
電子部品接合構造体の製造方法及び該製造方法により得られた電子部品接合構造体
【課題】電子部品の高機能化及び多端子化が可能な電子部品接合構造体の製造方法及び電子部品接合構造体を提供することを目的とする。
【解決手段】基板上の電極金属上にはんだペーストを塗布する塗布工程、及び、該基板上の電極金属上に該はんだペーストを介して電子部品の電極端子を接触させた状態で、該はんだペーストを熱処理する熱処理工程を含む電子部品接合構造体の製造方法であって、該はんだペーストが、該基板上の電極金属と同じ材質の金属板に塗布したときの該金属板とはんだペーストとの接触面積をA、該はんだペーストを温度235℃〜260℃の範囲で熱処理した後の該金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす電子部品接合構造体の製造方法。
【解決手段】基板上の電極金属上にはんだペーストを塗布する塗布工程、及び、該基板上の電極金属上に該はんだペーストを介して電子部品の電極端子を接触させた状態で、該はんだペーストを熱処理する熱処理工程を含む電子部品接合構造体の製造方法であって、該はんだペーストが、該基板上の電極金属と同じ材質の金属板に塗布したときの該金属板とはんだペーストとの接触面積をA、該はんだペーストを温度235℃〜260℃の範囲で熱処理した後の該金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす電子部品接合構造体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子部品接合構造体の製造方法及び該製造方法により得られた電子部品接合構造体に関し、特にチップ部品や半導体パッケージ等の電子部品をはんだ等の接合材を用いてプリント配線基板等の回路基板に実装する、鉛フリーの電子部品接合構造体の製造方法及び電子部品接合構造体に関する。
【背景技術】
【0002】
近年の電子機器の軽量小型化・薄型化に伴い、電子機器の実装技術は、回路基板上の電極にはんだペーストをスクリーン印刷した後、電子部品をマウントし、リフロー炉を用いた加熱処理をすることにより電子部品を回路基板に接合して電子部品接合構造体を形成するという表面実装技術が主流となってきている。さらに、半導体装置等に用いられる電子部品の高機能化・軽量小型化・薄型化も急速に進展しており、これに伴い電子部品に配設されている電極端子とはんだ付け部も微細化及び多端子化する傾向にある。このように微細化し多端子化した電極端子を高い信頼性で回路基板に実装する電子部品の実装接合構造体が望まれている。
【0003】
これらの電極端子と基板上の電極金属との接合に用いられるはんだは、一般的に、金属材料の接合に用いられ、溶融温度域(固相線温度から液相線温度の範囲)が450℃以下の合金材料とされる。従来、リフロー熱処理で使用するはんだ材料としては、一般的に融点183℃のSn−37Pb共晶はんだが用いられ、また、高耐熱性が要求される、電子部品の内部等で使用される高温はんだとしては、固相線270℃及び液相線305℃であるSn−90Pb等の高温はんだが広く用いられてきた。
【0004】
しかし、近年、EUの環境規制(WEEE、RoHS指令)にあるように、Pbの有害性が問題となり、環境汚染を防止する観点から、はんだの鉛フリー化が急速に進んでいる。現在、Sn−37Pb共晶はんだの代替としては、例えば融点220℃程度のSn−3.0Ag−0.5Cuからなる鉛フリーはんだ(特許文献1,2参照)が提案され、リフロー熱処理として240℃から260℃程度の温度範囲が一般的となりつつある。
【0005】
しかし、上述の共晶はんだ、高温はんだ、鉛フリーはんだの各材料は、融点以上の温度で液相を呈するため、はんだペーストとして印刷塗布した後、リフロー等の熱処理過程で溶融状態となり、電極端子及び基板上の電極金属に対して液状に濡れ広がる加工特性であった。特にはんだが印刷塗布される基板上の電極金属表面に関してははんだが大きく濡れ広がるために基板上の電極金属表面の露出部分がなくなり被覆厚さも一定でなくなるので、電子部品の高機能化・多端子化に対応させて、基板上の同一の電極金属の余白部に1つ以上の他の接合方式(例えば、金ワイヤーボンディングや嵌合式コネクティング、圧接導電性素材付加など)を安定的な品質・信頼性で実施できないという状況があった。
【0006】
基板上の電極金属に塗布した接合材が加熱時に濡れ広がらないものとしては、導電性接着剤(典型的には接着剤樹脂に導電性粒子を分散させたもの)が挙げられる。しかしこれらははんだ材料とは異なり、接合部の導通は導電性粒子の接触によって実現され、接着力は接着剤樹脂による接着力に依拠するため、接合の耐熱性・信頼性の点では金属結合で接合するはんだに劣るものであった。そのため、電子部品接合構造体の高機能化・多端子化のために基板上の同一電極金属上で複合した接合方式を用いる場合、はんだと同じ金属結合を有する高耐熱・高信頼性の接続材料でありながら、接合の熱処理時に液状に溶融せず微小な電極上でも濡れ広がらずに印刷時の形状及び面積を維持できる接合材料、並びに該接合材料を用いて接合構造体を形成する方法が望まれていた。しかし効果的な解決策がないのが現状であった。
【0007】
一方、本発明者らは、Sn−3.0Ag−0.5Cuで代表される鉛フリーはんだのリフロー熱処理条件(具体的にはピーク245℃)で合金化し、合金形成後は、ピーク300℃未満のリフロー熱処理条件では再溶融しない高耐熱性の鉛フリー接続材料を既に提案している(特許文献3参照)。
【0008】
【特許文献1】特開平5−050286号公報
【特許文献2】特開平5−228685号公報
【特許文献3】国際公開第2006/109573号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、塗布後の熱処理時におけるはんだの濡れ広がりが低減され、電子部品の高機能化及び多端子化が可能な電子部品接合構造体の製造方法及び電子部品接合構造体を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、各種の金属の組成や粒子形態に関してはんだペースト材料のための検討を行ない、特定のはんだを用いることによって、通常のエレクトロニクス実装技術で用いられている印刷・部品マウント・リフロー熱処理といった一連の工程において、熱処理による接合部の形成前後での基板上の電極金属上のはんだ塗布面積の変化を低減できることを見出し、本発明を完成するに至った。すなわち、本発明は、以下の通りである。
【0011】
[1] 基板上の電極金属上にはんだペーストを塗布する塗布工程、及び
該基板上の電極金属上に該はんだペーストを介して電子部品の電極端子を接触させた状態で、該はんだペーストを熱処理する熱処理工程、
を含む電子部品接合構造体の製造方法であって、
該はんだペーストが、該基板上の電極金属と同じ材質の金属板に塗布した時の該金属板とはんだペーストとの接触面積をA、該はんだペーストを温度235℃〜260℃の範囲で熱処理した後の該金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす電子部品接合構造体の製造方法。
【0012】
[2] 上記塗布工程において、基板上の電極金属上の一部にはんだペーストを塗布し、かつ、上記熱処理工程の後に、さらに、基板上の電極金属のうちのはんだで覆われていない部分に物理的信号線接続による接合を形成する接合工程を行なう、上記[1]に記載の電子部品接合構造体の製造方法。
【0013】
[3] 上記はんだペーストが、導電性フィラーとして第1の金属粒子と第2の金属粒子とを含み、30℃〜600℃の範囲の示差走査熱量測定において、該第1の金属粒子が、少なくとも1つの発熱ピーク及び300〜600℃の少なくとも1つの吸熱ピークを有し、該第2の金属粒子が、発熱ピークを有さず、かつ210〜260℃に少なくとも1つの吸熱ピークを有する、上記[2]に記載の電子部品接合構造体の製造方法。
【0014】
[4] 上記第2の金属粒子がSnを主成分とする粒子である、上記[3]に記載の電子部品接合構造体の製造方法。
【0015】
[5] 上記第1の金属粒子が、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなり、上記第2の金属粒子が、Snからなる、上記[3]又は[4]に記載の電子部品接合構造体の製造方法。
【0016】
[6] 上記[1]〜[5]のいずれかに記載の製造方法により得られた電子部品接合構造体。
【発明の効果】
【0017】
本発明の電子部品接合構造体の製造方法及び電子部品接合構造体によれば、塗布後の熱処理時におけるはんだの濡れ広がりが低減され、電子部品の高機能化及び多端子化が可能な電子部品接合構造体の製造方法及び電子部品接合構造体を提供することができる。また、本発明によれば、例えば、基板上の同一電極金属上に、はんだによる接合と他の方式(例えば、金ワイヤーボンディング、嵌合式コネクティング、圧接導電性素材付加等)による接合とを安定的な品質及び信頼性で形成することも可能になる。
【発明を実施するための最良の形態】
【0018】
本発明の電子部品接合構造体の製造方法は、基板上の電極金属上にはんだペーストを塗布する塗布工程、及び、基板上の電極金属上にはんだペーストを介して電子部品の電極端子を接触させた状態で、はんだペーストを熱処理する熱処理工程を含む。
【0019】
本発明において用いるはんだペーストは、基板上の電極金属と同じ材質の金属板に塗布した時の該金属板とはんだペーストとの接触面積をA、該はんだペーストを温度235℃〜260℃の範囲で熱処理した後の該金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす。熱処理工程後にはんだの収縮によって電極とはんだとの接触面積が減少すると、電子部品接合構造体の接合部自体が電子部品の下に隠れて見えなくなってしまい外観検査が困難になる点、及び接合強度の観点から、B/Aの値は、0.7以上である。また、基板上の電極金属上及び電極端子上への拡散及び変質の影響を抑える観点から、B/Aの値は、1.3以下である。上記B/Aの値は、0.8以上1.2以下であることが好ましく、0.9以上1.1以下であることがより好ましい。
【0020】
本発明においては、B/Aの値が上記範囲内であるはんだペーストを用いることによって、はんだペーストを熱処理して基板上の電極金属の電子部品接合部を形成する際に、はんだが濡れ広がらずに基板上の電極金属上に余白部分(すなわちはんだ被覆が形成されていない部分)を形成できる。これにより、他の物理的信号接続による接合を、はんだ接合部が形成された基板上の電極金属自身に付与することができ、より小面積及び小型の電子部品接合構造体を製造することができる。
【0021】
以下、本発明において使用できるはんだペーストの好ましい例について説明する。
好ましいはんだペーストとしては、導電性フィラーを含むものが挙げられ、特に、導電性フィラーと、ロジン、活性剤、溶剤及び必要に応じて増粘剤を含む添加剤からなるフラックスとで構成されるペーストが特に好ましい。
【0022】
上記導電性フィラーは、より典型的には、第1の金属粒子と第2の金属粒子とを含む。この場合、30℃〜600℃の範囲の示差走査熱量測定(以下、「DSC測定」ともいう。)において、第1の金属粒子が、発熱ピークを少なくとも1つ及び300〜600℃に吸熱ピークを少なくとも1つ有し、第2の金属粒子が、発熱ピークを有さず、かつ、210〜260℃に少なくとも1つの吸熱ピークを有することが好ましい。
【0023】
特に、第1の金属粒子としては、DSC測定で発熱ピークとして観測される準安定合金相を少なくとも1つと、吸熱ピークとして観測される融点を210〜240℃及び300〜450℃の2箇所にそれぞれ少なくとも1つずつ有するとともに、50℃以上210℃未満には吸熱ピークとして観測される融点を有さないものがより好ましい。
【0024】
なお、DSC測定の温度範囲は30〜600℃、昇温速度は10℃/分とし、発熱量又は吸熱量が±1.5J/g以上あるものを測定対象物由来のピークとして定量し、それ未満のピークは、分析精度の観点から除外するものとする。また本明細書において「融点」とは、融解開始温度を意味し、DSCにおける固相線境界温度を指す。
【0025】
また、第1の金属粒子と第2の金属粒子との組合せとしては、第1の金属粒子と第2の金属粒子との混合体が、DSC測定において、第1の金属粒子由来の発熱ピークとして観測される準安定合金相を少なくとも1つと、第2の金属粒子由来の吸熱ピークとして観測される融点を210〜240℃に少なくとも1つ有するとともに、第2の金属粒子の210〜240℃に観察される融点(該融点が2つ以上存在する場合は最も低い融点)以上の温度で熱処理された後においては、第1の金属粒子と第2の金属粒子との反応物として新たな安定合金相が形成されており、該安定合金相由来の吸熱ピークとして観測される融点を300〜450℃に少なくとも1つ有するものであることが好ましい。
【0026】
第1の金属粒子と第2の金属粒子との混合体に、例えば235℃〜260℃の熱処理を加えることにより、第2の金属粒子の融点以上の熱が与えられると、該第2の金属粒子が第1の金属粒子との融合を開始し、第1の金属粒子と第2の金属粒子との間の熱拡散反応が加速的に進み、準安定合金相が消失して新たな安定合金相が形成される。即ち、DSCで発熱ピークとして観測される準安定合金相の存在は、該熱拡散反応の進行を助長する効果がある。ここで、上記熱処理の温度は、はんだの一般的なリフロー熱処理条件であるピーク温度235〜260℃の範囲で適宜設定することができる。
【0027】
上記の熱拡散反応が進行するにしたがって、第2の金属粒子における210〜260℃の融点を有する金属成分は、新たに形成される300〜450℃の融点を有する安定合金相へ移動して減少する。つまり、上記の熱処理後においては、210〜240℃の吸熱ピーク面積として観測される第2の金属粒子の溶融時の吸熱量は該熱処理前に比べて減少するか、又は消失する。その一方で、第1の金属粒子と第2の金属粒子との反応により、300℃未満では溶融しない新たな安定合金相が形成される。
【0028】
上記の混合体の50〜240℃におけるDSCの吸熱ピーク面積は、はんだの一般的リフロー熱処理条件であるピーク温度235〜260℃の範囲で熱処理した後において熱処理前の0〜90%であることが好ましく、0〜70%であることがより好ましい。該吸熱ピーク面積が熱処理後において熱処理前の90%以下である場合、300℃未満では溶融しない新たな安定合金相による高耐熱性をはんだに付与できる。なお、0%とは、該熱処理後は50〜240℃におけるDSCの吸熱ピークが消失することを意味する。
【0029】
第1の金属粒子と第2の金属粒子との上記のような組合せを含む導電性フィラーを用いて構成したはんだペーストは、一般的なリフロー熱処理条件であるピーク温度235〜260℃の範囲において全てが溶融する液体状態を経ずに反応が進行し、第1の金属粒子と第2の金属粒子との融合が進行するため、電子部品の電極端子と基板上の電極金属との間を接合するためのはんだペーストの塗布及び熱処理の前後で発生する、基板上の電極金属とはんだペーストとの接触面積の拡大ないしは縮小の変化を所望の範囲内に収めることができる。
【0030】
第1の金属粒子としては、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなる金属粒子が好ましい。例えば第2の金属粒子の主成分がSnである場合において、はんだペーストの熱処理による接合強度を高くできる点で、第1の金属粒子におけるCuの含有率を50質量%以上とすることが好ましい。また、DSC測定において発熱ピークを少なくとも1つ及び300〜600℃に吸熱ピークを少なくとも1つ有するように容易に調整できる点で、第1の金属粒子においてはAg、Bi、In、及びSnからなる群より選ばれる1種以上の元素の含有率を10質量%以上とすることが好ましい。
【0031】
また、第1の金属粒子としては、Cu50〜80質量%、Sn5〜25質量%、Ag5〜25質量%、Bi1〜20質量%、及びIn1〜10質量%の組成を有する合金からなる金属粒子がより好ましい。DSC測定において発熱ピークを示す準安定合金相の形成を容易にするために、Agの含有率は5質量%以上、Biの含有率は1質量%以上とすることがより好ましい。熱処理時に第1の金属粒子と第2の金属粒子との合金化を促進するために、Snの含有率は5質量%以上、Inの含有率は1質量%以上とすることがより好ましい。また、Cuの含有率を50質量%以上とするために、Sn、Ag、Bi及びInの含有率は、それぞれ25質量%以下、25質量%以下、20質量%以下、及び10質量%以下とすることがより好ましい。
【0032】
さらにより好ましい第1の金属粒子は、Cu50〜80質量%、Ag5〜15質量%、Bi2〜10質量%、In2〜10質量%、及び残部Snの組成を有する合金からなる金属粒子である。
【0033】
第2の金属粒子としては、Snを主成分とする粒子が好ましい。本明細書においてSnを主成分とする金属粒子とはSnを50質量%超で含有する金属粒子を意味する。第2の金属粒子は、Snを70〜100質量%含む金属粒子であることがより好ましい。例えば第1の金属粒子の主成分がCuである場合において、はんだペーストの熱処理による接合強度を高くできる点で、第2の金属粒子におけるSnの含有率を70質量%以上とすることが好ましい。また、Snの融点は232℃であるので、第2の金属粒子に210〜260℃の融点を発現させることが容易である点でも、第2の金属粒子がSnを主成分とすること、さらにSnを70質量%以上含有することは好ましい。第2の金属粒子におけるSn以外の成分としては、鉛フリーはんだで通常使用される金属元素、例えばAg、Al、Bi、Cu、Ge、In、Ni、Zn、を30質量%以下含有することが好ましい。
【0034】
また、第2の金属粒子としては、Sn100質量%からなる金属粒子、又はSn70〜99質量%と、Ag、Bi、Cu、及びInからなる群より選ばれる1種以上の元素1〜30質量%との組成を有する合金からなる金属粒子がより好ましい。
第1の金属粒子と第2の金属粒子との好ましい典型的な組合せとしては、第1の金属粒子が、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなり、第2の金属粒子がSnからなる組合せを例示できる。
【0035】
第1の金属粒子と第2の金属粒子との組合せにおける混合比としては、第1の金属粒子100質量部に対する第2の金属粒子の混合量が、50〜200質量部であることが好ましく、55〜186質量部であることがより好ましく、80〜186質量部であることが最も好ましい。第1の金属粒子100質量部に対する第2の金属粒子の混合量が50質量部以上である場合、電子部品接合構造体の接合部として形成した後のはんだ接合部の室温での接続強度が高く、第2の金属粒子の混合量が200質量部以下である場合、例えばはんだの一般的なリフロー熱処理条件である260℃で熱処理した際に高い接続強度が得られる。
【0036】
第1の金属粒子及び第2の金属粒子の粒子サイズは、はんだペーストの塗布方法に応じて適宜定めることができる。例えば、スクリーン印刷法では、ペースト版抜け性を重視して、体積平均粒径2〜40μmの範囲の粒度分布がブロードで比較的真球度の高い粒子を用いることが好ましい。またディスペンス法では、吐出塗布時のペースト流動性を考慮して、粒度分布をよりシャープにすることが好ましい。
【0037】
通常、微細な金属粒子では表面が酸化されていることが多い。従って、はんだペーストの熱処理による溶融及び熱拡散を促進する目的で、はんだペーストには、酸化膜を除去するための活性剤を配合することが好ましい。
【0038】
上記導電性フィラーを構成する第1の金属粒子及び第2の金属粒子の製造方法としては、金属粒子内に準安定合金相や安定合金相を形成させるために、急冷凝固法である不活性ガスアトマイズ法を採用することが望ましい。ガスアトマイズ法では、通常、窒素ガス、アルゴンガス、ヘリウムガス等の不活性ガスが使用されるが、ヘリウムガスを用いることが好ましく、冷却速度は500〜5000℃/秒が好ましい。
【0039】
はんだペーストは、典型的には、上記導電性フィラー、並びにロジン、活性剤、溶剤、及び必要に応じて増粘剤を含む添加剤を含有するフラックスで構成される。はんだペーストにおける導電性フィラーの含有率としては、85〜95質量%が好ましい。フラックスは、金属粒子からなる導電性フィラーの表面処理に最適で、該金属粒子の溶融及び熱拡散を促進するものである。フラックスとしては公知の材料を使用でき、該公知の材料については例えば特開2004−223559号公報に記載されている。フラックスは、酸化膜除去剤として有機アミンを更に含有することがより好ましい。また、必要に応じて、公知のフラックスにさらに溶剤を加えて粘度を調整したものを使用してもよい。
【0040】
ロジンとしては、天然樹脂又はその変性樹脂を主成分とするものが挙げられる。変性樹脂としては重合ロジン、フェノール樹脂変性ロジン等が挙げられる。はんだペースト中のロジンの含有量は、40〜50質量%の範囲であることが好ましく、42〜48質量%の範囲であることがより好ましい。
【0041】
活性剤としては、無機系及び有機系のものを使用でき、例えばアミン塩酸塩等のハロゲン系活性剤、有機酸系活性剤等が挙げられる。はんだペースト中の活性剤の含有量は、7〜12質量%の範囲であることが好ましく、8〜11質量%の範囲であることがより好ましい。
【0042】
溶剤としては、例えばジエチレングリコールモノヘキシルエーテル、オクタンジオール等が挙げられる。はんだペースト中の溶剤の含有量は、30〜45質量%の範囲であることが好ましく、35〜40質量%の範囲であることがより好ましい。
【0043】
増粘剤としては、例えばチクソ剤が挙げられる。はんだペースト中における、増粘剤を含む添加剤の含有量は、10〜15質量%の範囲であることが好ましい。
【0044】
はんだペーストの粘度は、25℃において150〜250Pa・sの範囲であることが好ましく、180〜230Pa・sの範囲であることがより好ましい。ペーストの流動性・印刷塗付工程において版抜けを良好に保つという観点から、該粘度が250Pa・s以下が好ましくペーストの流動性・印刷塗付工程において基板上の電極金属上での印刷ダレを防止する観点から、150Pa・s以上が好ましい。なお上記粘度とは、JIS Z 3284「ソルダペースト」規格に規定された方法で行ない、実際には該規格に準拠した粘度測定装置(例えば(株)マルコム製「PCU−205」)を用いて該規格記載の条件で測定される値である。
【0045】
はんだペーストが第1の金属粒子と第2の金属粒子とを含む場合、他の金属粒子との融合性を有する第2の金属粒子と、溶融しない第1の金属粒子との作用により、熱処理工程におけるはんだペーストの濡れ広がりが低減されるため、熱処理工程後にも塗布時に近い形状を保持し、電子部品の電極端子と基板上の電極金属との間を接合するためのはんだペーストの塗布及び熱処理の前後で発生する、基板上の電極金属とはんだペーストとの接触面積の拡大ないしは縮小の変化を所望の範囲内に収める効果が良好である。
【0046】
本発明における基板上の電極金属を構成する金属としては、例えば、Cu、Ag、Au、Ni、Sn、Al、Ti、Pd、Si等の金属が挙げられ、Cu、Ag、Auがより好ましい。これらはメッキや貼り合わせ等の各種処理で基板上の電極金属の表面部分として形成されていることができる。なお、はんだペーストを基板上の電極金属に塗布する場合は、はんだと基板上の電極金属との接続を良好にするために基板上の電極金属に対して表面被覆処理が行なわれているのが一般的であり、例えば銅電極では、一例として該電極上にメッキで形成したSn、Au、Ni等の薄膜が形成されている。特に、上記金属のうちAu以外は、金属表面が酸化され易いため、はんだペーストを塗布する前にフラックス等で表面処理したり、又はプリフラックスコートしたり、各種金属メッキやはんだ被覆を行なうことが好ましい。
【0047】
塗布工程において、基板上の電極金属上にはんだペーストを塗布する手段としては、はんだペーストを一定の厚さ又は一定の塗布量で付与する手段が一般的であり、スクリーン印刷や転写印刷、ディスペンス吐出等が用いられる。
【0048】
スクリーン印刷ではマスク版を用いた印刷機を使用できる。印刷機は、典型的には、基板を固定する機構と、メタルマスクと基板上の電極部分の位置合わせを行なう機構と、マスク版を基板に圧接し、そのマスク上からマスク下にある基板上の電極金属部分に対して開口部からペーストを塗布用のスキージで刷り込む機構とを有している。マスク版としてはメッシュタイプやメタルタイプなどの各種材質が存在するが、粒子サイズに幅広く対応し、工程での清掃も容易なメタルマスクタイプが一般に広く用いられている。
【0049】
転写印刷は、はんだペーストの一定塗膜厚さの平塗り塗膜を一定のクリアランスを持つスキージなどで形成した後に、その塗膜をスタンパーで抜き取って基板の所定の電極位置にスタンプすることで、電極上にはんだペーストを一定量配置する方式であり、専用の転写印刷装置が用いられる。転写印刷装置は、平塗り塗膜を塗布する塗布機構と、基板を固定し基板の電極位置を合わせる機構と、3次元的にスタンパーを駆動させて抜き取り及び転写押印を行なう機構とを有している。転写印刷はスクリーン印刷に比べて塗布量がばらつきやすく、スタンパーの清掃管理など連続運転に注意を要することもあり、印刷方式としてはスクリーン印刷が主流になっている。
【0050】
ディスペンス吐出は、基板上の電極部分に一定量のはんだペーストを吐出していく方式であり、ディスペンサー装置が用いられる。ディスペンサーは、シリンジ内に収められたはんだペーストに対して吐出に必要な圧力をオンデマンドでかけることによって一定量のはんだペーストをシリンジ先端のニードルから押し出すものであり、シリンジ自体を3次元的に駆動させ基板上の電極部分の位置を決めることで電極上に必要量のはんだペーストを吐出塗布する装置である。ニードルからの吐出という手法に起因して、ペースト自体がスクリーン印刷に比べて薄くなりにくいという欠点はあるが、工程上でのペーストのロスも少なく、吐出の位置や量がプログラムによって可変であるため、印刷マスク版を圧接しにくい段差や凹凸のある基板及び電子部品構造体へのペースト塗布が可能である。
【0051】
塗布工程においては、小面積及び小型の電子部品接合構造体を形成する観点から、はんだペーストの塗布部分が基板上の電極金属の上面(すなわち基板側でない方の面)の面積の一部であることが好ましく、基板上の電極金属の上面の面積の20〜80%であることがより好ましい。
【0052】
熱処理工程においては、基板上の電極金属上にはんだペーストを介して電子部品の電極端子を接触させた状態で、はんだペーストを熱処理する。熱処理工程は、典型的には部品マウント工程とリフロー熱処理工程との2つに分けて行なう。
【0053】
部品マウント工程では、半導体やチップ部品などの各種電子部品をピックアップし基板の所定位置に接触させて置くマウンタ装置が用いられる。マウンタ装置は、電子部品を供給する機構と、該電子部品をピックアップする機構と、ピックアップした電子部品を、装置内に配置した基板の所定の電極位置に設定した圧力で置いていく機構とを有している。
【0054】
リフロー熱処理工程は、基板上の電極金属上にはんだペーストを介して電子部品が配置された状態の基板に対して、一定の仕様の温度を印加する工程であり、一般的にはんだ熱処理に適合する炉を持つリフロー装置が用いられる。リフロー熱処理の際の加熱方式としては、赤外線印加や熱風印加などの方式が主流であり、リフロー熱処理時の炉内の雰囲気は空気の場合と窒素の場合があるが、電子部品やはんだ接合部の酸化による劣化を防ぐ意味で、近年の高密度高精度実装においては窒素雰囲気のリフローが多用されている。リフロー熱処理は通常、予熱部と本加熱部に分けられ、本加熱部は一般的にはんだが溶融及び接合する温度以上に設定され、本加熱部の最高温度は、共晶はんだの場合で235℃程度、Sn−3.0Ag−0.5Cuで代表される鉛フリーはんだの場合で245〜255℃程度である。予熱部は、基板や電子部品の全体を均一に温め、本加熱部で活性状態となる前にはんだのフラックス成分を整える意味を持つため、200℃程度以下の温度で保持される。
【0055】
リフロー熱処理は、235℃以上である時間が3〜60秒となるように行なうことが好ましい。導電性フィラーとして第1の金属粒子及び第2の金属粒子を用いる場合、第2の金属粒子が熱拡散するために、235℃以上である時間は3秒以上であることが好ましく、電子部品の保護の観点から、235℃以上である時間は60秒以下であることが好ましい。235℃以上である時間は30秒以上であることがより好ましい。さらに、リフロー熱処理は、ピーク温度245℃〜260℃で5〜30秒行なうことが好ましい。熱処理は、大気中で行なってもよいが、窒素雰囲気中で行なうことがより好ましい。さらに好ましくは、熱処理は、はんだ用リフロー装置を用い、ピーク温度210℃〜250℃、酸素濃度1000ppm以下の窒素雰囲気で行なう。
【0056】
従来の電子部品接合構造体においては、電子部品が接合された基板上の電極金属に予め配線パターンを介して別の電極部分を引き出しておくことによって、リフロー熱処理後のはんだ被覆が形成されない部分を形成し、この部分に、はんだ接合以外の他の物理的信号線接続による接合を形成する工程が用いられることが多い。
【0057】
この場合、引き出し配線や別電極部を予め用意する必要があるため、電子部品接合構造体を構成する上で余分な面積が必要となり、小型化が妨げられていた。
【0058】
本発明においては、熱処理時のはんだペーストの濡れ広がりが低減されるため、まず塗布工程において基板上の電極金属上の一部にはんだペーストを塗布し、熱処理工程を経た後、接合工程として、基板上の同一電極金属のうちのはんだで覆われていない部分に、物理的信号接続(より典型的にははんだ接合以外の物理的信号接続)による接合をさらに形成することが可能である。
【0059】
すなわち、本発明の電子部品接合構造体の製造方法においては、基板上の電極金属のうち電気信号の入出力に関係する部分である上面(すなわち基板側でない方の面)に、電子部品がはんだ接合されている部分とはんだで覆われていない部分とを形成できる。該上面は、はんだ以外の物理的信号線接続(例えば、金ワイヤーボンディングや嵌合式コネクティング、圧接導電性素材付加など)で接合した部分を形成して基板上の電極金属の本来の機能を発現させるために重要な部分であるため、はんだ形成部分の面積を低減してはんだで覆われていない部分を基板上の電極金属上に確保し、基板上の同一電極金属上に複数種類の信号線接続を有する電子部品接合構造体を形成できることは、小面積化及び小型化の点で有利である。
【実施例】
【0060】
以下、本発明を実施例に基づいて説明するが、本発明はこれに限定されるものではない。
【0061】
(1)第1の金属粒子の製造
Cu粒子6.5kg(純度99質量%以上)、Sn粒子1.5kg(純度99質量%以上)、Ag粒子1.0kg(純度99質量%以上)、Bi粒子0.5kg(純度99質量%以上)、及びIn粒子0.5kg(純度99質量%以上)を黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱、融解した。
【0062】
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行ない、第1の金属粒子を作製した。この時の冷却速度は2600℃/秒とした。
【0063】
得られた第1の金属粒子を走査型電子顕微鏡(日立製作所(株)製:S−2700)で観察したところ球状であった。この金属粒子を気流式分級機(日清エンジニアリング(株)製:TC−15N)を用いて、1.6μmの設定で分級した後に、そのオーバーカット粉を10μm設定でもう一度分級して得られたアンダーカット粉を回収した。この回収された第1の金属粒子の体積平均粒径は2.7μmであった。このようにして得られた第1の金属粒子を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。
【0064】
その結果、得られた第1の金属粒子には、495℃、及び514℃に吸熱ピークが存在し、複数の融点を有することが確認できた。また、254℃の発熱ピークが存在し、準安定合金相を有することが確認できた。
【0065】
(2)第2の金属粒子の製造
Sn粒子10.0kg(純度99質量%以上)を黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱、融解した。次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行なうことにより、第2の金属粒子を作製した。この時の冷却速度は2600℃/秒とした。
【0066】
得られた第2の金属粒子を走査型電子顕微鏡(日立製作所(株)製:S−2700)で観察したところ球状であった。この金属粒子を気流式分級機(日清エンジニアリング(株)製:TC−15N)を用いて、5μmの設定で分級した後に、そのオーバーカット粉を40μm設定でもう一度分級して得られたアンダーカット粉を回収した。この回収された第2の金属粒子の体積平均粒径は6.5μmであった。このようにして得られた第2の金属粒子を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。その結果、得られた第2の金属粒子には、242℃の吸熱ピークが存在し、融点232℃(融解開始温度:通常、固相線温度と表示させる温度)を有することが確認できた。また、特徴的な発熱ピークは存在しなかった。
【0067】
(3)導電性フィラー及びはんだペーストの熱特性
(参考例1)
上記第1の金属粒子と上記第2の金属粒子とを質量比100:83で混合した導電性フィラー(平均粒径3.4μm)を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。この測定により得られたDSCチャートでは、233℃、348℃、及び378℃に吸熱ピークが存在することが確認された。233℃の吸熱ピークは、融点227℃(融解開始温度:固相線温度と表示させる温度)、吸熱量16.1J/gである。また、特徴的に255℃に発熱ピークが存在していた。
【0068】
次に、該導電性フィラー90.2質量%、ロジン系フラックス9.8質量%を混合し、ソルダーソフナー((株)マルコム製:「SPS−1」)、脱泡混練機(松尾産業(株)製:「SNB−350」)にかけてはんだペーストを作製した。このようにして得られたはんだペーストを試料として(株)マルコム製「PCU−205」で粘度測定したところ、粘度204Pa・s、チクソ指数0.50であった。
【0069】
上記はんだペーストをアルミナ基板に載せ、窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。この間、リフローシミュレータの観測窓より該ペーストを観察したが、はんだペースト中の導電性フィラーは液状に溶融しなかった。
【0070】
この熱処理後のはんだペーストを試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。この測定により得られたDSCチャートでは、136℃、171℃、347℃、420℃に吸熱ピークの存在が検出された。この内、240℃以下の吸熱ピークは、136℃、171℃で、吸熱量は、3.9J/gである。よって50〜240℃の吸熱量は、熱処理前の210〜240℃の吸熱ピーク面積から観測される溶融時の吸熱量の24%に減少し、新たな安定合金相が形成されて融合体ができていることが確認された。
【0071】
(参考例2)
上記第1の金属粒子と上記第2の金属粒子とを質量比100:185で混合した導電性フィラー(平均粒径4.25μm)を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。235℃、409℃に吸熱ピークが存在することが確認された。235℃の吸熱ピークは、融点223℃(融解開始温度:固相線温度と表示させる温度)、吸熱量2.71J/gである。また、特徴的に248℃に発熱ピークが存在していた。
【0072】
次に、該導電性フィラー89.6質量%、ロジン系フラックス10.4質量%を混合し、ソルダーソフナー((株)マルコム製:「SPS−1」)、脱泡混練機(松尾産業(株)製:「SNB−350」)にかけてはんだペーストを作製した。このようにして得られたはんだペーストを試料として(株)マルコム製「PCU−205」で粘度測定したところ、粘度214Pa・s、チクソ指数0.45であった。
【0073】
上記はんだペーストをアルミナ基板に載せ、窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。この間、リフローシミュレータの観測窓より該ペーストを観察したが、はんだペースト中の導電性フィラーは液状に溶融しなかった。
【0074】
この熱処理後のはんだペーストを試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。177℃、194℃、401℃、430℃に吸熱ピークの存在が検出され、新たな安定合金相が形成されて融合体ができていることが確認された。
【0075】
(4)はんだペーストの塗布、熱処理及び面積変化評価
(実施例1,比較例1)
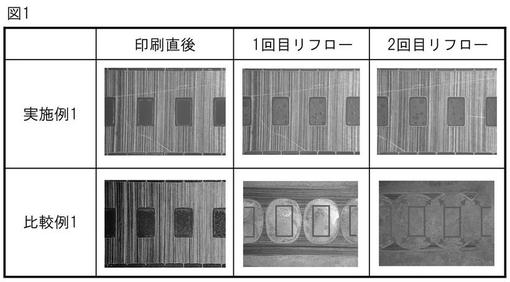
参考例1で作製したはんだペーストを縦25mm×横25mm、厚み0.3mmのAuめっきCu板(表面はAu)に印刷塗布した。印刷パターン形成は、印刷機としてマイクロテック(株)製の「MT−320TV」を用い、版には0.2mm厚のメタルマスクを用いた。マスクの開孔は2mm×3mm(塗布接触面積6mm2)である。印刷条件は、速度:10mm/sec、印圧:0.1MPa、スキージ圧:0.2MPa、背圧:0.1MPa、スキージはR80−60°、クリアランス:0mmとした。この印刷パターンを窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。比較例1としては、代表的な鉛フリーはんだ、ハリマ化成(株)製「マイクロソルダー」(Sn−3.0Ag−0.5Cu金属組成)を同一の条件で評価した。このようにして形成したはんだペースト印刷パターンの熱処理前後の上面写真を図1に示す。比較例1では、当該熱処理温度で完全に液状溶融したためにAu表面上ではんだペーストが液体状に濡れ広がり、熱処理後のはんだの接触面積はもとの塗布接触面積の2.6倍のサイズになったが、実施例1のペーストでは液状溶融は見られず、面積変化についてももとの塗布接触面積の1.0倍(変化無し)に収まり、もとの設定上の印刷形状及び印刷面積を保っていた。なお、このAuめっきCu板上の熱処理後のペーストを再度、上記と同じ条件でリフロー熱処理を加えて接触面積の変化を見たところ、比較例1ではさらに拡大したが、実施例は変化がなかった。
【0076】
(実施例2,比較例2)
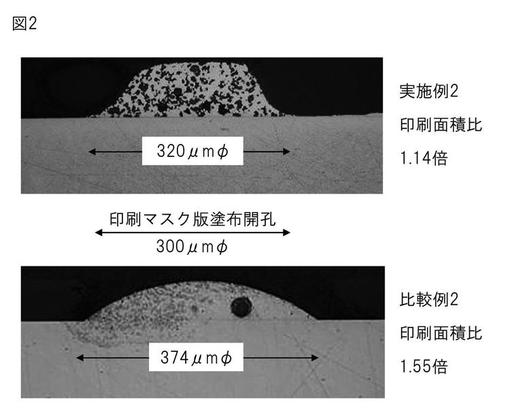
参考例1で作製したはんだペーストを縦25mm×横25mm、厚み0.3mmのCu板に印刷塗布した。印刷パターン形成は、印刷機としてマイクロテック(株)製の「MT−320TV」を用い、版には0.1mm厚のメタルマスクを用いた。マスクの開孔は300μmφ(塗布接触面積90000μm2)である。印刷条件は、速度:10mm/sec、印圧:0.1MPa、スキージ圧:0.2MPa、背圧:0.1MPa、スキージはR80−60°、クリアランス:0mmとした。この印刷パターンを窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理してバンプを形成した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。比較例2としては、代表的な鉛フリーはんだ、ハリマ化成(株)製「マイクロソルダー」(Sn−3.0Ag−0.5Cu金属組成)を同一の条件で評価した。このようにして形成したはんだペースト印刷バンプの熱処理後のバンプ中央部分での断面写真を図2に示す。比較例2では、当該熱処理温度で完全に液状溶融したため、Auに比べ比較的はんだの濡れ広がりが少ないCu表面上でもバンプ形成時にはんだペーストが濡れ広がり、熱処理後のバンプ部におけるはんだのCu板接触面積は374μmφとなりもとの塗布接触面積の1.55倍のサイズになったが、実施例2のペーストでは液状溶融は見られず、面積についても320μmφで、面積変化はもとの塗布接触面積の1.14倍に収まり、またもとの設定上の印刷形状及び印刷面積に対して1.3以下の値を示した。
【0077】
(実施例3,比較例3)
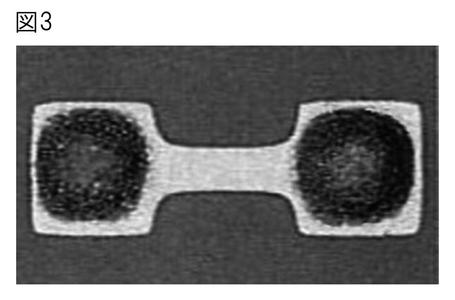
縦50mm×横50mm、厚み0.80mmのFR−4基板(利昌工業(株)製「CS−3287」)の表面に厚み18μmの0.3mm角銅電極を0.3mmギャップ間隔で2つ並べたものの中央を0.1mm幅の銅配線ブリッジパターンでつないだ基板上の電極金属を形成した(電極の表面処理は四国化成工業(株)製プリフラックス「タフエース」F−2、基板表面のソルダーレジストは太陽インキ製造(株)製「PSR4000」;厚み20μm)。参考例1で作製したはんだペーストをこの基板上の電極金属上に印刷塗布した。印刷パターン形成は、印刷機としてヤマハ発動機(株)製の「YVP−Xg−w」を用い、版には0.1mm厚のメタルマスクを用いて行なった。マスクの開孔は該0.3mm角電極部の中央位置を基準にして0.3mm角面積の60%開孔率(開孔面積0.054mm2)の角孔である。印刷条件は、ダブルメタルスキージ(角度55°)で印圧50N、速度10mm/sec、クリアランス:0mmとした。この印刷パターンを窒素雰囲気下にて、ピーク温度250℃でリフロー熱処理した。熱処理装置は、エイテックテクトロン(株)製のリフロー炉「NIS−20−82C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30秒、ピーク温度250℃の範囲で制御する条件を採用した。
【0078】
はんだペーストの上記の熱処理後の状態の上面写真を図3に示す。左右の0.3mm角電極内部にあるはんだペーストの熱処理後の接触面積は印刷塗布した面積と同じで、写真上の面積からの換算でも電極面積の約60%となっており、印刷マスクの開孔率設定と変わらず電極表面上ではんだの接触面積の変化がないことが分かった。
【0079】
比較例3として、実施例3と同条件で、はんだペーストのみを代表的な鉛フリーはんだ、千住金属工業(株)のエコソルダーペースト「M705−GRN360−K2−V」(Sn−3.0Ag−0.5Cu)に変えて評価したところ、はんだペーストは熱処理後に0.3mm角電極内で広がって仕上がり面積が大きく変化していた。また、一部では中央の0.1mm幅の銅配線ブリッジパターンまではんだペーストが流れており左右の0.3mm角電極がつながっているものが見られた。
【0080】
(5)電子部品の実装による電子部品接合構造体の形成
(実施例4,比較例4)
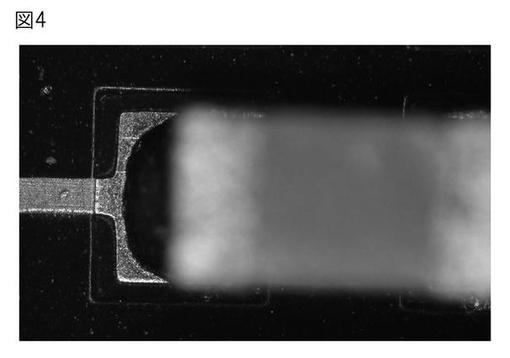
実施例3で用いたのと同じ、基板上の電極電極(すなわちマトリックス多数配置電極を有する基板の当該電極)に、参考例1で作製したはんだペーストを実施例3と同一の条件・装置・マスクによって印刷塗布した。この印刷パターンの左右間をまたいで、すなわち、左右隣接する一対の電極パターンにおいて左側電極の右側0.3mm角電極と右側電極の左側0.3mm角電極の各々端部側半分を均等に踏む形で、電子部品として0603サイズのチップ抵抗(KOA(株)製;基板上の設置面積は縦0.3mm横0.6mm)をヤマハ発動機(株)製チップマウンタ「YV100Xg」にて搭載した(部品押込み圧0.8N、押し込み高さ設定0mm)。その後、実施例2と同一の条件・装置を用いて窒素雰囲気下にて、ピーク温度250℃でリフロー熱処理した。
【0081】
この電子部品接合構造体の上面写真を図4に示す。部品の0.3mm角電極の上の半分は該チップ抵抗が実装されており残りの半分は電極部分が露出しているが、はんだペーストは熱処理後に上記半分の電極面積の中に収まっていた。熱処理後のはんだ接触面積は印刷塗布時の接触面積に対して1.3倍以内で拡大するに収まっており、電極の周辺部は該はんだで覆われていない余白部分を残していた。
【0082】
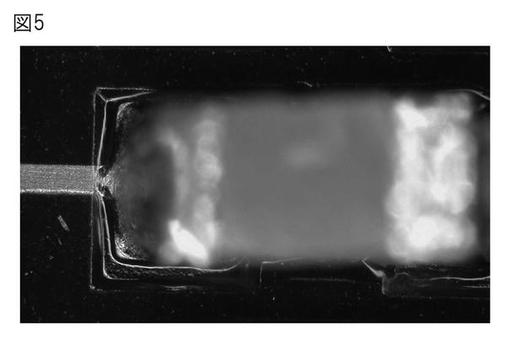
比較例4として、実施例4と同条件で、はんだペーストのみを代表的な鉛フリーはんだ、千住金属工業(株)のエコソルダーペースト「M705−GRN360−K2−V」(Sn−3.0Ag−0.5Cu)に変えて評価した結果を図5に示す。はんだペーストは熱処理後に電極面積のうちチップ抵抗が載っていない半分の中で全体的に広がり、熱処理後のはんだ接触面積は印刷塗布時の接触面積に対して1.3倍を超えて拡大していた。
【0083】
基板上の電極金属を、該基板上の電極金属上に搭載される電子部品の搭載投影面積範囲内にほぼ収めるような、いわゆる「フィレットレス実装」方式等において、従来の一般的なはんだでは液状に溶融したはんだが電子部品の電極端子に濡れ上がって移動し、基板上の電極金属と電子部品の電極端子との接合部分の品質が不安定になったり、電極端子部側面で膨れを形成してしまったりするため、実装品質のばらつきや強度劣化、隣接部品のショートなどが懸念されていた。しかし、本実施例において分かるように、本発明の製造方法で用いるはんだペーストは、上述のように、熱処理の際に基板上の電極金属の印刷接触面積からの拡大が少なく、さらに、電子部品の電極端子に対する濡れ上がりが少ない状態で電子部品を実装できるため、高密度なフィレットレス実装にも用いることができる。
【0084】
(5)他の物理的信号線接続によって接合した部分を併せ持つ電子部品接合構造体の形成
(実施例5)
実施例3と同じ、基板上の電極金属を用い、中央の0.1mm幅の銅配線ブリッジパターンを削除して左右の0.3mm角電極を合体させた長方形電極パターン(縦0.3mm、横0.6mm)を形成し、その2つ(すなわち一対)を長方形長手方向に0.3mmギャップ間隔で並べて配置し、銅表面にニッケル下地の金メッキを施した。得られた基板上の電極金属のギャップ寄りの内側半分に、参考例1で作製したはんだペーストを印刷塗布した。印刷パターン形成は、印刷機としてヤマハ発動機(株)製の「YVP−Xg−w」を用い、版には0.1mm厚のメタルマスクを用いて行なった。マスクの開孔は、該長方形の基板上の電極金属の面積の半分である0.3mm角の中心から60%開孔率(開孔面積0.054mm2)の角孔である。印刷塗布の条件・装置・マスクは実施例3と同一である。この一対の長方形電極の間のギャップ部分をまたいで、すなわち、左右隣接する一対の電極パターンにおいて左側電極の右側0.3mm角相当の部分と右側電極の左側0.3mm角相当の部分を均等に踏む形で、電子部品として0603サイズのチップ抵抗(KOA(株)製;基板上の設置面積は縦0.3mm横0.6mm)をヤマハ発動機(株)製チップマウンタ「YV100Xg」にて搭載した(部品押込み圧0.8N、押し込み高さ設定0mm)。その後、実施例3と同一の条件・装置を用いて窒素雰囲気下にて、ピーク温度250℃でリフロー熱処理した。
【0085】
得られた電子部品接合構造体のチップ抵抗を搭載実装している部分の外側両サイドにははんだペーストが熱処理後に広がっていないため、電極面積の半分は余白として金メッキの表面が露出していた。その約0.3mm角程度の金メッキ電極部分に半導体チップや電子部品モジュールで一般的に用いられる金ワイヤーをウエスト・ボンド社製ワイヤーボンダー;モデル5400Bにてボンディングしたところ、電極表面にはんだが広がってきていないために表面が安定した金メッキ状態となり、金−金接合によるワイヤーボンディングを行なうことができた。
【産業上の利用可能性】
【0086】
本発明は、電子部品の実装に適用でき、特にチップ部品や半導体パッケージ等の電子部品をはんだでプリント配線基板等の回路基板に実装する際に好適に適用できる。本発明によれば、電極部分を微小領域内で複合的な接合方式にて形成できるため、高機能化及び多端子化に対応した電子部品接合構造体の提供が可能になる。
【図面の簡単な説明】
【0087】
【図1】実施例1及び比較例1における、熱処理前後のAuめっき金属板とはんだとの接触面積の変化を示した上面図に代わる写真である。
【図2】実施例2及び比較例2における、熱処理前後のCu板とはんだとの接触状態及び接触面積変化を示した断面図に代わる写真である。
【図3】実施例3におけるはんだペーストの熱処理後の状態を示す上面図に代わる写真である。
【図4】実施例4において形成した電子部品接合構造体の上面図に代わる写真である。
【図5】比較例4において形成した電子部品接合構造体の上面図に代わる写真である。
【技術分野】
【0001】
本発明は電子部品接合構造体の製造方法及び該製造方法により得られた電子部品接合構造体に関し、特にチップ部品や半導体パッケージ等の電子部品をはんだ等の接合材を用いてプリント配線基板等の回路基板に実装する、鉛フリーの電子部品接合構造体の製造方法及び電子部品接合構造体に関する。
【背景技術】
【0002】
近年の電子機器の軽量小型化・薄型化に伴い、電子機器の実装技術は、回路基板上の電極にはんだペーストをスクリーン印刷した後、電子部品をマウントし、リフロー炉を用いた加熱処理をすることにより電子部品を回路基板に接合して電子部品接合構造体を形成するという表面実装技術が主流となってきている。さらに、半導体装置等に用いられる電子部品の高機能化・軽量小型化・薄型化も急速に進展しており、これに伴い電子部品に配設されている電極端子とはんだ付け部も微細化及び多端子化する傾向にある。このように微細化し多端子化した電極端子を高い信頼性で回路基板に実装する電子部品の実装接合構造体が望まれている。
【0003】
これらの電極端子と基板上の電極金属との接合に用いられるはんだは、一般的に、金属材料の接合に用いられ、溶融温度域(固相線温度から液相線温度の範囲)が450℃以下の合金材料とされる。従来、リフロー熱処理で使用するはんだ材料としては、一般的に融点183℃のSn−37Pb共晶はんだが用いられ、また、高耐熱性が要求される、電子部品の内部等で使用される高温はんだとしては、固相線270℃及び液相線305℃であるSn−90Pb等の高温はんだが広く用いられてきた。
【0004】
しかし、近年、EUの環境規制(WEEE、RoHS指令)にあるように、Pbの有害性が問題となり、環境汚染を防止する観点から、はんだの鉛フリー化が急速に進んでいる。現在、Sn−37Pb共晶はんだの代替としては、例えば融点220℃程度のSn−3.0Ag−0.5Cuからなる鉛フリーはんだ(特許文献1,2参照)が提案され、リフロー熱処理として240℃から260℃程度の温度範囲が一般的となりつつある。
【0005】
しかし、上述の共晶はんだ、高温はんだ、鉛フリーはんだの各材料は、融点以上の温度で液相を呈するため、はんだペーストとして印刷塗布した後、リフロー等の熱処理過程で溶融状態となり、電極端子及び基板上の電極金属に対して液状に濡れ広がる加工特性であった。特にはんだが印刷塗布される基板上の電極金属表面に関してははんだが大きく濡れ広がるために基板上の電極金属表面の露出部分がなくなり被覆厚さも一定でなくなるので、電子部品の高機能化・多端子化に対応させて、基板上の同一の電極金属の余白部に1つ以上の他の接合方式(例えば、金ワイヤーボンディングや嵌合式コネクティング、圧接導電性素材付加など)を安定的な品質・信頼性で実施できないという状況があった。
【0006】
基板上の電極金属に塗布した接合材が加熱時に濡れ広がらないものとしては、導電性接着剤(典型的には接着剤樹脂に導電性粒子を分散させたもの)が挙げられる。しかしこれらははんだ材料とは異なり、接合部の導通は導電性粒子の接触によって実現され、接着力は接着剤樹脂による接着力に依拠するため、接合の耐熱性・信頼性の点では金属結合で接合するはんだに劣るものであった。そのため、電子部品接合構造体の高機能化・多端子化のために基板上の同一電極金属上で複合した接合方式を用いる場合、はんだと同じ金属結合を有する高耐熱・高信頼性の接続材料でありながら、接合の熱処理時に液状に溶融せず微小な電極上でも濡れ広がらずに印刷時の形状及び面積を維持できる接合材料、並びに該接合材料を用いて接合構造体を形成する方法が望まれていた。しかし効果的な解決策がないのが現状であった。
【0007】
一方、本発明者らは、Sn−3.0Ag−0.5Cuで代表される鉛フリーはんだのリフロー熱処理条件(具体的にはピーク245℃)で合金化し、合金形成後は、ピーク300℃未満のリフロー熱処理条件では再溶融しない高耐熱性の鉛フリー接続材料を既に提案している(特許文献3参照)。
【0008】
【特許文献1】特開平5−050286号公報
【特許文献2】特開平5−228685号公報
【特許文献3】国際公開第2006/109573号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、塗布後の熱処理時におけるはんだの濡れ広がりが低減され、電子部品の高機能化及び多端子化が可能な電子部品接合構造体の製造方法及び電子部品接合構造体を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、各種の金属の組成や粒子形態に関してはんだペースト材料のための検討を行ない、特定のはんだを用いることによって、通常のエレクトロニクス実装技術で用いられている印刷・部品マウント・リフロー熱処理といった一連の工程において、熱処理による接合部の形成前後での基板上の電極金属上のはんだ塗布面積の変化を低減できることを見出し、本発明を完成するに至った。すなわち、本発明は、以下の通りである。
【0011】
[1] 基板上の電極金属上にはんだペーストを塗布する塗布工程、及び
該基板上の電極金属上に該はんだペーストを介して電子部品の電極端子を接触させた状態で、該はんだペーストを熱処理する熱処理工程、
を含む電子部品接合構造体の製造方法であって、
該はんだペーストが、該基板上の電極金属と同じ材質の金属板に塗布した時の該金属板とはんだペーストとの接触面積をA、該はんだペーストを温度235℃〜260℃の範囲で熱処理した後の該金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす電子部品接合構造体の製造方法。
【0012】
[2] 上記塗布工程において、基板上の電極金属上の一部にはんだペーストを塗布し、かつ、上記熱処理工程の後に、さらに、基板上の電極金属のうちのはんだで覆われていない部分に物理的信号線接続による接合を形成する接合工程を行なう、上記[1]に記載の電子部品接合構造体の製造方法。
【0013】
[3] 上記はんだペーストが、導電性フィラーとして第1の金属粒子と第2の金属粒子とを含み、30℃〜600℃の範囲の示差走査熱量測定において、該第1の金属粒子が、少なくとも1つの発熱ピーク及び300〜600℃の少なくとも1つの吸熱ピークを有し、該第2の金属粒子が、発熱ピークを有さず、かつ210〜260℃に少なくとも1つの吸熱ピークを有する、上記[2]に記載の電子部品接合構造体の製造方法。
【0014】
[4] 上記第2の金属粒子がSnを主成分とする粒子である、上記[3]に記載の電子部品接合構造体の製造方法。
【0015】
[5] 上記第1の金属粒子が、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなり、上記第2の金属粒子が、Snからなる、上記[3]又は[4]に記載の電子部品接合構造体の製造方法。
【0016】
[6] 上記[1]〜[5]のいずれかに記載の製造方法により得られた電子部品接合構造体。
【発明の効果】
【0017】
本発明の電子部品接合構造体の製造方法及び電子部品接合構造体によれば、塗布後の熱処理時におけるはんだの濡れ広がりが低減され、電子部品の高機能化及び多端子化が可能な電子部品接合構造体の製造方法及び電子部品接合構造体を提供することができる。また、本発明によれば、例えば、基板上の同一電極金属上に、はんだによる接合と他の方式(例えば、金ワイヤーボンディング、嵌合式コネクティング、圧接導電性素材付加等)による接合とを安定的な品質及び信頼性で形成することも可能になる。
【発明を実施するための最良の形態】
【0018】
本発明の電子部品接合構造体の製造方法は、基板上の電極金属上にはんだペーストを塗布する塗布工程、及び、基板上の電極金属上にはんだペーストを介して電子部品の電極端子を接触させた状態で、はんだペーストを熱処理する熱処理工程を含む。
【0019】
本発明において用いるはんだペーストは、基板上の電極金属と同じ材質の金属板に塗布した時の該金属板とはんだペーストとの接触面積をA、該はんだペーストを温度235℃〜260℃の範囲で熱処理した後の該金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす。熱処理工程後にはんだの収縮によって電極とはんだとの接触面積が減少すると、電子部品接合構造体の接合部自体が電子部品の下に隠れて見えなくなってしまい外観検査が困難になる点、及び接合強度の観点から、B/Aの値は、0.7以上である。また、基板上の電極金属上及び電極端子上への拡散及び変質の影響を抑える観点から、B/Aの値は、1.3以下である。上記B/Aの値は、0.8以上1.2以下であることが好ましく、0.9以上1.1以下であることがより好ましい。
【0020】
本発明においては、B/Aの値が上記範囲内であるはんだペーストを用いることによって、はんだペーストを熱処理して基板上の電極金属の電子部品接合部を形成する際に、はんだが濡れ広がらずに基板上の電極金属上に余白部分(すなわちはんだ被覆が形成されていない部分)を形成できる。これにより、他の物理的信号接続による接合を、はんだ接合部が形成された基板上の電極金属自身に付与することができ、より小面積及び小型の電子部品接合構造体を製造することができる。
【0021】
以下、本発明において使用できるはんだペーストの好ましい例について説明する。
好ましいはんだペーストとしては、導電性フィラーを含むものが挙げられ、特に、導電性フィラーと、ロジン、活性剤、溶剤及び必要に応じて増粘剤を含む添加剤からなるフラックスとで構成されるペーストが特に好ましい。
【0022】
上記導電性フィラーは、より典型的には、第1の金属粒子と第2の金属粒子とを含む。この場合、30℃〜600℃の範囲の示差走査熱量測定(以下、「DSC測定」ともいう。)において、第1の金属粒子が、発熱ピークを少なくとも1つ及び300〜600℃に吸熱ピークを少なくとも1つ有し、第2の金属粒子が、発熱ピークを有さず、かつ、210〜260℃に少なくとも1つの吸熱ピークを有することが好ましい。
【0023】
特に、第1の金属粒子としては、DSC測定で発熱ピークとして観測される準安定合金相を少なくとも1つと、吸熱ピークとして観測される融点を210〜240℃及び300〜450℃の2箇所にそれぞれ少なくとも1つずつ有するとともに、50℃以上210℃未満には吸熱ピークとして観測される融点を有さないものがより好ましい。
【0024】
なお、DSC測定の温度範囲は30〜600℃、昇温速度は10℃/分とし、発熱量又は吸熱量が±1.5J/g以上あるものを測定対象物由来のピークとして定量し、それ未満のピークは、分析精度の観点から除外するものとする。また本明細書において「融点」とは、融解開始温度を意味し、DSCにおける固相線境界温度を指す。
【0025】
また、第1の金属粒子と第2の金属粒子との組合せとしては、第1の金属粒子と第2の金属粒子との混合体が、DSC測定において、第1の金属粒子由来の発熱ピークとして観測される準安定合金相を少なくとも1つと、第2の金属粒子由来の吸熱ピークとして観測される融点を210〜240℃に少なくとも1つ有するとともに、第2の金属粒子の210〜240℃に観察される融点(該融点が2つ以上存在する場合は最も低い融点)以上の温度で熱処理された後においては、第1の金属粒子と第2の金属粒子との反応物として新たな安定合金相が形成されており、該安定合金相由来の吸熱ピークとして観測される融点を300〜450℃に少なくとも1つ有するものであることが好ましい。
【0026】
第1の金属粒子と第2の金属粒子との混合体に、例えば235℃〜260℃の熱処理を加えることにより、第2の金属粒子の融点以上の熱が与えられると、該第2の金属粒子が第1の金属粒子との融合を開始し、第1の金属粒子と第2の金属粒子との間の熱拡散反応が加速的に進み、準安定合金相が消失して新たな安定合金相が形成される。即ち、DSCで発熱ピークとして観測される準安定合金相の存在は、該熱拡散反応の進行を助長する効果がある。ここで、上記熱処理の温度は、はんだの一般的なリフロー熱処理条件であるピーク温度235〜260℃の範囲で適宜設定することができる。
【0027】
上記の熱拡散反応が進行するにしたがって、第2の金属粒子における210〜260℃の融点を有する金属成分は、新たに形成される300〜450℃の融点を有する安定合金相へ移動して減少する。つまり、上記の熱処理後においては、210〜240℃の吸熱ピーク面積として観測される第2の金属粒子の溶融時の吸熱量は該熱処理前に比べて減少するか、又は消失する。その一方で、第1の金属粒子と第2の金属粒子との反応により、300℃未満では溶融しない新たな安定合金相が形成される。
【0028】
上記の混合体の50〜240℃におけるDSCの吸熱ピーク面積は、はんだの一般的リフロー熱処理条件であるピーク温度235〜260℃の範囲で熱処理した後において熱処理前の0〜90%であることが好ましく、0〜70%であることがより好ましい。該吸熱ピーク面積が熱処理後において熱処理前の90%以下である場合、300℃未満では溶融しない新たな安定合金相による高耐熱性をはんだに付与できる。なお、0%とは、該熱処理後は50〜240℃におけるDSCの吸熱ピークが消失することを意味する。
【0029】
第1の金属粒子と第2の金属粒子との上記のような組合せを含む導電性フィラーを用いて構成したはんだペーストは、一般的なリフロー熱処理条件であるピーク温度235〜260℃の範囲において全てが溶融する液体状態を経ずに反応が進行し、第1の金属粒子と第2の金属粒子との融合が進行するため、電子部品の電極端子と基板上の電極金属との間を接合するためのはんだペーストの塗布及び熱処理の前後で発生する、基板上の電極金属とはんだペーストとの接触面積の拡大ないしは縮小の変化を所望の範囲内に収めることができる。
【0030】
第1の金属粒子としては、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなる金属粒子が好ましい。例えば第2の金属粒子の主成分がSnである場合において、はんだペーストの熱処理による接合強度を高くできる点で、第1の金属粒子におけるCuの含有率を50質量%以上とすることが好ましい。また、DSC測定において発熱ピークを少なくとも1つ及び300〜600℃に吸熱ピークを少なくとも1つ有するように容易に調整できる点で、第1の金属粒子においてはAg、Bi、In、及びSnからなる群より選ばれる1種以上の元素の含有率を10質量%以上とすることが好ましい。
【0031】
また、第1の金属粒子としては、Cu50〜80質量%、Sn5〜25質量%、Ag5〜25質量%、Bi1〜20質量%、及びIn1〜10質量%の組成を有する合金からなる金属粒子がより好ましい。DSC測定において発熱ピークを示す準安定合金相の形成を容易にするために、Agの含有率は5質量%以上、Biの含有率は1質量%以上とすることがより好ましい。熱処理時に第1の金属粒子と第2の金属粒子との合金化を促進するために、Snの含有率は5質量%以上、Inの含有率は1質量%以上とすることがより好ましい。また、Cuの含有率を50質量%以上とするために、Sn、Ag、Bi及びInの含有率は、それぞれ25質量%以下、25質量%以下、20質量%以下、及び10質量%以下とすることがより好ましい。
【0032】
さらにより好ましい第1の金属粒子は、Cu50〜80質量%、Ag5〜15質量%、Bi2〜10質量%、In2〜10質量%、及び残部Snの組成を有する合金からなる金属粒子である。
【0033】
第2の金属粒子としては、Snを主成分とする粒子が好ましい。本明細書においてSnを主成分とする金属粒子とはSnを50質量%超で含有する金属粒子を意味する。第2の金属粒子は、Snを70〜100質量%含む金属粒子であることがより好ましい。例えば第1の金属粒子の主成分がCuである場合において、はんだペーストの熱処理による接合強度を高くできる点で、第2の金属粒子におけるSnの含有率を70質量%以上とすることが好ましい。また、Snの融点は232℃であるので、第2の金属粒子に210〜260℃の融点を発現させることが容易である点でも、第2の金属粒子がSnを主成分とすること、さらにSnを70質量%以上含有することは好ましい。第2の金属粒子におけるSn以外の成分としては、鉛フリーはんだで通常使用される金属元素、例えばAg、Al、Bi、Cu、Ge、In、Ni、Zn、を30質量%以下含有することが好ましい。
【0034】
また、第2の金属粒子としては、Sn100質量%からなる金属粒子、又はSn70〜99質量%と、Ag、Bi、Cu、及びInからなる群より選ばれる1種以上の元素1〜30質量%との組成を有する合金からなる金属粒子がより好ましい。
第1の金属粒子と第2の金属粒子との好ましい典型的な組合せとしては、第1の金属粒子が、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなり、第2の金属粒子がSnからなる組合せを例示できる。
【0035】
第1の金属粒子と第2の金属粒子との組合せにおける混合比としては、第1の金属粒子100質量部に対する第2の金属粒子の混合量が、50〜200質量部であることが好ましく、55〜186質量部であることがより好ましく、80〜186質量部であることが最も好ましい。第1の金属粒子100質量部に対する第2の金属粒子の混合量が50質量部以上である場合、電子部品接合構造体の接合部として形成した後のはんだ接合部の室温での接続強度が高く、第2の金属粒子の混合量が200質量部以下である場合、例えばはんだの一般的なリフロー熱処理条件である260℃で熱処理した際に高い接続強度が得られる。
【0036】
第1の金属粒子及び第2の金属粒子の粒子サイズは、はんだペーストの塗布方法に応じて適宜定めることができる。例えば、スクリーン印刷法では、ペースト版抜け性を重視して、体積平均粒径2〜40μmの範囲の粒度分布がブロードで比較的真球度の高い粒子を用いることが好ましい。またディスペンス法では、吐出塗布時のペースト流動性を考慮して、粒度分布をよりシャープにすることが好ましい。
【0037】
通常、微細な金属粒子では表面が酸化されていることが多い。従って、はんだペーストの熱処理による溶融及び熱拡散を促進する目的で、はんだペーストには、酸化膜を除去するための活性剤を配合することが好ましい。
【0038】
上記導電性フィラーを構成する第1の金属粒子及び第2の金属粒子の製造方法としては、金属粒子内に準安定合金相や安定合金相を形成させるために、急冷凝固法である不活性ガスアトマイズ法を採用することが望ましい。ガスアトマイズ法では、通常、窒素ガス、アルゴンガス、ヘリウムガス等の不活性ガスが使用されるが、ヘリウムガスを用いることが好ましく、冷却速度は500〜5000℃/秒が好ましい。
【0039】
はんだペーストは、典型的には、上記導電性フィラー、並びにロジン、活性剤、溶剤、及び必要に応じて増粘剤を含む添加剤を含有するフラックスで構成される。はんだペーストにおける導電性フィラーの含有率としては、85〜95質量%が好ましい。フラックスは、金属粒子からなる導電性フィラーの表面処理に最適で、該金属粒子の溶融及び熱拡散を促進するものである。フラックスとしては公知の材料を使用でき、該公知の材料については例えば特開2004−223559号公報に記載されている。フラックスは、酸化膜除去剤として有機アミンを更に含有することがより好ましい。また、必要に応じて、公知のフラックスにさらに溶剤を加えて粘度を調整したものを使用してもよい。
【0040】
ロジンとしては、天然樹脂又はその変性樹脂を主成分とするものが挙げられる。変性樹脂としては重合ロジン、フェノール樹脂変性ロジン等が挙げられる。はんだペースト中のロジンの含有量は、40〜50質量%の範囲であることが好ましく、42〜48質量%の範囲であることがより好ましい。
【0041】
活性剤としては、無機系及び有機系のものを使用でき、例えばアミン塩酸塩等のハロゲン系活性剤、有機酸系活性剤等が挙げられる。はんだペースト中の活性剤の含有量は、7〜12質量%の範囲であることが好ましく、8〜11質量%の範囲であることがより好ましい。
【0042】
溶剤としては、例えばジエチレングリコールモノヘキシルエーテル、オクタンジオール等が挙げられる。はんだペースト中の溶剤の含有量は、30〜45質量%の範囲であることが好ましく、35〜40質量%の範囲であることがより好ましい。
【0043】
増粘剤としては、例えばチクソ剤が挙げられる。はんだペースト中における、増粘剤を含む添加剤の含有量は、10〜15質量%の範囲であることが好ましい。
【0044】
はんだペーストの粘度は、25℃において150〜250Pa・sの範囲であることが好ましく、180〜230Pa・sの範囲であることがより好ましい。ペーストの流動性・印刷塗付工程において版抜けを良好に保つという観点から、該粘度が250Pa・s以下が好ましくペーストの流動性・印刷塗付工程において基板上の電極金属上での印刷ダレを防止する観点から、150Pa・s以上が好ましい。なお上記粘度とは、JIS Z 3284「ソルダペースト」規格に規定された方法で行ない、実際には該規格に準拠した粘度測定装置(例えば(株)マルコム製「PCU−205」)を用いて該規格記載の条件で測定される値である。
【0045】
はんだペーストが第1の金属粒子と第2の金属粒子とを含む場合、他の金属粒子との融合性を有する第2の金属粒子と、溶融しない第1の金属粒子との作用により、熱処理工程におけるはんだペーストの濡れ広がりが低減されるため、熱処理工程後にも塗布時に近い形状を保持し、電子部品の電極端子と基板上の電極金属との間を接合するためのはんだペーストの塗布及び熱処理の前後で発生する、基板上の電極金属とはんだペーストとの接触面積の拡大ないしは縮小の変化を所望の範囲内に収める効果が良好である。
【0046】
本発明における基板上の電極金属を構成する金属としては、例えば、Cu、Ag、Au、Ni、Sn、Al、Ti、Pd、Si等の金属が挙げられ、Cu、Ag、Auがより好ましい。これらはメッキや貼り合わせ等の各種処理で基板上の電極金属の表面部分として形成されていることができる。なお、はんだペーストを基板上の電極金属に塗布する場合は、はんだと基板上の電極金属との接続を良好にするために基板上の電極金属に対して表面被覆処理が行なわれているのが一般的であり、例えば銅電極では、一例として該電極上にメッキで形成したSn、Au、Ni等の薄膜が形成されている。特に、上記金属のうちAu以外は、金属表面が酸化され易いため、はんだペーストを塗布する前にフラックス等で表面処理したり、又はプリフラックスコートしたり、各種金属メッキやはんだ被覆を行なうことが好ましい。
【0047】
塗布工程において、基板上の電極金属上にはんだペーストを塗布する手段としては、はんだペーストを一定の厚さ又は一定の塗布量で付与する手段が一般的であり、スクリーン印刷や転写印刷、ディスペンス吐出等が用いられる。
【0048】
スクリーン印刷ではマスク版を用いた印刷機を使用できる。印刷機は、典型的には、基板を固定する機構と、メタルマスクと基板上の電極部分の位置合わせを行なう機構と、マスク版を基板に圧接し、そのマスク上からマスク下にある基板上の電極金属部分に対して開口部からペーストを塗布用のスキージで刷り込む機構とを有している。マスク版としてはメッシュタイプやメタルタイプなどの各種材質が存在するが、粒子サイズに幅広く対応し、工程での清掃も容易なメタルマスクタイプが一般に広く用いられている。
【0049】
転写印刷は、はんだペーストの一定塗膜厚さの平塗り塗膜を一定のクリアランスを持つスキージなどで形成した後に、その塗膜をスタンパーで抜き取って基板の所定の電極位置にスタンプすることで、電極上にはんだペーストを一定量配置する方式であり、専用の転写印刷装置が用いられる。転写印刷装置は、平塗り塗膜を塗布する塗布機構と、基板を固定し基板の電極位置を合わせる機構と、3次元的にスタンパーを駆動させて抜き取り及び転写押印を行なう機構とを有している。転写印刷はスクリーン印刷に比べて塗布量がばらつきやすく、スタンパーの清掃管理など連続運転に注意を要することもあり、印刷方式としてはスクリーン印刷が主流になっている。
【0050】
ディスペンス吐出は、基板上の電極部分に一定量のはんだペーストを吐出していく方式であり、ディスペンサー装置が用いられる。ディスペンサーは、シリンジ内に収められたはんだペーストに対して吐出に必要な圧力をオンデマンドでかけることによって一定量のはんだペーストをシリンジ先端のニードルから押し出すものであり、シリンジ自体を3次元的に駆動させ基板上の電極部分の位置を決めることで電極上に必要量のはんだペーストを吐出塗布する装置である。ニードルからの吐出という手法に起因して、ペースト自体がスクリーン印刷に比べて薄くなりにくいという欠点はあるが、工程上でのペーストのロスも少なく、吐出の位置や量がプログラムによって可変であるため、印刷マスク版を圧接しにくい段差や凹凸のある基板及び電子部品構造体へのペースト塗布が可能である。
【0051】
塗布工程においては、小面積及び小型の電子部品接合構造体を形成する観点から、はんだペーストの塗布部分が基板上の電極金属の上面(すなわち基板側でない方の面)の面積の一部であることが好ましく、基板上の電極金属の上面の面積の20〜80%であることがより好ましい。
【0052】
熱処理工程においては、基板上の電極金属上にはんだペーストを介して電子部品の電極端子を接触させた状態で、はんだペーストを熱処理する。熱処理工程は、典型的には部品マウント工程とリフロー熱処理工程との2つに分けて行なう。
【0053】
部品マウント工程では、半導体やチップ部品などの各種電子部品をピックアップし基板の所定位置に接触させて置くマウンタ装置が用いられる。マウンタ装置は、電子部品を供給する機構と、該電子部品をピックアップする機構と、ピックアップした電子部品を、装置内に配置した基板の所定の電極位置に設定した圧力で置いていく機構とを有している。
【0054】
リフロー熱処理工程は、基板上の電極金属上にはんだペーストを介して電子部品が配置された状態の基板に対して、一定の仕様の温度を印加する工程であり、一般的にはんだ熱処理に適合する炉を持つリフロー装置が用いられる。リフロー熱処理の際の加熱方式としては、赤外線印加や熱風印加などの方式が主流であり、リフロー熱処理時の炉内の雰囲気は空気の場合と窒素の場合があるが、電子部品やはんだ接合部の酸化による劣化を防ぐ意味で、近年の高密度高精度実装においては窒素雰囲気のリフローが多用されている。リフロー熱処理は通常、予熱部と本加熱部に分けられ、本加熱部は一般的にはんだが溶融及び接合する温度以上に設定され、本加熱部の最高温度は、共晶はんだの場合で235℃程度、Sn−3.0Ag−0.5Cuで代表される鉛フリーはんだの場合で245〜255℃程度である。予熱部は、基板や電子部品の全体を均一に温め、本加熱部で活性状態となる前にはんだのフラックス成分を整える意味を持つため、200℃程度以下の温度で保持される。
【0055】
リフロー熱処理は、235℃以上である時間が3〜60秒となるように行なうことが好ましい。導電性フィラーとして第1の金属粒子及び第2の金属粒子を用いる場合、第2の金属粒子が熱拡散するために、235℃以上である時間は3秒以上であることが好ましく、電子部品の保護の観点から、235℃以上である時間は60秒以下であることが好ましい。235℃以上である時間は30秒以上であることがより好ましい。さらに、リフロー熱処理は、ピーク温度245℃〜260℃で5〜30秒行なうことが好ましい。熱処理は、大気中で行なってもよいが、窒素雰囲気中で行なうことがより好ましい。さらに好ましくは、熱処理は、はんだ用リフロー装置を用い、ピーク温度210℃〜250℃、酸素濃度1000ppm以下の窒素雰囲気で行なう。
【0056】
従来の電子部品接合構造体においては、電子部品が接合された基板上の電極金属に予め配線パターンを介して別の電極部分を引き出しておくことによって、リフロー熱処理後のはんだ被覆が形成されない部分を形成し、この部分に、はんだ接合以外の他の物理的信号線接続による接合を形成する工程が用いられることが多い。
【0057】
この場合、引き出し配線や別電極部を予め用意する必要があるため、電子部品接合構造体を構成する上で余分な面積が必要となり、小型化が妨げられていた。
【0058】
本発明においては、熱処理時のはんだペーストの濡れ広がりが低減されるため、まず塗布工程において基板上の電極金属上の一部にはんだペーストを塗布し、熱処理工程を経た後、接合工程として、基板上の同一電極金属のうちのはんだで覆われていない部分に、物理的信号接続(より典型的にははんだ接合以外の物理的信号接続)による接合をさらに形成することが可能である。
【0059】
すなわち、本発明の電子部品接合構造体の製造方法においては、基板上の電極金属のうち電気信号の入出力に関係する部分である上面(すなわち基板側でない方の面)に、電子部品がはんだ接合されている部分とはんだで覆われていない部分とを形成できる。該上面は、はんだ以外の物理的信号線接続(例えば、金ワイヤーボンディングや嵌合式コネクティング、圧接導電性素材付加など)で接合した部分を形成して基板上の電極金属の本来の機能を発現させるために重要な部分であるため、はんだ形成部分の面積を低減してはんだで覆われていない部分を基板上の電極金属上に確保し、基板上の同一電極金属上に複数種類の信号線接続を有する電子部品接合構造体を形成できることは、小面積化及び小型化の点で有利である。
【実施例】
【0060】
以下、本発明を実施例に基づいて説明するが、本発明はこれに限定されるものではない。
【0061】
(1)第1の金属粒子の製造
Cu粒子6.5kg(純度99質量%以上)、Sn粒子1.5kg(純度99質量%以上)、Ag粒子1.0kg(純度99質量%以上)、Bi粒子0.5kg(純度99質量%以上)、及びIn粒子0.5kg(純度99質量%以上)を黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱、融解した。
【0062】
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行ない、第1の金属粒子を作製した。この時の冷却速度は2600℃/秒とした。
【0063】
得られた第1の金属粒子を走査型電子顕微鏡(日立製作所(株)製:S−2700)で観察したところ球状であった。この金属粒子を気流式分級機(日清エンジニアリング(株)製:TC−15N)を用いて、1.6μmの設定で分級した後に、そのオーバーカット粉を10μm設定でもう一度分級して得られたアンダーカット粉を回収した。この回収された第1の金属粒子の体積平均粒径は2.7μmであった。このようにして得られた第1の金属粒子を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。
【0064】
その結果、得られた第1の金属粒子には、495℃、及び514℃に吸熱ピークが存在し、複数の融点を有することが確認できた。また、254℃の発熱ピークが存在し、準安定合金相を有することが確認できた。
【0065】
(2)第2の金属粒子の製造
Sn粒子10.0kg(純度99質量%以上)を黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱、融解した。次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行なうことにより、第2の金属粒子を作製した。この時の冷却速度は2600℃/秒とした。
【0066】
得られた第2の金属粒子を走査型電子顕微鏡(日立製作所(株)製:S−2700)で観察したところ球状であった。この金属粒子を気流式分級機(日清エンジニアリング(株)製:TC−15N)を用いて、5μmの設定で分級した後に、そのオーバーカット粉を40μm設定でもう一度分級して得られたアンダーカット粉を回収した。この回収された第2の金属粒子の体積平均粒径は6.5μmであった。このようにして得られた第2の金属粒子を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。その結果、得られた第2の金属粒子には、242℃の吸熱ピークが存在し、融点232℃(融解開始温度:通常、固相線温度と表示させる温度)を有することが確認できた。また、特徴的な発熱ピークは存在しなかった。
【0067】
(3)導電性フィラー及びはんだペーストの熱特性
(参考例1)
上記第1の金属粒子と上記第2の金属粒子とを質量比100:83で混合した導電性フィラー(平均粒径3.4μm)を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。この測定により得られたDSCチャートでは、233℃、348℃、及び378℃に吸熱ピークが存在することが確認された。233℃の吸熱ピークは、融点227℃(融解開始温度:固相線温度と表示させる温度)、吸熱量16.1J/gである。また、特徴的に255℃に発熱ピークが存在していた。
【0068】
次に、該導電性フィラー90.2質量%、ロジン系フラックス9.8質量%を混合し、ソルダーソフナー((株)マルコム製:「SPS−1」)、脱泡混練機(松尾産業(株)製:「SNB−350」)にかけてはんだペーストを作製した。このようにして得られたはんだペーストを試料として(株)マルコム製「PCU−205」で粘度測定したところ、粘度204Pa・s、チクソ指数0.50であった。
【0069】
上記はんだペーストをアルミナ基板に載せ、窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。この間、リフローシミュレータの観測窓より該ペーストを観察したが、はんだペースト中の導電性フィラーは液状に溶融しなかった。
【0070】
この熱処理後のはんだペーストを試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。この測定により得られたDSCチャートでは、136℃、171℃、347℃、420℃に吸熱ピークの存在が検出された。この内、240℃以下の吸熱ピークは、136℃、171℃で、吸熱量は、3.9J/gである。よって50〜240℃の吸熱量は、熱処理前の210〜240℃の吸熱ピーク面積から観測される溶融時の吸熱量の24%に減少し、新たな安定合金相が形成されて融合体ができていることが確認された。
【0071】
(参考例2)
上記第1の金属粒子と上記第2の金属粒子とを質量比100:185で混合した導電性フィラー(平均粒径4.25μm)を試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。235℃、409℃に吸熱ピークが存在することが確認された。235℃の吸熱ピークは、融点223℃(融解開始温度:固相線温度と表示させる温度)、吸熱量2.71J/gである。また、特徴的に248℃に発熱ピークが存在していた。
【0072】
次に、該導電性フィラー89.6質量%、ロジン系フラックス10.4質量%を混合し、ソルダーソフナー((株)マルコム製:「SPS−1」)、脱泡混練機(松尾産業(株)製:「SNB−350」)にかけてはんだペーストを作製した。このようにして得られたはんだペーストを試料として(株)マルコム製「PCU−205」で粘度測定したところ、粘度214Pa・s、チクソ指数0.45であった。
【0073】
上記はんだペーストをアルミナ基板に載せ、窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。この間、リフローシミュレータの観測窓より該ペーストを観察したが、はんだペースト中の導電性フィラーは液状に溶融しなかった。
【0074】
この熱処理後のはんだペーストを試料とし、島津製作所(株)製「DSC−50」を用い、窒素雰囲気下、昇温速度10℃/分の条件で、30〜600℃の範囲において示差走査熱量測定を行なった。177℃、194℃、401℃、430℃に吸熱ピークの存在が検出され、新たな安定合金相が形成されて融合体ができていることが確認された。
【0075】
(4)はんだペーストの塗布、熱処理及び面積変化評価
(実施例1,比較例1)
参考例1で作製したはんだペーストを縦25mm×横25mm、厚み0.3mmのAuめっきCu板(表面はAu)に印刷塗布した。印刷パターン形成は、印刷機としてマイクロテック(株)製の「MT−320TV」を用い、版には0.2mm厚のメタルマスクを用いた。マスクの開孔は2mm×3mm(塗布接触面積6mm2)である。印刷条件は、速度:10mm/sec、印圧:0.1MPa、スキージ圧:0.2MPa、背圧:0.1MPa、スキージはR80−60°、クリアランス:0mmとした。この印刷パターンを窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。比較例1としては、代表的な鉛フリーはんだ、ハリマ化成(株)製「マイクロソルダー」(Sn−3.0Ag−0.5Cu金属組成)を同一の条件で評価した。このようにして形成したはんだペースト印刷パターンの熱処理前後の上面写真を図1に示す。比較例1では、当該熱処理温度で完全に液状溶融したためにAu表面上ではんだペーストが液体状に濡れ広がり、熱処理後のはんだの接触面積はもとの塗布接触面積の2.6倍のサイズになったが、実施例1のペーストでは液状溶融は見られず、面積変化についてももとの塗布接触面積の1.0倍(変化無し)に収まり、もとの設定上の印刷形状及び印刷面積を保っていた。なお、このAuめっきCu板上の熱処理後のペーストを再度、上記と同じ条件でリフロー熱処理を加えて接触面積の変化を見たところ、比較例1ではさらに拡大したが、実施例は変化がなかった。
【0076】
(実施例2,比較例2)
参考例1で作製したはんだペーストを縦25mm×横25mm、厚み0.3mmのCu板に印刷塗布した。印刷パターン形成は、印刷機としてマイクロテック(株)製の「MT−320TV」を用い、版には0.1mm厚のメタルマスクを用いた。マスクの開孔は300μmφ(塗布接触面積90000μm2)である。印刷条件は、速度:10mm/sec、印圧:0.1MPa、スキージ圧:0.2MPa、背圧:0.1MPa、スキージはR80−60°、クリアランス:0mmとした。この印刷パターンを窒素雰囲気下にて、ピーク温度245℃でリフロー熱処理してバンプを形成した。熱処理装置は、(株)マルコム製のリフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30〜50秒、ピーク温度245℃の範囲で制御する条件を採用した。比較例2としては、代表的な鉛フリーはんだ、ハリマ化成(株)製「マイクロソルダー」(Sn−3.0Ag−0.5Cu金属組成)を同一の条件で評価した。このようにして形成したはんだペースト印刷バンプの熱処理後のバンプ中央部分での断面写真を図2に示す。比較例2では、当該熱処理温度で完全に液状溶融したため、Auに比べ比較的はんだの濡れ広がりが少ないCu表面上でもバンプ形成時にはんだペーストが濡れ広がり、熱処理後のバンプ部におけるはんだのCu板接触面積は374μmφとなりもとの塗布接触面積の1.55倍のサイズになったが、実施例2のペーストでは液状溶融は見られず、面積についても320μmφで、面積変化はもとの塗布接触面積の1.14倍に収まり、またもとの設定上の印刷形状及び印刷面積に対して1.3以下の値を示した。
【0077】
(実施例3,比較例3)
縦50mm×横50mm、厚み0.80mmのFR−4基板(利昌工業(株)製「CS−3287」)の表面に厚み18μmの0.3mm角銅電極を0.3mmギャップ間隔で2つ並べたものの中央を0.1mm幅の銅配線ブリッジパターンでつないだ基板上の電極金属を形成した(電極の表面処理は四国化成工業(株)製プリフラックス「タフエース」F−2、基板表面のソルダーレジストは太陽インキ製造(株)製「PSR4000」;厚み20μm)。参考例1で作製したはんだペーストをこの基板上の電極金属上に印刷塗布した。印刷パターン形成は、印刷機としてヤマハ発動機(株)製の「YVP−Xg−w」を用い、版には0.1mm厚のメタルマスクを用いて行なった。マスクの開孔は該0.3mm角電極部の中央位置を基準にして0.3mm角面積の60%開孔率(開孔面積0.054mm2)の角孔である。印刷条件は、ダブルメタルスキージ(角度55°)で印圧50N、速度10mm/sec、クリアランス:0mmとした。この印刷パターンを窒素雰囲気下にて、ピーク温度250℃でリフロー熱処理した。熱処理装置は、エイテックテクトロン(株)製のリフロー炉「NIS−20−82C」を使用した。温度プロファイルは、予備加熱ゾーンまでの昇温速度:1〜3℃/秒、予備加熱温度範囲を130℃→190℃、予備加熱時間を110〜170秒、本加熱ゾーンは235℃以上の部分を30秒、ピーク温度250℃の範囲で制御する条件を採用した。
【0078】
はんだペーストの上記の熱処理後の状態の上面写真を図3に示す。左右の0.3mm角電極内部にあるはんだペーストの熱処理後の接触面積は印刷塗布した面積と同じで、写真上の面積からの換算でも電極面積の約60%となっており、印刷マスクの開孔率設定と変わらず電極表面上ではんだの接触面積の変化がないことが分かった。
【0079】
比較例3として、実施例3と同条件で、はんだペーストのみを代表的な鉛フリーはんだ、千住金属工業(株)のエコソルダーペースト「M705−GRN360−K2−V」(Sn−3.0Ag−0.5Cu)に変えて評価したところ、はんだペーストは熱処理後に0.3mm角電極内で広がって仕上がり面積が大きく変化していた。また、一部では中央の0.1mm幅の銅配線ブリッジパターンまではんだペーストが流れており左右の0.3mm角電極がつながっているものが見られた。
【0080】
(5)電子部品の実装による電子部品接合構造体の形成
(実施例4,比較例4)
実施例3で用いたのと同じ、基板上の電極電極(すなわちマトリックス多数配置電極を有する基板の当該電極)に、参考例1で作製したはんだペーストを実施例3と同一の条件・装置・マスクによって印刷塗布した。この印刷パターンの左右間をまたいで、すなわち、左右隣接する一対の電極パターンにおいて左側電極の右側0.3mm角電極と右側電極の左側0.3mm角電極の各々端部側半分を均等に踏む形で、電子部品として0603サイズのチップ抵抗(KOA(株)製;基板上の設置面積は縦0.3mm横0.6mm)をヤマハ発動機(株)製チップマウンタ「YV100Xg」にて搭載した(部品押込み圧0.8N、押し込み高さ設定0mm)。その後、実施例2と同一の条件・装置を用いて窒素雰囲気下にて、ピーク温度250℃でリフロー熱処理した。
【0081】
この電子部品接合構造体の上面写真を図4に示す。部品の0.3mm角電極の上の半分は該チップ抵抗が実装されており残りの半分は電極部分が露出しているが、はんだペーストは熱処理後に上記半分の電極面積の中に収まっていた。熱処理後のはんだ接触面積は印刷塗布時の接触面積に対して1.3倍以内で拡大するに収まっており、電極の周辺部は該はんだで覆われていない余白部分を残していた。
【0082】
比較例4として、実施例4と同条件で、はんだペーストのみを代表的な鉛フリーはんだ、千住金属工業(株)のエコソルダーペースト「M705−GRN360−K2−V」(Sn−3.0Ag−0.5Cu)に変えて評価した結果を図5に示す。はんだペーストは熱処理後に電極面積のうちチップ抵抗が載っていない半分の中で全体的に広がり、熱処理後のはんだ接触面積は印刷塗布時の接触面積に対して1.3倍を超えて拡大していた。
【0083】
基板上の電極金属を、該基板上の電極金属上に搭載される電子部品の搭載投影面積範囲内にほぼ収めるような、いわゆる「フィレットレス実装」方式等において、従来の一般的なはんだでは液状に溶融したはんだが電子部品の電極端子に濡れ上がって移動し、基板上の電極金属と電子部品の電極端子との接合部分の品質が不安定になったり、電極端子部側面で膨れを形成してしまったりするため、実装品質のばらつきや強度劣化、隣接部品のショートなどが懸念されていた。しかし、本実施例において分かるように、本発明の製造方法で用いるはんだペーストは、上述のように、熱処理の際に基板上の電極金属の印刷接触面積からの拡大が少なく、さらに、電子部品の電極端子に対する濡れ上がりが少ない状態で電子部品を実装できるため、高密度なフィレットレス実装にも用いることができる。
【0084】
(5)他の物理的信号線接続によって接合した部分を併せ持つ電子部品接合構造体の形成
(実施例5)
実施例3と同じ、基板上の電極金属を用い、中央の0.1mm幅の銅配線ブリッジパターンを削除して左右の0.3mm角電極を合体させた長方形電極パターン(縦0.3mm、横0.6mm)を形成し、その2つ(すなわち一対)を長方形長手方向に0.3mmギャップ間隔で並べて配置し、銅表面にニッケル下地の金メッキを施した。得られた基板上の電極金属のギャップ寄りの内側半分に、参考例1で作製したはんだペーストを印刷塗布した。印刷パターン形成は、印刷機としてヤマハ発動機(株)製の「YVP−Xg−w」を用い、版には0.1mm厚のメタルマスクを用いて行なった。マスクの開孔は、該長方形の基板上の電極金属の面積の半分である0.3mm角の中心から60%開孔率(開孔面積0.054mm2)の角孔である。印刷塗布の条件・装置・マスクは実施例3と同一である。この一対の長方形電極の間のギャップ部分をまたいで、すなわち、左右隣接する一対の電極パターンにおいて左側電極の右側0.3mm角相当の部分と右側電極の左側0.3mm角相当の部分を均等に踏む形で、電子部品として0603サイズのチップ抵抗(KOA(株)製;基板上の設置面積は縦0.3mm横0.6mm)をヤマハ発動機(株)製チップマウンタ「YV100Xg」にて搭載した(部品押込み圧0.8N、押し込み高さ設定0mm)。その後、実施例3と同一の条件・装置を用いて窒素雰囲気下にて、ピーク温度250℃でリフロー熱処理した。
【0085】
得られた電子部品接合構造体のチップ抵抗を搭載実装している部分の外側両サイドにははんだペーストが熱処理後に広がっていないため、電極面積の半分は余白として金メッキの表面が露出していた。その約0.3mm角程度の金メッキ電極部分に半導体チップや電子部品モジュールで一般的に用いられる金ワイヤーをウエスト・ボンド社製ワイヤーボンダー;モデル5400Bにてボンディングしたところ、電極表面にはんだが広がってきていないために表面が安定した金メッキ状態となり、金−金接合によるワイヤーボンディングを行なうことができた。
【産業上の利用可能性】
【0086】
本発明は、電子部品の実装に適用でき、特にチップ部品や半導体パッケージ等の電子部品をはんだでプリント配線基板等の回路基板に実装する際に好適に適用できる。本発明によれば、電極部分を微小領域内で複合的な接合方式にて形成できるため、高機能化及び多端子化に対応した電子部品接合構造体の提供が可能になる。
【図面の簡単な説明】
【0087】
【図1】実施例1及び比較例1における、熱処理前後のAuめっき金属板とはんだとの接触面積の変化を示した上面図に代わる写真である。
【図2】実施例2及び比較例2における、熱処理前後のCu板とはんだとの接触状態及び接触面積変化を示した断面図に代わる写真である。
【図3】実施例3におけるはんだペーストの熱処理後の状態を示す上面図に代わる写真である。
【図4】実施例4において形成した電子部品接合構造体の上面図に代わる写真である。
【図5】比較例4において形成した電子部品接合構造体の上面図に代わる写真である。
【特許請求の範囲】
【請求項1】
基板上の電極金属上にはんだペーストを塗布する塗布工程、及び
前記基板上の電極金属上に前記はんだペーストを介して電子部品の電極端子を接触させた状態で、前記はんだペーストを熱処理する熱処理工程、
を含む電子部品接合構造体の製造方法であって、
前記はんだペーストが、前記基板上の電極金属と同じ材質の金属板に塗布したときの前記金属板とはんだペーストとの接触面積をA、前記はんだペーストを温度235℃〜260℃の範囲で熱処理した後の前記金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす電子部品接合構造体の製造方法。
【請求項2】
前記塗布工程において、前記基板上の電極金属上の一部に前記はんだペーストを塗布し、
かつ、前記熱処理工程の後に、さらに、前記基板上の電極金属のうちのはんだで覆われていない部分に物理的信号線接続による接合を形成する接合工程を行なう、請求項1に記載の電子部品接合構造体の製造方法。
【請求項3】
前記はんだペーストが、導電性フィラーとして第1の金属粒子と第2の金属粒子とを含み、30℃〜600℃の範囲の示差走査熱量測定において、前記第1の金属粒子が、少なくとも1つの発熱ピーク及び300〜600℃の少なくとも1つの吸熱ピークを有し、前記第2の金属粒子が、発熱ピークを有さず、かつ210〜260℃に少なくとも1つの吸熱ピークを有する、請求項1又は2に記載の電子部品接合構造体の製造方法。
【請求項4】
前記第2の金属粒子がSnを主成分とする粒子である、請求項3に記載の電子部品接合構造体の製造方法。
【請求項5】
前記第1の金属粒子が、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなり、前記第2の金属粒子が、Snからなる、請求項3又は4に記載の電子部品接合構造体の製造方法。
【請求項6】
請求項1〜5のいずれか1項に記載の製造方法により得られた電子部品接合構造体。
【請求項1】
基板上の電極金属上にはんだペーストを塗布する塗布工程、及び
前記基板上の電極金属上に前記はんだペーストを介して電子部品の電極端子を接触させた状態で、前記はんだペーストを熱処理する熱処理工程、
を含む電子部品接合構造体の製造方法であって、
前記はんだペーストが、前記基板上の電極金属と同じ材質の金属板に塗布したときの前記金属板とはんだペーストとの接触面積をA、前記はんだペーストを温度235℃〜260℃の範囲で熱処理した後の前記金属板とはんだとの接触面積をBとしたときに、0.7≦B/A≦1.3を満たす電子部品接合構造体の製造方法。
【請求項2】
前記塗布工程において、前記基板上の電極金属上の一部に前記はんだペーストを塗布し、
かつ、前記熱処理工程の後に、さらに、前記基板上の電極金属のうちのはんだで覆われていない部分に物理的信号線接続による接合を形成する接合工程を行なう、請求項1に記載の電子部品接合構造体の製造方法。
【請求項3】
前記はんだペーストが、導電性フィラーとして第1の金属粒子と第2の金属粒子とを含み、30℃〜600℃の範囲の示差走査熱量測定において、前記第1の金属粒子が、少なくとも1つの発熱ピーク及び300〜600℃の少なくとも1つの吸熱ピークを有し、前記第2の金属粒子が、発熱ピークを有さず、かつ210〜260℃に少なくとも1つの吸熱ピークを有する、請求項1又は2に記載の電子部品接合構造体の製造方法。
【請求項4】
前記第2の金属粒子がSnを主成分とする粒子である、請求項3に記載の電子部品接合構造体の製造方法。
【請求項5】
前記第1の金属粒子が、Cu50〜90質量%と、Ag、Bi、In、及びSnからなる群より選ばれる1種以上の元素10〜50質量%との組成を有する合金からなり、前記第2の金属粒子が、Snからなる、請求項3又は4に記載の電子部品接合構造体の製造方法。
【請求項6】
請求項1〜5のいずれか1項に記載の製造方法により得られた電子部品接合構造体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−80533(P2010−80533A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−244704(P2008−244704)
【出願日】平成20年9月24日(2008.9.24)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月24日(2008.9.24)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
[ Back to top ]