
電子部品保持具及びその使用方法
【課題】 構成や製造方法の簡素化を図ることができ、電子部品が簡単に屈曲して破損するおそれがなく、しかも、コストの増大や多量の廃棄物の発生を防止できる電子部品保持具及びその使用方法を提供する。
【解決手段】 表裏面がそれぞれ平坦に形成される紫外線透過性の支持板1と、支持板1に薄く積層形成される紫外線透過性の弾性保持層2と、弾性保持層2に着脱自在に密着保持される電子部品であるシリコンウェーハ10とを備え、シリコンウェーハ10の弾性保持層2に密着保持される裏面(被保持面)に、紫外線の照射により粘着性の低下する粘着シート11が粘着される。シリコンウェーハ10の加工時に真空吸着を維持する必要がないので、電子部品保持具の構成や製造方法を簡素化することができる。また、シリコンウェーハ10を保持する場合でも、弾性保持層2を剛性の支持板1が支持するので、平面形状を保持できる。
【解決手段】 表裏面がそれぞれ平坦に形成される紫外線透過性の支持板1と、支持板1に薄く積層形成される紫外線透過性の弾性保持層2と、弾性保持層2に着脱自在に密着保持される電子部品であるシリコンウェーハ10とを備え、シリコンウェーハ10の弾性保持層2に密着保持される裏面(被保持面)に、紫外線の照射により粘着性の低下する粘着シート11が粘着される。シリコンウェーハ10の加工時に真空吸着を維持する必要がないので、電子部品保持具の構成や製造方法を簡素化することができる。また、シリコンウェーハ10を保持する場合でも、弾性保持層2を剛性の支持板1が支持するので、平面形状を保持できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリコンウェーハ、セラミックグリーンシート、ガラス、プリント基板等からなる電子部品を固定したり、搬送等する際に使用される電子部品保持具及びその使用方法に関するものである。
【背景技術】
【0002】
シリコンウェーハ、セラミックグリーンシート、ガラス、プリント基板等に代表される電子部品は、薄く割れやすく、単体では平面性を維持することができない場合があり、それ自体ではハンドリングが困難であるという特徴がある。そこで、電子部品保持具に保持された状態で研磨、パターニング、ダイシング、印刷、部品搭載等の加工が施されたり、工程間を搬送される。
係る作業に使用される電子部品保持具は、加工時や搬送時に電子部品を強固に固定し、その後に容易に取り外しが可能であるのが要求される。
【0003】
従来の電子部品保持具としては、図示しないが、(1)突き出た多数の支持体上に電子部品を搭載して真空吸着するタイプ(特許文献1参照)、(2)PETフィルム等に光硬化性の粘着層を積層形成し、電子部品の取り外し時に粘着層を硬化させてその粘着性を喪失させるタイプがあげられる(特許文献2参照)。
【特許文献1】特開2000−286329号公報
【特許文献2】特開2003−113355号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の電子部品保持具は、以上のように構成されているが、(1)の場合には、電子部品の加工時に真空吸着を維持しなければならず、構成や製造方法が複雑化するという大きな問題がある。
【0005】
また、(2)の場合には、例えば厚さ0.5mm以下に研磨されたシリコンウェーハ等を電子部品として保持する場合、粘着層をPETフィルム等が支持するので、平面形状を保持することが困難であり、容易に屈曲してシリコンウェーハ等の電子部品を破損する危険性が高いという問題がある。
これを回避するには、PETフィルム等の代わりに剛性の板材を使用すれば良いが、そうすると、粘着層の粘着性喪失後には再使用することができない関係上、ランニングコストの増大や多量の廃棄物の発生を招くこととなる。
【0006】
本発明は上記に鑑みなされたもので、構成や製造方法の簡素化を図ることができ、電子部品が簡単に屈曲して破損するおそれがなく、しかも、コストの増大や多量の廃棄物の発生を防止することのできる電子部品保持具及びその使用方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、紫外線透過性の支持体と、この支持体に設けられる紫外線透過性の弾性保持層と、この弾性保持層に保持される電子部品とを含んでなることを特徴としている。
なお、電子部品の弾性保持層に保持される被保持面に、紫外線の照射により粘着性が低下する粘着層を設けることができる。
また、電子部品を、ダイシングされる半導体ウェーハ、あるいは半導体ウェーハのダイシングにより形成されたダイとすることができる。
【0008】
また、本発明においては上記課題を解決するため、請求項1、2、又は3いずれかに記載の電子部品保持具の使用方法であって、電子部品保持具に電子部品を保持させる場合には、少なくとも電子部品保持具の弾性保持層に電子部品を粘着層を介して接触させ、
電子部品保持具から電子部品を取り外す場合には、粘着層に紫外線を照射して粘着層の粘着性を低下させることを特徴としている。
【0009】
ここで、特許請求の範囲における支持体は、紫外線を透過する剛性の素材が選択され、電子部品の形状に応じて長方形、正方形、多角形、円形、楕円形等に形成される。弾性保持層は、紫外線を透過する素材が選択され、支持体の片面、両面、これらの全部又は一部に単数複数設けられる。この弾性保持層は、電子部品の形状に応じて長方形、正方形、多角形、円形、楕円形等に形成され、電子部品との間の気体を排除し、気体の再度の侵入を規制して電子部品を保持する。
【0010】
電子部品には、少なくとも単数複数の半導体ウェーハ(シリコンウェーハ)、ダイ(チップとも、ペレットともいう)、セラミックグリーンシート、ガラス、リジット基板、フレキシブル基板、プリント基板、これらを加工した基板、チップ部品等が含まれる。この電子部品の形状は特に問うものではない。
【発明の効果】
【0011】
本発明によれば、構成や製造方法の簡素化を図ることができ、電子部品が簡単に曲がって破損するおそれがないという効果がある。また、コストが増大したり、廃棄物が多量に発生するのを有効に抑制防止することができる。
【発明を実施するための最良の形態】
【0012】
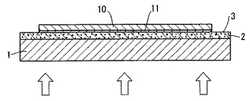
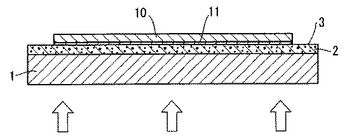
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態における電子部品保持具は、図1ないし図3に示すように、表裏面がそれぞれ平坦に形成される紫外線透過性の支持板1と、この支持板1上に薄く積層される紫外線透過性の弾性保持層2と、この弾性保持層2上に着脱自在に密着保持される電子部品であるシリコンウェーハ10とを備え、弾性保持層2に密着保持されるシリコンウェーハ10の裏面(被保持面)に、紫外線の照射により粘着性の低下する粘着シート11が粘着される。
【0013】
支持板1と弾性保持層2の紫外線透過性は、400nmの波長において10%以上の光線透過率であるのが好ましい。これは、波長400nmにおける光線透過率が10%未満の場合には、粘着シート11の粘着性を低下させるため必要な紫外線量が増加し、コストの増大を招くおそれがあるからである。また、紫外線の吸収により、電子部品保持具が発熱し、耐久性に悪影響を及ぼすおそれがあるからである。
【0014】
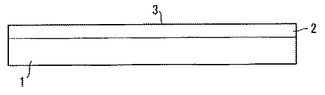
支持板1は、図1や図2に示すように、紫外線を透過するソーダライムガラス、白板ガラス、石英ガラス等からなるガラス、アクリル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂、エポキシ系樹脂等の透明樹脂材料を使用して平面矩形に形成される。これらの中でも、平坦性、紫外線透過性、価格の観点からガラスの使用が最適である。この支持板1は、剛性を確保する観点から、0.3mm以上の厚さに設定されるとともに、必要以上に重くなるのを避けるため、5mm以下の厚さとされる。
【0015】
弾性保持層2は、同図に示すように、弾性を有する所定のエラストマーを使用して表裏面がそれぞれ平坦に形成され、5〜60Hs(JIS A)のゴム硬度とされており、支持板1の表面に積層して形成される。この弾性保持層2の材料としては、例えば、シリコーンゴム、フッ素系ゴム、ウレタン系エラストマー、天然ゴム、シクロペンタジエン系ゴム、アイオノマー等があげられる。
【0016】
但し、紫外線の透過性を保持するためには、通常使用される補強性のフィラーの添加は最小限に止めることが好ましい。この点、シリカ系のフィラーであれば、樹脂材料100容量部に対して5容量部以下の添加に止めることができる。これに対し、カーボン系のフィラーの添加は好ましくない。上記材料の中でも、耐熱性が要求される場合には、シリコーンゴムやフッ素系ゴムが好適に使用される。
【0017】
弾性保持層2のゴム硬度が5〜60Hs(JIS A)の範囲なのは、5Hs未満の場合には、機械的強度が不足して耐久性が悪くなるからである。逆に、60Hsを超える場合には、密着力が低下してシリコンウェーハ10を十分に保持することができないからである。
【0018】
弾性保持層2は、0.01〜1mm程度の厚さに形成され、平坦な表面がシリコンウェーハ10の裏面に貼着された粘着シート11を接触保持する密着保持面3とされており、この密着保持面3の中心線平均粗さ(JIS B601)が3.2μm以下程度に設定される。この弾性保持層2の厚さが0.01〜1mmの範囲なのは、0.01mm未満の場合には、厚さ方向の変異量が少なくなり、シリコンウェーハ10に追従して密着保持する機能が低下するおそれがあるからである。逆に、1mmを越える場合には、シリコンウェーハ10の平面性を保持することが困難になるおそれがあるからである。
【0019】
密着保持面3の中心線平均粗さが3.2μm以下程度なのは、この数値を超える場合には密着力が弱くなり、十分な保持力が得られないおそれがあるという理由に基づく。
【0020】
シリコンウェーハ10は、例えば8インチや12インチの大きさの円板に形成されてウェーハメーカーからICメーカーに運ばれ、回路形成やバックグラインドされた後、電子部品保持具の表面に搭載保持された状態でダイシングされる。このシリコンウェーハ10のダイシングにより、複数のダイが分割形成され、各ダイに、ボンディングや封止が施されることとなる。
【0021】
上記構成において、電子部品保持具を製造する場合には、上記エラストマー材料をスクリーン印刷、メタルマスク印刷、ディッピング、ドクターブレードコーティング、ナイフコーティング、バーコーティング、スピンコーティング、ロールコーティング、ディスペンス等の方法により、支持板1の全面又は一部に塗布し、その後、硬化させることにより製造すれば良い。また、金型内で支持板1上にコンプレッションやインジェクション等の方法で成形しても良いし、カレンダー、押出、プレス等によりシート体を成形し、このシート体を支持板1に貼着することにより製造しても良い。
【0022】
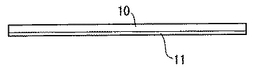
次に、製造した電子部品保持具を使用してシリコンウェーハ10を保持する場合には、予めシリコンウェーハ10の裏面に、紫外線照射により粘着性の低下する粘着シート11を粘着(図3参照)し、この粘着シート11の側を弾性保持層2の密着保持面3に載せるか、載せて軽く押圧すれば、弾性保持層2にシリコンウェーハ10を密着保持させることができる(図1参照)。こうして弾性保持層2にシリコンウェーハ10が密着保持されると、その後、印刷、コーティング、ダイシング、研磨、部品搭載、積層等の各種の加工、搬送等が行われる。
【0023】
加工終了時や加工後の電子部品を他の基板等に実装する場合には、支持板1の裏面側から紫外線(図1の矢印参照)を弾性保持層2や粘着シート11に照射して粘着シート11の粘着性を低下させれば、シリコンウェーハ10を簡単に取り外すことができる。
【0024】
なお、ダイシングの場合、粘着シート11を完全に切断しない深さに刃の挿入を止めるようにすれば、複数のダイに分割されたシリコンウェーハ10を取り外した後、不要となった粘着シート11を一括して剥離除去することができ、電子部品保持具を繰り返して使用することが可能になる。
【0025】
上記構成によれば、シリコンウェーハ10の加工時に真空吸着を維持する必要が全くないので、電子部品保持具の構成や製造方法を著しく簡素化することができる。また、シリコンウェーハ10を電子部品として保持する場合でも、弾性保持層2を剛性の支持板1が搭載支持するので、平面形状を確実に保持することができる。したがって、屈曲に伴いシリコンウェーハ10等の電子部品が破損する危険性を大幅に低減することができる。さらに、電子部品保持具を再使用することができるので、ランニングコストの増大や多量の廃棄物の発生を招くことがない。特に、ソーダライムガラスとフッ素系ゴムを使用した電子部品保持具は優れた効果がある。
【0026】
なお、上記実施形態の弾性保持層2には、帯電防止を目的に紫外線透過性を喪失しない範囲で導電性ポリマーやイオン導電性付与剤を添加したり、塗布しても良い。また、電子部品保持具には、作業テーブルに位置合わせするための穴やマーク等を必要に応じて形成することができる。
【実施例】
【0027】
以下、本発明に係る電子部品保持具及びその使用方法の実施例を説明する。
先ず、ソーダライムガラスからなる支持板の全表面に、厚さ0.1mmのエラストマー材料をロールコーターにより塗布し、150℃で1時間加熱してさらに200℃で4時間加熱硬化させ、弾性保持層を一体的に備えた電子部品保持具を得た。
【0028】
支持板の大きさは厚さ2.5mm、縦320mm×横320mmとし、エラストマー材料は信越化学工業製のフッ素系ゴム(商品名:SIFEL 660)とした。分光光度計により、電子部品保持具の光線透過率を測定したところ、波長400nmにおいて42%の透過率を示した。
【0029】
次いで、厚さ0.5mm、φ300mmのシリコンウェーハの裏面に、125μmの厚さを有するリンテック製のUV硬化型ダイシングテープ(商品名:D−シリーズ)を貼着した。このシリコンウェーハを電子部品保持具の弾性保持層側の中央部に、ダイシングテープ側を対向させて載置したところ、シリコンウェーハが自重で密着保持され、シリコンウェーハを下方に向けても、シリコンウェーハを保持することができた。
【0030】
次いで、ダイサーを用いてシリコンウェーハを5mm□のダイに切断し、日東電工製のUV照射機(商品名:NEL UA300−II)を用いて電子部品保持具の裏面側からシリコンウェーハに紫外線を照射した。すると、複数のダイに個片化されたシリコンウェーハを吸引ピンセットにより簡単に取り外すことができた。
【0031】
この際、シリコンウェーハを取り外し、不要となったダイシングテープを一括して剥離除去することができた。
上記作業を100回繰り返したが、シリコンウェーハの保持や取り外しに全く支障が生じなかった。
【図面の簡単な説明】
【0032】
【図1】本発明に係る電子部品保持具及びその使用方法の実施形態を示す断面説明図である。
【図2】本発明に係る電子部品保持具の実施形態における電子部品保持具を示す説明図である。
【図3】本発明に係る電子部品保持具の実施形態におけるシリコンウェーハを示す説明図である。
【符号の説明】
【0033】
1 支持板(支持体)
2 弾性保持層
3 密着保持面
10 シリコンウェーハ(電子部品)
11 粘着シート(粘着層)
【技術分野】
【0001】
本発明は、シリコンウェーハ、セラミックグリーンシート、ガラス、プリント基板等からなる電子部品を固定したり、搬送等する際に使用される電子部品保持具及びその使用方法に関するものである。
【背景技術】
【0002】
シリコンウェーハ、セラミックグリーンシート、ガラス、プリント基板等に代表される電子部品は、薄く割れやすく、単体では平面性を維持することができない場合があり、それ自体ではハンドリングが困難であるという特徴がある。そこで、電子部品保持具に保持された状態で研磨、パターニング、ダイシング、印刷、部品搭載等の加工が施されたり、工程間を搬送される。
係る作業に使用される電子部品保持具は、加工時や搬送時に電子部品を強固に固定し、その後に容易に取り外しが可能であるのが要求される。
【0003】
従来の電子部品保持具としては、図示しないが、(1)突き出た多数の支持体上に電子部品を搭載して真空吸着するタイプ(特許文献1参照)、(2)PETフィルム等に光硬化性の粘着層を積層形成し、電子部品の取り外し時に粘着層を硬化させてその粘着性を喪失させるタイプがあげられる(特許文献2参照)。
【特許文献1】特開2000−286329号公報
【特許文献2】特開2003−113355号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の電子部品保持具は、以上のように構成されているが、(1)の場合には、電子部品の加工時に真空吸着を維持しなければならず、構成や製造方法が複雑化するという大きな問題がある。
【0005】
また、(2)の場合には、例えば厚さ0.5mm以下に研磨されたシリコンウェーハ等を電子部品として保持する場合、粘着層をPETフィルム等が支持するので、平面形状を保持することが困難であり、容易に屈曲してシリコンウェーハ等の電子部品を破損する危険性が高いという問題がある。
これを回避するには、PETフィルム等の代わりに剛性の板材を使用すれば良いが、そうすると、粘着層の粘着性喪失後には再使用することができない関係上、ランニングコストの増大や多量の廃棄物の発生を招くこととなる。
【0006】
本発明は上記に鑑みなされたもので、構成や製造方法の簡素化を図ることができ、電子部品が簡単に屈曲して破損するおそれがなく、しかも、コストの増大や多量の廃棄物の発生を防止することのできる電子部品保持具及びその使用方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、紫外線透過性の支持体と、この支持体に設けられる紫外線透過性の弾性保持層と、この弾性保持層に保持される電子部品とを含んでなることを特徴としている。
なお、電子部品の弾性保持層に保持される被保持面に、紫外線の照射により粘着性が低下する粘着層を設けることができる。
また、電子部品を、ダイシングされる半導体ウェーハ、あるいは半導体ウェーハのダイシングにより形成されたダイとすることができる。
【0008】
また、本発明においては上記課題を解決するため、請求項1、2、又は3いずれかに記載の電子部品保持具の使用方法であって、電子部品保持具に電子部品を保持させる場合には、少なくとも電子部品保持具の弾性保持層に電子部品を粘着層を介して接触させ、
電子部品保持具から電子部品を取り外す場合には、粘着層に紫外線を照射して粘着層の粘着性を低下させることを特徴としている。
【0009】
ここで、特許請求の範囲における支持体は、紫外線を透過する剛性の素材が選択され、電子部品の形状に応じて長方形、正方形、多角形、円形、楕円形等に形成される。弾性保持層は、紫外線を透過する素材が選択され、支持体の片面、両面、これらの全部又は一部に単数複数設けられる。この弾性保持層は、電子部品の形状に応じて長方形、正方形、多角形、円形、楕円形等に形成され、電子部品との間の気体を排除し、気体の再度の侵入を規制して電子部品を保持する。
【0010】
電子部品には、少なくとも単数複数の半導体ウェーハ(シリコンウェーハ)、ダイ(チップとも、ペレットともいう)、セラミックグリーンシート、ガラス、リジット基板、フレキシブル基板、プリント基板、これらを加工した基板、チップ部品等が含まれる。この電子部品の形状は特に問うものではない。
【発明の効果】
【0011】
本発明によれば、構成や製造方法の簡素化を図ることができ、電子部品が簡単に曲がって破損するおそれがないという効果がある。また、コストが増大したり、廃棄物が多量に発生するのを有効に抑制防止することができる。
【発明を実施するための最良の形態】
【0012】
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態における電子部品保持具は、図1ないし図3に示すように、表裏面がそれぞれ平坦に形成される紫外線透過性の支持板1と、この支持板1上に薄く積層される紫外線透過性の弾性保持層2と、この弾性保持層2上に着脱自在に密着保持される電子部品であるシリコンウェーハ10とを備え、弾性保持層2に密着保持されるシリコンウェーハ10の裏面(被保持面)に、紫外線の照射により粘着性の低下する粘着シート11が粘着される。
【0013】
支持板1と弾性保持層2の紫外線透過性は、400nmの波長において10%以上の光線透過率であるのが好ましい。これは、波長400nmにおける光線透過率が10%未満の場合には、粘着シート11の粘着性を低下させるため必要な紫外線量が増加し、コストの増大を招くおそれがあるからである。また、紫外線の吸収により、電子部品保持具が発熱し、耐久性に悪影響を及ぼすおそれがあるからである。
【0014】
支持板1は、図1や図2に示すように、紫外線を透過するソーダライムガラス、白板ガラス、石英ガラス等からなるガラス、アクリル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂、エポキシ系樹脂等の透明樹脂材料を使用して平面矩形に形成される。これらの中でも、平坦性、紫外線透過性、価格の観点からガラスの使用が最適である。この支持板1は、剛性を確保する観点から、0.3mm以上の厚さに設定されるとともに、必要以上に重くなるのを避けるため、5mm以下の厚さとされる。
【0015】
弾性保持層2は、同図に示すように、弾性を有する所定のエラストマーを使用して表裏面がそれぞれ平坦に形成され、5〜60Hs(JIS A)のゴム硬度とされており、支持板1の表面に積層して形成される。この弾性保持層2の材料としては、例えば、シリコーンゴム、フッ素系ゴム、ウレタン系エラストマー、天然ゴム、シクロペンタジエン系ゴム、アイオノマー等があげられる。
【0016】
但し、紫外線の透過性を保持するためには、通常使用される補強性のフィラーの添加は最小限に止めることが好ましい。この点、シリカ系のフィラーであれば、樹脂材料100容量部に対して5容量部以下の添加に止めることができる。これに対し、カーボン系のフィラーの添加は好ましくない。上記材料の中でも、耐熱性が要求される場合には、シリコーンゴムやフッ素系ゴムが好適に使用される。
【0017】
弾性保持層2のゴム硬度が5〜60Hs(JIS A)の範囲なのは、5Hs未満の場合には、機械的強度が不足して耐久性が悪くなるからである。逆に、60Hsを超える場合には、密着力が低下してシリコンウェーハ10を十分に保持することができないからである。
【0018】
弾性保持層2は、0.01〜1mm程度の厚さに形成され、平坦な表面がシリコンウェーハ10の裏面に貼着された粘着シート11を接触保持する密着保持面3とされており、この密着保持面3の中心線平均粗さ(JIS B601)が3.2μm以下程度に設定される。この弾性保持層2の厚さが0.01〜1mmの範囲なのは、0.01mm未満の場合には、厚さ方向の変異量が少なくなり、シリコンウェーハ10に追従して密着保持する機能が低下するおそれがあるからである。逆に、1mmを越える場合には、シリコンウェーハ10の平面性を保持することが困難になるおそれがあるからである。
【0019】
密着保持面3の中心線平均粗さが3.2μm以下程度なのは、この数値を超える場合には密着力が弱くなり、十分な保持力が得られないおそれがあるという理由に基づく。
【0020】
シリコンウェーハ10は、例えば8インチや12インチの大きさの円板に形成されてウェーハメーカーからICメーカーに運ばれ、回路形成やバックグラインドされた後、電子部品保持具の表面に搭載保持された状態でダイシングされる。このシリコンウェーハ10のダイシングにより、複数のダイが分割形成され、各ダイに、ボンディングや封止が施されることとなる。
【0021】
上記構成において、電子部品保持具を製造する場合には、上記エラストマー材料をスクリーン印刷、メタルマスク印刷、ディッピング、ドクターブレードコーティング、ナイフコーティング、バーコーティング、スピンコーティング、ロールコーティング、ディスペンス等の方法により、支持板1の全面又は一部に塗布し、その後、硬化させることにより製造すれば良い。また、金型内で支持板1上にコンプレッションやインジェクション等の方法で成形しても良いし、カレンダー、押出、プレス等によりシート体を成形し、このシート体を支持板1に貼着することにより製造しても良い。
【0022】
次に、製造した電子部品保持具を使用してシリコンウェーハ10を保持する場合には、予めシリコンウェーハ10の裏面に、紫外線照射により粘着性の低下する粘着シート11を粘着(図3参照)し、この粘着シート11の側を弾性保持層2の密着保持面3に載せるか、載せて軽く押圧すれば、弾性保持層2にシリコンウェーハ10を密着保持させることができる(図1参照)。こうして弾性保持層2にシリコンウェーハ10が密着保持されると、その後、印刷、コーティング、ダイシング、研磨、部品搭載、積層等の各種の加工、搬送等が行われる。
【0023】
加工終了時や加工後の電子部品を他の基板等に実装する場合には、支持板1の裏面側から紫外線(図1の矢印参照)を弾性保持層2や粘着シート11に照射して粘着シート11の粘着性を低下させれば、シリコンウェーハ10を簡単に取り外すことができる。
【0024】
なお、ダイシングの場合、粘着シート11を完全に切断しない深さに刃の挿入を止めるようにすれば、複数のダイに分割されたシリコンウェーハ10を取り外した後、不要となった粘着シート11を一括して剥離除去することができ、電子部品保持具を繰り返して使用することが可能になる。
【0025】
上記構成によれば、シリコンウェーハ10の加工時に真空吸着を維持する必要が全くないので、電子部品保持具の構成や製造方法を著しく簡素化することができる。また、シリコンウェーハ10を電子部品として保持する場合でも、弾性保持層2を剛性の支持板1が搭載支持するので、平面形状を確実に保持することができる。したがって、屈曲に伴いシリコンウェーハ10等の電子部品が破損する危険性を大幅に低減することができる。さらに、電子部品保持具を再使用することができるので、ランニングコストの増大や多量の廃棄物の発生を招くことがない。特に、ソーダライムガラスとフッ素系ゴムを使用した電子部品保持具は優れた効果がある。
【0026】
なお、上記実施形態の弾性保持層2には、帯電防止を目的に紫外線透過性を喪失しない範囲で導電性ポリマーやイオン導電性付与剤を添加したり、塗布しても良い。また、電子部品保持具には、作業テーブルに位置合わせするための穴やマーク等を必要に応じて形成することができる。
【実施例】
【0027】
以下、本発明に係る電子部品保持具及びその使用方法の実施例を説明する。
先ず、ソーダライムガラスからなる支持板の全表面に、厚さ0.1mmのエラストマー材料をロールコーターにより塗布し、150℃で1時間加熱してさらに200℃で4時間加熱硬化させ、弾性保持層を一体的に備えた電子部品保持具を得た。
【0028】
支持板の大きさは厚さ2.5mm、縦320mm×横320mmとし、エラストマー材料は信越化学工業製のフッ素系ゴム(商品名:SIFEL 660)とした。分光光度計により、電子部品保持具の光線透過率を測定したところ、波長400nmにおいて42%の透過率を示した。
【0029】
次いで、厚さ0.5mm、φ300mmのシリコンウェーハの裏面に、125μmの厚さを有するリンテック製のUV硬化型ダイシングテープ(商品名:D−シリーズ)を貼着した。このシリコンウェーハを電子部品保持具の弾性保持層側の中央部に、ダイシングテープ側を対向させて載置したところ、シリコンウェーハが自重で密着保持され、シリコンウェーハを下方に向けても、シリコンウェーハを保持することができた。
【0030】
次いで、ダイサーを用いてシリコンウェーハを5mm□のダイに切断し、日東電工製のUV照射機(商品名:NEL UA300−II)を用いて電子部品保持具の裏面側からシリコンウェーハに紫外線を照射した。すると、複数のダイに個片化されたシリコンウェーハを吸引ピンセットにより簡単に取り外すことができた。
【0031】
この際、シリコンウェーハを取り外し、不要となったダイシングテープを一括して剥離除去することができた。
上記作業を100回繰り返したが、シリコンウェーハの保持や取り外しに全く支障が生じなかった。
【図面の簡単な説明】
【0032】
【図1】本発明に係る電子部品保持具及びその使用方法の実施形態を示す断面説明図である。
【図2】本発明に係る電子部品保持具の実施形態における電子部品保持具を示す説明図である。
【図3】本発明に係る電子部品保持具の実施形態におけるシリコンウェーハを示す説明図である。
【符号の説明】
【0033】
1 支持板(支持体)
2 弾性保持層
3 密着保持面
10 シリコンウェーハ(電子部品)
11 粘着シート(粘着層)
【特許請求の範囲】
【請求項1】
紫外線透過性の支持体と、この支持体に設けられる紫外線透過性の弾性保持層と、この弾性保持層に保持される電子部品とを含んでなることを特徴とする電子部品保持具。
【請求項2】
電子部品の弾性保持層に保持される被保持面に、紫外線の照射により粘着性が低下する粘着層を設けた請求項1記載の電子部品保持具。
【請求項3】
電子部品を、ダイシングされる半導体ウェーハ、あるいは半導体ウェーハのダイシングにより形成されたダイとした請求項1又は2記載の電子部品保持具。
【請求項4】
請求項1、2、又は3いずれかに記載の電子部品保持具の使用方法であって、電子部品保持具に電子部品を保持させる場合には、少なくとも電子部品保持具の弾性保持層に電子部品を粘着層を介して接触させ、
電子部品保持具から電子部品を取り外す場合には、粘着層に紫外線を照射して粘着層の粘着性を低下させることを特徴とする電子部品保持具の使用方法。
【請求項1】
紫外線透過性の支持体と、この支持体に設けられる紫外線透過性の弾性保持層と、この弾性保持層に保持される電子部品とを含んでなることを特徴とする電子部品保持具。
【請求項2】
電子部品の弾性保持層に保持される被保持面に、紫外線の照射により粘着性が低下する粘着層を設けた請求項1記載の電子部品保持具。
【請求項3】
電子部品を、ダイシングされる半導体ウェーハ、あるいは半導体ウェーハのダイシングにより形成されたダイとした請求項1又は2記載の電子部品保持具。
【請求項4】
請求項1、2、又は3いずれかに記載の電子部品保持具の使用方法であって、電子部品保持具に電子部品を保持させる場合には、少なくとも電子部品保持具の弾性保持層に電子部品を粘着層を介して接触させ、
電子部品保持具から電子部品を取り外す場合には、粘着層に紫外線を照射して粘着層の粘着性を低下させることを特徴とする電子部品保持具の使用方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−32488(P2006−32488A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−206117(P2004−206117)
【出願日】平成16年7月13日(2004.7.13)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年7月13日(2004.7.13)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]