
電子部品実装装置
【課題】ユニット間の相対的な位置合わせを要することなく、フィルム上の電子部品の実装位置の変更に容易に対応することのできる電子部品実装装置を提供する。
【解決手段】フィルムF上の部品実装領域の位置の変更に伴って、フィルム繰り出しユニット2から繰り出されるフィルムFの長尺方向に対して直交する方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われる同方向の中心位置とがずれる。第1のシフト部3により、そのずれを、少なくとも部品実装ユニット4にて補正可能な範囲に低減するように、フィルムFを長尺方向に対して直交する方向にシフトさせる。
【解決手段】フィルムF上の部品実装領域の位置の変更に伴って、フィルム繰り出しユニット2から繰り出されるフィルムFの長尺方向に対して直交する方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われる同方向の中心位置とがずれる。第1のシフト部3により、そのずれを、少なくとも部品実装ユニット4にて補正可能な範囲に低減するように、フィルムFを長尺方向に対して直交する方向にシフトさせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムにICチップなどの電子部品を実装する電子部品実装装置に関する。
【背景技術】
【0002】
RFID(Radio Frequency Identification;電波方式認識)技術を用いた電子部品実装体は、例えば、部品実装領域を有するアンテナ回路のパターンが形成されたフィルムと、上記の領域に実装されたICチップ等の電子部品とで構成される。このような電子部品実装体を製造するラインとして、一主面に部品実装領域を有するアンテナ回路のパターンが所定の間隔で形成された長尺状のフィルムを長尺方向に送りつつ、部品実装領域をCCD(Charge Coupled Device)カメラ等の撮像手段により撮像された画像に対するパターン照合により確認して、その部品実装領域に電子部品を実装する方法が知られている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2005/064667号
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の製造ラインでは、フィルム上の電子部品の実装位置の変更に対し、電子部品の実装を行うユニットと、その前段のフィルム繰り出しユニットとの相対的な位置関係を変更することによって対処することが一般である。
【0005】
しかしながら、各ユニットの相対的な位置関係を変更することは大変面倒である。特に、フィルムに電子部品の実装を行う実装ユニットにおいて、フィルム上の部品実装領域を検出するために撮像を行うCCDカメラの相対的な位置合わせにはサブミクロンオーダーでの高い精度が要求される場合があり、実装ユニットの位置変更は避けたいという要請があった。
【0006】
以上のような事情に鑑み、本発明の目的は、ユニット間の相対的な位置合わせを要することなく、フィルム上の電子部品実装位置の変更に容易に対応することのできる電子部品実装装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明の一形態に係る電子部品実装装置は、繰り出しユニットと、実装ユニットと、第1のシフト部とを具備する。
繰り出しユニットは、長尺状のフィルムを繰り出す。ここで繰り出しユニットからのフィルムの繰り出しは、繰り出しユニットがフィルムを繰り出す場合と、繰り出しユニットの外部装置によって繰り出しユニットからフィルムが繰り出される場合とがある。実装ユニットは、前記フィルムの主面の、前記フィルムの長尺方向に対して直交する方向において予め定められた位置に電子部品を実装する。ここで「フィルムの主面」とは、電子部品が実装される面のことであり、フィルムの一方の面である場合と、両方の面である場合がある。第1のシフト部は、前記繰り出しユニットと前記実装ユニットとの間に配置され、前記繰り出しユニットから繰り出された前記フィルムを導入し、前記実装ユニットにより前記フィルムの主面に前記電子部品が実装される位置に合わせて、前記フィルムを前記長尺方向と直交する成分を含む所定方向にシフトする。最も望ましくは、前記長尺方向と直交する方向にシフトする。
【0008】
本発明によれば、第1のシフト部にて、繰り出しユニットより繰り出されたフィルムを、実装ユニットによりフィルムの主面に電子部品が実装される位置に合わせて、第1のシフト部が、フィルムの長尺方向と直交する成分を含む所定方向にシフトすることで、フィルム上の長尺方向に対して直交する方向での部品実装位置の変更に、繰り出しユニットと部品実装ユニットとの相対的な位置合わせを要することなく容易に対応することが可能となる。
【0009】
本発明において、前記第1のシフト部は、検出部と、シフト量制御部とを有する。検出部は、前記繰り出しユニットから導入された前記フィルムの前記所定方向における位置を検出する。シフト量制御部は、前記検出部の検出結果に基いてシフト量を制御する。
【0010】
本発明によれば、検出部にて、繰り出しユニットから導入されたフィルムの所定方向における位置を検出し、シフト量制御部にて、検出部により得られた検出結果に基きシフト量を制御することによって、フィルム上の長尺方向に対して直交する方向での部品実装位置の変更に、自動的な制御にて対応することができ、部品実装位置の変更に際する作業者の負担を低減できる。
【0011】
本発明において、電子部品実装装置は、接着剤キュアユニットと、第2のシフト部とをさらに具備する。前記接着剤キュアユニットは、前記実装ユニットより前記電子部品が実装された前記フィルムを前記所定方向において予め決められた位置で導入し、前記フィルムへ前記電子部品を実装するための接着剤を硬化させるための接着剤キュアユニットと、前記フィルムの前記電子部品の実装面に保護紙を重ね合わせる。第2のシフト部は、前記実装ユニットと前記接着剤キュアユニットとの間に配置され、前記実装ユニットより前記電子部品が実装された前記フィルムを導入し、前記接着剤キュアユニットに前記フィルムが導入される位置に合わせて、前記フィルムを前記所定方向にシフトする。
【0012】
本発明によれば、第2のシフト部が、実装ユニットより電子部品が実装されたフィルムを導入し、実装ユニットより電子部品が実装されたフィルムを所定方向において予め決められた位置で導入してフィルムへ電子部品を実装するための接着剤を硬化させるための接着剤キュアユニットにフィルムが導入される位置に合わせて、フィルムを所定方向にシフトする。これにより、フィルム上の長尺方向に対して直交する方向での部品実装位置の変更に対し、実装ユニットよりも下流側に配置された接着剤キュアユニットの位置を変更する必要がなくなる。
【発明の効果】
【0013】
以上のように、本発明の電子部品実装装置によれば、ユニット間の相対的な位置合わせを要することなく、フィルム上の電子部品の実装位置の変更に容易に対応することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係る電子部品実装装置を示す側面概略図である。
【図2】図1の電子部品実装装置の一部平面概略図である。
【図3】フィルム上の電子部品実装位置の変更に伴う電子部品実装装置の状態の変化を示す一部平面概略図である。
【図4】電子部品実装位置の変更前後の各フィルムの例を示す図である。
【図5】第1のシフト部の斜視図である。
【図6】第1のシフト部の側面図である。
【図7】第1のシフト部の動作を説明する図である。
【図8】検出部の検出方法の例を説明する図である。
【図9】制御システムの構成を示すブロック図である。
【図10】部品実装ユニットの斜視図である。
【発明を実施するための形態】
【0015】
以下、図面を参照しながら、本発明の実施形態を説明する。
<電子部品実装装置の構成>
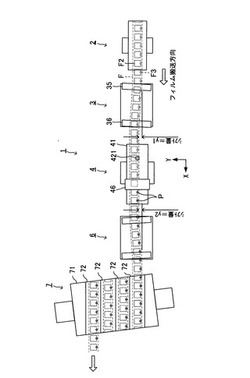
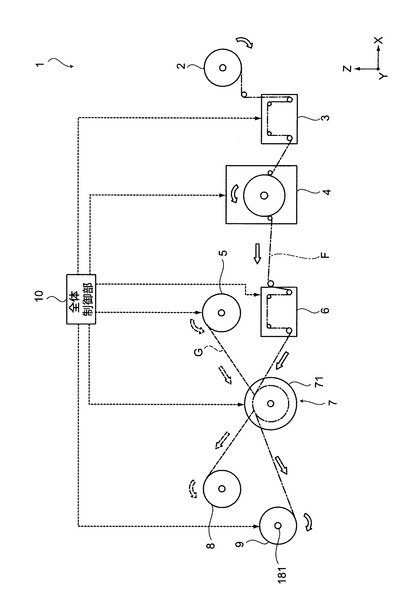
図1は本発明の一実施形態に係る電子部品実装装置を示す側面概略図、図2は図1の電子部品実装装置の一部平面概略図である。
【0016】
これらの図に示すように、電子部品実装装置1は、フィルム繰り出しユニット2と、第1のシフト部3と、部品実装ユニット4と、保護紙繰り出しユニット5と、第2のシフト部6と、接着剤キュアユニット7と、保護紙巻き取りユニット8と、フィルム巻き取りユニット9と、これら各部を制御する全体制御部10とを有する。
【0017】
ここで、フィルム繰り出しユニット2から繰り出されるフィルムFの長尺方向をX軸方向、フィルムFの長尺方向に対して直交する方向をY軸方向、X軸及びY軸に対して直交する方向をZ軸方向と定義する。
【0018】
図2に示すように、フィルム繰り出しユニット2と部品実装ユニット4とは、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とが互いに一致もしくは略一致するように配置されている。なお、フィルム繰り出しユニット2と部品実装ユニット4とは、必ずしも上記のようにY軸方向での位置を一致させて配置される必要はなく、Y軸方向に所定の距離ずらして配置されていてもよい。フィルム繰り出しユニット2と部品実装ユニット4との間には第1のシフト部3が配置されている。また、部品実装ユニット4の後段には第2のシフト部6を挟んで接着剤キュアユニット7が配置され、さらにその後段に、保護紙巻き取りユニット8とフィルム巻き取りユニット9が配置されている。
【0019】
第1のシフト部3及び第2のシフト部6は、上記のように各ユニットの位置関係が固定されている状況で、フィルムF上の電子部品実装位置の変更に各ユニットのY軸方向での相対的な位置関係の変更を要することなく対処するために用いられる。
【0020】
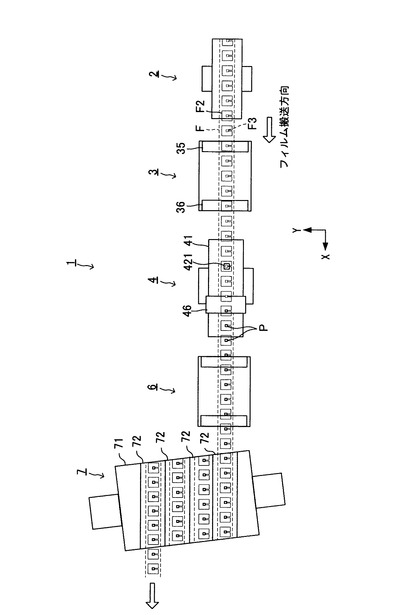
次に、電子部品実装位置の変更前後の各フィルムFの例を説明する。
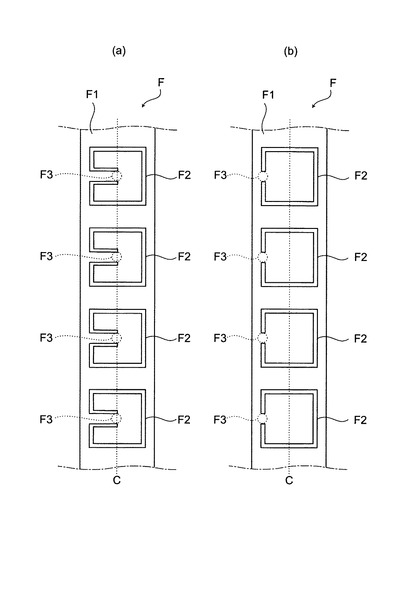
図4(a)(b)は電子部品実装位置の変更前後の各フィルムFの例を示す図であり、(a)は変更前のフィルムF、(b)は変更後のフィルムFの例である。各フィルムFは長尺状で、PET(Polyethylene Terephthalate)からなる。フィルムFの一方の主面(部品実装面)F1には、導体パターンからなるアンテナ回路F2が長尺方向において等間隔で形成されている。導体パターンは、例えば印刷、エッチングなどによって形成されたものである。アンテナ回路F2のパターンは、電子部品が実装される部品実装領域F3を特定することが可能な所定のパターン部を含む。電子部品は、例えばICチップ等である。(a)に示す変更前のフィルムFにおいては、長尺方向に対して直交する方向の幅の中心に部品実装領域F3が設けられているのに対し、(b)に示す変更後のフィルムFにおいて、部品実装領域F3は、フィルムFの幅の中心線Cから所定量偏った位置に設けられている。以降、電子部品実装体として用いるフィルムFが(a)から(b)に変更された場合について説明を行う。
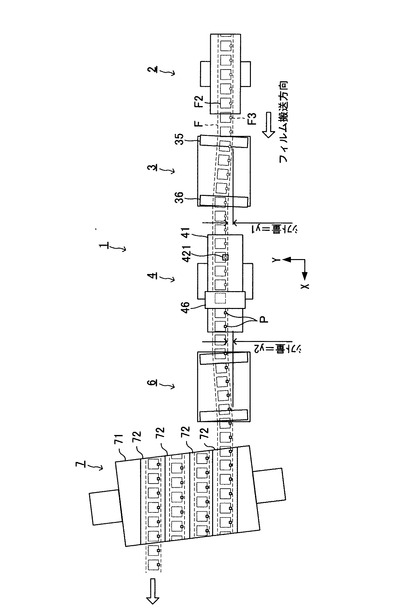
【0021】
図3は、上記のようなフィルムFの変更に伴う電子部品実装装置1の状態の変化を示す一部平面概略図である。同図に示すように、フィルムFの変更に伴って、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とがずれる。本実施形態の電子部品実装装置1では、第1のシフト部3により、そのずれを、少なくとも部品実装ユニット4で補正可能な範囲に低減するように、フィルムFをY軸方向にy1の量だけシフトさせることが可能とされている。同様に、フィルムFの変更に伴って、部品実装ユニット4から導出されるフィルムFのY軸方向の幅の中心位置と接着剤キュアユニット7に導入されるフィルムFのY軸方向の幅の中心位置とがずれるので、第2のシフト部6により、そのずれを低減するように、フィルムFをY軸方向にy2の量だけシフトさせることが可能されている。
【0022】
次に、電子部品実装装置1の各部の構成を説明する。
フィルム繰り出しユニット2は、フィルムFのロール体を装着し、装着されたロール体からフィルムFを一定速度で繰り出す。
【0023】
第1のシフト部3は、フィルムFの変更に伴う、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とのずれを、少なくとも部品実装ユニット4で補正可能な範囲に低減するように、フィルムFをY軸方向の成分を含む第1の所定方向にシフトする。
【0024】
部品実装ユニット4は、フィルムF上の部品実装領域F3に接着剤を塗布して、そこに電子部品Pを貼り付けて実装する処理を行う。この部品実装ユニット4の詳細な構成については後で説明する。
【0025】
第2のシフト部6は、フィルムFの変更に伴う、部品実装ユニット4から電子部品の実装が行われたフィルムFが導出されるY軸方向の中心位置と接着剤キュアユニット7にてフィルムFを導入するY軸方向の中心位置とのずれを低減するように、フィルムFをY軸方向の成分を含む第2の所定方向にシフトする。
【0026】
保護紙繰り出しユニット5は、保護紙Gのロール体を装着し、全体制御部10による制御のもと一定方向に回転され、保護紙Gを一定速度で繰り出す。
【0027】
接着剤キュアユニット7は、フィルムFに電子部品Pを貼り付けるために塗布された接着剤を乾燥させる処理を行う。接着剤キュアユニット7は円筒体71を有する。この円筒体71の周面には、フィルムFと保護紙Gとを互いに重ね合わせた状態で案内するガイド72が螺旋状に設けられている。また、円筒体71には、高温送風機構からの高温圧縮空気を噴射する噴出孔(図示せず)が一定の間隔で複数設けられている。これらの噴出孔からの高温圧縮空気により、ガイド72内のフィルムFと保護紙Gは円筒体71の表面から僅かに浮上しつつ加熱されることによって、フィルムFの部品実装面(主面F1)に塗布された接着剤が乾燥して電子部品PがフィルムFに安定的に貼着される。さらに、接着剤キュアユニット7はフィルムFから保護紙Gを剥離する。
【0028】
保護紙巻き取りユニット8は、接着剤キュアユニット7で剥離された保護紙Gを巻き取る。
【0029】
フィルム巻き取りユニット9は、電子部品Pの実装が完了したフィルムFをロール状に巻き取るユニットである。フィルム巻き取りユニット9は、全体制御部10による制御のもと、フィルム巻き取りユニット駆動部181によって一定の方向に回転駆動される。なお、接着剤キュアユニット7の後段で、フィルム巻き取りユニット9の前段には、電子部品Pの実装が完了したフィルムFである電子部品実装体を検査するための検査部を設けてもよい。また、フィルム巻き取りユニット9での巻き取りの品質を向上させるために、接着剤キュアユニット7の後段で、フィルム巻き取りユニット9の前段に第1のシフト部3及び第2のシフト部6と同様の第3のシフト部を設けてもよい。
【0030】
<第1のシフト部3の構成>
次に、シフト部の構成について説明する。なお、上記の第1のシフト部3及び第2のシフト部6の構成は同様であるため、ここでは第1のシフト部3のみについて説明する。
【0031】
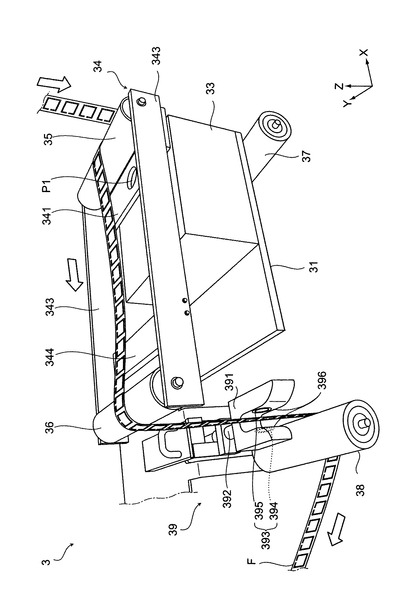
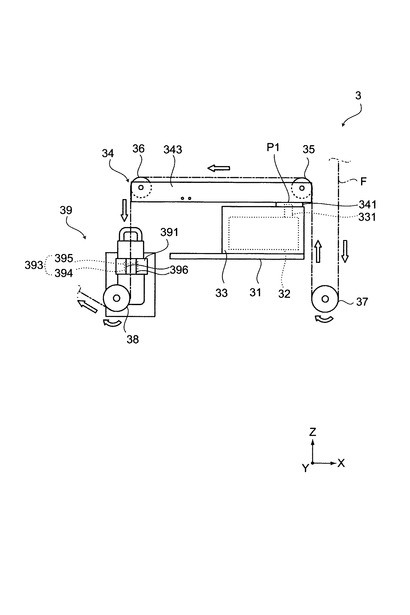
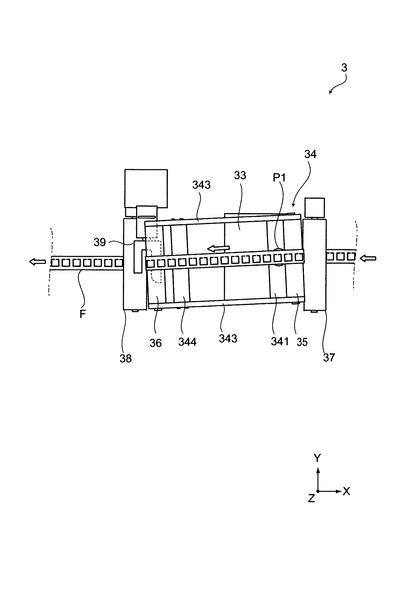
図5は第1のシフト部3の斜視図、図6は第1のシフト部3の側面図である。
これらの図に示すように、第1のシフト部3は、ベース31、シフト量制御モータ32、モータ収容体33、シフトローラ荷台34、第1のシフトローラ35、第2のシフトローラ36、第1の案内ローラ37、第2の案内ローラ38及び検出部39などで構成される。
【0032】
ベース31は、表面が平坦なプレートである。このベース31上のフィルムFの送り方向の上流側にはモータ収容体33が設けられている。
【0033】
モータ収容体33には、フィルムFのシフト量を制御するシフト量制御モータ32が収容されている。シフト量制御モータ32の上部には、このシフト量制御モータ32によって駆動される駆動軸331が突出しており、この駆動軸331の先端はさらにモータ収容体33から突出し、シフトローラ荷台34の第1の連結板341の軸固定部342と連結されている。
【0034】
シフトローラ荷台34は、互いに平行に組み合わされた一対のフレーム部材343,343と、これら一対のフレーム部材343,343をフィルムFの送り方向における上流寄りの位置で連結する第1の連結板341と、同じく一対のフレーム部材343,343を下流寄りの位置で連結する第2の連結板344などで構成される。
【0035】
第1の連結板341は、符号Aの部位で、シフト量制御モータ32の駆動軸331の先端と連結されている。これにより、シフトローラ荷台34はシフト量制御モータ32の駆動軸331を支点に回動し得る構成となっている。
【0036】
また、シフトローラ荷台34におけるフレーム部材343,343の上流側の端部、すなわち第1の連結板341の近傍には第1のシフトローラ35が回転自在に支持され、下流側の端部には第2のシフトローラ36が回転自在に支持されている。第1のシフトローラ35と第2のシフトローラ36は互いに平行に配置されている。第1のシフトローラ35の上流側近傍には、第1のシフトローラ35に対して平行に第1の案内ローラ37が設けられる。第2のシフトローラ36の下流側近傍には、第2のシフトローラ36に対して平行に第2の案内ローラ38が設けられている。
【0037】
第1のシフト部3の動作について説明する。
図7は第1のシフト部3の動作を説明する図であり、シフトローラ荷台34が回動された状態を示す図である。
【0038】
シフト量制御モータ32(図6参照)による駆動軸331の回動に伴ってシフトローラ荷台34が駆動軸331を支点に回動する。これにより、シフトローラ荷台34に両端が回転自在に支持された第1のシフトローラ35および第2のシフトローラ36はともに同じ方向と同じ角度に傾き、回動の中心近傍に配置された第1のシフトローラ35の位置はほぼ変わらないまま、第2のシフトローラ36のY軸方向の位置が上記の傾きの角度に対応して変化する。これにより第1のシフト部3の上流側と下流側とでフィルムFのY軸方向での位置をシフトさせることができる。
【0039】
図5に戻って、検出部39は、第2のシフトローラ36と第2の案内ローラ38との間の位置でフィルムFのY軸方向での位置を検出する。検出部39は、センサ保持部391と、センサ保持部391を支持する支持部392とを備える。センサ保持部391には光透過方式のセンサ393が設けられている。光透過方式のセンサ393は発光素子394と発光素子394の光を受けて電気信号を出力する受光素子395とで構成される。センサ保持部391は、第2のシフトローラ36と第2の案内ローラ38との間のフィルムFの両面にそれぞれ対向する2つの面396を有し、これらの面396にそれぞれ、上記の発光素子394と受光素子395とがそれぞれ別々に配置されている。
【0040】
検出部39のセンサ393として光透過方式の光センサを用いた場合の検出方法としては、例えば、次のようなものがある。
【0041】
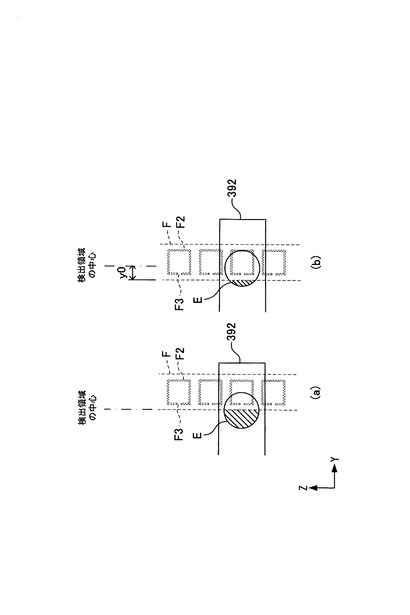
図8は検出部39の検出方法の例を説明する図である。
同図に示すように、検出部39は所定の検出領域Eを有する。この検出領域EのY軸方向のサイズはフィルムFの幅と同等もしくはそれ以上とされ、形状は円形である。但し、形状は矩形、楕円でもよい。検出領域E内をフィルムFの幅の少なくとも一部が通過するとき、検出領域Eにおいて発光素子394の光がフィルムFによって遮られていない領域(図中ハッチング部)が占める割合に相当する信号が受光素子395より出力される。
【0042】
図8の(a)は検出領域Eにおいて発光素子394の光がフィルムFによって遮られていない領域が占める割合が略50%の場合、図8の(b)は略10%の場合をそれぞれ示している。割合が略50%のときと略10%のときでは、フィルムFのY軸方向での位置はy0だけ差がある。このように、検出部39では、受光素子395の出力とフィルムFのY軸方向の位置との間に一定の相関が存在し、受光素子395の出力はフィルムFのY軸方向の位置にほぼ対応した値となる。
【0043】
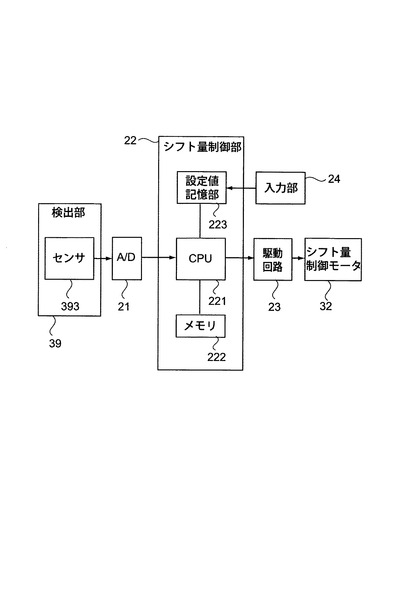
図9は本検出方法を採用した検出部39の出力をもとに上記のシフト量を制御するシステムの構成を示す図である。
同図に示すように、この制御システムは、検出部39、A/D変換部21、シフト量制御部22、駆動回路23、入力部24およびシフト量制御モータ32で構成される。
【0044】
A/D変換部21はセンサ393の出力をアナログ信号からデジタル信号に変換する。シフト量制御部22はA/D変換部21を通じて入力されたセンサ393の出力と予め設定された目的のシフト位置に相当する値とに基づいて、フィルムFのシフト量に相当する、シフト量制御モータ32の制御量を演算し、この制御量に応じた制御信号を出力する。駆動回路23は、シフト量制御部22より出力された制御信号に基づいてシフト量制御モータ32を駆動する。入力部24は、シフト量制御部22内に設定する目的のシフト量に相当する値を操作員より入力する。
【0045】
シフト量制御部22は、CPU221と、CPU221に実行させる制御プログラムなどが記憶されるとともに、CPU221の作業領域として用いられるメモリ222と、入力部24より入力された目的のシフト位置に相当する値を記憶する設定値記憶部223とを有している。CPU221は、メモリ222に記憶された制御プログラムに従って、設定値記憶部223に記憶された目的のシフト位置に相当する値とセンサ393の出力をもとに、フィルムFのシフト量に相当する、シフト量制御モータ32の制御量を演算する。
【0046】
次に、この制御システムの動作を説明する。
フィルムF上の長尺方向に対して直交する方向(Y軸方向)での部品実装位置を変更するためには、フィルムF全体を長尺方向に対して直交する方向に部品実装位置を変更した距離だけ逆方向にシフトさせる必要がある。
【0047】
一方、受光素子395の出力とフィルムFのY軸方向の位置との間には一定の相関が存在し、受光素子395の出力はフィルムFのY軸方向の位置に対応した値となることは前述した通りである。そこで、例えば、外部の計算機等にて、目的のシフト位置に相当するセンサ393の出力の値を前記の相関をもとに予め計算しておき、この値を入力部24を使ってシフト量制御部22に入力し、設定値記憶部223に設定する。
【0048】
シフト量制御部22内のCPU221は、制御プログラムに従って、シフト量を制御する前のセンサ393の出力をA/D変換部21を通じて取り込み、その出力の値に対応するフィルムFのY軸方向での位置を計算する。CPU221は、このシフト量を制御する前の位置を示す値と設定値記憶部223に記憶された目的のシフト位置に相当する値との差をもとに、フィルムFのシフト量に相当する、シフト量制御モータ32の制御量を計算し、この制御量に応じた制御信号を駆動回路23に出力する。駆動回路23は、シフト量制御部22より出力された制御信号に基づいてシフト量制御モータ32を駆動する。これにより、シフト量制御モータ32がシフト量制御部22によって計算されたフィルムFのシフト量に相当する量だけ駆動され、シフトローラ荷台34が駆動軸331を支点に回動され、検出部39の検出領域Eを通過するフィルムFのY軸方向での位置が、変更後の部品実装位置に合わせて変更される。
【0049】
<部品実装ユニット4の構成>
次に、部品実装ユニット4の構成について説明する。
部品実装ユニット4は、フィルムFの一方の主面F1の撮影画像に対するパターン認識等の処理を通じて、そのフィルムFの部品実装領域F3の位置を計算し、その部品実装領域F3に電子部品Pを実装する処理を行う。この部品実装ユニット4は、例えば、次のように構成される。
【0050】
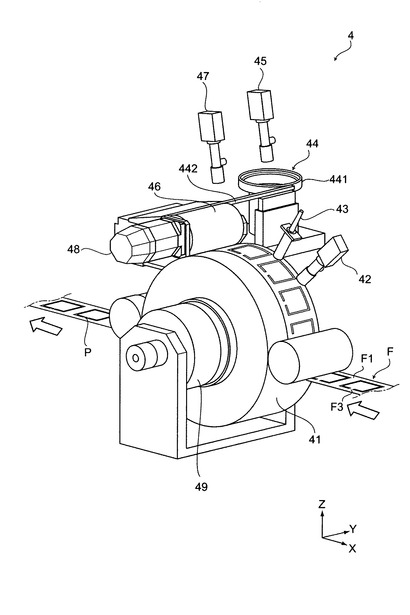
図10は部品実装ユニット4を示す斜視図である。
同図に示すように、この部品実装ユニット4は、クロックローラ41、第1のCCDカメラ42、ディスペンサ43、パーツフィーダ44、第2のCCDカメラ45、同期ローラ46、第3のCCDカメラ47、同期ローラ駆動部48、およびクロックローラ駆動部49などで有する。
【0051】
クロックローラ41は、クロックローラ駆動部49により駆動され、第1のシフト部3より導入されたフィルムFを周面の一部に巻き付けて一定速度で送る。
【0052】
第1のCCDカメラ42は、クロックローラ41上のフィルムFの主面F1を撮像する。図3において、421は第1のCCDカメラ42の撮像領域を示している。この撮像領域421のY軸方向の中心位置は、電子部品の実装が行われるY軸方向の中心位置(同期ローラ46の吸着孔のY軸方向の中心位置)と一致させてある。なお、撮像領域421のY軸方向の中心位置と電子部品の実装が行われるY軸方向の中心位置とは、必ずしも一致している必要はなく、Y軸方向に所定の距離ずれていてもよい。
【0053】
ディスペンサ43は、フィルムF上の部品実装領域F3に電子部品Pを接着させるための熱硬化性の接着剤を供給する。全体制御部10は、第1のCCDカメラ42より取得した撮影画像に対するパターン認識等を通じてフィルムF上の部品実装領域F3の位置を計算し、その部品実装領域F3に接着剤が塗布されるように、ディスペンサ43による接着剤の塗布位置、塗布タイミングを制御する。
【0054】
パーツフィーダ44は、ボウル441、リニアフィーダ442、および振動ドライブ(図示せず)を有する。
【0055】
ボウル441は、内部に電子部品Pを収容し、この収容した電子部品Pを、振動によりリニアフィーダ442へと送る。リニアフィーダ442は、ボウル441より送られた電子部品Pを、振動により同期ローラ46へと送る。振動ドライブは、ボウル441およびリニアフィーダ442に例えば電磁振動により振動を与える。
【0056】
第2のCCDカメラ45は、電子部品Pの表裏を選別するため、ボウル441からリニアフィーダ442を送られる電子部品Pを撮像して画像を全体制御部10に伝送する。全体制御部10は、第2のCCDカメラ45より取得した画像情報をもとに電子部品Pが裏であると判定した場合、リニアフィーダ442に対し、電子部品Pを同期ローラ46に供給するように指令を出す。なお、電子部品Pが表であると判定した場合には、図示しないリターンフィーダによって電子部品Pがボウル441に回収されるようになっている。
【0057】
同期ローラ46には、周面に複数の吸着孔(図示せず)が周面に沿って所定の間隔を空けて設けられている。同期ローラ46は、これらの吸着孔にて、パーツフィーダ44のリニアフィーダ442より供給された電子部品Pを吸着しつつ、クロックローラ41と干渉する位置へ向けて移送する。同期ローラ46はY軸方向に移動自在に支持され、全体制御部10により、そのY軸方向の位置制御が行われるようになっている。
【0058】
第3のCCDカメラ47は、同期ローラ46の吸着孔に電子部品が吸着された様子を撮像し、撮影画像を全体制御部10に伝送する。全体制御部10は、第3のCCDカメラ47より取得した撮影画像をもとに電子部品Pの位置情報を計算し、この電子部品Pの位置情報と、第1のCCDカメラ42より取得した撮影画像をもとに得たフィルムF上の部品実装領域F3の位置情報とをもとに、フィルムF上の部品実装領域F3に同期ローラ46から電子部品Pが転移されるように同期ローラ46のY軸方向の位置を制御する。
【0059】
同期ローラ駆動部48は、所定の角度ずつ間欠的に同期ローラ46を回転させるように、全体制御部10により制御される。同期ローラ46は、リニアフィーダ442より供給された電子部品Pを回転の停止時に1つの吸着孔にて吸着する一方で、別の1つの吸着孔に吸着された電子部品を、クロックローラ41上を送られたフィルムFの部品実装領域F3に実装する。
【0060】
このように、部品実装ユニット4においては、第1のCCDカメラ42及び第3のCCDカメラ47によって撮像された画像をもとに、フィルムF上の部品実装領域F3に電子部品Pが正しい位置で実装されるように制御が行われる。したがって、上記の第1のシフト部3に要求される精度は、変更後のフィルムFの部品実装領域F3が部品実装ユニット4の第1のCCDカメラ42、第3のCCDカメラ47の視野に収まれるようにずれを低減できる程度、つまりフィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とのずれを部品実装ユニット4にて補正可能な範囲にずれを低減できる程度であればよい。
【0061】
以上説明したように、本実施形態によれば、フィルムFの変更に伴う、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とのずれ量を第1のシフト部3により、部品実装ユニット4で補正可能な範囲に低減することができる。これにより、フィルムF上の長尺方向に対して直交する方向での部品実装位置の変更に、フィルム繰り出しユニット2と部品実装ユニット4との相対的な位置関係を変更することなく容易に対応することが可能となる。
【0062】
また、本実施形態によれば、フィルムFの変更に伴う、部品実装ユニット4から導出されるフィルムFのY軸方向の幅の中心位置と接着剤キュアユニット7に導入されるフィルムFのY軸方向の幅の中心位置とのずれを、第2のシフト部6により低減することができる。これにより、フィルムF上の長尺方向に対して直交する方向での部品実装位置の変更に、部品実装ユニット4と接着剤キュアユニット7との相対的な位置関係を変更することなく、容易に対応することが可能となる。
【0063】
本発明に係る実施形態は、以上説明した実施形態に限定されず、他の種々の実施形態が考えられる。
【0064】
第1のシフト部3の検出部39におけるセンサ393としては、検出領域EにおいてフィルムF以外が占める領域の割合を検出できるものであればよい。したがって、光透過方式のセンサに代えて、光反射式のセンサや、超音波センサなどを用いてもよい。
【0065】
また、センサ393の検出領域EにおいてフィルムF以外が占める割合をもとにフィルムFのY軸方向の位置を計算する方法以外に、フィルムFにおけるアンテナ回路F2のパターンが部品実装領域F3を特定することが可能な所定のパターン部を有していることを利用して、シフト量制御部22にて、検出領域Eにおける当該部品実装領域F3のパターン部の位置を認識し、この結果をもとにフィルムFのY軸方向の位置を計算するようにしてもよい。
【0066】
さらに、上記の実施形態では、図8に示した制御システムなどによって、検出部39の出力をもとに自動的にシフト量の制御を行うこととしたが、検出部39としてCCD(Charge Coupled Device)カメラを採用し、このCCDカメラによって撮影されたフィルムFの主面F1の画像を図示しない外部モニタに表示させ、作業者がその外部モニタに表示された画像を見ながら、フィルムFのY軸方向の位置が変更後の部品実装位置に応じて適切な位置となるように、マニュアル操作でシフトローラ荷台34を駆動軸331を支点に回動させるようにしてもよい。
【0067】
さらに、上記実施形態では、第1のシフト部3は、フィルムFの長尺方向に対して直交する方向にシフトするものとしたが、フィルムFをその長尺方向に対して直交する成分を含む方向にシフトさせるものであればよい。第2のシフト部6についても同様である。
【0068】
さらに、上記実施形態では、第1のシフト部3にて、フィルムFをX軸とY軸とがなす平面内で移動させることによってフィルムFをその長尺方向に対して直交する成分を含む方向にシフトさせることとしたが、フィルムFを立体空間内で移動させることによってフィルムFをその長尺方向に対して直交する成分を含む方向にシフトさせるようにしても構わない。
【0069】
さらに、上記実施形態では、フィルムFとしてPETを用いたが、紙であってもよい。
【符号の説明】
【0070】
1…電子部品実装装置
2…フィルム繰り出しユニット(繰り出しユニット)
3…部品実装ユニット(実装ユニット)
4…第1のシフト部
6…第2のシフト部
7…接着剤キュアユニット
39…検出部
42…シフト量制御部
F…フィルム
F1…主面
P…電子部品
【技術分野】
【0001】
本発明は、フィルムにICチップなどの電子部品を実装する電子部品実装装置に関する。
【背景技術】
【0002】
RFID(Radio Frequency Identification;電波方式認識)技術を用いた電子部品実装体は、例えば、部品実装領域を有するアンテナ回路のパターンが形成されたフィルムと、上記の領域に実装されたICチップ等の電子部品とで構成される。このような電子部品実装体を製造するラインとして、一主面に部品実装領域を有するアンテナ回路のパターンが所定の間隔で形成された長尺状のフィルムを長尺方向に送りつつ、部品実装領域をCCD(Charge Coupled Device)カメラ等の撮像手段により撮像された画像に対するパターン照合により確認して、その部品実装領域に電子部品を実装する方法が知られている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2005/064667号
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の製造ラインでは、フィルム上の電子部品の実装位置の変更に対し、電子部品の実装を行うユニットと、その前段のフィルム繰り出しユニットとの相対的な位置関係を変更することによって対処することが一般である。
【0005】
しかしながら、各ユニットの相対的な位置関係を変更することは大変面倒である。特に、フィルムに電子部品の実装を行う実装ユニットにおいて、フィルム上の部品実装領域を検出するために撮像を行うCCDカメラの相対的な位置合わせにはサブミクロンオーダーでの高い精度が要求される場合があり、実装ユニットの位置変更は避けたいという要請があった。
【0006】
以上のような事情に鑑み、本発明の目的は、ユニット間の相対的な位置合わせを要することなく、フィルム上の電子部品実装位置の変更に容易に対応することのできる電子部品実装装置を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明の一形態に係る電子部品実装装置は、繰り出しユニットと、実装ユニットと、第1のシフト部とを具備する。
繰り出しユニットは、長尺状のフィルムを繰り出す。ここで繰り出しユニットからのフィルムの繰り出しは、繰り出しユニットがフィルムを繰り出す場合と、繰り出しユニットの外部装置によって繰り出しユニットからフィルムが繰り出される場合とがある。実装ユニットは、前記フィルムの主面の、前記フィルムの長尺方向に対して直交する方向において予め定められた位置に電子部品を実装する。ここで「フィルムの主面」とは、電子部品が実装される面のことであり、フィルムの一方の面である場合と、両方の面である場合がある。第1のシフト部は、前記繰り出しユニットと前記実装ユニットとの間に配置され、前記繰り出しユニットから繰り出された前記フィルムを導入し、前記実装ユニットにより前記フィルムの主面に前記電子部品が実装される位置に合わせて、前記フィルムを前記長尺方向と直交する成分を含む所定方向にシフトする。最も望ましくは、前記長尺方向と直交する方向にシフトする。
【0008】
本発明によれば、第1のシフト部にて、繰り出しユニットより繰り出されたフィルムを、実装ユニットによりフィルムの主面に電子部品が実装される位置に合わせて、第1のシフト部が、フィルムの長尺方向と直交する成分を含む所定方向にシフトすることで、フィルム上の長尺方向に対して直交する方向での部品実装位置の変更に、繰り出しユニットと部品実装ユニットとの相対的な位置合わせを要することなく容易に対応することが可能となる。
【0009】
本発明において、前記第1のシフト部は、検出部と、シフト量制御部とを有する。検出部は、前記繰り出しユニットから導入された前記フィルムの前記所定方向における位置を検出する。シフト量制御部は、前記検出部の検出結果に基いてシフト量を制御する。
【0010】
本発明によれば、検出部にて、繰り出しユニットから導入されたフィルムの所定方向における位置を検出し、シフト量制御部にて、検出部により得られた検出結果に基きシフト量を制御することによって、フィルム上の長尺方向に対して直交する方向での部品実装位置の変更に、自動的な制御にて対応することができ、部品実装位置の変更に際する作業者の負担を低減できる。
【0011】
本発明において、電子部品実装装置は、接着剤キュアユニットと、第2のシフト部とをさらに具備する。前記接着剤キュアユニットは、前記実装ユニットより前記電子部品が実装された前記フィルムを前記所定方向において予め決められた位置で導入し、前記フィルムへ前記電子部品を実装するための接着剤を硬化させるための接着剤キュアユニットと、前記フィルムの前記電子部品の実装面に保護紙を重ね合わせる。第2のシフト部は、前記実装ユニットと前記接着剤キュアユニットとの間に配置され、前記実装ユニットより前記電子部品が実装された前記フィルムを導入し、前記接着剤キュアユニットに前記フィルムが導入される位置に合わせて、前記フィルムを前記所定方向にシフトする。
【0012】
本発明によれば、第2のシフト部が、実装ユニットより電子部品が実装されたフィルムを導入し、実装ユニットより電子部品が実装されたフィルムを所定方向において予め決められた位置で導入してフィルムへ電子部品を実装するための接着剤を硬化させるための接着剤キュアユニットにフィルムが導入される位置に合わせて、フィルムを所定方向にシフトする。これにより、フィルム上の長尺方向に対して直交する方向での部品実装位置の変更に対し、実装ユニットよりも下流側に配置された接着剤キュアユニットの位置を変更する必要がなくなる。
【発明の効果】
【0013】
以上のように、本発明の電子部品実装装置によれば、ユニット間の相対的な位置合わせを要することなく、フィルム上の電子部品の実装位置の変更に容易に対応することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態に係る電子部品実装装置を示す側面概略図である。
【図2】図1の電子部品実装装置の一部平面概略図である。
【図3】フィルム上の電子部品実装位置の変更に伴う電子部品実装装置の状態の変化を示す一部平面概略図である。
【図4】電子部品実装位置の変更前後の各フィルムの例を示す図である。
【図5】第1のシフト部の斜視図である。
【図6】第1のシフト部の側面図である。
【図7】第1のシフト部の動作を説明する図である。
【図8】検出部の検出方法の例を説明する図である。
【図9】制御システムの構成を示すブロック図である。
【図10】部品実装ユニットの斜視図である。
【発明を実施するための形態】
【0015】
以下、図面を参照しながら、本発明の実施形態を説明する。
<電子部品実装装置の構成>
図1は本発明の一実施形態に係る電子部品実装装置を示す側面概略図、図2は図1の電子部品実装装置の一部平面概略図である。
【0016】
これらの図に示すように、電子部品実装装置1は、フィルム繰り出しユニット2と、第1のシフト部3と、部品実装ユニット4と、保護紙繰り出しユニット5と、第2のシフト部6と、接着剤キュアユニット7と、保護紙巻き取りユニット8と、フィルム巻き取りユニット9と、これら各部を制御する全体制御部10とを有する。
【0017】
ここで、フィルム繰り出しユニット2から繰り出されるフィルムFの長尺方向をX軸方向、フィルムFの長尺方向に対して直交する方向をY軸方向、X軸及びY軸に対して直交する方向をZ軸方向と定義する。
【0018】
図2に示すように、フィルム繰り出しユニット2と部品実装ユニット4とは、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とが互いに一致もしくは略一致するように配置されている。なお、フィルム繰り出しユニット2と部品実装ユニット4とは、必ずしも上記のようにY軸方向での位置を一致させて配置される必要はなく、Y軸方向に所定の距離ずらして配置されていてもよい。フィルム繰り出しユニット2と部品実装ユニット4との間には第1のシフト部3が配置されている。また、部品実装ユニット4の後段には第2のシフト部6を挟んで接着剤キュアユニット7が配置され、さらにその後段に、保護紙巻き取りユニット8とフィルム巻き取りユニット9が配置されている。
【0019】
第1のシフト部3及び第2のシフト部6は、上記のように各ユニットの位置関係が固定されている状況で、フィルムF上の電子部品実装位置の変更に各ユニットのY軸方向での相対的な位置関係の変更を要することなく対処するために用いられる。
【0020】
次に、電子部品実装位置の変更前後の各フィルムFの例を説明する。
図4(a)(b)は電子部品実装位置の変更前後の各フィルムFの例を示す図であり、(a)は変更前のフィルムF、(b)は変更後のフィルムFの例である。各フィルムFは長尺状で、PET(Polyethylene Terephthalate)からなる。フィルムFの一方の主面(部品実装面)F1には、導体パターンからなるアンテナ回路F2が長尺方向において等間隔で形成されている。導体パターンは、例えば印刷、エッチングなどによって形成されたものである。アンテナ回路F2のパターンは、電子部品が実装される部品実装領域F3を特定することが可能な所定のパターン部を含む。電子部品は、例えばICチップ等である。(a)に示す変更前のフィルムFにおいては、長尺方向に対して直交する方向の幅の中心に部品実装領域F3が設けられているのに対し、(b)に示す変更後のフィルムFにおいて、部品実装領域F3は、フィルムFの幅の中心線Cから所定量偏った位置に設けられている。以降、電子部品実装体として用いるフィルムFが(a)から(b)に変更された場合について説明を行う。
【0021】
図3は、上記のようなフィルムFの変更に伴う電子部品実装装置1の状態の変化を示す一部平面概略図である。同図に示すように、フィルムFの変更に伴って、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とがずれる。本実施形態の電子部品実装装置1では、第1のシフト部3により、そのずれを、少なくとも部品実装ユニット4で補正可能な範囲に低減するように、フィルムFをY軸方向にy1の量だけシフトさせることが可能とされている。同様に、フィルムFの変更に伴って、部品実装ユニット4から導出されるフィルムFのY軸方向の幅の中心位置と接着剤キュアユニット7に導入されるフィルムFのY軸方向の幅の中心位置とがずれるので、第2のシフト部6により、そのずれを低減するように、フィルムFをY軸方向にy2の量だけシフトさせることが可能されている。
【0022】
次に、電子部品実装装置1の各部の構成を説明する。
フィルム繰り出しユニット2は、フィルムFのロール体を装着し、装着されたロール体からフィルムFを一定速度で繰り出す。
【0023】
第1のシフト部3は、フィルムFの変更に伴う、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とのずれを、少なくとも部品実装ユニット4で補正可能な範囲に低減するように、フィルムFをY軸方向の成分を含む第1の所定方向にシフトする。
【0024】
部品実装ユニット4は、フィルムF上の部品実装領域F3に接着剤を塗布して、そこに電子部品Pを貼り付けて実装する処理を行う。この部品実装ユニット4の詳細な構成については後で説明する。
【0025】
第2のシフト部6は、フィルムFの変更に伴う、部品実装ユニット4から電子部品の実装が行われたフィルムFが導出されるY軸方向の中心位置と接着剤キュアユニット7にてフィルムFを導入するY軸方向の中心位置とのずれを低減するように、フィルムFをY軸方向の成分を含む第2の所定方向にシフトする。
【0026】
保護紙繰り出しユニット5は、保護紙Gのロール体を装着し、全体制御部10による制御のもと一定方向に回転され、保護紙Gを一定速度で繰り出す。
【0027】
接着剤キュアユニット7は、フィルムFに電子部品Pを貼り付けるために塗布された接着剤を乾燥させる処理を行う。接着剤キュアユニット7は円筒体71を有する。この円筒体71の周面には、フィルムFと保護紙Gとを互いに重ね合わせた状態で案内するガイド72が螺旋状に設けられている。また、円筒体71には、高温送風機構からの高温圧縮空気を噴射する噴出孔(図示せず)が一定の間隔で複数設けられている。これらの噴出孔からの高温圧縮空気により、ガイド72内のフィルムFと保護紙Gは円筒体71の表面から僅かに浮上しつつ加熱されることによって、フィルムFの部品実装面(主面F1)に塗布された接着剤が乾燥して電子部品PがフィルムFに安定的に貼着される。さらに、接着剤キュアユニット7はフィルムFから保護紙Gを剥離する。
【0028】
保護紙巻き取りユニット8は、接着剤キュアユニット7で剥離された保護紙Gを巻き取る。
【0029】
フィルム巻き取りユニット9は、電子部品Pの実装が完了したフィルムFをロール状に巻き取るユニットである。フィルム巻き取りユニット9は、全体制御部10による制御のもと、フィルム巻き取りユニット駆動部181によって一定の方向に回転駆動される。なお、接着剤キュアユニット7の後段で、フィルム巻き取りユニット9の前段には、電子部品Pの実装が完了したフィルムFである電子部品実装体を検査するための検査部を設けてもよい。また、フィルム巻き取りユニット9での巻き取りの品質を向上させるために、接着剤キュアユニット7の後段で、フィルム巻き取りユニット9の前段に第1のシフト部3及び第2のシフト部6と同様の第3のシフト部を設けてもよい。
【0030】
<第1のシフト部3の構成>
次に、シフト部の構成について説明する。なお、上記の第1のシフト部3及び第2のシフト部6の構成は同様であるため、ここでは第1のシフト部3のみについて説明する。
【0031】
図5は第1のシフト部3の斜視図、図6は第1のシフト部3の側面図である。
これらの図に示すように、第1のシフト部3は、ベース31、シフト量制御モータ32、モータ収容体33、シフトローラ荷台34、第1のシフトローラ35、第2のシフトローラ36、第1の案内ローラ37、第2の案内ローラ38及び検出部39などで構成される。
【0032】
ベース31は、表面が平坦なプレートである。このベース31上のフィルムFの送り方向の上流側にはモータ収容体33が設けられている。
【0033】
モータ収容体33には、フィルムFのシフト量を制御するシフト量制御モータ32が収容されている。シフト量制御モータ32の上部には、このシフト量制御モータ32によって駆動される駆動軸331が突出しており、この駆動軸331の先端はさらにモータ収容体33から突出し、シフトローラ荷台34の第1の連結板341の軸固定部342と連結されている。
【0034】
シフトローラ荷台34は、互いに平行に組み合わされた一対のフレーム部材343,343と、これら一対のフレーム部材343,343をフィルムFの送り方向における上流寄りの位置で連結する第1の連結板341と、同じく一対のフレーム部材343,343を下流寄りの位置で連結する第2の連結板344などで構成される。
【0035】
第1の連結板341は、符号Aの部位で、シフト量制御モータ32の駆動軸331の先端と連結されている。これにより、シフトローラ荷台34はシフト量制御モータ32の駆動軸331を支点に回動し得る構成となっている。
【0036】
また、シフトローラ荷台34におけるフレーム部材343,343の上流側の端部、すなわち第1の連結板341の近傍には第1のシフトローラ35が回転自在に支持され、下流側の端部には第2のシフトローラ36が回転自在に支持されている。第1のシフトローラ35と第2のシフトローラ36は互いに平行に配置されている。第1のシフトローラ35の上流側近傍には、第1のシフトローラ35に対して平行に第1の案内ローラ37が設けられる。第2のシフトローラ36の下流側近傍には、第2のシフトローラ36に対して平行に第2の案内ローラ38が設けられている。
【0037】
第1のシフト部3の動作について説明する。
図7は第1のシフト部3の動作を説明する図であり、シフトローラ荷台34が回動された状態を示す図である。
【0038】
シフト量制御モータ32(図6参照)による駆動軸331の回動に伴ってシフトローラ荷台34が駆動軸331を支点に回動する。これにより、シフトローラ荷台34に両端が回転自在に支持された第1のシフトローラ35および第2のシフトローラ36はともに同じ方向と同じ角度に傾き、回動の中心近傍に配置された第1のシフトローラ35の位置はほぼ変わらないまま、第2のシフトローラ36のY軸方向の位置が上記の傾きの角度に対応して変化する。これにより第1のシフト部3の上流側と下流側とでフィルムFのY軸方向での位置をシフトさせることができる。
【0039】
図5に戻って、検出部39は、第2のシフトローラ36と第2の案内ローラ38との間の位置でフィルムFのY軸方向での位置を検出する。検出部39は、センサ保持部391と、センサ保持部391を支持する支持部392とを備える。センサ保持部391には光透過方式のセンサ393が設けられている。光透過方式のセンサ393は発光素子394と発光素子394の光を受けて電気信号を出力する受光素子395とで構成される。センサ保持部391は、第2のシフトローラ36と第2の案内ローラ38との間のフィルムFの両面にそれぞれ対向する2つの面396を有し、これらの面396にそれぞれ、上記の発光素子394と受光素子395とがそれぞれ別々に配置されている。
【0040】
検出部39のセンサ393として光透過方式の光センサを用いた場合の検出方法としては、例えば、次のようなものがある。
【0041】
図8は検出部39の検出方法の例を説明する図である。
同図に示すように、検出部39は所定の検出領域Eを有する。この検出領域EのY軸方向のサイズはフィルムFの幅と同等もしくはそれ以上とされ、形状は円形である。但し、形状は矩形、楕円でもよい。検出領域E内をフィルムFの幅の少なくとも一部が通過するとき、検出領域Eにおいて発光素子394の光がフィルムFによって遮られていない領域(図中ハッチング部)が占める割合に相当する信号が受光素子395より出力される。
【0042】
図8の(a)は検出領域Eにおいて発光素子394の光がフィルムFによって遮られていない領域が占める割合が略50%の場合、図8の(b)は略10%の場合をそれぞれ示している。割合が略50%のときと略10%のときでは、フィルムFのY軸方向での位置はy0だけ差がある。このように、検出部39では、受光素子395の出力とフィルムFのY軸方向の位置との間に一定の相関が存在し、受光素子395の出力はフィルムFのY軸方向の位置にほぼ対応した値となる。
【0043】
図9は本検出方法を採用した検出部39の出力をもとに上記のシフト量を制御するシステムの構成を示す図である。
同図に示すように、この制御システムは、検出部39、A/D変換部21、シフト量制御部22、駆動回路23、入力部24およびシフト量制御モータ32で構成される。
【0044】
A/D変換部21はセンサ393の出力をアナログ信号からデジタル信号に変換する。シフト量制御部22はA/D変換部21を通じて入力されたセンサ393の出力と予め設定された目的のシフト位置に相当する値とに基づいて、フィルムFのシフト量に相当する、シフト量制御モータ32の制御量を演算し、この制御量に応じた制御信号を出力する。駆動回路23は、シフト量制御部22より出力された制御信号に基づいてシフト量制御モータ32を駆動する。入力部24は、シフト量制御部22内に設定する目的のシフト量に相当する値を操作員より入力する。
【0045】
シフト量制御部22は、CPU221と、CPU221に実行させる制御プログラムなどが記憶されるとともに、CPU221の作業領域として用いられるメモリ222と、入力部24より入力された目的のシフト位置に相当する値を記憶する設定値記憶部223とを有している。CPU221は、メモリ222に記憶された制御プログラムに従って、設定値記憶部223に記憶された目的のシフト位置に相当する値とセンサ393の出力をもとに、フィルムFのシフト量に相当する、シフト量制御モータ32の制御量を演算する。
【0046】
次に、この制御システムの動作を説明する。
フィルムF上の長尺方向に対して直交する方向(Y軸方向)での部品実装位置を変更するためには、フィルムF全体を長尺方向に対して直交する方向に部品実装位置を変更した距離だけ逆方向にシフトさせる必要がある。
【0047】
一方、受光素子395の出力とフィルムFのY軸方向の位置との間には一定の相関が存在し、受光素子395の出力はフィルムFのY軸方向の位置に対応した値となることは前述した通りである。そこで、例えば、外部の計算機等にて、目的のシフト位置に相当するセンサ393の出力の値を前記の相関をもとに予め計算しておき、この値を入力部24を使ってシフト量制御部22に入力し、設定値記憶部223に設定する。
【0048】
シフト量制御部22内のCPU221は、制御プログラムに従って、シフト量を制御する前のセンサ393の出力をA/D変換部21を通じて取り込み、その出力の値に対応するフィルムFのY軸方向での位置を計算する。CPU221は、このシフト量を制御する前の位置を示す値と設定値記憶部223に記憶された目的のシフト位置に相当する値との差をもとに、フィルムFのシフト量に相当する、シフト量制御モータ32の制御量を計算し、この制御量に応じた制御信号を駆動回路23に出力する。駆動回路23は、シフト量制御部22より出力された制御信号に基づいてシフト量制御モータ32を駆動する。これにより、シフト量制御モータ32がシフト量制御部22によって計算されたフィルムFのシフト量に相当する量だけ駆動され、シフトローラ荷台34が駆動軸331を支点に回動され、検出部39の検出領域Eを通過するフィルムFのY軸方向での位置が、変更後の部品実装位置に合わせて変更される。
【0049】
<部品実装ユニット4の構成>
次に、部品実装ユニット4の構成について説明する。
部品実装ユニット4は、フィルムFの一方の主面F1の撮影画像に対するパターン認識等の処理を通じて、そのフィルムFの部品実装領域F3の位置を計算し、その部品実装領域F3に電子部品Pを実装する処理を行う。この部品実装ユニット4は、例えば、次のように構成される。
【0050】
図10は部品実装ユニット4を示す斜視図である。
同図に示すように、この部品実装ユニット4は、クロックローラ41、第1のCCDカメラ42、ディスペンサ43、パーツフィーダ44、第2のCCDカメラ45、同期ローラ46、第3のCCDカメラ47、同期ローラ駆動部48、およびクロックローラ駆動部49などで有する。
【0051】
クロックローラ41は、クロックローラ駆動部49により駆動され、第1のシフト部3より導入されたフィルムFを周面の一部に巻き付けて一定速度で送る。
【0052】
第1のCCDカメラ42は、クロックローラ41上のフィルムFの主面F1を撮像する。図3において、421は第1のCCDカメラ42の撮像領域を示している。この撮像領域421のY軸方向の中心位置は、電子部品の実装が行われるY軸方向の中心位置(同期ローラ46の吸着孔のY軸方向の中心位置)と一致させてある。なお、撮像領域421のY軸方向の中心位置と電子部品の実装が行われるY軸方向の中心位置とは、必ずしも一致している必要はなく、Y軸方向に所定の距離ずれていてもよい。
【0053】
ディスペンサ43は、フィルムF上の部品実装領域F3に電子部品Pを接着させるための熱硬化性の接着剤を供給する。全体制御部10は、第1のCCDカメラ42より取得した撮影画像に対するパターン認識等を通じてフィルムF上の部品実装領域F3の位置を計算し、その部品実装領域F3に接着剤が塗布されるように、ディスペンサ43による接着剤の塗布位置、塗布タイミングを制御する。
【0054】
パーツフィーダ44は、ボウル441、リニアフィーダ442、および振動ドライブ(図示せず)を有する。
【0055】
ボウル441は、内部に電子部品Pを収容し、この収容した電子部品Pを、振動によりリニアフィーダ442へと送る。リニアフィーダ442は、ボウル441より送られた電子部品Pを、振動により同期ローラ46へと送る。振動ドライブは、ボウル441およびリニアフィーダ442に例えば電磁振動により振動を与える。
【0056】
第2のCCDカメラ45は、電子部品Pの表裏を選別するため、ボウル441からリニアフィーダ442を送られる電子部品Pを撮像して画像を全体制御部10に伝送する。全体制御部10は、第2のCCDカメラ45より取得した画像情報をもとに電子部品Pが裏であると判定した場合、リニアフィーダ442に対し、電子部品Pを同期ローラ46に供給するように指令を出す。なお、電子部品Pが表であると判定した場合には、図示しないリターンフィーダによって電子部品Pがボウル441に回収されるようになっている。
【0057】
同期ローラ46には、周面に複数の吸着孔(図示せず)が周面に沿って所定の間隔を空けて設けられている。同期ローラ46は、これらの吸着孔にて、パーツフィーダ44のリニアフィーダ442より供給された電子部品Pを吸着しつつ、クロックローラ41と干渉する位置へ向けて移送する。同期ローラ46はY軸方向に移動自在に支持され、全体制御部10により、そのY軸方向の位置制御が行われるようになっている。
【0058】
第3のCCDカメラ47は、同期ローラ46の吸着孔に電子部品が吸着された様子を撮像し、撮影画像を全体制御部10に伝送する。全体制御部10は、第3のCCDカメラ47より取得した撮影画像をもとに電子部品Pの位置情報を計算し、この電子部品Pの位置情報と、第1のCCDカメラ42より取得した撮影画像をもとに得たフィルムF上の部品実装領域F3の位置情報とをもとに、フィルムF上の部品実装領域F3に同期ローラ46から電子部品Pが転移されるように同期ローラ46のY軸方向の位置を制御する。
【0059】
同期ローラ駆動部48は、所定の角度ずつ間欠的に同期ローラ46を回転させるように、全体制御部10により制御される。同期ローラ46は、リニアフィーダ442より供給された電子部品Pを回転の停止時に1つの吸着孔にて吸着する一方で、別の1つの吸着孔に吸着された電子部品を、クロックローラ41上を送られたフィルムFの部品実装領域F3に実装する。
【0060】
このように、部品実装ユニット4においては、第1のCCDカメラ42及び第3のCCDカメラ47によって撮像された画像をもとに、フィルムF上の部品実装領域F3に電子部品Pが正しい位置で実装されるように制御が行われる。したがって、上記の第1のシフト部3に要求される精度は、変更後のフィルムFの部品実装領域F3が部品実装ユニット4の第1のCCDカメラ42、第3のCCDカメラ47の視野に収まれるようにずれを低減できる程度、つまりフィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とのずれを部品実装ユニット4にて補正可能な範囲にずれを低減できる程度であればよい。
【0061】
以上説明したように、本実施形態によれば、フィルムFの変更に伴う、フィルム繰り出しユニット2から繰り出されるフィルムFのY軸方向の幅の中心位置と、部品実装ユニット4において電子部品の実装が行われるY軸方向の中心位置とのずれ量を第1のシフト部3により、部品実装ユニット4で補正可能な範囲に低減することができる。これにより、フィルムF上の長尺方向に対して直交する方向での部品実装位置の変更に、フィルム繰り出しユニット2と部品実装ユニット4との相対的な位置関係を変更することなく容易に対応することが可能となる。
【0062】
また、本実施形態によれば、フィルムFの変更に伴う、部品実装ユニット4から導出されるフィルムFのY軸方向の幅の中心位置と接着剤キュアユニット7に導入されるフィルムFのY軸方向の幅の中心位置とのずれを、第2のシフト部6により低減することができる。これにより、フィルムF上の長尺方向に対して直交する方向での部品実装位置の変更に、部品実装ユニット4と接着剤キュアユニット7との相対的な位置関係を変更することなく、容易に対応することが可能となる。
【0063】
本発明に係る実施形態は、以上説明した実施形態に限定されず、他の種々の実施形態が考えられる。
【0064】
第1のシフト部3の検出部39におけるセンサ393としては、検出領域EにおいてフィルムF以外が占める領域の割合を検出できるものであればよい。したがって、光透過方式のセンサに代えて、光反射式のセンサや、超音波センサなどを用いてもよい。
【0065】
また、センサ393の検出領域EにおいてフィルムF以外が占める割合をもとにフィルムFのY軸方向の位置を計算する方法以外に、フィルムFにおけるアンテナ回路F2のパターンが部品実装領域F3を特定することが可能な所定のパターン部を有していることを利用して、シフト量制御部22にて、検出領域Eにおける当該部品実装領域F3のパターン部の位置を認識し、この結果をもとにフィルムFのY軸方向の位置を計算するようにしてもよい。
【0066】
さらに、上記の実施形態では、図8に示した制御システムなどによって、検出部39の出力をもとに自動的にシフト量の制御を行うこととしたが、検出部39としてCCD(Charge Coupled Device)カメラを採用し、このCCDカメラによって撮影されたフィルムFの主面F1の画像を図示しない外部モニタに表示させ、作業者がその外部モニタに表示された画像を見ながら、フィルムFのY軸方向の位置が変更後の部品実装位置に応じて適切な位置となるように、マニュアル操作でシフトローラ荷台34を駆動軸331を支点に回動させるようにしてもよい。
【0067】
さらに、上記実施形態では、第1のシフト部3は、フィルムFの長尺方向に対して直交する方向にシフトするものとしたが、フィルムFをその長尺方向に対して直交する成分を含む方向にシフトさせるものであればよい。第2のシフト部6についても同様である。
【0068】
さらに、上記実施形態では、第1のシフト部3にて、フィルムFをX軸とY軸とがなす平面内で移動させることによってフィルムFをその長尺方向に対して直交する成分を含む方向にシフトさせることとしたが、フィルムFを立体空間内で移動させることによってフィルムFをその長尺方向に対して直交する成分を含む方向にシフトさせるようにしても構わない。
【0069】
さらに、上記実施形態では、フィルムFとしてPETを用いたが、紙であってもよい。
【符号の説明】
【0070】
1…電子部品実装装置
2…フィルム繰り出しユニット(繰り出しユニット)
3…部品実装ユニット(実装ユニット)
4…第1のシフト部
6…第2のシフト部
7…接着剤キュアユニット
39…検出部
42…シフト量制御部
F…フィルム
F1…主面
P…電子部品
【特許請求の範囲】
【請求項1】
長尺状のフィルムを繰り出す繰り出しユニットと、
前記フィルムの主面の、前記フィルムの長尺方向に対して直交する方向において予め定められた位置に電子部品を実装する実装ユニットと、
前記繰り出しユニットと前記実装ユニットとの間に配置され、前記繰り出しユニットから繰り出された前記フィルムを導入し、前記実装ユニットにより前記フィルムの主面に前記電子部品が実装される位置に合わせて、前記フィルムを前記長尺方向と直交する成分を含む所定方向にシフトする第1のシフト部と
を具備する電子部品実装装置。
【請求項2】
請求項1に記載の電子部品実装装置であって、
前記第1のシフト部は、前記繰り出しユニットから導入された前記フィルムの前記所定方向における位置を検出する検出部と、前記検出部の検出結果に基いてシフト量を制御するシフト量制御部とを有する
電子部品実装装置。
【請求項3】
請求項2に記載の電子部品実装装置であって、
前記実装ユニットより前記電子部品が実装された前記フィルムを前記長尺方向に対して直交する方向において予め定められた位置で導入し、前記フィルムへ前記電子部品を実装するための接着剤を硬化させるための接着剤キュアユニットと、
前記実装ユニットと前記接着剤キュアユニットとの間に配置され、前記実装ユニットより前記電子部品が実装された前記フィルムを導入し、前記接着剤キュアユニットに前記フィルムが導入される位置に合わせて、前記フィルムを前記所定方向にシフトする第2のシフト部と
をさらに具備する電子部品実装装置。
【請求項4】
請求項1乃至3のいずれか1項に記載の電子部品実装装置であって、
前記所定方向は、前記フィルムの長尺方向と直交する方向である
電子部品実装装置。
【請求項1】
長尺状のフィルムを繰り出す繰り出しユニットと、
前記フィルムの主面の、前記フィルムの長尺方向に対して直交する方向において予め定められた位置に電子部品を実装する実装ユニットと、
前記繰り出しユニットと前記実装ユニットとの間に配置され、前記繰り出しユニットから繰り出された前記フィルムを導入し、前記実装ユニットにより前記フィルムの主面に前記電子部品が実装される位置に合わせて、前記フィルムを前記長尺方向と直交する成分を含む所定方向にシフトする第1のシフト部と
を具備する電子部品実装装置。
【請求項2】
請求項1に記載の電子部品実装装置であって、
前記第1のシフト部は、前記繰り出しユニットから導入された前記フィルムの前記所定方向における位置を検出する検出部と、前記検出部の検出結果に基いてシフト量を制御するシフト量制御部とを有する
電子部品実装装置。
【請求項3】
請求項2に記載の電子部品実装装置であって、
前記実装ユニットより前記電子部品が実装された前記フィルムを前記長尺方向に対して直交する方向において予め定められた位置で導入し、前記フィルムへ前記電子部品を実装するための接着剤を硬化させるための接着剤キュアユニットと、
前記実装ユニットと前記接着剤キュアユニットとの間に配置され、前記実装ユニットより前記電子部品が実装された前記フィルムを導入し、前記接着剤キュアユニットに前記フィルムが導入される位置に合わせて、前記フィルムを前記所定方向にシフトする第2のシフト部と
をさらに具備する電子部品実装装置。
【請求項4】
請求項1乃至3のいずれか1項に記載の電子部品実装装置であって、
前記所定方向は、前記フィルムの長尺方向と直交する方向である
電子部品実装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−205911(P2010−205911A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−49544(P2009−49544)
【出願日】平成21年3月3日(2009.3.3)
【出願人】(000002059)シンフォニアテクノロジー株式会社 (1,111)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年3月3日(2009.3.3)
【出願人】(000002059)シンフォニアテクノロジー株式会社 (1,111)
【Fターム(参考)】
[ Back to top ]