
電子部品の製造に用いられるペースト容器設置台
【課題】ペーストを収納するペースト容器に埃が侵入することを防止するとともに、作業時間の短縮を可能とする、電子部品の製造に用いられるペースト容器設置台を提供する。
【解決手段】電子部品の製造に用いられるペースト容器設置台10は、空気整流部12、設置台14および支持部16を含む。空気整流部12は、筒状に形成される第1部材18、錐体に形成される第2部材および送風手段22を含む。ペースト容器を設置するための設置台14は、空気整流部12の下方に離間して設けられる。支持部16は、空気整流部12と設置台14とを支持する。第1部材18の底部開口部18bの形状と第2部材20の底面20bの形状とは相似形であり、かつ、第1部材18の底部開口部18bと第2部材20の底面20bとの間には、空気の流れによる壁を形成するための隙間部26が設けられる。
【解決手段】電子部品の製造に用いられるペースト容器設置台10は、空気整流部12、設置台14および支持部16を含む。空気整流部12は、筒状に形成される第1部材18、錐体に形成される第2部材および送風手段22を含む。ペースト容器を設置するための設置台14は、空気整流部12の下方に離間して設けられる。支持部16は、空気整流部12と設置台14とを支持する。第1部材18の底部開口部18bの形状と第2部材20の底面20bの形状とは相似形であり、かつ、第1部材18の底部開口部18bと第2部材20の底面20bとの間には、空気の流れによる壁を形成するための隙間部26が設けられる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電子部品の製造に用いられるペースト容器設置台に関する。
【背景技術】
【0002】
特許文献1には、絶縁体層上に配線電極やビアホール電極を形成したセラミックグリーンシートを複数枚積層・圧着することにより構成される多層基板が記載されている。この特許文献1において記載されているような多層基板の製造に用いられるグリーンシート上の配線電極やビアホール電極には、AgやCuなどの導電性ペーストが使用される。具体的には、導電性ペーストの入ったペースト容器から所定量の導電性ペーストを取り出し、その導電性ペーストをグリーンシートの主面上に配置されたスクリーンマスク(所望の配線電極パターンが形成されたマスク)の上に配置し、スキージなどで塗広げることによりグリーンシート表面に所定の配線電極が形成される。このような工程は、必要なグリーンシートの枚数分だけ繰り返されるが、そのグリーンシートごとにペーストを配置する必要がある場合、ペースト容器からヘラ状の冶具などで所定量のペーストを取り出し、そのペーストをスクリーン上に塗布している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−172342号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述したようなペーストを塗布する工程において、設置台に置かれたペースト容器からペーストが複数回取り出される必要のあるところ、ペースト容器の蓋が開放された状態でペースト容器が設置台上に放置されると、埃等がそのペースト容器内に侵入し、その埃により配線電極の形成不良などが発生するという問題があった。また、ペーストを取り出すごとにペースト容器の蓋を閉めていると、ペーストを塗布する工程を繰り返す回数分だけペースト容器の蓋の開け閉めが必要になり工程時間が長くなったり、ペースト容器の蓋を閉める部分に取り出したペーストの一部が付着して蓋が閉まらなくなったりするため、蓋を閉める部分に付着したペーストをふき取る作業が必要になり、その結果、さらにペーストを塗布する工程時間が長くなる問題があった。
【0005】
それゆえに、この発明の主たる目的は、導電性ペースト等を用いて作製する電子部品の製造に用いられるペースト容器設置台であって、それらペーストを収納するペースト容器に埃が侵入することを防止するとともに、作業時間の短縮を可能とする、電子部品の製造に用いられるペースト容器設置台を提供することである。
【課題を解決するための手段】
【0006】
この発明にかかる電子部品の製造に用いられるペースト容器設置台は、電子部品の製造に用いられるペースト容器を設置するための設置台であって、筒状に形成される第1部材と、錐体に形成され、錐体の頂点を上向きにして第1部材の内部に配置される第2部材と、第2部材の頂点の上側に配置される送風手段と、第1部材の下方に離間して、ペースト容器を設置するための設置部と、を含む、電子部品の製造に用いられるペースト容器設置台であって、第1部材の底部開口部の形状と第2部材の底面の形状とは相似形であり、かつ、第1部材の底部開口部と第2部材の底面との間には隙間部が設けられることを特徴とする、電子部品の製造に用いられるペースト容器設置台である。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第1部材の底部開口部は、設置部に設置されるペースト容器の底部開口部に対向する開口部よりも大きいことが好ましい。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第2部材の底面の外周部はペースト容器の開口部よりも大きいことが好ましい。
さらにまた、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、少なくとも設置部を支持するための支持部を含み、設置部は、支持部下端より上方に離間して設置され、かつ、網目状に形成されることが好ましい。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第1部材の底面と第2部材の底面とが面一となるように形成されることが好ましい。
【発明の効果】
【0007】
この発明にかかる電子部品の製造に用いられるペースト容器設置台によれば、空気整流部の下方に筒状の空気の流れによる壁であるエアカーテンを形成することができ、そのエアカーテンの内側に埃の侵入を防ぎたいペースト容器を配置するので、そのペースト容器の内部への埃の侵入を防止することができる。また、ペースト容器に蓋を使用しないので、蓋を閉める部分に付着したペーストをふき取る作業時間が必要ないため、作業時間を短縮することができる。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台において、第1部材の底部開口部が、ペースト容器の底部開口部に対向する開口部よりも大きく形成されると、隙間部において整流された筒状の空気の流れが、ペースト容器の周囲を完全に覆うことができるので、ペースト容器の内部への埃の侵入を確実に防止することができる。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台において、第2部材の底面の外周部が、前記ペースト容器の前記開口部よりも大きく形成されると、第2部材の底部の外周部がペースト容器の周囲を完全に覆うことができるため、ペースト容器開口部周囲にエアカーテンを形成することができ、ペースト容器の内部への埃の侵入をさらに確実に防止することができる。
さらにまた、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、設置部が支持部下端より上方に離間して設置され、かつ網目状に形成されると、ペースト容器の周囲における空気の流れを容器下部へ通過することができるので、ペースト容器の周囲における空気の流れを安定にさせ、ペースト容器の内部への埃の侵入をより確実に防止することができる。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第1部材の底面と第2部材の底面とが面一となるように形成されると、例えば、第1部材と第2部材との隙間から吹出す空気の流れが、第2部材の側へ回り込むような空気の流れの乱れを防止することができるので、整流作用がより向上する。
【0008】
この発明の上述の目的、その他の目的、特徴および利点は、図面を参照して行う以下の発明を実施するための形態の説明から一層明らかとなろう。
【図面の簡単な説明】
【0009】
【図1】この発明にかかる電子部品の製造に用いられるペースト容器設置台の一実施の形態を示す概略図である。
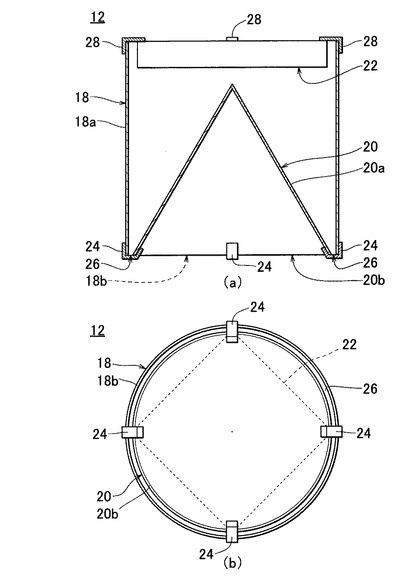
【図2】この発明にかかる電子部品の製造に用いられるペースト容器設置台における空気整流部の一実施の形態を示す図であり、(a)は空気整流部の断面図であり、(b)は空気整流部の底面図である。
【発明を実施するための形態】
【0010】
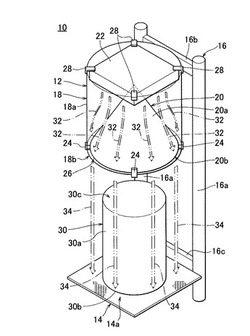
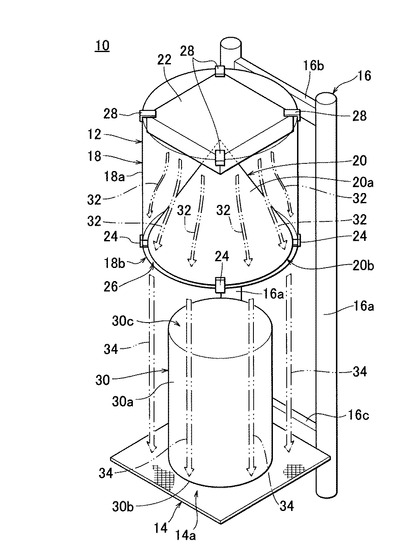
本発明にかかる電子部品の製造に用いられるペースト容器設置台の一実施の形態について説明する。図1は、本発明にかかる電子部品の製造に用いられるペースト容器設置台の一実施の形態についての概念図である。また、図2は、本発明にかかる電子部品の製造に用いられるペースト容器設置台における空気整流部の一実施の形態を示す図であり、(a)は空気整流部の断面図であり、(b)は空気整流部の底面図である。
【0011】
この電子部品の製造に用いられるペースト容器設置台(以下、単にペースト容器設置台という)は、ペーストが入れられたペースト容器を開放した状態でも、ペースト容器の周囲(ペースト容器の側壁部)に形成されたエアカーテンにより、外部からペースト容器内に埃等が入ることを防止することを可能にするペースト容器設置台である。以下、本発明にかかるペースト容器設置台の一実施の形態について詳細に説明する。
【0012】
図1に記載のペースト容器設置台10は、空気整流部12、設置台14および支持部16を含む。そして、設置台14には、ペースト容器30が設置される。
【0013】
ペースト容器30は、導電性ペーストや絶縁ペースト、クリームはんだ等の印刷用ペーストを保管しておくための容器である。ペースト容器30は、例えば、有底円筒状に形成される容器である。ペースト容器30は、筒部30aおよび底面部30bを含む。そして、ペースト容器30における筒部30aの上端縁において、開口部30cが設けられる。開口部30cの形状は、例えば、円形である。ペースト容器30の直径は、例えば、100mmであり、高さは150mmである。
【0014】
空気整流部12は、ペースト容器30の周囲に空気を供給することで、エアカーテン34を形成するために設けられる。空気整流部12は、第1部材18、第2部材20および送風手段22を含む。本実施の形態において、空気整流部12は、支持部16における上部側に配置される。
【0015】
第1部材18は、その内部に第2部材20および送風手段22を配置するために設けられ、加えて、送風手段22により供給される空気を空気整流部12の下方へ導くために設けられる。第1部材18は、筒状に形成され、筒部18aおよび底部開口部18bを含む。本実施の形態において、筒部18aは、中空円柱状に形成された筒状に形成される。筒部18aの下端縁には、底部開口部18bが形成される。第1部材18の底部開口部18bは、ペースト容器30の開口部30cよりも大きい。また、第1部財18の底面開口部18bは、ペースト容器30の開口部30cに対向する。第1部材18は、例えば、亜鉛の鉄板により形成される。また、第1部材18の直径は、例えば、150mmであり、高さは150mmである。
【0016】
第2部材20は、送風手段22により供給される空気を整流するために設けられる。第2部材20は、錐体に形成され、側面20aおよび底面20bを含む。本実施の形態において、第2部材20は、例えば、円錐状に形成される。なお、底面20bは、側面20aの下端縁を外形とする仮想の面である。第2部材20は、その錐体の頂点を上向きにして第1部材18の内部に配置される。また、第2部材20の底面20bの形状は、第1部材18の底部開口部18bの形状と相似である。第2部材20の底面20bの外周部は、ペースト容器30の開口部30cよりも大きい。また、第1部材18の底部開口部18bの形状や第2部材20の底面20bの形状は、ペースト容器30の開口部30cの形状に対しても相似であることが好ましい。第2部材20は、例えば、ポリ塩化ビニルにより形成される。また、第2部材20の底面20bの直径は148mmであり、高さは120mmである。設置台14にペースト容器30を配置する際は、第1部材18の底部開口部18bにペースト容器30の開口部30cの全てが収まるように配置される。また、第2部材20の底面20bの外周部にペースト容器30の開口部30cの全てが収まるように配置される。ペースト容器30の周囲を完全に覆うことができるので、ペースト容器30の内部への埃等の侵入をより確実に防止することができるからである。
【0017】
第2部材20は、第1部材18に複数のV字形の取付部材24により取り付けられる。本実施の形態において、4つの取付部材24が使用される。ここで、第1部材18の底面と第2部材20の底面20bとは面一に形成される。なお、第1部材18の底面とは、筒部18aの下端縁を外形とする仮想の面である。第2部材の底面20bの外径は、第1部材18の底部開口部18bの内径よりも小さい。したがって、第1部材18の底部開口部18bの端辺と第2部材20の底面20bの端辺との間には、リング状の隙間部26が形成される。換言すると、第1部材18の筒部18aの下端縁と第2部材20の側面20aの下端縁との間には、リング状の隙間部26が形成される。隙間部26は、送風手段22により供給される空気の流れに基づいてエアカーテン34を形成するために設けられる。第1部材18における筒部18aの内側面と第2部材20の側面20aとの間において形成される空間は、隙間部26に向かって狭くなるように形成される。本実施の形態において、隙間部26の幅は、1mmである。
【0018】
送風手段22は、空気を空気整流部12の内部方向に供給することで、ペースト容器30の周囲に筒状のエアカーテン34を形成するために設けられる。送風手段22は、直方体に形成される。送風手段22の内部には、ファン(図示せず)および駆動部(図示せず)が備えられる。そして、駆動部がファンを回転することで、下方に向かう空気の流れが発生する。送風手段22は、円錐状に形成される第2部材20の頂点の上側に設置される。送風手段22は、第1部材18に複数のL字形の取付部材28により取り付けられる。本実施の形態においては、4つの取付部材28が使用される。送風手段22は、底面の一辺の長さが100mmの正方形であり、高さが20mmの直方体である。
【0019】
ここで、ペースト容器設置台10の設置環境に応じて、この送風手段22におけるファンの回転数を変更することで、ペースト容器30内への埃等の侵入が、より確実に防止することができる。すなわち、例えば、設置場所における周囲の空気の乱れが多い場合には、ファンの回転数を上昇させ、設置場所における周囲の空気の乱れが少ない場合には、ファンの回転数を減少するように制御するのが好ましい。
【0020】
設置台14は、ペースト容器30を設置するために設けられる。設置台14は、例えば、板状に形成され、網目状に形成される。設置台14の上面14aには、ペースト容器30が設置される。設置台14は、支持部16の下端より上方に離間して設置される。換言すると、設置台14は、空気整流部12と支持部16の下端部との中間部に配置される。設置台14は、支持部16に対して垂直に配置される。空気整流部12と設置台14との間の距離は、少なくともペースト容器30を設置台14に設置するために必要な大きさが確保されるように定められる。なお、ペースト容器30を設置台14に設置したとき、さらに、ペースト容器30の開口部30cと空気整流部12の下端との間の距離は、ペースト容器30からペーストを取り出せる空間を設けるのが好ましい。本実施の形態において、空気整流部12の下端と設置台14との間の距離は、250mmである。すなわち、空気整流部12の下端とペースト容器30の開口部30cとの間の距離は、100mmである。
【0021】
支持部16は、空気整流部12および設置台14を支持するために設けられる。支持部16は、支持部材16a、16a、第1連結部材16bおよび第2連結部材16cを含む。支持部材16a、16bは、棒状に形成される。そして、支持部材16a、16aは、互いに平行に、第1部材18の幅と概ね同一の距離を隔てて配置される。支持部材16a、16bは、ペースト容器設置台10が設置される面に対して垂直となるように設置される。第1連結部材16bは、板状に形成される。第1連結部材16bは、支持部材16a、16aの上部側において、互いに平行に距離を隔てて設けられる支持部材16a、16aを連結するように設けられる。そして、第1連結部材16bには、空気整流部12が取り付けられる。ここで、第1部材18が、例えば、ポリ塩化ビニル等の樹脂製により形成される場合はネジ止めにより取り付けられ、金属製により形成される場合は、溶接止めにより取り付けられて固定される。また、第2連結部材16cは、板状に形成される。第2連結部材16bは、支持部材16a、16aの下部側において、互いに平行に距離を隔てて設けられる支持部材16a、16aを連結するように設けられる。
【0022】
ここで、送風経路32、エアカーテン34について説明する。まず、送付手段22により発生した空気の流れは下方に向かい、第2部材20の側面20aに接触する。そして、その空気の流れは、側面20a上を沿うようにさらに下方に流れることにより隙間部26に向かって送風経路32が形成される。また、第1部材18における筒部18aの内側面と第2部材20の側面20aとの間において形成される空間は、隙間部26に向かって狭くなるように形成されている。したがって、空気の流れは、その空間を通って、リング状に形成されている隙間部26を通ることにより整流されて下方に流れ、筒状の空気の流れの壁であるエアカーテン34が形成される。このように、エアカーテン34は、空気整流部12の下端側から設置台14の方向に向かって筒状に形成されるので、ペースト容器30の開口部30cは、このエアカーテン34により、エアカーテン34に対して外側の空間とは遮断される。
【0023】
本発明にかかるペースト容器設置台10によれば、送風手段22により発生した空気の流れが、リング状に形成される隙間部26を通って形成される空気の流れが筒状の壁であるエアカーテン34を形成し、そのエアカーテン34の内側において埃の侵入を防ぎたいペースト容器30が配置されるので、そのペースト容器30の内部への埃の侵入を防止することができる。また、ペースト容器30は、開口部30cが開口されたままの状態で、ペースト設置台10に設置しておくことができるので、ペースト容器30の蓋を閉める必要がなく、蓋を閉める部分に付着したペーストをふき取る必要のないことから、作業時間を短縮することができる。
【0024】
また、本発明にかかるペースト容器設置台10によれば、設置台14にペースト容器30を配置する際は、第1部材18の底部開口部18bにペースト容器30の開口部30cの全てが収まるように配置される。したがって、ペースト容器30の周囲を完全に覆うことができるので、ペースト容器30の内部への埃等の侵入をより確実に防止することができる。また、第2部材20の底面20bの外周部をペースト容器30の開口部30cの全てが収まるように配置することにより、ペースト容器30の筒部30a周囲にエアカーテン34を形成することができるので、ペースト容器30の内部への埃等の侵入をさらに確実に防止することができる。
【0025】
さらに、本発明にかかるペースト容器設置台10によれば、設置台14が、支持部16の下端より上方に離間して配置され、かつ、設置台14が、網目状に形成されている。したがって、エアカーテン34による空気の流れをペースト容器30の周囲を通過したエアカーテン34による空気の流れがペースト容器30より下方に通過するように流れるので、その通過した後の空気による空気の流れの乱れを防止することができ、ペースト容器30内への埃等の混入をより確実に防止することができる。
【0026】
さらにまた、本発明にかかるペースト容器設置台10によれば、第1部材18の底面と第2部材20の底面20bとは面一に形成されるので、例えば、隙間部26から吹出す空気の流れが、第2部材20の側へ回り込むような空気の流れの乱れを防止することができる。したがって、ペースト容器30の周囲における空気の流れの整流作用を向上することができる。
【0027】
なお、本発明にかかるペースト容器設置台は、電子部品の製造工程で用いられるクリーンルーム等の空間に設置されるのが好ましい。ペースト容器内に埃等が混入することをより確実に防止することができるからである。
【0028】
また、上述の実施の形態にかかるペースト容器設置台は、空気整流部の第1部材は、中空円柱状の筒状に形成されているが、これに限られるものではない。すなわち、第1部材は、中空四角柱の筒状に形成されてもよく、中空三角柱の筒状に形成されてもよく、また、筒状に形成されていれば、どのような角柱でもよく、それに対応して、第1部材の底部開口部の形状は多角形でもよい。このとき、錐体に形成される第2部材の底面の形状は、第1部材の底部開口部の形状に対して相似形に形成されていればよい。
【0029】
また、上述の実施の形態にかかるペースト容器設置台は、例えば、第1部材を中空円柱状とし、第2部材を円錐にした場合、ペースト容器は、有底円筒状の容器が用いられるが、これに限られるものではなく、第1部材の底面の大きさに収まるのであれば、ペースト容器は、有底四角柱状の筒部により形成されているものを使用してもよい。すなわち、ペースト容器の開口部の形状が矩形であって、第1部材の底部開口部の形状が円形であっても、ペースト容器の開口部の大きさが第1部材の底部開口部の大きさの範囲内に収まっていればよい。
【0030】
また、上述の実施の形態において、空気整流部と設置台とが支持部により支持されているが、これに限られるものではなく、空気整流部や設置台を、例えば、壁等により取り付けるようにしてもよい。また、設置台のみが支持部により支持されるようにしてもよい。
【0031】
さらにまた、上述の実施の形態において、設置台は、支持部の下端より上方に離間して設置され、網目状に形成されているが、これに限られるものではない。すなわち、ペースト容器を設置することが可能であり、そして、空気整流部から供給される空気の流れが、設置台を介して通風できるように形成されていれば、これに限られるものではない。
【0032】
さらに、上述の実施の形態において、第1部材の底面と第2部材の底面とが面一に形成されているが、これに限られるものではなく、第2部材の底面が、第1部材の底面より上方に配置されていてもよい。
【0033】
また、上述の実施の形態において、第2部材の底面は塞がれていないが、これに限られるものではなく、塞がれていてもよい。第2部材が、このように形成されることで、空気整流部より下方における空気の流れがより安定することに寄与する。
【0034】
さらに、上述の実施の形態において、第1部材は、亜鉛の鉄板で形成されているが、これに限られるものではなく、亜鉛の鉄板の代わりにステンレス等のその他の金属やプラスチック等のその他の樹脂などで形成されてもよい。また、第2部材は、ポリ塩化ビニルにより形成されているが、これに限られるものではなく、ポリ塩化ビニルの代わりに、ステンレス等のその他の金属やプラスチック等のその他の樹脂などで形成されてもよい。
【産業上の利用可能性】
【0035】
この発明にかかる電子部品の製造に用いられるペースト容器設置台は、特に、例えば積層セラミックコンデンサなどの電子部品を製造する際に好適に用いられる。
【符号の説明】
【0036】
10 ペースト容器設置台
12 空気整流部
14 設置台
14a 上面
16 支持部
16a 支持部材
16b 第1連結部材
16c 第2連結部材
18 第1部材
18a 筒部
18b 底部開口部
20 第2部材
20a 側面
20b 底面
22 送風手段
24 取付部材
26 隙間部
28 取付部材
30 ペースト容器
30a 筒部
30b 底面部
30c 開口部
32 送風経路
34 エアカーテン
【技術分野】
【0001】
この発明は、電子部品の製造に用いられるペースト容器設置台に関する。
【背景技術】
【0002】
特許文献1には、絶縁体層上に配線電極やビアホール電極を形成したセラミックグリーンシートを複数枚積層・圧着することにより構成される多層基板が記載されている。この特許文献1において記載されているような多層基板の製造に用いられるグリーンシート上の配線電極やビアホール電極には、AgやCuなどの導電性ペーストが使用される。具体的には、導電性ペーストの入ったペースト容器から所定量の導電性ペーストを取り出し、その導電性ペーストをグリーンシートの主面上に配置されたスクリーンマスク(所望の配線電極パターンが形成されたマスク)の上に配置し、スキージなどで塗広げることによりグリーンシート表面に所定の配線電極が形成される。このような工程は、必要なグリーンシートの枚数分だけ繰り返されるが、そのグリーンシートごとにペーストを配置する必要がある場合、ペースト容器からヘラ状の冶具などで所定量のペーストを取り出し、そのペーストをスクリーン上に塗布している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−172342号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述したようなペーストを塗布する工程において、設置台に置かれたペースト容器からペーストが複数回取り出される必要のあるところ、ペースト容器の蓋が開放された状態でペースト容器が設置台上に放置されると、埃等がそのペースト容器内に侵入し、その埃により配線電極の形成不良などが発生するという問題があった。また、ペーストを取り出すごとにペースト容器の蓋を閉めていると、ペーストを塗布する工程を繰り返す回数分だけペースト容器の蓋の開け閉めが必要になり工程時間が長くなったり、ペースト容器の蓋を閉める部分に取り出したペーストの一部が付着して蓋が閉まらなくなったりするため、蓋を閉める部分に付着したペーストをふき取る作業が必要になり、その結果、さらにペーストを塗布する工程時間が長くなる問題があった。
【0005】
それゆえに、この発明の主たる目的は、導電性ペースト等を用いて作製する電子部品の製造に用いられるペースト容器設置台であって、それらペーストを収納するペースト容器に埃が侵入することを防止するとともに、作業時間の短縮を可能とする、電子部品の製造に用いられるペースト容器設置台を提供することである。
【課題を解決するための手段】
【0006】
この発明にかかる電子部品の製造に用いられるペースト容器設置台は、電子部品の製造に用いられるペースト容器を設置するための設置台であって、筒状に形成される第1部材と、錐体に形成され、錐体の頂点を上向きにして第1部材の内部に配置される第2部材と、第2部材の頂点の上側に配置される送風手段と、第1部材の下方に離間して、ペースト容器を設置するための設置部と、を含む、電子部品の製造に用いられるペースト容器設置台であって、第1部材の底部開口部の形状と第2部材の底面の形状とは相似形であり、かつ、第1部材の底部開口部と第2部材の底面との間には隙間部が設けられることを特徴とする、電子部品の製造に用いられるペースト容器設置台である。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第1部材の底部開口部は、設置部に設置されるペースト容器の底部開口部に対向する開口部よりも大きいことが好ましい。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第2部材の底面の外周部はペースト容器の開口部よりも大きいことが好ましい。
さらにまた、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、少なくとも設置部を支持するための支持部を含み、設置部は、支持部下端より上方に離間して設置され、かつ、網目状に形成されることが好ましい。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第1部材の底面と第2部材の底面とが面一となるように形成されることが好ましい。
【発明の効果】
【0007】
この発明にかかる電子部品の製造に用いられるペースト容器設置台によれば、空気整流部の下方に筒状の空気の流れによる壁であるエアカーテンを形成することができ、そのエアカーテンの内側に埃の侵入を防ぎたいペースト容器を配置するので、そのペースト容器の内部への埃の侵入を防止することができる。また、ペースト容器に蓋を使用しないので、蓋を閉める部分に付着したペーストをふき取る作業時間が必要ないため、作業時間を短縮することができる。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台において、第1部材の底部開口部が、ペースト容器の底部開口部に対向する開口部よりも大きく形成されると、隙間部において整流された筒状の空気の流れが、ペースト容器の周囲を完全に覆うことができるので、ペースト容器の内部への埃の侵入を確実に防止することができる。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台において、第2部材の底面の外周部が、前記ペースト容器の前記開口部よりも大きく形成されると、第2部材の底部の外周部がペースト容器の周囲を完全に覆うことができるため、ペースト容器開口部周囲にエアカーテンを形成することができ、ペースト容器の内部への埃の侵入をさらに確実に防止することができる。
さらにまた、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、設置部が支持部下端より上方に離間して設置され、かつ網目状に形成されると、ペースト容器の周囲における空気の流れを容器下部へ通過することができるので、ペースト容器の周囲における空気の流れを安定にさせ、ペースト容器の内部への埃の侵入をより確実に防止することができる。
また、この発明にかかる電子部品の製造に用いられるペースト容器設置台では、第1部材の底面と第2部材の底面とが面一となるように形成されると、例えば、第1部材と第2部材との隙間から吹出す空気の流れが、第2部材の側へ回り込むような空気の流れの乱れを防止することができるので、整流作用がより向上する。
【0008】
この発明の上述の目的、その他の目的、特徴および利点は、図面を参照して行う以下の発明を実施するための形態の説明から一層明らかとなろう。
【図面の簡単な説明】
【0009】
【図1】この発明にかかる電子部品の製造に用いられるペースト容器設置台の一実施の形態を示す概略図である。
【図2】この発明にかかる電子部品の製造に用いられるペースト容器設置台における空気整流部の一実施の形態を示す図であり、(a)は空気整流部の断面図であり、(b)は空気整流部の底面図である。
【発明を実施するための形態】
【0010】
本発明にかかる電子部品の製造に用いられるペースト容器設置台の一実施の形態について説明する。図1は、本発明にかかる電子部品の製造に用いられるペースト容器設置台の一実施の形態についての概念図である。また、図2は、本発明にかかる電子部品の製造に用いられるペースト容器設置台における空気整流部の一実施の形態を示す図であり、(a)は空気整流部の断面図であり、(b)は空気整流部の底面図である。
【0011】
この電子部品の製造に用いられるペースト容器設置台(以下、単にペースト容器設置台という)は、ペーストが入れられたペースト容器を開放した状態でも、ペースト容器の周囲(ペースト容器の側壁部)に形成されたエアカーテンにより、外部からペースト容器内に埃等が入ることを防止することを可能にするペースト容器設置台である。以下、本発明にかかるペースト容器設置台の一実施の形態について詳細に説明する。
【0012】
図1に記載のペースト容器設置台10は、空気整流部12、設置台14および支持部16を含む。そして、設置台14には、ペースト容器30が設置される。
【0013】
ペースト容器30は、導電性ペーストや絶縁ペースト、クリームはんだ等の印刷用ペーストを保管しておくための容器である。ペースト容器30は、例えば、有底円筒状に形成される容器である。ペースト容器30は、筒部30aおよび底面部30bを含む。そして、ペースト容器30における筒部30aの上端縁において、開口部30cが設けられる。開口部30cの形状は、例えば、円形である。ペースト容器30の直径は、例えば、100mmであり、高さは150mmである。
【0014】
空気整流部12は、ペースト容器30の周囲に空気を供給することで、エアカーテン34を形成するために設けられる。空気整流部12は、第1部材18、第2部材20および送風手段22を含む。本実施の形態において、空気整流部12は、支持部16における上部側に配置される。
【0015】
第1部材18は、その内部に第2部材20および送風手段22を配置するために設けられ、加えて、送風手段22により供給される空気を空気整流部12の下方へ導くために設けられる。第1部材18は、筒状に形成され、筒部18aおよび底部開口部18bを含む。本実施の形態において、筒部18aは、中空円柱状に形成された筒状に形成される。筒部18aの下端縁には、底部開口部18bが形成される。第1部材18の底部開口部18bは、ペースト容器30の開口部30cよりも大きい。また、第1部財18の底面開口部18bは、ペースト容器30の開口部30cに対向する。第1部材18は、例えば、亜鉛の鉄板により形成される。また、第1部材18の直径は、例えば、150mmであり、高さは150mmである。
【0016】
第2部材20は、送風手段22により供給される空気を整流するために設けられる。第2部材20は、錐体に形成され、側面20aおよび底面20bを含む。本実施の形態において、第2部材20は、例えば、円錐状に形成される。なお、底面20bは、側面20aの下端縁を外形とする仮想の面である。第2部材20は、その錐体の頂点を上向きにして第1部材18の内部に配置される。また、第2部材20の底面20bの形状は、第1部材18の底部開口部18bの形状と相似である。第2部材20の底面20bの外周部は、ペースト容器30の開口部30cよりも大きい。また、第1部材18の底部開口部18bの形状や第2部材20の底面20bの形状は、ペースト容器30の開口部30cの形状に対しても相似であることが好ましい。第2部材20は、例えば、ポリ塩化ビニルにより形成される。また、第2部材20の底面20bの直径は148mmであり、高さは120mmである。設置台14にペースト容器30を配置する際は、第1部材18の底部開口部18bにペースト容器30の開口部30cの全てが収まるように配置される。また、第2部材20の底面20bの外周部にペースト容器30の開口部30cの全てが収まるように配置される。ペースト容器30の周囲を完全に覆うことができるので、ペースト容器30の内部への埃等の侵入をより確実に防止することができるからである。
【0017】
第2部材20は、第1部材18に複数のV字形の取付部材24により取り付けられる。本実施の形態において、4つの取付部材24が使用される。ここで、第1部材18の底面と第2部材20の底面20bとは面一に形成される。なお、第1部材18の底面とは、筒部18aの下端縁を外形とする仮想の面である。第2部材の底面20bの外径は、第1部材18の底部開口部18bの内径よりも小さい。したがって、第1部材18の底部開口部18bの端辺と第2部材20の底面20bの端辺との間には、リング状の隙間部26が形成される。換言すると、第1部材18の筒部18aの下端縁と第2部材20の側面20aの下端縁との間には、リング状の隙間部26が形成される。隙間部26は、送風手段22により供給される空気の流れに基づいてエアカーテン34を形成するために設けられる。第1部材18における筒部18aの内側面と第2部材20の側面20aとの間において形成される空間は、隙間部26に向かって狭くなるように形成される。本実施の形態において、隙間部26の幅は、1mmである。
【0018】
送風手段22は、空気を空気整流部12の内部方向に供給することで、ペースト容器30の周囲に筒状のエアカーテン34を形成するために設けられる。送風手段22は、直方体に形成される。送風手段22の内部には、ファン(図示せず)および駆動部(図示せず)が備えられる。そして、駆動部がファンを回転することで、下方に向かう空気の流れが発生する。送風手段22は、円錐状に形成される第2部材20の頂点の上側に設置される。送風手段22は、第1部材18に複数のL字形の取付部材28により取り付けられる。本実施の形態においては、4つの取付部材28が使用される。送風手段22は、底面の一辺の長さが100mmの正方形であり、高さが20mmの直方体である。
【0019】
ここで、ペースト容器設置台10の設置環境に応じて、この送風手段22におけるファンの回転数を変更することで、ペースト容器30内への埃等の侵入が、より確実に防止することができる。すなわち、例えば、設置場所における周囲の空気の乱れが多い場合には、ファンの回転数を上昇させ、設置場所における周囲の空気の乱れが少ない場合には、ファンの回転数を減少するように制御するのが好ましい。
【0020】
設置台14は、ペースト容器30を設置するために設けられる。設置台14は、例えば、板状に形成され、網目状に形成される。設置台14の上面14aには、ペースト容器30が設置される。設置台14は、支持部16の下端より上方に離間して設置される。換言すると、設置台14は、空気整流部12と支持部16の下端部との中間部に配置される。設置台14は、支持部16に対して垂直に配置される。空気整流部12と設置台14との間の距離は、少なくともペースト容器30を設置台14に設置するために必要な大きさが確保されるように定められる。なお、ペースト容器30を設置台14に設置したとき、さらに、ペースト容器30の開口部30cと空気整流部12の下端との間の距離は、ペースト容器30からペーストを取り出せる空間を設けるのが好ましい。本実施の形態において、空気整流部12の下端と設置台14との間の距離は、250mmである。すなわち、空気整流部12の下端とペースト容器30の開口部30cとの間の距離は、100mmである。
【0021】
支持部16は、空気整流部12および設置台14を支持するために設けられる。支持部16は、支持部材16a、16a、第1連結部材16bおよび第2連結部材16cを含む。支持部材16a、16bは、棒状に形成される。そして、支持部材16a、16aは、互いに平行に、第1部材18の幅と概ね同一の距離を隔てて配置される。支持部材16a、16bは、ペースト容器設置台10が設置される面に対して垂直となるように設置される。第1連結部材16bは、板状に形成される。第1連結部材16bは、支持部材16a、16aの上部側において、互いに平行に距離を隔てて設けられる支持部材16a、16aを連結するように設けられる。そして、第1連結部材16bには、空気整流部12が取り付けられる。ここで、第1部材18が、例えば、ポリ塩化ビニル等の樹脂製により形成される場合はネジ止めにより取り付けられ、金属製により形成される場合は、溶接止めにより取り付けられて固定される。また、第2連結部材16cは、板状に形成される。第2連結部材16bは、支持部材16a、16aの下部側において、互いに平行に距離を隔てて設けられる支持部材16a、16aを連結するように設けられる。
【0022】
ここで、送風経路32、エアカーテン34について説明する。まず、送付手段22により発生した空気の流れは下方に向かい、第2部材20の側面20aに接触する。そして、その空気の流れは、側面20a上を沿うようにさらに下方に流れることにより隙間部26に向かって送風経路32が形成される。また、第1部材18における筒部18aの内側面と第2部材20の側面20aとの間において形成される空間は、隙間部26に向かって狭くなるように形成されている。したがって、空気の流れは、その空間を通って、リング状に形成されている隙間部26を通ることにより整流されて下方に流れ、筒状の空気の流れの壁であるエアカーテン34が形成される。このように、エアカーテン34は、空気整流部12の下端側から設置台14の方向に向かって筒状に形成されるので、ペースト容器30の開口部30cは、このエアカーテン34により、エアカーテン34に対して外側の空間とは遮断される。
【0023】
本発明にかかるペースト容器設置台10によれば、送風手段22により発生した空気の流れが、リング状に形成される隙間部26を通って形成される空気の流れが筒状の壁であるエアカーテン34を形成し、そのエアカーテン34の内側において埃の侵入を防ぎたいペースト容器30が配置されるので、そのペースト容器30の内部への埃の侵入を防止することができる。また、ペースト容器30は、開口部30cが開口されたままの状態で、ペースト設置台10に設置しておくことができるので、ペースト容器30の蓋を閉める必要がなく、蓋を閉める部分に付着したペーストをふき取る必要のないことから、作業時間を短縮することができる。
【0024】
また、本発明にかかるペースト容器設置台10によれば、設置台14にペースト容器30を配置する際は、第1部材18の底部開口部18bにペースト容器30の開口部30cの全てが収まるように配置される。したがって、ペースト容器30の周囲を完全に覆うことができるので、ペースト容器30の内部への埃等の侵入をより確実に防止することができる。また、第2部材20の底面20bの外周部をペースト容器30の開口部30cの全てが収まるように配置することにより、ペースト容器30の筒部30a周囲にエアカーテン34を形成することができるので、ペースト容器30の内部への埃等の侵入をさらに確実に防止することができる。
【0025】
さらに、本発明にかかるペースト容器設置台10によれば、設置台14が、支持部16の下端より上方に離間して配置され、かつ、設置台14が、網目状に形成されている。したがって、エアカーテン34による空気の流れをペースト容器30の周囲を通過したエアカーテン34による空気の流れがペースト容器30より下方に通過するように流れるので、その通過した後の空気による空気の流れの乱れを防止することができ、ペースト容器30内への埃等の混入をより確実に防止することができる。
【0026】
さらにまた、本発明にかかるペースト容器設置台10によれば、第1部材18の底面と第2部材20の底面20bとは面一に形成されるので、例えば、隙間部26から吹出す空気の流れが、第2部材20の側へ回り込むような空気の流れの乱れを防止することができる。したがって、ペースト容器30の周囲における空気の流れの整流作用を向上することができる。
【0027】
なお、本発明にかかるペースト容器設置台は、電子部品の製造工程で用いられるクリーンルーム等の空間に設置されるのが好ましい。ペースト容器内に埃等が混入することをより確実に防止することができるからである。
【0028】
また、上述の実施の形態にかかるペースト容器設置台は、空気整流部の第1部材は、中空円柱状の筒状に形成されているが、これに限られるものではない。すなわち、第1部材は、中空四角柱の筒状に形成されてもよく、中空三角柱の筒状に形成されてもよく、また、筒状に形成されていれば、どのような角柱でもよく、それに対応して、第1部材の底部開口部の形状は多角形でもよい。このとき、錐体に形成される第2部材の底面の形状は、第1部材の底部開口部の形状に対して相似形に形成されていればよい。
【0029】
また、上述の実施の形態にかかるペースト容器設置台は、例えば、第1部材を中空円柱状とし、第2部材を円錐にした場合、ペースト容器は、有底円筒状の容器が用いられるが、これに限られるものではなく、第1部材の底面の大きさに収まるのであれば、ペースト容器は、有底四角柱状の筒部により形成されているものを使用してもよい。すなわち、ペースト容器の開口部の形状が矩形であって、第1部材の底部開口部の形状が円形であっても、ペースト容器の開口部の大きさが第1部材の底部開口部の大きさの範囲内に収まっていればよい。
【0030】
また、上述の実施の形態において、空気整流部と設置台とが支持部により支持されているが、これに限られるものではなく、空気整流部や設置台を、例えば、壁等により取り付けるようにしてもよい。また、設置台のみが支持部により支持されるようにしてもよい。
【0031】
さらにまた、上述の実施の形態において、設置台は、支持部の下端より上方に離間して設置され、網目状に形成されているが、これに限られるものではない。すなわち、ペースト容器を設置することが可能であり、そして、空気整流部から供給される空気の流れが、設置台を介して通風できるように形成されていれば、これに限られるものではない。
【0032】
さらに、上述の実施の形態において、第1部材の底面と第2部材の底面とが面一に形成されているが、これに限られるものではなく、第2部材の底面が、第1部材の底面より上方に配置されていてもよい。
【0033】
また、上述の実施の形態において、第2部材の底面は塞がれていないが、これに限られるものではなく、塞がれていてもよい。第2部材が、このように形成されることで、空気整流部より下方における空気の流れがより安定することに寄与する。
【0034】
さらに、上述の実施の形態において、第1部材は、亜鉛の鉄板で形成されているが、これに限られるものではなく、亜鉛の鉄板の代わりにステンレス等のその他の金属やプラスチック等のその他の樹脂などで形成されてもよい。また、第2部材は、ポリ塩化ビニルにより形成されているが、これに限られるものではなく、ポリ塩化ビニルの代わりに、ステンレス等のその他の金属やプラスチック等のその他の樹脂などで形成されてもよい。
【産業上の利用可能性】
【0035】
この発明にかかる電子部品の製造に用いられるペースト容器設置台は、特に、例えば積層セラミックコンデンサなどの電子部品を製造する際に好適に用いられる。
【符号の説明】
【0036】
10 ペースト容器設置台
12 空気整流部
14 設置台
14a 上面
16 支持部
16a 支持部材
16b 第1連結部材
16c 第2連結部材
18 第1部材
18a 筒部
18b 底部開口部
20 第2部材
20a 側面
20b 底面
22 送風手段
24 取付部材
26 隙間部
28 取付部材
30 ペースト容器
30a 筒部
30b 底面部
30c 開口部
32 送風経路
34 エアカーテン
【特許請求の範囲】
【請求項1】
電子部品の製造に用いられるペースト容器を設置するための設置台であって、
筒状に形成される第1部材と、
錐体に形成され、前記錐体の頂点を上向きにして前記第1部材の内部に配置される第2部材と、
前記第2部材の前記頂点の上側に配置される送風手段と、
前記第1部材の下方に離間して、前記ペースト容器を設置するための設置部と、
を含む、電子部品の製造に用いられるペースト容器設置台であって、
前記第1部材の底部開口部の形状と前記第2部材の底面の形状とは相似形であり、かつ、前記第1部材の底部開口部と前記第2部材の底面との間には隙間部が設けられることを特徴とする、電子部品の製造に用いられるペースト容器設置台。
【請求項2】
前記第1部材の底部開口部は、前記設置部に設置される前記ペースト容器の前記底部開口部に対向する開口部よりも大きいことを特徴とする、請求項1に記載の電子部品の製造に用いられるペースト容器設置台。
【請求項3】
前記第2部材の底面の外周部は、前記ペースト容器の前記開口部よりも大きいことを特徴とする、請求項1または請求項2に記載の電子部品の製造に用いられるペースト容器設置台。
【請求項4】
少なくとも前記設置部を支持するための支持部を含み、
前記設置部は、前記支持部下端より上方に離間して設置され、かつ、網目状に形成されることを特徴とする、請求項1ないし請求項3のいずれかに記載の電子部品の製造に用いられるペースト容器設置台。
【請求項5】
前記第1部材の底面と前記第2部材の底面とが面一となるように形成されることを特徴とする、請求項1ないし請求項4のいずれかに記載の電子部品の製造に用いられるペースト容器設置台。
【請求項1】
電子部品の製造に用いられるペースト容器を設置するための設置台であって、
筒状に形成される第1部材と、
錐体に形成され、前記錐体の頂点を上向きにして前記第1部材の内部に配置される第2部材と、
前記第2部材の前記頂点の上側に配置される送風手段と、
前記第1部材の下方に離間して、前記ペースト容器を設置するための設置部と、
を含む、電子部品の製造に用いられるペースト容器設置台であって、
前記第1部材の底部開口部の形状と前記第2部材の底面の形状とは相似形であり、かつ、前記第1部材の底部開口部と前記第2部材の底面との間には隙間部が設けられることを特徴とする、電子部品の製造に用いられるペースト容器設置台。
【請求項2】
前記第1部材の底部開口部は、前記設置部に設置される前記ペースト容器の前記底部開口部に対向する開口部よりも大きいことを特徴とする、請求項1に記載の電子部品の製造に用いられるペースト容器設置台。
【請求項3】
前記第2部材の底面の外周部は、前記ペースト容器の前記開口部よりも大きいことを特徴とする、請求項1または請求項2に記載の電子部品の製造に用いられるペースト容器設置台。
【請求項4】
少なくとも前記設置部を支持するための支持部を含み、
前記設置部は、前記支持部下端より上方に離間して設置され、かつ、網目状に形成されることを特徴とする、請求項1ないし請求項3のいずれかに記載の電子部品の製造に用いられるペースト容器設置台。
【請求項5】
前記第1部材の底面と前記第2部材の底面とが面一となるように形成されることを特徴とする、請求項1ないし請求項4のいずれかに記載の電子部品の製造に用いられるペースト容器設置台。
【図1】


【図2】
【図2】
【公開番号】特開2013−58664(P2013−58664A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−196854(P2011−196854)
【出願日】平成23年9月9日(2011.9.9)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 発行者名: QCサークル北陸支部 刊行物名、巻数、号数:第5302回 QCサークル運営事例選抜大会 体験談発表要旨集 発行年月日:2011年7月15日
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 発行者名: QCサークル北陸支部 刊行物名、巻数、号数:第5302回 QCサークル運営事例選抜大会 体験談発表要旨集 発行年月日:2011年7月15日
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
[ Back to top ]