
電気亜鉛めっき鋼板
【課題】電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、リン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することにある。
【解決手段】被処理鋼板の上に、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のスプラインハイパスフィルター処理のカットオフ波長(λC)が10μmである電気亜鉛めっき層を具えることを特徴とする。
【解決手段】被処理鋼板の上に、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のスプラインハイパスフィルター処理のカットオフ波長(λC)が10μmである電気亜鉛めっき層を具えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気亜鉛めっき鋼板のうち、特に、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、従来の電気亜鉛めっき鋼板に比べてリン酸塩処理性に優れた電気亜鉛めっき鋼板に関する。
【背景技術】
【0002】
自動車ボデーや建材、電気製品などに用いられる鋼板には高度な耐食性が要求される。そのため、対象となる鋼板表面に塗料等の有機皮膜を塗布することで、耐食性を確保する技術が用いられる。一般的に、鉄、亜鉛、アルミニウム等の金属表面に有機皮膜を塗布する場合、前処理として金属表面にリン塩皮膜を形成させることがある。この処理はリン酸塩処理と呼ばれ、広く用いられている技術である。リン酸塩処理を前処理として行うことで、有機皮膜を塗布した後の耐食性、塗膜密着性が向上する。
【0003】
上記リン酸皮膜は、微細なリン酸塩結晶が被処理鋼板の表面を被覆するように形成され、このリン酸塩結晶が微細で密に生成し、かつリン酸塩の非生成箇所の割合が少ない(リン酸塩処理性が高い)ほど、塗装後の耐食性や塗料密着性が良好となる。このため、鉄鋼材料分野においては、熱延鋼板、冷延鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板のリン酸塩処理性を良好にするための方法について数多くの技術が公知となっている。ここで、上述のリン酸塩処理性を向上させるための技術については、大きく分けて、リン酸塩処理液の組成や処理手法の適正化を図る方法、及び、鋼板表面をリン酸塩処理に適した状態にする方法が挙げられる。一般に、リン酸塩処理液の組成や処理手順による方法については、被処理鋼板の種類によらず、汎用的に適用できる場合が多い。一方、金属表面をリン酸塩処理に適した状態にする方法については、使用する鋼板の種類によって異なる。
【0004】
上記鋼板のうち、電気亜鉛めっき鋼板については、もともと十分なリン酸塩処理性を有することから、その表面をリン酸塩処理に適した状態にする技術の開示が少ない。ただし、リン酸塩処理液が経時劣化している場合や、前処理の脱脂が不十分である場合には、電気亜鉛めっきについても、目視で識別される不均一なリン酸皮膜生成や顕微鏡で識別される粗大なリン酸塩結晶生成が認められる場合がある。
【0005】
そのため、例えば特許文献1では、鋼板上にZn−Ni系電気めっきを施した後に、ビロリン酸塩及びトリポリリン酸塩のうちのいずれか、又は両方を合わせた弱アルカリ性溶液に、Niイオンを添加した処理液に接触させることで、めっき層の最表面に金属Niを析出させる方法が開示されている。また特許文献2では、電気亜鉛めっき鋼板の下地めっき処理として、付着量0.001〜1.0g/m2の電気Niめっきを施す方法が開示されている。
【0006】
しかしながら、特許文献1の技術では、電気めっきの後に後処理を実施する必要があり、特許文献2の技術では、電気亜鉛めっきの前に電気Niめっき処理を実施する必要があるため、いずれも、製造工程が煩雑となり、経済的にも不利になるという問題があった。
【0007】
また、特許文献3では、電気亜鉛めっき層の結晶面(00・2)、(10・0)及び(10・1)の配向指数を特定の範囲に制御する手法が開示されている。
しかしながら、特許文献3の技術については、リン酸塩処理した電気亜鉛めっき鋼板の明度を高くする目的で用いられるものであり、リン酸塩処理性の向上については考慮されていなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−106984号公報
【特許文献2】特開平10−195671号公報
【特許文献3】特開2009−209383号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の現状に鑑み開発されたもので、電気亜鉛めっき層の適正化を図ることによって、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、リン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、被処理鋼板の上に形成された亜鉛めっき層について、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)を0.34以上とすることで、前記亜鉛めっきが鋼板の厚さ方向に微細な凹凸を数多く有することとなり、電気亜鉛めっき層の化成処理性が向上するため、優れたリン酸塩処理性が実現できることを見出した。
【0011】
本発明は、このような知見に基づきなされたもので、その要旨は以下の通りである。
(1)被処理鋼板の上に、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のハイパスフィルター処理のカットオフ波長(λC)が10μmである電気亜鉛めっき層を具えることを特徴とする電気亜鉛めっき鋼板。
【0012】
(2)前記スキューネス(Ssk)は、電子線三次元走査電子顕微鏡(3D−SEM)を用いて前記亜鉛めっき表面の三次元表面形状を測定した後、測定した三次元表面形状測定データに対し、最小二乗法で当てはめた二次曲面を測定データから差し引く二次元曲面回帰処理とスプラインハイパスフィルター処理との複合回帰処理を施すことで得られることを特徴とする上記(1)に記載の電気亜鉛めっき鋼板。
【発明の効果】
【0013】
本発明によれば、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、従来の電気亜鉛めっき鋼板に比べてリン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することが可能となる。
【図面の簡単な説明】
【0014】
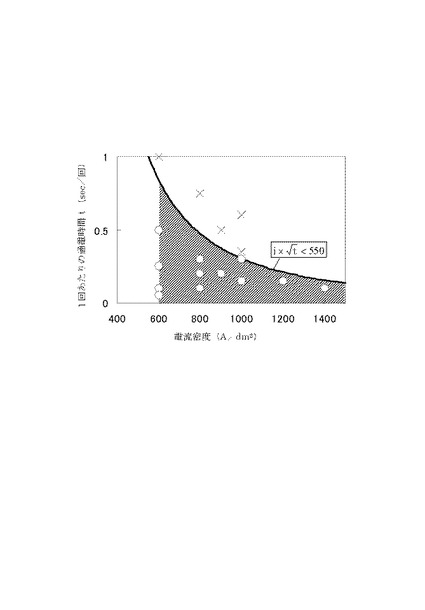
【図1】電流密度及び通電時間と、めっきムラの発生状況との関係を示したグラフである。
【発明を実施するための形態】
【0015】
以下、図面を参照しながら本発明について説明する。
本発明による電気亜鉛めっき鋼板は、被処理鋼板の上に電気亜鉛めっき層を具え、前記電気亜鉛めっき層は、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のハイパスフィルター処理のカットオフ波長λCが10μmであることを特徴とする。前記Sskの値が0.34以上と大きくなることによって、前記電気亜鉛めっき層表面に極めて微小かつ鋭角な凹凸が数多く形成される結果、電気亜鉛めっき層の化成処理性が向上し、優れたリン酸塩処理性が実現できる。
【0016】
ここで、亜鉛めっき表面のスキューネス(Ssk)とは、三次元粗さパラメータのことであり、JIS B0601 (2001) に規定されたRskを三次元に拡張したものである。Ssk=0のときは、表面高さ分布が表面高さの平均線に対して対称であり、Ssk<0のときは、表面高さ分布が平均面に対して上(表面側)に偏っており、Ssk>0のとき下(被処理鋼板側)に偏っていることを示す。つまり、Sskの値が大きいほど、めっき表面の凸部が鋭角になる。
【0017】
前記リン酸塩の核生成については、リン酸塩処理液中で電気亜鉛めっき表面が溶解することに伴い、処理液のpHが局所的に上昇することで開始すると考えられている。そのため、本発明者らは、めっき表面の凸部が鋭角であるほどリン酸塩処理液中でのめっきの溶解、つまり、リン酸塩処理性の向上に有利であると考え、前記Sskを0.34以上とすることで、リン酸塩処理性が向上することを見出した。前記Sskが0.34未満の場合、該Sskが小さすぎるために、電気亜鉛めっき層の化成処理性が十分に得られず、優れたリン酸塩処理性を得ることができない。さらに、前記亜鉛めっき表面のSskは、0.43以上であることが、より優れたリン酸塩処理性を得る点から好ましい。
【0018】
前記亜鉛めっき表面のSskを得る方法としては、特に限定はされないが、確実且つ比較的容易にSskを得ることができる点から、電子線三次元走査電子顕微鏡(3D−SEM)を用いて前記亜鉛めっき表面の三次元表面形状を測定し、測定した三次元表面形状のデータのゆがみを除去することによって算出されることが好ましい。ここで、前記測定した三次元表面形状データのゆがみとは、前記3D−SEMの測定原理上、本来の三次元形状に重畳する二次式で表される放物線状の歪みのことである。そのため、本発明では、測定した三次元表面形状測定データに対し、最小二乗法で当てはめた二次曲面を測定データから差し引く二次元曲面回帰処理を施すことが好ましい。
【0019】
なお、前記のようにして二次元曲面回帰処理を施して求めた粗さ曲面データは、めっき原板(被処理鋼板)のマクロな凹凸の上に微細なめっき結晶の形状が重畳したものであるが、めっき原板のマクロな凹凸はリン酸塩処理性の向上には寄与しない。そのため、本発明では、前記のようにして二次元曲面回帰処理を施して求めた粗さ曲面データに対し、さらにハイパスフィルター処理を施すことで得られる、微細なめっき結晶形状のみを抽出したデータから、前記Sskを算出する。
また、前記ハイパスフィルター処理のカットオフ波長λCは、10μmである。なお、フィルタの種類としては、形状の抽出効果と計算時間のバランスが良好であることから、スプラインハイパスフィルターを用いることが好ましい。
【0020】
また、前記電気亜鉛めっき層の付着量については、片面当たり0.5〜1000g/m2の範囲であることが好ましい。前記亜鉛めっき層の付着量が0.5g/m2未満場合、めっき層の付着量が少なすぎるため、所望の耐食性が得られないおそれがあり、一方、1000g/m2を超えると、付着量が多くなりすぎて経済的に好ましくない。
【0021】
また、前記三次元表面形状の測定に用いられる3D−SEMの条件については、電気亜鉛めっき層表面の三次元表面形状を高い精度で測定できるものであれば特に限定はされない。例えば、エリオニクス社製の電子線三次元粗さ解析装置(ERA−8800FE)を用いて、加速電圧5kV、測定領域120μm×90μm、測定間隔0.2μmの条件で測定を行うことができる。
【0022】
また、本発明の電気亜鉛めっき鋼板に用いられる被処理鋼板については、特に限定はされず、通常用いられる鋼板を使用することができる。
【0023】
本発明の電気亜鉛めっき鋼板の製造方法については、上述の電気亜鉛めっき層(亜鉛めっき表面のSskが0.34以上である電気亜鉛めっき層)を形成できる方法であれば特に限定はされない。
例えば、Zn濃度が1mol/L以上、温度が50℃以上、pHが−0.5〜1.0の範囲である亜鉛めっき浴中で、該亜鉛めっき浴と被処理鋼板との相対流速を2m/s以上、電流密度を600A/dm2以上とした上で、前記電解処理における1回当たりの通電時間tが、次式(I)
【数1】

(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を複数回実施することで、前記被処理鋼板の上に前記電気亜鉛めっき層を形成する方法によって製造することができる。
【0024】
本発明の特徴を有するめっき表面を実現するためには、600A/dm2以上の高電流密度を利用することが有利であるが、従来の電気亜鉛めっき鋼板の製造方法では、600A/dm2以上の電流密度を用いた場合、陰極(前記被処理鋼板)表面におけるZnイオンの濃度が減少し、限界電流密度を超えることとなり、水素発生が優勢となる結果、電流効率(流した電流のうち目的とする電極反応に使用された電流の割合)の低下及び、めっき外観の劣化という問題があった。
【0025】
前記限界電流密度は、反応が定常状態となれば一定の値を示すが、通電初期の数秒間は、t1/2(t:通電時間)に逆比例して減少する。そのため、本発明では、通電時間tが数秒以内であることから、通電時間tを短くすることで、限界電流密度を上昇させることが可能とし、次式(I)
【数2】
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足させることで、限界電流密度以下でめっきを行い、電流効率の低下及びめっき層の外観劣化を抑制することができる。
【0026】
ここで、図1は、その他の条件を全て同様にして、電流密度(A/dm2)及び1回当たりの通電時間tを変化させて電気亜鉛めっき鋼板のサンプルを17つ作製したときの、めっきムラの発生について目視での評価を示したグラフである。なお、図1中の斜線部分が、上記(I)式を満足させ且つ電流密度iが600(A/dm2)以上の領域であり、○はめっき外観が良好(めっきムラなし若しくはめっきムラが軽微)、×はめっき外観が不良(大きなめっきムラあり)であることを意味する。図1から、上記(I)式を満足させることで良好な外観のめっきを形成できることがわかる。
加えて、前記電解処理を複数回に分けて行っていることから、亜鉛結晶を連続的に成長させず、二次結晶核の成長を促すことができる結果、微細且つ均一な亜鉛めっき層を形成することが可能となる。
【0027】
また、前記電解処理の1回当たりの通電時間tは、0.01s以上とすることが好ましい。前記通電時間tが、0.01s以上であれば、所望の付着量の前記亜鉛めっき層を得るために相当数の電解が必要とならず、製造効率が低下することがないためである。一方、上限については、電流密度(600A/dm2以上)との関係で0.84s程度となる。
【0028】
さらに、前記電解処理を行う間隔(インターバル)を、0.1〜0.5sの範囲とすることが好ましい。前記電解処理を行った後に一定時間空けることで、陰極(被処理鋼板)表面近傍の亜鉛濃度を回復させる必要があるからである。そして、前記間隔が0.1s以上であれば、十分に陰極(被処理鋼板)表面近傍の亜鉛濃度が回復でき、電流効率の低下及びめっきの外観劣化が発生することがなく、一方、前記間隔が0.5s以下であれば、間隔が長すぎることがなく、所望のめっき層を得るのに長時間を要さず、製造効率が低下しないからである。
【0029】
さらに、前記電解処理の回数を、2〜6回の範囲とすることが好ましい。前記電解処理の回数が2回以上であれば、所望の付着量のめっき層を得るために電流密度を大幅に高くしたり、一回当たりの電解処理時間を長くする必要がないため、電流効率の低下及びめっきの外観劣化が発生することがない。一方、前記電解処理の回数が6回以下であれば、処理回数が多過ぎることがないため、所望のめっき層を得るのに長時間を要することがなく、設備の小型化に寄与できる。なお、本発明での前記電解処理の回数は、前記被処理鋼板の任意の一箇所が、前記めっき浴に接触して(浸漬して)から該めっき浴から離れるまでの間に行われた電解処理の回数のことをいう。
【0030】
また、本発明では、前記めっき浴のZn濃度を1mol/L以上とする。前記Zn濃度が1mol/L未満の場合、Zn濃度が低すぎるため限界電流密度が低下し、電流効率が低下する結果、めっきの外観が劣化するからである。さらに、良好な前記亜鉛めっき層を得る点から、前記Zn濃度を1.5mol/L以上とすることが好ましい。なお、前記mol/Lの「L」とは、「リットル」を意味する。
【0031】
また、本発明では、前記めっき浴の温度を50℃以上とする。前記温度が50℃未満の場合、亜鉛イオンの拡散係数が小さくなり、めっき浴の粘度が上昇するため、限界電流密度が低下する結果、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼けが生じるからである。さらに、前記温度を50℃以上とすることで、前記めっき浴の電導度を十分に確保することができるからである。なお、前記めっき浴の温度の上限については特に限定しないが、温度上昇に伴うめっき浴の蒸発を抑制する点からは、上限を90℃とすることが好ましい。
【0032】
また、本発明では、前記めっき浴のpHを低く(−0.5〜1.0の範囲)する。高電流密度(600A/dm2以上)で電解処理を行った場合に、めっき浴のpHが上昇し、前記被処理鋼板の表面上に亜鉛水酸化物が生成する結果、形成されためっき層の白色度が低下(めっき焼け)したり、めっきムラが発生することを抑制するためである。なお、前記pHの範囲を−0.5〜1.0としたのは、pHが−0.5未満の場合、水素発生反応が起こりやすくなるため、電流効率が低下するからであり、一方、pHが1.0を超えると、前記被処理鋼板の表面上に亜鉛水酸化物が生成しやすくなり、めっき層の外観劣化を招くからである。さらに、水素発生反応を抑制しつつ、高い電導度を確保するという点からは、前記pHを−0.2〜0.5の範囲とすることが好ましい。
【0033】
また、本発明では、前記めっき浴と前記被処理鋼板との相対流速を2m/s以上とする。相対流速が2m/s未満の場合、前記被処理鋼板の表面に前記拡散層が形成されやすくなるため、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼け及びめっきムラが生じるからである。さらに、確実にめっき焼け及びめっきムラの発生を抑制する点からは、前記相対流速を7m/s以上とすることが好ましい。なお、前記相対流速とは、前記被処理鋼板に到達する直前の前記めっき浴の相対速度のことであり、本発明では、前記被処理鋼板に到達する直前(例えば50cm手前)のめっき液の流量を面積流量計により測定し、その値を前記被処理鋼板とアノード間を通過する液の流路の断面積で除した値を相対流速としている。
【0034】
なお、前記めっき浴の浴種については、特に限定はせず、例えば、例えば、硫酸浴、塩化物浴、及びこれらの混合浴等を用いることができる。ただし、塩化物浴では、不溶性アノードを用いた際に発生する塩素ガスを処理する必要があるため、硫酸浴とすることが好ましい。
【0035】
さらに、必要に応じて、前記めっき浴中に、電導度補助剤を添加することができる。前記めっき浴の電導度を向上させることができるからである。上記電導度補助剤としては、例えば、硫酸ナトリウム、硫酸アンモニウム、硫酸カリウム等が挙げられる。ただし、添加量が多くなると、高電流密度(600A/dm2以上)で電解処理を行った場合にめっきの白色度が低下するおそれがあるため、前記電導度補助剤の添加量は、0.5mol/L以下であることが好ましい。
なお、前記めっき浴中には、不可避的に不純物(鋼板からの溶解成分、めっきライン設備からの溶出成分など)が混入される場合があるが、少量含有する場合であっても、本発明の効果に影響を与えることはない。
【0036】
また、前記電解処理に用いられる電流密度は、効率的に前記亜鉛めっき層の形成を行うため、600A/dm2以上とする。ただし、前記電流密度が高くなりすぎると、形成された前記亜鉛めっき層の白色度がわずかに低下するおそれがあることから、前記電流密度は、1200A/dm2以下であることが好ましい。
【0037】
上述したところは、この発明の実施形態の一例を示したにすぎず、請求の範囲の記載に応じて種々の変更を加えることができる。
【実施例】
【0038】
本発明の実施例について説明する。
(サンプル1〜34)
脱脂・酸洗処理を施した冷延鋼板を被処理鋼板として用意し、電気亜鉛めっき浴中で、上記被処理鋼板を陰極として表1に示す電流密度(A/dm2)で電解処理することにより、上記被処理鋼板の表面に、表1に示す片面当たりの付着量(g/m2)の電気亜鉛めっき層を形成し、各サンプルの電気亜鉛めっき鋼板を作製した。
なお、めっき浴の条件(硫酸亜鉛濃度(mol/L)、硫酸ナトリウム濃度(mol/L)温度(℃)、pH及び被処理鋼板との相対流速(m/s))、電解処理の条件(通電時間(s)、通電間隔(s)、回数(回)及びi×t1/2)、及び、形成された電気亜鉛めっき層の亜鉛めっき結晶のSskを表1に示す。なお、以降述べる評価項目の中で「めっきムラ」が×のサンプルについては、場所によるめっき表面形状の変動が著しく、Sskを合理的に算出できなかったため、表に掲載していない。めっきムラを有するサンプルについては、リン酸塩処理ムラを発生するため、本発明には含まれない。
【0039】
【表1】
【0040】
以上のようにして得られた電気亜鉛めっき鋼板のサンプル1〜34について、日本パーカライジング社のリン酸塩処理システムを用いて、表2に示す条件の下、リン酸塩皮膜を形成し、評価を行った。評価方法を以下に示す。
【0041】
【表2】
【0042】
(評価方法)
(1)リン酸塩処理ムラ
リン酸塩皮膜を形成した各サンプルについて、リン酸塩処理ムラの発生状況について、目視によって評価した。評価は、以下の基準に従って行い、評価結果を表3に示す。
なお、リン酸塩処理ムラとは、リン酸塩処理した鋼板表面の色調が一様でない観察状態のことである。
◎:リン酸塩処理ムラがない
○:軽微な処理ムラがある
×:大きな処理ムラがある
【0043】
(2)リン酸塩結晶サイズ
リン酸塩皮膜を形成した各サンプルについて、走査電子顕微鏡を用いて、リン酸塩結晶のサイズの測定を行った。評価は、以下の基準に従って行い、評価結果を表3に示す。
◎:平均5μm未満
×:平均5μm以上
【0044】
(3)電流効率
各サンプルの亜鉛めっき層を希硫酸で溶解し、溶解液中のZn濃度をICP(質量分析装置)によって測定し、亜鉛めっきの付着量(g/m2)を得た。そして、測定により得られた亜鉛めっきの付着量(g/m2)と、めっき時に通電した電気量より得られる理論値から、以下の式に従ってめっきの電流効率(%)を算出した。
電流効率(%)=(測定により得られた亜鉛めっき付着量)/(理論付着量)×100
評価は、以下の基準に従って行い、評価結果を表3に示す。
◎:電流効率が、95%以上
○:電流効率が、90%以上、95%未満
×:電流効率が、90%未満
【0045】
(4)外観色調
各サンプルについて、色差計(日本電色工業(株)製のSE2000)を用いてSCE(正反射光除去)による明度(L値)の測定を行った。評価は、以下の基準に従って行い、測定値及び評価結果を表3に示す。
◎:L値が、78以上
○:L値が、76%以上、78%未満
×:L値が、76%未満
【0046】
(5)めっきムラ
各サンプルについて、めっきムラの発生状況について、目視によって評価した。評価は、以下の基準に従って行い、評価結果を表3に示す。
◎:めっきムラがない
○:軽微なめっきムラのみがある
×:大きなめっきムラがある
【0047】
【表3】
【0048】
表3の結果から、本発明の範囲である実施例のサンプル(1〜6、8〜11、14〜16、18、20、21、23、24及び29〜32)は、比較例のサンプル(7、12、13、17、19、22、25〜28、33及び34)に比べて、リン酸塩処理ムラ、リン酸塩結晶サイズ、電流効率、外観色調及びめっきムラのいずれの項目についても良好な結果であることがわかる。
【産業上の利用可能性】
【0049】
本発明によれば、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、従来の電気亜鉛めっき鋼板に比べてリン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することが可能である。その結果、リン酸皮膜を形成した電気亜鉛めっき鋼板を、外観を損なうことなく長期間において使用できる点で、産業上有用である。
【技術分野】
【0001】
本発明は、電気亜鉛めっき鋼板のうち、特に、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、従来の電気亜鉛めっき鋼板に比べてリン酸塩処理性に優れた電気亜鉛めっき鋼板に関する。
【背景技術】
【0002】
自動車ボデーや建材、電気製品などに用いられる鋼板には高度な耐食性が要求される。そのため、対象となる鋼板表面に塗料等の有機皮膜を塗布することで、耐食性を確保する技術が用いられる。一般的に、鉄、亜鉛、アルミニウム等の金属表面に有機皮膜を塗布する場合、前処理として金属表面にリン塩皮膜を形成させることがある。この処理はリン酸塩処理と呼ばれ、広く用いられている技術である。リン酸塩処理を前処理として行うことで、有機皮膜を塗布した後の耐食性、塗膜密着性が向上する。
【0003】
上記リン酸皮膜は、微細なリン酸塩結晶が被処理鋼板の表面を被覆するように形成され、このリン酸塩結晶が微細で密に生成し、かつリン酸塩の非生成箇所の割合が少ない(リン酸塩処理性が高い)ほど、塗装後の耐食性や塗料密着性が良好となる。このため、鉄鋼材料分野においては、熱延鋼板、冷延鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板のリン酸塩処理性を良好にするための方法について数多くの技術が公知となっている。ここで、上述のリン酸塩処理性を向上させるための技術については、大きく分けて、リン酸塩処理液の組成や処理手法の適正化を図る方法、及び、鋼板表面をリン酸塩処理に適した状態にする方法が挙げられる。一般に、リン酸塩処理液の組成や処理手順による方法については、被処理鋼板の種類によらず、汎用的に適用できる場合が多い。一方、金属表面をリン酸塩処理に適した状態にする方法については、使用する鋼板の種類によって異なる。
【0004】
上記鋼板のうち、電気亜鉛めっき鋼板については、もともと十分なリン酸塩処理性を有することから、その表面をリン酸塩処理に適した状態にする技術の開示が少ない。ただし、リン酸塩処理液が経時劣化している場合や、前処理の脱脂が不十分である場合には、電気亜鉛めっきについても、目視で識別される不均一なリン酸皮膜生成や顕微鏡で識別される粗大なリン酸塩結晶生成が認められる場合がある。
【0005】
そのため、例えば特許文献1では、鋼板上にZn−Ni系電気めっきを施した後に、ビロリン酸塩及びトリポリリン酸塩のうちのいずれか、又は両方を合わせた弱アルカリ性溶液に、Niイオンを添加した処理液に接触させることで、めっき層の最表面に金属Niを析出させる方法が開示されている。また特許文献2では、電気亜鉛めっき鋼板の下地めっき処理として、付着量0.001〜1.0g/m2の電気Niめっきを施す方法が開示されている。
【0006】
しかしながら、特許文献1の技術では、電気めっきの後に後処理を実施する必要があり、特許文献2の技術では、電気亜鉛めっきの前に電気Niめっき処理を実施する必要があるため、いずれも、製造工程が煩雑となり、経済的にも不利になるという問題があった。
【0007】
また、特許文献3では、電気亜鉛めっき層の結晶面(00・2)、(10・0)及び(10・1)の配向指数を特定の範囲に制御する手法が開示されている。
しかしながら、特許文献3の技術については、リン酸塩処理した電気亜鉛めっき鋼板の明度を高くする目的で用いられるものであり、リン酸塩処理性の向上については考慮されていなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−106984号公報
【特許文献2】特開平10−195671号公報
【特許文献3】特開2009−209383号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の現状に鑑み開発されたもので、電気亜鉛めっき層の適正化を図ることによって、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、リン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、被処理鋼板の上に形成された亜鉛めっき層について、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)を0.34以上とすることで、前記亜鉛めっきが鋼板の厚さ方向に微細な凹凸を数多く有することとなり、電気亜鉛めっき層の化成処理性が向上するため、優れたリン酸塩処理性が実現できることを見出した。
【0011】
本発明は、このような知見に基づきなされたもので、その要旨は以下の通りである。
(1)被処理鋼板の上に、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のハイパスフィルター処理のカットオフ波長(λC)が10μmである電気亜鉛めっき層を具えることを特徴とする電気亜鉛めっき鋼板。
【0012】
(2)前記スキューネス(Ssk)は、電子線三次元走査電子顕微鏡(3D−SEM)を用いて前記亜鉛めっき表面の三次元表面形状を測定した後、測定した三次元表面形状測定データに対し、最小二乗法で当てはめた二次曲面を測定データから差し引く二次元曲面回帰処理とスプラインハイパスフィルター処理との複合回帰処理を施すことで得られることを特徴とする上記(1)に記載の電気亜鉛めっき鋼板。
【発明の効果】
【0013】
本発明によれば、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、従来の電気亜鉛めっき鋼板に比べてリン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することが可能となる。
【図面の簡単な説明】
【0014】
【図1】電流密度及び通電時間と、めっきムラの発生状況との関係を示したグラフである。
【発明を実施するための形態】
【0015】
以下、図面を参照しながら本発明について説明する。
本発明による電気亜鉛めっき鋼板は、被処理鋼板の上に電気亜鉛めっき層を具え、前記電気亜鉛めっき層は、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のハイパスフィルター処理のカットオフ波長λCが10μmであることを特徴とする。前記Sskの値が0.34以上と大きくなることによって、前記電気亜鉛めっき層表面に極めて微小かつ鋭角な凹凸が数多く形成される結果、電気亜鉛めっき層の化成処理性が向上し、優れたリン酸塩処理性が実現できる。
【0016】
ここで、亜鉛めっき表面のスキューネス(Ssk)とは、三次元粗さパラメータのことであり、JIS B0601 (2001) に規定されたRskを三次元に拡張したものである。Ssk=0のときは、表面高さ分布が表面高さの平均線に対して対称であり、Ssk<0のときは、表面高さ分布が平均面に対して上(表面側)に偏っており、Ssk>0のとき下(被処理鋼板側)に偏っていることを示す。つまり、Sskの値が大きいほど、めっき表面の凸部が鋭角になる。
【0017】
前記リン酸塩の核生成については、リン酸塩処理液中で電気亜鉛めっき表面が溶解することに伴い、処理液のpHが局所的に上昇することで開始すると考えられている。そのため、本発明者らは、めっき表面の凸部が鋭角であるほどリン酸塩処理液中でのめっきの溶解、つまり、リン酸塩処理性の向上に有利であると考え、前記Sskを0.34以上とすることで、リン酸塩処理性が向上することを見出した。前記Sskが0.34未満の場合、該Sskが小さすぎるために、電気亜鉛めっき層の化成処理性が十分に得られず、優れたリン酸塩処理性を得ることができない。さらに、前記亜鉛めっき表面のSskは、0.43以上であることが、より優れたリン酸塩処理性を得る点から好ましい。
【0018】
前記亜鉛めっき表面のSskを得る方法としては、特に限定はされないが、確実且つ比較的容易にSskを得ることができる点から、電子線三次元走査電子顕微鏡(3D−SEM)を用いて前記亜鉛めっき表面の三次元表面形状を測定し、測定した三次元表面形状のデータのゆがみを除去することによって算出されることが好ましい。ここで、前記測定した三次元表面形状データのゆがみとは、前記3D−SEMの測定原理上、本来の三次元形状に重畳する二次式で表される放物線状の歪みのことである。そのため、本発明では、測定した三次元表面形状測定データに対し、最小二乗法で当てはめた二次曲面を測定データから差し引く二次元曲面回帰処理を施すことが好ましい。
【0019】
なお、前記のようにして二次元曲面回帰処理を施して求めた粗さ曲面データは、めっき原板(被処理鋼板)のマクロな凹凸の上に微細なめっき結晶の形状が重畳したものであるが、めっき原板のマクロな凹凸はリン酸塩処理性の向上には寄与しない。そのため、本発明では、前記のようにして二次元曲面回帰処理を施して求めた粗さ曲面データに対し、さらにハイパスフィルター処理を施すことで得られる、微細なめっき結晶形状のみを抽出したデータから、前記Sskを算出する。
また、前記ハイパスフィルター処理のカットオフ波長λCは、10μmである。なお、フィルタの種類としては、形状の抽出効果と計算時間のバランスが良好であることから、スプラインハイパスフィルターを用いることが好ましい。
【0020】
また、前記電気亜鉛めっき層の付着量については、片面当たり0.5〜1000g/m2の範囲であることが好ましい。前記亜鉛めっき層の付着量が0.5g/m2未満場合、めっき層の付着量が少なすぎるため、所望の耐食性が得られないおそれがあり、一方、1000g/m2を超えると、付着量が多くなりすぎて経済的に好ましくない。
【0021】
また、前記三次元表面形状の測定に用いられる3D−SEMの条件については、電気亜鉛めっき層表面の三次元表面形状を高い精度で測定できるものであれば特に限定はされない。例えば、エリオニクス社製の電子線三次元粗さ解析装置(ERA−8800FE)を用いて、加速電圧5kV、測定領域120μm×90μm、測定間隔0.2μmの条件で測定を行うことができる。
【0022】
また、本発明の電気亜鉛めっき鋼板に用いられる被処理鋼板については、特に限定はされず、通常用いられる鋼板を使用することができる。
【0023】
本発明の電気亜鉛めっき鋼板の製造方法については、上述の電気亜鉛めっき層(亜鉛めっき表面のSskが0.34以上である電気亜鉛めっき層)を形成できる方法であれば特に限定はされない。
例えば、Zn濃度が1mol/L以上、温度が50℃以上、pHが−0.5〜1.0の範囲である亜鉛めっき浴中で、該亜鉛めっき浴と被処理鋼板との相対流速を2m/s以上、電流密度を600A/dm2以上とした上で、前記電解処理における1回当たりの通電時間tが、次式(I)
【数1】
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足する電解処理を複数回実施することで、前記被処理鋼板の上に前記電気亜鉛めっき層を形成する方法によって製造することができる。
【0024】
本発明の特徴を有するめっき表面を実現するためには、600A/dm2以上の高電流密度を利用することが有利であるが、従来の電気亜鉛めっき鋼板の製造方法では、600A/dm2以上の電流密度を用いた場合、陰極(前記被処理鋼板)表面におけるZnイオンの濃度が減少し、限界電流密度を超えることとなり、水素発生が優勢となる結果、電流効率(流した電流のうち目的とする電極反応に使用された電流の割合)の低下及び、めっき外観の劣化という問題があった。
【0025】
前記限界電流密度は、反応が定常状態となれば一定の値を示すが、通電初期の数秒間は、t1/2(t:通電時間)に逆比例して減少する。そのため、本発明では、通電時間tが数秒以内であることから、通電時間tを短くすることで、限界電流密度を上昇させることが可能とし、次式(I)
【数2】
(ただし、i:電流密度(A/dm2)、t:通電時間(s))
の関係を満足させることで、限界電流密度以下でめっきを行い、電流効率の低下及びめっき層の外観劣化を抑制することができる。
【0026】
ここで、図1は、その他の条件を全て同様にして、電流密度(A/dm2)及び1回当たりの通電時間tを変化させて電気亜鉛めっき鋼板のサンプルを17つ作製したときの、めっきムラの発生について目視での評価を示したグラフである。なお、図1中の斜線部分が、上記(I)式を満足させ且つ電流密度iが600(A/dm2)以上の領域であり、○はめっき外観が良好(めっきムラなし若しくはめっきムラが軽微)、×はめっき外観が不良(大きなめっきムラあり)であることを意味する。図1から、上記(I)式を満足させることで良好な外観のめっきを形成できることがわかる。
加えて、前記電解処理を複数回に分けて行っていることから、亜鉛結晶を連続的に成長させず、二次結晶核の成長を促すことができる結果、微細且つ均一な亜鉛めっき層を形成することが可能となる。
【0027】
また、前記電解処理の1回当たりの通電時間tは、0.01s以上とすることが好ましい。前記通電時間tが、0.01s以上であれば、所望の付着量の前記亜鉛めっき層を得るために相当数の電解が必要とならず、製造効率が低下することがないためである。一方、上限については、電流密度(600A/dm2以上)との関係で0.84s程度となる。
【0028】
さらに、前記電解処理を行う間隔(インターバル)を、0.1〜0.5sの範囲とすることが好ましい。前記電解処理を行った後に一定時間空けることで、陰極(被処理鋼板)表面近傍の亜鉛濃度を回復させる必要があるからである。そして、前記間隔が0.1s以上であれば、十分に陰極(被処理鋼板)表面近傍の亜鉛濃度が回復でき、電流効率の低下及びめっきの外観劣化が発生することがなく、一方、前記間隔が0.5s以下であれば、間隔が長すぎることがなく、所望のめっき層を得るのに長時間を要さず、製造効率が低下しないからである。
【0029】
さらに、前記電解処理の回数を、2〜6回の範囲とすることが好ましい。前記電解処理の回数が2回以上であれば、所望の付着量のめっき層を得るために電流密度を大幅に高くしたり、一回当たりの電解処理時間を長くする必要がないため、電流効率の低下及びめっきの外観劣化が発生することがない。一方、前記電解処理の回数が6回以下であれば、処理回数が多過ぎることがないため、所望のめっき層を得るのに長時間を要することがなく、設備の小型化に寄与できる。なお、本発明での前記電解処理の回数は、前記被処理鋼板の任意の一箇所が、前記めっき浴に接触して(浸漬して)から該めっき浴から離れるまでの間に行われた電解処理の回数のことをいう。
【0030】
また、本発明では、前記めっき浴のZn濃度を1mol/L以上とする。前記Zn濃度が1mol/L未満の場合、Zn濃度が低すぎるため限界電流密度が低下し、電流効率が低下する結果、めっきの外観が劣化するからである。さらに、良好な前記亜鉛めっき層を得る点から、前記Zn濃度を1.5mol/L以上とすることが好ましい。なお、前記mol/Lの「L」とは、「リットル」を意味する。
【0031】
また、本発明では、前記めっき浴の温度を50℃以上とする。前記温度が50℃未満の場合、亜鉛イオンの拡散係数が小さくなり、めっき浴の粘度が上昇するため、限界電流密度が低下する結果、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼けが生じるからである。さらに、前記温度を50℃以上とすることで、前記めっき浴の電導度を十分に確保することができるからである。なお、前記めっき浴の温度の上限については特に限定しないが、温度上昇に伴うめっき浴の蒸発を抑制する点からは、上限を90℃とすることが好ましい。
【0032】
また、本発明では、前記めっき浴のpHを低く(−0.5〜1.0の範囲)する。高電流密度(600A/dm2以上)で電解処理を行った場合に、めっき浴のpHが上昇し、前記被処理鋼板の表面上に亜鉛水酸化物が生成する結果、形成されためっき層の白色度が低下(めっき焼け)したり、めっきムラが発生することを抑制するためである。なお、前記pHの範囲を−0.5〜1.0としたのは、pHが−0.5未満の場合、水素発生反応が起こりやすくなるため、電流効率が低下するからであり、一方、pHが1.0を超えると、前記被処理鋼板の表面上に亜鉛水酸化物が生成しやすくなり、めっき層の外観劣化を招くからである。さらに、水素発生反応を抑制しつつ、高い電導度を確保するという点からは、前記pHを−0.2〜0.5の範囲とすることが好ましい。
【0033】
また、本発明では、前記めっき浴と前記被処理鋼板との相対流速を2m/s以上とする。相対流速が2m/s未満の場合、前記被処理鋼板の表面に前記拡散層が形成されやすくなるため、高電流密度(600A/dm2以上)で電解処理を行った場合にめっき焼け及びめっきムラが生じるからである。さらに、確実にめっき焼け及びめっきムラの発生を抑制する点からは、前記相対流速を7m/s以上とすることが好ましい。なお、前記相対流速とは、前記被処理鋼板に到達する直前の前記めっき浴の相対速度のことであり、本発明では、前記被処理鋼板に到達する直前(例えば50cm手前)のめっき液の流量を面積流量計により測定し、その値を前記被処理鋼板とアノード間を通過する液の流路の断面積で除した値を相対流速としている。
【0034】
なお、前記めっき浴の浴種については、特に限定はせず、例えば、例えば、硫酸浴、塩化物浴、及びこれらの混合浴等を用いることができる。ただし、塩化物浴では、不溶性アノードを用いた際に発生する塩素ガスを処理する必要があるため、硫酸浴とすることが好ましい。
【0035】
さらに、必要に応じて、前記めっき浴中に、電導度補助剤を添加することができる。前記めっき浴の電導度を向上させることができるからである。上記電導度補助剤としては、例えば、硫酸ナトリウム、硫酸アンモニウム、硫酸カリウム等が挙げられる。ただし、添加量が多くなると、高電流密度(600A/dm2以上)で電解処理を行った場合にめっきの白色度が低下するおそれがあるため、前記電導度補助剤の添加量は、0.5mol/L以下であることが好ましい。
なお、前記めっき浴中には、不可避的に不純物(鋼板からの溶解成分、めっきライン設備からの溶出成分など)が混入される場合があるが、少量含有する場合であっても、本発明の効果に影響を与えることはない。
【0036】
また、前記電解処理に用いられる電流密度は、効率的に前記亜鉛めっき層の形成を行うため、600A/dm2以上とする。ただし、前記電流密度が高くなりすぎると、形成された前記亜鉛めっき層の白色度がわずかに低下するおそれがあることから、前記電流密度は、1200A/dm2以下であることが好ましい。
【0037】
上述したところは、この発明の実施形態の一例を示したにすぎず、請求の範囲の記載に応じて種々の変更を加えることができる。
【実施例】
【0038】
本発明の実施例について説明する。
(サンプル1〜34)
脱脂・酸洗処理を施した冷延鋼板を被処理鋼板として用意し、電気亜鉛めっき浴中で、上記被処理鋼板を陰極として表1に示す電流密度(A/dm2)で電解処理することにより、上記被処理鋼板の表面に、表1に示す片面当たりの付着量(g/m2)の電気亜鉛めっき層を形成し、各サンプルの電気亜鉛めっき鋼板を作製した。
なお、めっき浴の条件(硫酸亜鉛濃度(mol/L)、硫酸ナトリウム濃度(mol/L)温度(℃)、pH及び被処理鋼板との相対流速(m/s))、電解処理の条件(通電時間(s)、通電間隔(s)、回数(回)及びi×t1/2)、及び、形成された電気亜鉛めっき層の亜鉛めっき結晶のSskを表1に示す。なお、以降述べる評価項目の中で「めっきムラ」が×のサンプルについては、場所によるめっき表面形状の変動が著しく、Sskを合理的に算出できなかったため、表に掲載していない。めっきムラを有するサンプルについては、リン酸塩処理ムラを発生するため、本発明には含まれない。
【0039】
【表1】
【0040】
以上のようにして得られた電気亜鉛めっき鋼板のサンプル1〜34について、日本パーカライジング社のリン酸塩処理システムを用いて、表2に示す条件の下、リン酸塩皮膜を形成し、評価を行った。評価方法を以下に示す。
【0041】
【表2】
【0042】
(評価方法)
(1)リン酸塩処理ムラ
リン酸塩皮膜を形成した各サンプルについて、リン酸塩処理ムラの発生状況について、目視によって評価した。評価は、以下の基準に従って行い、評価結果を表3に示す。
なお、リン酸塩処理ムラとは、リン酸塩処理した鋼板表面の色調が一様でない観察状態のことである。
◎:リン酸塩処理ムラがない
○:軽微な処理ムラがある
×:大きな処理ムラがある
【0043】
(2)リン酸塩結晶サイズ
リン酸塩皮膜を形成した各サンプルについて、走査電子顕微鏡を用いて、リン酸塩結晶のサイズの測定を行った。評価は、以下の基準に従って行い、評価結果を表3に示す。
◎:平均5μm未満
×:平均5μm以上
【0044】
(3)電流効率
各サンプルの亜鉛めっき層を希硫酸で溶解し、溶解液中のZn濃度をICP(質量分析装置)によって測定し、亜鉛めっきの付着量(g/m2)を得た。そして、測定により得られた亜鉛めっきの付着量(g/m2)と、めっき時に通電した電気量より得られる理論値から、以下の式に従ってめっきの電流効率(%)を算出した。
電流効率(%)=(測定により得られた亜鉛めっき付着量)/(理論付着量)×100
評価は、以下の基準に従って行い、評価結果を表3に示す。
◎:電流効率が、95%以上
○:電流効率が、90%以上、95%未満
×:電流効率が、90%未満
【0045】
(4)外観色調
各サンプルについて、色差計(日本電色工業(株)製のSE2000)を用いてSCE(正反射光除去)による明度(L値)の測定を行った。評価は、以下の基準に従って行い、測定値及び評価結果を表3に示す。
◎:L値が、78以上
○:L値が、76%以上、78%未満
×:L値が、76%未満
【0046】
(5)めっきムラ
各サンプルについて、めっきムラの発生状況について、目視によって評価した。評価は、以下の基準に従って行い、評価結果を表3に示す。
◎:めっきムラがない
○:軽微なめっきムラのみがある
×:大きなめっきムラがある
【0047】
【表3】
【0048】
表3の結果から、本発明の範囲である実施例のサンプル(1〜6、8〜11、14〜16、18、20、21、23、24及び29〜32)は、比較例のサンプル(7、12、13、17、19、22、25〜28、33及び34)に比べて、リン酸塩処理ムラ、リン酸塩結晶サイズ、電流効率、外観色調及びめっきムラのいずれの項目についても良好な結果であることがわかる。
【産業上の利用可能性】
【0049】
本発明によれば、電気亜鉛めっき形成の前後に特別な処理を必要とすることなく、従来の電気亜鉛めっき鋼板に比べてリン酸塩処理性に優れた電気亜鉛めっき鋼板を提供することが可能である。その結果、リン酸皮膜を形成した電気亜鉛めっき鋼板を、外観を損なうことなく長期間において使用できる点で、産業上有用である。
【特許請求の範囲】
【請求項1】
被処理鋼板の上に、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のハイパスフィルター処理のカットオフ波長(λC)が10μmである電気亜鉛めっき層を具えることを特徴とする電気亜鉛めっき鋼板。
【請求項2】
前記スキューネス(Ssk)は、電子線三次元走査電子顕微鏡(3D−SEM)を用いて前記亜鉛めっき表面の三次元表面形状を測定した後、測定した三次元表面形状測定データに対し、最小二乗法で当てはめた二次曲面を測定データから差し引く二次元曲面回帰処理とスプラインハイパスフィルター処理との複合回帰処理を施すことで得られることを特徴とする請求項1に記載の電気亜鉛めっき鋼板。
【請求項1】
被処理鋼板の上に、亜鉛めっき表面の三次元粗さパラメータのスキューネス(Ssk)が0.34以上であり、該Sskの算出の際のハイパスフィルター処理のカットオフ波長(λC)が10μmである電気亜鉛めっき層を具えることを特徴とする電気亜鉛めっき鋼板。
【請求項2】
前記スキューネス(Ssk)は、電子線三次元走査電子顕微鏡(3D−SEM)を用いて前記亜鉛めっき表面の三次元表面形状を測定した後、測定した三次元表面形状測定データに対し、最小二乗法で当てはめた二次曲面を測定データから差し引く二次元曲面回帰処理とスプラインハイパスフィルター処理との複合回帰処理を施すことで得られることを特徴とする請求項1に記載の電気亜鉛めっき鋼板。
【図1】

【公開番号】特開2012−167297(P2012−167297A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−26570(P2011−26570)
【出願日】平成23年2月9日(2011.2.9)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月9日(2011.2.9)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]