
電気光学装置、画像印刷装置方法および電気光学装置の製造方法
【課題】 光の損失を低減することが可能な電気光学装置を提供する。
【解決手段】 電気光学装置は、複数のEL素子が配列された発光パネル12と集束性レンズアレイ40を備える。集束性レンズアレイ40は、複数の屈折率分布型レンズを有しており、屈折率分布型レンズの各々は、グレーデッドインデックス光ファイバであり、発光パネル12から進行する光を透過させて発光パネル12上の像に対する正立像を感光体ドラム110に結像可能である。これらの複数の屈折率分布型レンズで得られた像は感光体ドラム110上で1つの連続した像を構成する。発光パネル12と集束性レンズアレイ40は直接接合されている。
【解決手段】 電気光学装置は、複数のEL素子が配列された発光パネル12と集束性レンズアレイ40を備える。集束性レンズアレイ40は、複数の屈折率分布型レンズを有しており、屈折率分布型レンズの各々は、グレーデッドインデックス光ファイバであり、発光パネル12から進行する光を透過させて発光パネル12上の像に対する正立像を感光体ドラム110に結像可能である。これらの複数の屈折率分布型レンズで得られた像は感光体ドラム110上で1つの連続した像を構成する。発光パネル12と集束性レンズアレイ40は直接接合されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば発光素子またはライトバルブ素子のような電気光学素子が配列された電気光学パネルを備えた電気光学装置、この電気光学装置を用いた画像印刷装置および電気光学装置の製造方法に関する。
【背景技術】
【0002】
電子写真方式の画像印刷装置の像担持体(例えば感光体ドラム)に静電潜像を書き込むために、エレクトロルミネセント素子(以下、「EL素子」と呼ぶ)のアレイを使用する技術が開発されている。このような技術では、一般的に、EL素子アレイと像担持体の間に集束性レンズアレイが配置される(例えば、特許文献1および特許文献2の図7参照)。集束性レンズアレイとしては、例えば日本板硝子株式会社から入手可能なSLA(セルフォック・レンズ・アレイ)がある(セルフォック\SELFOCは日本板硝子株式会社の登録商標)。
【0003】
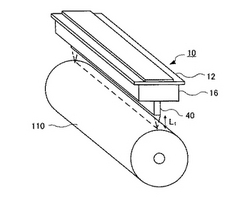
図1は、集束性レンズアレイを使用した従来の画像印刷装置の一部の概略を示す斜視図である。この画像印刷装置では、EL素子アレイが設けられた発光パネル12と感光体ドラム110の間に、集束性レンズアレイ40が配置されている。発光パネル12のEL素子アレイからの光は、集束性レンズアレイ40の複数の屈折率分布型レンズを透過し、感光体ドラム110に到達する。
【0004】
通常、集束性レンズアレイの物体側の作動距離L0の理想値つまり設計値と像側の作動距離L1の理想値つまり設計値は等しいように設計されている。従って、集束性レンズアレイ40を発光パネル12と感光体ドラム110の間に配置する場合には、集束性レンズアレイ40の光の入口とEL素子アレイの間の距離は、集束性レンズアレイ40の光の出口と像担持体としての感光体ドラム110の間の距離に等しいことが当然と考えられている。
【0005】
【特許文献1】特開昭63−103288号公報
【特許文献2】特開2004−58448号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、集束性レンズアレイ40の光の入口とEL素子アレイの間に作動距離L0にほぼ等しい距離の空間すなわち空気の層が存在することにより、EL素子から発せられた光のうち集束性レンズアレイ40に進入しない光が存在する。すなわち光の利用効率が悪いという問題がある。
【0007】
そこで、本発明は、光の損失を低減することが可能な電気光学装置、この電気光学装置を用いた画像印刷装置および電気光学装置の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明に係る電気光学装置は、与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイとを備え、前記電気光学パネルと前記集束性レンズアレイが直接接合されているものである。
【0009】
ここで、「電気光学素子」とは、与えられた電気的なエネルギにより光学的特性(発光特性または光の透過特性)が変化する素子を意味する。電気的なエネルギにより光学的特性が変化する素子としては、電気的なエネルギを光学的エネルギに変換する発光素子(例えばエレクトロルミネセント発光素子、プラズマディスプレイ素子)および電気的エネルギにより光の透過率が変化するライトバルブ画素(例えば液晶の画素、電気泳動ディスプレイの画素)がある。「電気光学パネル」は、電気光学素子のアレイが設けられたパネルである。「直接接合」は、電気光学パネルと集束性レンズアレイが互いに直接接触して接合されている状態と、電気光学パネルと集束性レンズアレイが間に透明な接着剤を介して互いに接合されている状態のいずれでよいことを意味する。電気光学パネルと集束性レンズアレイとの間に接着剤が介在する場合には、空気の層のみが介在する場合に比較して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にするのに適切な電気光学パネルと集束性レンズアレイとの間隔が長くなる。別の見方をすると、電気光学パネルと集束性レンズアレイとの間隔が固定的に定まっていて、その間隔が集束性レンズアレイの電気光学パネル側の空気中の実際の作動距離よりも長い場合には、適切な厚さの接着剤を両者の間に配置することにより、実質的に作動距離を伸ばして、電気光学パネルと集束性レンズアレイとの固定的な間隔に一致させることが可能である。
【0010】
本発明の構成によれば、電気光学パネルと集束性レンズアレイが直接接合されていることにより、電気光学パネルから発せられた光(または電気光学パネルを透過した光)のうち集束性レンズアレイに進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。
【0011】
前記電気光学パネルと前記集束性レンズアレイは接着剤で接合され、前記電気光学パネルと前記集束性レンズアレイの間には前記接着剤の厚さを規制するギャップ確保材が配置されていてもよい。このようにギャップ確保材が配置されることにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0012】
本発明に係る電気光学装置は、与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイと、前記電気光学パネルと前記集束性レンズアレイとの間に介在させられ、前記電気光学パネルと前記集束性レンズアレイに接合された光透過性のスペーサ部材とを備えるものでもよい。
【0013】
ここで、「接合」とは、スペーサ部材が電気光学パネルと集束性レンズアレイに直接接触して互いに接合されている状態と、スペーサ部材が電気光学パネルと集束性レンズアレイの少なくとも一方に間に透明な接着剤を介して接合されている状態のいずれでもよいことを意味する。スペーサ部材は単一でもよいが、複数のスペーサ部材が積層されていてもよい。このように電気光学パネルと集束性レンズアレイとの間にスペーサ部材が介在させられていることにより、電気光学パネルから発せられた光(または電気光学パネルを透過した光)のうち集束性レンズアレイに進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。また、電気光学パネルと集束性レンズアレイとの間にスペーサ部材が介在する場合には、空気の層のみが介在する場合に比較して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にするのに適切な電気光学パネルと集束性レンズアレイとの間隔が長くなる。別の見方をすると、電気光学パネルと集束性レンズアレイとの間隔が固定的に定まっていて、その間隔が集束性レンズアレイの電気光学パネル側の空気中の実際の作動距離よりも長い場合には、適切な厚さのスペーサ部材を両者の間に配置することにより、実質的に作動距離を伸ばして、電気光学パネルと集束性レンズアレイとの固定的な間隔に一致させることが可能である。
【0014】
前記スペーサ部材には、前記電気光学パネルにも前記集束性レンズアレイにも対向しない面に光吸収層が形成されていると好ましい。これによれば、スペーサ部材の電気光学パネルにも集束性レンズアレイにも対向しない面での内部反射による光束が集束性レンズアレイに進入する事態を低減することが可能である。従って、電気光学パネルからスペーサ部材を通って集束性レンズアレイに直進する光束による像に内部反射した光束による像が混ざることが抑制される。
【0015】
前記スペーサ部材には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が配置される収容穴が形成されていると好ましい。これによれば、収容穴内で接着剤が固化するので接着剤を端麗に仕上げることが可能である。
【0016】
前記収容穴には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方が嵌め込まれていると好ましい。これにより、スペーサ部材に対して、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を正確に配置することが可能である。
【0017】
前記スペーサ部材の前記収容穴の側面には、前記接着剤が前記収容穴の底面から滲入可能な凹部が形成されていると好ましい。固化前の接着剤は流動性があるために収容穴における必要な部分だけに接着剤を配置することは困難であるが、収容穴の側面に形成された凹部に余分な接着剤が滲入する。これにより、収容穴の側面に対して接着剤がより確実に接触するとともに、収容穴の外側にはみ出す接着剤の量が最小限になり、この電気光学装置の美観を損ねるおそれを低減できる。
【0018】
前記スペーサ部材の前記電気光学パネルと前記集束性レンズアレイの少なくとも一方に対向する面に、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が滲入する溝が形成されていてもよい。固化前の接着剤は流動性があるためにスペーサ部材における必要な部分だけに接着剤を配置することは困難であるが、スペーサ部材に形成された溝に余分な接着剤が滲入する。このため、スペーサ部材と電気光学パネルまたは集束性レンズアレイの隙間から外側にはみ出す接着剤の量を最小限にし、この電気光学装置の美観を損ねるおそれを低減できる。
【0019】
前記電気光学パネルと前記集束性レンズアレイと前記スペーサ部材は透明な接着剤で接合され、前記電気光学パネルと前記スペーサ部材の隙間および前記集束性レンズアレイと前記スペーサ部材の隙間の少なくとも一方には前記接着剤の厚さを規制するギャップ確保材が配置されていてもよい。このようにギャップ確保材が配置されることにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0020】
この電気光学装置では、前記電気光学パネルの電気光学素子と前記集束性レンズアレイの間にある光透過要素の各々の屈折率をni、前記光透過要素の各々の厚さをdi、前記光透過要素の数をm、前記集束性レンズアレイの電気光学パネル側の空気中の作動距離をL0としたとき、式(1)を満たすことが好ましい。式(1)の関係を満たすことにより、電気光学パネル上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。式(1)で使用する作動距離L0としては、作動距離L0の設計値でもよいが、実際に測定して得られた値が好ましい。
【0021】
本発明に係る画像印刷装置は、像担持体と、前記像担持体を帯電する帯電器と、前記電気光学パネルから進行して前記集束性レンズアレイを透過する光を、前記像担持体の帯電された面に照射して潜像を形成する前記の電気光学装置と、前記潜像にトナーを付着させることにより前記像担持体に顕像を形成する現像器と、前記像担持体から前記顕像を他の物体に転写する転写器とを備える。上記のように本発明に係る電気光学装置によれば、光の利用効率を高めることが容易である。
【0022】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程と、前記電気光学パネルと前記集束性レンズアレイで、前記接着剤を圧縮する工程とを有する。このように接着剤を圧縮することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0023】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイを相対的に固定する工程と、相対的に固定された前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程とを有するのでもよい。前記電気光学パネルと前記集束性レンズアレイを相対的に固定して、その間に透明な接着剤を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0024】
さらに、これらのいずれかの製造方法において、前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、前記作動距離L0および前記接着剤の固化時の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有するのでもよい。式(1)の関係を満たすことにより、集束性レンズアレイの実際の作動距離に適した厚さが得られ、電気光学パネル上の像が集束性レンズアレイに対してほぼ焦点整合状態になる。
【0025】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程と、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材で、前記接着剤を圧縮する工程とを有するのでもよい。このように接着剤を圧縮することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0026】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材を相対的に固定する工程と、相対的に固定された電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程とを有するのでもよい。前記電気光学パネルまたは前記集束性レンズアレイとスペーサ部材を相対的に固定して、その間に透明な接着剤を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0027】
さらに、これらのいずれかの製造方法において、前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、前記作動距離L0、前記接着剤の固化時の屈折率および前記スペーサ部材の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有するのでもよい。式(1)の関係を満たすことにより、集束性レンズアレイの実際の作動距離に適した厚さが得られ、電気光学パネル上の像が集束性レンズアレイに対してほぼ焦点整合状態になる。
【発明を実施するための最良の形態】
【0028】
<第1の実施の形態>
図2は、本発明の第1の実施の形態に係る電気光学装置10の概略を示す斜視図である。図に例示された電気光学装置10は、電子写真方式を利用した画像印刷装置における像担持体(例えば図2に示すように感光体ドラム110)に潜像を書き込むためのライン型の光ヘッドとして用いられる。電気光学装置10は、複数の有機EL素子(電気光学素子)が同一平面上に配列された発光パネル(電気光学パネル)12と、発光パネル12に重ねられた集束性レンズアレイ40を備える。集束性レンズアレイ40は、EL素子アレイが設けられた発光パネル12と感光体ドラム110の間に配置されている。発光パネル12の有機EL素子アレイからの光は、集束性レンズアレイ40の複数の屈折率分布型レンズを透過し、感光体ドラム110に到達する。
【0029】
図3に示すように、集束性レンズアレイ40は、複数の屈折率分布型レンズ42を有する。屈折率分布型レンズ42の各々は、中心軸すなわち光軸での屈折率が低く、中心軸から離れるほど屈折率が高くなるように形成されたグレーデッドインデックス光ファイバであり、発光パネル12から進行する光を透過させて発光パネル12上の像に対する正立像を感光体ドラム110に結像可能である。これらの複数の屈折率分布型レンズ42で得られた像は感光体ドラム110上で1つの連続した像を構成する。集束性レンズアレイ40の具体例には、例えば日本板硝子株式会社から入手可能なSLA(セルフォック・レンズ・アレイ)がある
【0030】
図4はこの電気光学装置の平面図である。図4に示すように、屈折率分布型レンズ42は、二列かつ千鳥状のパターンで配列されており、仮想線で示された集束性レンズアレイ40の筐体に固定されている。これらの屈折率分布型レンズ42の各々は、発光パネル12のEL素子14が形成された領域に重なっている。屈折率分布型レンズ42の配列パターンは図示の形態に限定されず、単列または三列以上でもよいし他の適切なパターンで配列されていてもよい。
【0031】
図5は図4のA−A線矢視断面図である。図5に示すように、発光パネル12は平板状の基板18を備える。基板18は、ガラス、プラスチック、セラミックまたは金属などの適切な材料により形成されており、透明であってもよいし不透明であってもよい。基板18の上には駆動素子層20が形成されており、その上には多数の発光素子としてのEL素子14が形成されている。各EL素子14は印加された電圧に応じて発光する。
【0032】
駆動素子層20の内部の詳細な図示は省略するが、ここには、複数のTFT(薄膜トランジスタ)素子およびTFT素子に電流を供給する線が設けられている。TFT素子はそれぞれEL素子14に駆動電圧を与える。
【0033】
図示の形態では、各EL素子14から発せられた光が、基板18とは反対側に図5中の上方に放出させられる。すなわち、この発光パネル12はトップエミッションタイプのOLED発光パネルである。EL素子14の各々は、駆動素子層20の上に形成された陽極22と、陽極22上に成膜された正孔注入層24と、その上に成膜された発光層26と、その上に成膜された陰極28を有する。陰極28は、複数のEL素子14にとって共通である。
【0034】
発光層26で発せられた光を上方に放出させるために、陽極22は例えばアルミニウムのような反射する導電材料で形成されており、陰極28は透明なITO(Indium Tin Oxide)で形成されている。正孔注入層24および発光層26は、絶縁層30および隔壁32で画定された凹部内に形成されている。絶縁層30の材料には例えばSiO2があり、隔壁32の材料には例えばポリイミドがある。
【0035】
この実施の形態の各EL素子14の構成は上記の通りであるが、本発明に利用可能な発光素子のバリエーションとしては、陰極と発光層の間に電子注入層を設けたタイプや、適切な位置に絶縁層を設けたタイプなど他の層を有するタイプであってもよい。
【0036】
基板18には封止体16が接合されている。封止体16は、基板18と協働して、EL素子14を外気、特に水分および酸素から隔離してその劣化を抑制する。封止体16は、例えばガラスまたは透明なプラスチックから形成されうる。基板18への封止体16の取り付けには接着剤34が用いられる。接着剤34としては、例えば熱硬化型接着剤または紫外線硬化型接着剤が用いられる。駆動素子層20が封止体16よりも外側に延びる領域では、図5に示すように接着剤34は駆動素子層20を覆っている。
【0037】
この実施の形態ではキャップ封止が使用されている。具体的には、封止体16の周縁部は接着剤34により基板18に接合されており、EL素子14の周囲に封止体16と基板18とで画定される空間が設けられている。好ましくは、この空間内に乾燥剤が配置される。EL素子14をさらに外気から隔離して保護するために一つ以上のパッシベーション層を封止体16の周囲に設けてもよい。
【0038】
発光パネル12の封止体16には、集束性レンズアレイ40が接着剤38により接合されている。接着剤38としては、例えば熱硬化型接着剤または紫外線硬化型接着剤が用いられる。封止体16と集束性レンズアレイ40の屈折率分布型レンズ42は、両者間に接着剤38が介在しない状態で直接接触してもよいし、接着剤38を両者間に介して互いに接合されてもよい。封止体16と屈折率分布型レンズ42の間に接着剤38が介在する場合には、接着剤38は透明である。
【0039】
使用可能な接着剤38の例としては、固化後の屈折率がガラスに近い屈折率1.514の紫外線硬化型エポキシ系接着剤であるダイキン工業(株)製のオプトダイン(商標)UV−3200、固化後の屈折率がガラスよりも大きい屈折率1.63の紫外線硬化型エポキシ系接着剤である(株)アーデル製のオプトクレーブ(商標)HV153、および固化後の屈折率が1.567の紫外線硬化型エポキシ系接着剤であるダイキン工業(株)製のオプトダイン(商標)UV−4000を挙げることができるが、これらには限定されない。
【0040】
このようにして発光パネル12の各EL素子14から発した光は、図5の矢印Bに示すように、屈折率分布型レンズ42に進入する。そして図6に示すように、光は集束性レンズアレイ40を透過して感光体ドラム110に照射させられる。
【0041】
図6に仮想線で示すように、発光パネル12はカバー13に取り付けられており、カバー13は発光パネル12および集束性レンズアレイ40のすべての側面を覆っている。カバー13は、外部の光が発光パネル12、例えば封止体16を通って集束性レンズアレイ40に進入する事態を低減し、像が乱されることを抑制する。他の図では、カバー13の図示を省略するが、実際にはカバー13が設けられている。また、後述する他の実施の形態でも、同様の目的でカバーが設けられている。
【0042】
この実施の形態に係る電気光学装置10ひいては画像印刷装置は、式(1)を満たすように、設計されていることが好ましい。式(1)において、L0は集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離である(図1参照)。niは発光パネル12のEL素子14(特に発光層26)と集束性レンズアレイの間にある光透過要素の各々の屈折率であり、diは発光パネル12のEL素子14(特に発光層26)と集束性レンズアレイの間にある光透過要素の各々の厚さである。添え字iはこれらの光透過要素を識別し、mはこれらの光透過要素の数である。
【0043】
集束性レンズアレイ40の物体側の作動距離の理想値つまり設計値と像側の作動距離理想値つまり設計値は等しいように設計されている。式(1)の作動距離L0としては、設計値を使用してもよい。しかし、おそらくは製造のバラツキにより、これらが相違することがありうる。従って、集束性レンズアレイ40の物体側(発光パネル12側)の空気中の作動距離L0を実際に測定して、式(1)にこれを代入することが好ましい。式(1)の関係を満たすことにより、電気光学パネル上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。さらに、集束性レンズアレイ40と感光体ドラム110の距離を集束性レンズアレイ40の像側(感光体ドラム110側)の空気中の実際の作動距離に一致させることにより、電気光学パネル上の像に対応する像が、結像対象面(この実施の形態では感光体ドラム110)にほぼ焦点整合状態で結ばれる。
【0044】
最も理想的には、画像印刷装置は、式(2)を満たすように、設計されていることが好ましい。式(2)の関係を満たすことにより、電気光学パネル上の像が集束性レンズアレイ40に対して完全に焦点整合状態になる。式(1)は、式(2)の右辺に±10%の許容範囲を与えて書き直したものである。式(2)がどのようにして求められたかについては後述する。
【0045】
【数2】

【0046】
図2、図5および図6を参照しながら、この実施の形態での好ましい設計値を具体的に説明する。一般式である式(1)および式(2)をこの実施の形態に当てはめると、それぞれ式(3)および式(4)が得られる。
【0047】
0.9×(d1/n1+d2/n2+d3/n3+d4/n4)≦L0≦1.1×(d1/n1+d2/n2+d3/n3+d4/n4) ...(3)
【0048】
L0=d1/n1+d2/n2+d3/n3+d4/n4 ...(4)
【0049】
ここで、d1は発光層26に重なった陰極28の厚さであり、n1は陰極28の屈折率である。d2は発光層26の上方の空気の層の厚さであり、n2は空気の屈折率(約1)である。d3は封止体16のうち発光層26の上方の領域の厚さであり、n3は封止体16の屈折率である。d4は封止体16と集束性レンズアレイ40の屈折率分布型レンズ42の間の透明接着剤38の厚さであり、接着剤38が封止体16と屈折率分布型レンズ42の間に介在しない場合にはゼロである。n4は透明接着剤38の屈折率である。
【0050】
d1,d2は微小であり、d4も通常は微小なので、実際の設計上は、式(5)を満足させるようにしてもよい。
【0051】
0.9×d3/n3≦L0≦1.1×d3/n3 ...(5)
【0052】
この実施の形態によれば、発光パネル12と集束性レンズアレイ40が直接接合されていることにより、発光パネル12から発せられた光のうち集束性レンズアレイ40に進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。従って、同程度の照度の像を得るために、EL素子14に与える電圧を従来よりも低減することが可能であり、その分EL素子14の寿命を延ばすことも可能となる。光の利用効率を高める効果の根拠については後述する。
【0053】
しかも、式(1)、式(3)または式(5)の関係を満たすように設計すれば、発光パネル12上の像と集束性レンズアレイ40の焦点不整合を防止することができる。
【0054】
<第2の実施の形態>
図7は、本発明の第2の実施の形態に係る電気光学装置10Aの概略を示す正面図である。この実施の形態では、発光パネル12の封止体16と集束性レンズアレイ40との間に光透過性のスペーサ部材50が介在させられ、スペーサ部材50は封止体16と集束性レンズアレイ40に接合されている。スペーサ部材50は、ガラスまたはプラスチックで形成され、少なくとも封止体16に対向する面および集束性レンズアレイ40に対向する面が平坦にされている。
【0055】
スペーサ部材50を封止体16と集束性レンズアレイ40に接合するには、例えば熱硬化性接着剤または紫外線硬化性接着剤が用いられる。封止体16とスペーサ部材50は、両者間に接着剤が介在しない状態で直接接触してもよいし、接着剤を両者間に介して互いに接合されてもよい。集束性レンズアレイ40の屈折率分布型レンズ42とスペーサ部材50は、両者間に接着剤が介在しない状態で直接接触してもよいし、接着剤を両者間に介して互いに接合されてもよい。封止体16とスペーサ部材50の間または屈折率分布型レンズ42とスペーサ部材50の間に接着剤が介在する場合には、接着剤は上記の接着剤38と同様に透明である。他の特徴は第1の実施の形態と同様である。
【0056】
この実施の形態に係る画像印刷装置も、式(1)を満たすように設計されていることが好ましく、最も理想的には、式(2)を満たすように設計されていることが好ましい。
【0057】
図2、図5および図7を参照しながら、この実施の形態での好ましい設計値を具体的に説明する。一般式である式(1)および式(2)をこの実施の形態に当てはめると、それぞれ式(6)および式(7)が得られる。
【0058】
0.9×(d1/n1+d2/n2+d3/n3+d4/n4+d5/n5+d6/n6)≦L0≦1.1×(d1/n1+d2/n2+d3/n3+d4/n4+d5/n5+d6/n6) ...(6)
【0059】
L0=d1/n1+d2/n2+d3/n3+d4/n4+d5/n5+d6/n6 ...(7)
【0060】
ここで、d1〜d3およびn1〜n3は上述した通りである。d4は封止体16とスペーサ部材50の間の透明接着剤の厚さであり、接着剤が封止体16とスペーサ部材50の間に介在しない場合にはゼロである。n4はその透明接着剤の屈折率である。d5はスペーサ部材50の厚さであり、n5はスペーサ部材50の屈折率である。d6はスペーサ部材50と集束性レンズアレイ40の屈折率分布型レンズ42の間の透明接着剤の厚さであり、接着剤がスペーサ部材50と屈折率分布型レンズ42の間に介在しない場合にはゼロである。n6はその透明接着剤の屈折率である。
【0061】
d1,d2は微小であり、d4,d6も通常は微小なので、実際の設計上は、式(8)を満足させるようにしてもよい。
【0062】
0.9×(d3/n3+d5/n5)≦L0≦1.1×(d3/n3+d5/n5) ...(8)
【0063】
この実施の形態によれば、発光パネル12と集束性レンズアレイ40がスペーサ部材50を介して接合されていることにより、発光パネル12から発せられた光のうち集束性レンズアレイ40に進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。従って、同程度の照度の像を得るために、EL素子14に与える電圧を従来よりも低減することが可能であり、その分EL素子14の寿命を延ばすことも可能となる。
【0064】
しかも、式(1)、式(6)または式(8)の関係を満たすように設計すれば、発光パネル12上の像と集束性レンズアレイ40の焦点不整合を防止することができる。
【0065】
図8はスペーサ部材50の断面図である。図8に示すように、スペーサ部材50のすべての側面(発光パネル12にも集束性レンズアレイ40にも対向しない面)の全体には、光吸収層67が形成されている。スペーサ部材50の側面で光の内部反射が起こると、EL素子14からスペーサ部材50を通って集束性レンズアレイ40に直進する光束による像に、内部反射した光束による像が混ざってしまい、像の鮮明度が損なわれてしまう。
【0066】
これに対して、スペーサ部材50の側面にある光吸収層66,68は、側面での内部反射を低減させるので、内部反射による集束性レンズアレイ40に進入する事態を低減することが可能である。従って、EL素子14からスペーサ部材50を通って集束性レンズアレイ40に直進する光束による像に、内部反射した光束による像が混ざることが抑制される。
【0067】
光吸収層67は、スペーサ部材50の側面に黒い塗料をコーティングすることにより設けることが可能である。実際には黒い塗料でもわずかながら光透過性があり、スペーサ部材50と光吸収層67の界面で光が内部反射するおそれがある。そこで、光吸収層67の屈折率がスペーサ部材50の屈折率よりも高いと好ましい。
【0068】
屈折率が高い媒体から屈折率が低い媒体に光が進む場合には、光の入射角度によっては全反射が起こりうる。従って、光吸収層67の屈折率がスペーサ部材50の屈折率よりも低いと、EL素子14からスペーサ部材50を通って集束性レンズアレイ40に直進する光束による像に、内部反射した光束による像が混ざってしまい、像の鮮明度が損なわれてしまう。これに対して、光吸収層67の屈折率がスペーサ部材50の屈折率よりも高い場合には、界面での光の内部反射はわずかであり、スペーサ部材50の側面に向かって進む光はほとんど光吸収層67に吸収されるか光吸収層67を透過する。適切な塗料のバインダを選択することにより、好ましい屈折率の光吸収層67を得ることが可能である。
【0069】
<実施の形態の効果の根拠>
図9は、実際の発光位置と集束性レンズアレイ40の屈折率分布型レンズ42(図3ないし図5参照)との間に固体の光透過要素TR1と空気の層が存在する場合の光の進路の例を示す。次に、上述した式(2)の根拠をさらに詳細に説明する。
【0070】
図9において、Paは実際に集束性レンズアレイ40の屈折率分布型レンズ42に対して焦点整合状態となる発光位置にある点を示す。ここでは、光透過要素TR1に接する位置Paで発光したと仮定する。また、αは発光位置上の点Paから進行したある光束が光透過要素TR1から出射する位置と、発光位置上の点Paを通り光透過要素TR1の端面に垂直な線との距離である。L0は集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離である。Pbは集束性レンズアレイ40からその物体側の空気中の実際の作動距離離れた点である。発光位置と集束性レンズアレイ40の間に光透過要素TR1がなく空気のみがあると仮定した場合に、点Pbで発光した光束は集束性レンズアレイ40に焦点整合状態となる。つまり、Pbは、発光位置と集束性レンズアレイ40の間に光透過要素TR1がなく空気のみがあると仮定した場合に、集束性レンズアレイ40にとって好ましい仮想的な発光位置上の点である。
【0071】
図9においては、スネルの法則より式(9)が成立する。
nb・sinθb≒sinθb=na・sinθa ...(9)
ここで、nbは空気の屈折率であり、θbは光透過要素TR1と空気の間の界面での空気への入射角、naは光透過要素TR1の屈折率であり、θaは光透過要素TR1と空気の間の界面での光透過要素TR1からの出射角である。na>nb≒1なので、θb>θaである。
【0072】
また、図9においては、式(10)および式(11)が成立する。
tanθa=α/da ...(10)
tanθb=α/db ...(11)
ここで、daは光透過要素TR1の厚さ、dbは仮想的な発光位置上の点Pbから光透過要素TR1と空気の間の界面までの距離である。
【0073】
式(9)ないし式(11)から式(12)が得られる。
db=da・cosθb/na・cosθa ...(12)
【0074】
集束性レンズアレイ40を使用するような近軸光学系では、θaおよびθbがかなり小さく通常は例えば15°未満であるため、cosθb/cosθa≒1であり、式(12)は式(13)に書き換えることができる。
db=da/na ...(13)
【0075】
光透過要素TR1と集束性レンズアレイ40の間の空気の層の厚さをdcとすると、L0=db+dcである。従って、集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離L0と、光透過要素TR1の厚さda、および屈折率naは、式(14)の関係を満たすと、実際の発光位置の光で形成された像は、集束性レンズアレイ40に対して焦点整合状態となる。
【0076】
L0=db+dc=da/na+dc ...(14)
【0077】
また、以上の説明より明らかなように、空気よりも屈折率が高い光透過要素TR1が発光位置と集束性レンズアレイ40の間に介在することにより、集束性レンズアレイ40の物体側の焦点距離が延びることになる。つまり実際の発光位置上の点Paが仮想的な発光位置上の点Pbよりも集束性レンズアレイ40から遠い方が、発光位置の光で形成された像は集束性レンズアレイ40に対して焦点整合状態となることが明らかである。
【0078】
図10は、図9と同様の条件で、光透過要素TR1が集束性レンズアレイ40の屈折率分布型レンズ42の光の入口に隣接した場合の光の進路の例を示す。また、図11は、図9と同様の条件で、光透過要素TR1が集束性レンズアレイ40の屈折率分布型レンズ42と実際の発光位置上の点Paの間に介在するが、両方から離れている場合の光の進路の例を示す。図10および図11の状態は図9の状態と、光透過要素TR1の位置が異なるだけであるので、これらの場合にも、式(14)の関係を満たすと、実際の発光位置の光で形成された像は、集束性レンズアレイ40に対して焦点整合状態となることは明らかである。
【0079】
図12(a)は、実際の発光位置と集束性レンズアレイ40の屈折率分布型レンズ42との間に、固体の光透過要素TR1および光透過要素TR1と同屈折率の固体の光透過要素TR2が存在する場合の光の進路の例を示し、図12(b)は、実際の発光位置と集束性レンズアレイ40の屈折率分布型レンズ42との間に、固体の光透過要素TR1および光透過要素TR1と異なる屈折率の光透過要素TR2が存在する場合の光の進路の例を示す。図12(a)および図12(b)では、光透過要素TR1は、図10と同様に、集束性レンズアレイ40の屈折率分布型レンズ42の光の入口に隣接し、実際の発光位置Pdと光透過要素TR1の間に光透過要素TR2が介在する。
【0080】
図12(a)および図12(b)において、Pbは、発光位置と集束性レンズアレイ40の間に光透過要素TR1,TR2がなく空気のみがあると仮定した場合に、集束性レンズアレイ40の屈折率分布型レンズ42に焦点整合状態となる仮想的な発光位置上の点である(図9ないし図11の点Pbと同じである)。Paは発光位置と集束性レンズアレイ40の間に光透過要素TR1のみがあると仮定した場合に、集束性レンズアレイ40の屈折率分布型レンズ42に焦点整合状態となる仮想的な発光位置上の点である(図9ないし図11の点Paと同じである)。また、Pdは実際に集束性レンズアレイ40の屈折率分布型レンズ42に対して焦点整合状態となる発光位置にある点を示す。ここでは、光透過要素TR2に接する位置Pdで発光したと仮定する。また、βは発光位置上の点Pdから進行したある光束が光透過要素TR2から出射する位置と、発光位置上の点Pdを通り光透過要素TR1,TR2の端面に垂直な線との距離である。
【0081】
図12(a)および図12(b)においては、スネルの法則より式(15)が成立する。
nb・sinθb≒sinθb=na・sinθa=nd・sinθd ...(15)
ここで、nbは空気の屈折率であり、θbは光透過要素TR2がないと仮定した場合の空気と光透過要素TR1の間の界面での空気からの出射角(図10参照)、naは光透過要素TR1の屈折率であり、θaは光透過要素TR2がないと仮定した場合の空気と光透過要素TR1の間の界面での光透過要素TR1への入射角であり、光透過要素TR2がある場合の光透過要素TR2と光透過要素TR1の間の界面での光透過要素TR1への入射角である。na>nb≒1なので、θb>θaである。また、ndは光透過要素TR2の屈折率であり、θdは光透過要素TR2がある場合の光透過要素TR2と光透過要素TR1の間の界面での光透過要素TR2からの出射角である。nd>nb≒1なので、θb>θdである。さらに、図12(a)では、光透過要素TR1の屈折率naと光透過要素TR2の屈折率ndが互いに等しいので、θd=θaである。
【0082】
また、図12(a)および図12(b)においては式(16)および式(17)が成立する。
tanθd=β/dd ...(16)
tanθb=β/dc ...(17)
ここで、ddは光透過要素TR2の厚さ、dcは仮想的な発光位置上の点Paから光透過要素TR2と光透過要素TR1の間の界面までの距離である。
【0083】
式(15)ないし式(17)から式(18)が得られる。
dc=dd・cosθb/nd・cosθd ...(18)
【0084】
集束性レンズアレイ40を使用するような近軸光学系では、θdおよびθbがかなり小さく通常は例えば15°未満であるため、cosθb/cosθd≒1であり、式(18)は式(19)に書き換えることができる。
dc=dd/nd ...(19)
【0085】
図9で得られる式(14)に式(19)のdcを代入すると、式(20)が得られる。
L0=db+dc=da/na+dc=da/na+dd/nd ...(20)
【0086】
図12(a)では、光透過要素TR1の屈折率naと光透過要素TR2の屈折率ndが互いに等しいので、式(24)が得られる。
L0=da/na+dd/nd=(da+dd)/na ...(24)
【0087】
従って、集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離L0と、光透過要素TR1の厚さda、その屈折率na、光透過要素TR2の厚さddおよびそのndは、式(20)の関係を満たすと、実際の発光位置の光で形成された像は、集束性レンズアレイ40に対して焦点整合状態となる。また、以上の説明より明らかなように、空気よりも屈折率が高い光透過要素TR1,TR2が発光位置と集束性レンズアレイ40の間に介在することにより、集束性レンズアレイ40の物体側の焦点距離が延びることになる。つまり実際の発光位置上の点Pdが仮想的な発光位置上の点Pbよりも集束性レンズアレイ40から遠い方が、発光位置の光で形成された像は集束性レンズアレイ40に対して焦点整合状態となることが明らかである。
【0088】
例えば、L0=2.4mm、dd=0.5mm、光透過要素TR1,TR2がガラスでna=nd=1.52の場合には、2.4=0.5/1.52+da/1.52なので、da=3.148mmである。よって、実際の発光位置Pdと集束性レンズアレイ40の間の距離は、da+dd=3.648mmにするべきである。
【0089】
以上の考えを進めることにより、一般式(2)が得られる。図9ないし図12(b)では、固体の光透過要素TR1,TR2を例示したが、発光パネル12のEL素子14(特に発光層26)と集束性レンズアレイの間に空気の層があったとしても、その空気の層を光透過要素とみなして、その空気の層の屈折率n≒1と、その空気の層の厚さdを一般式(2)に代入してもよいことは当業者に明らかであろう。通常、光学的距離は、屈折率と厚さの積の合計として計算されるが、式(2)では集束性レンズアレイ40への焦点整合性をとるために屈折率に対する厚さの比の合計で計算される。
上述のように、発光パネル12と集束性レンズアレイ40との間に透明なスペーサ部材または透明な接着剤が介在する場合には、空気の層のみが介在する場合に比較して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にするのに適切な発光パネル12と集束性レンズアレイ40との間隔が長くなる。別の見方をすると、発光パネル12と集束性レンズアレイ40との間隔が固定的に定まっていて(例えば図6のカバー13に発光パネル12と集束性レンズアレイ40があらかじめ固定されている場合など)、その間隔が集束性レンズアレイ40の発光パネル12側の空気中の実際の作動距離よりも長い場合には、適切な厚さのスペーサ部材または接着剤を両者の間に配置することにより、実質的に作動距離を伸ばして、発光パネル12と集束性レンズアレイ40との固定的な間隔に一致させることが可能である。
【0090】
さらに、実施の形態で発光パネル12から発せられた光のうち集束性レンズアレイ40に進入する光の割合を向上させることにより、光の利用効率を高める効果の根拠を説明する。近軸光学系において、二つの媒体の界面での反射率は、それらの媒体の屈折率差が大きいほど大きい。従って、図9ないし図11に示すように、発光位置と集束性レンズアレイ40の間に空気の層がある場合には、固体の光透過要素(例えばガラス)と空気との界面および空気と屈折率分布型レンズ42との界面でかなりの光が反射するために、発光位置からの光のうち集束性レンズアレイ40に進入する光の割合が低い。他方、図12に示すように、発光位置と集束性レンズアレイ40の間に複数の光透過要素があり、これらの光透過要素の屈折率が近似している場合には、光透過要素同士(例えばガラスと接着剤38)の界面での反射は少なく、光透過要素と屈折率分布型レンズ42との界面での反射も少ない(屈折率分布型レンズ42の屈折率は場所により異なるとはいえ、ガラスの屈折率に近い)。このため、発光位置からの光のうち集束性レンズアレイ40に進入する光の割合が高い。
【0091】
上述した実施の形態では、発光パネル12と集束性レンズアレイ40が直接接合されているか、発光パネル12と集束性レンズアレイ40の間にスペーサ部材が介在する。発光パネル12と集束性レンズアレイ40を接着する場合や、スペーサ部材を発光パネル12または集束性レンズアレイ40に接着する場合には、ガラスに屈折率が近い接着剤が使用されている。従って、図1に示す従来技術に比較して、光の利用効率を高めることが可能である。
【0092】
図13(a)は、発光パネル12の封止体16と集束性レンズアレイ40の間に空気の層だけがある場合に、1つのスポットから発して屈折率分布型レンズ42に進入して感光体ドラム110上に結像しうる最も外側の光を示す。図13(b)は、発光パネル12の封止体16と集束性レンズアレイ40の間にスペーサ部材50がある場合に、1つのスポットから発して屈折率分布型レンズ42に進入して感光体ドラム110上に結像しうる最も外側の光を示す。図13(a)の空気中での最も外側の光の進行角はθbである。ここで、封止体16をガラスとしてその屈折率na=1.52、封止体16内での光の進行角を8°と仮定した場合、スネルの法則からθb=12.3°が得られる。他方、図13(b)のスペーサ部材50中での最も外側の光の進行角はθ50である。ここで、封止体16およびスペーサ部材50をガラスとしてその屈折率na=1.52、封止体16内での光の進行角を8°と仮定した場合、スネルの法則からθ50=8°が得られる。
【0093】
図13(a)のように、発光パネル12の封止体16と集束性レンズアレイ40の間に空気の層だけがある場合、封止体16と屈折率分布型レンズ42の距離は小さくすべきであり、その距離の許容差も少ない。例えば、この距離が適切値よりも大きい場合には、空気中の進行角θbが大であるために、かなりの光束が屈折率分布型レンズ42に進入できずに屈折率分布型レンズ42の外側に進行する。このため光の利用効率が悪い。逆に、この距離が適切値よりも小さい場合には、感光体ドラム110上に収束するスポットの直径dsが大きくなってしまう。つまり感光体ドラム110上で形成される潜像の解像度が悪い。
【0094】
これに対して、図13(b)のように、発光パネル12の封止体16と集束性レンズアレイ40の間にスペーサ部材50がある場合、封止体16と屈折率分布型レンズ42の距離は大きくすべきであり、その距離の許容差も大きい。従って、図13(a)の場合に生ずる不具合の程度が小さい。厚い封止体16が集束性レンズアレイ40と直接接合されている場合にも同じ効果が達成できる。
【0095】
<電気光学装置の製造方法>
次に、上述した各種の電気光学装置の製造方法、特に透明な接着剤を必要箇所に適切な厚さで設ける方法を説明する。まず、発光パネル12と集束性レンズアレイ40を直接接合する第1の実施の形態の製造方法を説明する。図5に示すように、発光パネル12と集束性レンズアレイ40を極めて薄い接着剤38で接着する場合には、製造方法は単純であり、発光パネル12と集束性レンズアレイ40の少なくとも一方に接着剤38をコートして、他方をこれに接着すればよい。
【0096】
図14は、発光パネル12と集束性レンズアレイ40を適切な厚さの接着剤で接着することにより、発光パネル12と集束性レンズアレイ40を直接接合する製造方法の最初の段階を示す。まず、集束性レンズアレイ40と発光パネル12を準備し、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0および接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。
【0097】
次に、図15に示すように、発光パネル12と集束性レンズアレイ40の間、例えば発光パネル12の上に透明な接着剤51をコートする。接着剤51は、上述した接着剤38と同じものでよい。次に、発光パネル12と集束性レンズアレイ40で、接着剤51を算出された厚さになるまで圧縮し、その状態で接着剤51を固化させる。これにより、図16および図17に示すように、所定の厚さの接着剤51により、発光パネル12と集束性レンズアレイ40とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、接着剤51を圧縮することにより、集束性レンズアレイ40の作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0098】
図14ないし図17に示す製造方法の変形として、次のようにしてもよい。まず、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0および接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。
【0099】
次に、図18に示すように、発光パネル12と集束性レンズアレイ40の間隔を算出された接着剤の厚さに等しくして、発光パネル12と集束性レンズアレイ40を相対的に固定する。さらに、相対的に固定された発光パネル12と集束性レンズアレイ40の間に、接着剤供給器Suを用いて透明な接着剤51を配置して固化させる。これにより、図16および図17に示すように、所定の厚さの接着剤51により、発光パネル12と集束性レンズアレイ40とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、相対的に固定された発光パネル12と集束性レンズアレイ40の間に透明な接着剤51を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0100】
次に、発光パネル12と集束性レンズアレイ40の間に光透過性のスペーサ部材50が介在する第2の実施の形態の製造方法を説明する。図7に示すように、発光パネル12とスペーサ部材50または集束性レンズアレイ40とスペーサ部材50を極めて薄い接着剤で接着する場合には、製造方法は単純であり、必要箇所に接着剤をコートすることによりこれらを接着すればよい。
【0101】
図19は、発光パネル12とスペーサ部材50を適切な厚さの接着剤で接着することにより、発光パネル12とスペーサ部材50を直接接合する製造方法の最初の段階を示す。まず、集束性レンズアレイ40を準備し、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、集束性レンズアレイ40とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0102】
次に、図20に示すように、発光パネル12とスペーサ部材50の間、例えば発光パネル12の上に透明な接着剤51をコートする。接着剤51は、上述した接着剤38と同じものでよい。次に、発光パネル12とスペーサ部材50で、接着剤51を算出された厚さになるまで圧縮し、その状態で接着剤51を固化させる。これにより、図21に示すように、所定の厚さの接着剤51により、スペーサ部材50と発光パネル12とが接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、接着剤51を圧縮することにより、集束性レンズアレイ40の作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0103】
図19ないし図21に示す製造方法の変形として、次のようにしてもよい。まず、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、図19に示すように、集束性レンズアレイ40とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0104】
次に、図22に示すように、発光パネル12とスペーサ部材50の間隔を算出された接着剤の厚さに等しくして、発光パネル12とスペーサ部材50を相対的に固定する。さらに、相対的に固定された発光パネル12とスペーサ部材50の間に、接着剤供給器Suを用いて透明な接着剤51を配置して固化させる。これにより、図21に示すように、所定の厚さの接着剤51により、発光パネル12とスペーサ部材50とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、相対的に固定された発光パネル12と集束性レンズアレイ40の間に透明な接着剤51を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0105】
図23は、集束性レンズアレイ40とスペーサ部材50を適切な厚さの接着剤で接着することにより、集束性レンズアレイ40とスペーサ部材50を直接接合する製造方法の最初の段階を示す。まず、集束性レンズアレイ40を準備し、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、発光パネル12とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0106】
次に、図24に示すように、集束性レンズアレイ40とスペーサ部材50の間、例えばスペーサ部材50の上に透明な接着剤51をコートする。接着剤51は、上述した接着剤38と同じものでよい。次に、集束性レンズアレイ40とスペーサ部材50で、接着剤51を算出された厚さになるまで圧縮し、その状態で接着剤51を固化させる。これにより、図25に示すように、所定の厚さの接着剤51により、スペーサ部材50と集束性レンズアレイ40とが接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、接着剤51を圧縮することにより、集束性レンズアレイ40の作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0107】
図23ないし図25に示す製造方法の変形として、次のようにしてもよい。まず、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、図23に示すように、発光パネル12とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0108】
次に、図26に示すように、集束性レンズアレイ40とスペーサ部材50の間隔を算出された接着剤の厚さに等しくして、集束性レンズアレイ40とスペーサ部材50を相対的に固定する。さらに、相対的に固定された集束性レンズアレイ40とスペーサ部材50の間に、接着剤供給器Suを用いて透明な接着剤51を配置して固化させる。これにより、図25に示すように、所定の厚さの接着剤51により、発光パネル12とスペーサ部材50とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、相対的に固定された発光パネル12と集束性レンズアレイ40の間に透明な接着剤51を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0109】
図19ないし図26を参照して、スペーサ部材50の片面に接着剤51を設ける手順を説明したが、これらを組み合わせて、図27に示すように、集束性レンズアレイ40とスペーサ部材50の隙間および発光パネル12とスペーサ部材50の隙間の両方に、適切な厚さの接着剤51を設けてもよい。
【0110】
上述した透明接着剤51の層の厚さを確実に適切にするために、接着剤51内に埋設されるギャップ確保材を設けてもよい。例えば、図28および図29に示すように、図16の発光パネル12と集束性レンズアレイ40の間に配置された接着剤51中に、ギャップ確保材gf1またはgf2を設けてもよい。図28のギャップ確保材gf1はボール状であり、図29のギャップ確保材gf2は角材状、板状または棒状である。
【0111】
ギャップ確保材gf1,gf2は固体であり、集束性レンズアレイ40と発光パネル12で接着剤51が圧縮されてもほとんど変形しない剛性を有すると好ましい。発光パネル12のEL素子14から集束性レンズアレイ40の屈折率分布型レンズ42に至る光路に、ギャップ確保材gf1またはgf2が配置される場合には、ギャップ確保材gf1またはgf2は透明で周囲の接着剤51とほぼ等しい屈折率を有することが好ましい。但し、光路から外れた位置にギャップ確保材gf1またはgf2が配置される場合には、ギャップ確保材gf1またはgf2の光学的特性は重要でない。
【0112】
このようにギャップ確保材が配置されることにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。このようなギャップ確保材gf1またはgf2をスペーサ部材50と発光パネル12の間に配置してもよいし、スペーサ部材50と集束性レンズアレイ40の間に配置してもよい。
【0113】
また、上述したいずれの製造方法を使用する場合にも、流動性のある固化前の接着剤の流出を防止し、所望の形状に接着剤が固化するように、図30に示すように、ガイド枠GUの間に接着剤51を配置すると好ましい。特に、ガイド枠GUは、集束性レンズアレイ40および発光パネル12の長い方の側面(図4参照)に平行に配置することが好ましい。このガイド枠GUに密着するように接着剤51を充填することにより、固化した接着剤51は集束性レンズアレイ40および発光パネル12の長い方の側面に平行で平坦な側面を有することになる。他方、集束性レンズアレイ40および発光パネル12の短い方の側面についてはガイド枠GUを設けなくてよい。このために、図16に示すように集束性レンズアレイ40および発光パネル12の短い方の側面からは接着剤51がはみ出してもよいし、短い方の側面よりも少し接着剤51が凹んでいてもよい。集束性レンズアレイ40に対する焦点整合性を予期した通りに得るためには、接着剤51は、発光パネル12上のEL素子14と集束性レンズアレイ40の屈折率分布型レンズ42までの光路に完全に配置されるべきである。この目的のためには、固化前の接着剤51をガイド枠GUに接触させつつ、集束性レンズアレイ40および発光パネル12の長手方向に接着剤51が流れてゆくようにすると、作業が簡単である。この結果、固化した接着剤51は集束性レンズアレイ40および発光パネル12の長い方の側面に平行で平坦な側面を有する一方、短い方の側面とは面一にならないことになるのである。
【0114】
また、上述したスペーサ部材50を使用するいずれの製造方法を使用する場合にも、図31ないし図33に示すように、スペーサ部材50には、接着剤51を配置するとともに集束性レンズアレイ40を嵌め込むための収容穴70が形成されていると好ましい。これにより、収容穴70内で接着剤51が固化するので接着剤51を端麗に仕上げることが可能である。また収容穴70により、スペーサ部材50に対して、集束性レンズアレイ40を正確に配置することが可能である。特に、図32および図33に示すように、収容穴70は集束性レンズアレイ40の長い方の側面に平行な内側面を有し、これらの内側面の間隔は集束性レンズアレイ40の幅にほぼ等しいことが好ましい。この収容穴70の内側面に密着するように接着剤51を充填することにより、固化した接着剤51は集束性レンズアレイ40の長い方の側面に平行で平坦な側面を有することになる。他方、集束性レンズアレイ40の短い方の側面は、収容穴70の側面から離れていてよい。このために、図16に示すように集束性レンズアレイ40および発光パネル12の短い方の側面からは接着剤51がはみ出してもよいし、短い方の側面よりも少し接着剤51が凹んでいてもよい。集束性レンズアレイ40に対する焦点整合性を予期した通りに得るためには、接着剤51は、発光パネル12上のEL素子14と集束性レンズアレイ40の屈折率分布型レンズ42までの光路に完全に配置されるべきである。この目的のためには、固化前の接着剤51を収容穴70の長い方の内側面に接触させつつ、集束性レンズアレイ40および発光パネル12の長手方向に接着剤51が流れてゆくようにすると、作業が簡単である。この結果、固化した接着剤51は集束性レンズアレイ40および発光パネル12の長い方の側面に平行で平坦な側面を有する一方、短い方の側面とは面一にならないことになるのである。
【0115】
図34および図35に示すように、スペーサ部材50の収容穴70の側面には、集束性レンズアレイ40をスペーサ部材50に接着する透明な接着剤51が収容穴70の底面から滲入可能な凹部72または73が形成されていると好ましい。固化前の接着剤51は流動性があるために収容穴70における必要な部分だけに接着剤51を配置することは困難であるが、収容穴70の側面に形成された凹部72または73に余分な接着剤51が滲入する。これにより、収容穴70の側面に対して接着剤51がより確実に接触するとともに、収容穴70の外側にはみ出す接着剤51の量が最小限になり、この電気光学装置の美観を損ねるおそれを低減できる。
【0116】
また、図27に示す電気光学装置を得るには、図36および図37に示すように、スペーサ部材50には、収容穴70に加えて(または収容穴70に代えて)、接着剤51を配置するとともに発光パネル12を嵌め込むための収容穴71が形成されていると好ましい。これにより、収容穴71内で接着剤51が固化するので接着剤51を端麗に仕上げることが可能である。また収容穴71により、スペーサ部材50に対して、発光パネル12を正確に配置することが可能である。図37に示すように、収容穴70は発光パネル12の特に封止体16の長い方の側面に平行な内側面を有し、これらの内側面の間隔は封止体16幅にほぼ等しいことが好ましい。これにより、固化前の接着剤51を収容穴71の長い方の内側面に接触させつつ、集束性レンズアレイ40および発光パネル12の長手方向に接着剤51が流れてゆくようにする作業を行って、発光パネル12上のEL素子14と集束性レンズアレイ40の屈折率分布型レンズ42までの光路に接着剤51を完全に配置することが可能である。上述した凹部72または73は、収容穴71に設けてもよい。
【0117】
さらに、図38および図39に示すように、スペーサ部材50には、発光パネル12と集束性レンズアレイ40をスペーサ部材50に接着する透明な接着剤51だけが配置される収容穴75,76が形成されていてもよい。これにより、収容穴75,76内で接着剤51が固化するので接着剤51を端麗に仕上げることが可能である。上述した凹部72または73は、収容穴75,76に設けてもよい。収容穴75,76の一方はなくてもよいし、収容穴75と収容穴71がスペーサ部材に形成されていてもよいし、収容穴70と収容穴76がスペーサ部材に形成されていてもよい。
【0118】
また、上述したスペーサ部材50を使用するいずれの製造方法を使用する場合にも、図40または図41に示すように、スペーサ部材50の両面に接着剤51が滲入する溝78,79が形成されていてもよい。このスペーサ部材50の一方の面には、スペーサ部材50の長手方向に延びる一対の溝78が形成されており、他方の面にもスペーサ部材50の長手方向に延びる一対の溝79が形成されている。図42および図44に示すように、接着剤51は一対の溝78の間に配置される。図44に示すように、他方の面では、接着剤51は一対の溝79の間に配置される。図43および図44に示すように、集束性レンズアレイ40は、その両方の側端縁が溝78に重なるように、スペーサ部材50の一方の面の中央に配置されて接着される。図44に示すように、封止体16は、その両方の側端縁が溝79に重なるように、スペーサ部材50の他方の面の中央に配置されて接着される。
【0119】
固化前の接着剤51は流動性があるためにスペーサ部材50における必要な部分だけに接着剤51を配置することは困難であるが、図44に示すように、スペーサ部材50に形成された溝78,79に余分な接着剤51が滲入する。このため、スペーサ部材50と発光パネル12または集束性レンズアレイ40の隙間から外側にはみ出す接着剤51の量を最小限にし、この電気光学装置の美観を損ねるおそれを低減できる。溝はスペーサ部材50の一方の面だけに設けてもよい。
【0120】
<画像印刷装置>
上述したように、実施の形態の電気光学装置(例えば電気光学装置10,10A)は、電子写真方式を利用した画像印刷装置における像担持体に潜像を書き込むためのライン型の光ヘッドとして用いることが可能である。画像印刷装置の例としては、プリンタ、複写機の印刷部分およびファクシミリの印刷部分がある。
【0121】
図45は、実施の形態の電気光学装置のいずれかをライン型の光ヘッドとして用いた画像印刷装置の一例を示す縦断面図である。この画像印刷装置は、ベルト中間転写体方式を利用したタンデム型のフルカラー画像印刷装置である。
【0122】
この画像印刷装置では、同様な構成の4個の有機ELアレイ露光ヘッド10K,10C,10M,10Yが、同様な構成である4個の感光体ドラム(像担持体)110K,110C,110M,110Yの露光位置にそれぞれ配置されている。有機ELアレイ露光ヘッド10K,10C,10M,10Yは上述した実施の形態の電気光学装置のいずれかである。
【0123】
図45に示すように、この画像印刷装置には、駆動ローラ121と従動ローラ122が設けられており、これらのローラ121,122には無端の中間転写ベルト120が巻回されて、矢印に示すようにローラ121,122の周囲を回転させられる。図示しないが、中間転写ベルト120に張力を与えるテンションローラなどの張力付与手段を設けてもよい。
【0124】
この中間転写ベルト120の周囲には、互いに所定間隔をおいて4個の外周面に感光層を有する感光体ドラム110K,110C,110M,110Yが配置される。添え字K,C,M,Yはそれぞれ黒、シアン、マゼンタ、イエローの顕像を形成するために使用されることを意味している。他の部材についても同様である。感光体ドラム110K,110C,110M,110Yは、中間転写ベルト120の駆動と同期して回転駆動される。
【0125】
各感光体ドラム110(K,C,M,Y)の周囲には、コロナ帯電器111(K,C,M,Y)と、有機ELアレイ露光ヘッド10(K,C,M,Y)と、現像器114(K,C,M,Y)が配置されている。コロナ帯電器111(K,C,M,Y)は、対応する感光体ドラム110(K,C,M,Y)の外周面を一様に帯電させる。有機ELアレイ露光ヘッド10(K,C,M,Y)は、感光体ドラムの帯電させられた外周面に静電潜像を書き込む。各有機ELアレイ露光ヘッド10(K,C,M,Y)は、複数のOLED素子14の配列方向が感光体ドラム110(K,C,M,Y)の母線(主走査方向)に沿うように設置される。静電潜像の書き込みは、上記の複数のOLED素子14により光を感光体ドラムに照射することにより行う。現像器114(K,C,M,Y)は、静電潜像に現像剤としてのトナーを付着させることにより感光体ドラムに顕像すなわち可視像を形成する。
【0126】
このような4色の単色顕像形成ステーションにより形成された黒、シアン、マゼンタ、イエローの各顕像は、中間転写ベルト120上に順次一次転写されることにより、中間転写ベルト120上で重ね合わされて、この結果フルカラーの顕像が得られる。中間転写ベルト120の内側には、4つの一次転写コロトロン(転写器)112(K,C,M,Y)が配置されている。一次転写コロトロン112(K,C,M,Y)は、感光体ドラム110(K,C,M,Y)の近傍にそれぞれ配置されており、感光体ドラム110(K,C,M,Y)から顕像を静電的に吸引することにより、感光体ドラムと一次転写コロトロンの間を通過する中間転写ベルト120に顕像を転写する。
【0127】
最終的に画像を形成する対象としてのシート102は、ピックアップローラ103によって、給紙カセット101から1枚ずつ給送されて、駆動ローラ121に接した中間転写ベルト120と二次転写ローラ126の間のニップに送られる。中間転写ベルト120上のフルカラーの顕像は、二次転写ローラ126によってシート102の片面に一括して二次転写され、定着部である定着ローラ対127を通ることでシート102上に定着される。この後、シート102は、排紙ローラ対128によって、装置上部に形成された排紙カセット上へ排出される。
【0128】
図45の画像印刷装置は、書き込み手段として有機ELアレイを有する電気光学装置のいずれかを用いているので、上述した通り光の利用効率を高めることが容易である。
【0129】
次に、本発明に係る画像印刷装置の他の実施の形態について説明する。
図46は、実施の形態の電気光学装置(例えば電気光学装置10,10A)のいずれかをライン型の光ヘッドとして用いた他の画像印刷装置の縦断面図である。この画像印刷装置は、ベルト中間転写体方式を利用したロータリ現像式のフルカラー画像印刷装置である。図46に示す画像印刷装置において、感光体ドラム(像担持体)165の周囲には、コロナ帯電器168、ロータリ式の現像ユニット161、有機ELアレイ露光ヘッド167、中間転写ベルト169が設けられている。
【0130】
コロナ帯電器168は、感光体ドラム165の外周面を一様に帯電させる。有機ELアレイ露光ヘッド167は、感光体ドラム165の帯電させられた外周面に静電潜像を書き込む。有機ELアレイ露光ヘッド167は、上述した実施の形態の電気光学装置のいずれかであり、複数のOLED素子14の配列方向が感光体ドラム165の母線(主走査方向)に沿うように設置される。静電潜像の書き込みは、上記の複数のOLED素子14により光を感光体ドラムに照射することにより行う。
【0131】
現像ユニット161は、4つの現像器163Y,163C,163M,163Kが90°の角間隔をおいて配置されたドラムであり、軸161aを中心にして反時計回りに回転可能である。現像器163Y,163C,163M,163Kは、それぞれイエロー、シアン、マゼンタ、黒のトナーを感光体ドラム165に供給して、静電潜像に現像剤としてのトナーを付着させることにより感光体ドラム165に顕像すなわち可視像を形成する。
【0132】
無端の中間転写ベルト169は、駆動ローラ170a、従動ローラ170b、一次転写ローラ166およびテンションローラに巻回されて、これらのローラの周囲を矢印に示す向きに回転させられる。一次転写ローラ166は、感光体ドラム165から顕像を静電的に吸引することにより、感光体ドラムと一次転写ローラ166の間を通過する中間転写ベルト169に顕像を転写する。
【0133】
具体的には、感光体ドラム165の最初の1回転で、露光ヘッド167によりイエロー(Y)像のための静電潜像が書き込まれて現像器163Yにより同色の顕像が形成され、さらに中間転写ベルト169に転写される。また、次の1回転で、露光ヘッド167によりシアン(C)像のための静電潜像が書き込まれて現像器163Cにより同色の顕像が形成され、イエローの顕像に重なり合うように中間転写ベルト169に転写される。そして、このようにして感光体ドラム9が4回転する間に、イエロー、シアン、マゼンタ、黒の顕像が中間転写ベルト169に順次重ね合わせられ、この結果フルカラーの顕像が転写ベルト169上に形成される。最終的に画像を形成する対象としてのシートの両面に画像を形成する場合には、中間転写ベルト169に表面と裏面の同色の顕像を転写し、次に中間転写ベルト169に表面と裏面の次の色の顕像を転写する形式で、フルカラーの顕像を中間転写ベルト169上で得る。
【0134】
画像印刷装置には、シートが通過させられるシート搬送路174が設けられている。シートは、給紙カセット178から、ピックアップローラ179によって1枚ずつ取り出され、搬送ローラによってシート搬送路174を進行させられ、駆動ローラ170aに接した中間転写ベルト169と二次転写ローラ171の間のニップを通過する。二次転写ローラ171は、中間転写ベルト169からフルカラーの顕像を一括して静電的に吸引することにより、シートの片面に顕像を転写する。二次転写ローラ171は、図示しないクラッチにより中間転写ベルト169に接近および離間させられるようになっている。そして、シートにフルカラーの顕像を転写する時に二次転写ローラ171は中間転写ベルト169に当接させられ、中間転写ベルト169に顕像を重ねている間は二次転写ローラ171から離される。
【0135】
上記のようにして画像が転写されたシートは定着器172に搬送され、定着器172の加熱ローラ172aと加圧ローラ172bの間を通過させられることにより、シート上の顕像が定着する。定着処理後のシートは、排紙ローラ対176に引き込まれて矢印Fの向きに進行する。両面印刷の場合には、シートの大部分が排紙ローラ対176を通過した後、排紙ローラ対176が逆方向に回転させられ、矢印Gで示すように両面印刷用搬送路175に導入される。そして、二次転写ローラ171により顕像がシートの他面に転写され、再度定着器172で定着処理が行われた後、排紙ローラ対176でシートが排出される。
【0136】
図46の画像印刷装置は、書き込み手段として有機ELアレイを有する露光ヘッド167(実施の形態の電気光学装置のいずれか)を用いているので、上述した通り光の利用効率を高めることが容易である。
【0137】
以上、実施の形態の電気光学装置のいずれかを応用可能な画像印刷装置を例示したが、他の電子写真方式の画像印刷装置にも実施の形態の電気光学装置のいずれかを応用することが可能であり、そのような画像印刷装置は本発明の範囲内にある。例えば、中間転写ベルトを使用せずに感光体ドラムから直接シートに顕像を転写するタイプの画像印刷装置や、モノクロの画像を形成する画像印刷装置にも電気光学装置のいずれかを応用することが可能である。
【0138】
<他の応用>
本発明に係る電気光学装置は、さらに各種の露光装置および照明装置に応用することが可能である。
【0139】
上記の電気光学装置の発光パネルでは、与えられる電気的なエネルギを光学的エネルギに変換する発光素子としてOLED素子が使用されているが、他の発光素子(例えば無機EL素子、プラズマディスプレイ素子)を発光パネルに使用してもよい。また、ボトムエミッションタイプの発光パネルを使用してもよい。ボトムエミッションタイプの発光パネルでは、発光素子で発せられた光が透明な基板を通って放出される。この基板に直接的に集束性レンズアレイを接合してもよいし、この基板と集束性レンズアレイの間にスペーサ部材を配置してもよい。
【0140】
また、上記の電気光学装置では、発光素子を有する発光パネルに集束性レンズアレイ40が取り付けられているが、多数のライトバルブ画素を有するライトバルブパネルに集束性レンズアレイを取り付けてもよい。ライトバルブ画素は、与えられる電気的エネルギにより光の透過率が変化する画素であり、例えば液晶の画素、エレクトロケミカルディスプレイの画素、電気泳動ディスプレイの画素、分散粒子配向型ディスプレイの画素が含まれる。これらは、いずれも別個の光源からの光の透過量を調整する。発光パネル12の代わりに、例えば液晶パネルのようなライトバルブパネルをマイクロレンズアレイに取り付けて、別個の光源からの光がライトバルブパネルと集束性レンズアレイを透過するようにすることが可能である。このような電気光学装置は、図45または図46に示された用途に使用することもできるし、スクリーンに画像を投射するプロジェクタに使用することも可能である。
【図面の簡単な説明】
【0141】
【図1】従来の画像印刷装置の一部の概略を示す斜視図である。
【図2】本発明の第1の実施の形態に係る電気光学装置の概略を示す斜視図である。
【図3】本発明の電気光学装置で使用される集束性レンズアレイの概略を示す斜視図である。
【図4】図2の電気光学装置の平面図である。
【図5】図4のA−A線矢視断面図である。
【図6】図2の電気光学装置の正面図である。
【図7】本発明の第2の実施の形態に係る電気光学装置の概略を示す正面図である。
【図8】図7の電気光学装置で使用されるスペーサ部材の断面図である。
【図9】実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に固体の光透過要素と空気の層が存在し、光透過要素が発光位置に隣接する場合の光の進路の例を示す模式図である。
【図10】実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に固体の光透過要素と空気の層が存在し、光透過要素が屈折率分布型レンズに隣接する場合の光の進路の例を示す模式図である。
【図11】実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に固体の光透過要素と空気の層が存在し、光透過要素が発光位置からも屈折率分布型レンズからも離れている場合の光の進路の例を示す模式図である。
【図12】(a)は実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に、同屈折率の二つの光透過要素が存在する場合の光の進路の例を示す模式図であり、(b)は実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に、異なる屈折率の二つの光透過要素が存在する場合の光の進路の例を示す模式図である。
【図13】(a)は、発光パネルの封止体と集束性レンズアレイの間に空気の層だけがある場合に、1つのスポットから発して屈折率分布型レンズに進入して感光体ドラム上に結像しうる最も外側の光を示す模式図であり、(b)は、発光パネルの封止体と集束性レンズアレイの間にスペーサ部材がある場合に、1つのスポットから発して屈折率分布型レンズに進入して感光体ドラム上に結像しうる最も外側の光を示す模式図である。
【図14】発光パネルと集束性レンズアレイを適切な厚さの接着剤で接着することにより、発光パネルと集束性レンズアレイを直接接合する電気光学装置の製造方法の最初の段階を示す側面図である。
【図15】図14の次の段階を示す側面図である。
【図16】図15の段階の後に完成した電気光学装置を示す側面図である。
【図17】図16の電気光学装置の正面図である。
【図18】図14ないし図17に示す製造方法の変形の製造方法での一段階を示す側面図である。
【図19】発光パネルとスペーサ部材を適切な厚さの接着剤で接着することにより、発光パネルとスペーサ部材を直接接合する電気光学装置の製造方法の最初の段階を示す側面図である。
【図20】図19の次の段階を示す側面図である。
【図21】図20の段階の後に完成した電気光学装置を示す側面図である。
【図22】図19ないし図21に示す製造方法の変形の製造方法での一段階を示す側面図である。
【図23】集束性レンズアレイとスペーサ部材を適切な厚さの接着剤で接着することにより、集束性レンズアレイとスペーサ部材を直接接合する電気光学装置の製造方法の最初の段階を示す側面図である。
【図24】図23の次の段階を示す側面図である。
【図25】図24の段階の後に完成した電気光学装置を示す側面図である。
【図26】図23ないし図25に示す製造方法の変形の製造方法での一段階を示す側面図である。
【図27】図19ないし図26に示す製造方法を組み合わせて製造しうる電気光学装置の側面図である。
【図28】接着剤中にギャップ確保材が埋設された電気光学装置の側面図である。
【図29】接着剤中に他のギャップ確保材が埋設された電気光学装置の側面図である。
【図30】ガイド枠を用いて接着剤を固化させる工程を示す正面図である。
【図31】接着剤を収容する収容穴を有するスペーサ部材に集束性レンズアレイが接着された状態を示す側面断面図である。
【図32】図31の平面図である。
【図33】図31の正面断面図である。
【図34】接着剤を収容する収容穴の変形例を示す平面図である。
【図35】接着剤を収容する収容穴の変形例を示す正面断面図である。
【図36】接着剤を収容する収容穴を有する他のスペーサ部材に集束性レンズアレイが接着された状態を示す側面断面図である。
【図37】図36の正面断面図である。
【図38】接着剤を収容する収容穴を有する他のスペーサ部材に集束性レンズアレイが接着された状態を示す側面断面図である。
【図39】図38の正面断面図である。
【図40】接着剤が滲入する溝を両面に有するスペーサ部材を示す平面図である。
【図41】図40の断面図である。
【図42】図40のスペーサ部材に配置された接着剤を示す平面図である。
【図43】図40のスペーサ部材に配置された集束性レンズアレイを示す平面図である。
【図44】図40のスペーサ部材を有する電気光学装置の正面断面図である。
【図45】第1から第5の実施の形態のいずれかの電気光学装置を用いた画像形成装置の一例を示す縦断面図である。
【図46】第1から第5の実施の形態のいずれかの電気光学装置を用いた画像形成装置の他の例を示す縦断面図である。
【符号の説明】
【0142】
10,10A…電気光学装置、12…発光パネル(電気光学パネル)、14…EL素子(電気光学素子)、16…封止体、26…発光層、38,51…接着剤、40…集束性レンズアレイ、42…屈折率分布型レンズ、50…スペーサ部材、67…光吸収層、gf1,gf2…ギャップ確保材、70,71,75,76…収容穴、72,73…凹部、78,79…溝、110,165…感光体ドラム、10K,10C,10M,10Y,167,206…有機ELアレイ露光ヘッド(電気光学装置)。
【技術分野】
【0001】
本発明は、例えば発光素子またはライトバルブ素子のような電気光学素子が配列された電気光学パネルを備えた電気光学装置、この電気光学装置を用いた画像印刷装置および電気光学装置の製造方法に関する。
【背景技術】
【0002】
電子写真方式の画像印刷装置の像担持体(例えば感光体ドラム)に静電潜像を書き込むために、エレクトロルミネセント素子(以下、「EL素子」と呼ぶ)のアレイを使用する技術が開発されている。このような技術では、一般的に、EL素子アレイと像担持体の間に集束性レンズアレイが配置される(例えば、特許文献1および特許文献2の図7参照)。集束性レンズアレイとしては、例えば日本板硝子株式会社から入手可能なSLA(セルフォック・レンズ・アレイ)がある(セルフォック\SELFOCは日本板硝子株式会社の登録商標)。
【0003】
図1は、集束性レンズアレイを使用した従来の画像印刷装置の一部の概略を示す斜視図である。この画像印刷装置では、EL素子アレイが設けられた発光パネル12と感光体ドラム110の間に、集束性レンズアレイ40が配置されている。発光パネル12のEL素子アレイからの光は、集束性レンズアレイ40の複数の屈折率分布型レンズを透過し、感光体ドラム110に到達する。
【0004】
通常、集束性レンズアレイの物体側の作動距離L0の理想値つまり設計値と像側の作動距離L1の理想値つまり設計値は等しいように設計されている。従って、集束性レンズアレイ40を発光パネル12と感光体ドラム110の間に配置する場合には、集束性レンズアレイ40の光の入口とEL素子アレイの間の距離は、集束性レンズアレイ40の光の出口と像担持体としての感光体ドラム110の間の距離に等しいことが当然と考えられている。
【0005】
【特許文献1】特開昭63−103288号公報
【特許文献2】特開2004−58448号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、集束性レンズアレイ40の光の入口とEL素子アレイの間に作動距離L0にほぼ等しい距離の空間すなわち空気の層が存在することにより、EL素子から発せられた光のうち集束性レンズアレイ40に進入しない光が存在する。すなわち光の利用効率が悪いという問題がある。
【0007】
そこで、本発明は、光の損失を低減することが可能な電気光学装置、この電気光学装置を用いた画像印刷装置および電気光学装置の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明に係る電気光学装置は、与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイとを備え、前記電気光学パネルと前記集束性レンズアレイが直接接合されているものである。
【0009】
ここで、「電気光学素子」とは、与えられた電気的なエネルギにより光学的特性(発光特性または光の透過特性)が変化する素子を意味する。電気的なエネルギにより光学的特性が変化する素子としては、電気的なエネルギを光学的エネルギに変換する発光素子(例えばエレクトロルミネセント発光素子、プラズマディスプレイ素子)および電気的エネルギにより光の透過率が変化するライトバルブ画素(例えば液晶の画素、電気泳動ディスプレイの画素)がある。「電気光学パネル」は、電気光学素子のアレイが設けられたパネルである。「直接接合」は、電気光学パネルと集束性レンズアレイが互いに直接接触して接合されている状態と、電気光学パネルと集束性レンズアレイが間に透明な接着剤を介して互いに接合されている状態のいずれでよいことを意味する。電気光学パネルと集束性レンズアレイとの間に接着剤が介在する場合には、空気の層のみが介在する場合に比較して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にするのに適切な電気光学パネルと集束性レンズアレイとの間隔が長くなる。別の見方をすると、電気光学パネルと集束性レンズアレイとの間隔が固定的に定まっていて、その間隔が集束性レンズアレイの電気光学パネル側の空気中の実際の作動距離よりも長い場合には、適切な厚さの接着剤を両者の間に配置することにより、実質的に作動距離を伸ばして、電気光学パネルと集束性レンズアレイとの固定的な間隔に一致させることが可能である。
【0010】
本発明の構成によれば、電気光学パネルと集束性レンズアレイが直接接合されていることにより、電気光学パネルから発せられた光(または電気光学パネルを透過した光)のうち集束性レンズアレイに進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。
【0011】
前記電気光学パネルと前記集束性レンズアレイは接着剤で接合され、前記電気光学パネルと前記集束性レンズアレイの間には前記接着剤の厚さを規制するギャップ確保材が配置されていてもよい。このようにギャップ確保材が配置されることにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0012】
本発明に係る電気光学装置は、与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイと、前記電気光学パネルと前記集束性レンズアレイとの間に介在させられ、前記電気光学パネルと前記集束性レンズアレイに接合された光透過性のスペーサ部材とを備えるものでもよい。
【0013】
ここで、「接合」とは、スペーサ部材が電気光学パネルと集束性レンズアレイに直接接触して互いに接合されている状態と、スペーサ部材が電気光学パネルと集束性レンズアレイの少なくとも一方に間に透明な接着剤を介して接合されている状態のいずれでもよいことを意味する。スペーサ部材は単一でもよいが、複数のスペーサ部材が積層されていてもよい。このように電気光学パネルと集束性レンズアレイとの間にスペーサ部材が介在させられていることにより、電気光学パネルから発せられた光(または電気光学パネルを透過した光)のうち集束性レンズアレイに進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。また、電気光学パネルと集束性レンズアレイとの間にスペーサ部材が介在する場合には、空気の層のみが介在する場合に比較して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にするのに適切な電気光学パネルと集束性レンズアレイとの間隔が長くなる。別の見方をすると、電気光学パネルと集束性レンズアレイとの間隔が固定的に定まっていて、その間隔が集束性レンズアレイの電気光学パネル側の空気中の実際の作動距離よりも長い場合には、適切な厚さのスペーサ部材を両者の間に配置することにより、実質的に作動距離を伸ばして、電気光学パネルと集束性レンズアレイとの固定的な間隔に一致させることが可能である。
【0014】
前記スペーサ部材には、前記電気光学パネルにも前記集束性レンズアレイにも対向しない面に光吸収層が形成されていると好ましい。これによれば、スペーサ部材の電気光学パネルにも集束性レンズアレイにも対向しない面での内部反射による光束が集束性レンズアレイに進入する事態を低減することが可能である。従って、電気光学パネルからスペーサ部材を通って集束性レンズアレイに直進する光束による像に内部反射した光束による像が混ざることが抑制される。
【0015】
前記スペーサ部材には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が配置される収容穴が形成されていると好ましい。これによれば、収容穴内で接着剤が固化するので接着剤を端麗に仕上げることが可能である。
【0016】
前記収容穴には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方が嵌め込まれていると好ましい。これにより、スペーサ部材に対して、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を正確に配置することが可能である。
【0017】
前記スペーサ部材の前記収容穴の側面には、前記接着剤が前記収容穴の底面から滲入可能な凹部が形成されていると好ましい。固化前の接着剤は流動性があるために収容穴における必要な部分だけに接着剤を配置することは困難であるが、収容穴の側面に形成された凹部に余分な接着剤が滲入する。これにより、収容穴の側面に対して接着剤がより確実に接触するとともに、収容穴の外側にはみ出す接着剤の量が最小限になり、この電気光学装置の美観を損ねるおそれを低減できる。
【0018】
前記スペーサ部材の前記電気光学パネルと前記集束性レンズアレイの少なくとも一方に対向する面に、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が滲入する溝が形成されていてもよい。固化前の接着剤は流動性があるためにスペーサ部材における必要な部分だけに接着剤を配置することは困難であるが、スペーサ部材に形成された溝に余分な接着剤が滲入する。このため、スペーサ部材と電気光学パネルまたは集束性レンズアレイの隙間から外側にはみ出す接着剤の量を最小限にし、この電気光学装置の美観を損ねるおそれを低減できる。
【0019】
前記電気光学パネルと前記集束性レンズアレイと前記スペーサ部材は透明な接着剤で接合され、前記電気光学パネルと前記スペーサ部材の隙間および前記集束性レンズアレイと前記スペーサ部材の隙間の少なくとも一方には前記接着剤の厚さを規制するギャップ確保材が配置されていてもよい。このようにギャップ確保材が配置されることにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0020】
この電気光学装置では、前記電気光学パネルの電気光学素子と前記集束性レンズアレイの間にある光透過要素の各々の屈折率をni、前記光透過要素の各々の厚さをdi、前記光透過要素の数をm、前記集束性レンズアレイの電気光学パネル側の空気中の作動距離をL0としたとき、式(1)を満たすことが好ましい。式(1)の関係を満たすことにより、電気光学パネル上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。式(1)で使用する作動距離L0としては、作動距離L0の設計値でもよいが、実際に測定して得られた値が好ましい。
【0021】
本発明に係る画像印刷装置は、像担持体と、前記像担持体を帯電する帯電器と、前記電気光学パネルから進行して前記集束性レンズアレイを透過する光を、前記像担持体の帯電された面に照射して潜像を形成する前記の電気光学装置と、前記潜像にトナーを付着させることにより前記像担持体に顕像を形成する現像器と、前記像担持体から前記顕像を他の物体に転写する転写器とを備える。上記のように本発明に係る電気光学装置によれば、光の利用効率を高めることが容易である。
【0022】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程と、前記電気光学パネルと前記集束性レンズアレイで、前記接着剤を圧縮する工程とを有する。このように接着剤を圧縮することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0023】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイを相対的に固定する工程と、相対的に固定された前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程とを有するのでもよい。前記電気光学パネルと前記集束性レンズアレイを相対的に固定して、その間に透明な接着剤を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0024】
さらに、これらのいずれかの製造方法において、前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、前記作動距離L0および前記接着剤の固化時の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有するのでもよい。式(1)の関係を満たすことにより、集束性レンズアレイの実際の作動距離に適した厚さが得られ、電気光学パネル上の像が集束性レンズアレイに対してほぼ焦点整合状態になる。
【0025】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程と、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材で、前記接着剤を圧縮する工程とを有するのでもよい。このように接着剤を圧縮することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0026】
本発明に係る電気光学装置の製造方法は、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材を相対的に固定する工程と、相対的に固定された電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程とを有するのでもよい。前記電気光学パネルまたは前記集束性レンズアレイとスペーサ部材を相対的に固定して、その間に透明な接着剤を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。
【0027】
さらに、これらのいずれかの製造方法において、前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、前記作動距離L0、前記接着剤の固化時の屈折率および前記スペーサ部材の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有するのでもよい。式(1)の関係を満たすことにより、集束性レンズアレイの実際の作動距離に適した厚さが得られ、電気光学パネル上の像が集束性レンズアレイに対してほぼ焦点整合状態になる。
【発明を実施するための最良の形態】
【0028】
<第1の実施の形態>
図2は、本発明の第1の実施の形態に係る電気光学装置10の概略を示す斜視図である。図に例示された電気光学装置10は、電子写真方式を利用した画像印刷装置における像担持体(例えば図2に示すように感光体ドラム110)に潜像を書き込むためのライン型の光ヘッドとして用いられる。電気光学装置10は、複数の有機EL素子(電気光学素子)が同一平面上に配列された発光パネル(電気光学パネル)12と、発光パネル12に重ねられた集束性レンズアレイ40を備える。集束性レンズアレイ40は、EL素子アレイが設けられた発光パネル12と感光体ドラム110の間に配置されている。発光パネル12の有機EL素子アレイからの光は、集束性レンズアレイ40の複数の屈折率分布型レンズを透過し、感光体ドラム110に到達する。
【0029】
図3に示すように、集束性レンズアレイ40は、複数の屈折率分布型レンズ42を有する。屈折率分布型レンズ42の各々は、中心軸すなわち光軸での屈折率が低く、中心軸から離れるほど屈折率が高くなるように形成されたグレーデッドインデックス光ファイバであり、発光パネル12から進行する光を透過させて発光パネル12上の像に対する正立像を感光体ドラム110に結像可能である。これらの複数の屈折率分布型レンズ42で得られた像は感光体ドラム110上で1つの連続した像を構成する。集束性レンズアレイ40の具体例には、例えば日本板硝子株式会社から入手可能なSLA(セルフォック・レンズ・アレイ)がある
【0030】
図4はこの電気光学装置の平面図である。図4に示すように、屈折率分布型レンズ42は、二列かつ千鳥状のパターンで配列されており、仮想線で示された集束性レンズアレイ40の筐体に固定されている。これらの屈折率分布型レンズ42の各々は、発光パネル12のEL素子14が形成された領域に重なっている。屈折率分布型レンズ42の配列パターンは図示の形態に限定されず、単列または三列以上でもよいし他の適切なパターンで配列されていてもよい。
【0031】
図5は図4のA−A線矢視断面図である。図5に示すように、発光パネル12は平板状の基板18を備える。基板18は、ガラス、プラスチック、セラミックまたは金属などの適切な材料により形成されており、透明であってもよいし不透明であってもよい。基板18の上には駆動素子層20が形成されており、その上には多数の発光素子としてのEL素子14が形成されている。各EL素子14は印加された電圧に応じて発光する。
【0032】
駆動素子層20の内部の詳細な図示は省略するが、ここには、複数のTFT(薄膜トランジスタ)素子およびTFT素子に電流を供給する線が設けられている。TFT素子はそれぞれEL素子14に駆動電圧を与える。
【0033】
図示の形態では、各EL素子14から発せられた光が、基板18とは反対側に図5中の上方に放出させられる。すなわち、この発光パネル12はトップエミッションタイプのOLED発光パネルである。EL素子14の各々は、駆動素子層20の上に形成された陽極22と、陽極22上に成膜された正孔注入層24と、その上に成膜された発光層26と、その上に成膜された陰極28を有する。陰極28は、複数のEL素子14にとって共通である。
【0034】
発光層26で発せられた光を上方に放出させるために、陽極22は例えばアルミニウムのような反射する導電材料で形成されており、陰極28は透明なITO(Indium Tin Oxide)で形成されている。正孔注入層24および発光層26は、絶縁層30および隔壁32で画定された凹部内に形成されている。絶縁層30の材料には例えばSiO2があり、隔壁32の材料には例えばポリイミドがある。
【0035】
この実施の形態の各EL素子14の構成は上記の通りであるが、本発明に利用可能な発光素子のバリエーションとしては、陰極と発光層の間に電子注入層を設けたタイプや、適切な位置に絶縁層を設けたタイプなど他の層を有するタイプであってもよい。
【0036】
基板18には封止体16が接合されている。封止体16は、基板18と協働して、EL素子14を外気、特に水分および酸素から隔離してその劣化を抑制する。封止体16は、例えばガラスまたは透明なプラスチックから形成されうる。基板18への封止体16の取り付けには接着剤34が用いられる。接着剤34としては、例えば熱硬化型接着剤または紫外線硬化型接着剤が用いられる。駆動素子層20が封止体16よりも外側に延びる領域では、図5に示すように接着剤34は駆動素子層20を覆っている。
【0037】
この実施の形態ではキャップ封止が使用されている。具体的には、封止体16の周縁部は接着剤34により基板18に接合されており、EL素子14の周囲に封止体16と基板18とで画定される空間が設けられている。好ましくは、この空間内に乾燥剤が配置される。EL素子14をさらに外気から隔離して保護するために一つ以上のパッシベーション層を封止体16の周囲に設けてもよい。
【0038】
発光パネル12の封止体16には、集束性レンズアレイ40が接着剤38により接合されている。接着剤38としては、例えば熱硬化型接着剤または紫外線硬化型接着剤が用いられる。封止体16と集束性レンズアレイ40の屈折率分布型レンズ42は、両者間に接着剤38が介在しない状態で直接接触してもよいし、接着剤38を両者間に介して互いに接合されてもよい。封止体16と屈折率分布型レンズ42の間に接着剤38が介在する場合には、接着剤38は透明である。
【0039】
使用可能な接着剤38の例としては、固化後の屈折率がガラスに近い屈折率1.514の紫外線硬化型エポキシ系接着剤であるダイキン工業(株)製のオプトダイン(商標)UV−3200、固化後の屈折率がガラスよりも大きい屈折率1.63の紫外線硬化型エポキシ系接着剤である(株)アーデル製のオプトクレーブ(商標)HV153、および固化後の屈折率が1.567の紫外線硬化型エポキシ系接着剤であるダイキン工業(株)製のオプトダイン(商標)UV−4000を挙げることができるが、これらには限定されない。
【0040】
このようにして発光パネル12の各EL素子14から発した光は、図5の矢印Bに示すように、屈折率分布型レンズ42に進入する。そして図6に示すように、光は集束性レンズアレイ40を透過して感光体ドラム110に照射させられる。
【0041】
図6に仮想線で示すように、発光パネル12はカバー13に取り付けられており、カバー13は発光パネル12および集束性レンズアレイ40のすべての側面を覆っている。カバー13は、外部の光が発光パネル12、例えば封止体16を通って集束性レンズアレイ40に進入する事態を低減し、像が乱されることを抑制する。他の図では、カバー13の図示を省略するが、実際にはカバー13が設けられている。また、後述する他の実施の形態でも、同様の目的でカバーが設けられている。
【0042】
この実施の形態に係る電気光学装置10ひいては画像印刷装置は、式(1)を満たすように、設計されていることが好ましい。式(1)において、L0は集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離である(図1参照)。niは発光パネル12のEL素子14(特に発光層26)と集束性レンズアレイの間にある光透過要素の各々の屈折率であり、diは発光パネル12のEL素子14(特に発光層26)と集束性レンズアレイの間にある光透過要素の各々の厚さである。添え字iはこれらの光透過要素を識別し、mはこれらの光透過要素の数である。
【0043】
集束性レンズアレイ40の物体側の作動距離の理想値つまり設計値と像側の作動距離理想値つまり設計値は等しいように設計されている。式(1)の作動距離L0としては、設計値を使用してもよい。しかし、おそらくは製造のバラツキにより、これらが相違することがありうる。従って、集束性レンズアレイ40の物体側(発光パネル12側)の空気中の作動距離L0を実際に測定して、式(1)にこれを代入することが好ましい。式(1)の関係を満たすことにより、電気光学パネル上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。さらに、集束性レンズアレイ40と感光体ドラム110の距離を集束性レンズアレイ40の像側(感光体ドラム110側)の空気中の実際の作動距離に一致させることにより、電気光学パネル上の像に対応する像が、結像対象面(この実施の形態では感光体ドラム110)にほぼ焦点整合状態で結ばれる。
【0044】
最も理想的には、画像印刷装置は、式(2)を満たすように、設計されていることが好ましい。式(2)の関係を満たすことにより、電気光学パネル上の像が集束性レンズアレイ40に対して完全に焦点整合状態になる。式(1)は、式(2)の右辺に±10%の許容範囲を与えて書き直したものである。式(2)がどのようにして求められたかについては後述する。
【0045】
【数2】
【0046】
図2、図5および図6を参照しながら、この実施の形態での好ましい設計値を具体的に説明する。一般式である式(1)および式(2)をこの実施の形態に当てはめると、それぞれ式(3)および式(4)が得られる。
【0047】
0.9×(d1/n1+d2/n2+d3/n3+d4/n4)≦L0≦1.1×(d1/n1+d2/n2+d3/n3+d4/n4) ...(3)
【0048】
L0=d1/n1+d2/n2+d3/n3+d4/n4 ...(4)
【0049】
ここで、d1は発光層26に重なった陰極28の厚さであり、n1は陰極28の屈折率である。d2は発光層26の上方の空気の層の厚さであり、n2は空気の屈折率(約1)である。d3は封止体16のうち発光層26の上方の領域の厚さであり、n3は封止体16の屈折率である。d4は封止体16と集束性レンズアレイ40の屈折率分布型レンズ42の間の透明接着剤38の厚さであり、接着剤38が封止体16と屈折率分布型レンズ42の間に介在しない場合にはゼロである。n4は透明接着剤38の屈折率である。
【0050】
d1,d2は微小であり、d4も通常は微小なので、実際の設計上は、式(5)を満足させるようにしてもよい。
【0051】
0.9×d3/n3≦L0≦1.1×d3/n3 ...(5)
【0052】
この実施の形態によれば、発光パネル12と集束性レンズアレイ40が直接接合されていることにより、発光パネル12から発せられた光のうち集束性レンズアレイ40に進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。従って、同程度の照度の像を得るために、EL素子14に与える電圧を従来よりも低減することが可能であり、その分EL素子14の寿命を延ばすことも可能となる。光の利用効率を高める効果の根拠については後述する。
【0053】
しかも、式(1)、式(3)または式(5)の関係を満たすように設計すれば、発光パネル12上の像と集束性レンズアレイ40の焦点不整合を防止することができる。
【0054】
<第2の実施の形態>
図7は、本発明の第2の実施の形態に係る電気光学装置10Aの概略を示す正面図である。この実施の形態では、発光パネル12の封止体16と集束性レンズアレイ40との間に光透過性のスペーサ部材50が介在させられ、スペーサ部材50は封止体16と集束性レンズアレイ40に接合されている。スペーサ部材50は、ガラスまたはプラスチックで形成され、少なくとも封止体16に対向する面および集束性レンズアレイ40に対向する面が平坦にされている。
【0055】
スペーサ部材50を封止体16と集束性レンズアレイ40に接合するには、例えば熱硬化性接着剤または紫外線硬化性接着剤が用いられる。封止体16とスペーサ部材50は、両者間に接着剤が介在しない状態で直接接触してもよいし、接着剤を両者間に介して互いに接合されてもよい。集束性レンズアレイ40の屈折率分布型レンズ42とスペーサ部材50は、両者間に接着剤が介在しない状態で直接接触してもよいし、接着剤を両者間に介して互いに接合されてもよい。封止体16とスペーサ部材50の間または屈折率分布型レンズ42とスペーサ部材50の間に接着剤が介在する場合には、接着剤は上記の接着剤38と同様に透明である。他の特徴は第1の実施の形態と同様である。
【0056】
この実施の形態に係る画像印刷装置も、式(1)を満たすように設計されていることが好ましく、最も理想的には、式(2)を満たすように設計されていることが好ましい。
【0057】
図2、図5および図7を参照しながら、この実施の形態での好ましい設計値を具体的に説明する。一般式である式(1)および式(2)をこの実施の形態に当てはめると、それぞれ式(6)および式(7)が得られる。
【0058】
0.9×(d1/n1+d2/n2+d3/n3+d4/n4+d5/n5+d6/n6)≦L0≦1.1×(d1/n1+d2/n2+d3/n3+d4/n4+d5/n5+d6/n6) ...(6)
【0059】
L0=d1/n1+d2/n2+d3/n3+d4/n4+d5/n5+d6/n6 ...(7)
【0060】
ここで、d1〜d3およびn1〜n3は上述した通りである。d4は封止体16とスペーサ部材50の間の透明接着剤の厚さであり、接着剤が封止体16とスペーサ部材50の間に介在しない場合にはゼロである。n4はその透明接着剤の屈折率である。d5はスペーサ部材50の厚さであり、n5はスペーサ部材50の屈折率である。d6はスペーサ部材50と集束性レンズアレイ40の屈折率分布型レンズ42の間の透明接着剤の厚さであり、接着剤がスペーサ部材50と屈折率分布型レンズ42の間に介在しない場合にはゼロである。n6はその透明接着剤の屈折率である。
【0061】
d1,d2は微小であり、d4,d6も通常は微小なので、実際の設計上は、式(8)を満足させるようにしてもよい。
【0062】
0.9×(d3/n3+d5/n5)≦L0≦1.1×(d3/n3+d5/n5) ...(8)
【0063】
この実施の形態によれば、発光パネル12と集束性レンズアレイ40がスペーサ部材50を介して接合されていることにより、発光パネル12から発せられた光のうち集束性レンズアレイ40に進入する光の割合を向上させることが可能であり、光の利用効率を高めることが可能である。従って、同程度の照度の像を得るために、EL素子14に与える電圧を従来よりも低減することが可能であり、その分EL素子14の寿命を延ばすことも可能となる。
【0064】
しかも、式(1)、式(6)または式(8)の関係を満たすように設計すれば、発光パネル12上の像と集束性レンズアレイ40の焦点不整合を防止することができる。
【0065】
図8はスペーサ部材50の断面図である。図8に示すように、スペーサ部材50のすべての側面(発光パネル12にも集束性レンズアレイ40にも対向しない面)の全体には、光吸収層67が形成されている。スペーサ部材50の側面で光の内部反射が起こると、EL素子14からスペーサ部材50を通って集束性レンズアレイ40に直進する光束による像に、内部反射した光束による像が混ざってしまい、像の鮮明度が損なわれてしまう。
【0066】
これに対して、スペーサ部材50の側面にある光吸収層66,68は、側面での内部反射を低減させるので、内部反射による集束性レンズアレイ40に進入する事態を低減することが可能である。従って、EL素子14からスペーサ部材50を通って集束性レンズアレイ40に直進する光束による像に、内部反射した光束による像が混ざることが抑制される。
【0067】
光吸収層67は、スペーサ部材50の側面に黒い塗料をコーティングすることにより設けることが可能である。実際には黒い塗料でもわずかながら光透過性があり、スペーサ部材50と光吸収層67の界面で光が内部反射するおそれがある。そこで、光吸収層67の屈折率がスペーサ部材50の屈折率よりも高いと好ましい。
【0068】
屈折率が高い媒体から屈折率が低い媒体に光が進む場合には、光の入射角度によっては全反射が起こりうる。従って、光吸収層67の屈折率がスペーサ部材50の屈折率よりも低いと、EL素子14からスペーサ部材50を通って集束性レンズアレイ40に直進する光束による像に、内部反射した光束による像が混ざってしまい、像の鮮明度が損なわれてしまう。これに対して、光吸収層67の屈折率がスペーサ部材50の屈折率よりも高い場合には、界面での光の内部反射はわずかであり、スペーサ部材50の側面に向かって進む光はほとんど光吸収層67に吸収されるか光吸収層67を透過する。適切な塗料のバインダを選択することにより、好ましい屈折率の光吸収層67を得ることが可能である。
【0069】
<実施の形態の効果の根拠>
図9は、実際の発光位置と集束性レンズアレイ40の屈折率分布型レンズ42(図3ないし図5参照)との間に固体の光透過要素TR1と空気の層が存在する場合の光の進路の例を示す。次に、上述した式(2)の根拠をさらに詳細に説明する。
【0070】
図9において、Paは実際に集束性レンズアレイ40の屈折率分布型レンズ42に対して焦点整合状態となる発光位置にある点を示す。ここでは、光透過要素TR1に接する位置Paで発光したと仮定する。また、αは発光位置上の点Paから進行したある光束が光透過要素TR1から出射する位置と、発光位置上の点Paを通り光透過要素TR1の端面に垂直な線との距離である。L0は集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離である。Pbは集束性レンズアレイ40からその物体側の空気中の実際の作動距離離れた点である。発光位置と集束性レンズアレイ40の間に光透過要素TR1がなく空気のみがあると仮定した場合に、点Pbで発光した光束は集束性レンズアレイ40に焦点整合状態となる。つまり、Pbは、発光位置と集束性レンズアレイ40の間に光透過要素TR1がなく空気のみがあると仮定した場合に、集束性レンズアレイ40にとって好ましい仮想的な発光位置上の点である。
【0071】
図9においては、スネルの法則より式(9)が成立する。
nb・sinθb≒sinθb=na・sinθa ...(9)
ここで、nbは空気の屈折率であり、θbは光透過要素TR1と空気の間の界面での空気への入射角、naは光透過要素TR1の屈折率であり、θaは光透過要素TR1と空気の間の界面での光透過要素TR1からの出射角である。na>nb≒1なので、θb>θaである。
【0072】
また、図9においては、式(10)および式(11)が成立する。
tanθa=α/da ...(10)
tanθb=α/db ...(11)
ここで、daは光透過要素TR1の厚さ、dbは仮想的な発光位置上の点Pbから光透過要素TR1と空気の間の界面までの距離である。
【0073】
式(9)ないし式(11)から式(12)が得られる。
db=da・cosθb/na・cosθa ...(12)
【0074】
集束性レンズアレイ40を使用するような近軸光学系では、θaおよびθbがかなり小さく通常は例えば15°未満であるため、cosθb/cosθa≒1であり、式(12)は式(13)に書き換えることができる。
db=da/na ...(13)
【0075】
光透過要素TR1と集束性レンズアレイ40の間の空気の層の厚さをdcとすると、L0=db+dcである。従って、集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離L0と、光透過要素TR1の厚さda、および屈折率naは、式(14)の関係を満たすと、実際の発光位置の光で形成された像は、集束性レンズアレイ40に対して焦点整合状態となる。
【0076】
L0=db+dc=da/na+dc ...(14)
【0077】
また、以上の説明より明らかなように、空気よりも屈折率が高い光透過要素TR1が発光位置と集束性レンズアレイ40の間に介在することにより、集束性レンズアレイ40の物体側の焦点距離が延びることになる。つまり実際の発光位置上の点Paが仮想的な発光位置上の点Pbよりも集束性レンズアレイ40から遠い方が、発光位置の光で形成された像は集束性レンズアレイ40に対して焦点整合状態となることが明らかである。
【0078】
図10は、図9と同様の条件で、光透過要素TR1が集束性レンズアレイ40の屈折率分布型レンズ42の光の入口に隣接した場合の光の進路の例を示す。また、図11は、図9と同様の条件で、光透過要素TR1が集束性レンズアレイ40の屈折率分布型レンズ42と実際の発光位置上の点Paの間に介在するが、両方から離れている場合の光の進路の例を示す。図10および図11の状態は図9の状態と、光透過要素TR1の位置が異なるだけであるので、これらの場合にも、式(14)の関係を満たすと、実際の発光位置の光で形成された像は、集束性レンズアレイ40に対して焦点整合状態となることは明らかである。
【0079】
図12(a)は、実際の発光位置と集束性レンズアレイ40の屈折率分布型レンズ42との間に、固体の光透過要素TR1および光透過要素TR1と同屈折率の固体の光透過要素TR2が存在する場合の光の進路の例を示し、図12(b)は、実際の発光位置と集束性レンズアレイ40の屈折率分布型レンズ42との間に、固体の光透過要素TR1および光透過要素TR1と異なる屈折率の光透過要素TR2が存在する場合の光の進路の例を示す。図12(a)および図12(b)では、光透過要素TR1は、図10と同様に、集束性レンズアレイ40の屈折率分布型レンズ42の光の入口に隣接し、実際の発光位置Pdと光透過要素TR1の間に光透過要素TR2が介在する。
【0080】
図12(a)および図12(b)において、Pbは、発光位置と集束性レンズアレイ40の間に光透過要素TR1,TR2がなく空気のみがあると仮定した場合に、集束性レンズアレイ40の屈折率分布型レンズ42に焦点整合状態となる仮想的な発光位置上の点である(図9ないし図11の点Pbと同じである)。Paは発光位置と集束性レンズアレイ40の間に光透過要素TR1のみがあると仮定した場合に、集束性レンズアレイ40の屈折率分布型レンズ42に焦点整合状態となる仮想的な発光位置上の点である(図9ないし図11の点Paと同じである)。また、Pdは実際に集束性レンズアレイ40の屈折率分布型レンズ42に対して焦点整合状態となる発光位置にある点を示す。ここでは、光透過要素TR2に接する位置Pdで発光したと仮定する。また、βは発光位置上の点Pdから進行したある光束が光透過要素TR2から出射する位置と、発光位置上の点Pdを通り光透過要素TR1,TR2の端面に垂直な線との距離である。
【0081】
図12(a)および図12(b)においては、スネルの法則より式(15)が成立する。
nb・sinθb≒sinθb=na・sinθa=nd・sinθd ...(15)
ここで、nbは空気の屈折率であり、θbは光透過要素TR2がないと仮定した場合の空気と光透過要素TR1の間の界面での空気からの出射角(図10参照)、naは光透過要素TR1の屈折率であり、θaは光透過要素TR2がないと仮定した場合の空気と光透過要素TR1の間の界面での光透過要素TR1への入射角であり、光透過要素TR2がある場合の光透過要素TR2と光透過要素TR1の間の界面での光透過要素TR1への入射角である。na>nb≒1なので、θb>θaである。また、ndは光透過要素TR2の屈折率であり、θdは光透過要素TR2がある場合の光透過要素TR2と光透過要素TR1の間の界面での光透過要素TR2からの出射角である。nd>nb≒1なので、θb>θdである。さらに、図12(a)では、光透過要素TR1の屈折率naと光透過要素TR2の屈折率ndが互いに等しいので、θd=θaである。
【0082】
また、図12(a)および図12(b)においては式(16)および式(17)が成立する。
tanθd=β/dd ...(16)
tanθb=β/dc ...(17)
ここで、ddは光透過要素TR2の厚さ、dcは仮想的な発光位置上の点Paから光透過要素TR2と光透過要素TR1の間の界面までの距離である。
【0083】
式(15)ないし式(17)から式(18)が得られる。
dc=dd・cosθb/nd・cosθd ...(18)
【0084】
集束性レンズアレイ40を使用するような近軸光学系では、θdおよびθbがかなり小さく通常は例えば15°未満であるため、cosθb/cosθd≒1であり、式(18)は式(19)に書き換えることができる。
dc=dd/nd ...(19)
【0085】
図9で得られる式(14)に式(19)のdcを代入すると、式(20)が得られる。
L0=db+dc=da/na+dc=da/na+dd/nd ...(20)
【0086】
図12(a)では、光透過要素TR1の屈折率naと光透過要素TR2の屈折率ndが互いに等しいので、式(24)が得られる。
L0=da/na+dd/nd=(da+dd)/na ...(24)
【0087】
従って、集束性レンズアレイ40の物体側(発光パネル12側)の空気中の実際の作動距離L0と、光透過要素TR1の厚さda、その屈折率na、光透過要素TR2の厚さddおよびそのndは、式(20)の関係を満たすと、実際の発光位置の光で形成された像は、集束性レンズアレイ40に対して焦点整合状態となる。また、以上の説明より明らかなように、空気よりも屈折率が高い光透過要素TR1,TR2が発光位置と集束性レンズアレイ40の間に介在することにより、集束性レンズアレイ40の物体側の焦点距離が延びることになる。つまり実際の発光位置上の点Pdが仮想的な発光位置上の点Pbよりも集束性レンズアレイ40から遠い方が、発光位置の光で形成された像は集束性レンズアレイ40に対して焦点整合状態となることが明らかである。
【0088】
例えば、L0=2.4mm、dd=0.5mm、光透過要素TR1,TR2がガラスでna=nd=1.52の場合には、2.4=0.5/1.52+da/1.52なので、da=3.148mmである。よって、実際の発光位置Pdと集束性レンズアレイ40の間の距離は、da+dd=3.648mmにするべきである。
【0089】
以上の考えを進めることにより、一般式(2)が得られる。図9ないし図12(b)では、固体の光透過要素TR1,TR2を例示したが、発光パネル12のEL素子14(特に発光層26)と集束性レンズアレイの間に空気の層があったとしても、その空気の層を光透過要素とみなして、その空気の層の屈折率n≒1と、その空気の層の厚さdを一般式(2)に代入してもよいことは当業者に明らかであろう。通常、光学的距離は、屈折率と厚さの積の合計として計算されるが、式(2)では集束性レンズアレイ40への焦点整合性をとるために屈折率に対する厚さの比の合計で計算される。
上述のように、発光パネル12と集束性レンズアレイ40との間に透明なスペーサ部材または透明な接着剤が介在する場合には、空気の層のみが介在する場合に比較して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にするのに適切な発光パネル12と集束性レンズアレイ40との間隔が長くなる。別の見方をすると、発光パネル12と集束性レンズアレイ40との間隔が固定的に定まっていて(例えば図6のカバー13に発光パネル12と集束性レンズアレイ40があらかじめ固定されている場合など)、その間隔が集束性レンズアレイ40の発光パネル12側の空気中の実際の作動距離よりも長い場合には、適切な厚さのスペーサ部材または接着剤を両者の間に配置することにより、実質的に作動距離を伸ばして、発光パネル12と集束性レンズアレイ40との固定的な間隔に一致させることが可能である。
【0090】
さらに、実施の形態で発光パネル12から発せられた光のうち集束性レンズアレイ40に進入する光の割合を向上させることにより、光の利用効率を高める効果の根拠を説明する。近軸光学系において、二つの媒体の界面での反射率は、それらの媒体の屈折率差が大きいほど大きい。従って、図9ないし図11に示すように、発光位置と集束性レンズアレイ40の間に空気の層がある場合には、固体の光透過要素(例えばガラス)と空気との界面および空気と屈折率分布型レンズ42との界面でかなりの光が反射するために、発光位置からの光のうち集束性レンズアレイ40に進入する光の割合が低い。他方、図12に示すように、発光位置と集束性レンズアレイ40の間に複数の光透過要素があり、これらの光透過要素の屈折率が近似している場合には、光透過要素同士(例えばガラスと接着剤38)の界面での反射は少なく、光透過要素と屈折率分布型レンズ42との界面での反射も少ない(屈折率分布型レンズ42の屈折率は場所により異なるとはいえ、ガラスの屈折率に近い)。このため、発光位置からの光のうち集束性レンズアレイ40に進入する光の割合が高い。
【0091】
上述した実施の形態では、発光パネル12と集束性レンズアレイ40が直接接合されているか、発光パネル12と集束性レンズアレイ40の間にスペーサ部材が介在する。発光パネル12と集束性レンズアレイ40を接着する場合や、スペーサ部材を発光パネル12または集束性レンズアレイ40に接着する場合には、ガラスに屈折率が近い接着剤が使用されている。従って、図1に示す従来技術に比較して、光の利用効率を高めることが可能である。
【0092】
図13(a)は、発光パネル12の封止体16と集束性レンズアレイ40の間に空気の層だけがある場合に、1つのスポットから発して屈折率分布型レンズ42に進入して感光体ドラム110上に結像しうる最も外側の光を示す。図13(b)は、発光パネル12の封止体16と集束性レンズアレイ40の間にスペーサ部材50がある場合に、1つのスポットから発して屈折率分布型レンズ42に進入して感光体ドラム110上に結像しうる最も外側の光を示す。図13(a)の空気中での最も外側の光の進行角はθbである。ここで、封止体16をガラスとしてその屈折率na=1.52、封止体16内での光の進行角を8°と仮定した場合、スネルの法則からθb=12.3°が得られる。他方、図13(b)のスペーサ部材50中での最も外側の光の進行角はθ50である。ここで、封止体16およびスペーサ部材50をガラスとしてその屈折率na=1.52、封止体16内での光の進行角を8°と仮定した場合、スネルの法則からθ50=8°が得られる。
【0093】
図13(a)のように、発光パネル12の封止体16と集束性レンズアレイ40の間に空気の層だけがある場合、封止体16と屈折率分布型レンズ42の距離は小さくすべきであり、その距離の許容差も少ない。例えば、この距離が適切値よりも大きい場合には、空気中の進行角θbが大であるために、かなりの光束が屈折率分布型レンズ42に進入できずに屈折率分布型レンズ42の外側に進行する。このため光の利用効率が悪い。逆に、この距離が適切値よりも小さい場合には、感光体ドラム110上に収束するスポットの直径dsが大きくなってしまう。つまり感光体ドラム110上で形成される潜像の解像度が悪い。
【0094】
これに対して、図13(b)のように、発光パネル12の封止体16と集束性レンズアレイ40の間にスペーサ部材50がある場合、封止体16と屈折率分布型レンズ42の距離は大きくすべきであり、その距離の許容差も大きい。従って、図13(a)の場合に生ずる不具合の程度が小さい。厚い封止体16が集束性レンズアレイ40と直接接合されている場合にも同じ効果が達成できる。
【0095】
<電気光学装置の製造方法>
次に、上述した各種の電気光学装置の製造方法、特に透明な接着剤を必要箇所に適切な厚さで設ける方法を説明する。まず、発光パネル12と集束性レンズアレイ40を直接接合する第1の実施の形態の製造方法を説明する。図5に示すように、発光パネル12と集束性レンズアレイ40を極めて薄い接着剤38で接着する場合には、製造方法は単純であり、発光パネル12と集束性レンズアレイ40の少なくとも一方に接着剤38をコートして、他方をこれに接着すればよい。
【0096】
図14は、発光パネル12と集束性レンズアレイ40を適切な厚さの接着剤で接着することにより、発光パネル12と集束性レンズアレイ40を直接接合する製造方法の最初の段階を示す。まず、集束性レンズアレイ40と発光パネル12を準備し、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0および接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。
【0097】
次に、図15に示すように、発光パネル12と集束性レンズアレイ40の間、例えば発光パネル12の上に透明な接着剤51をコートする。接着剤51は、上述した接着剤38と同じものでよい。次に、発光パネル12と集束性レンズアレイ40で、接着剤51を算出された厚さになるまで圧縮し、その状態で接着剤51を固化させる。これにより、図16および図17に示すように、所定の厚さの接着剤51により、発光パネル12と集束性レンズアレイ40とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、接着剤51を圧縮することにより、集束性レンズアレイ40の作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0098】
図14ないし図17に示す製造方法の変形として、次のようにしてもよい。まず、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0および接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。
【0099】
次に、図18に示すように、発光パネル12と集束性レンズアレイ40の間隔を算出された接着剤の厚さに等しくして、発光パネル12と集束性レンズアレイ40を相対的に固定する。さらに、相対的に固定された発光パネル12と集束性レンズアレイ40の間に、接着剤供給器Suを用いて透明な接着剤51を配置して固化させる。これにより、図16および図17に示すように、所定の厚さの接着剤51により、発光パネル12と集束性レンズアレイ40とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、相対的に固定された発光パネル12と集束性レンズアレイ40の間に透明な接着剤51を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0100】
次に、発光パネル12と集束性レンズアレイ40の間に光透過性のスペーサ部材50が介在する第2の実施の形態の製造方法を説明する。図7に示すように、発光パネル12とスペーサ部材50または集束性レンズアレイ40とスペーサ部材50を極めて薄い接着剤で接着する場合には、製造方法は単純であり、必要箇所に接着剤をコートすることによりこれらを接着すればよい。
【0101】
図19は、発光パネル12とスペーサ部材50を適切な厚さの接着剤で接着することにより、発光パネル12とスペーサ部材50を直接接合する製造方法の最初の段階を示す。まず、集束性レンズアレイ40を準備し、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、集束性レンズアレイ40とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0102】
次に、図20に示すように、発光パネル12とスペーサ部材50の間、例えば発光パネル12の上に透明な接着剤51をコートする。接着剤51は、上述した接着剤38と同じものでよい。次に、発光パネル12とスペーサ部材50で、接着剤51を算出された厚さになるまで圧縮し、その状態で接着剤51を固化させる。これにより、図21に示すように、所定の厚さの接着剤51により、スペーサ部材50と発光パネル12とが接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、接着剤51を圧縮することにより、集束性レンズアレイ40の作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0103】
図19ないし図21に示す製造方法の変形として、次のようにしてもよい。まず、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、図19に示すように、集束性レンズアレイ40とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0104】
次に、図22に示すように、発光パネル12とスペーサ部材50の間隔を算出された接着剤の厚さに等しくして、発光パネル12とスペーサ部材50を相対的に固定する。さらに、相対的に固定された発光パネル12とスペーサ部材50の間に、接着剤供給器Suを用いて透明な接着剤51を配置して固化させる。これにより、図21に示すように、所定の厚さの接着剤51により、発光パネル12とスペーサ部材50とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、相対的に固定された発光パネル12と集束性レンズアレイ40の間に透明な接着剤51を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0105】
図23は、集束性レンズアレイ40とスペーサ部材50を適切な厚さの接着剤で接着することにより、集束性レンズアレイ40とスペーサ部材50を直接接合する製造方法の最初の段階を示す。まず、集束性レンズアレイ40を準備し、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、発光パネル12とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0106】
次に、図24に示すように、集束性レンズアレイ40とスペーサ部材50の間、例えばスペーサ部材50の上に透明な接着剤51をコートする。接着剤51は、上述した接着剤38と同じものでよい。次に、集束性レンズアレイ40とスペーサ部材50で、接着剤51を算出された厚さになるまで圧縮し、その状態で接着剤51を固化させる。これにより、図25に示すように、所定の厚さの接着剤51により、スペーサ部材50と集束性レンズアレイ40とが接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、接着剤51を圧縮することにより、集束性レンズアレイ40の作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0107】
図23ないし図25に示す製造方法の変形として、次のようにしてもよい。まず、集束性レンズアレイ40の発光パネル12側の空気中の作動距離L0を測定する。そして、作動距離L0、スペーサ部材50の屈折率およびその厚さ、ならびに接着剤の固化時の屈折率に基づいて、式(1)、好ましくは式(2)の関係を満たすように、使用される接着剤の厚さを算出する。そして、図23に示すように、発光パネル12とスペーサ部材50を透明な接着剤で接着する。このときの接着剤の厚さは極めて小さくてよい。
【0108】
次に、図26に示すように、集束性レンズアレイ40とスペーサ部材50の間隔を算出された接着剤の厚さに等しくして、集束性レンズアレイ40とスペーサ部材50を相対的に固定する。さらに、相対的に固定された集束性レンズアレイ40とスペーサ部材50の間に、接着剤供給器Suを用いて透明な接着剤51を配置して固化させる。これにより、図25に示すように、所定の厚さの接着剤51により、発光パネル12とスペーサ部材50とが直接接合された電気光学装置が得られる。式(1)、好ましくは式(2)の関係を満たすことにより、集束性レンズアレイ40の実際の作動距離に適した厚さの接着剤51が得られ、発光パネル12上の像が集束性レンズアレイ40に対してほぼ焦点整合状態になる。また、相対的に固定された発光パネル12と集束性レンズアレイ40の間に透明な接着剤51を配置することにより、集束性レンズアレイの作動距離に適した厚さに接着剤51を規制して、発光パネル12上の像を集束性レンズアレイ40に対して焦点整合状態にすることが容易である。
【0109】
図19ないし図26を参照して、スペーサ部材50の片面に接着剤51を設ける手順を説明したが、これらを組み合わせて、図27に示すように、集束性レンズアレイ40とスペーサ部材50の隙間および発光パネル12とスペーサ部材50の隙間の両方に、適切な厚さの接着剤51を設けてもよい。
【0110】
上述した透明接着剤51の層の厚さを確実に適切にするために、接着剤51内に埋設されるギャップ確保材を設けてもよい。例えば、図28および図29に示すように、図16の発光パネル12と集束性レンズアレイ40の間に配置された接着剤51中に、ギャップ確保材gf1またはgf2を設けてもよい。図28のギャップ確保材gf1はボール状であり、図29のギャップ確保材gf2は角材状、板状または棒状である。
【0111】
ギャップ確保材gf1,gf2は固体であり、集束性レンズアレイ40と発光パネル12で接着剤51が圧縮されてもほとんど変形しない剛性を有すると好ましい。発光パネル12のEL素子14から集束性レンズアレイ40の屈折率分布型レンズ42に至る光路に、ギャップ確保材gf1またはgf2が配置される場合には、ギャップ確保材gf1またはgf2は透明で周囲の接着剤51とほぼ等しい屈折率を有することが好ましい。但し、光路から外れた位置にギャップ確保材gf1またはgf2が配置される場合には、ギャップ確保材gf1またはgf2の光学的特性は重要でない。
【0112】
このようにギャップ確保材が配置されることにより、集束性レンズアレイの作動距離に適した厚さに接着剤を規制して、電気光学パネル上の像を集束性レンズアレイに対して焦点整合状態にすることが容易である。このようなギャップ確保材gf1またはgf2をスペーサ部材50と発光パネル12の間に配置してもよいし、スペーサ部材50と集束性レンズアレイ40の間に配置してもよい。
【0113】
また、上述したいずれの製造方法を使用する場合にも、流動性のある固化前の接着剤の流出を防止し、所望の形状に接着剤が固化するように、図30に示すように、ガイド枠GUの間に接着剤51を配置すると好ましい。特に、ガイド枠GUは、集束性レンズアレイ40および発光パネル12の長い方の側面(図4参照)に平行に配置することが好ましい。このガイド枠GUに密着するように接着剤51を充填することにより、固化した接着剤51は集束性レンズアレイ40および発光パネル12の長い方の側面に平行で平坦な側面を有することになる。他方、集束性レンズアレイ40および発光パネル12の短い方の側面についてはガイド枠GUを設けなくてよい。このために、図16に示すように集束性レンズアレイ40および発光パネル12の短い方の側面からは接着剤51がはみ出してもよいし、短い方の側面よりも少し接着剤51が凹んでいてもよい。集束性レンズアレイ40に対する焦点整合性を予期した通りに得るためには、接着剤51は、発光パネル12上のEL素子14と集束性レンズアレイ40の屈折率分布型レンズ42までの光路に完全に配置されるべきである。この目的のためには、固化前の接着剤51をガイド枠GUに接触させつつ、集束性レンズアレイ40および発光パネル12の長手方向に接着剤51が流れてゆくようにすると、作業が簡単である。この結果、固化した接着剤51は集束性レンズアレイ40および発光パネル12の長い方の側面に平行で平坦な側面を有する一方、短い方の側面とは面一にならないことになるのである。
【0114】
また、上述したスペーサ部材50を使用するいずれの製造方法を使用する場合にも、図31ないし図33に示すように、スペーサ部材50には、接着剤51を配置するとともに集束性レンズアレイ40を嵌め込むための収容穴70が形成されていると好ましい。これにより、収容穴70内で接着剤51が固化するので接着剤51を端麗に仕上げることが可能である。また収容穴70により、スペーサ部材50に対して、集束性レンズアレイ40を正確に配置することが可能である。特に、図32および図33に示すように、収容穴70は集束性レンズアレイ40の長い方の側面に平行な内側面を有し、これらの内側面の間隔は集束性レンズアレイ40の幅にほぼ等しいことが好ましい。この収容穴70の内側面に密着するように接着剤51を充填することにより、固化した接着剤51は集束性レンズアレイ40の長い方の側面に平行で平坦な側面を有することになる。他方、集束性レンズアレイ40の短い方の側面は、収容穴70の側面から離れていてよい。このために、図16に示すように集束性レンズアレイ40および発光パネル12の短い方の側面からは接着剤51がはみ出してもよいし、短い方の側面よりも少し接着剤51が凹んでいてもよい。集束性レンズアレイ40に対する焦点整合性を予期した通りに得るためには、接着剤51は、発光パネル12上のEL素子14と集束性レンズアレイ40の屈折率分布型レンズ42までの光路に完全に配置されるべきである。この目的のためには、固化前の接着剤51を収容穴70の長い方の内側面に接触させつつ、集束性レンズアレイ40および発光パネル12の長手方向に接着剤51が流れてゆくようにすると、作業が簡単である。この結果、固化した接着剤51は集束性レンズアレイ40および発光パネル12の長い方の側面に平行で平坦な側面を有する一方、短い方の側面とは面一にならないことになるのである。
【0115】
図34および図35に示すように、スペーサ部材50の収容穴70の側面には、集束性レンズアレイ40をスペーサ部材50に接着する透明な接着剤51が収容穴70の底面から滲入可能な凹部72または73が形成されていると好ましい。固化前の接着剤51は流動性があるために収容穴70における必要な部分だけに接着剤51を配置することは困難であるが、収容穴70の側面に形成された凹部72または73に余分な接着剤51が滲入する。これにより、収容穴70の側面に対して接着剤51がより確実に接触するとともに、収容穴70の外側にはみ出す接着剤51の量が最小限になり、この電気光学装置の美観を損ねるおそれを低減できる。
【0116】
また、図27に示す電気光学装置を得るには、図36および図37に示すように、スペーサ部材50には、収容穴70に加えて(または収容穴70に代えて)、接着剤51を配置するとともに発光パネル12を嵌め込むための収容穴71が形成されていると好ましい。これにより、収容穴71内で接着剤51が固化するので接着剤51を端麗に仕上げることが可能である。また収容穴71により、スペーサ部材50に対して、発光パネル12を正確に配置することが可能である。図37に示すように、収容穴70は発光パネル12の特に封止体16の長い方の側面に平行な内側面を有し、これらの内側面の間隔は封止体16幅にほぼ等しいことが好ましい。これにより、固化前の接着剤51を収容穴71の長い方の内側面に接触させつつ、集束性レンズアレイ40および発光パネル12の長手方向に接着剤51が流れてゆくようにする作業を行って、発光パネル12上のEL素子14と集束性レンズアレイ40の屈折率分布型レンズ42までの光路に接着剤51を完全に配置することが可能である。上述した凹部72または73は、収容穴71に設けてもよい。
【0117】
さらに、図38および図39に示すように、スペーサ部材50には、発光パネル12と集束性レンズアレイ40をスペーサ部材50に接着する透明な接着剤51だけが配置される収容穴75,76が形成されていてもよい。これにより、収容穴75,76内で接着剤51が固化するので接着剤51を端麗に仕上げることが可能である。上述した凹部72または73は、収容穴75,76に設けてもよい。収容穴75,76の一方はなくてもよいし、収容穴75と収容穴71がスペーサ部材に形成されていてもよいし、収容穴70と収容穴76がスペーサ部材に形成されていてもよい。
【0118】
また、上述したスペーサ部材50を使用するいずれの製造方法を使用する場合にも、図40または図41に示すように、スペーサ部材50の両面に接着剤51が滲入する溝78,79が形成されていてもよい。このスペーサ部材50の一方の面には、スペーサ部材50の長手方向に延びる一対の溝78が形成されており、他方の面にもスペーサ部材50の長手方向に延びる一対の溝79が形成されている。図42および図44に示すように、接着剤51は一対の溝78の間に配置される。図44に示すように、他方の面では、接着剤51は一対の溝79の間に配置される。図43および図44に示すように、集束性レンズアレイ40は、その両方の側端縁が溝78に重なるように、スペーサ部材50の一方の面の中央に配置されて接着される。図44に示すように、封止体16は、その両方の側端縁が溝79に重なるように、スペーサ部材50の他方の面の中央に配置されて接着される。
【0119】
固化前の接着剤51は流動性があるためにスペーサ部材50における必要な部分だけに接着剤51を配置することは困難であるが、図44に示すように、スペーサ部材50に形成された溝78,79に余分な接着剤51が滲入する。このため、スペーサ部材50と発光パネル12または集束性レンズアレイ40の隙間から外側にはみ出す接着剤51の量を最小限にし、この電気光学装置の美観を損ねるおそれを低減できる。溝はスペーサ部材50の一方の面だけに設けてもよい。
【0120】
<画像印刷装置>
上述したように、実施の形態の電気光学装置(例えば電気光学装置10,10A)は、電子写真方式を利用した画像印刷装置における像担持体に潜像を書き込むためのライン型の光ヘッドとして用いることが可能である。画像印刷装置の例としては、プリンタ、複写機の印刷部分およびファクシミリの印刷部分がある。
【0121】
図45は、実施の形態の電気光学装置のいずれかをライン型の光ヘッドとして用いた画像印刷装置の一例を示す縦断面図である。この画像印刷装置は、ベルト中間転写体方式を利用したタンデム型のフルカラー画像印刷装置である。
【0122】
この画像印刷装置では、同様な構成の4個の有機ELアレイ露光ヘッド10K,10C,10M,10Yが、同様な構成である4個の感光体ドラム(像担持体)110K,110C,110M,110Yの露光位置にそれぞれ配置されている。有機ELアレイ露光ヘッド10K,10C,10M,10Yは上述した実施の形態の電気光学装置のいずれかである。
【0123】
図45に示すように、この画像印刷装置には、駆動ローラ121と従動ローラ122が設けられており、これらのローラ121,122には無端の中間転写ベルト120が巻回されて、矢印に示すようにローラ121,122の周囲を回転させられる。図示しないが、中間転写ベルト120に張力を与えるテンションローラなどの張力付与手段を設けてもよい。
【0124】
この中間転写ベルト120の周囲には、互いに所定間隔をおいて4個の外周面に感光層を有する感光体ドラム110K,110C,110M,110Yが配置される。添え字K,C,M,Yはそれぞれ黒、シアン、マゼンタ、イエローの顕像を形成するために使用されることを意味している。他の部材についても同様である。感光体ドラム110K,110C,110M,110Yは、中間転写ベルト120の駆動と同期して回転駆動される。
【0125】
各感光体ドラム110(K,C,M,Y)の周囲には、コロナ帯電器111(K,C,M,Y)と、有機ELアレイ露光ヘッド10(K,C,M,Y)と、現像器114(K,C,M,Y)が配置されている。コロナ帯電器111(K,C,M,Y)は、対応する感光体ドラム110(K,C,M,Y)の外周面を一様に帯電させる。有機ELアレイ露光ヘッド10(K,C,M,Y)は、感光体ドラムの帯電させられた外周面に静電潜像を書き込む。各有機ELアレイ露光ヘッド10(K,C,M,Y)は、複数のOLED素子14の配列方向が感光体ドラム110(K,C,M,Y)の母線(主走査方向)に沿うように設置される。静電潜像の書き込みは、上記の複数のOLED素子14により光を感光体ドラムに照射することにより行う。現像器114(K,C,M,Y)は、静電潜像に現像剤としてのトナーを付着させることにより感光体ドラムに顕像すなわち可視像を形成する。
【0126】
このような4色の単色顕像形成ステーションにより形成された黒、シアン、マゼンタ、イエローの各顕像は、中間転写ベルト120上に順次一次転写されることにより、中間転写ベルト120上で重ね合わされて、この結果フルカラーの顕像が得られる。中間転写ベルト120の内側には、4つの一次転写コロトロン(転写器)112(K,C,M,Y)が配置されている。一次転写コロトロン112(K,C,M,Y)は、感光体ドラム110(K,C,M,Y)の近傍にそれぞれ配置されており、感光体ドラム110(K,C,M,Y)から顕像を静電的に吸引することにより、感光体ドラムと一次転写コロトロンの間を通過する中間転写ベルト120に顕像を転写する。
【0127】
最終的に画像を形成する対象としてのシート102は、ピックアップローラ103によって、給紙カセット101から1枚ずつ給送されて、駆動ローラ121に接した中間転写ベルト120と二次転写ローラ126の間のニップに送られる。中間転写ベルト120上のフルカラーの顕像は、二次転写ローラ126によってシート102の片面に一括して二次転写され、定着部である定着ローラ対127を通ることでシート102上に定着される。この後、シート102は、排紙ローラ対128によって、装置上部に形成された排紙カセット上へ排出される。
【0128】
図45の画像印刷装置は、書き込み手段として有機ELアレイを有する電気光学装置のいずれかを用いているので、上述した通り光の利用効率を高めることが容易である。
【0129】
次に、本発明に係る画像印刷装置の他の実施の形態について説明する。
図46は、実施の形態の電気光学装置(例えば電気光学装置10,10A)のいずれかをライン型の光ヘッドとして用いた他の画像印刷装置の縦断面図である。この画像印刷装置は、ベルト中間転写体方式を利用したロータリ現像式のフルカラー画像印刷装置である。図46に示す画像印刷装置において、感光体ドラム(像担持体)165の周囲には、コロナ帯電器168、ロータリ式の現像ユニット161、有機ELアレイ露光ヘッド167、中間転写ベルト169が設けられている。
【0130】
コロナ帯電器168は、感光体ドラム165の外周面を一様に帯電させる。有機ELアレイ露光ヘッド167は、感光体ドラム165の帯電させられた外周面に静電潜像を書き込む。有機ELアレイ露光ヘッド167は、上述した実施の形態の電気光学装置のいずれかであり、複数のOLED素子14の配列方向が感光体ドラム165の母線(主走査方向)に沿うように設置される。静電潜像の書き込みは、上記の複数のOLED素子14により光を感光体ドラムに照射することにより行う。
【0131】
現像ユニット161は、4つの現像器163Y,163C,163M,163Kが90°の角間隔をおいて配置されたドラムであり、軸161aを中心にして反時計回りに回転可能である。現像器163Y,163C,163M,163Kは、それぞれイエロー、シアン、マゼンタ、黒のトナーを感光体ドラム165に供給して、静電潜像に現像剤としてのトナーを付着させることにより感光体ドラム165に顕像すなわち可視像を形成する。
【0132】
無端の中間転写ベルト169は、駆動ローラ170a、従動ローラ170b、一次転写ローラ166およびテンションローラに巻回されて、これらのローラの周囲を矢印に示す向きに回転させられる。一次転写ローラ166は、感光体ドラム165から顕像を静電的に吸引することにより、感光体ドラムと一次転写ローラ166の間を通過する中間転写ベルト169に顕像を転写する。
【0133】
具体的には、感光体ドラム165の最初の1回転で、露光ヘッド167によりイエロー(Y)像のための静電潜像が書き込まれて現像器163Yにより同色の顕像が形成され、さらに中間転写ベルト169に転写される。また、次の1回転で、露光ヘッド167によりシアン(C)像のための静電潜像が書き込まれて現像器163Cにより同色の顕像が形成され、イエローの顕像に重なり合うように中間転写ベルト169に転写される。そして、このようにして感光体ドラム9が4回転する間に、イエロー、シアン、マゼンタ、黒の顕像が中間転写ベルト169に順次重ね合わせられ、この結果フルカラーの顕像が転写ベルト169上に形成される。最終的に画像を形成する対象としてのシートの両面に画像を形成する場合には、中間転写ベルト169に表面と裏面の同色の顕像を転写し、次に中間転写ベルト169に表面と裏面の次の色の顕像を転写する形式で、フルカラーの顕像を中間転写ベルト169上で得る。
【0134】
画像印刷装置には、シートが通過させられるシート搬送路174が設けられている。シートは、給紙カセット178から、ピックアップローラ179によって1枚ずつ取り出され、搬送ローラによってシート搬送路174を進行させられ、駆動ローラ170aに接した中間転写ベルト169と二次転写ローラ171の間のニップを通過する。二次転写ローラ171は、中間転写ベルト169からフルカラーの顕像を一括して静電的に吸引することにより、シートの片面に顕像を転写する。二次転写ローラ171は、図示しないクラッチにより中間転写ベルト169に接近および離間させられるようになっている。そして、シートにフルカラーの顕像を転写する時に二次転写ローラ171は中間転写ベルト169に当接させられ、中間転写ベルト169に顕像を重ねている間は二次転写ローラ171から離される。
【0135】
上記のようにして画像が転写されたシートは定着器172に搬送され、定着器172の加熱ローラ172aと加圧ローラ172bの間を通過させられることにより、シート上の顕像が定着する。定着処理後のシートは、排紙ローラ対176に引き込まれて矢印Fの向きに進行する。両面印刷の場合には、シートの大部分が排紙ローラ対176を通過した後、排紙ローラ対176が逆方向に回転させられ、矢印Gで示すように両面印刷用搬送路175に導入される。そして、二次転写ローラ171により顕像がシートの他面に転写され、再度定着器172で定着処理が行われた後、排紙ローラ対176でシートが排出される。
【0136】
図46の画像印刷装置は、書き込み手段として有機ELアレイを有する露光ヘッド167(実施の形態の電気光学装置のいずれか)を用いているので、上述した通り光の利用効率を高めることが容易である。
【0137】
以上、実施の形態の電気光学装置のいずれかを応用可能な画像印刷装置を例示したが、他の電子写真方式の画像印刷装置にも実施の形態の電気光学装置のいずれかを応用することが可能であり、そのような画像印刷装置は本発明の範囲内にある。例えば、中間転写ベルトを使用せずに感光体ドラムから直接シートに顕像を転写するタイプの画像印刷装置や、モノクロの画像を形成する画像印刷装置にも電気光学装置のいずれかを応用することが可能である。
【0138】
<他の応用>
本発明に係る電気光学装置は、さらに各種の露光装置および照明装置に応用することが可能である。
【0139】
上記の電気光学装置の発光パネルでは、与えられる電気的なエネルギを光学的エネルギに変換する発光素子としてOLED素子が使用されているが、他の発光素子(例えば無機EL素子、プラズマディスプレイ素子)を発光パネルに使用してもよい。また、ボトムエミッションタイプの発光パネルを使用してもよい。ボトムエミッションタイプの発光パネルでは、発光素子で発せられた光が透明な基板を通って放出される。この基板に直接的に集束性レンズアレイを接合してもよいし、この基板と集束性レンズアレイの間にスペーサ部材を配置してもよい。
【0140】
また、上記の電気光学装置では、発光素子を有する発光パネルに集束性レンズアレイ40が取り付けられているが、多数のライトバルブ画素を有するライトバルブパネルに集束性レンズアレイを取り付けてもよい。ライトバルブ画素は、与えられる電気的エネルギにより光の透過率が変化する画素であり、例えば液晶の画素、エレクトロケミカルディスプレイの画素、電気泳動ディスプレイの画素、分散粒子配向型ディスプレイの画素が含まれる。これらは、いずれも別個の光源からの光の透過量を調整する。発光パネル12の代わりに、例えば液晶パネルのようなライトバルブパネルをマイクロレンズアレイに取り付けて、別個の光源からの光がライトバルブパネルと集束性レンズアレイを透過するようにすることが可能である。このような電気光学装置は、図45または図46に示された用途に使用することもできるし、スクリーンに画像を投射するプロジェクタに使用することも可能である。
【図面の簡単な説明】
【0141】
【図1】従来の画像印刷装置の一部の概略を示す斜視図である。
【図2】本発明の第1の実施の形態に係る電気光学装置の概略を示す斜視図である。
【図3】本発明の電気光学装置で使用される集束性レンズアレイの概略を示す斜視図である。
【図4】図2の電気光学装置の平面図である。
【図5】図4のA−A線矢視断面図である。
【図6】図2の電気光学装置の正面図である。
【図7】本発明の第2の実施の形態に係る電気光学装置の概略を示す正面図である。
【図8】図7の電気光学装置で使用されるスペーサ部材の断面図である。
【図9】実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に固体の光透過要素と空気の層が存在し、光透過要素が発光位置に隣接する場合の光の進路の例を示す模式図である。
【図10】実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に固体の光透過要素と空気の層が存在し、光透過要素が屈折率分布型レンズに隣接する場合の光の進路の例を示す模式図である。
【図11】実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に固体の光透過要素と空気の層が存在し、光透過要素が発光位置からも屈折率分布型レンズからも離れている場合の光の進路の例を示す模式図である。
【図12】(a)は実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に、同屈折率の二つの光透過要素が存在する場合の光の進路の例を示す模式図であり、(b)は実際の発光位置と集束性レンズアレイの屈折率分布型レンズとの間に、異なる屈折率の二つの光透過要素が存在する場合の光の進路の例を示す模式図である。
【図13】(a)は、発光パネルの封止体と集束性レンズアレイの間に空気の層だけがある場合に、1つのスポットから発して屈折率分布型レンズに進入して感光体ドラム上に結像しうる最も外側の光を示す模式図であり、(b)は、発光パネルの封止体と集束性レンズアレイの間にスペーサ部材がある場合に、1つのスポットから発して屈折率分布型レンズに進入して感光体ドラム上に結像しうる最も外側の光を示す模式図である。
【図14】発光パネルと集束性レンズアレイを適切な厚さの接着剤で接着することにより、発光パネルと集束性レンズアレイを直接接合する電気光学装置の製造方法の最初の段階を示す側面図である。
【図15】図14の次の段階を示す側面図である。
【図16】図15の段階の後に完成した電気光学装置を示す側面図である。
【図17】図16の電気光学装置の正面図である。
【図18】図14ないし図17に示す製造方法の変形の製造方法での一段階を示す側面図である。
【図19】発光パネルとスペーサ部材を適切な厚さの接着剤で接着することにより、発光パネルとスペーサ部材を直接接合する電気光学装置の製造方法の最初の段階を示す側面図である。
【図20】図19の次の段階を示す側面図である。
【図21】図20の段階の後に完成した電気光学装置を示す側面図である。
【図22】図19ないし図21に示す製造方法の変形の製造方法での一段階を示す側面図である。
【図23】集束性レンズアレイとスペーサ部材を適切な厚さの接着剤で接着することにより、集束性レンズアレイとスペーサ部材を直接接合する電気光学装置の製造方法の最初の段階を示す側面図である。
【図24】図23の次の段階を示す側面図である。
【図25】図24の段階の後に完成した電気光学装置を示す側面図である。
【図26】図23ないし図25に示す製造方法の変形の製造方法での一段階を示す側面図である。
【図27】図19ないし図26に示す製造方法を組み合わせて製造しうる電気光学装置の側面図である。
【図28】接着剤中にギャップ確保材が埋設された電気光学装置の側面図である。
【図29】接着剤中に他のギャップ確保材が埋設された電気光学装置の側面図である。
【図30】ガイド枠を用いて接着剤を固化させる工程を示す正面図である。
【図31】接着剤を収容する収容穴を有するスペーサ部材に集束性レンズアレイが接着された状態を示す側面断面図である。
【図32】図31の平面図である。
【図33】図31の正面断面図である。
【図34】接着剤を収容する収容穴の変形例を示す平面図である。
【図35】接着剤を収容する収容穴の変形例を示す正面断面図である。
【図36】接着剤を収容する収容穴を有する他のスペーサ部材に集束性レンズアレイが接着された状態を示す側面断面図である。
【図37】図36の正面断面図である。
【図38】接着剤を収容する収容穴を有する他のスペーサ部材に集束性レンズアレイが接着された状態を示す側面断面図である。
【図39】図38の正面断面図である。
【図40】接着剤が滲入する溝を両面に有するスペーサ部材を示す平面図である。
【図41】図40の断面図である。
【図42】図40のスペーサ部材に配置された接着剤を示す平面図である。
【図43】図40のスペーサ部材に配置された集束性レンズアレイを示す平面図である。
【図44】図40のスペーサ部材を有する電気光学装置の正面断面図である。
【図45】第1から第5の実施の形態のいずれかの電気光学装置を用いた画像形成装置の一例を示す縦断面図である。
【図46】第1から第5の実施の形態のいずれかの電気光学装置を用いた画像形成装置の他の例を示す縦断面図である。
【符号の説明】
【0142】
10,10A…電気光学装置、12…発光パネル(電気光学パネル)、14…EL素子(電気光学素子)、16…封止体、26…発光層、38,51…接着剤、40…集束性レンズアレイ、42…屈折率分布型レンズ、50…スペーサ部材、67…光吸収層、gf1,gf2…ギャップ確保材、70,71,75,76…収容穴、72,73…凹部、78,79…溝、110,165…感光体ドラム、10K,10C,10M,10Y,167,206…有機ELアレイ露光ヘッド(電気光学装置)。
【特許請求の範囲】
【請求項1】
与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、
前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイとを備え、
前記電気光学パネルと前記集束性レンズアレイが直接接合されていることを特徴とする電気光学装置。
【請求項2】
前記電気光学パネルと前記集束性レンズアレイは透明な接着剤で接合され、前記電気光学パネルと前記集束性レンズアレイの間には前記接着剤の厚さを規制するギャップ確保材が配置されていることを特徴とする請求項1に記載の電気光学装置。
【請求項3】
与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、
前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイと、
前記電気光学パネルと前記集束性レンズアレイとの間に介在させられ、前記電気光学パネルと前記集束性レンズアレイに接合された光透過性のスペーサ部材とを備えることを特徴とする電気光学装置。
【請求項4】
前記スペーサ部材には、前記電気光学パネルにも前記集束性レンズアレイにも対向しない面に光吸収層が形成されていることを特徴とする請求項3に記載の電気光学装置。
【請求項5】
前記スペーサ部材には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が配置される収容穴が形成されていることを特徴とする請求項3または請求項4に記載の電気光学装置。
【請求項6】
前記収容穴には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方が嵌め込まれていることを特徴とする請求項5に記載の電気光学装置。
【請求項7】
前記スペーサ部材の前記収容穴の側面には、前記接着剤が前記収容穴の底面から滲入可能な凹部が形成されていることを特徴とする請求項5または請求項6に記載の電気光学装置。
【請求項8】
前記スペーサ部材の前記電気光学パネルと前記集束性レンズアレイの少なくとも一方に対向する面に、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が滲入する溝が形成されていることを特徴とする請求項3または請求項4に記載の電気光学装置。
【請求項9】
前記電気光学パネルと前記集束性レンズアレイと前記スペーサ部材は透明な接着剤で接合され、前記電気光学パネルと前記スペーサ部材の隙間および前記集束性レンズアレイと前記スペーサ部材の隙間の少なくとも一方には前記接着剤の厚さを規制するギャップ確保材が配置されていることを特徴とする請求項3から請求項8のいずれか1項に記載の電気光学装置。
【請求項10】
前記電気光学パネルの電気光学素子と前記集束性レンズアレイの間にある光透過要素の各々の屈折率をni、前記光透過要素の各々の厚さをdi、前記光透過要素の数をm、前記集束性レンズアレイの電気光学パネル側の空気中の作動距離をL0としたとき、式(1)を満たすことを特徴とする請求項1から請求項9のいずれか1項に記載の電気光学装置。
【数1】
【請求項11】
像担持体と、
前記像担持体を帯電する帯電器と、
前記電気光学パネルから進行して前記集束性レンズアレイを透過する光を、前記像担持体の帯電された面に照射して潜像を形成する請求項1から請求項10のいずれか1項に記載の電気光学装置と、
前記潜像にトナーを付着させることにより前記像担持体に顕像を形成する現像器と、
前記像担持体から前記顕像を他の物体に転写する転写器とを備える画像印刷装置。
【請求項12】
請求項1に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程と、
前記電気光学パネルと前記集束性レンズアレイで、前記接着剤を圧縮する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項13】
請求項1に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイを相対的に固定する工程と、
相対的に固定された前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項14】
前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、
前記作動距離L0および前記接着剤の固化時の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有することを特徴とする請求項12または請求項13に記載の電気光学装置の製造方法。
【請求項15】
請求項2に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程と、
前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材で、前記接着剤を圧縮する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項16】
請求項2に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材を相対的に固定する工程と、
相対的に固定された電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項17】
前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、
前記作動距離L0、前記接着剤の固化時の屈折率および前記スペーサ部材の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有することを特徴とする請求項15または請求項16に記載の電気光学装置の製造方法。
【請求項1】
与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、
前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイとを備え、
前記電気光学パネルと前記集束性レンズアレイが直接接合されていることを特徴とする電気光学装置。
【請求項2】
前記電気光学パネルと前記集束性レンズアレイは透明な接着剤で接合され、前記電気光学パネルと前記集束性レンズアレイの間には前記接着剤の厚さを規制するギャップ確保材が配置されていることを特徴とする請求項1に記載の電気光学装置。
【請求項3】
与えられた電気エネルギにより発光特性または光の透過特性が変化する複数の電気光学素子が配列された電気光学パネルと、
前記電気光学パネルから進行する光を透過させて前記電気光学パネル上の像に対する正立像を結像可能な屈折率分布型レンズが複数配列されて、複数の前記屈折率分布型レンズで得られた像が1つの連続した像を構成する集束性レンズアレイと、
前記電気光学パネルと前記集束性レンズアレイとの間に介在させられ、前記電気光学パネルと前記集束性レンズアレイに接合された光透過性のスペーサ部材とを備えることを特徴とする電気光学装置。
【請求項4】
前記スペーサ部材には、前記電気光学パネルにも前記集束性レンズアレイにも対向しない面に光吸収層が形成されていることを特徴とする請求項3に記載の電気光学装置。
【請求項5】
前記スペーサ部材には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が配置される収容穴が形成されていることを特徴とする請求項3または請求項4に記載の電気光学装置。
【請求項6】
前記収容穴には、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方が嵌め込まれていることを特徴とする請求項5に記載の電気光学装置。
【請求項7】
前記スペーサ部材の前記収容穴の側面には、前記接着剤が前記収容穴の底面から滲入可能な凹部が形成されていることを特徴とする請求項5または請求項6に記載の電気光学装置。
【請求項8】
前記スペーサ部材の前記電気光学パネルと前記集束性レンズアレイの少なくとも一方に対向する面に、前記電気光学パネルと前記集束性レンズアレイの少なくとも一方を前記スペーサ部材に接着する透明な接着剤が滲入する溝が形成されていることを特徴とする請求項3または請求項4に記載の電気光学装置。
【請求項9】
前記電気光学パネルと前記集束性レンズアレイと前記スペーサ部材は透明な接着剤で接合され、前記電気光学パネルと前記スペーサ部材の隙間および前記集束性レンズアレイと前記スペーサ部材の隙間の少なくとも一方には前記接着剤の厚さを規制するギャップ確保材が配置されていることを特徴とする請求項3から請求項8のいずれか1項に記載の電気光学装置。
【請求項10】
前記電気光学パネルの電気光学素子と前記集束性レンズアレイの間にある光透過要素の各々の屈折率をni、前記光透過要素の各々の厚さをdi、前記光透過要素の数をm、前記集束性レンズアレイの電気光学パネル側の空気中の作動距離をL0としたとき、式(1)を満たすことを特徴とする請求項1から請求項9のいずれか1項に記載の電気光学装置。
【数1】
【請求項11】
像担持体と、
前記像担持体を帯電する帯電器と、
前記電気光学パネルから進行して前記集束性レンズアレイを透過する光を、前記像担持体の帯電された面に照射して潜像を形成する請求項1から請求項10のいずれか1項に記載の電気光学装置と、
前記潜像にトナーを付着させることにより前記像担持体に顕像を形成する現像器と、
前記像担持体から前記顕像を他の物体に転写する転写器とを備える画像印刷装置。
【請求項12】
請求項1に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程と、
前記電気光学パネルと前記集束性レンズアレイで、前記接着剤を圧縮する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項13】
請求項1に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイを相対的に固定する工程と、
相対的に固定された前記電気光学パネルと前記集束性レンズアレイの間に透明な接着剤を配置する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項14】
前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、
前記作動距離L0および前記接着剤の固化時の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有することを特徴とする請求項12または請求項13に記載の電気光学装置の製造方法。
【請求項15】
請求項2に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程と、
前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材で、前記接着剤を圧縮する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項16】
請求項2に記載の電気光学装置を製造する方法であって、
前記電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材を相対的に固定する工程と、
相対的に固定された電気光学パネルと前記集束性レンズアレイの少なくとも一方と前記スペーサ部材の隙間に透明な接着剤を配置する工程とを有することを特徴とする電気光学装置の製造方法。
【請求項17】
前記集束性レンズアレイの前記電気光学パネル側の空気中の実際の作動距離L0を測定する工程と、
前記作動距離L0、前記接着剤の固化時の屈折率および前記スペーサ部材の屈折率に基づいて、式(1)の関係を満たすように、使用される前記接着剤の厚さを算出する工程とを有することを特徴とする請求項15または請求項16に記載の電気光学装置の製造方法。
【図1】

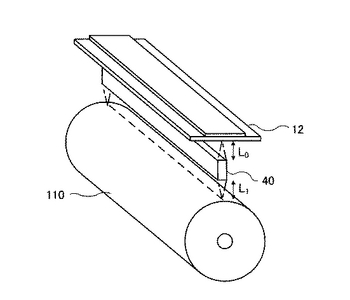
【図2】
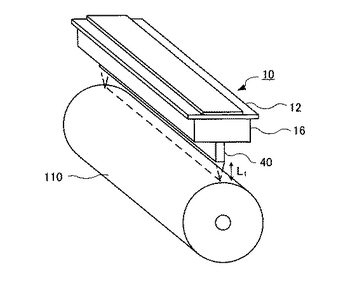
【図3】
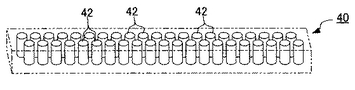
【図4】
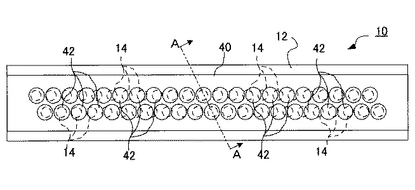
【図5】
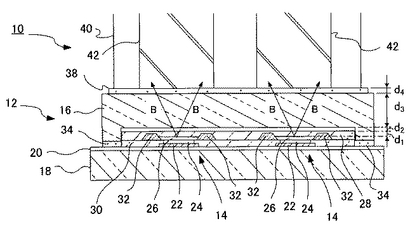
【図6】
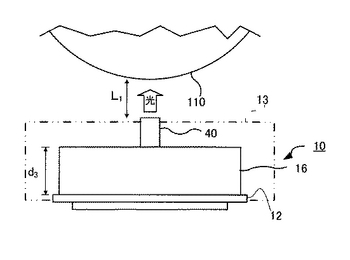
【図7】
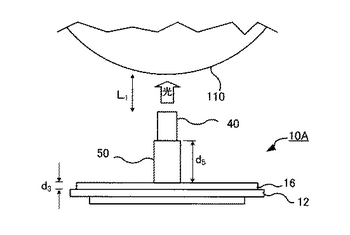
【図8】
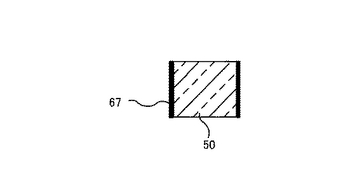
【図9】
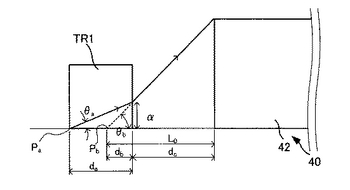
【図10】
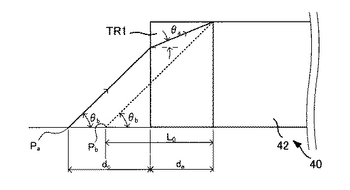
【図11】
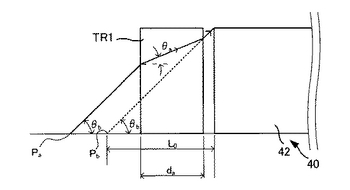
【図12】
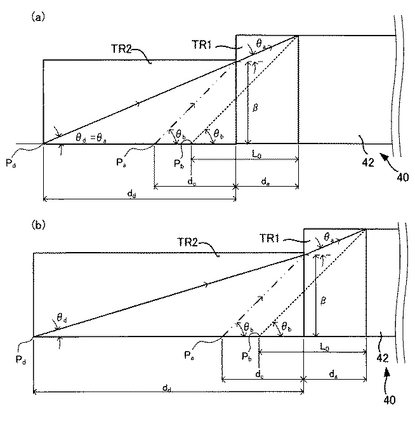
【図13】
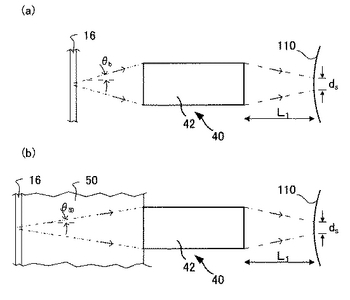
【図14】
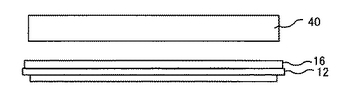
【図15】
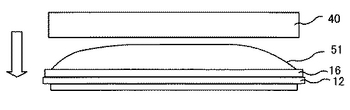
【図16】
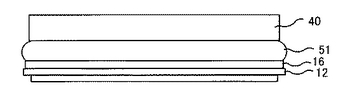
【図17】
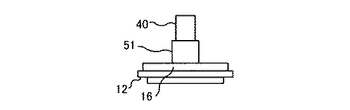
【図18】
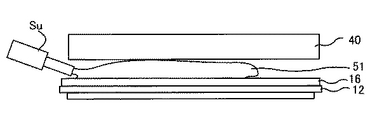
【図19】
【図20】
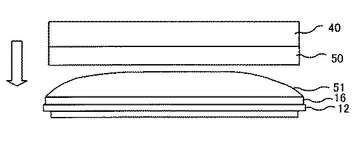
【図21】
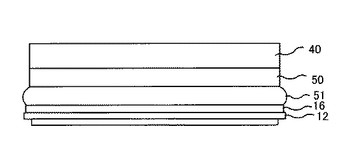
【図22】
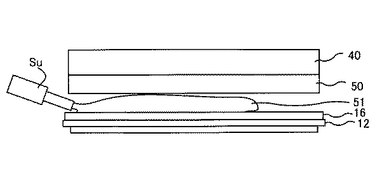
【図23】
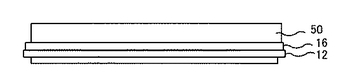
【図24】
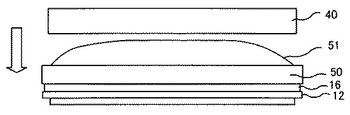
【図25】
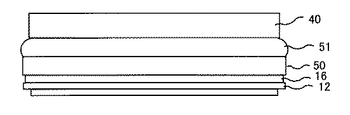
【図26】
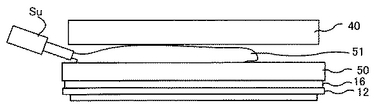
【図27】
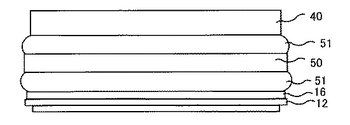
【図28】
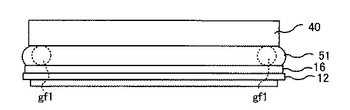
【図29】
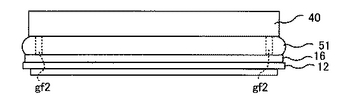
【図30】
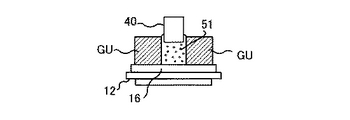
【図31】
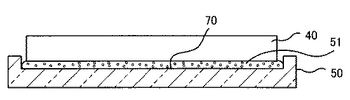
【図32】
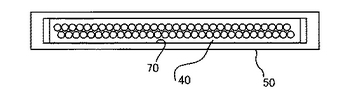
【図33】
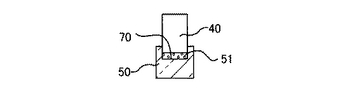
【図34】
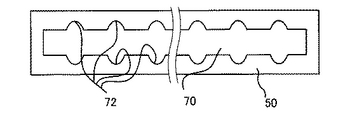
【図35】
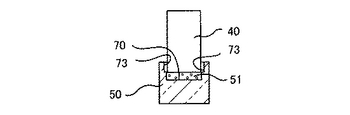
【図36】
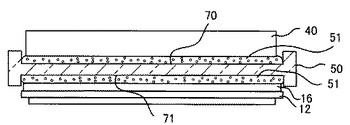
【図37】
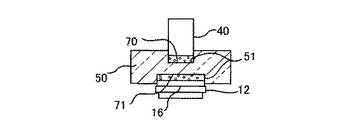
【図38】
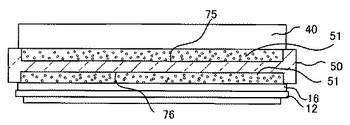
【図39】
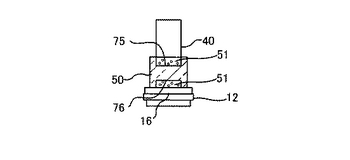
【図40】
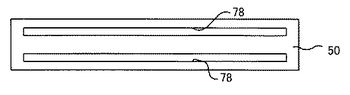
【図41】
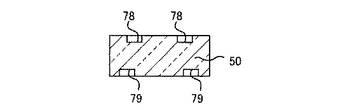
【図42】
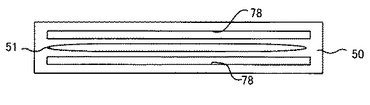
【図43】
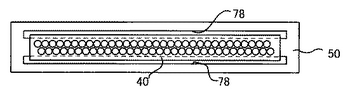
【図44】
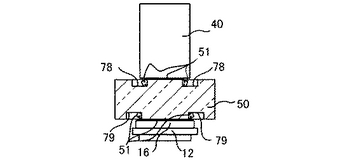
【図45】
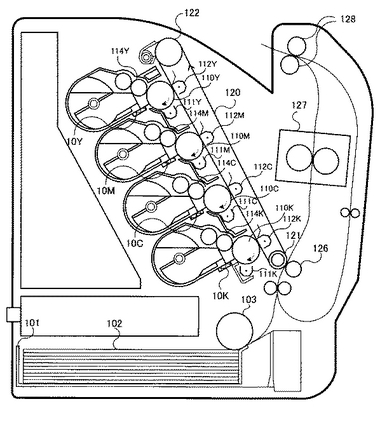
【図46】
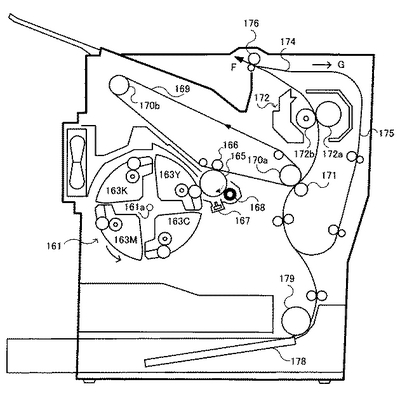
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【公開番号】特開2006−218849(P2006−218849A)
【公開日】平成18年8月24日(2006.8.24)
【国際特許分類】
【出願番号】特願2005−277268(P2005−277268)
【出願日】平成17年9月26日(2005.9.26)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成18年8月24日(2006.8.24)
【国際特許分類】
【出願日】平成17年9月26日(2005.9.26)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]