
電子部品搬送装置

【課題】シートに貼付された複数のマトリクス状の電子部品を、安定して個々の電子部品に個片化して搬送することができる電子部品搬送装置を実現する。
【解決手段】本発明に係る電子部品搬送装置1は、マトリクス状のLEDチップ2aを搬送する第1の搬送手段と、UVシート6を剥離する剥離プレート20と、マトリクス状のLEDチップ2aを、複数の列状のLEDチップ2bに分離する第1の分離プレート30と、列状のLEDチップ2bを搬送する第2の搬送手段40と、列状のLEDチップ2bを個々のLEDチップ2に分離する第2の分離プレートとを備える。第1の分離プレート30は、マトリクス状のLEDチップ2aの搬送方向に傾斜する第1の傾斜面30aを有し、マトリクス状のLEDチップ2aは、搬送方向に対して垂直な方向に並んでいる列ごとに、第1の傾斜面30aを滑走して第2の搬送手段40に移動する。
【解決手段】本発明に係る電子部品搬送装置1は、マトリクス状のLEDチップ2aを搬送する第1の搬送手段と、UVシート6を剥離する剥離プレート20と、マトリクス状のLEDチップ2aを、複数の列状のLEDチップ2bに分離する第1の分離プレート30と、列状のLEDチップ2bを搬送する第2の搬送手段40と、列状のLEDチップ2bを個々のLEDチップ2に分離する第2の分離プレートとを備える。第1の分離プレート30は、マトリクス状のLEDチップ2aの搬送方向に傾斜する第1の傾斜面30aを有し、マトリクス状のLEDチップ2aは、搬送方向に対して垂直な方向に並んでいる列ごとに、第1の傾斜面30aを滑走して第2の搬送手段40に移動する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品搬送装置に関し、特に、シートに複数個マトリクス状に貼付されたLEDチップなどの電子部品を、個々の電子部品に分離しながら搬送することが可能な電子部品搬送装置に関するものである。
【背景技術】
【0002】
近年、地球環境保護の観点から、有害物質を含まず、且つ、小型化および長寿命化に適したLEDチップが省電力用照明部品として広く認識され、多くの分野で使用されている。そして、LEDチップの普及に伴って、低コスト化に対する要求が高まってきている。
【0003】
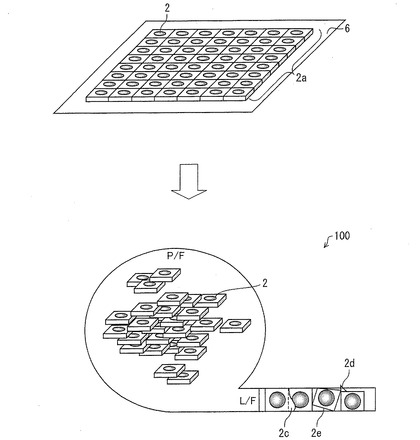
LEDの光束、色度などの特性検査では、UVシートに貼付されたマトリクス状のLEDチップを、個々のLEDチップに個片化する必要がある。ここで、従来、LEDチップなどの電子部品は、シートに貼付された複数の電子部品をばらばらに個片化して、個片部品搬送テーブルであるパーツフィーダー(P/F)に供給し、パーツフィーダー(P/F)において、電子部品の表裏および向きが一定になるように揃え、リニアフィーダー(L/F)において、一列に整列して搬送されていた(例えば、特許文献1参照)。
【0004】
図8は、従来の電子部品搬送装置を説明するための概念図である。図8に示されるように、電子部品搬送装置100は、パーツフィーダー101とリニアフィーダー102とを備えている。電子部品搬送装置100では、UVシート6に貼りつけられた複数のマトリクス状のLEDチップ2aが、ばらばらに個片化されてからパーツフィーダー101に投入される。そして、個々のLEDチップ2のパッケージサイズに合せた振動周波数と裏面パターン認識とによって電極の向きが所定の方向に揃えられる。その後、LEDチップ2は、リニアフィーダー102に供給され、目的の場所に搬送される。
【0005】
また、この他に、リニアフィーダーを湾曲させ、湾曲部にエアーを吹きかけることによって、電子部品を一定方向へ整列させる電子部品供給装置が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−153578号公報(2007年6月21日公開)
【特許文献2】特開平7−157055号公報(1995年6月20日公開)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記従来のような電子部品搬送装置100が備えるパーツフィーダー101およびリニアフィーダー102は、非常に高価であり、長期の製造期間が必要である。また、LEDチップ2のパッケージサイズおよび形状の変更があった場合、変更後のパッケージサイズおよび形状に合わせて、パーツフィーダー101およびリニアフィーダー102を新規に製作し直す必要がある。このため、電子部品搬送装置100の製造コストの増大を招き、LEDチップ2の低コスト化の妨げとなるという問題を有している。
【0008】
また、電子部品搬送装置100では、ばらばらに個片化されてから、無作為にパーツフィーダー101に投入された各LEDチップ2は、振動により所定の方向に揃えられる。このため、電子部品搬送装置100では、投入時および振動時に、LEDチップ2同士がぶつかり合い、その衝撃によってLEDチップ2を損傷させる可能性がある。
【0009】
さらに、電子部品搬送装置100では、これらの衝撃によってはみ出した樹脂によるLEDチップ2同士の結合(図8の2c参照)、または欠損、或いは、LEDチップ2を個片化する際に生じる電子部品基板のバリ(図8の2d参照)などが原因で、LEDチップ2がリニアフィーダー102に正しく供給されない虞がある。また、LEDチップ2がリニアフィーダー102に斜め向きに入ると(図8の2e参照)、LEDチップ2eを安定して搬送することができず、詰まりの原因となり、稼動停止などを招くという問題を有している。
【0010】
本発明は、上記従来の問題に鑑みてなされたものであり、その目的は、シートに貼付された複数のマトリクス状の電子部品を、個々の電子部品に個片化して安定して搬送することができる電子部品搬送装置を実現することにある。
【課題を解決するための手段】
【0011】
上記の課題を解決するために、本発明の電子部品搬送装置は、シートに貼付された複数のマトリクス状の電子部品を、個片化しながら搬送する電子部品搬送装置であって、上記マトリクス状の電子部品を搬送する第1の搬送手段と、上記マトリクス状の電子部品から上記シートを剥離する剥離手段と、上記第1の搬送手段の下流側に設けられ、上記シートが剥離された上記マトリクス状の電子部品を、複数の列状の電子部品に分離する第1の分離手段と、上記列状の電子部品を、当該電子部品が並んでいる方向に搬送する第2の搬送手段と、上記第2の搬送手段の下流側に設けられ、上記列状の電子部品を個々の電子部品に分離する第2の分離手段とを備え、上記第1の分離手段は、上記マトリクス状の電子部品の搬送方向に傾斜する第1の傾斜面を有し、上記シートが剥離された上記マトリクス状の電子部品は、上記搬送方向に対して垂直な方向に並んでいる列ごとに、上記第1の傾斜面を滑走して上記第2の搬送手段に移動することを特徴としている。
【0012】
上記発明によれば、剥離手段によって、複数のマトリクス状の電子部品からシートが剥離され、第1の分離手段によって、マトリクス状の電子部品が列状の電子部品に分離される。ここで、第1の分離手段は、第1の傾斜面を有し、マトリクス状の電子部品は、搬送方向に対して垂直な方向に並んでいる列ごとに第1の傾斜面を滑走する。これにより、マトリクス状の電子部品は、各電子部品の表裏および向きが変わることなく列状の電子部品に分離される。
【0013】
したがって、従来の電子部品搬送装置のように、パーツフィーダーおよびリニアフィーダーを用いずに、マトリクス状の電子部品を個片化しながら搬送することができる。このため、電子部品搬送装置の製造コストを削減することができ、これにより、電子部品の低コスト化に寄与することができる。
【0014】
また、上記発明によれば、複数の電子部品は、マトリクス状にシートに貼付された状態で電子部品搬送装置に投入され、各電子部品が所定の方向に揃った状態で個片化される。このため、ばらばらに個片化された状態で無作為にパーツフィーダーに投入された電子部品を、振動により所定の方向に揃える従来の電子部品搬送装置のように、投入時および振動時に、電子部品同士がぶつかり合うことがない。これにより、電子部品同士がぶつかり合う衝撃によって、電子部品を損傷させることを防止することができる。
【0015】
さらに、上記発明によれば、これらの衝撃によってはみ出した樹脂による電子部品同士の結合、または欠損、或いは、電子部品を個片化する際に生じる電子部品基板のバリなどに起因する、搬送手段の詰まりを防止することができるため、電子部品を安定して任意の搬送先に搬送することができる。
【0016】
このように、上記発明によれば、シートに貼付された複数のマトリクス状の電子部品を、個々の電子部品に個片化して安定して搬送することができる電子部品搬送装置を実現することができる。
【0017】
また、本発明の電子部品搬送装置では、上記第2の分離手段は、上記列状の電子部品の搬送方向に傾斜する第2の傾斜面を有し、上記列状の電子部品は、個々の電子部品ごとに、上記第2の傾斜面を滑走することが好ましい。
【0018】
上記発明によれば、列状の電子部品が、個々の電子部品ごとに第2の傾斜面を滑走することにより、列状の電子部品を、個々の電子部品に分離することができる。
【0019】
また、本発明の電子部品搬送装置では、上記剥離手段は、上記シートと上記マトリクス状の電子部品との接着面に挿入可能なように、上記第1の搬送手段に配設されたプレートであることが好ましい。
【0020】
上記発明によれば、マトリクス状の電子部品からシートを自動的に剥離する剥離手段を、低コストで作成することがきる。
【0021】
また、本発明の電子部品搬送装置では、上記第1または第2の搬送手段は、複数のローラーまたはベルトコンベアであってもよい。
【0022】
また、本発明の電子部品搬送装置では、上記マトリクス状の電子部品から剥離された上記シートを吸着する吸着手段を備えることが好ましい。
【0023】
上記発明によれば、マトリクス状の電子部品から剥離されたシートを、特定の位置から排出させることができる。これにより、剥離されたシートの巻き込みなどによる、電子部品搬送装置の稼動停止などを防止することができる。
【0024】
また、本発明の電子部品搬送装置では、上記第1の搬送手段は、複数のローラーであり、上記複数のローラーのいずれか1つに、上記吸着手段が設けられていることが好ましい。
【0025】
上記発明によれば、吸着手段が第1の搬送手段に組み込まれているため、電子部品搬送装置を小型化することができる。
【0026】
また、本発明の電子部品搬送装置では、上記第1の搬送手段は、ベルトコンベアであり、上記ベルトコンベアに、上記吸着手段が設けられていることが好ましい。
【0027】
上記発明によれば、吸着手段が第1の搬送手段に組み込まれているため、電子部品搬送装置を小型化することができる。
【0028】
また、本発明の電子部品搬送装置では、上記第1の搬送手段と上記第2の搬送手段とは、搬送方向が略90度異なることが好ましい。
【0029】
上記発明によれば、列状の配置を維持したまま、列状の電子部品を当該電子部品が並んでいる方向に容易に搬送することができる。
【0030】
また、本発明の電子部品搬送装置では、上記第1の傾斜面を滑走した上記列状の電子部品が、上記第2の搬送手段に載置された先行する他の上記列状の電子部品に接触しないように、上記第1の搬送手段を間欠的に停止させることが好ましい。
【0031】
上記発明によれば、列状の電子部品同士を衝突を確実に防止して、マトリクス状の電子部品を、列状の電子部品に分離することができる。
【0032】
また、本発明の電子部品搬送装置では、上記第1の搬送手段または第2の搬送手段は、搬送する電子部品のサイズに応じて交換可能であることが好ましい。
【0033】
上記発明によれば、搬送する電子部品のサイズの変更があった場合であっても、第1の搬送手段および第2の搬送手段を交換することによって、容易に変更後のサイズに合わせることができる。これにより、電子部品搬送装置の設計変更に伴う製造コストを削減することができる。
【0034】
また、本発明の電子部品搬送装置では、上記第1の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることが好ましい。
【0035】
上記発明によれば、第1の傾斜面を滑走させる電子部品のサイズ変更があった場合であっても、容易に変更後のサイズに合わせることができる。これにより、電子部品搬送装置の設計変更に伴う製造コストを削減することができる。
【0036】
また、本発明の電子部品搬送装置では、上記第2の傾斜面を滑走した個々の電子部品が、先行する他の電子部品に接触しないように、上記第2の搬送手段を間欠的に停止させることが好ましい。
【0037】
上記発明によれば、電子部品同士の衝突を確実に防止して、列状の電子部品を、個々の電子部品に分離することができる。
【0038】
また、本発明の電子部品搬送装置では、上記第2の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることが好ましい。
【0039】
上記発明によれば、第2の傾斜面を滑走させる電子部品のサイズ変更があった場合であっても、容易に変更後のサイズに合わせることができる。これにより、電子部品搬送装置の設計変更に伴う製造コストを削減することができる。
【0040】
また、本発明の電子部品搬送装置では、上記第2の分離手段は、上記第2の搬送手段より搬送速度が高い載置面を有し、上記列状の電子部品は、個々の電子部品ごとに、上記載置面に載置される構成であってもよい。
【0041】
上記発明によれば、第2の分離手段の載置面の搬送速度は、第2の搬送手段の搬送速度よりも高いので、列状の電子部品の間隔が広くなる。これにより、列状の電子部品を、個々の電子部品に分離することができる。
【0042】
また、本発明の電子部品搬送装置では、上記第2の分離手段は、搬送アームを有し、上記列状の電子部品は、個々の電子部品ごとに、上記搬送アームに搭載される構成であってもよい。
【0043】
上記発明によれば、列状の電子部品を、個々の電子部品に分離することができる第2の分離手段を、実現することがきる。
【0044】
また、本発明の部品搬送装置では、上記剥離手段と上記第1の分離手段とは、一つの部材からなることが電子好ましい。
【0045】
上記発明によれば、電子部品搬送装置の構成を簡略化し、製造コストを低減させることができる。
【0046】
また、本発明の電子部品搬送装置では、上記マトリクス状の電子部品から剥離された上記シートを、吸着しながら搬送するシート搬送手段をさらに備えることが好ましい。
【0047】
上記発明によれば、剥離されたシートを脱落させることなく、任意の搬送先へ搬送することができる。
【発明の効果】
【0048】
以上のように、本発明に係る電子部品搬送装置は、上記マトリクス状の電子部品を搬送する第1の搬送手段と、上記マトリクス状の電子部品から上記シートを剥離する剥離手段と、上記第1の搬送手段の下流側に設けられ、上記シートが剥離された上記マトリクス状の電子部品を、複数の列状の電子部品に分離する第1の分離手段と、上記列状の電子部品を、当該電子部品が並んでいる方向に搬送する第2の搬送手段と、上記第2の搬送手段の下流側に設けられ、上記列状の電子部品を個々の電子部品に分離する第2の分離手段と、を備え、上記第1の分離手段は、上記マトリクス状の電子部品の搬送方向に傾斜する第1の傾斜面を有し、上記シートが剥離された上記マトリクス状の電子部品は、上記搬送方向に対して垂直な方向に並んでいる列ごとに、上記第1の傾斜面を滑走して上記第2の搬送手段に移動する構成である。
【0049】
それゆえ、シートに貼付された複数のマトリクス状の電子部品を、個々の電子部品に個片化して安定して搬送することができる電子部品搬送装置を実現できるという効果を奏する。
【図面の簡単な説明】
【0050】
【図1】実施形態1に係る電子部品搬送装置を示す斜視図である。
【図2】実施形態1に係る電子部品搬送装置を示す斜視図である。
【図3】実施形態1に係る電子部品搬送装置が備える吸着ローラーを示す斜視図である。
【図4】実施形態1に係る電子部品搬送装置に接続される電子部品測定装置が備える回転ステージを示す上面図である。
【図5】実施形態1に係る電子部品搬送装置が備えるシート搬送手段を示す斜視図である。
【図6】実施形態2に係る電子部品搬送装置が備える分離搬送機構を示す斜視図である。
【図7】実施形態3に係る電子部品搬送装置が備える分離搬送アーム機構を示す斜視図である。
【図8】従来の電子部品搬送装置を説明するための図である。
【発明を実施するための形態】
【0051】
〔実施形態1〕
本発明の電子部品搬送装置に関する第1の実施形態について、図1〜図5に基づいて説明すれば以下のとおりである。本実施形態では、本発明の電子部品搬送装置を用いて、UVシートにマトリクス状に貼付された複数のLEDチップを個片化しながら搬送する場合について説明する。
【0052】
(電子部品搬送装置1の構成)
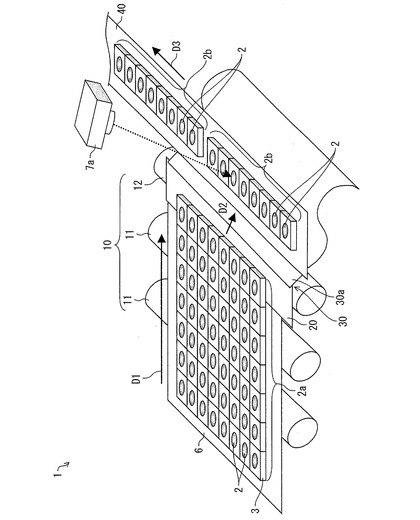
図1は、本実施形態に係る電子部品搬送装置1の一部を示す斜視図である。図1では、電子部品搬送装置1を構成する部材のうち、第1の搬送手段10と、剥離プレート(剥離手段)20と、第1の分離プレート(第1の分離手段)30と、第2の搬送手段40とが示されている。また、第1の分離プレート30と第2の搬送手段40との接続部分の上方には、センサー7aが配設されている。
【0053】
第1の搬送手段10は、UVシート(シート)6に貼付された複数のLEDチップ(電子部品)2を載置して、矢印D1の方向に搬送する。ここで、UVシート6上には、複数のLEDチップ2がマトリクス状に貼付されており、以下では、これらのLEDチップ2をマトリクス状のLEDチップ(マトリクス状の電子部品)2aと称する。第1の搬送手段10は、複数のローラー11と、吸着ローラー12とが平行に配設された構成であり、吸着ローラー12は、ローラー11の下流側に配設されている。吸着ローラー12は、バキューム機能を有しており、これにより、UVシート6を吸着することが可能である。なお、吸着ローラー12についての詳細な説明は後述する。第1の搬送手段10を構成する部材は、特に限定されず、ローラー以外にもベルトコンベアなどを好適に用いることができる。
【0054】
剥離プレート20は、吸着ローラー12上に、吸着ローラー12の軸方向と平行に配設された板状部材である。剥離プレート20は、マトリクス状のLEDチップ2aとUVシート6との接着面に挿入可能な位置に、支持部材(図示省略)によって支持されている。このため、UVシート6に貼付されたマトリクス状のLEDチップ2aが、第1の搬送手段10によって剥離プレート20まで搬送されたとき、UVシート6とマトリクス状のLEDチップ2aとの間に剥離プレート20が挿入される。これにより、マトリクス状のLEDチップ2aからUVシート6を剥離することができる。
【0055】
第1の分離プレート30は、第1の搬送手段10の下流側において、剥離プレート20に対して所定の傾斜角を有するように、剥離プレート20と一体に形成された板状部材である。第1の分離プレート30は、剥離プレート20に対して下方に傾斜した第1の傾斜面30aを有し、剥離プレート20と第1の分離プレート30とは、対向する辺同士が当接するように配設されている。このため、第1の分離プレート30まで搬送されてきたマトリクス状のLEDチップ2aは、搬送方向、すなわち、矢印D1の方向に対して垂直な列ごとに、順次、第1の傾斜面を矢印D2の方向に滑り落ちる。これにより、マトリクス状のLEDチップ2aを、列状のLEDチップ(列状の電子部品)2bに分離することができる。
【0056】
第2の搬送手段40は、第1の搬送手段10に対して、搬送方向が略90度異なるように配設されており、列状のLEDチップ2bを載置して、矢印D3の方向に搬送する。第2の搬送手段40には、第1の搬送手段10と同様に特に限定されず、ローラーまたはベルトコンベアなどを好適に用いることができる。
【0057】
センサー7aは、第1の分離プレート30に面する部分の第2の搬送手段40上に、列状のLEDチップ2bが存在するか否かを検知する。センサー7aには、特に限定されず、赤外線センサーなどを用いることができる。
【0058】
図2は、本実施形態に係る電子部品搬送装置1の一部を示す斜視図である。図2では、電子部品搬送装置1を構成する部材のうち、第2の搬送手段40と、第2の分離プレート(第2の分離手段)50と、第3の搬送手段60とが示されている。また、第2の分離プレート50と第3の搬送手段60との接続部分の上方には、センサー7bが配設されている。
【0059】
第2の分離プレート50は、第2の搬送手段40の下流側において、所定の傾斜角を有するように配設された板状部材である。第2の分離プレート50は、第2の搬送手段40の載置面に対して下方に傾斜した第2の傾斜面50aを有している。このため、第2の分離プレート50まで搬送されてきた列状のLEDチップ2bは、個々のLEDチップ2ごとに、順次、第2の傾斜面50aを滑り落ちる。これにより、列状のLEDチップ2aを、個々のLEDチップ2に分離することができる。
【0060】
第3の搬送手段60は、LEDチップ2を載置して矢印D4の方向に搬送する。第3の搬送手段60には、第1の搬送手段10および第2の搬送手段40と同様に、ローラーまたはベルトコンベアなどを好適に用いることができる。
【0061】
センサー7bは、第2の分離プレート50側の第3の搬送手段60の端部に、LEDチップ2が存在するか否かを検知する。センサー7bには、センサー7aと同様に、赤外線センサーなどを用いることができる。
【0062】
図3は、図1に示される電子部品搬送装置1が備える吸着ローラー12を示す斜視図である。図3に示されるように、吸着ローラー12には、複数の吸引口12aが、軸方向に形成されている。吸着ローラー12は、例えば、吸引口12aが位置P1にあるとき、バキューム機能がONとなり、吸引口12aが矢印D5の方向に回転し、位置P2にきたとき、バキューム機能がOFFとなるように制御される。このため、吸着ローラー12は、位置P1では、マトリクス状のLEDチップ2aから剥離されたUVシート6を吸着し、一方、位置P2ではUVシート6を離すという動作を繰り返す。
【0063】
以上のような構成の電子部品搬送装置1によれば、UVシート6に貼付された複数のマトリクス状のLEDチップ2aを個片化しながら搬送することができる。
【0064】
(電子部品搬送装置1による電子部品搬送の流れ)
次に、電子部品搬送装置1を用いて、UVシート6に貼付された複数のマトリクス状のLEDチップ2aを個片化しながら搬送する流れについて、図1および図2に基づいて説明する。
【0065】
まず、図1に示されるように、UVシート6に貼付されたマトリクス状のLEDチップ2aは、第1の搬送手段10に載置され、矢印D1の方向に、剥離プレート20まで搬送される。このとき、UVシート6とLEDチップ2aとの間に剥離プレート20が挿入される。これにより、マトリクス状のLEDチップ2aからUVシート6が自動的に剥離することができる。また、剥離されたUVシート6は、吸着ローラー12によって吸着され、剥離プレート20と吸着ローラー12との隙間を経由して、分離プレート30の下方から排出される。
【0066】
なお、マトリクス状のLEDチップ2aからUVシート6を剥離する前に、UVシート6側からマトリクス状のLEDチップ2aに対してUV照射しておくことが好ましい。これにより、マトリクス状のLEDチップ2aに対するUVシート6の粘着力を弱めることができるため、マトリクス状のLEDチップ2aからUVシート6を容易に剥離することができる。なお、UV照射するタイミングは、UVシート6に貼付されたマトリクス状のLEDチップ2aを第1の搬送手段10に載置する前であってもよい。また、載置した後、第1の搬送手段10による搬送過程において、第1の搬送手段10の隙間などからUV照射してもよい。
【0067】
次に、UVシート6を剥離されたマトリクス状のLEDチップ2aは、第1の分離プレート30まで搬送される。第1の分離プレート30まで搬送されたマトリクス状のLEDチップ2aは、搬送方向に対して垂直な方向に並んでいる列ごとに、順次、第1の傾斜面30aを矢印D2の方向に滑走する。これにより、マトリクス状のLEDチップ2aを、列状のLEDチップ2bに分離することができる。そして、第1の傾斜面30aを滑走した列状のLEDチップ2bは、第1の分離プレート30の下流側に接続された第2の搬送手段40に載置される。上述のように、第2の搬送手段40は、第1の搬送手段10に対して、搬送方向が略90度異なるように配設されている。このため、列状のLEDチップ2bは、滑走した方向に対して垂直な方向、すなわち、分離プレート30の長手方向と平行な方向に搬送される。これにより、列状の配置を維持したまま、列状のLEDチップ2bを当該LEDチップが並んでいる方向に搬送することができる。
【0068】
ここで、第1の分離プレート30まで搬送されたマトリクス状のLEDチップ2aが、連続して列状のLEDチップ2bごとに第1の傾斜面30aを滑走すると、先に第1の傾斜面30aを滑走して第2の搬送手段40に載置された他の列状のLEDチップ2bと衝突する可能性がある。そこで、電子部品搬送装置1では、第1の分離プレート30と相対する第2の搬送手段40上に、列状のLEDチップ2bが存在するか否かをセンサー7aによって検知している。そして、列状のLEDチップ2bが検知された場合、電子部品搬送装置1は、第1の搬送手段10による搬送を停止させる。一方、列状のLEDチップ2bが検知されない場合、電子部品搬送装置1は、第1の搬送手段10による搬送を再開させる。このように、第1の搬送手段10を、間欠的に停止させることにより、列状のLEDチップ2b同士を衝突させることなく、マトリクス状のLEDチップ2aを、列状のLEDチップ2bに分離することができる。
【0069】
次に、図2に示されるように、列状のLEDチップ2bは、第2の搬送手段40に載置され、矢印D3の方向に、第2の分離プレート50まで搬送される。第2の分離プレート50まで搬送された列状のLEDチップ2bは、個々のLEDチップ2ごとに、順次、第2の傾斜面50aを滑走する。これにより、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。そして、第2の傾斜面50aを滑走した個々のLEDチップ2は、第2の分離プレート50の下流側に配設された第3の搬送手段60に載置される。
【0070】
ここで、第2の分離プレート50まで搬送された列状のLEDチップ2bが、連続して個々のLEDチップ2ごとに第2の傾斜面50aを滑走すると、先に第2の傾斜面50aを滑走して第3の搬送手段60に載置された他のLEDチップ2と衝突する可能性がある。そこで、電子部品搬送装置1では、第2の分離プレート50側の第3の搬送手段60の端部上に、LEDチップ2が存在するか否かをセンサー7bによって検知している。そして、LEDチップ2が検知された場合、電子部品搬送装置1は、第2の搬送手段40による搬送を停止させる。一方、LEDチップ2が検知されない場合、電子部品搬送装置1は、第2の搬送手段40による搬送を再開させる。このように、第2の搬送手段40を、間欠的に停止させることにより、LEDチップ2同士を衝突させることなく、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。
【0071】
このようにして分離された個々のLEDチップ2は、第3の搬送手段60によって、任意の搬送先、例えば、LEDの光束、色度などの特性検査に供するために、電子部品測定装置などに搬送される。
【0072】
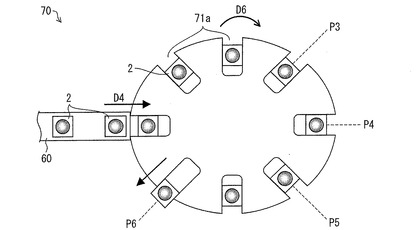
図4は、本実施形態に係る電子部品搬送装置1に接続される電子部品測定装置70が備える回転ステージ71を示す上面図である。図4に示されるように、電子部品測定装置70が備える回転ステージ71は、複数の載置台71aを有しており、第3の搬送手段60によって搬送されたLEDチップ2は、載置台71aの1つに載置される。そして、LEDチップ2が載置されると、回転ステージ71が矢印D6の方向へ回転し、隣り合う他の載置台71aと第3の搬送手段60とが対向する位置で回転が停止するように制御されている。このため、第3の搬送手段60によって回転ステージ71に搬送されてきたLEDチップ2は、順次、載置台71aに載置され、回転ステージ71の回転に伴い順次矢印D6の方向に移動する。LEDチップ2が測定位置P3〜P5で停止したとき、LEDチップ2対して所定の測定検査が実施され、LEDチップ2の品質の良否が判断される。そして、各種の測定検査が実施されたLEDチップ2は、最終的に払出し位置P6へと移動し、回転ステージ71から取り除かれる。このように、電子部品搬送装置1を電子部品測定装置70に接続することにより、マトリクス状のLEDチップ2aの個片化とLEDチップ2aの特性検査とを、連続的に行うことができる。これにより、LEDチップ2の製造工程を短縮することができる。
【0073】
なお、本実施形態では、測定位置の数は、特に限定されず、測定項目の数に応じて、適宜変更することができる。
【0074】
(シート搬送手段80の構成)
上述の説明では、剥離されたUVシート6が、吸着ローラー12によって吸着され、分離プレート30の下方から排出される構成について説明した。しかしながら、本発明に係る電子部品搬送装置は、これに限定されず、さらに、剥離されたUVシート6を搬送するシート搬送手段を備える構成としてもよい。
【0075】
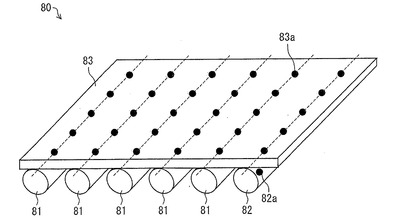
図5は、本実施形態に係る電子部品搬送装置1が備えるシート搬送手段80を示す斜視図である。図5に示されるように、シート搬送手段80は、複数のローラー81と、吸着ローラー82とが平行に配設されており、これらによって搬送面83を移動させるベルトコンベアである。シート搬送手段80は、分離プレート30の下方から排出される剥離されたUVシート6を搬送面83上に載置可能なように、分離プレート30の下方に配設される。
【0076】
吸着ローラー82は、図3に示される吸着ローラー12と同様に、バキューム機能を有しており、複数の吸引口82aが、軸方向に形成されている。シート搬送手段80では、吸着ローラー82が、複数のローラーを挟んで、一定間隔に配設されている。
【0077】
また、搬送面83には、搬送面83が移動する方向と垂直な方向、すなわち、ローラー81および吸着ローラー82の軸方向に複数の開口83aが形成されている。ここで、開口83aは、吸着ローラー82上において、吸引口82aと連通するように、搬送面83に一定間隔で形成されている。このため、吸着ローラー82のバキューム機能がONのとき、搬送面83に載置されたUVシート6を開口83aを介して吸着することができる。
【0078】
このように、シート搬送手段80によれば、剥離されたUVシート6を吸着しながら、搬送することができる。これにより、UVシート6を搬送面83から脱落させることなく、廃棄ボックス(図示省略)などに搬送し、廃棄することができる。
【0079】
(まとめ)
以上のように、電子部品搬送装置1によれば、従来の電子部品搬送装置のように、パーツフィーダーおよびリニアフィーダーを用いずに、マトリクス状のLEDチップ2bを個片化しながら搬送することができる。このため、電子部品搬送装置1の製造コストを削減することができ、これにより、LEDチップ2の低コスト化に寄与することができる。
【0080】
また、電子部品搬送装置1によれば、複数のLEDチップ2は、マトリクス状にUVシート6に貼付された状態で、電子部品搬送装置1に投入され、各LEDチップ2が所定の方向を揃った状態で個片化される。このため、ばらばらに個片化された状態で無作為にパーツフィーダーに投入された電子部品を、振動により所定の方向に揃える従来の電子部品搬送装置のように、投入時および振動時に、LEDチップ2同士がぶつかり合うことがない。これにより、LEDチップ2同士がぶつかり合う衝撃によって、LEDチップ2を損傷させることを防止することができる。
【0081】
さらに、電子部品搬送装置1によれば、これらの衝撃によってはみ出した樹脂によるLEDチップ2同士の結合、または欠損、或いは、LEDチップ2を個片化する際に生じる電子部品基板のバリなどに起因する、搬送手段の詰まりを防止することができるため、LEDチップ2を安定して任意の搬送先に搬送することができる。
【0082】
このように、本実施形態によれば、LEDチップ2同士がぶつかり合うことなく、安定して搬送することができる電子部品搬送装置1を低コストで実現することができる。
【0083】
なお、第1の搬送手段10および第2の搬送手段40は、いずれも搬送する電子部品のサイズに応じて、異なるサイズの部材に容易に交換することができる構成である。このため、搬送する電子部品のパッケージサイズおよび形状の変更があった場合であっても、第1の搬送手段10および第2の搬送手段40を交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1の設計変更に伴う製造コストを削減することができる。
【0084】
また、第1の分離プレート30および第2の分離プレート50は、滑走させる電子部品のサイズに応じて、異なるサイズの部材に容易に交換することができる構成である。このため、第1の傾斜面30aまたは第2の傾斜面50aを滑走させる電子部品のパッケージサイズおよび形状の変更があった場合であっても、第1の分離プレート30および第2の分離プレート50を交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1の設計変更に伴う製造コストを削減することができる。
【0085】
また、本実施形態では、剥離プレート20と分離プレート30とは、異なる部材で形成される場合について説明したが、本発明はこれに限定されない。例えば、剥離プレート20と分離プレート30とが、単一の部材で形成された構成であってもよい。これにより、電子部品搬送装置1の構成を簡略化し、製造コストを低減させることができる。
【0086】
〔実施形態2〕
本発明の電子部品搬送装置に関する第2の実施形態について、図6に基づいて説明すれば以下のとおりである。本実施形態に係る電子部品搬送装置は、電子部品搬送装置が備える第2の分離手段の構成が実施形態1の電子部品搬送装置と異なっている。
【0087】
なお、説明の便宜上、実施形態1にて説明した図面と同じ機能を有する部材については、同じ符号を付記し、その説明を省略する。
【0088】
(分離搬送機構の構成)
図6は、本実施形態に係る電子部品搬送装置1aの一部を示す斜視図である。図6に示されるように、電子部品搬送装置1aでは、第2の搬送手段40の下流側に、分離搬送機構(第2の分離手段)51が接続されている。
【0089】
分離搬送機構51は、第2の搬送手段40より搬送速度が高い高速載置面51aを有しており、高速載置面51aに個々のLEDチップ2を載置して、矢印D4の方向に搬送する。なお、分離搬送機構51には、ベルトコンベアを好適に用いることができるが、特に限定されず、ローラーなどを用いてもよい。
【0090】
(分離搬送機構による電子部品分離の流れ)
次に、分離搬送機構51を用いて、列状のLEDチップ2bを、個々のLEDチップ2に分離する構成について説明する。なお、分離搬送機構51の上流側および下流側におけるLEDチップ2の搬送過程は、実施形態1と同様であるため、ここではその説明を省略する。
【0091】
第2の搬送手段40によって、分離搬送機構51に搬送された列状のLEDチップ2bは、個々のLEDチップ2ごとに、順次、高速載置面51aに載置される。ここで、上述のとおり、高速載置面51aは、第2の搬送手段40より搬送速度が高いため、先に第2の搬送手段40から高速載置面51aに移動したLEDチップ2と、次に第2の搬送手段40から高速載置面51aに移動したLEDチップ2との間には、高速載置面51aにおいて一定の間隔が生じる。このように、第2の搬送手段40と高速載置面51aとの搬送速度の差を利用することにより、LEDチップ2同士を衝突させることなく、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。
【0092】
なお、高速載置面51aは、第2の搬送手段40の載置面より摩擦抵抗が大きいことが好ましい。これにより、分離搬送機構51まで搬送された列状のLEDチップ2bをスムーズに高速載置面51aに移動させ、個々のLEDチップ2に分離することができる。
【0093】
なお、高速載置面51aは、LEDチップ2のサイズに合わせて、容易に交換できるように構成されている。このため、LEDチップ2のパッケージサイズおよび形状の変更があった場合であっても、高速載置面12aを交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1aの設計変更に伴う製造コストを削減することができる。
【0094】
〔実施形態3〕
本発明の電子部品搬送装置に関する第3の実施形態について、図7に基づいて説明すれば以下のとおりである。本実施形態に係る電子部品搬送装置は、電子部品搬送装置が備える第2の分離手段の構成が実施形態1および2の電子部品搬送装置と異なっている。
【0095】
なお、説明の便宜上、実施形態1にて説明した図面と同じ機能を有する部材については、同じ符号を付記し、その説明を省略する。
【0096】
(分離搬送アーム機構の構成)
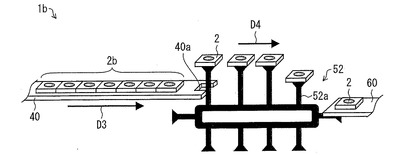
図7は、本実施形態に係る電子部品搬送装置1bの一部を示す斜視図である。図7に示されるように、電子部品搬送装置1bでは、分離搬送アーム機構(第2の分離手段)50は、第2の搬送手段40の下流側に配設されている。また、第2の搬送手段の分離搬送アーム機構52側の端部には、切欠部40aが形成されている。
【0097】
分離搬送アーム機構52は、矢印D4の方向に回転移動する複数の搬送アーム52aを有しており、各搬送アーム52aに個々のLEDチップ2を載置して、矢印D4の方向に搬送する。
【0098】
分離搬送アーム機構52は、搬送アーム52aを有し、搬送アーム52aは、第2の搬送手段40の下流側で上方に伸び、第3の搬送手段60の上流側で下方に縮むように回転移動する。
【0099】
(分離搬送アーム機構による電子部品分離の流れ)
次に、分離搬送アーム機構52を用いて、列状のLEDチップ2bを、個々のLEDチップ2に分離する構成について説明する。なお、分離搬送アーム機構52の上流側および下流側におけるLEDチップ2の搬送過程は、実施形態1と同様であるため、ここではその説明を省略する。
【0100】
第2の搬送手段40によって、列状のLEDチップ2bが分離搬送アーム機構52側まで搬送されると、列状のLEDチップ2bの先頭のLEDチップ2は、切欠部40aに位置する。このとき、搬送アーム52aは、先頭のLEDチップ2の下方においてLEDチップ2に向かって上昇し、切欠部40aを通過して先頭のLEDチップ2の下から接触する。これにより、個々のLEDチップ2ごとに、順次、搬送アーム52aに載置され、第3の搬送手段60に搬送される。このように、分離搬送アーム機構52によって、LEDチップ2同士を衝突させることなく、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。
【0101】
なお、搬送アーム52aの載置面は、LEDチップ2を吸着させる部材を有することが好ましい。これにより、LEDチップ2を、安定した状態で第3の搬送手段60まで移動させることができる。また、切欠部40aの形状は、矢印D3の方向に向かって凹形状となっているが、搬送アーム52aが通過できる形状であれば、凹形状に限定されない。
【0102】
また、搬送アーム52aは、LEDチップ2のサイズに合わせて、容易に交換できるように構成されている。このため、LEDチップ2のパッケージサイズおよび形状の変更があった場合であっても、載置台を交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1bの設計変更に伴う製造コストを削減することができる。
【0103】
〔実施形態の総括〕
各実施形態では、電子部品がLEDチップである構成について説明したが、これに限定されず、例えば、LEDチップ以外の半導体チップなどであってもよい。また、各実施形態では、電子部品に貼付されるシートがUVシートである構成について説明したが、これに限定されず、例えば、接着剤が塗布されたシートなどであってもよい。
【0104】
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【産業上の利用可能性】
【0105】
本発明は、電子部品を安定して搬送するための電子部品搬送装置に利用することができる。
【符号の説明】
【0106】
1 電子部品搬送装置
1a 電子部品搬送装置
1b 電子部品搬送装置
2 LEDチップ(電子部品)
2a マトリクス状のLEDチップ(マトリクス状の電子部品)
2b 列状のLEDチップ(列状の電子部品)
6 UVシート(シート)
10 第1の搬送手段
11 ローラー
12 吸着ローラー
12a 吸引口(吸着手段)
20 剥離プレート(剥離手段)
30 第1の分離プレート(第1の分離手段)
30a 第1の傾斜面
40 第2の搬送手段
50 第2の分離プレート(第2の分離手段)
50a 第2の傾斜面
51 分離搬送機構(第2の分離手段)
51a 高速載置面
52 分離搬送アーム機構(第2の分離手段)
52a 搬送アーム
80 シート搬送手段
【技術分野】
【0001】
本発明は、電子部品搬送装置に関し、特に、シートに複数個マトリクス状に貼付されたLEDチップなどの電子部品を、個々の電子部品に分離しながら搬送することが可能な電子部品搬送装置に関するものである。
【背景技術】
【0002】
近年、地球環境保護の観点から、有害物質を含まず、且つ、小型化および長寿命化に適したLEDチップが省電力用照明部品として広く認識され、多くの分野で使用されている。そして、LEDチップの普及に伴って、低コスト化に対する要求が高まってきている。
【0003】
LEDの光束、色度などの特性検査では、UVシートに貼付されたマトリクス状のLEDチップを、個々のLEDチップに個片化する必要がある。ここで、従来、LEDチップなどの電子部品は、シートに貼付された複数の電子部品をばらばらに個片化して、個片部品搬送テーブルであるパーツフィーダー(P/F)に供給し、パーツフィーダー(P/F)において、電子部品の表裏および向きが一定になるように揃え、リニアフィーダー(L/F)において、一列に整列して搬送されていた(例えば、特許文献1参照)。
【0004】
図8は、従来の電子部品搬送装置を説明するための概念図である。図8に示されるように、電子部品搬送装置100は、パーツフィーダー101とリニアフィーダー102とを備えている。電子部品搬送装置100では、UVシート6に貼りつけられた複数のマトリクス状のLEDチップ2aが、ばらばらに個片化されてからパーツフィーダー101に投入される。そして、個々のLEDチップ2のパッケージサイズに合せた振動周波数と裏面パターン認識とによって電極の向きが所定の方向に揃えられる。その後、LEDチップ2は、リニアフィーダー102に供給され、目的の場所に搬送される。
【0005】
また、この他に、リニアフィーダーを湾曲させ、湾曲部にエアーを吹きかけることによって、電子部品を一定方向へ整列させる電子部品供給装置が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−153578号公報(2007年6月21日公開)
【特許文献2】特開平7−157055号公報(1995年6月20日公開)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記従来のような電子部品搬送装置100が備えるパーツフィーダー101およびリニアフィーダー102は、非常に高価であり、長期の製造期間が必要である。また、LEDチップ2のパッケージサイズおよび形状の変更があった場合、変更後のパッケージサイズおよび形状に合わせて、パーツフィーダー101およびリニアフィーダー102を新規に製作し直す必要がある。このため、電子部品搬送装置100の製造コストの増大を招き、LEDチップ2の低コスト化の妨げとなるという問題を有している。
【0008】
また、電子部品搬送装置100では、ばらばらに個片化されてから、無作為にパーツフィーダー101に投入された各LEDチップ2は、振動により所定の方向に揃えられる。このため、電子部品搬送装置100では、投入時および振動時に、LEDチップ2同士がぶつかり合い、その衝撃によってLEDチップ2を損傷させる可能性がある。
【0009】
さらに、電子部品搬送装置100では、これらの衝撃によってはみ出した樹脂によるLEDチップ2同士の結合(図8の2c参照)、または欠損、或いは、LEDチップ2を個片化する際に生じる電子部品基板のバリ(図8の2d参照)などが原因で、LEDチップ2がリニアフィーダー102に正しく供給されない虞がある。また、LEDチップ2がリニアフィーダー102に斜め向きに入ると(図8の2e参照)、LEDチップ2eを安定して搬送することができず、詰まりの原因となり、稼動停止などを招くという問題を有している。
【0010】
本発明は、上記従来の問題に鑑みてなされたものであり、その目的は、シートに貼付された複数のマトリクス状の電子部品を、個々の電子部品に個片化して安定して搬送することができる電子部品搬送装置を実現することにある。
【課題を解決するための手段】
【0011】
上記の課題を解決するために、本発明の電子部品搬送装置は、シートに貼付された複数のマトリクス状の電子部品を、個片化しながら搬送する電子部品搬送装置であって、上記マトリクス状の電子部品を搬送する第1の搬送手段と、上記マトリクス状の電子部品から上記シートを剥離する剥離手段と、上記第1の搬送手段の下流側に設けられ、上記シートが剥離された上記マトリクス状の電子部品を、複数の列状の電子部品に分離する第1の分離手段と、上記列状の電子部品を、当該電子部品が並んでいる方向に搬送する第2の搬送手段と、上記第2の搬送手段の下流側に設けられ、上記列状の電子部品を個々の電子部品に分離する第2の分離手段とを備え、上記第1の分離手段は、上記マトリクス状の電子部品の搬送方向に傾斜する第1の傾斜面を有し、上記シートが剥離された上記マトリクス状の電子部品は、上記搬送方向に対して垂直な方向に並んでいる列ごとに、上記第1の傾斜面を滑走して上記第2の搬送手段に移動することを特徴としている。
【0012】
上記発明によれば、剥離手段によって、複数のマトリクス状の電子部品からシートが剥離され、第1の分離手段によって、マトリクス状の電子部品が列状の電子部品に分離される。ここで、第1の分離手段は、第1の傾斜面を有し、マトリクス状の電子部品は、搬送方向に対して垂直な方向に並んでいる列ごとに第1の傾斜面を滑走する。これにより、マトリクス状の電子部品は、各電子部品の表裏および向きが変わることなく列状の電子部品に分離される。
【0013】
したがって、従来の電子部品搬送装置のように、パーツフィーダーおよびリニアフィーダーを用いずに、マトリクス状の電子部品を個片化しながら搬送することができる。このため、電子部品搬送装置の製造コストを削減することができ、これにより、電子部品の低コスト化に寄与することができる。
【0014】
また、上記発明によれば、複数の電子部品は、マトリクス状にシートに貼付された状態で電子部品搬送装置に投入され、各電子部品が所定の方向に揃った状態で個片化される。このため、ばらばらに個片化された状態で無作為にパーツフィーダーに投入された電子部品を、振動により所定の方向に揃える従来の電子部品搬送装置のように、投入時および振動時に、電子部品同士がぶつかり合うことがない。これにより、電子部品同士がぶつかり合う衝撃によって、電子部品を損傷させることを防止することができる。
【0015】
さらに、上記発明によれば、これらの衝撃によってはみ出した樹脂による電子部品同士の結合、または欠損、或いは、電子部品を個片化する際に生じる電子部品基板のバリなどに起因する、搬送手段の詰まりを防止することができるため、電子部品を安定して任意の搬送先に搬送することができる。
【0016】
このように、上記発明によれば、シートに貼付された複数のマトリクス状の電子部品を、個々の電子部品に個片化して安定して搬送することができる電子部品搬送装置を実現することができる。
【0017】
また、本発明の電子部品搬送装置では、上記第2の分離手段は、上記列状の電子部品の搬送方向に傾斜する第2の傾斜面を有し、上記列状の電子部品は、個々の電子部品ごとに、上記第2の傾斜面を滑走することが好ましい。
【0018】
上記発明によれば、列状の電子部品が、個々の電子部品ごとに第2の傾斜面を滑走することにより、列状の電子部品を、個々の電子部品に分離することができる。
【0019】
また、本発明の電子部品搬送装置では、上記剥離手段は、上記シートと上記マトリクス状の電子部品との接着面に挿入可能なように、上記第1の搬送手段に配設されたプレートであることが好ましい。
【0020】
上記発明によれば、マトリクス状の電子部品からシートを自動的に剥離する剥離手段を、低コストで作成することがきる。
【0021】
また、本発明の電子部品搬送装置では、上記第1または第2の搬送手段は、複数のローラーまたはベルトコンベアであってもよい。
【0022】
また、本発明の電子部品搬送装置では、上記マトリクス状の電子部品から剥離された上記シートを吸着する吸着手段を備えることが好ましい。
【0023】
上記発明によれば、マトリクス状の電子部品から剥離されたシートを、特定の位置から排出させることができる。これにより、剥離されたシートの巻き込みなどによる、電子部品搬送装置の稼動停止などを防止することができる。
【0024】
また、本発明の電子部品搬送装置では、上記第1の搬送手段は、複数のローラーであり、上記複数のローラーのいずれか1つに、上記吸着手段が設けられていることが好ましい。
【0025】
上記発明によれば、吸着手段が第1の搬送手段に組み込まれているため、電子部品搬送装置を小型化することができる。
【0026】
また、本発明の電子部品搬送装置では、上記第1の搬送手段は、ベルトコンベアであり、上記ベルトコンベアに、上記吸着手段が設けられていることが好ましい。
【0027】
上記発明によれば、吸着手段が第1の搬送手段に組み込まれているため、電子部品搬送装置を小型化することができる。
【0028】
また、本発明の電子部品搬送装置では、上記第1の搬送手段と上記第2の搬送手段とは、搬送方向が略90度異なることが好ましい。
【0029】
上記発明によれば、列状の配置を維持したまま、列状の電子部品を当該電子部品が並んでいる方向に容易に搬送することができる。
【0030】
また、本発明の電子部品搬送装置では、上記第1の傾斜面を滑走した上記列状の電子部品が、上記第2の搬送手段に載置された先行する他の上記列状の電子部品に接触しないように、上記第1の搬送手段を間欠的に停止させることが好ましい。
【0031】
上記発明によれば、列状の電子部品同士を衝突を確実に防止して、マトリクス状の電子部品を、列状の電子部品に分離することができる。
【0032】
また、本発明の電子部品搬送装置では、上記第1の搬送手段または第2の搬送手段は、搬送する電子部品のサイズに応じて交換可能であることが好ましい。
【0033】
上記発明によれば、搬送する電子部品のサイズの変更があった場合であっても、第1の搬送手段および第2の搬送手段を交換することによって、容易に変更後のサイズに合わせることができる。これにより、電子部品搬送装置の設計変更に伴う製造コストを削減することができる。
【0034】
また、本発明の電子部品搬送装置では、上記第1の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることが好ましい。
【0035】
上記発明によれば、第1の傾斜面を滑走させる電子部品のサイズ変更があった場合であっても、容易に変更後のサイズに合わせることができる。これにより、電子部品搬送装置の設計変更に伴う製造コストを削減することができる。
【0036】
また、本発明の電子部品搬送装置では、上記第2の傾斜面を滑走した個々の電子部品が、先行する他の電子部品に接触しないように、上記第2の搬送手段を間欠的に停止させることが好ましい。
【0037】
上記発明によれば、電子部品同士の衝突を確実に防止して、列状の電子部品を、個々の電子部品に分離することができる。
【0038】
また、本発明の電子部品搬送装置では、上記第2の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることが好ましい。
【0039】
上記発明によれば、第2の傾斜面を滑走させる電子部品のサイズ変更があった場合であっても、容易に変更後のサイズに合わせることができる。これにより、電子部品搬送装置の設計変更に伴う製造コストを削減することができる。
【0040】
また、本発明の電子部品搬送装置では、上記第2の分離手段は、上記第2の搬送手段より搬送速度が高い載置面を有し、上記列状の電子部品は、個々の電子部品ごとに、上記載置面に載置される構成であってもよい。
【0041】
上記発明によれば、第2の分離手段の載置面の搬送速度は、第2の搬送手段の搬送速度よりも高いので、列状の電子部品の間隔が広くなる。これにより、列状の電子部品を、個々の電子部品に分離することができる。
【0042】
また、本発明の電子部品搬送装置では、上記第2の分離手段は、搬送アームを有し、上記列状の電子部品は、個々の電子部品ごとに、上記搬送アームに搭載される構成であってもよい。
【0043】
上記発明によれば、列状の電子部品を、個々の電子部品に分離することができる第2の分離手段を、実現することがきる。
【0044】
また、本発明の部品搬送装置では、上記剥離手段と上記第1の分離手段とは、一つの部材からなることが電子好ましい。
【0045】
上記発明によれば、電子部品搬送装置の構成を簡略化し、製造コストを低減させることができる。
【0046】
また、本発明の電子部品搬送装置では、上記マトリクス状の電子部品から剥離された上記シートを、吸着しながら搬送するシート搬送手段をさらに備えることが好ましい。
【0047】
上記発明によれば、剥離されたシートを脱落させることなく、任意の搬送先へ搬送することができる。
【発明の効果】
【0048】
以上のように、本発明に係る電子部品搬送装置は、上記マトリクス状の電子部品を搬送する第1の搬送手段と、上記マトリクス状の電子部品から上記シートを剥離する剥離手段と、上記第1の搬送手段の下流側に設けられ、上記シートが剥離された上記マトリクス状の電子部品を、複数の列状の電子部品に分離する第1の分離手段と、上記列状の電子部品を、当該電子部品が並んでいる方向に搬送する第2の搬送手段と、上記第2の搬送手段の下流側に設けられ、上記列状の電子部品を個々の電子部品に分離する第2の分離手段と、を備え、上記第1の分離手段は、上記マトリクス状の電子部品の搬送方向に傾斜する第1の傾斜面を有し、上記シートが剥離された上記マトリクス状の電子部品は、上記搬送方向に対して垂直な方向に並んでいる列ごとに、上記第1の傾斜面を滑走して上記第2の搬送手段に移動する構成である。
【0049】
それゆえ、シートに貼付された複数のマトリクス状の電子部品を、個々の電子部品に個片化して安定して搬送することができる電子部品搬送装置を実現できるという効果を奏する。
【図面の簡単な説明】
【0050】
【図1】実施形態1に係る電子部品搬送装置を示す斜視図である。
【図2】実施形態1に係る電子部品搬送装置を示す斜視図である。
【図3】実施形態1に係る電子部品搬送装置が備える吸着ローラーを示す斜視図である。
【図4】実施形態1に係る電子部品搬送装置に接続される電子部品測定装置が備える回転ステージを示す上面図である。
【図5】実施形態1に係る電子部品搬送装置が備えるシート搬送手段を示す斜視図である。
【図6】実施形態2に係る電子部品搬送装置が備える分離搬送機構を示す斜視図である。
【図7】実施形態3に係る電子部品搬送装置が備える分離搬送アーム機構を示す斜視図である。
【図8】従来の電子部品搬送装置を説明するための図である。
【発明を実施するための形態】
【0051】
〔実施形態1〕
本発明の電子部品搬送装置に関する第1の実施形態について、図1〜図5に基づいて説明すれば以下のとおりである。本実施形態では、本発明の電子部品搬送装置を用いて、UVシートにマトリクス状に貼付された複数のLEDチップを個片化しながら搬送する場合について説明する。
【0052】
(電子部品搬送装置1の構成)
図1は、本実施形態に係る電子部品搬送装置1の一部を示す斜視図である。図1では、電子部品搬送装置1を構成する部材のうち、第1の搬送手段10と、剥離プレート(剥離手段)20と、第1の分離プレート(第1の分離手段)30と、第2の搬送手段40とが示されている。また、第1の分離プレート30と第2の搬送手段40との接続部分の上方には、センサー7aが配設されている。
【0053】
第1の搬送手段10は、UVシート(シート)6に貼付された複数のLEDチップ(電子部品)2を載置して、矢印D1の方向に搬送する。ここで、UVシート6上には、複数のLEDチップ2がマトリクス状に貼付されており、以下では、これらのLEDチップ2をマトリクス状のLEDチップ(マトリクス状の電子部品)2aと称する。第1の搬送手段10は、複数のローラー11と、吸着ローラー12とが平行に配設された構成であり、吸着ローラー12は、ローラー11の下流側に配設されている。吸着ローラー12は、バキューム機能を有しており、これにより、UVシート6を吸着することが可能である。なお、吸着ローラー12についての詳細な説明は後述する。第1の搬送手段10を構成する部材は、特に限定されず、ローラー以外にもベルトコンベアなどを好適に用いることができる。
【0054】
剥離プレート20は、吸着ローラー12上に、吸着ローラー12の軸方向と平行に配設された板状部材である。剥離プレート20は、マトリクス状のLEDチップ2aとUVシート6との接着面に挿入可能な位置に、支持部材(図示省略)によって支持されている。このため、UVシート6に貼付されたマトリクス状のLEDチップ2aが、第1の搬送手段10によって剥離プレート20まで搬送されたとき、UVシート6とマトリクス状のLEDチップ2aとの間に剥離プレート20が挿入される。これにより、マトリクス状のLEDチップ2aからUVシート6を剥離することができる。
【0055】
第1の分離プレート30は、第1の搬送手段10の下流側において、剥離プレート20に対して所定の傾斜角を有するように、剥離プレート20と一体に形成された板状部材である。第1の分離プレート30は、剥離プレート20に対して下方に傾斜した第1の傾斜面30aを有し、剥離プレート20と第1の分離プレート30とは、対向する辺同士が当接するように配設されている。このため、第1の分離プレート30まで搬送されてきたマトリクス状のLEDチップ2aは、搬送方向、すなわち、矢印D1の方向に対して垂直な列ごとに、順次、第1の傾斜面を矢印D2の方向に滑り落ちる。これにより、マトリクス状のLEDチップ2aを、列状のLEDチップ(列状の電子部品)2bに分離することができる。
【0056】
第2の搬送手段40は、第1の搬送手段10に対して、搬送方向が略90度異なるように配設されており、列状のLEDチップ2bを載置して、矢印D3の方向に搬送する。第2の搬送手段40には、第1の搬送手段10と同様に特に限定されず、ローラーまたはベルトコンベアなどを好適に用いることができる。
【0057】
センサー7aは、第1の分離プレート30に面する部分の第2の搬送手段40上に、列状のLEDチップ2bが存在するか否かを検知する。センサー7aには、特に限定されず、赤外線センサーなどを用いることができる。
【0058】
図2は、本実施形態に係る電子部品搬送装置1の一部を示す斜視図である。図2では、電子部品搬送装置1を構成する部材のうち、第2の搬送手段40と、第2の分離プレート(第2の分離手段)50と、第3の搬送手段60とが示されている。また、第2の分離プレート50と第3の搬送手段60との接続部分の上方には、センサー7bが配設されている。
【0059】
第2の分離プレート50は、第2の搬送手段40の下流側において、所定の傾斜角を有するように配設された板状部材である。第2の分離プレート50は、第2の搬送手段40の載置面に対して下方に傾斜した第2の傾斜面50aを有している。このため、第2の分離プレート50まで搬送されてきた列状のLEDチップ2bは、個々のLEDチップ2ごとに、順次、第2の傾斜面50aを滑り落ちる。これにより、列状のLEDチップ2aを、個々のLEDチップ2に分離することができる。
【0060】
第3の搬送手段60は、LEDチップ2を載置して矢印D4の方向に搬送する。第3の搬送手段60には、第1の搬送手段10および第2の搬送手段40と同様に、ローラーまたはベルトコンベアなどを好適に用いることができる。
【0061】
センサー7bは、第2の分離プレート50側の第3の搬送手段60の端部に、LEDチップ2が存在するか否かを検知する。センサー7bには、センサー7aと同様に、赤外線センサーなどを用いることができる。
【0062】
図3は、図1に示される電子部品搬送装置1が備える吸着ローラー12を示す斜視図である。図3に示されるように、吸着ローラー12には、複数の吸引口12aが、軸方向に形成されている。吸着ローラー12は、例えば、吸引口12aが位置P1にあるとき、バキューム機能がONとなり、吸引口12aが矢印D5の方向に回転し、位置P2にきたとき、バキューム機能がOFFとなるように制御される。このため、吸着ローラー12は、位置P1では、マトリクス状のLEDチップ2aから剥離されたUVシート6を吸着し、一方、位置P2ではUVシート6を離すという動作を繰り返す。
【0063】
以上のような構成の電子部品搬送装置1によれば、UVシート6に貼付された複数のマトリクス状のLEDチップ2aを個片化しながら搬送することができる。
【0064】
(電子部品搬送装置1による電子部品搬送の流れ)
次に、電子部品搬送装置1を用いて、UVシート6に貼付された複数のマトリクス状のLEDチップ2aを個片化しながら搬送する流れについて、図1および図2に基づいて説明する。
【0065】
まず、図1に示されるように、UVシート6に貼付されたマトリクス状のLEDチップ2aは、第1の搬送手段10に載置され、矢印D1の方向に、剥離プレート20まで搬送される。このとき、UVシート6とLEDチップ2aとの間に剥離プレート20が挿入される。これにより、マトリクス状のLEDチップ2aからUVシート6が自動的に剥離することができる。また、剥離されたUVシート6は、吸着ローラー12によって吸着され、剥離プレート20と吸着ローラー12との隙間を経由して、分離プレート30の下方から排出される。
【0066】
なお、マトリクス状のLEDチップ2aからUVシート6を剥離する前に、UVシート6側からマトリクス状のLEDチップ2aに対してUV照射しておくことが好ましい。これにより、マトリクス状のLEDチップ2aに対するUVシート6の粘着力を弱めることができるため、マトリクス状のLEDチップ2aからUVシート6を容易に剥離することができる。なお、UV照射するタイミングは、UVシート6に貼付されたマトリクス状のLEDチップ2aを第1の搬送手段10に載置する前であってもよい。また、載置した後、第1の搬送手段10による搬送過程において、第1の搬送手段10の隙間などからUV照射してもよい。
【0067】
次に、UVシート6を剥離されたマトリクス状のLEDチップ2aは、第1の分離プレート30まで搬送される。第1の分離プレート30まで搬送されたマトリクス状のLEDチップ2aは、搬送方向に対して垂直な方向に並んでいる列ごとに、順次、第1の傾斜面30aを矢印D2の方向に滑走する。これにより、マトリクス状のLEDチップ2aを、列状のLEDチップ2bに分離することができる。そして、第1の傾斜面30aを滑走した列状のLEDチップ2bは、第1の分離プレート30の下流側に接続された第2の搬送手段40に載置される。上述のように、第2の搬送手段40は、第1の搬送手段10に対して、搬送方向が略90度異なるように配設されている。このため、列状のLEDチップ2bは、滑走した方向に対して垂直な方向、すなわち、分離プレート30の長手方向と平行な方向に搬送される。これにより、列状の配置を維持したまま、列状のLEDチップ2bを当該LEDチップが並んでいる方向に搬送することができる。
【0068】
ここで、第1の分離プレート30まで搬送されたマトリクス状のLEDチップ2aが、連続して列状のLEDチップ2bごとに第1の傾斜面30aを滑走すると、先に第1の傾斜面30aを滑走して第2の搬送手段40に載置された他の列状のLEDチップ2bと衝突する可能性がある。そこで、電子部品搬送装置1では、第1の分離プレート30と相対する第2の搬送手段40上に、列状のLEDチップ2bが存在するか否かをセンサー7aによって検知している。そして、列状のLEDチップ2bが検知された場合、電子部品搬送装置1は、第1の搬送手段10による搬送を停止させる。一方、列状のLEDチップ2bが検知されない場合、電子部品搬送装置1は、第1の搬送手段10による搬送を再開させる。このように、第1の搬送手段10を、間欠的に停止させることにより、列状のLEDチップ2b同士を衝突させることなく、マトリクス状のLEDチップ2aを、列状のLEDチップ2bに分離することができる。
【0069】
次に、図2に示されるように、列状のLEDチップ2bは、第2の搬送手段40に載置され、矢印D3の方向に、第2の分離プレート50まで搬送される。第2の分離プレート50まで搬送された列状のLEDチップ2bは、個々のLEDチップ2ごとに、順次、第2の傾斜面50aを滑走する。これにより、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。そして、第2の傾斜面50aを滑走した個々のLEDチップ2は、第2の分離プレート50の下流側に配設された第3の搬送手段60に載置される。
【0070】
ここで、第2の分離プレート50まで搬送された列状のLEDチップ2bが、連続して個々のLEDチップ2ごとに第2の傾斜面50aを滑走すると、先に第2の傾斜面50aを滑走して第3の搬送手段60に載置された他のLEDチップ2と衝突する可能性がある。そこで、電子部品搬送装置1では、第2の分離プレート50側の第3の搬送手段60の端部上に、LEDチップ2が存在するか否かをセンサー7bによって検知している。そして、LEDチップ2が検知された場合、電子部品搬送装置1は、第2の搬送手段40による搬送を停止させる。一方、LEDチップ2が検知されない場合、電子部品搬送装置1は、第2の搬送手段40による搬送を再開させる。このように、第2の搬送手段40を、間欠的に停止させることにより、LEDチップ2同士を衝突させることなく、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。
【0071】
このようにして分離された個々のLEDチップ2は、第3の搬送手段60によって、任意の搬送先、例えば、LEDの光束、色度などの特性検査に供するために、電子部品測定装置などに搬送される。
【0072】
図4は、本実施形態に係る電子部品搬送装置1に接続される電子部品測定装置70が備える回転ステージ71を示す上面図である。図4に示されるように、電子部品測定装置70が備える回転ステージ71は、複数の載置台71aを有しており、第3の搬送手段60によって搬送されたLEDチップ2は、載置台71aの1つに載置される。そして、LEDチップ2が載置されると、回転ステージ71が矢印D6の方向へ回転し、隣り合う他の載置台71aと第3の搬送手段60とが対向する位置で回転が停止するように制御されている。このため、第3の搬送手段60によって回転ステージ71に搬送されてきたLEDチップ2は、順次、載置台71aに載置され、回転ステージ71の回転に伴い順次矢印D6の方向に移動する。LEDチップ2が測定位置P3〜P5で停止したとき、LEDチップ2対して所定の測定検査が実施され、LEDチップ2の品質の良否が判断される。そして、各種の測定検査が実施されたLEDチップ2は、最終的に払出し位置P6へと移動し、回転ステージ71から取り除かれる。このように、電子部品搬送装置1を電子部品測定装置70に接続することにより、マトリクス状のLEDチップ2aの個片化とLEDチップ2aの特性検査とを、連続的に行うことができる。これにより、LEDチップ2の製造工程を短縮することができる。
【0073】
なお、本実施形態では、測定位置の数は、特に限定されず、測定項目の数に応じて、適宜変更することができる。
【0074】
(シート搬送手段80の構成)
上述の説明では、剥離されたUVシート6が、吸着ローラー12によって吸着され、分離プレート30の下方から排出される構成について説明した。しかしながら、本発明に係る電子部品搬送装置は、これに限定されず、さらに、剥離されたUVシート6を搬送するシート搬送手段を備える構成としてもよい。
【0075】
図5は、本実施形態に係る電子部品搬送装置1が備えるシート搬送手段80を示す斜視図である。図5に示されるように、シート搬送手段80は、複数のローラー81と、吸着ローラー82とが平行に配設されており、これらによって搬送面83を移動させるベルトコンベアである。シート搬送手段80は、分離プレート30の下方から排出される剥離されたUVシート6を搬送面83上に載置可能なように、分離プレート30の下方に配設される。
【0076】
吸着ローラー82は、図3に示される吸着ローラー12と同様に、バキューム機能を有しており、複数の吸引口82aが、軸方向に形成されている。シート搬送手段80では、吸着ローラー82が、複数のローラーを挟んで、一定間隔に配設されている。
【0077】
また、搬送面83には、搬送面83が移動する方向と垂直な方向、すなわち、ローラー81および吸着ローラー82の軸方向に複数の開口83aが形成されている。ここで、開口83aは、吸着ローラー82上において、吸引口82aと連通するように、搬送面83に一定間隔で形成されている。このため、吸着ローラー82のバキューム機能がONのとき、搬送面83に載置されたUVシート6を開口83aを介して吸着することができる。
【0078】
このように、シート搬送手段80によれば、剥離されたUVシート6を吸着しながら、搬送することができる。これにより、UVシート6を搬送面83から脱落させることなく、廃棄ボックス(図示省略)などに搬送し、廃棄することができる。
【0079】
(まとめ)
以上のように、電子部品搬送装置1によれば、従来の電子部品搬送装置のように、パーツフィーダーおよびリニアフィーダーを用いずに、マトリクス状のLEDチップ2bを個片化しながら搬送することができる。このため、電子部品搬送装置1の製造コストを削減することができ、これにより、LEDチップ2の低コスト化に寄与することができる。
【0080】
また、電子部品搬送装置1によれば、複数のLEDチップ2は、マトリクス状にUVシート6に貼付された状態で、電子部品搬送装置1に投入され、各LEDチップ2が所定の方向を揃った状態で個片化される。このため、ばらばらに個片化された状態で無作為にパーツフィーダーに投入された電子部品を、振動により所定の方向に揃える従来の電子部品搬送装置のように、投入時および振動時に、LEDチップ2同士がぶつかり合うことがない。これにより、LEDチップ2同士がぶつかり合う衝撃によって、LEDチップ2を損傷させることを防止することができる。
【0081】
さらに、電子部品搬送装置1によれば、これらの衝撃によってはみ出した樹脂によるLEDチップ2同士の結合、または欠損、或いは、LEDチップ2を個片化する際に生じる電子部品基板のバリなどに起因する、搬送手段の詰まりを防止することができるため、LEDチップ2を安定して任意の搬送先に搬送することができる。
【0082】
このように、本実施形態によれば、LEDチップ2同士がぶつかり合うことなく、安定して搬送することができる電子部品搬送装置1を低コストで実現することができる。
【0083】
なお、第1の搬送手段10および第2の搬送手段40は、いずれも搬送する電子部品のサイズに応じて、異なるサイズの部材に容易に交換することができる構成である。このため、搬送する電子部品のパッケージサイズおよび形状の変更があった場合であっても、第1の搬送手段10および第2の搬送手段40を交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1の設計変更に伴う製造コストを削減することができる。
【0084】
また、第1の分離プレート30および第2の分離プレート50は、滑走させる電子部品のサイズに応じて、異なるサイズの部材に容易に交換することができる構成である。このため、第1の傾斜面30aまたは第2の傾斜面50aを滑走させる電子部品のパッケージサイズおよび形状の変更があった場合であっても、第1の分離プレート30および第2の分離プレート50を交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1の設計変更に伴う製造コストを削減することができる。
【0085】
また、本実施形態では、剥離プレート20と分離プレート30とは、異なる部材で形成される場合について説明したが、本発明はこれに限定されない。例えば、剥離プレート20と分離プレート30とが、単一の部材で形成された構成であってもよい。これにより、電子部品搬送装置1の構成を簡略化し、製造コストを低減させることができる。
【0086】
〔実施形態2〕
本発明の電子部品搬送装置に関する第2の実施形態について、図6に基づいて説明すれば以下のとおりである。本実施形態に係る電子部品搬送装置は、電子部品搬送装置が備える第2の分離手段の構成が実施形態1の電子部品搬送装置と異なっている。
【0087】
なお、説明の便宜上、実施形態1にて説明した図面と同じ機能を有する部材については、同じ符号を付記し、その説明を省略する。
【0088】
(分離搬送機構の構成)
図6は、本実施形態に係る電子部品搬送装置1aの一部を示す斜視図である。図6に示されるように、電子部品搬送装置1aでは、第2の搬送手段40の下流側に、分離搬送機構(第2の分離手段)51が接続されている。
【0089】
分離搬送機構51は、第2の搬送手段40より搬送速度が高い高速載置面51aを有しており、高速載置面51aに個々のLEDチップ2を載置して、矢印D4の方向に搬送する。なお、分離搬送機構51には、ベルトコンベアを好適に用いることができるが、特に限定されず、ローラーなどを用いてもよい。
【0090】
(分離搬送機構による電子部品分離の流れ)
次に、分離搬送機構51を用いて、列状のLEDチップ2bを、個々のLEDチップ2に分離する構成について説明する。なお、分離搬送機構51の上流側および下流側におけるLEDチップ2の搬送過程は、実施形態1と同様であるため、ここではその説明を省略する。
【0091】
第2の搬送手段40によって、分離搬送機構51に搬送された列状のLEDチップ2bは、個々のLEDチップ2ごとに、順次、高速載置面51aに載置される。ここで、上述のとおり、高速載置面51aは、第2の搬送手段40より搬送速度が高いため、先に第2の搬送手段40から高速載置面51aに移動したLEDチップ2と、次に第2の搬送手段40から高速載置面51aに移動したLEDチップ2との間には、高速載置面51aにおいて一定の間隔が生じる。このように、第2の搬送手段40と高速載置面51aとの搬送速度の差を利用することにより、LEDチップ2同士を衝突させることなく、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。
【0092】
なお、高速載置面51aは、第2の搬送手段40の載置面より摩擦抵抗が大きいことが好ましい。これにより、分離搬送機構51まで搬送された列状のLEDチップ2bをスムーズに高速載置面51aに移動させ、個々のLEDチップ2に分離することができる。
【0093】
なお、高速載置面51aは、LEDチップ2のサイズに合わせて、容易に交換できるように構成されている。このため、LEDチップ2のパッケージサイズおよび形状の変更があった場合であっても、高速載置面12aを交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1aの設計変更に伴う製造コストを削減することができる。
【0094】
〔実施形態3〕
本発明の電子部品搬送装置に関する第3の実施形態について、図7に基づいて説明すれば以下のとおりである。本実施形態に係る電子部品搬送装置は、電子部品搬送装置が備える第2の分離手段の構成が実施形態1および2の電子部品搬送装置と異なっている。
【0095】
なお、説明の便宜上、実施形態1にて説明した図面と同じ機能を有する部材については、同じ符号を付記し、その説明を省略する。
【0096】
(分離搬送アーム機構の構成)
図7は、本実施形態に係る電子部品搬送装置1bの一部を示す斜視図である。図7に示されるように、電子部品搬送装置1bでは、分離搬送アーム機構(第2の分離手段)50は、第2の搬送手段40の下流側に配設されている。また、第2の搬送手段の分離搬送アーム機構52側の端部には、切欠部40aが形成されている。
【0097】
分離搬送アーム機構52は、矢印D4の方向に回転移動する複数の搬送アーム52aを有しており、各搬送アーム52aに個々のLEDチップ2を載置して、矢印D4の方向に搬送する。
【0098】
分離搬送アーム機構52は、搬送アーム52aを有し、搬送アーム52aは、第2の搬送手段40の下流側で上方に伸び、第3の搬送手段60の上流側で下方に縮むように回転移動する。
【0099】
(分離搬送アーム機構による電子部品分離の流れ)
次に、分離搬送アーム機構52を用いて、列状のLEDチップ2bを、個々のLEDチップ2に分離する構成について説明する。なお、分離搬送アーム機構52の上流側および下流側におけるLEDチップ2の搬送過程は、実施形態1と同様であるため、ここではその説明を省略する。
【0100】
第2の搬送手段40によって、列状のLEDチップ2bが分離搬送アーム機構52側まで搬送されると、列状のLEDチップ2bの先頭のLEDチップ2は、切欠部40aに位置する。このとき、搬送アーム52aは、先頭のLEDチップ2の下方においてLEDチップ2に向かって上昇し、切欠部40aを通過して先頭のLEDチップ2の下から接触する。これにより、個々のLEDチップ2ごとに、順次、搬送アーム52aに載置され、第3の搬送手段60に搬送される。このように、分離搬送アーム機構52によって、LEDチップ2同士を衝突させることなく、列状のLEDチップ2bを、個々のLEDチップ2に分離することができる。
【0101】
なお、搬送アーム52aの載置面は、LEDチップ2を吸着させる部材を有することが好ましい。これにより、LEDチップ2を、安定した状態で第3の搬送手段60まで移動させることができる。また、切欠部40aの形状は、矢印D3の方向に向かって凹形状となっているが、搬送アーム52aが通過できる形状であれば、凹形状に限定されない。
【0102】
また、搬送アーム52aは、LEDチップ2のサイズに合わせて、容易に交換できるように構成されている。このため、LEDチップ2のパッケージサイズおよび形状の変更があった場合であっても、載置台を交換することによって、容易に変更後のパッケージサイズおよび形状に合わせることができる。これにより、電子部品搬送装置1bの設計変更に伴う製造コストを削減することができる。
【0103】
〔実施形態の総括〕
各実施形態では、電子部品がLEDチップである構成について説明したが、これに限定されず、例えば、LEDチップ以外の半導体チップなどであってもよい。また、各実施形態では、電子部品に貼付されるシートがUVシートである構成について説明したが、これに限定されず、例えば、接着剤が塗布されたシートなどであってもよい。
【0104】
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【産業上の利用可能性】
【0105】
本発明は、電子部品を安定して搬送するための電子部品搬送装置に利用することができる。
【符号の説明】
【0106】
1 電子部品搬送装置
1a 電子部品搬送装置
1b 電子部品搬送装置
2 LEDチップ(電子部品)
2a マトリクス状のLEDチップ(マトリクス状の電子部品)
2b 列状のLEDチップ(列状の電子部品)
6 UVシート(シート)
10 第1の搬送手段
11 ローラー
12 吸着ローラー
12a 吸引口(吸着手段)
20 剥離プレート(剥離手段)
30 第1の分離プレート(第1の分離手段)
30a 第1の傾斜面
40 第2の搬送手段
50 第2の分離プレート(第2の分離手段)
50a 第2の傾斜面
51 分離搬送機構(第2の分離手段)
51a 高速載置面
52 分離搬送アーム機構(第2の分離手段)
52a 搬送アーム
80 シート搬送手段
【特許請求の範囲】
【請求項1】
シートに貼付された複数のマトリクス状の電子部品を、個片化しながら搬送する電子部品搬送装置であって、
上記マトリクス状の電子部品を搬送する第1の搬送手段と、
上記マトリクス状の電子部品から上記シートを剥離する剥離手段と、
上記第1の搬送手段の下流側に設けられ、上記シートが剥離された上記マトリクス状の電子部品を、複数の列状の電子部品に分離する第1の分離手段と、
上記列状の電子部品を、当該電子部品が並んでいる方向に搬送する第2の搬送手段と、
上記第2の搬送手段の下流側に設けられ、上記列状の電子部品を個々の電子部品に分離する第2の分離手段と、
を備え、
上記第1の分離手段は、上記マトリクス状の電子部品の搬送方向に傾斜する第1の傾斜面を有し、
上記シートが剥離された上記マトリクス状の電子部品は、上記搬送方向に対して垂直な方向に並んでいる列ごとに、上記第1の傾斜面を滑走して上記第2の搬送手段に移動することを特徴とする電子部品搬送装置。
【請求項2】
上記第2の分離手段は、上記列状の電子部品の搬送方向に傾斜する第2の傾斜面を有し、
上記列状の電子部品は、個々の電子部品ごとに、上記第2の傾斜面を滑走することを特徴とする請求項1に記載の電子部品搬送装置。
【請求項3】
上記剥離手段は、上記シートと上記マトリクス状の電子部品との接着面に挿入可能なように、上記第1の搬送手段に配設されたプレートであることを特徴とする請求項1または2に記載の電子部品搬送装置。
【請求項4】
上記第1または第2の搬送手段は、複数のローラーまたはベルトコンベアであることを特徴とする請求項1から3のいずれか1項に記載の電子部品搬送装置。
【請求項5】
上記マトリクス状の電子部品から剥離された上記シートを吸着する吸着手段を備えることを特徴とする請求項1から4のいずれか1項に記載の電子部品搬送装置。
【請求項6】
上記第1の搬送手段は、複数のローラーであり、
上記複数のローラーのいずれか1つに、上記吸着手段が設けられていることを特徴とする請求項5に記載の電子部品搬送装置。
【請求項7】
上記第1の搬送手段は、ベルトコンベアであり、
上記ベルトコンベアに、上記吸着手段が設けられていることを特徴とする請求項5に記載の電子部品搬送装置。
【請求項8】
上記第1の搬送手段と上記第2の搬送手段とは、搬送方向が略90度異なること特徴とする請求項1から7のいずれか1項に記載の電子部品搬送装置。
【請求項9】
上記第1の傾斜面を滑走した上記列状の電子部品が、上記第2の搬送手段に載置された先行する他の上記列状の電子部品に接触しないように、上記第1の搬送手段を間欠的に停止させることを特徴とする請求項1から8のいずれか1項に記載の電子部品搬送装置。
【請求項10】
上記第1の搬送手段または第2の搬送手段は、搬送する電子部品のサイズに応じて交換可能であることを特徴とする請求項1から9のいずれか1項に記載の電子部品搬送装置。
【請求項11】
上記第1の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることを特徴とする請求項1から10のいずれか1項に記載の電子部品搬送装置。
【請求項12】
上記第2の傾斜面を滑走した個々の電子部品が、先行する他の電子部品に接触しないように、上記第2の搬送手段を間欠的に停止させることを特徴とする請求項2に記載の電子部品搬送装置。
【請求項13】
上記第2の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることを特徴とする請求項2または12に記載の電子部品搬送装置。
【請求項14】
上記第2の分離手段は、上記第2の搬送手段より搬送速度が高い載置面を有し、
上記列状の電子部品は、個々の電子部品ごとに、上記載置面に載置されることを特徴とする請求項1または3から11のいずれか1項に記載の電子部品搬送装置。
【請求項15】
上記第2の分離手段は、搬送アームを有し、
上記列状の電子部品は、個々の電子部品ごとに、上記搬送アームに搭載されることを特徴とする請求項1または3から11のいずれか1項に記載の電子部品搬送装置。
【請求項16】
上記剥離手段と上記第1の分離手段とは、一つの部材からなることを特徴とする請求項1から3のいずれか1項に記載の電子部品搬送装置。
【請求項17】
上記マトリクス状の電子部品から剥離された上記シートを、吸着しながら搬送するシート搬送手段をさらに備えることを特徴とする請求項1から16のいずれか1項に記載の電子部品搬送装置。
【請求項1】
シートに貼付された複数のマトリクス状の電子部品を、個片化しながら搬送する電子部品搬送装置であって、
上記マトリクス状の電子部品を搬送する第1の搬送手段と、
上記マトリクス状の電子部品から上記シートを剥離する剥離手段と、
上記第1の搬送手段の下流側に設けられ、上記シートが剥離された上記マトリクス状の電子部品を、複数の列状の電子部品に分離する第1の分離手段と、
上記列状の電子部品を、当該電子部品が並んでいる方向に搬送する第2の搬送手段と、
上記第2の搬送手段の下流側に設けられ、上記列状の電子部品を個々の電子部品に分離する第2の分離手段と、
を備え、
上記第1の分離手段は、上記マトリクス状の電子部品の搬送方向に傾斜する第1の傾斜面を有し、
上記シートが剥離された上記マトリクス状の電子部品は、上記搬送方向に対して垂直な方向に並んでいる列ごとに、上記第1の傾斜面を滑走して上記第2の搬送手段に移動することを特徴とする電子部品搬送装置。
【請求項2】
上記第2の分離手段は、上記列状の電子部品の搬送方向に傾斜する第2の傾斜面を有し、
上記列状の電子部品は、個々の電子部品ごとに、上記第2の傾斜面を滑走することを特徴とする請求項1に記載の電子部品搬送装置。
【請求項3】
上記剥離手段は、上記シートと上記マトリクス状の電子部品との接着面に挿入可能なように、上記第1の搬送手段に配設されたプレートであることを特徴とする請求項1または2に記載の電子部品搬送装置。
【請求項4】
上記第1または第2の搬送手段は、複数のローラーまたはベルトコンベアであることを特徴とする請求項1から3のいずれか1項に記載の電子部品搬送装置。
【請求項5】
上記マトリクス状の電子部品から剥離された上記シートを吸着する吸着手段を備えることを特徴とする請求項1から4のいずれか1項に記載の電子部品搬送装置。
【請求項6】
上記第1の搬送手段は、複数のローラーであり、
上記複数のローラーのいずれか1つに、上記吸着手段が設けられていることを特徴とする請求項5に記載の電子部品搬送装置。
【請求項7】
上記第1の搬送手段は、ベルトコンベアであり、
上記ベルトコンベアに、上記吸着手段が設けられていることを特徴とする請求項5に記載の電子部品搬送装置。
【請求項8】
上記第1の搬送手段と上記第2の搬送手段とは、搬送方向が略90度異なること特徴とする請求項1から7のいずれか1項に記載の電子部品搬送装置。
【請求項9】
上記第1の傾斜面を滑走した上記列状の電子部品が、上記第2の搬送手段に載置された先行する他の上記列状の電子部品に接触しないように、上記第1の搬送手段を間欠的に停止させることを特徴とする請求項1から8のいずれか1項に記載の電子部品搬送装置。
【請求項10】
上記第1の搬送手段または第2の搬送手段は、搬送する電子部品のサイズに応じて交換可能であることを特徴とする請求項1から9のいずれか1項に記載の電子部品搬送装置。
【請求項11】
上記第1の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることを特徴とする請求項1から10のいずれか1項に記載の電子部品搬送装置。
【請求項12】
上記第2の傾斜面を滑走した個々の電子部品が、先行する他の電子部品に接触しないように、上記第2の搬送手段を間欠的に停止させることを特徴とする請求項2に記載の電子部品搬送装置。
【請求項13】
上記第2の傾斜面は、滑走させる電子部品のサイズに応じて交換可能であることを特徴とする請求項2または12に記載の電子部品搬送装置。
【請求項14】
上記第2の分離手段は、上記第2の搬送手段より搬送速度が高い載置面を有し、
上記列状の電子部品は、個々の電子部品ごとに、上記載置面に載置されることを特徴とする請求項1または3から11のいずれか1項に記載の電子部品搬送装置。
【請求項15】
上記第2の分離手段は、搬送アームを有し、
上記列状の電子部品は、個々の電子部品ごとに、上記搬送アームに搭載されることを特徴とする請求項1または3から11のいずれか1項に記載の電子部品搬送装置。
【請求項16】
上記剥離手段と上記第1の分離手段とは、一つの部材からなることを特徴とする請求項1から3のいずれか1項に記載の電子部品搬送装置。
【請求項17】
上記マトリクス状の電子部品から剥離された上記シートを、吸着しながら搬送するシート搬送手段をさらに備えることを特徴とする請求項1から16のいずれか1項に記載の電子部品搬送装置。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−93628(P2011−93628A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−246891(P2009−246891)
【出願日】平成21年10月27日(2009.10.27)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月27日(2009.10.27)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
[ Back to top ]