
電子鍵盤楽器のハンマーの製造方法および電子鍵盤楽器のハンマー
【課題】ハンマーの重心位置をきめ細かく調整でき、良好なタッチ感を得ることができる電子鍵盤楽器のハンマーの製造方法、および電子鍵盤楽器のハンマーを提供する。
【解決手段】側面にその長さ方向に沿って並設された複数の凹部を有する合成樹脂製のアーム状のハンマー本体と、ハンマー本体に取り付けられた錘板とを備えるハンマーが製造される。ハンマー本体の複数の凹部と相補的な形状を有する第1〜第3入れ子60a〜60cを、固定側型板および可動側型板の少なくとも一方に、キャビティ58a、58bに対して進退自在に取り付け、キャビティ58a、58bに対する入れ子60a〜60cの進退位置を互いに独立して調整した状態で、溶融した合成樹脂をキャビティ58a、58bに射出することによって、ハンマー本体を成形する。
【解決手段】側面にその長さ方向に沿って並設された複数の凹部を有する合成樹脂製のアーム状のハンマー本体と、ハンマー本体に取り付けられた錘板とを備えるハンマーが製造される。ハンマー本体の複数の凹部と相補的な形状を有する第1〜第3入れ子60a〜60cを、固定側型板および可動側型板の少なくとも一方に、キャビティ58a、58bに対して進退自在に取り付け、キャビティ58a、58bに対する入れ子60a〜60cの進退位置を互いに独立して調整した状態で、溶融した合成樹脂をキャビティ58a、58bに射出することによって、ハンマー本体を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子ピアノなどの電子鍵盤楽器に用いられ、押鍵された鍵と連動して回動する電子鍵盤楽器のハンマーの製造方法、および電子鍵盤楽器のハンマーに関する。
【背景技術】
【0002】
従来の電子鍵盤楽器のハンマーとして、例えば特許文献1に開示されたものが知られている。このハンマーは、樹脂部と、質量体としての金属棒で構成されており、樹脂部を介して支持部材に回動自在に取り付けられている。金属棒は、鉄材などで構成されており、アウトサート成形により樹脂部と一体に成形され、ハンマーの支点から遠ざかるように樹脂部から延びている。金属棒の先端部は折り返されており、この折返し部により、金属棒の先端部の質量が増加することで、ハンマーの回転モーメントの増加が図られる。また、金属棒の切断加工や曲げ加工により、折返し部の長さや角度を鍵ごとまたは所定の音域ごとに変更することによって、鍵または音域に応じたタッチ感を得るようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2917863号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えばグランドピアノでは、ハンマーの重さや重心位置が鍵ごとに異なる。具体的には、低音側であるほど、ハンマーはより重く、重心位置は支点からより遠くに位置しており、その相違に応じたタッチ感が得られる。したがって、電子ピアノなどの電子鍵盤楽器においてグランドピアノに近似した良好なタッチ感を得るためには、ハンマーの重心位置を鍵や音域に応じて変更することが好ましい。
【0005】
これに対し、上述した従来のハンマーでは、金属棒の切断加工や曲げ加工により、折返し部の長さや角度を変更することによって、ハンマーの重心位置が調整される。しかし、金属棒の切断加工および曲げ加工はいずれも精度が低いため、ハンマーの重心位置を大ざっぱに調整できるにすぎず、きめ細かい調整は行えない。また、ハンマーの重心位置の調整を金属棒のみで行うため、その調整の段階数と同じ品数(種類)の金属棒、例えば鍵ごとに重心位置を調整するのであれば鍵と同じ品数の金属棒を作製しなければならず、その作製や管理が非常に煩雑になってしまう。
【0006】
本発明は、以上のような課題を解決するためになされたものであり、ハンマーの重心位置をきめ細かく調整でき、それにより、良好なタッチ感を得ることができる電子鍵盤楽器のハンマーの製造方法、および電子鍵盤楽器のハンマーを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、請求項1に係る発明は、側面にその長さ方向に沿って並設された複数の凹部を有する合成樹脂製のアーム状のハンマー本体と、ハンマー本体に取り付けられた錘とを備え、押鍵された鍵と連動して回動する電子鍵盤楽器のハンマーの製造方法であって、ハンマー本体の側面形状と相補的な形状を有するキャビティをそれぞれ形成した固定側型板および可動側型板を準備し、ハンマー本体の複数の凹部とそれぞれ相補的な形状を有する複数の入れ子を、固定側型板および可動側型板の少なくとも一方の所定位置に、キャビティに対して進退自在に取り付け、キャビティに対する複数の入れ子の進退位置を互いに独立して調整し、固定側型板および可動側型板を型締めした状態で、溶融した合成樹脂をキャビティに射出することによって、ハンマー本体を成形することを特徴とする。
【0008】
この製造方法によれば、固定側型板および可動側型板のキャビティに対応する側面形状を有し、複数の入れ子に対応する複数の凹部が側面の長さ方向に沿って並設された、合成樹脂製のハンマー本体が成形される。また、その成形の際に、キャビティに対する複数の入れ子の進退位置を互いに独立して調整することによって、複数の凹部の肉厚が個別に変更される。また、射出成形の精度は、従来のハンマーの重心位置の調整に用いられていた金属棒の切断加工や曲げ加工の精度よりもはるかに高い。したがって、所望の重さおよび/または重心位置を有するハンマー本体を精度良く得ることができる。そして、そのように重さおよび/または重心位置を精度良く調整されたハンマー本体を、錘と組み合わせることで、両者により定まるハンマー全体の重心位置を調整するので、ハンマーの重心位置をきめ細かく調整でき、したがって、良好なタッチ感を得ることができる。
【0009】
請求項2に係る発明は、請求項1に記載の電子鍵盤楽器のハンマーの製造方法において、複数の入れ子の進退位置の調整を、進退位置の組合せが互いに異なる複数の組合せパターンで行うことによって、重さおよび/または重心位置が互いに異なる複数種類のハンマー本体を成形することを特徴とする。
【0010】
この構成によれば、ハンマー本体を成形する際、キャビティに対する複数の入れ子の進退位置の調整を、それらの複数の組合せパターンでそれぞれ行うことにより、その組合せパターンに応じた、重さおよび/または重心位置が異なる複数種類のハンマー本体が容易に得られる。そして、これらの複数種類のハンマー本体から、音域または鍵に応じてハンマー本体を選択することによって、音域や鍵に応じた適切なハンマーの重心位置を容易に実現することができる。
【0011】
請求項3に係る発明は、請求項2に記載の電子鍵盤楽器のハンマーの製造方法において、錘として、重さが互いに異なる複数種類の錘を準備し、複数種類のハンマー本体から選択されたハンマー本体に、複数種類の錘から選択された錘を取り付けることを特徴とする。
【0012】
この構成によれば、重さおよび/または重心位置が異なる複数種類のハンマー本体から選択されたハンマー本体と、重さが異なる複数の種類の錘から選択された錘とを組み合わせることによって、その組合せごとに異なるハンマーの重心位置を実現でき、したがって、ハンマーの重心位置をきめ細かくかつ広範囲で調整することができる。また、ハンマー本体と錘との組合せによってハンマーの重心位置を調整するので、この調整を金属棒のみで行っていた従来の場合と比較し、用意すべき部品の品数が低減され、それらの作製や管理が簡素化されることで、重心位置の調整をより容易に行うことができる。
【0013】
請求項4に係る発明は、請求項3に記載の電子鍵盤楽器のハンマーの製造方法において、所定の複数の音域ごとに1つの種類の錘を選択するとともに、複数の音域の各々において複数種類のハンマー本体を選択することを特徴とする。
【0014】
この構成によれば、電子ピアノの音域を所定の複数の音域に区分するとともに、区分された音域ごとに重さが同じ1つの種類の錘を選択する。また、各音域内では、複数種類のハンマー本体を選択する。これにより、ハンマーの重心位置を、比重がより大きな錘によって音域ごとに粗く調整するとともに、各音域においてはハンマー本体で微調整することができる。その結果、例えば、全音域にわたり、低音側に向かうにつれて重心位置がハンマーの先端側に次第に移行するような、グランドピアノに近い重心位置の分布を実現でき、グランドピアノに非常に近い良好なタッチ感を得ることができる。
【0015】
請求項5に係る発明は、電子鍵盤楽器のハンマーであって、請求項1ないし4のいずれかに記載の電子鍵盤楽器のハンマーの製造方法によって製造されたハンマー本体を備えることを特徴とする。
【0016】
この構成によれば、電子鍵盤楽器のハンマーにおいて、請求項1〜4による前述した効果を同様に得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態による製造方法によって製造されたハンマーを備えた電子ピアノの鍵盤装置を、一部を切り欠いた状態で示す側面図である。
【図2】ハンマーの斜視図である
【図3】ハンマーの(a)平面図、および(b)側面図である
【図4】ハンマー本体を成形するための金型を概略的に示す正面図である。
【図5】図4の金型の造形部を示す図である。
【図6】金型によるハンマー本体の成形状況を示す図である。
【図7】金型による、図6と種類の異なるハンマー本体の成形状況を示す図である。
【発明を実施するための形態】
【0018】
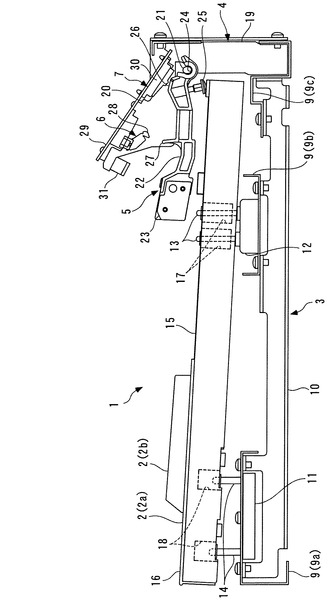
以下、図面を参照しながら、本発明の好ましい実施形態を詳細に説明する。図1は、本発明による製造方法によって製造されたハンマーを備えた電子ピアノの鍵盤装置を、離鍵状態において示している。
【0019】
同図に示すように、鍵盤装置1は、電子ピアノの左右方向(図1の表裏方向)に並んだ多数の鍵2(白鍵2aおよび黒鍵2bを各1つのみ図示)と、これらの鍵2を支持する鍵盤シャーシ3と、この鍵盤シャーシ3の後端部(図1の右端部)に連結されたハンマーサポート4と、鍵2ごとに設けられ、押鍵された鍵2に連動して回動する多数のハンマー5(1つのみ図示)と、ハンマー5ごとに設けられ、鍵2の押鍵時にレットオフ感を付与するための多数のレットオフ部品6(1つのみ図示)と、鍵2の押鍵情報を検出するための鍵スイッチ7などで構成されている。
【0020】
鍵盤シャーシ3は、左右方向に延びる前レール9a、中レール9bおよび後レール9cから成る3本の支持レール9と、前後方向に延びる5本の補強用のリブ10とを、井桁状に組み立てたものであり、棚板(図示せず)上に固定されている。これらの支持レール9およびリブ10はいずれも、プレスによる打抜きおよび折曲げ加工によって所定の形状に形成された鉄板で構成されている。支持レール9の板厚は、その軽量化のためにより薄く(例えば1.0mm)、リブ10の板厚は、補強のためにより厚く(例えば1.6mm)設定されている。
【0021】
前レール9aの下面および中レール9bの上面にはそれぞれ、筬前11および筬中12が固定されている。筬前11および筬中12は、合成樹脂から成る肉厚の板状のものであり、前レール9aおよび中レール9bの全体にわたって左右方向に延びている。筬中12には、白鍵2aおよび黒鍵2bに対応する前後の位置に、多数のバランスピン13が、左右方向に並んだ状態で立設されている。また、筬前11には、白鍵2aおよび黒鍵2bに対応する前後の位置に、多数のフロントピン14が、左右方向に並んだ状態で立設されている。
【0022】
鍵2は、前後方向に延びるとともに矩形状の横断面を有する木製の鍵本体15と、その前部の上面および前面に接着された合成樹脂製の鍵カバー16で構成されている。鍵本体15の前後方向の中央には、バランスピン孔17が形成されており、鍵2は、このバランスピン孔17を介して、バランスピン13に揺動自在に支持されている。また、鍵本体15の前端部には、フロントピン孔18が形成されており、このフロントピン孔18がフロントピン14に係合することによって、鍵2が回動する際の左右方向のぶれが防止される。
【0023】
ハンマーサポート4は、合成樹脂で構成され、例えば1オクターブ分の複数の成形品を互いに連結したものであり、すべてのハンマー5にわたるように左右方向に延びており、鍵盤シャーシ3の後レール9cにねじ止めされている。ハンマーサポート4は、この後レール9c付近から直立するハンマー支持部19と、その上端部から前方に斜め上がりに延びるスイッチ取付部20などで構成されている。ハンマー支持部19の上端部には、各ハンマー5を支持するための水平なピン状の支点軸部21が形成されている。
【0024】
ハンマー5は、前後方向に延びるアーム状のハンマー本体22と、その左右の側面の前端部に取り付けられた錘板23(1つのみ図示)を有する。ハンマー本体22は合成樹脂の成形品で構成され、錘板23は、比重が比較的大きな鉄などの金属材料で構成されている。ハンマー本体22の後端部には、円弧状の軸穴24が形成されており、ハンマー5は、この軸穴24が支点軸部21に係合することによって、ハンマーサポート4に回動自在に支持されている。
【0025】
また、ハンマー本体22の下面には、軸穴24のすぐ前側の位置に、キャプスタンスクリュー25が進退自在にねじ込まれている。ハンマー5は、このキャプスタンスクリュー25を介して、鍵2の後端部に載置されている。また、ハンマー本体22の上面の軸穴24とキャプスタンスクリュー25との間の部分は、押鍵時に鍵スイッチ7を作動させるためのアクチュエータ部26になっている。さらに、ハンマー本体22の上面の前後方向の中央には、押鍵時にレットオフ部品6に係合する板状の係合突起27が設けられている。
【0026】
レットオフ部品6は、所定の弾性材料(例えば、スチレン系の熱可塑性エラストマーなど)の成形品で構成されており、ハンマーサポート4のスイッチ取付部20に取り付けられている。レットオフ部品6は、スイッチ取付部20から後ろ下がりに斜めに延びておりその先端部には、くびれ部を介して頭部28が形成されている。この頭部28は、離鍵状態において、ハンマー5の係合突起27に対向している。
【0027】
また、鍵スイッチ7は、プリント基板から成るスイッチ基板29と、このスイッチ基板29の下面に、鍵2ごとに設けられたゴムスイッチから成るスイッチ本体30で構成されている。スイッチ基板29は、その後端部がスイッチ取付部20に差し込まれるとともに、中央の部分で、スイッチ取付部20にねじ止めされている。また、スイッチ本体30は、スイッチ基板29の下面に取り付けられており、離鍵状態において、ハンマー5のアクチュエータ部26に若干の間隔をもって対向している。さらに、スイッチ取付部20の下面の前端部には、ハンマー5の上方への回動を規制する、発泡ウレタンなどで構成されたハンマーストッパ31が設けられている。
【0028】
次に、上記構成の鍵盤装置1の動作について説明する。図1に示す離鍵状態から鍵2が押鍵されると、鍵2は、バランスピン13を中心として、同図の反時計方向に回動し、それに伴い、ハンマー5は、キャプスタンスクリュー25を介して押し上げられ、支点軸部21を中心として、上方(同図の時計方向)に回動する。
【0029】
このハンマー5の回動の途中で、その係合突起27が、レットオフ部品6の頭部28に係合し、頭部28を介してレットオフ部品6を圧縮させながら押圧することにより、レットオフ部品6からハンマー5に作用する反力が増大する。ハンマー5の回動が進むと、係合突起27が頭部28から外れることで、レットオフ部品6からの反力が急激に消失する。このようなレットオフ部品6の反力の増大と消失によって、アコースティックピアノに近似したレットオフ感が得られる。
【0030】
その後、ハンマー5がハンマーストッパ31に当接することによって、ハンマー5の上方への回動が終了する。また、ハンマー5の上方への回動の間、そのアクチュエータ部26が鍵スイッチ7のスイッチ本体30を押圧し、鍵スイッチ7をONすることによって、ハンマー5の回動量に応じた鍵2の押鍵情報が検出され、発音制御装置(図示せず)に出力される。そして、この発音制御装置により、検出された押鍵情報に基づいて、電子ピアノの発音が制御される。
【0031】
その後、鍵2が離鍵されると、鍵2は押鍵時と反対方向に回動し、図1に示す離鍵状態に復帰し、それに伴い、ハンマー5も、下方に回動し、離鍵状態に復帰する。
【0032】
次に、本発明に係るハンマー5の構成および製造方法について、詳細に説明する。前述したように、ハンマー5は、合成樹脂の成形品で構成され、前後方向に延びるアーム状のハンマー本体22と、金属材料で構成され、ハンマー本体22の左右の側面の前端部に取り付けられた錘板23などで構成されている。
【0033】
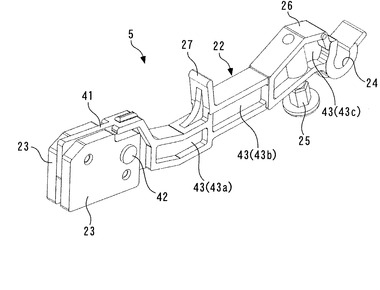
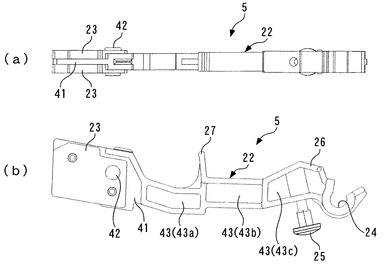
図2および図3に示すように、ハンマー本体22は、基本的に左右対称に構成されるとともに、図3(b)に示すような所定の側面形状を有している。ハンマー本体22の前端部は、錘板取付部41になっており、この錘板取付部41の左右の側面に、錘板23、23がリベット42によって取り付けられている。なお、図示しないが、この錘板23として、複数種類(例えば白鍵2a、黒鍵2bごとに各4種類)の錘板23が用意されている。これらの各4種類の錘板23は、サイズが異なることで、互い異なる重さを有しており、所定の音域ごとに選択され、低音域ほど、より重い錘板23が配置されている。
【0034】
また、ハンマー本体22の錘取付部41よりも後ろ側の部分には、ハンマー本体22の長さ方向に沿って、前凹部43a、中凹部43bおよび後凹部43cから成る3つの凹部43が並設されている。これらの前凹部43a、中凹部43bおよび後凹部43cは、ハンマー本体22の左右の両側面に形成されており、それぞれの周縁部を残して、側面のほぼ全体に設けられている。前述したキャプスタンスクリュー25は、後凹部43cの壁部に設けられている。
【0035】
また、ハンマー本体22として、複数種類(例えば4種類)のハンマー本体22が用意されている。これらの4種類のハンマー本体22は、凹部43の肉厚が異なることで、互いに異なる重心位置を有するものであり、上記の所定の音域の各々において、低音側ほど、重心位置がより先端側に近いハンマー本体22が選択され、配置されている。
【0036】
ハンマー本体22と錘板23が上記のように選択され、組み合わされる結果、ハンマー5の重心位置は、電子ピアノの全音域にわたり、低音側に向かうにつれてハンマー5の先端側に次第に移行するような、グランドピアノに近い分布に設定されている。
【0037】
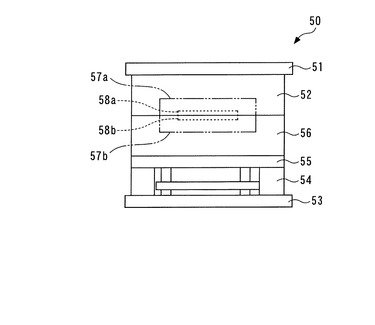
図4および図5は、ハンマー本体22を成形するための金型を示す。図4に示すように、この金型50は、固定側取付板51に取り付けられた上側の固定側型板52と、可動側取付板53に、スペーサブロック54および受け板55を介して取り付けられた下側の可動側型板56を備えている。
【0038】
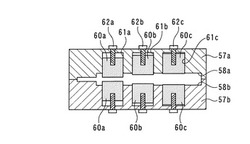
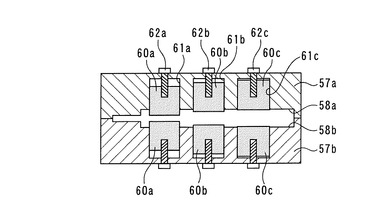
図5に示すように、固定側型板52および可動側型板56にはそれぞれ、固定側造形部57aおよび可動側造形部57bが設けられている。固定側造形部57aおよび可動側造形部57bにはそれぞれ、ハンマー本体22の側面形状と相補的な形状を有するキャビティ58a、58bが形成されている。
【0039】
また、固定側造形部57aおよび可動側造形部57bにはそれぞれ、ハンマー本体22の前凹部43a、中凹部43bおよび後凹部43cにそれぞれ対応する所定位置に、第1〜第3入れ子60a〜60cが設けられている。固定側造形部57a側および可動側造形部57b側の第1〜第3入れ子60a〜60cは、上下対称に配置されており、互いに同じ構成を有するので、以下、これらを代表して、固定側造形部57a側のものについて説明する。
【0040】
第1入れ子60aは、ハンマー本体22の前凹部43aと相補的な形状を有しており、固定側造形部57aに形成された凹部61aに収容されている。この凹部61aは、第1入れ子60aと同じ形状の一定の断面を有するとともに、固定側造形部57aの下面に開口している。また、第1入れ子60aの上面には、調整ねじ62aがねじ込まれている。この調整ねじ62aは、固定側造形部57aに対して上下方向に移動不能に設けられている。
【0041】
以上の構成により、調整ねじ62aを回すと、第1入れ子60aが、凹部61a内を上下方向に移動し、キャビティ58aに対して進退する。また、調整ねじ62aの回転量に応じて、キャビティ58aに対する第1入れ子60aの進退位置(突出量)が無段階に調整される。
【0042】
第2入れ子60bおよび第3入れ子60cの構成は、上述した第1入れ子60aの構成と基本的に同じである。具体的には、第2入れ子60bは、ハンマー本体22の中凹部43bと相補的な形状を有し、固定側造形部57aの凹部61bに収容されており、第2入れ子60bの上面に設けられた移動不能の調整ねじ62bを回すことによって、凹部61b内を上下方向に移動し、キャビティ58aに対して進退する。また、調整ねじ62bの回転量に応じて、キャビティ58aに対する第2入れ子60bの進退位置が無段階に調整される。
【0043】
同様に、第3入れ子60cは、ハンマー本体22の後凹部43cと相補的な形状を有し、固定側造形部57aの凹部61cに収容されており、第3入れ子60cの上面に設けられた移動不能の調整ねじ62cを回すことによって、凹部61c内を上下方向に移動し、キャビティ58aに対して進退する。また、調整ねじ62cの回転量に応じて、キャビティ58aに対する第3入れ子60cの進退位置が無段階に調整される。
【0044】
上述した金型50を用いてハンマー本体22を成形する場合には、まず可動側型板56を下降させ、固定側型板52および可動側型板56を互いに開放した状態で、調整ねじ62a〜62cを回し、第1〜第3入れ子60a〜60cのキャビティ58a、58bに対する進退位置を調整する。次に、可動側型板56を上昇させ、固定側型板52および可動側型板56を型締めした状態で、射出成形機から樹脂注入口(いずれも図示せず)を介して、溶融した合成樹脂をキャビティ58a、58bに注入し、射出することによって、ハンマー本体22が成形される。
【0045】
以上のようにして成形されたハンマー本体22は、固定側型板52および可動側型板56のキャビティ58a、58bに対応する側面形状を有する。また、ハンマー本体22の左右の両側面には、第1〜第3入れ子60a〜60cにそれぞれ対応する前凹部43a、中凹部43bおよび後凹部43cが形成される。また、前凹部43a、中凹部43bおよび後凹部43cの肉厚は、調整ねじ62a〜62cによって調整される第1〜第3入れ子60a〜60cの進退位置に応じて定まる。
【0046】
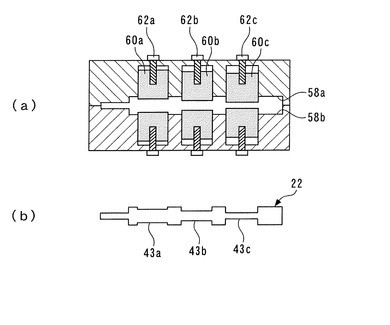
図6および図7は、第1〜第3入れ子60a〜60cの進退位置を異ならせ、ハンマー本体22を成形した2つの例を示す。図6は、低音側用のハンマー本体22の例である。この場合には、第1〜第3入れ子60a〜60cの進退位置を、キャビティ58a、58bへの突出量が第1〜第3入れ子60a〜60cの順に小さくなるように調整する(同図(a))。したがって、この場合には、凹部43の肉厚は、前凹部43a、中凹部43bおよび後凹部43cの順に大きくなり、重心位置が先端側に近いハンマー本体22が得られる(同図(b))。
【0047】
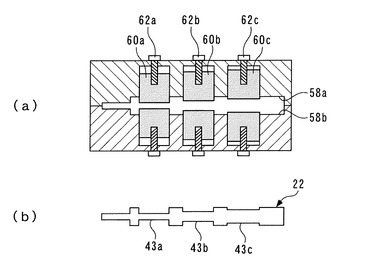
これに対し、図7は、高音側用のハンマー本体22の例である。この場合には、、第1〜第3入れ子60a〜60cの進退位置を、キャビティ58a、58bへの突出量が、上記とは逆に第1〜第3入れ子60a〜60cの順に大きくなるように調整する(同図(a))。したがって、この場合には、凹部43の肉厚は、前凹部43a、中凹部43bおよび後凹部43cの順に小さくなり、低音側用のハンマー本体22と比較し、重心位置が先端側から遠く、重さがほぼ同じハンマー本体22が得られる(同図(b))。
【0048】
また、図示しないが、上記の低音側用および高音側用のハンマー本体22に加え、第2入れ子60bの進退位置を上記と同じにし、第1および第3入れ子60a、60cの進退位置を図6と図7の中間の位置に2段階でそれぞれ調整した状態で、中音用の2種類のハンマー本体22が成形される。以上により、低音側ほど重心位置がより先端側に位置し、重さがほぼ同じ計4種類のハンマー本体22が用意される。そして、これらの4種類のハンマー本体22と重さが異なる4種類の錘板23から、ハンマー本体22および錘板23を前述したように選択し、組み合わせることによって、ハンマー5が構成されるとともに、ハンマー5の重心位置が調整される。
【0049】
以上のように、本実施形態によれば、ハンマー本体22を射出成形する際に、第1〜第3入れ子60a〜60cの進退位置を調整し、前凹部43a、中凹部43bおよび後凹部43cの肉厚を無段階に変更するので、所望の重心位置を有するハンマー本体22を精度良く得ることができる。そして、そのように重心位置を精度良く調整されたハンマー本体22を錘板23と組み合わせることによって、ハンマー5の重心位置をきめ細かく調整でき、したがって、良好なタッチ感を得ることができる。
【0050】
また、調整ねじ62a〜62cにより、第1〜第3入れ子60a〜60cの進退位置を互いに独立して調整することによって、重心位置が異なる複数種類のハンマー本体22を容易に得るとともに、これらの複数種類のハンマー本体22から、音域や鍵2に応じてハンマー本体22を選択するので、音域や鍵2に応じた適切なハンマー5の重心位置を容易に実現することができる。
【0051】
さらに、重心位置が異なる複数種類のハンマー本体22および重さが異なる複数種類の錘板23からそれぞれ選択されたハンマー本体22と錘板23とを組み合わせるので、その組合せごとに異なるハンマー5の重心位置を実現でき、したがって、ハンマー5の重心位置をきめ細かくかつ広範囲で調整することができる。また、ハンマー本体22と錘板23との組合せによってハンマー5の重心位置を調整するので、この調整を金属棒のみで行っていた従来の場合と比較し、用意すべき部品の品数が低減され、それらの作製や管理が簡素化されることで、ハンマー5の重心位置の調整をより容易に行うことができる。
【0052】
また、所定の音域ごとに、低音域ほど、より重い錘板23が配置されるとともに、各音域内では、低音側ほど、重心位置が先端側により近いハンマー本体22が配置されるので、電子ピアノの全音域にわたり、低音側に向かうにつれて重心位置がハンマー5の先端側に次第に移行するような、グランドピアノに近いハンマー5の重心位置の分布を実現でき、グランドピアノに近似した良好なタッチ感を得ることができる。
【0053】
また、本発明は、複数の入れ子の進退位置を互いに独立して調整し、凹部の肉厚を個別に変更するものであるので、複数の入れ子の進退位置の調整の仕方を変えることによって、上述した実施形態以外の様々な態様で実施することができる。
【0054】
例えば、実施形態では、第2入れ子60bの進退位置を一定にし、第1および第3入れ子60a、60cの進退位置を互いに逆方向に変化するように調整することで、主としてハンマー本体22の重心位置を調整している。これに代えて、第1〜第3入れ子60a〜60cの進退位置を一律に変更し、すべての凹部43の肉厚を一律に増減することによって、主としてハンマー本体22の重さを調整するようにしてもよい。このようにハンマー本体22の重さを調整した場合にも、これに錘板23を取り付けたハンマー5全体の重心位置が変化するので、ハンマー5の重心位置の調整を同様に行うことができる。
【0055】
また、第1〜第3入れ子60a〜60cの進退位置を上述した以外の調整パターンで調整することも可能であり、それにより、調整パターンに応じた重心位置および/または重さが異なるハンマー本体22を得て、所望の重心位置を有するハンマー5を実現することができる。
【0056】
また、ハンマー5の重心位置の調整をそれほどきめ細かく行わず、ハンマー本体22の重心位置などの調整段階が少なくてよい場合には、第1〜第3入れ子60a〜60cの一部の進退位置を、あるいは固定側型板52および可動側型板56のうちの一方の第1〜第3入れ子60a〜60cのみの進退位置を調整してもよい。あるいは、第1〜第3入れ子60a〜60cを固定側型板52および可動側型板56の一方のみに設けてもよい。また、進退自在の第1〜第3入れ子60a〜60cに代えて、長さが異なる複数の固定式の入れ子を採用し、変更すべき凹部43の肉厚に応じて交換しながら用いるようにしてもよい。
【0057】
さらに、上記とは逆に、ハンマー5の重心位置をよりきめ細かく調整する場合に、ハンマー本体22の種類を実施形態よりも増やしてもよい。例えば、ハンマー本体22の種類を所定の音域内における鍵2の数と同じ数まで増やすとともに、これらのハンマー本体22と錘板23を実施形態と同様に配置することによって、全音域にわたり、低音側に向かうにつれて重心位置が鍵2ごとにハンマー5の先端側に次第に変化するような、グランドピアノに非常に近いハンマー5の重心位置の分布を実現できる。それにより、グランドピアノに非常に近似した良好なタッチ感を得ることができる。その他、細部の構成を、本発明の趣旨の範囲内で適宜、変更することができる。
【符号の説明】
【0058】
2 鍵
2a 白鍵
2b 黒鍵
5 ハンマー
22 ハンマー本体
23 錘板(錘)
43 ハンマー本体の凹部
43a 前凹部
43b 中凹部
43c 後凹部
52 固定側型板
56 可動側型板
58a キャビティ
58b キャビティ
60a 第1入れ子(入れ子)
60b 第2入れ子(入れ子)
60c 第3入れ子(入れ子)
62a 調整ねじ
62b 調整ねじ
62c 調整ねじ
【技術分野】
【0001】
本発明は、電子ピアノなどの電子鍵盤楽器に用いられ、押鍵された鍵と連動して回動する電子鍵盤楽器のハンマーの製造方法、および電子鍵盤楽器のハンマーに関する。
【背景技術】
【0002】
従来の電子鍵盤楽器のハンマーとして、例えば特許文献1に開示されたものが知られている。このハンマーは、樹脂部と、質量体としての金属棒で構成されており、樹脂部を介して支持部材に回動自在に取り付けられている。金属棒は、鉄材などで構成されており、アウトサート成形により樹脂部と一体に成形され、ハンマーの支点から遠ざかるように樹脂部から延びている。金属棒の先端部は折り返されており、この折返し部により、金属棒の先端部の質量が増加することで、ハンマーの回転モーメントの増加が図られる。また、金属棒の切断加工や曲げ加工により、折返し部の長さや角度を鍵ごとまたは所定の音域ごとに変更することによって、鍵または音域に応じたタッチ感を得るようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2917863号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えばグランドピアノでは、ハンマーの重さや重心位置が鍵ごとに異なる。具体的には、低音側であるほど、ハンマーはより重く、重心位置は支点からより遠くに位置しており、その相違に応じたタッチ感が得られる。したがって、電子ピアノなどの電子鍵盤楽器においてグランドピアノに近似した良好なタッチ感を得るためには、ハンマーの重心位置を鍵や音域に応じて変更することが好ましい。
【0005】
これに対し、上述した従来のハンマーでは、金属棒の切断加工や曲げ加工により、折返し部の長さや角度を変更することによって、ハンマーの重心位置が調整される。しかし、金属棒の切断加工および曲げ加工はいずれも精度が低いため、ハンマーの重心位置を大ざっぱに調整できるにすぎず、きめ細かい調整は行えない。また、ハンマーの重心位置の調整を金属棒のみで行うため、その調整の段階数と同じ品数(種類)の金属棒、例えば鍵ごとに重心位置を調整するのであれば鍵と同じ品数の金属棒を作製しなければならず、その作製や管理が非常に煩雑になってしまう。
【0006】
本発明は、以上のような課題を解決するためになされたものであり、ハンマーの重心位置をきめ細かく調整でき、それにより、良好なタッチ感を得ることができる電子鍵盤楽器のハンマーの製造方法、および電子鍵盤楽器のハンマーを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、請求項1に係る発明は、側面にその長さ方向に沿って並設された複数の凹部を有する合成樹脂製のアーム状のハンマー本体と、ハンマー本体に取り付けられた錘とを備え、押鍵された鍵と連動して回動する電子鍵盤楽器のハンマーの製造方法であって、ハンマー本体の側面形状と相補的な形状を有するキャビティをそれぞれ形成した固定側型板および可動側型板を準備し、ハンマー本体の複数の凹部とそれぞれ相補的な形状を有する複数の入れ子を、固定側型板および可動側型板の少なくとも一方の所定位置に、キャビティに対して進退自在に取り付け、キャビティに対する複数の入れ子の進退位置を互いに独立して調整し、固定側型板および可動側型板を型締めした状態で、溶融した合成樹脂をキャビティに射出することによって、ハンマー本体を成形することを特徴とする。
【0008】
この製造方法によれば、固定側型板および可動側型板のキャビティに対応する側面形状を有し、複数の入れ子に対応する複数の凹部が側面の長さ方向に沿って並設された、合成樹脂製のハンマー本体が成形される。また、その成形の際に、キャビティに対する複数の入れ子の進退位置を互いに独立して調整することによって、複数の凹部の肉厚が個別に変更される。また、射出成形の精度は、従来のハンマーの重心位置の調整に用いられていた金属棒の切断加工や曲げ加工の精度よりもはるかに高い。したがって、所望の重さおよび/または重心位置を有するハンマー本体を精度良く得ることができる。そして、そのように重さおよび/または重心位置を精度良く調整されたハンマー本体を、錘と組み合わせることで、両者により定まるハンマー全体の重心位置を調整するので、ハンマーの重心位置をきめ細かく調整でき、したがって、良好なタッチ感を得ることができる。
【0009】
請求項2に係る発明は、請求項1に記載の電子鍵盤楽器のハンマーの製造方法において、複数の入れ子の進退位置の調整を、進退位置の組合せが互いに異なる複数の組合せパターンで行うことによって、重さおよび/または重心位置が互いに異なる複数種類のハンマー本体を成形することを特徴とする。
【0010】
この構成によれば、ハンマー本体を成形する際、キャビティに対する複数の入れ子の進退位置の調整を、それらの複数の組合せパターンでそれぞれ行うことにより、その組合せパターンに応じた、重さおよび/または重心位置が異なる複数種類のハンマー本体が容易に得られる。そして、これらの複数種類のハンマー本体から、音域または鍵に応じてハンマー本体を選択することによって、音域や鍵に応じた適切なハンマーの重心位置を容易に実現することができる。
【0011】
請求項3に係る発明は、請求項2に記載の電子鍵盤楽器のハンマーの製造方法において、錘として、重さが互いに異なる複数種類の錘を準備し、複数種類のハンマー本体から選択されたハンマー本体に、複数種類の錘から選択された錘を取り付けることを特徴とする。
【0012】
この構成によれば、重さおよび/または重心位置が異なる複数種類のハンマー本体から選択されたハンマー本体と、重さが異なる複数の種類の錘から選択された錘とを組み合わせることによって、その組合せごとに異なるハンマーの重心位置を実現でき、したがって、ハンマーの重心位置をきめ細かくかつ広範囲で調整することができる。また、ハンマー本体と錘との組合せによってハンマーの重心位置を調整するので、この調整を金属棒のみで行っていた従来の場合と比較し、用意すべき部品の品数が低減され、それらの作製や管理が簡素化されることで、重心位置の調整をより容易に行うことができる。
【0013】
請求項4に係る発明は、請求項3に記載の電子鍵盤楽器のハンマーの製造方法において、所定の複数の音域ごとに1つの種類の錘を選択するとともに、複数の音域の各々において複数種類のハンマー本体を選択することを特徴とする。
【0014】
この構成によれば、電子ピアノの音域を所定の複数の音域に区分するとともに、区分された音域ごとに重さが同じ1つの種類の錘を選択する。また、各音域内では、複数種類のハンマー本体を選択する。これにより、ハンマーの重心位置を、比重がより大きな錘によって音域ごとに粗く調整するとともに、各音域においてはハンマー本体で微調整することができる。その結果、例えば、全音域にわたり、低音側に向かうにつれて重心位置がハンマーの先端側に次第に移行するような、グランドピアノに近い重心位置の分布を実現でき、グランドピアノに非常に近い良好なタッチ感を得ることができる。
【0015】
請求項5に係る発明は、電子鍵盤楽器のハンマーであって、請求項1ないし4のいずれかに記載の電子鍵盤楽器のハンマーの製造方法によって製造されたハンマー本体を備えることを特徴とする。
【0016】
この構成によれば、電子鍵盤楽器のハンマーにおいて、請求項1〜4による前述した効果を同様に得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態による製造方法によって製造されたハンマーを備えた電子ピアノの鍵盤装置を、一部を切り欠いた状態で示す側面図である。
【図2】ハンマーの斜視図である
【図3】ハンマーの(a)平面図、および(b)側面図である
【図4】ハンマー本体を成形するための金型を概略的に示す正面図である。
【図5】図4の金型の造形部を示す図である。
【図6】金型によるハンマー本体の成形状況を示す図である。
【図7】金型による、図6と種類の異なるハンマー本体の成形状況を示す図である。
【発明を実施するための形態】
【0018】
以下、図面を参照しながら、本発明の好ましい実施形態を詳細に説明する。図1は、本発明による製造方法によって製造されたハンマーを備えた電子ピアノの鍵盤装置を、離鍵状態において示している。
【0019】
同図に示すように、鍵盤装置1は、電子ピアノの左右方向(図1の表裏方向)に並んだ多数の鍵2(白鍵2aおよび黒鍵2bを各1つのみ図示)と、これらの鍵2を支持する鍵盤シャーシ3と、この鍵盤シャーシ3の後端部(図1の右端部)に連結されたハンマーサポート4と、鍵2ごとに設けられ、押鍵された鍵2に連動して回動する多数のハンマー5(1つのみ図示)と、ハンマー5ごとに設けられ、鍵2の押鍵時にレットオフ感を付与するための多数のレットオフ部品6(1つのみ図示)と、鍵2の押鍵情報を検出するための鍵スイッチ7などで構成されている。
【0020】
鍵盤シャーシ3は、左右方向に延びる前レール9a、中レール9bおよび後レール9cから成る3本の支持レール9と、前後方向に延びる5本の補強用のリブ10とを、井桁状に組み立てたものであり、棚板(図示せず)上に固定されている。これらの支持レール9およびリブ10はいずれも、プレスによる打抜きおよび折曲げ加工によって所定の形状に形成された鉄板で構成されている。支持レール9の板厚は、その軽量化のためにより薄く(例えば1.0mm)、リブ10の板厚は、補強のためにより厚く(例えば1.6mm)設定されている。
【0021】
前レール9aの下面および中レール9bの上面にはそれぞれ、筬前11および筬中12が固定されている。筬前11および筬中12は、合成樹脂から成る肉厚の板状のものであり、前レール9aおよび中レール9bの全体にわたって左右方向に延びている。筬中12には、白鍵2aおよび黒鍵2bに対応する前後の位置に、多数のバランスピン13が、左右方向に並んだ状態で立設されている。また、筬前11には、白鍵2aおよび黒鍵2bに対応する前後の位置に、多数のフロントピン14が、左右方向に並んだ状態で立設されている。
【0022】
鍵2は、前後方向に延びるとともに矩形状の横断面を有する木製の鍵本体15と、その前部の上面および前面に接着された合成樹脂製の鍵カバー16で構成されている。鍵本体15の前後方向の中央には、バランスピン孔17が形成されており、鍵2は、このバランスピン孔17を介して、バランスピン13に揺動自在に支持されている。また、鍵本体15の前端部には、フロントピン孔18が形成されており、このフロントピン孔18がフロントピン14に係合することによって、鍵2が回動する際の左右方向のぶれが防止される。
【0023】
ハンマーサポート4は、合成樹脂で構成され、例えば1オクターブ分の複数の成形品を互いに連結したものであり、すべてのハンマー5にわたるように左右方向に延びており、鍵盤シャーシ3の後レール9cにねじ止めされている。ハンマーサポート4は、この後レール9c付近から直立するハンマー支持部19と、その上端部から前方に斜め上がりに延びるスイッチ取付部20などで構成されている。ハンマー支持部19の上端部には、各ハンマー5を支持するための水平なピン状の支点軸部21が形成されている。
【0024】
ハンマー5は、前後方向に延びるアーム状のハンマー本体22と、その左右の側面の前端部に取り付けられた錘板23(1つのみ図示)を有する。ハンマー本体22は合成樹脂の成形品で構成され、錘板23は、比重が比較的大きな鉄などの金属材料で構成されている。ハンマー本体22の後端部には、円弧状の軸穴24が形成されており、ハンマー5は、この軸穴24が支点軸部21に係合することによって、ハンマーサポート4に回動自在に支持されている。
【0025】
また、ハンマー本体22の下面には、軸穴24のすぐ前側の位置に、キャプスタンスクリュー25が進退自在にねじ込まれている。ハンマー5は、このキャプスタンスクリュー25を介して、鍵2の後端部に載置されている。また、ハンマー本体22の上面の軸穴24とキャプスタンスクリュー25との間の部分は、押鍵時に鍵スイッチ7を作動させるためのアクチュエータ部26になっている。さらに、ハンマー本体22の上面の前後方向の中央には、押鍵時にレットオフ部品6に係合する板状の係合突起27が設けられている。
【0026】
レットオフ部品6は、所定の弾性材料(例えば、スチレン系の熱可塑性エラストマーなど)の成形品で構成されており、ハンマーサポート4のスイッチ取付部20に取り付けられている。レットオフ部品6は、スイッチ取付部20から後ろ下がりに斜めに延びておりその先端部には、くびれ部を介して頭部28が形成されている。この頭部28は、離鍵状態において、ハンマー5の係合突起27に対向している。
【0027】
また、鍵スイッチ7は、プリント基板から成るスイッチ基板29と、このスイッチ基板29の下面に、鍵2ごとに設けられたゴムスイッチから成るスイッチ本体30で構成されている。スイッチ基板29は、その後端部がスイッチ取付部20に差し込まれるとともに、中央の部分で、スイッチ取付部20にねじ止めされている。また、スイッチ本体30は、スイッチ基板29の下面に取り付けられており、離鍵状態において、ハンマー5のアクチュエータ部26に若干の間隔をもって対向している。さらに、スイッチ取付部20の下面の前端部には、ハンマー5の上方への回動を規制する、発泡ウレタンなどで構成されたハンマーストッパ31が設けられている。
【0028】
次に、上記構成の鍵盤装置1の動作について説明する。図1に示す離鍵状態から鍵2が押鍵されると、鍵2は、バランスピン13を中心として、同図の反時計方向に回動し、それに伴い、ハンマー5は、キャプスタンスクリュー25を介して押し上げられ、支点軸部21を中心として、上方(同図の時計方向)に回動する。
【0029】
このハンマー5の回動の途中で、その係合突起27が、レットオフ部品6の頭部28に係合し、頭部28を介してレットオフ部品6を圧縮させながら押圧することにより、レットオフ部品6からハンマー5に作用する反力が増大する。ハンマー5の回動が進むと、係合突起27が頭部28から外れることで、レットオフ部品6からの反力が急激に消失する。このようなレットオフ部品6の反力の増大と消失によって、アコースティックピアノに近似したレットオフ感が得られる。
【0030】
その後、ハンマー5がハンマーストッパ31に当接することによって、ハンマー5の上方への回動が終了する。また、ハンマー5の上方への回動の間、そのアクチュエータ部26が鍵スイッチ7のスイッチ本体30を押圧し、鍵スイッチ7をONすることによって、ハンマー5の回動量に応じた鍵2の押鍵情報が検出され、発音制御装置(図示せず)に出力される。そして、この発音制御装置により、検出された押鍵情報に基づいて、電子ピアノの発音が制御される。
【0031】
その後、鍵2が離鍵されると、鍵2は押鍵時と反対方向に回動し、図1に示す離鍵状態に復帰し、それに伴い、ハンマー5も、下方に回動し、離鍵状態に復帰する。
【0032】
次に、本発明に係るハンマー5の構成および製造方法について、詳細に説明する。前述したように、ハンマー5は、合成樹脂の成形品で構成され、前後方向に延びるアーム状のハンマー本体22と、金属材料で構成され、ハンマー本体22の左右の側面の前端部に取り付けられた錘板23などで構成されている。
【0033】
図2および図3に示すように、ハンマー本体22は、基本的に左右対称に構成されるとともに、図3(b)に示すような所定の側面形状を有している。ハンマー本体22の前端部は、錘板取付部41になっており、この錘板取付部41の左右の側面に、錘板23、23がリベット42によって取り付けられている。なお、図示しないが、この錘板23として、複数種類(例えば白鍵2a、黒鍵2bごとに各4種類)の錘板23が用意されている。これらの各4種類の錘板23は、サイズが異なることで、互い異なる重さを有しており、所定の音域ごとに選択され、低音域ほど、より重い錘板23が配置されている。
【0034】
また、ハンマー本体22の錘取付部41よりも後ろ側の部分には、ハンマー本体22の長さ方向に沿って、前凹部43a、中凹部43bおよび後凹部43cから成る3つの凹部43が並設されている。これらの前凹部43a、中凹部43bおよび後凹部43cは、ハンマー本体22の左右の両側面に形成されており、それぞれの周縁部を残して、側面のほぼ全体に設けられている。前述したキャプスタンスクリュー25は、後凹部43cの壁部に設けられている。
【0035】
また、ハンマー本体22として、複数種類(例えば4種類)のハンマー本体22が用意されている。これらの4種類のハンマー本体22は、凹部43の肉厚が異なることで、互いに異なる重心位置を有するものであり、上記の所定の音域の各々において、低音側ほど、重心位置がより先端側に近いハンマー本体22が選択され、配置されている。
【0036】
ハンマー本体22と錘板23が上記のように選択され、組み合わされる結果、ハンマー5の重心位置は、電子ピアノの全音域にわたり、低音側に向かうにつれてハンマー5の先端側に次第に移行するような、グランドピアノに近い分布に設定されている。
【0037】
図4および図5は、ハンマー本体22を成形するための金型を示す。図4に示すように、この金型50は、固定側取付板51に取り付けられた上側の固定側型板52と、可動側取付板53に、スペーサブロック54および受け板55を介して取り付けられた下側の可動側型板56を備えている。
【0038】
図5に示すように、固定側型板52および可動側型板56にはそれぞれ、固定側造形部57aおよび可動側造形部57bが設けられている。固定側造形部57aおよび可動側造形部57bにはそれぞれ、ハンマー本体22の側面形状と相補的な形状を有するキャビティ58a、58bが形成されている。
【0039】
また、固定側造形部57aおよび可動側造形部57bにはそれぞれ、ハンマー本体22の前凹部43a、中凹部43bおよび後凹部43cにそれぞれ対応する所定位置に、第1〜第3入れ子60a〜60cが設けられている。固定側造形部57a側および可動側造形部57b側の第1〜第3入れ子60a〜60cは、上下対称に配置されており、互いに同じ構成を有するので、以下、これらを代表して、固定側造形部57a側のものについて説明する。
【0040】
第1入れ子60aは、ハンマー本体22の前凹部43aと相補的な形状を有しており、固定側造形部57aに形成された凹部61aに収容されている。この凹部61aは、第1入れ子60aと同じ形状の一定の断面を有するとともに、固定側造形部57aの下面に開口している。また、第1入れ子60aの上面には、調整ねじ62aがねじ込まれている。この調整ねじ62aは、固定側造形部57aに対して上下方向に移動不能に設けられている。
【0041】
以上の構成により、調整ねじ62aを回すと、第1入れ子60aが、凹部61a内を上下方向に移動し、キャビティ58aに対して進退する。また、調整ねじ62aの回転量に応じて、キャビティ58aに対する第1入れ子60aの進退位置(突出量)が無段階に調整される。
【0042】
第2入れ子60bおよび第3入れ子60cの構成は、上述した第1入れ子60aの構成と基本的に同じである。具体的には、第2入れ子60bは、ハンマー本体22の中凹部43bと相補的な形状を有し、固定側造形部57aの凹部61bに収容されており、第2入れ子60bの上面に設けられた移動不能の調整ねじ62bを回すことによって、凹部61b内を上下方向に移動し、キャビティ58aに対して進退する。また、調整ねじ62bの回転量に応じて、キャビティ58aに対する第2入れ子60bの進退位置が無段階に調整される。
【0043】
同様に、第3入れ子60cは、ハンマー本体22の後凹部43cと相補的な形状を有し、固定側造形部57aの凹部61cに収容されており、第3入れ子60cの上面に設けられた移動不能の調整ねじ62cを回すことによって、凹部61c内を上下方向に移動し、キャビティ58aに対して進退する。また、調整ねじ62cの回転量に応じて、キャビティ58aに対する第3入れ子60cの進退位置が無段階に調整される。
【0044】
上述した金型50を用いてハンマー本体22を成形する場合には、まず可動側型板56を下降させ、固定側型板52および可動側型板56を互いに開放した状態で、調整ねじ62a〜62cを回し、第1〜第3入れ子60a〜60cのキャビティ58a、58bに対する進退位置を調整する。次に、可動側型板56を上昇させ、固定側型板52および可動側型板56を型締めした状態で、射出成形機から樹脂注入口(いずれも図示せず)を介して、溶融した合成樹脂をキャビティ58a、58bに注入し、射出することによって、ハンマー本体22が成形される。
【0045】
以上のようにして成形されたハンマー本体22は、固定側型板52および可動側型板56のキャビティ58a、58bに対応する側面形状を有する。また、ハンマー本体22の左右の両側面には、第1〜第3入れ子60a〜60cにそれぞれ対応する前凹部43a、中凹部43bおよび後凹部43cが形成される。また、前凹部43a、中凹部43bおよび後凹部43cの肉厚は、調整ねじ62a〜62cによって調整される第1〜第3入れ子60a〜60cの進退位置に応じて定まる。
【0046】
図6および図7は、第1〜第3入れ子60a〜60cの進退位置を異ならせ、ハンマー本体22を成形した2つの例を示す。図6は、低音側用のハンマー本体22の例である。この場合には、第1〜第3入れ子60a〜60cの進退位置を、キャビティ58a、58bへの突出量が第1〜第3入れ子60a〜60cの順に小さくなるように調整する(同図(a))。したがって、この場合には、凹部43の肉厚は、前凹部43a、中凹部43bおよび後凹部43cの順に大きくなり、重心位置が先端側に近いハンマー本体22が得られる(同図(b))。
【0047】
これに対し、図7は、高音側用のハンマー本体22の例である。この場合には、、第1〜第3入れ子60a〜60cの進退位置を、キャビティ58a、58bへの突出量が、上記とは逆に第1〜第3入れ子60a〜60cの順に大きくなるように調整する(同図(a))。したがって、この場合には、凹部43の肉厚は、前凹部43a、中凹部43bおよび後凹部43cの順に小さくなり、低音側用のハンマー本体22と比較し、重心位置が先端側から遠く、重さがほぼ同じハンマー本体22が得られる(同図(b))。
【0048】
また、図示しないが、上記の低音側用および高音側用のハンマー本体22に加え、第2入れ子60bの進退位置を上記と同じにし、第1および第3入れ子60a、60cの進退位置を図6と図7の中間の位置に2段階でそれぞれ調整した状態で、中音用の2種類のハンマー本体22が成形される。以上により、低音側ほど重心位置がより先端側に位置し、重さがほぼ同じ計4種類のハンマー本体22が用意される。そして、これらの4種類のハンマー本体22と重さが異なる4種類の錘板23から、ハンマー本体22および錘板23を前述したように選択し、組み合わせることによって、ハンマー5が構成されるとともに、ハンマー5の重心位置が調整される。
【0049】
以上のように、本実施形態によれば、ハンマー本体22を射出成形する際に、第1〜第3入れ子60a〜60cの進退位置を調整し、前凹部43a、中凹部43bおよび後凹部43cの肉厚を無段階に変更するので、所望の重心位置を有するハンマー本体22を精度良く得ることができる。そして、そのように重心位置を精度良く調整されたハンマー本体22を錘板23と組み合わせることによって、ハンマー5の重心位置をきめ細かく調整でき、したがって、良好なタッチ感を得ることができる。
【0050】
また、調整ねじ62a〜62cにより、第1〜第3入れ子60a〜60cの進退位置を互いに独立して調整することによって、重心位置が異なる複数種類のハンマー本体22を容易に得るとともに、これらの複数種類のハンマー本体22から、音域や鍵2に応じてハンマー本体22を選択するので、音域や鍵2に応じた適切なハンマー5の重心位置を容易に実現することができる。
【0051】
さらに、重心位置が異なる複数種類のハンマー本体22および重さが異なる複数種類の錘板23からそれぞれ選択されたハンマー本体22と錘板23とを組み合わせるので、その組合せごとに異なるハンマー5の重心位置を実現でき、したがって、ハンマー5の重心位置をきめ細かくかつ広範囲で調整することができる。また、ハンマー本体22と錘板23との組合せによってハンマー5の重心位置を調整するので、この調整を金属棒のみで行っていた従来の場合と比較し、用意すべき部品の品数が低減され、それらの作製や管理が簡素化されることで、ハンマー5の重心位置の調整をより容易に行うことができる。
【0052】
また、所定の音域ごとに、低音域ほど、より重い錘板23が配置されるとともに、各音域内では、低音側ほど、重心位置が先端側により近いハンマー本体22が配置されるので、電子ピアノの全音域にわたり、低音側に向かうにつれて重心位置がハンマー5の先端側に次第に移行するような、グランドピアノに近いハンマー5の重心位置の分布を実現でき、グランドピアノに近似した良好なタッチ感を得ることができる。
【0053】
また、本発明は、複数の入れ子の進退位置を互いに独立して調整し、凹部の肉厚を個別に変更するものであるので、複数の入れ子の進退位置の調整の仕方を変えることによって、上述した実施形態以外の様々な態様で実施することができる。
【0054】
例えば、実施形態では、第2入れ子60bの進退位置を一定にし、第1および第3入れ子60a、60cの進退位置を互いに逆方向に変化するように調整することで、主としてハンマー本体22の重心位置を調整している。これに代えて、第1〜第3入れ子60a〜60cの進退位置を一律に変更し、すべての凹部43の肉厚を一律に増減することによって、主としてハンマー本体22の重さを調整するようにしてもよい。このようにハンマー本体22の重さを調整した場合にも、これに錘板23を取り付けたハンマー5全体の重心位置が変化するので、ハンマー5の重心位置の調整を同様に行うことができる。
【0055】
また、第1〜第3入れ子60a〜60cの進退位置を上述した以外の調整パターンで調整することも可能であり、それにより、調整パターンに応じた重心位置および/または重さが異なるハンマー本体22を得て、所望の重心位置を有するハンマー5を実現することができる。
【0056】
また、ハンマー5の重心位置の調整をそれほどきめ細かく行わず、ハンマー本体22の重心位置などの調整段階が少なくてよい場合には、第1〜第3入れ子60a〜60cの一部の進退位置を、あるいは固定側型板52および可動側型板56のうちの一方の第1〜第3入れ子60a〜60cのみの進退位置を調整してもよい。あるいは、第1〜第3入れ子60a〜60cを固定側型板52および可動側型板56の一方のみに設けてもよい。また、進退自在の第1〜第3入れ子60a〜60cに代えて、長さが異なる複数の固定式の入れ子を採用し、変更すべき凹部43の肉厚に応じて交換しながら用いるようにしてもよい。
【0057】
さらに、上記とは逆に、ハンマー5の重心位置をよりきめ細かく調整する場合に、ハンマー本体22の種類を実施形態よりも増やしてもよい。例えば、ハンマー本体22の種類を所定の音域内における鍵2の数と同じ数まで増やすとともに、これらのハンマー本体22と錘板23を実施形態と同様に配置することによって、全音域にわたり、低音側に向かうにつれて重心位置が鍵2ごとにハンマー5の先端側に次第に変化するような、グランドピアノに非常に近いハンマー5の重心位置の分布を実現できる。それにより、グランドピアノに非常に近似した良好なタッチ感を得ることができる。その他、細部の構成を、本発明の趣旨の範囲内で適宜、変更することができる。
【符号の説明】
【0058】
2 鍵
2a 白鍵
2b 黒鍵
5 ハンマー
22 ハンマー本体
23 錘板(錘)
43 ハンマー本体の凹部
43a 前凹部
43b 中凹部
43c 後凹部
52 固定側型板
56 可動側型板
58a キャビティ
58b キャビティ
60a 第1入れ子(入れ子)
60b 第2入れ子(入れ子)
60c 第3入れ子(入れ子)
62a 調整ねじ
62b 調整ねじ
62c 調整ねじ
【特許請求の範囲】
【請求項1】
側面にその長さ方向に沿って並設された複数の凹部を有する合成樹脂製のアーム状のハンマー本体と、前記合成樹脂よりも比重の大きな材料から成る錘とを備え、押鍵された鍵と連動して回動する電子鍵盤楽器のハンマーの製造方法であって、
前記ハンマー本体の側面形状と相補的な形状を有するキャビティをそれぞれ形成した固定側型板および可動側型板を準備し、
前記ハンマー本体の前記複数の凹部とそれぞれ相補的な形状を有する複数の入れ子を、前記固定側型板および前記可動側型板の少なくとも一方の所定位置に、前記キャビティに対して進退自在に取り付け、
前記キャビティに対する前記複数の入れ子の進退位置を互いに独立して調整し、
前記固定側型板および前記可動側型板を型締めした状態で、溶融した合成樹脂を前記キャビティに射出することによって、前記ハンマー本体を成形することを特徴とする電子鍵盤楽器のハンマーの製造方法。
【請求項2】
前記複数の入れ子の進退位置の調整を、当該進退位置の組合せが互いに異なる複数の組合せパターンでそれぞれ行うことによって、重さおよび/または重心位置が互いに異なる複数種類のハンマー本体を成形することを特徴とする、請求項1に記載の電子鍵盤楽器のハンマーの製造方法。
【請求項3】
前記錘として、重さが互いに異なる複数種類の錘を準備し、
前記複数種類のハンマー本体から選択されたハンマー本体に、前記複数種類の錘から選択された錘を取り付けることを特徴とする、請求項2に記載の電子鍵盤楽器のハンマーの製造方法。
【請求項4】
所定の複数の音域ごとに1つの種類の前記錘を選択するとともに、前記複数の音域の各々において複数種類の前記ハンマー本体を選択することを特徴とする、請求項3に記載の電子鍵盤楽器のハンマーの製造方法。
【請求項5】
請求項1ないし4のいずれかに記載の電子鍵盤楽器のハンマーの製造方法によって製造されたハンマー本体を備えることを特徴とする電子鍵盤楽器のハンマー。
【請求項1】
側面にその長さ方向に沿って並設された複数の凹部を有する合成樹脂製のアーム状のハンマー本体と、前記合成樹脂よりも比重の大きな材料から成る錘とを備え、押鍵された鍵と連動して回動する電子鍵盤楽器のハンマーの製造方法であって、
前記ハンマー本体の側面形状と相補的な形状を有するキャビティをそれぞれ形成した固定側型板および可動側型板を準備し、
前記ハンマー本体の前記複数の凹部とそれぞれ相補的な形状を有する複数の入れ子を、前記固定側型板および前記可動側型板の少なくとも一方の所定位置に、前記キャビティに対して進退自在に取り付け、
前記キャビティに対する前記複数の入れ子の進退位置を互いに独立して調整し、
前記固定側型板および前記可動側型板を型締めした状態で、溶融した合成樹脂を前記キャビティに射出することによって、前記ハンマー本体を成形することを特徴とする電子鍵盤楽器のハンマーの製造方法。
【請求項2】
前記複数の入れ子の進退位置の調整を、当該進退位置の組合せが互いに異なる複数の組合せパターンでそれぞれ行うことによって、重さおよび/または重心位置が互いに異なる複数種類のハンマー本体を成形することを特徴とする、請求項1に記載の電子鍵盤楽器のハンマーの製造方法。
【請求項3】
前記錘として、重さが互いに異なる複数種類の錘を準備し、
前記複数種類のハンマー本体から選択されたハンマー本体に、前記複数種類の錘から選択された錘を取り付けることを特徴とする、請求項2に記載の電子鍵盤楽器のハンマーの製造方法。
【請求項4】
所定の複数の音域ごとに1つの種類の前記錘を選択するとともに、前記複数の音域の各々において複数種類の前記ハンマー本体を選択することを特徴とする、請求項3に記載の電子鍵盤楽器のハンマーの製造方法。
【請求項5】
請求項1ないし4のいずれかに記載の電子鍵盤楽器のハンマーの製造方法によって製造されたハンマー本体を備えることを特徴とする電子鍵盤楽器のハンマー。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−76817(P2013−76817A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216192(P2011−216192)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000001410)株式会社河合楽器製作所 (563)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000001410)株式会社河合楽器製作所 (563)
【Fターム(参考)】
[ Back to top ]