCP24が打ち抜かれたキヤリアテープ23と一緒に上記巻き取りリール36に巻き取られるようになっている。
【0049】
一方の上記第1の受け渡し手段26Aが受けたTCP24は第1のインデックス手段38Aまで搬送され、この第1のインデックス手段38Aに設けられた保持ヘッド39に受け取られる。
【0050】
他方の第1の受け渡し手段26Bが受けたTCP24は第2のインデックス手段38Bまで搬送され、この第2のインデックス手段38Bに設けられた保持ヘッド39に受け取られる。
【0051】
上記第1、第2のインデックス手段38A,38Bは、図4に示すように第1のθ駆動源41によって周方向に90度間隔で間欠的に回転駆動されるインデックステーブル42を有する。各インデックステーブル42の下面には周方向に90度間隔で複数の上記保持ヘッド39が設けられている。
【0052】
それによって、上記一対の第1の受け渡し手段26A,26Bによって搬送されたTCP24は各インデックス手段38A,38Bの保持ヘッド39によって吸着保持される。つまり、TCP24は第1の受け渡し手段26A,26Bからインデックス手段38A,38Bの保持ヘッド39に受け渡される。
【0053】
上記インデックス手段38A,38Bの保持ヘッド39がTCP24を受け取る受け取り位置を図3にAで示す。なお、各インデックステーブル42の回転方向は矢印で示すように逆方向となっている。
【0054】
上記第1、第2の打ち抜き装置25A,25Bによって打ち抜かれたTCP24は、各受け渡し手段26A,26Bのそれぞれの受け具44によって交互に受け取られる。この受け具44は図4に矢印で示すY方向、つまりベース部1の前後方向に沿って駆動されるYテーブル45にZθ駆動源43によってZ方向及び回転方向となるθ方向に駆動可能に設けられている。上記Yテーブル45は、Y方向に沿って設けられたYガイド体46に移動可能に設けられ、図示しないリニアモータなどによって上記Yガイド体46に沿って駆動可能となっている。
【0055】
一方の第1の受け渡し手段26Aの受け具44は、第1の打ち抜き装置25AからTCP24を受けると、図3に矢印Yで示すベース部1の前後方向及び矢印Xで示す長手方向に駆動され、上記受け具44の上面に保持されたTCP24の一端部が第1のインデックス手段38Aのインデックステーブル42の下面に周方向に90度間隔で設けられた4つの保持ヘッド39のうちの、上記受け取り位置Aに位置決めされた保持ヘッド39の下方に対向するよう位置決めされる。
【0056】
同様に、他方の第1の受け渡し手段26Bの受け具44は、TCP24を受けると第2のインデックス手段38Bのインデックステーブル42の下面に周方向に90度間隔で設けられた4つの保持ヘッド39のうちの、上記受け取り位置Aに位置決めされた保持ヘッド39の下方に対向するよう位置決めされる。
【0057】
位置決めされた受け具44は図4に示すZθ駆動源43によって上昇方向に駆動される。それによって、受け具44に保持されたTCP24が上記インデックステーブル42に設けられた保持ヘッド39の下面に接近接触し、その状態でTCP24が上記受け具44から上記保持ヘッド39に受け渡されて吸着保持される。
【0058】
TCP24が第1、第2のインデックス手段38A,38Bのインデックステーブル42に設けられた保持ヘッド39に受け渡されると、一対のインデックステーブル42は上記第1のθ駆動源41によって図3に矢印で示す逆方向にそれぞれ90度の角度で間欠的に回転駆動される。それによって、TCP24を吸着保持した各インデックステーブル42の保持ヘッド39は図1にBで示す清掃位置に位置決めされる。
【0059】
上記受け具44からTCP24を受けた保持ヘッド39がインデックステーブル42とともに周方向に90度回転駆動されて清掃位置Bに位置決めされると、上記保持ヘッド39に保持された上記TCP24はその端子部が図示しない清掃手段によってクリーニングされる。それによって、端子部に付着した塵埃が除去される。
【0060】
TCP24の端子部がクリーニングされると、そのTCP24を保持した保持ヘッド39は、インデックステーブル42とともに周方向に90度回転駆動されて図3にCで示す貼着位置に位置決めされる。
【0061】
貼着位置Cに位置決めされたTCP24は、第1、第2の貼着装置51A,51Bによって上記TCP24のクリーニングされた端子部に、その端子部と対応する長さに切断された異方性導電部材からなら粘着テープ52が後述するように貼着される。
【0062】
上記第1、第2のインデックス手段38A,38B及び第1、第2の貼着装置51A,51Bは、第1、第2の打ち抜き装置25A,25Bと同様、Y方向を中心にしてX方向に対して左右対称に配置されている。
【0063】
第1、第2のインデックス手段38A,38Bは第1、第2の打ち抜き装置25A,25BよりもX方向の外方に配置され、第1、第2の貼着装置51A,51Bは第1、第2のインデックス手段38A,38BよりもX方向のさらに外方に配置されている。
【0064】
上記第1、第2の貼着装置51A,51Bは図4に示すようにZ方向の下方に配置された供給リール54を有する。この供給リール54には上記粘着テープ52が離型テープ55の一側面に貼着されて巻装されている。
【0065】
離型テープ55の一側面に貼着された上記粘着テープ52は上記供給リール54から帯板状の支持ブロック53の板面に沿ってZ方向上方にほぼ垂直に引き出され、第1のガイドローラ56によって粘着テープ52が上を向くよう水平方向に方向変換されて走行する。
【0066】
図5に示すように、上記粘着テープ52が上記支持ブロック53に対向して垂直に走行する部分では、切断手段57を構成するシリンダなどの駆動源57aによって二枚刃を有するカッタ57bが矢印で示す粘着テープ52に接近する方向に駆動されることで、その粘着テープ52に2本の切断線52aを所定間隔で形成する。なお、粘着テープ52が貼着された離型テープ55はカッタ57bによって切断されないよう、上記カッタ57bによる切込み量が設定されている。
【0067】
上記粘着テープ52の2本の切断線52aによって他の部分と分離された部分、つまり抜き取り部分52bは切断手段57よりも上方に配置された抜き取り手段59によって抜き取られる。それによって、粘着テープ52は所定長さ、つまりTCP24に対応する長さに分離される。
【0068】
上記抜き取り手段59は、駆動源59aと、この駆動源59aによって上記粘着テープ52に接離する方向に駆動される押圧部59bと、この押圧部59bによって上記抜き取り部分52bに押圧される除去テープ60を有する。
【0069】
除去テープ60の一部が上記押圧部59bによって粘着テープ52の抜き取り部分52bに押圧されることで、この抜き取り部分52bが除去テープ60に貼着されて除去される。なお、除去テープ60は図示しない供給リールから繰り出され、同じく図示しない巻き取りリールによって所定長さづつ巻き取られるようになっている。
【0070】
所定長さに分断された粘着テープ52は、図4に示すように離型テープ55とともに上記第1のガイドローラ56によって水平方向に方向変換されて走行し、上記第1のガイドローラ56に対して所定間隔で配置された第2のガイドローラ61によって下方に方向変換される。
【0071】
上記離型テープ55の上記第1のガイドローラ56と第2のガイドローラ61との間の部分は、上記インデックステーブル42の貼着位置Cに位置決めされた保持ヘッド39に保持されたTCP24のクリーニングされた端子部の下面を走行する。
【0072】
上記離型テープ55は、図示しない駆動源によって開閉駆動及び図4にZで示す上下方向に往復駆動されるチャック機構62によって挟持されて所定長さづつ間欠的に搬送される。つまり、離型テープ55の所定長さに切断された粘着テープ52が貼着された部分はチャック機構62によって貼着位置Cに位置決めされた保持ヘッド39の下方を水平に走行させられて位置決めされるようになっている。
【0073】
上記離型テープ55がチャック機構62によって間欠的に搬送され、所定長さに分離された粘着テープ52が貼着位置Cに位置決めされた保持ヘッド39に保持されたTCP24の端子部の下方に対向するよう位置決めされると、その粘着テープ52は押し上げ手段63によって加熱されながら上記TCP24に加圧貼着される。
【0074】
上記押し上げ手段63は、シリンダやリニアモータなどの駆動源64によって上昇方向に駆動される加圧体65を有する。この加圧体65は熱源となるヒータ65aが内蔵されている。そして、加圧体65が上昇方向に駆動されると、この加圧体65は図示しないクッションテープ及び離型テープ55を介して所定長さに分離された上記粘着テープ52を加熱しながら上記保持ヘッド39に保持された上記TCP24の端子部に加圧する。
【0075】
このようにして、粘着テープ52がTCP24に貼着されると、図示しない離型ローラによってその粘着テープ52から離型テープ55が剥離される。剥離後、インデックステーブル42はさらに90度回転させられる。
【0076】
それによって、粘着テープ52が貼着されたTCP24を保持した保持ヘッド39は、図3にDで示す受け渡し位置に位置決めされる。それと同時に、離型テープ55がチャック機構62によって引かれて走行させられ、粘着テープ52の所定長さに切断された新たな部分が貼着位置CのTCP24に対向位置決めされる。
なお、離型テープ55の粘着テープ52が貼着除去された部分は回収容器66に格納される。
【0077】
粘着テープ52が貼着されて受け渡し位置Dに位置決めされたTCP24は、図3と図4に示す一対の第2の受け渡し手段71A、71Bに受け渡され、各第2の受け渡し手段71A、71Bから実装手段としての一対の上記仮圧着ヘッド21にそれぞれ受け渡される。一対の第2の受け渡し手段71A、71Bは図示せぬY駆動機構によってY方向、つまりインデックステーブル42と仮圧着ヘッド21との間で駆動されるようになっている。
【0078】
TCP24を受けた仮圧着ヘッド21は、図4に示すように上記第2の載置テーブル6に供給載置された基板Wの上記TCP24が実装される長辺の上方に駆動位置決めされる。つまり、仮圧着ヘッド21は、第1の基板移送手段11によって位置決めされる基板WのX座標、及び基準位置Sに基づいて位置決めされる基板WのY座標に基いて、この基板Wの実装位置の上方に上記TCP24が位置するよう上記仮圧着ヘッド21がX、Y方向に対して駆動位置決めされる。
【0079】
このようにして、仮圧着ヘッド21が位置決めされると同時に、上記第2の載置テーブル6は+Y方向に駆動されてからZ方向下方に駆動される。そして、第2の載置テーブル6の上面に載置された基板Wは、その長辺の下面が図示しないバックアップによって支持されるよう位置決めされる。つまり、基板Wは仮圧着位置に位置決めされる。
【0080】
上記仮圧着ヘッド21に吸着保持されたTCP24が基板Wの実装位置である長辺の上方に位置決めされると、上記仮圧着ヘッド21は下降方向に駆動される。それによって、仮圧着ヘッド21に吸着保持されたTCP24は基板Wの長辺側の端部の上面に粘着テープ52を介して仮圧着される。
【0081】
このようにして、第2の載置テーブル6に載置された基板Wの側辺側の上面には、2つの仮圧着ヘッド21によって粘着テープ52が貼着された整数倍の数のTCP24、たとえば6つTCP24が図6(a)に示すように所定間隔で実装される。つまり、第2の載置テーブル6は基板WにTCP24を仮圧着する仮圧着ポジションとなっている。
【0082】
図1に示すように、上記第4の載置テーブル8のY方向後方に対向する部位には図示しないZ駆動源によって上下方向に駆動される本圧着部を構成する本圧着ヘッド72が長手方向をX方向と平行にして配置されている。この本圧着ヘッド72の長さ寸法は、上記基板Wの長尺な側辺よりもわずかに長く設定されている。
【0083】
上記第2の載置テーブル6に供給載置されて長手方向の一側辺に複数のTCP24が仮圧着された基板Wが第3の載置テーブル7を経て第4の載置テーブル8に移載されると、この第4の載置テーブル8が基板Wの長手方向の一側辺が基準位置Sに位置決めされた状態から、その一側辺が本圧着ヘッド72の下方に対向位置するよう、+Y方向に駆動されて位置決めされる。
【0084】
その状態で、第4の載置テーブル8がZ方向下方に駆動されることで、上記基板Wの長辺の下面が図示しないバックアップツールで支持された後、上記本圧着ヘッド72が下降方向に駆動されて上記基板Wに仮圧着された複数のTCP24を加圧する。なお、上記本圧着ヘッド72と上記バックアップツールは長手方向に沿って図示しないヒータが設けられている。それによって、TCP24は加圧と加熱が同時に行なわれる。
【0085】
複数のTCP24が上記本圧着ヘッド72によって加圧加熱されると、TCP24を基板Wに仮圧着した粘着テープ52が溶融硬化する。それによって、基板Wの長尺な側辺の上面に複数のTCP24が本圧着、つまり実装されることになる。すなわち、上記第4の載置テーブル8は本圧着ポジションとなっている。
【0086】
このようにして、第4の載置テーブル8に供給載置された基板Wの、長尺な側辺部にTCP24が本圧着されると、その基板Wは上記第1の基板移載手段11の可動体12に設けられた第4の取付け板15dの吸着パッド16に吸着されて第5の載置テーブル9に移載される。
【0087】
第5の載置テーブル9に基板Wが移載されると、この第5の載置テーブル9は図1に矢印で示す時計方向に90度回転駆動されて上記基板Wを長辺がY方向と平行になり、しかも回転中心O1が上記受け渡し位置Dに一致するOとなるようようX、Y方向に駆動位置決めされる。
【0088】
このように、第5の載置テーブル9によって位置決めされた基板Wは、上記第2の実装装置3に受け渡される。第2の実装装置3は、図1に示すように上記ベース部1上に、X方向に沿って所定のピッチPで等間隔に配置された第6乃至第9の4つの載置テーブル73〜76を有する。第6乃至第9の載置テーブル73〜76の配置ピッチPは、第1乃至第5の載置テーブル5〜9の配置ピッチPと同じに設定されている。
【0089】
第6乃至第8の載置テーブル73〜75は図示しないY、Z駆動機構によって水平方向のうちのY方向と、上下方向であるZ方向に駆動されるようになっている。そして、第6乃至第8の載置テーブル73〜75は、これらの上面に供給載置される基板WのX方向に平行な短辺が基準位置Sに一致するよう位置決めされて待機している。
【0090】
上記第9の載置テーブル76は、他の載置テーブル73〜75のようにY方向とZ方向に駆動されることなく、固定的に配置されている。そして、この第9の載置テーブル76に第8の載置テーブル75から後述するように移載された基板Wは、そのX方向に平行な短辺が基準位置Sに一致するとともに、基板Wの中心、つまり第6乃至第9の載置テーブル73〜76の中心が上記受け渡し位置Dに一致するようになっている。
【0091】
図2に示すように、上記第6乃至第9の載置テーブル73〜76の上方には第2の基板移載手段78が設けられている。この第2の基板移載手段78は上記第1の基板移載手段11と同様、第2のX・Z駆動機構79によってX方向とZ方向に駆動される可動体81を有し、この可動体81の下面には4本の連結部材82がピッチPの間隔で設けられている。
【0092】
各連結部材82の下端には第1乃至第4の取付け板83a〜83dが水平に設けられ、各取付け板83a〜83dの下面には吸着部としての複数の吸着パッド84が行列状に設けられている。吸着パッド84は、図示しない吸引チューブを介して同じく図示しない吸引ポンプに接続されている。それによって、吸着パッド84には吸引力が生じ、その吸引力で基板Wを吸着保持できるようになっている。
【0093】
また、吸着パッド84に生じた吸引力は開放弁などの適宜の手段によって除去できるようになっている。それによって、吸着パッド84によって吸着保持された基板Wの保持状態を解除することができるようになっている。
【0094】
上記第1の実装装置2の上記第1の基板移載手段11の可動体12と、上記第2の実装装置3の上記第2の基板移載手段78の可動体81は同期して駆動位置決めされる。
【0095】
すなわち、上記第1の基板移載手段11の第1乃至第4の取付け板15a〜15dが第1乃至第4の載置テーブル5〜8に対向位置するようX方向に位置決めされたとき、上記第2の基板移載手段78の第1乃至第4の取付け板83a〜83dが第5乃至第8の載置テーブル9,73〜75の上方に対向位置するようX方向に位置決めされる。
【0096】
上記第5の載置テーブル9は図1と図2に鎖線で示し、このときの第5の載置テーブル9はその中心位置を図1に示すようにO1からOになるよう、X、Y及びθ方向に対して位置決めされている。
【0097】
上記第5の載置テーブル9の上面には、図6(a)に示すように長辺にTCP24が本圧着された基板Wが載置され、しかもその基板Wは図1に鎖線で示すように短辺が基準位置Sに一致するよう位置決めされている。
【0098】
そのような状態で、上記第2の基板移載手段78の可動体81が下降方向に駆動されると、第5の載置テーブル9上の基板Wが第1の取付け板83aに設けられた吸着パッド84によって吸着される。
【0099】
ついで、上記第2の基板移載手段78の可動体81が上昇して+X方向に1ピッチP駆動され、基板Wを吸着保持した第1の取付け板83aが第6の載置テーブル73の上方に位置決めされる。ついで、上記可動体81が下降方向に駆動される。それによって、第5の載置テーブル9に載置されていた基板Wは第6の載置テーブル73に移載される。
【0100】
その後、第2の基板移載手段78の可動体81は上昇してから先程とは逆方向の−X方向に1ピッチP駆動され、上記第1の取付け板83aが第5の載置テーブル9の上方に位置決めされる。
【0101】
このような動作が繰り返して行なわれることで、長辺にTCP24が本圧着されて第5の載置テーブル9に移載された基板Wが第6乃至第9の載置テーブル76へと順次移載されることになる。このとき、基板Wの+Y方向側に位置する短辺は基準位置Sに位置決めされて第6乃至第9の載置テーブル76に移載される。
【0102】
上記第6の載置テーブル73の後方である+Y方向には、基板Wの短辺にTCP24を仮圧着する一対の仮圧着ヘッド86が設けられている。この仮圧着ヘッド86はX、Y及びZ方向に駆動されるようなっている。
【0103】
上記仮圧着ヘッド86にはTCP24が受け渡される。仮圧着ヘッド86にTCP24を受け渡す機構は第1の実装装置2と同じ機構によって行なわれるため、説明は省略する。なお、図1において第1の実装装置2の機構と同じ部分には同じ記号を付す。
【0104】
上記第8の載置テーブル75の後方である+Y方向には、基板Wの短辺に仮圧着されたTCP24を本圧着する本圧着ヘッド87が設けられている。この本圧着ヘッド87によって基板Wに仮圧着されたTCP24を本圧着する機構も、第1の実装装置2と同じであるので、同じ部分には同じ記号を付して説明を省略する。
【0105】
そして、短辺にTCP24が本圧着されて第9の載置テーブル76に移載された基板Wは、図示しないロボットなどによって取出されて次工程に受け渡される。
【0106】
第2の実装装置3の第2の基板移載手段78のX方向およびY方向の動作は、第1の実装装置2の第1の基板移載手段11のX方向およびY方向の動作に同期して駆動される。それによって、第1の実装装置2によって長辺にTCP24が実装されて第5の載置テーブル9に移載された基板Wは、第2の実装装置3の第2の基板移載手段78の第1の取付け板83aに設けられた吸着パッド84に吸着されて上記第5の載置テーブル9から取出され、第2の実装装置3の第6の載置テーブル73に移載される。
【0107】
このように、基板Wに対してTCP24を仮圧着してから本圧着するための第1、第2の実装装置2,3によれば、それぞれ複数の取付け板15a〜15d及び83a〜83dが設けられた第1、第2の基板移載手段11,78の可動体12,81を、X方向とZ方向に往復駆動することで、各取付け板に設けられた吸着パッド16,84によって第1の実装装置2の第1乃至第5の載置テーブル5〜9に供給された基板W、及び第2の実装装置3の第5乃至第8の載置テーブル73〜75に供給された基板Wを同時に吸着して取出してから、上記第1乃至第5の載置テーブル5〜9及び第5乃至第8の載置テーブル73〜75の+X方向側に位置する、載置テーブルに移載することができる。
【0108】
そのため、第1の実装装置2においては第1の載置テーブル5に供給載置された基板Wを、第2乃至第5の載置テーブル6〜9に対して順次同じ精度で移載することができる。同様に、第2の実装装置3においては、第1の実装装置2の第5の載置テーブル9に移載された基板Wを、第6乃至第9の載置テーブル73〜76に対して順次同じ精度で移載することができる。
【0109】
したがって、第1の実装装置2及び第2の実装装置3において、複数の載置テーブル間における基板Wの移載を別々の移載手段によって行なう場合に比べて移載精度にばらつきが生じるのを低減することができるから、そのことによって各基板Wに対するTCP24の仮圧着(実装)を高精度に行なうことが可能となる。
【0110】
しかも、各実装装置2,3は、それぞれの基板移載手段11,78の可動体12,81だけをX方向とZ方向に往復駆動するだけで、基板Wに対するTCP24の仮圧着及び本圧着を行なうことができる。つまり、複数の基板Wを可動体12,81に設けられた取付け板15a〜15d及び83a〜83dが対向する載置テーブル5〜8及び9,73〜75から同時に取出したならば、基板Wを取出した載置テーブルの+X方向側の隣りに位置する載置テーブルに移載することができる。
【0111】
そのため、複数の載置テーブルに対して基板Wの移載をそれぞれ別々の機構で行なう場合に比べ、駆動源及びその駆動源によって駆動される機構の数を少なくして全体の構成を簡略化することができる。しかも、複数の基板の移載を同時に行なえることで、その移載を短時間で精度よく行なうことが可能となる。このように、基板Wの移載精度を向上させることができれば、その基板Wに実装されるTCP24の実装精度を向上させることもできる。
【0112】
さらに、第1の実装装置2と第2の実装装置3を一列に並設し、第1の実装装置2の第5の載置テーブル9を水平方向であるX、Yだけでなく、回転方向であるθ方向にも駆動できるようにした。
【0113】
そのため、第1の実装装置2によって長辺の一辺にTCP24が実装された基板Wを90度回転させて第2の実装装置3に受け渡すことができるから、基板Wの長辺にTCP24を実装する第1の実装装置2に連続して、第2の実装装置3によって上記基板Wの上記長辺に隣接する短辺にTCP24を実装することができる。
つまり、第1の実装装置2と第2の実装装置3を一列に並設したことで、基板Wの2つの辺に対するTCP24の実装を能率よく行なうことができる。
【0114】
なお、上記一実施の形態では第1の実装装置2の第2乃至第4の載置テーブル及び第2の実装装置3の第6乃至第8の載置テーブルをY方向とZ方向に駆動する構成としたが、TCPの仮圧着及び本圧着に係ることのない第3の載置テーブル7及び第7の載置テーブル74は駆動できる構成とせずに、固定的に設けるようにしてもよい。
【0115】
また、第1の実装装置2と第2の実装装置3を一列に並設したが、基板の4つの側辺のうちの1つだけにTCPを実装する場合にはどちらか一方の実装装置だけでよい。たとえば、第1の実装装置2だけによって基板にTCPを実装する場合、第5の載置テーブル9
をθ方向に回転させずに、一側辺にTCPが実装された基板を次工程に受け渡すようにすればよい。
【0116】
また、上記一実施の形態では基板Wの2つの長辺と2つの短辺のうち、1つの長辺と1つの短辺にTCP24を実装する例を挙げて説明したが、基板Wを1つの長辺と2つの短辺に実装するようにしてもよい。その場合、第2の実装装置3の第6の載置テーブル73と第8の載置テーブル75とを、θ駆動源によって回転方向に駆動できるようにしておく。
【0117】
そして、上記第6の載置テーブル73に載置された基板Wの一方の短辺にTCP24を仮圧着したならば、第6の載置テーブル73を180度回転させて他方の短辺にもTCP24を仮圧着する。
【0118】
2つの短辺にTCP24が仮圧着された基板Wが第6の載置テーブル73から第8の載置テーブル75に移載されたならば、基板Wの他方の短辺に仮圧着されたTCP24を本圧着した後、第8の載置テーブル75を180度回転させて基板Wの一方の短辺に仮圧着されたTCP24を本圧着すればよい。
【0119】
なお、基板Wの2つの短辺にTCP24を本圧着することで、第2の実装装置3での実装に要するクトタイムが第1の実装装置2での実装に要するタクトタイムよりも長くなり、第1の実装装置2から第2の実装装置3へ基板Wを移載するのに待ち時間が生じることになる。
【0120】
それを解消するためには、第8の載置テーブル75の下流側或いは第9の載置テーブル76の下流側にピッチPの間隔で本圧着ヘッド87をもう1つ設けるようにする。そうすれば、第1の実装装置2と第2の実装装置3でのTCP24の実装に要するタクトタイムをほぼ同じにできるから、第1の実装装置2から第2の実装装置3への基板Wの移載を、待ち時間が生じることなく行なうことができる。
【符号の説明】
【0121】
1…ベース部(装置本体)、2…第1の実装装置、3…第2の実装装置、5〜9…第1乃至第5の載置テーブル、11…第1の基板移載手段、12…可動体、13,79…X・Z駆動機構、16,84…吸着パッド(吸着部)、21…仮圧ヘッド、24…TCP(電子部品)、73〜76…第6乃至第9の載置テーブル、78…第2の基板移載手段、78…第2の基板移載手段。
【技術分野】
【0001】
この発明は液晶表示パネルなどの基板に異方性導電部材を介してTCP(Tape Carrier Package)などの電子部品を実装する実装装置及び実装方法に関する。
【背景技術】
【0002】
たとえば、表示パネルなどの基板の組立工程においては、上記基板の側辺部に上記TCPなどの電子部品をテープ状の異方性導電部材を介して実装するということが行なわれている。
【0003】
上記基板の側辺部に上記電子部品を実装する実装装置は、たとえばローダ部ユニット、貼着ユニット、仮圧着ユニット、本圧着ユニット及びアンローダユニットが順次一列に配置されている。上記ローダユニットには上記電子部品が実装されていない基板が貯えられていて、その基板がローダユニットから上記貼着ユニットに供給される。貼着ユニットでは基板の側辺部にテープ状の異方性導電部材を貼着し、異方性導電部材が貼着された基板は上記仮圧着ユニットに供給される。
【0004】
上記仮圧着ユニットは上記基板の上記異方性導電部材が貼着された側辺部に上記電子部品を仮圧着し、上記本圧着ユニットは仮圧着された電子部品を加圧加熱することで、上記異方性導電部材を溶融硬化させて上記電子部品を上記基板の側辺部に本圧着する。
【0005】
上記ローダユニット、貼着ユニット、仮圧着ユニット、本圧着ユニット及びアンローダユニットの各ユニットは、基板が載置されるテーブル(載置テーブル)を有する。各テーブルは、水平方向(X方向とY方向)及び回転方向(θ方向)に駆動されるようになっていて、各ユニットでは上記テーブルを駆動制御することで、上面に載置された基板を各ユニットに対して位置決めするようになっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−59975号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、各ユニットのテーブルを駆動して基板を各ユニットに対して位置決めする構成であると、ユニット毎にテーブルを水平方向及び回転方向に駆動する駆動機構が必要となる。ユニットのテーブル毎に駆動機構を設けるようにしたのでは、駆動機構の数が多くなって、全体の構成が複雑化するということがあるばかりか、装置のコスト上昇を招くということにもなる。
【0008】
さらに、基板の流れ方向上流側から下流側のユニットに対する基板の受け渡し(移載)は、1つ或いは複数のロボットなどの受け渡し手段によって順次行なうようにしている。そのため、各ユニットのテーブルの水平方向であるX方向とY方向の位置決めを、たとえば予め設定された位置データに基づいて精密に行なうことができたとしても、各ユニットのテーブル間における受け渡し精度が上記受け渡し手段による駆動精度などによってばらつきが生じることがある。
【0009】
そのため、基板の位置決め精度のばらつきによって基板に対して電子部品を高い精度で実装することができないということがある。しかも、1つ或いは複数のロボットなどの受け渡し手段を駆動制御して各ユニット毎のテーブル間で基板を受け渡すようにしたのでは、上記受け渡し手段を各ユニット毎にテーブルに位置決めして基板を受け渡さなければならないから、全体として基板の受け渡しに要する時間が長く掛かり、生産性の低下を招く原因になるということもある。
【0010】
この発明は、複数の載置テーブルに対する基板の移載を、簡単な構成で迅速に、しかも精度よく行なうことができるようにした電子部品の実装装置及び実装方法を提供することにある。
【課題を解決するための手段】
【0011】
この発明は、基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
装置本体と、
この装置本体の長手方向に沿って所定間隔で配置され上面に上記基板が供給載置される複数の載置テーブルと、
複数の載置テーブルのうちの1つの載置テーブルに対向して配置されこの載置テーブルに載置された基板の側辺部に上記電子部品を仮圧着する仮圧着部と、
上記1つの載置テーブルと異なる他の載置テーブルに対向して配置されこの載置テーブルに供給載置された基板に仮圧着された上記電子部品を本圧着する本圧着部と、
上記複数の載置テーブルの上方に上下方向及び上記装置本体の長手方向に対して駆動可能に設けられ下面に複数の載置テーブルと同じ間隔で複数の吸着部が設けられていて、下降方向に駆動されて複数の載置テーブルに載置された基板を上記複数の吸着部によって同時に吸着してから上昇した後、各吸着部に保持された基板を隣りの載置テーブルに移載するよう上記装置本体の長手方向一端側から他端側に向かって駆動されて下降する基板移載手段と
を具備したことを特徴とする電子部品の実装装置にある。
【0012】
複数の上記載置テーブルのうち、上記装置本体の長手方向一端側に設けられた載置テーブルは、水平方向及び水平方向と直交する軸線を中心とする回転方向に駆動されるようになっていて、上記基板移載手段によって移載される前に供給載置された基板の位置補正を行なうことが好ましい。
【0013】
上記仮圧着部と本圧着部との間隔は複数の載置テーブルの間隔の整数倍に設定されていることが好ましい。
【0014】
この発明は、基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
基板の1つの側辺部に電子部品を仮圧着してから本圧着する第1の実装装置と、
この第1の実装装置と並んで配置され上記基板の上記1つの側辺部と隣り合う他の側辺部に電子部品を仮圧着してから本圧着する第2の実装装置を具備し、
上記第1の実装装置と第2の実装装置は請求項1記載の構成であることを特徴とする電子部品の実装装置にある。
【0015】
この発明は、仮圧着部で基板の側辺部に電子部品を仮圧着してから、その電子部品を本圧着部で本圧着する電子部品の実装方法であって、
所定間隔で配置されて基板が供給される複数の載置テーブルを有し、複数の載置テーブルのうち、上記仮圧着部に対向する載置テーブルに供給された基板に上記電子部品を仮圧着する工程と、
上記仮圧着部で電子部品が仮圧着された基板が上記本圧着部に対向する載置テーブルに供給されたときに上記電子部品を本圧着する工程と、
複数の吸着部が複数の載置テーブルと同じ間隔で設けられた基板移載手段を上下駆動及び複数の載置テーブルの配置方向に対して各載置テーブルの配置間隔と同じピッチで往復駆動して、上記複数の載置テーブルに供給載置された基板を複数の吸着部によって同時に取出してから、隣りの載置テーブルに同時に移載する工程と
を具備したことを特徴とする電子部品の実装方法にある。
【発明の効果】
【0016】
この発明によれば、複数の載置テーブルの配置間隔と同じ間隔で複数の吸着部が設けられた基板移載手段を、上下駆動及び複数の載置テーブルの配置方向に対して往復駆動することで、複数の載置テーブルに供給載置された基板の移載を同時に行なうようにした。
【0017】
つまり、基板移載手段を、下降方向に駆動して複数の載置テーブルに載置された基板を複数の吸着部によって同時に吸着してから上昇させてから、複数の載置テーブルの配置方向に駆動することで、各吸着部に保持された基板を隣りの載置テーブルに移載するようにした。
【0018】
そのため、複数の載置テーブルに対する基板の移載を、基板移載手段の往復駆動精度と同じ精度で移載されるから、各載置テーブル毎に基板の移載精度にばらつきが生じることを防止でき、しかも1つの基板移載手段を駆動するだけで、複数の基板を同時に移載できるから、構成の簡略化や作業能率の向上を図ることが可能となる。
【図面の簡単な説明】
【0019】
【図1】この発明の一実施の形態を示す実装装置の平面図。
【図2】図1に示す実装装置の正面図。
【図3】キヤリアテープからTCPを打ち抜いて基板に供給するまでの機構を示す平面図。
【図4】図3に示す機構の側面図。
【図5】図4に用いられる機構のうちの、長尺な粘着テープをTCPの長さに合わせて分断する部分を示す側面図。
【図6】(a)は長辺にTCPを実装した基板の平面図、(b)は長辺にTCPが実装された基板の、上記長辺に隣り合う短辺にTCPを実装した平面図。
【発明を実施するための形態】
【0020】
以下、この発明の一実施の形態を図面を参照しながら説明する。
図1はこの発明の一実施の形態を示す実装装置の平面図であって、図2は同じく正面図である。上記実装装置は装置本体となる平面形状が矩形状のベース部1を備えている。このベース部1の長手方向一端側には第1の実装装置2が設けられ、他端側には第2の実装装置3が設けられている。
【0021】
上記ベース部1の長手方向一端側であって、その長手方向と直交する前後方向の前端側には、上記第1の実装装置2を構成する平面形状が矩形状の第1乃至第5の載置テーブル5〜9が所定の間隔で設けられている。
【0022】
上記第1の載置テーブル5と第5の載置テーブル9は、第2乃至第4の載置テーブル8に比べて平面形状が小さく形成されていて、これらの載置テーブル5,9は図示しないX、Y、及びθ駆動機構によって水平方向であるX、Y方向、上下方向であるZ方向及び水平面と直交する軸線を回転中心として水平方向に回転するθ方向に駆動されるようになっている。
【0023】
上記第2乃至第4の載置テーブル6〜8は、図示しないY、Z駆動機構によって水平方向のうちの±Y方向と、上下方向であるZ方向に駆動されるようになっている。なお、±X方向と±Y方向は図1に矢印で示す。つまり、X方向はベース部1の長手方向に沿う方向で、Y方向は前後方向に沿う方向である。
【0024】
上記第1の載置テーブル5の上面には、この載置テーブル5よりも大きな矩形状の基板Wが図示しないロボットなどによって前工程から供給されて載置される。第1の載置テーブル5に基板Wが前工程から受け渡されるとき、第1の載置テーブル5は、図1に鎖線で示すように中心位置Oを同図にDで示す受け渡し位置に一致させ、しかもX方向に沿う2つの辺と、Y方向に沿う2つの辺がそれぞれX方向とY方向に平行になるよう位置決めされて供給される。
【0025】
上面に基板Wが供給載置された第1の載置テーブル5は、同図に実線で示すように基板WのX方向に平行な長辺が基準位置Sに一致するよう位置決めされる。第2乃至第5の載置テーブル6〜9に供給載置される基板W、つまり上記第1の載置テーブル5にその中心を第1の載置テーブル5の中心位置Oに一致させて供給載置された基板Wが後述するように第2乃至第5の載置テーブル6〜9に順次移載されることで、これらの上面に供給載置された基板WのX方向に平行な長辺は上記基準位置Sに一致するよう位置決めされて待機する。
【0026】
上記第5の載置テーブル9は、基板WのX方向に平行な長辺が基準位置Sに一致するよう位置決めした待機状態から、同図に矢印で示す時計方向に90度回転させられて上記長辺に隣接する短辺が基準位置Sに一致するよう位置決めするようになっている。その間に、上記第5の載置テーブル9の中心位置はO1から上記受け渡し位置Dに一致するOに変位する。第5の載置テーブル9の中心位置O1及びOは基板Wの中心位置に一致している。
【0027】
なお、第1の乃至第5の載置テーブル5〜9は、図1に示すように第1の載置テーブル5と第5の載置テーブル9に供給載置された基板Wの一辺が基準位置Sに一致するよう位置決めされた状態において、同じピッチ間隔Pとなっている。
【0028】
上記第1乃至第5の載置テーブル5〜9の上方には、図2に示す第1の基板移載手段11が配置されている。この第1の基板移載手段11は並設された4つの載置部にわたる長さ寸法を有する可動体12を備え、この可動体12は第1のX・Z駆動機構13によってX方向及びZ方向に往復駆動されるようになっている。
【0029】
上記可動体12の下面には、上記各載置部の配置間隔Pと同じ間隔で4つの連結部材14が垂設されていて、各連結部材14の下端は、基板Wとほぼ同じ大きさの矩形状をなした第1乃至第4の取付け板15a〜15dの上面の中心部に連結固定されている。各取付け板15の下面には吸着部を構成する複数の吸着パッド16が行列状に設けられている。
【0030】
なお、各吸着パッド16には図示しない吸引チューブを介して吸引ポンプが接続され、その吸引ポンプによって吸引力を生じさせて上記基板Wの上面を吸着できるようになっている。上記吸引チューブの中途部にはたとえば図示しない開放弁が設けられ、この開放弁を開放させることで、吸着パッド16に生じた吸引力を除去して基板Wの吸着保持状態を解除できるようになっている。
【0031】
上記構成の第1の基板移載手段11は、その可動体12が上記第1のX・Z駆動機構13によってX方向及びZ方向に対して往復駆動されることで、前工程のロボットから上記第1の載置テーブル5に供給載置された基板Wを、この第1の載置テーブル5から第2乃至第5の載置テーブル6〜9に順次移載できるようになっている。
【0032】
すなわち、第1の載置テーブル5に基板Wが載置された状態で上記可動体12がZ方向下方に駆動されれば、第1の載置テーブル5に載置された基板Wが上記可動体12の第1の載置テーブル5に対向位置する第1の取付け板15aに設けられた吸着パッド16によって吸着保持される。その状態で上記可動体12が上昇すれば、基板Wが第1の載置テーブル5から取出される。
【0033】
図2に示すように上昇した上記可動体12を上記第1のX・Z駆動機構13によって矢印で示す+X方向に1ピッチP移動させて第1の取付け板15aを第2の載置テーブル6に対向させる。
【0034】
ついで、上記可動体12を下降させて第1の取付け板15aに吸着パッド16に保持された基板Wを第2の載置テーブル6の上面に供給してから、その基板Wの吸着状態を開放すれば、基板Wを第1の載置テーブル5から、その隣りに位置する第2の載置テーブル6に移載することができる。
【0035】
上記第1の基板移載手段11が第1の載置テーブル5から基板Wを取出して第2の載置テーブル6へ移載して元の位置に戻る間に、第1の載置テーブル5は受け渡し位置Dで新たな基板Wが前工程から供給載置される。
【0036】
このようにして、第1の載置テーブル5の基板Wを第2の載置テーブル6に移載し終わると、上記可動体12は上昇してから、先程の+X方向とは逆方向である−X方向に1ピッチP駆動される。それによって、上記可動体12に設けられた第1の取付け板15aが第1の載置テーブル5の上方に対向するよう位置決めされる。
【0037】
ついで、上記可動体12は下降方向に駆動されて第1載置テーブル5と第2載置テーブル6に供給載置された基板Wがそれぞれ第1の取付け板15aと第2の取付け板15bに設けられた吸着パッド16によって吸着保持される。
【0038】
吸着後、上記可動体12は上昇方向に駆動されてから、+X方向に1ピッチP駆動される。それによって、第1の取付け板15aが第2の載置テーブル6の上方に対向位置決めされ、第2の取付け板15bは第3の載置テーブル7の上方に対向位置決めされる。
【0039】
ついで、上記可動体12が下降することで、第1の取付け板15aに吸着保持された基板Wが第2の載置テーブル6に、第2の取付け板15bに吸着保持された基板Wが第3の載置テーブル7にそれぞれ移載される。
【0040】
このような動作が繰り返されることで、第1の載置テーブル5に供給された基板Wは第2乃至第5の載置テーブル6〜9に順次移載される。そして、第1乃至第4の載置テーブル5〜8に基板Wが載置された状態で、上記可動体12が上述したように上下動及びX方向に往復動することで、各載置テーブル5〜9に供給載置された基板Wがそれぞれ隣りに位置する載置テーブルに移載されることになる。
【0041】
なお、第4の載置テーブル8から第5の載置テーブル9に移載された基板Wは後述するよう上記第2の実装装置3に移載されるようになっている。
【0042】
上記第1の実装装置2には、上記第2の載置テーブル6のY方向に沿う前後方向の後方、つまり図1に示す+Y方向には仮圧着部を構成する複数、この実施の形態では2つの仮圧着ヘッド21がそれぞれX・Y・Z・θ駆動源22(図4示に示す)によってX、Y方向に駆動可能に設けられている。
【0043】
上記仮圧着ヘッド21よりもさらに+Y方向には、図3と図4に示すようにキヤリアテープ23から電子部品としてのTCP24を打ち抜くための第1の打ち抜き装置25Aと第2の打ち抜き装置25BがY方向を中心にしてX方向に対して左右対称に配置されている。
【0044】
上記第1の打ち抜き装置25Aと第2の打ち抜き装置25Bは交互に稼動され、一方の打ち抜き装置25A又は25Bによって打ち抜かれたTCP24は一対の第1の受け渡し手段26A、26Bによって受け取られる。
【0045】
すなわち、第1の打ち抜き装置25AによってTCP24を打ち抜いているときには第2の打ち抜き装置25Bが待機しており、第1の打ち抜き装置25Aに供給されるキヤリアテープ23からTCP24を打ち抜き終わったときに、第2の打ち抜き装置25Bが稼動されて第1の打ち抜き装置25Aにキヤリアテープ23の新たな部分が供給される。それによって、キヤリアテープ23から打ち抜かれたTCP24は一対の第1の受け渡し手段26A,26Bに交互に供給されるようになっている。
【0046】
上記第1、第2の打ち抜き装置25A,25Bは、図4に示すように下面にポンチ31aが設けられた上金型31と、上記ポンチ31aが入り込む貫通孔32aが上下方向に形成された下金型32を備えている。上記上金型31は駆動源33によって矢印で示す上下方向であるZ方向に駆動されるようになっている。
【0047】
上記キヤリアテープ23は供給リール34から繰り出され、複数のガイドローラ35によって方向変換され、一部が上記下金型32の上面に沿って平行に走行するようガイドされて巻き取りリール36に巻き取られるようになっている。
【0048】
なお、供給リール34にはキヤリアテープ23を保護する保護テープ37がキヤリアテープ23と重ねて巻装されている。上記供給リール34からキヤリアテープ23とともに繰り出された保護テープ37はキヤリアテープ23と分離され、上記打ち抜き装置25A,25BによってTCP24が打ち抜かれたキヤリアテープ23と一緒に上記巻き取りリール36に巻き取られるようになっている。
【0049】
一方の上記第1の受け渡し手段26Aが受けたTCP24は第1のインデックス手段38Aまで搬送され、この第1のインデックス手段38Aに設けられた保持ヘッド39に受け取られる。
【0050】
他方の第1の受け渡し手段26Bが受けたTCP24は第2のインデックス手段38Bまで搬送され、この第2のインデックス手段38Bに設けられた保持ヘッド39に受け取られる。
【0051】
上記第1、第2のインデックス手段38A,38Bは、図4に示すように第1のθ駆動源41によって周方向に90度間隔で間欠的に回転駆動されるインデックステーブル42を有する。各インデックステーブル42の下面には周方向に90度間隔で複数の上記保持ヘッド39が設けられている。
【0052】
それによって、上記一対の第1の受け渡し手段26A,26Bによって搬送されたTCP24は各インデックス手段38A,38Bの保持ヘッド39によって吸着保持される。つまり、TCP24は第1の受け渡し手段26A,26Bからインデックス手段38A,38Bの保持ヘッド39に受け渡される。
【0053】
上記インデックス手段38A,38Bの保持ヘッド39がTCP24を受け取る受け取り位置を図3にAで示す。なお、各インデックステーブル42の回転方向は矢印で示すように逆方向となっている。
【0054】
上記第1、第2の打ち抜き装置25A,25Bによって打ち抜かれたTCP24は、各受け渡し手段26A,26Bのそれぞれの受け具44によって交互に受け取られる。この受け具44は図4に矢印で示すY方向、つまりベース部1の前後方向に沿って駆動されるYテーブル45にZθ駆動源43によってZ方向及び回転方向となるθ方向に駆動可能に設けられている。上記Yテーブル45は、Y方向に沿って設けられたYガイド体46に移動可能に設けられ、図示しないリニアモータなどによって上記Yガイド体46に沿って駆動可能となっている。
【0055】
一方の第1の受け渡し手段26Aの受け具44は、第1の打ち抜き装置25AからTCP24を受けると、図3に矢印Yで示すベース部1の前後方向及び矢印Xで示す長手方向に駆動され、上記受け具44の上面に保持されたTCP24の一端部が第1のインデックス手段38Aのインデックステーブル42の下面に周方向に90度間隔で設けられた4つの保持ヘッド39のうちの、上記受け取り位置Aに位置決めされた保持ヘッド39の下方に対向するよう位置決めされる。
【0056】
同様に、他方の第1の受け渡し手段26Bの受け具44は、TCP24を受けると第2のインデックス手段38Bのインデックステーブル42の下面に周方向に90度間隔で設けられた4つの保持ヘッド39のうちの、上記受け取り位置Aに位置決めされた保持ヘッド39の下方に対向するよう位置決めされる。
【0057】
位置決めされた受け具44は図4に示すZθ駆動源43によって上昇方向に駆動される。それによって、受け具44に保持されたTCP24が上記インデックステーブル42に設けられた保持ヘッド39の下面に接近接触し、その状態でTCP24が上記受け具44から上記保持ヘッド39に受け渡されて吸着保持される。
【0058】
TCP24が第1、第2のインデックス手段38A,38Bのインデックステーブル42に設けられた保持ヘッド39に受け渡されると、一対のインデックステーブル42は上記第1のθ駆動源41によって図3に矢印で示す逆方向にそれぞれ90度の角度で間欠的に回転駆動される。それによって、TCP24を吸着保持した各インデックステーブル42の保持ヘッド39は図1にBで示す清掃位置に位置決めされる。
【0059】
上記受け具44からTCP24を受けた保持ヘッド39がインデックステーブル42とともに周方向に90度回転駆動されて清掃位置Bに位置決めされると、上記保持ヘッド39に保持された上記TCP24はその端子部が図示しない清掃手段によってクリーニングされる。それによって、端子部に付着した塵埃が除去される。
【0060】
TCP24の端子部がクリーニングされると、そのTCP24を保持した保持ヘッド39は、インデックステーブル42とともに周方向に90度回転駆動されて図3にCで示す貼着位置に位置決めされる。
【0061】
貼着位置Cに位置決めされたTCP24は、第1、第2の貼着装置51A,51Bによって上記TCP24のクリーニングされた端子部に、その端子部と対応する長さに切断された異方性導電部材からなら粘着テープ52が後述するように貼着される。
【0062】
上記第1、第2のインデックス手段38A,38B及び第1、第2の貼着装置51A,51Bは、第1、第2の打ち抜き装置25A,25Bと同様、Y方向を中心にしてX方向に対して左右対称に配置されている。
【0063】
第1、第2のインデックス手段38A,38Bは第1、第2の打ち抜き装置25A,25BよりもX方向の外方に配置され、第1、第2の貼着装置51A,51Bは第1、第2のインデックス手段38A,38BよりもX方向のさらに外方に配置されている。
【0064】
上記第1、第2の貼着装置51A,51Bは図4に示すようにZ方向の下方に配置された供給リール54を有する。この供給リール54には上記粘着テープ52が離型テープ55の一側面に貼着されて巻装されている。
【0065】
離型テープ55の一側面に貼着された上記粘着テープ52は上記供給リール54から帯板状の支持ブロック53の板面に沿ってZ方向上方にほぼ垂直に引き出され、第1のガイドローラ56によって粘着テープ52が上を向くよう水平方向に方向変換されて走行する。
【0066】
図5に示すように、上記粘着テープ52が上記支持ブロック53に対向して垂直に走行する部分では、切断手段57を構成するシリンダなどの駆動源57aによって二枚刃を有するカッタ57bが矢印で示す粘着テープ52に接近する方向に駆動されることで、その粘着テープ52に2本の切断線52aを所定間隔で形成する。なお、粘着テープ52が貼着された離型テープ55はカッタ57bによって切断されないよう、上記カッタ57bによる切込み量が設定されている。
【0067】
上記粘着テープ52の2本の切断線52aによって他の部分と分離された部分、つまり抜き取り部分52bは切断手段57よりも上方に配置された抜き取り手段59によって抜き取られる。それによって、粘着テープ52は所定長さ、つまりTCP24に対応する長さに分離される。
【0068】
上記抜き取り手段59は、駆動源59aと、この駆動源59aによって上記粘着テープ52に接離する方向に駆動される押圧部59bと、この押圧部59bによって上記抜き取り部分52bに押圧される除去テープ60を有する。
【0069】
除去テープ60の一部が上記押圧部59bによって粘着テープ52の抜き取り部分52bに押圧されることで、この抜き取り部分52bが除去テープ60に貼着されて除去される。なお、除去テープ60は図示しない供給リールから繰り出され、同じく図示しない巻き取りリールによって所定長さづつ巻き取られるようになっている。
【0070】
所定長さに分断された粘着テープ52は、図4に示すように離型テープ55とともに上記第1のガイドローラ56によって水平方向に方向変換されて走行し、上記第1のガイドローラ56に対して所定間隔で配置された第2のガイドローラ61によって下方に方向変換される。
【0071】
上記離型テープ55の上記第1のガイドローラ56と第2のガイドローラ61との間の部分は、上記インデックステーブル42の貼着位置Cに位置決めされた保持ヘッド39に保持されたTCP24のクリーニングされた端子部の下面を走行する。
【0072】
上記離型テープ55は、図示しない駆動源によって開閉駆動及び図4にZで示す上下方向に往復駆動されるチャック機構62によって挟持されて所定長さづつ間欠的に搬送される。つまり、離型テープ55の所定長さに切断された粘着テープ52が貼着された部分はチャック機構62によって貼着位置Cに位置決めされた保持ヘッド39の下方を水平に走行させられて位置決めされるようになっている。
【0073】
上記離型テープ55がチャック機構62によって間欠的に搬送され、所定長さに分離された粘着テープ52が貼着位置Cに位置決めされた保持ヘッド39に保持されたTCP24の端子部の下方に対向するよう位置決めされると、その粘着テープ52は押し上げ手段63によって加熱されながら上記TCP24に加圧貼着される。
【0074】
上記押し上げ手段63は、シリンダやリニアモータなどの駆動源64によって上昇方向に駆動される加圧体65を有する。この加圧体65は熱源となるヒータ65aが内蔵されている。そして、加圧体65が上昇方向に駆動されると、この加圧体65は図示しないクッションテープ及び離型テープ55を介して所定長さに分離された上記粘着テープ52を加熱しながら上記保持ヘッド39に保持された上記TCP24の端子部に加圧する。
【0075】
このようにして、粘着テープ52がTCP24に貼着されると、図示しない離型ローラによってその粘着テープ52から離型テープ55が剥離される。剥離後、インデックステーブル42はさらに90度回転させられる。
【0076】
それによって、粘着テープ52が貼着されたTCP24を保持した保持ヘッド39は、図3にDで示す受け渡し位置に位置決めされる。それと同時に、離型テープ55がチャック機構62によって引かれて走行させられ、粘着テープ52の所定長さに切断された新たな部分が貼着位置CのTCP24に対向位置決めされる。
なお、離型テープ55の粘着テープ52が貼着除去された部分は回収容器66に格納される。
【0077】
粘着テープ52が貼着されて受け渡し位置Dに位置決めされたTCP24は、図3と図4に示す一対の第2の受け渡し手段71A、71Bに受け渡され、各第2の受け渡し手段71A、71Bから実装手段としての一対の上記仮圧着ヘッド21にそれぞれ受け渡される。一対の第2の受け渡し手段71A、71Bは図示せぬY駆動機構によってY方向、つまりインデックステーブル42と仮圧着ヘッド21との間で駆動されるようになっている。
【0078】
TCP24を受けた仮圧着ヘッド21は、図4に示すように上記第2の載置テーブル6に供給載置された基板Wの上記TCP24が実装される長辺の上方に駆動位置決めされる。つまり、仮圧着ヘッド21は、第1の基板移送手段11によって位置決めされる基板WのX座標、及び基準位置Sに基づいて位置決めされる基板WのY座標に基いて、この基板Wの実装位置の上方に上記TCP24が位置するよう上記仮圧着ヘッド21がX、Y方向に対して駆動位置決めされる。
【0079】
このようにして、仮圧着ヘッド21が位置決めされると同時に、上記第2の載置テーブル6は+Y方向に駆動されてからZ方向下方に駆動される。そして、第2の載置テーブル6の上面に載置された基板Wは、その長辺の下面が図示しないバックアップによって支持されるよう位置決めされる。つまり、基板Wは仮圧着位置に位置決めされる。
【0080】
上記仮圧着ヘッド21に吸着保持されたTCP24が基板Wの実装位置である長辺の上方に位置決めされると、上記仮圧着ヘッド21は下降方向に駆動される。それによって、仮圧着ヘッド21に吸着保持されたTCP24は基板Wの長辺側の端部の上面に粘着テープ52を介して仮圧着される。
【0081】
このようにして、第2の載置テーブル6に載置された基板Wの側辺側の上面には、2つの仮圧着ヘッド21によって粘着テープ52が貼着された整数倍の数のTCP24、たとえば6つTCP24が図6(a)に示すように所定間隔で実装される。つまり、第2の載置テーブル6は基板WにTCP24を仮圧着する仮圧着ポジションとなっている。
【0082】
図1に示すように、上記第4の載置テーブル8のY方向後方に対向する部位には図示しないZ駆動源によって上下方向に駆動される本圧着部を構成する本圧着ヘッド72が長手方向をX方向と平行にして配置されている。この本圧着ヘッド72の長さ寸法は、上記基板Wの長尺な側辺よりもわずかに長く設定されている。
【0083】
上記第2の載置テーブル6に供給載置されて長手方向の一側辺に複数のTCP24が仮圧着された基板Wが第3の載置テーブル7を経て第4の載置テーブル8に移載されると、この第4の載置テーブル8が基板Wの長手方向の一側辺が基準位置Sに位置決めされた状態から、その一側辺が本圧着ヘッド72の下方に対向位置するよう、+Y方向に駆動されて位置決めされる。
【0084】
その状態で、第4の載置テーブル8がZ方向下方に駆動されることで、上記基板Wの長辺の下面が図示しないバックアップツールで支持された後、上記本圧着ヘッド72が下降方向に駆動されて上記基板Wに仮圧着された複数のTCP24を加圧する。なお、上記本圧着ヘッド72と上記バックアップツールは長手方向に沿って図示しないヒータが設けられている。それによって、TCP24は加圧と加熱が同時に行なわれる。
【0085】
複数のTCP24が上記本圧着ヘッド72によって加圧加熱されると、TCP24を基板Wに仮圧着した粘着テープ52が溶融硬化する。それによって、基板Wの長尺な側辺の上面に複数のTCP24が本圧着、つまり実装されることになる。すなわち、上記第4の載置テーブル8は本圧着ポジションとなっている。
【0086】
このようにして、第4の載置テーブル8に供給載置された基板Wの、長尺な側辺部にTCP24が本圧着されると、その基板Wは上記第1の基板移載手段11の可動体12に設けられた第4の取付け板15dの吸着パッド16に吸着されて第5の載置テーブル9に移載される。
【0087】
第5の載置テーブル9に基板Wが移載されると、この第5の載置テーブル9は図1に矢印で示す時計方向に90度回転駆動されて上記基板Wを長辺がY方向と平行になり、しかも回転中心O1が上記受け渡し位置Dに一致するOとなるようようX、Y方向に駆動位置決めされる。
【0088】
このように、第5の載置テーブル9によって位置決めされた基板Wは、上記第2の実装装置3に受け渡される。第2の実装装置3は、図1に示すように上記ベース部1上に、X方向に沿って所定のピッチPで等間隔に配置された第6乃至第9の4つの載置テーブル73〜76を有する。第6乃至第9の載置テーブル73〜76の配置ピッチPは、第1乃至第5の載置テーブル5〜9の配置ピッチPと同じに設定されている。
【0089】
第6乃至第8の載置テーブル73〜75は図示しないY、Z駆動機構によって水平方向のうちのY方向と、上下方向であるZ方向に駆動されるようになっている。そして、第6乃至第8の載置テーブル73〜75は、これらの上面に供給載置される基板WのX方向に平行な短辺が基準位置Sに一致するよう位置決めされて待機している。
【0090】
上記第9の載置テーブル76は、他の載置テーブル73〜75のようにY方向とZ方向に駆動されることなく、固定的に配置されている。そして、この第9の載置テーブル76に第8の載置テーブル75から後述するように移載された基板Wは、そのX方向に平行な短辺が基準位置Sに一致するとともに、基板Wの中心、つまり第6乃至第9の載置テーブル73〜76の中心が上記受け渡し位置Dに一致するようになっている。
【0091】
図2に示すように、上記第6乃至第9の載置テーブル73〜76の上方には第2の基板移載手段78が設けられている。この第2の基板移載手段78は上記第1の基板移載手段11と同様、第2のX・Z駆動機構79によってX方向とZ方向に駆動される可動体81を有し、この可動体81の下面には4本の連結部材82がピッチPの間隔で設けられている。
【0092】
各連結部材82の下端には第1乃至第4の取付け板83a〜83dが水平に設けられ、各取付け板83a〜83dの下面には吸着部としての複数の吸着パッド84が行列状に設けられている。吸着パッド84は、図示しない吸引チューブを介して同じく図示しない吸引ポンプに接続されている。それによって、吸着パッド84には吸引力が生じ、その吸引力で基板Wを吸着保持できるようになっている。
【0093】
また、吸着パッド84に生じた吸引力は開放弁などの適宜の手段によって除去できるようになっている。それによって、吸着パッド84によって吸着保持された基板Wの保持状態を解除することができるようになっている。
【0094】
上記第1の実装装置2の上記第1の基板移載手段11の可動体12と、上記第2の実装装置3の上記第2の基板移載手段78の可動体81は同期して駆動位置決めされる。
【0095】
すなわち、上記第1の基板移載手段11の第1乃至第4の取付け板15a〜15dが第1乃至第4の載置テーブル5〜8に対向位置するようX方向に位置決めされたとき、上記第2の基板移載手段78の第1乃至第4の取付け板83a〜83dが第5乃至第8の載置テーブル9,73〜75の上方に対向位置するようX方向に位置決めされる。
【0096】
上記第5の載置テーブル9は図1と図2に鎖線で示し、このときの第5の載置テーブル9はその中心位置を図1に示すようにO1からOになるよう、X、Y及びθ方向に対して位置決めされている。
【0097】
上記第5の載置テーブル9の上面には、図6(a)に示すように長辺にTCP24が本圧着された基板Wが載置され、しかもその基板Wは図1に鎖線で示すように短辺が基準位置Sに一致するよう位置決めされている。
【0098】
そのような状態で、上記第2の基板移載手段78の可動体81が下降方向に駆動されると、第5の載置テーブル9上の基板Wが第1の取付け板83aに設けられた吸着パッド84によって吸着される。
【0099】
ついで、上記第2の基板移載手段78の可動体81が上昇して+X方向に1ピッチP駆動され、基板Wを吸着保持した第1の取付け板83aが第6の載置テーブル73の上方に位置決めされる。ついで、上記可動体81が下降方向に駆動される。それによって、第5の載置テーブル9に載置されていた基板Wは第6の載置テーブル73に移載される。
【0100】
その後、第2の基板移載手段78の可動体81は上昇してから先程とは逆方向の−X方向に1ピッチP駆動され、上記第1の取付け板83aが第5の載置テーブル9の上方に位置決めされる。
【0101】
このような動作が繰り返して行なわれることで、長辺にTCP24が本圧着されて第5の載置テーブル9に移載された基板Wが第6乃至第9の載置テーブル76へと順次移載されることになる。このとき、基板Wの+Y方向側に位置する短辺は基準位置Sに位置決めされて第6乃至第9の載置テーブル76に移載される。
【0102】
上記第6の載置テーブル73の後方である+Y方向には、基板Wの短辺にTCP24を仮圧着する一対の仮圧着ヘッド86が設けられている。この仮圧着ヘッド86はX、Y及びZ方向に駆動されるようなっている。
【0103】
上記仮圧着ヘッド86にはTCP24が受け渡される。仮圧着ヘッド86にTCP24を受け渡す機構は第1の実装装置2と同じ機構によって行なわれるため、説明は省略する。なお、図1において第1の実装装置2の機構と同じ部分には同じ記号を付す。
【0104】
上記第8の載置テーブル75の後方である+Y方向には、基板Wの短辺に仮圧着されたTCP24を本圧着する本圧着ヘッド87が設けられている。この本圧着ヘッド87によって基板Wに仮圧着されたTCP24を本圧着する機構も、第1の実装装置2と同じであるので、同じ部分には同じ記号を付して説明を省略する。
【0105】
そして、短辺にTCP24が本圧着されて第9の載置テーブル76に移載された基板Wは、図示しないロボットなどによって取出されて次工程に受け渡される。
【0106】
第2の実装装置3の第2の基板移載手段78のX方向およびY方向の動作は、第1の実装装置2の第1の基板移載手段11のX方向およびY方向の動作に同期して駆動される。それによって、第1の実装装置2によって長辺にTCP24が実装されて第5の載置テーブル9に移載された基板Wは、第2の実装装置3の第2の基板移載手段78の第1の取付け板83aに設けられた吸着パッド84に吸着されて上記第5の載置テーブル9から取出され、第2の実装装置3の第6の載置テーブル73に移載される。
【0107】
このように、基板Wに対してTCP24を仮圧着してから本圧着するための第1、第2の実装装置2,3によれば、それぞれ複数の取付け板15a〜15d及び83a〜83dが設けられた第1、第2の基板移載手段11,78の可動体12,81を、X方向とZ方向に往復駆動することで、各取付け板に設けられた吸着パッド16,84によって第1の実装装置2の第1乃至第5の載置テーブル5〜9に供給された基板W、及び第2の実装装置3の第5乃至第8の載置テーブル73〜75に供給された基板Wを同時に吸着して取出してから、上記第1乃至第5の載置テーブル5〜9及び第5乃至第8の載置テーブル73〜75の+X方向側に位置する、載置テーブルに移載することができる。
【0108】
そのため、第1の実装装置2においては第1の載置テーブル5に供給載置された基板Wを、第2乃至第5の載置テーブル6〜9に対して順次同じ精度で移載することができる。同様に、第2の実装装置3においては、第1の実装装置2の第5の載置テーブル9に移載された基板Wを、第6乃至第9の載置テーブル73〜76に対して順次同じ精度で移載することができる。
【0109】
したがって、第1の実装装置2及び第2の実装装置3において、複数の載置テーブル間における基板Wの移載を別々の移載手段によって行なう場合に比べて移載精度にばらつきが生じるのを低減することができるから、そのことによって各基板Wに対するTCP24の仮圧着(実装)を高精度に行なうことが可能となる。
【0110】
しかも、各実装装置2,3は、それぞれの基板移載手段11,78の可動体12,81だけをX方向とZ方向に往復駆動するだけで、基板Wに対するTCP24の仮圧着及び本圧着を行なうことができる。つまり、複数の基板Wを可動体12,81に設けられた取付け板15a〜15d及び83a〜83dが対向する載置テーブル5〜8及び9,73〜75から同時に取出したならば、基板Wを取出した載置テーブルの+X方向側の隣りに位置する載置テーブルに移載することができる。
【0111】
そのため、複数の載置テーブルに対して基板Wの移載をそれぞれ別々の機構で行なう場合に比べ、駆動源及びその駆動源によって駆動される機構の数を少なくして全体の構成を簡略化することができる。しかも、複数の基板の移載を同時に行なえることで、その移載を短時間で精度よく行なうことが可能となる。このように、基板Wの移載精度を向上させることができれば、その基板Wに実装されるTCP24の実装精度を向上させることもできる。
【0112】
さらに、第1の実装装置2と第2の実装装置3を一列に並設し、第1の実装装置2の第5の載置テーブル9を水平方向であるX、Yだけでなく、回転方向であるθ方向にも駆動できるようにした。
【0113】
そのため、第1の実装装置2によって長辺の一辺にTCP24が実装された基板Wを90度回転させて第2の実装装置3に受け渡すことができるから、基板Wの長辺にTCP24を実装する第1の実装装置2に連続して、第2の実装装置3によって上記基板Wの上記長辺に隣接する短辺にTCP24を実装することができる。
つまり、第1の実装装置2と第2の実装装置3を一列に並設したことで、基板Wの2つの辺に対するTCP24の実装を能率よく行なうことができる。
【0114】
なお、上記一実施の形態では第1の実装装置2の第2乃至第4の載置テーブル及び第2の実装装置3の第6乃至第8の載置テーブルをY方向とZ方向に駆動する構成としたが、TCPの仮圧着及び本圧着に係ることのない第3の載置テーブル7及び第7の載置テーブル74は駆動できる構成とせずに、固定的に設けるようにしてもよい。
【0115】
また、第1の実装装置2と第2の実装装置3を一列に並設したが、基板の4つの側辺のうちの1つだけにTCPを実装する場合にはどちらか一方の実装装置だけでよい。たとえば、第1の実装装置2だけによって基板にTCPを実装する場合、第5の載置テーブル9
をθ方向に回転させずに、一側辺にTCPが実装された基板を次工程に受け渡すようにすればよい。
【0116】
また、上記一実施の形態では基板Wの2つの長辺と2つの短辺のうち、1つの長辺と1つの短辺にTCP24を実装する例を挙げて説明したが、基板Wを1つの長辺と2つの短辺に実装するようにしてもよい。その場合、第2の実装装置3の第6の載置テーブル73と第8の載置テーブル75とを、θ駆動源によって回転方向に駆動できるようにしておく。
【0117】
そして、上記第6の載置テーブル73に載置された基板Wの一方の短辺にTCP24を仮圧着したならば、第6の載置テーブル73を180度回転させて他方の短辺にもTCP24を仮圧着する。
【0118】
2つの短辺にTCP24が仮圧着された基板Wが第6の載置テーブル73から第8の載置テーブル75に移載されたならば、基板Wの他方の短辺に仮圧着されたTCP24を本圧着した後、第8の載置テーブル75を180度回転させて基板Wの一方の短辺に仮圧着されたTCP24を本圧着すればよい。
【0119】
なお、基板Wの2つの短辺にTCP24を本圧着することで、第2の実装装置3での実装に要するクトタイムが第1の実装装置2での実装に要するタクトタイムよりも長くなり、第1の実装装置2から第2の実装装置3へ基板Wを移載するのに待ち時間が生じることになる。
【0120】
それを解消するためには、第8の載置テーブル75の下流側或いは第9の載置テーブル76の下流側にピッチPの間隔で本圧着ヘッド87をもう1つ設けるようにする。そうすれば、第1の実装装置2と第2の実装装置3でのTCP24の実装に要するタクトタイムをほぼ同じにできるから、第1の実装装置2から第2の実装装置3への基板Wの移載を、待ち時間が生じることなく行なうことができる。
【符号の説明】
【0121】
1…ベース部(装置本体)、2…第1の実装装置、3…第2の実装装置、5〜9…第1乃至第5の載置テーブル、11…第1の基板移載手段、12…可動体、13,79…X・Z駆動機構、16,84…吸着パッド(吸着部)、21…仮圧ヘッド、24…TCP(電子部品)、73〜76…第6乃至第9の載置テーブル、78…第2の基板移載手段、78…第2の基板移載手段。
【特許請求の範囲】
【請求項1】
基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
装置本体と、
この装置本体の長手方向に沿って所定間隔で配置され上面に上記基板が供給載置される複数の載置テーブルと、
複数の載置テーブルのうちの1つの載置テーブルに対向して配置されこの載置テーブルに載置された基板の側辺部に上記電子部品を仮圧着する仮圧着部と、
上記1つの載置テーブルと異なる他の載置テーブルに対向して配置されこの載置テーブルに供給載置された基板に仮圧着された上記電子部品を本圧着する本圧着部と、
上記複数の載置テーブルの上方に上下方向及び上記装置本体の長手方向に対して駆動可能に設けられ下面に複数の載置テーブルと同じ間隔で複数の吸着部が設けられていて、下降方向に駆動されて複数の載置テーブルに載置された基板を上記複数の吸着部によって同時に吸着してから上昇した後、各吸着部に保持された基板を隣りの載置テーブルに移載するよう上記装置本体の長手方向一端側から他端側に向かって駆動されて下降する基板移載手段と
を具備したことを特徴とする電子部品の実装装置。
【請求項2】
複数の上記載置テーブルのうち、上記装置本体の長手方向一端側に設けられた載置テーブルは、水平方向及び水平方向と直交する軸線を中心とする回転方向に駆動されるようになっていて、上記基板移載手段によって移載される前に供給載置された基板の位置補正を行なうことを特徴とする請求項1記載の電子部品の実装装置。
【請求項3】
上記仮圧着部と本圧着部との間隔は複数の載置テーブルの間隔の整数倍に設定されていることを特徴とする請求項1又は請求項2記載の電子部品の実装装置。
【請求項4】
基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
基板の1つの側辺部に電子部品を仮圧着してから本圧着する第1の実装装置と、
この第1の実装装置と並んで配置され上記基板の上記1つの側辺部と隣り合う他の側辺部に電子部品を仮圧着してから本圧着する第2の実装装置を具備し、
上記第1の実装装置と第2の実装装置は請求項1記載の構成であることを特徴とする電子部品の実装装置。
【請求項5】
仮圧着部で基板の側辺部に電子部品を仮圧着してから、その電子部品を本圧着部で本圧着する電子部品の実装方法であって、
所定間隔で配置されて基板が供給される複数の載置テーブルを有し、複数の載置テーブルのうち、上記仮圧着部に対向する載置テーブルに供給された基板に上記電子部品を仮圧着する工程と、
上記仮圧着部で電子部品が仮圧着された基板が上記本圧着部に対向する載置テーブルに供給されたときに上記電子部品を本圧着する工程と、
複数の吸着部が複数の載置テーブルと同じ間隔で設けられた基板移載手段を上下駆動及び複数の載置テーブルの配置方向に対して各載置テーブルの配置間隔と同じピッチで往復駆動して、上記複数の載置テーブルに供給載置された基板を複数の吸着部によって同時に取出してから、隣りの載置テーブルに同時に移載する工程と
を具備したことを特徴とする電子部品の実装方法。
【請求項1】
基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
装置本体と、
この装置本体の長手方向に沿って所定間隔で配置され上面に上記基板が供給載置される複数の載置テーブルと、
複数の載置テーブルのうちの1つの載置テーブルに対向して配置されこの載置テーブルに載置された基板の側辺部に上記電子部品を仮圧着する仮圧着部と、
上記1つの載置テーブルと異なる他の載置テーブルに対向して配置されこの載置テーブルに供給載置された基板に仮圧着された上記電子部品を本圧着する本圧着部と、
上記複数の載置テーブルの上方に上下方向及び上記装置本体の長手方向に対して駆動可能に設けられ下面に複数の載置テーブルと同じ間隔で複数の吸着部が設けられていて、下降方向に駆動されて複数の載置テーブルに載置された基板を上記複数の吸着部によって同時に吸着してから上昇した後、各吸着部に保持された基板を隣りの載置テーブルに移載するよう上記装置本体の長手方向一端側から他端側に向かって駆動されて下降する基板移載手段と
を具備したことを特徴とする電子部品の実装装置。
【請求項2】
複数の上記載置テーブルのうち、上記装置本体の長手方向一端側に設けられた載置テーブルは、水平方向及び水平方向と直交する軸線を中心とする回転方向に駆動されるようになっていて、上記基板移載手段によって移載される前に供給載置された基板の位置補正を行なうことを特徴とする請求項1記載の電子部品の実装装置。
【請求項3】
上記仮圧着部と本圧着部との間隔は複数の載置テーブルの間隔の整数倍に設定されていることを特徴とする請求項1又は請求項2記載の電子部品の実装装置。
【請求項4】
基板の側辺部に電子部品を仮圧着してから本圧着する電子部品の実装装置であって、
基板の1つの側辺部に電子部品を仮圧着してから本圧着する第1の実装装置と、
この第1の実装装置と並んで配置され上記基板の上記1つの側辺部と隣り合う他の側辺部に電子部品を仮圧着してから本圧着する第2の実装装置を具備し、
上記第1の実装装置と第2の実装装置は請求項1記載の構成であることを特徴とする電子部品の実装装置。
【請求項5】
仮圧着部で基板の側辺部に電子部品を仮圧着してから、その電子部品を本圧着部で本圧着する電子部品の実装方法であって、
所定間隔で配置されて基板が供給される複数の載置テーブルを有し、複数の載置テーブルのうち、上記仮圧着部に対向する載置テーブルに供給された基板に上記電子部品を仮圧着する工程と、
上記仮圧着部で電子部品が仮圧着された基板が上記本圧着部に対向する載置テーブルに供給されたときに上記電子部品を本圧着する工程と、
複数の吸着部が複数の載置テーブルと同じ間隔で設けられた基板移載手段を上下駆動及び複数の載置テーブルの配置方向に対して各載置テーブルの配置間隔と同じピッチで往復駆動して、上記複数の載置テーブルに供給載置された基板を複数の吸着部によって同時に取出してから、隣りの載置テーブルに同時に移載する工程と
を具備したことを特徴とする電子部品の実装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−39043(P2012−39043A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−180568(P2010−180568)
【出願日】平成22年8月11日(2010.8.11)
【出願人】(000002428)芝浦メカトロニクス株式会社 (907)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月11日(2010.8.11)
【出願人】(000002428)芝浦メカトロニクス株式会社 (907)
【Fターム(参考)】
[ Back to top ]