
電気回路板
【課題】より簡易な設備で容易に形成することの出来る、新規な構造の電気回路板を提供すること。
【解決手段】電気回路15を構成する電線14を、合成樹脂製の絶縁板12に部分的に露出して埋設する一方、該電線14における該絶縁板12からの露出部分に平板状部20を形成すると共に、該平板状部20に貫通孔16を形成して、該貫通孔16を絶縁板12の外部に露呈した。
【解決手段】電気回路15を構成する電線14を、合成樹脂製の絶縁板12に部分的に露出して埋設する一方、該電線14における該絶縁板12からの露出部分に平板状部20を形成すると共に、該平板状部20に貫通孔16を形成して、該貫通孔16を絶縁板12の外部に露呈した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気回路が形成された電気回路板に関するものである。
【背景技術】
【0002】
従来から、電気回路が形成された電気回路板として、プリント基板が用いられている。プリント基板は、絶縁板の表面や内部に、電気回路としてのプリント配線が形成された構造とされている。
【0003】
ところで、プリント基板のプリント配線は、一般的に、例えば特開2004−63575号公報(特許文献1)に記載されているようなサブトラクティブ法や、特開2010−267652号公報(特許文献2)に記載されているアディティブ法によって形成される。サブトラクティブ法は、全面に銅箔が張られた絶縁板にフォトレジストを塗布した後、所望の回路形状のフォトマスクで覆って紫外線を露光し現像することで回路形状として残す部分をフォトレジストで覆う。そして、エッチング液を用いてフォトレジストで保護された形状を残して銅箔を除去することで回路を形成した後に、不要となったフォトレジストを溶剤等を用いて剥離する。一方、アディティブ法は、絶縁板表面で回路形状を形成したくない部分にめっきレジストを形成し、電解めっきや無電解めっきを施して絶縁板表面に選択的に導体皮膜を被着させることで回路を形成する。
【0004】
また、プリント基板には、電気部品の端子をプリント配線と接続したり、プリント配線を層間接続するために、スルーホールやバイアホール等の導通孔が形成される。このような導通孔は、例えば特開2010−147145号公報(特許文献3)に記載されているように、絶縁板にドリルで孔を開け、その孔の壁面に銅めっきを施すことにより形成される。
【0005】
このように、プリント基板の製造には、電気回路の形成や導通孔を形成するためにエッチングやめっき処理等の化学処理が必要となって、製造に特別な設備が必要になるという問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−63575号公報
【特許文献2】特開2010−267652号公報
【特許文献3】特開2010−147145号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上述の事情を背景に為されたものであって、その解決課題は、より簡易な設備で容易に形成することの出来る、新規な構造の電気回路板を提供することにある。
【課題を解決するための手段】
【0008】
本発明の第一の態様の特徴とするところは、合成樹脂製の絶縁板に電線が部分的に露出して埋設されており、該電線における前記絶縁板からの露出部分には平板状部が形成されていると共に、該平板状部を貫通する貫通孔が形成されている電気回路板にある。
【0009】
本発明に従う構造とされた電気回路板によれば、電線を用いて電気回路を形成することが出来る。そして、電線に形成された貫通孔を絶縁板の外部に露出させることにより、従来のプリント基板におけるスルーホールを形成することが出来る。また、複数の電線を、それぞれの貫通孔を重ね合わせて絶縁板に埋設すると共に、それら貫通孔内に半田を充填して相互に接続すれば、従来のプリント基板におけるバイアホールを形成することも出来る。これにより、エッチングやめっき等の化学処理を行なうことなく、スルーホールやバイアホールを備えた電気回路板を簡易な設備で容易に形成することが出来る。
【0010】
さらに、電線における貫通孔の形成部位には平板状部が形成されている。これにより、電線の幅寸法が平板状部において部分的に大きくされており、大型の貫通孔も比較的容易に形成することが出来る。その結果、大型の電気部品の接続端子にも容易に対応することが出来る。
【0011】
なお、絶縁板は、電線の全体を埋設するものに限定されない。例えば、電線における平板状部以外の部位のみを絶縁板に埋設して、平板状部を絶縁板の外に配設する等しても良い。また、電線は、銅線等の素線でも良いし、単芯線やエナメル線等、絶縁材料で覆われた被覆電線でも良い。素線を用いれば、電気回路板の小型化および材料費の軽減を図ることが出来る。一方、被覆電線を用いれば、特別な絶縁処理を要することなく、複数の電線を重ねて配索することが出来る。
【0012】
本発明の第二の態様は、前記第一の態様に記載のものにおいて、前記絶縁板が、不織布に合成樹脂材料が含浸されてなる樹脂シートで形成されているものである。
【0013】
本態様によれば、絶縁板が樹脂シートで形成されており、該樹脂シートが不織布を用いて形成されている。従って、絶縁板に電線を埋設するために、ヒートプレス等で樹脂シートを電線に押し付ける際に、不織布の繊維を容易に断絶することが出来る。これにより、電線への押し付けで樹脂シートを電線の外周により容易に回り込ませることが出来て、絶縁板内に電線をより強固に固定することが出来る。また、繊維が断絶することにより、電線を樹脂シートに埋め込ませられる結果、電線による樹脂シートの浮き上がりを抑えることが出来て、絶縁板の表面を平坦に形成することが出来る。なお、不織布としては、例えばガラス繊維不織布、アラミド繊維不織布等、不織布に含浸される合成樹脂材料としてはエポキシ樹脂、フェノール樹脂等、各種のものが採用可能である。
【0014】
本発明の第三の態様は、前記第二の態様に記載のものにおいて、前記樹脂シートが複数積層されることにより前記絶縁板が形成されているものである。
【0015】
本態様によれば、樹脂シートの積層枚数を調節することによって、絶縁板の厚さ寸法を容易に調節することが出来る。また、積層された樹脂シートの層間に電線を挟むことによって、多層構造の電気回路を容易に形成することが出来る。なお、樹脂シートの積層枚数は任意に設定可能である。例えば、絶縁板の表面を平坦面にするために、積層された合計の厚さ寸法が電線の断面よりも大きくなる枚数以上が用いられることが好ましい。また、例えば電線を挟む両側に同枚数の樹脂シートを積層しても良いし、電線を挟む一方と他方で樹脂シートの積層枚数を異ならせても良い。
【0016】
本発明の第四の態様は、前記第一〜第三の何れか1つの態様に記載のものにおいて、前記絶縁板に貫設された開口穴を通じて前記電線の前記貫通孔が前記絶縁板から露出されているものである。
【0017】
本態様によれば、開口穴を通じて電線の貫通孔を絶縁板の外部に露出させることにより、貫通孔の周囲を絶縁板で固定することが出来る。これにより、貫通孔の周辺部分における電線の支持強度を確保することが出来る。
【発明の効果】
【0018】
本発明においては、合成樹脂製の絶縁板に電線を部分的に露出して埋設すると共に、該電線の露出部分に、平板状部と貫通孔を形成して電気回路板とした。これにより、エッチングやめっき等の化学的処理を要することなく、従来のプリント基板におけるスルーホールやバイアホールを、簡易な設備で形成することが出来る。
【図面の簡単な説明】
【0019】
【図1】本発明の第一の実施形態としての電気回路板の一部の平面図。
【図2】図1に示した電気回路板の要部の平面図。
【図3】図2におけるIII−III断面図。
【図4】図2におけるIV−IV断面図。
【図5】図1に示した電気回路板の製造方法を説明するための説明図。
【図6】図1に示した電気回路板への電気部品の接続方法を説明するための説明図。
【図7】本発明の第二の実施形態としての電気回路板の要部の断面説明図。
【図8】本発明の第三の実施形態としての電気回路板の一部の平面図。
【図9】本発明の異なる態様としての電線の一部を示す斜視図。
【図10】本発明の異なる態様としての電気回路板の一部の平面図。
【発明を実施するための形態】
【0020】
以下、本発明の実施形態について、図面を参照しつつ説明する。
【0021】
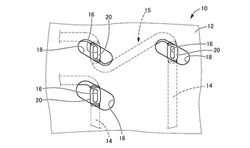
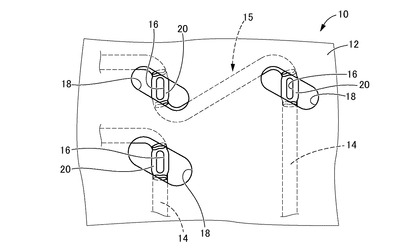
先ず、図1に、本発明の第一の実施形態としての電気回路板10の要部を示す。電気回路板10は、合成樹脂製の絶縁板12に、複数の電線14が埋設されることによって絶縁板12内に電気回路15が形成された構造とされている。そして、各電線14に形成された貫通孔16が、絶縁板12に形成された開口穴18を通じて絶縁板12の外部に露出されている。
【0022】
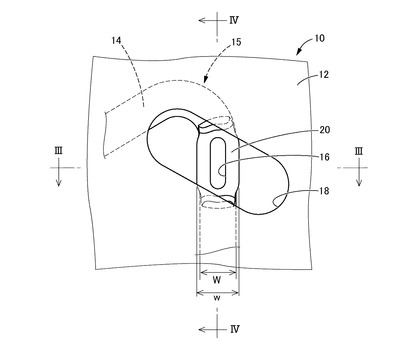
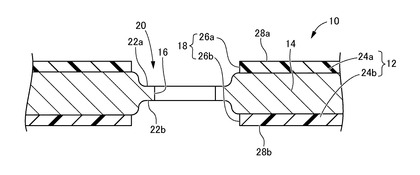
図2〜図4に、開口穴18の形成箇所の1つを例示する。電線14としては各種の電線が採用可能であり、銅線からなる素線や、通電可能な芯線が絶縁材料で被覆された単芯線やエナメル線等が採用され得る。電線14は、所望の回路形状に屈曲されている。本実施形態における電線14は銅線からなる素線が用いられており、円形断面形状を有している。但し、電線14の断面形状は、円形断面に限らず、楕円等でも良いし、正方形や長方形等の矩形状、六角形等の多角形状、その他任意の断面形状が適宜に採用可能である。
【0023】
電線14において、絶縁板12の開口穴18と重なる位置には、平板状部20が形成されている。平板状部20は、電線14が部分的に潰し加工されることによって形成されている。これにより、平板状部20は、電線14の延出方向(図2中、上下方向)に略長手矩形の断面形状をもって延びる略平坦な平板形状とされており、その幅寸法:wが、電線14の幅寸法(本実施形態においては、電線14の径寸法と等しい):Wよりも大きくされている。ここで、電線14の径寸法は、潰し加工されて形成された平板状部20が貫通孔16を形成するに十分な表面積を得られる程度の大きさに設定されている。具体的には、電線14の径寸法は、要求される貫通孔16の大きさに応じて任意に設定可能であるが、0.8mm以上に設定されていることが好ましい。なお、図4から明らかなように、本実施形態における平板状部20は、電線14が両方向から潰されることにより、両端面22a,22bが電線14の径方向(図4中、上下方向)で中間部分に位置されているが、例えば電線14を片側一方から潰すことにより、両端面22a,22bの何れか一方が電線14の径方向の一方側(図4中、上側又は下側)に偏倚して形成されていても良い。また、平板状部20は、1つの電線14に複数個形成されていても良い。
【0024】
平板状部20には、貫通孔16が形成されている。本実施形態における貫通孔16は、後述するリレー30の接続端子32aが挿通可能な長手寸法(図2中、上下方向寸法)を有する長孔形状断面をもって、平板状部20を板厚方向(図4中、上下方向)に貫通して形成されている。貫通孔16の形状としては任意の形状が採用可能であり、円形断面や矩形断面、その他任意の断面形状が採用可能である。
【0025】
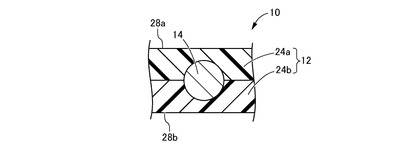
このような電線14の複数が、所望の回路形状に屈曲された状態で、絶縁板12に埋設されている。絶縁板12は平板形状とされており、複数(本実施形態においては、2枚)の樹脂シート24a,24bが積層状態で互いに溶着されることによって形成されている。これら樹脂シート24a,24bは互いに同様の構造とされていることから、特に区別する必要の無い場合は、樹脂シート24として説明する。
【0026】
樹脂シート24は、不織布に合成樹脂材料が含浸されたシート形状とされている。不織布および合成樹脂材料としては従来公知の各種のものが採用可能である。本実施形態における樹脂シート24は、ガラス繊維を用いたガラス繊維不織布に、合成樹脂材料としてのエポキシ樹脂が含浸されることによって形成されている。
【0027】
図4からも明らかなように、樹脂シート24a,24bには、電線14の貫通孔16と重なる位置に、穿孔26a,26bがそれぞれ形成されている。穿孔26a,26bは、樹脂シート24a,24bのそれぞれにおいて、貫通孔16よりも大きな互いに等しい大きさをもって、互いに重なり合う同位置に形成されている。これら穿孔26a,26bが相互に重ね合わされることによって、絶縁板12を貫通する開口穴18が形成されるようになっている。なお、穿孔26a,26bの形状は、貫通孔16よりも大きければ特に限定されるものではなく、円形や矩形、その他任意の形状が採用可能であり、本実施形態の穿孔26a,26bは、長孔形状とされている。
【0028】
このような樹脂シート24a,24bが、複数の電線14を挟んだ状態で重ね合わされて、ヒートプレス等で互いに溶着されることにより、絶縁板12が形成されている。そして、これら複数の電線14が全長に亘って樹脂シート24aと樹脂シート24bで挟まれることにより絶縁板12内に埋設されて、これら複数の電線14によって、絶縁板12内に電気回路15が形成されている。なお、図3に示したように、樹脂シート24a,24bが協働して、電線14の外周の全体に回り込まされている。また、絶縁板12の両外面28a,28bは、何れも平坦面とされている。
【0029】
そして、樹脂シート24aの各穿孔26aと樹脂シート24bの各穿孔26bが、電線14の平板状部20を挟んで重ね合わされている。これにより、穿孔26aと穿孔26bによって、絶縁板12を板厚方向(図4中、上下方向)に貫通する開口穴18が形成されていると共に、開口穴18内に、電線14の平板状部20が位置されている。その結果、平板状部20に形成された貫通孔16が、開口穴18を通じて絶縁板12の外部に露出されている。
【0030】
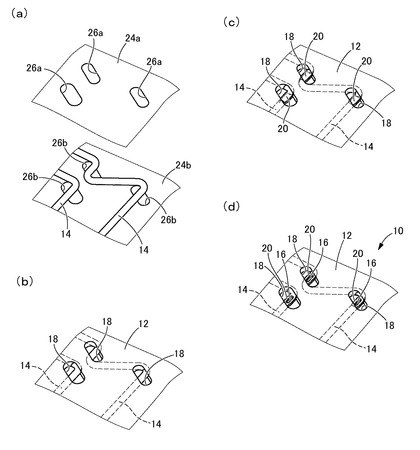
なお、このような電気回路板10は、例えば図5に示す以下の方法により、好適に製造することが出来る。先ず、図5(a)に示すように、銅線等の複数の電線14を用意して、所望の回路形状に屈曲する。なお、この段階では、各電線14に平板状部20は形成されていない。また、不織布に合成樹脂材料を含浸した樹脂シート24a,24bを用意して、樹脂シート24a,24bに穿孔26a,26bを穿設する。そして、樹脂シート24bの穿孔26b上を通るように複数の電線14を載置して、樹脂シート24bの各穿孔26bに対応する穿孔26aが重なるように、樹脂シート24aを樹脂シート24bに重ね合わせる。そして、ヒートプレス等で樹脂シート24aと樹脂シート24bを相互に固着することにより、図5(b)に示すように、絶縁板12が電線14の埋設状態で形成されると共に、絶縁板12に開口穴18が形成されて、該開口穴18内に電線14の一部が配設される。
【0031】
次に、図5(c)に示すように、電線14において開口穴18を通じて絶縁板12の外部に露出された部分に、潰し加工等することで平板状部20を形成する。続いて、図5(d)に示すように、形成された各平板状部20に、開口穴18を通じてドリル等で貫通孔16を穿設する。このようにして、電気回路板10を得ることが出来る。
【0032】
このような製造方法によれば、絶縁板12の開口穴18内に貫通孔16を位置ずれのおそれ無く形成することが出来る。また、平板状部20を形成して電線14の幅寸法を大きくすることによって、貫通孔16の穿設を容易且つ安定的に行うことが出来る。但し、電気回路板10の製造方法は上記方法に限定されるものではなく、例えば、予め平板状部20と貫通孔16を形成して所望の回路形状に屈曲した電線14を樹脂シート24a,24bで挟んで、それぞれの穿孔26a,26bを貫通孔16に位置合わせした状態でヒートプレスする等しても良い。
【0033】
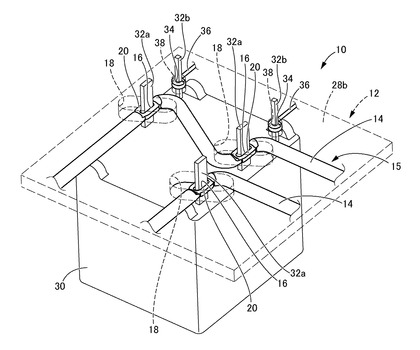
本実施形態に従う構造とされた電気回路板10は、従来公知のプリント基板と同様に用いることが出来る。例えば、図6に示すように、開口穴18を通じて絶縁板12の外部に露出された貫通孔16を従来公知のスルーホールと同様に用いて、電気部品としてのリレー30の接続端子32aを貫通孔16に挿通する。接続端子32aは、長手矩形断面をもって延びるタブ形状とされている。そして、貫通孔16に挿通された接続端子32aを半田付けすることにより、リレー30を絶縁板12の内部に形成された電気回路15と接続することが出来る。
【0034】
なお、図6に示した電気回路板10には、導通孔34が併せ形成されている。導通孔34は、螺旋状に巻回された電線36の中央孔によって形成されている。電線36は、電線14よりも小径の銅線で形成されており、図示は省略するが、ピン等に巻回されることで螺旋状に形成されている。このような導通孔34が、開口穴18と同様にして絶縁板12に貫設された小開口穴38を通じて絶縁板12の外部に露出されている。そして、導通孔34に、接続端子32aよりも小さな略正方形断面をもって延びる角柱形状の接続端子32bが挿通されて半田付けされることにより、リレー30が電線36と電気的に接続されている。
【0035】
本実施形態に従う構造とされた電気回路板10によれば、絶縁板12に電線14を埋設することによって、エッチングやめっき等の化学処理を要することなく電気回路15を形成することが出来ると共に、貫通孔16によってスルーホールと同様の導通孔を形成することが出来る。これにより、特別な設備を要することなく、従来のプリント基板と同等の機能を有する電気回路板を得ることが出来る。
【0036】
特に、電線14における貫通孔16の形成部分には平板状部20が形成されおり、電線14の幅寸法が大きくされている。これにより、大型の貫通孔16を容易に形成することが出来て、タブ形状を有する比較的大型の接続端子32aも挿通可能とすることが出来る。
【0037】
さらに、本実施形態における電気回路板10は、絶縁板12が不織布を用いた樹脂シート24a,24bによって形成されている。これにより、電線14を挟んで樹脂シート24a,24bをヒートプレス等で互いに固着するに際して、繊維が容易に断絶されることから、図3に示したように、樹脂シート24a,24bを電線14に回り込ませることが出来る。その結果、電線14を絶縁板12内により強固に固定することが出来る。また、電線14で樹脂シート24a,24bが浮き上がらされて凹凸を生じることを回避して、絶縁板12の両外面28a,28bを平坦に形成することが可能であり、リレー30等の電気部品の配設を安定的に行うことが出来る。更にまた、絶縁板12に部分的に貫設された開口穴18を通じて貫通孔16が露出されていることから、貫通孔16に接続端子32aを挿通するに際して、貫通孔16の周辺を絶縁板12で支持することが出来る。
【0038】
次に、図7に、本発明の第二の実施形態としての電気回路板40の要部を示す。なお、以下の説明において、前記第一の実施形態と同様の構造とされた部材および部位には、図中に前記第一の実施形態と同一の符号を付することにより、その説明を適宜に省略する。
【0039】
電気回路板40は、複数(図7においては、2本)の電線42,42が、絶縁板12の板厚方向(図7中、上下方向)で積層された構造とされている。本実施形態における電線42は、例えば単芯線やエナメル線等のように、通電可能な芯線44が絶縁被膜46で被覆された被覆電線が用いられている。これら電線42には、前記第一の実施形態と同様にして平板状部20と貫通孔16が形成されている。なお、電線42の平板状部20において、絶縁被膜46は必ずしも剥離されている必要は無いが、図7に示すように、平板状部20の形成部位において絶縁被膜46が予め剥離されておくことが好ましい。そして、複数の電線42,42が所望の回路形状に屈曲されて、それぞれの貫通孔16,16を相互に重ね合わせた状態で積層されると共に、樹脂シート24a,24bで挟まれている。これにより、複数の電線42,42が、積層状態で絶縁板12内に埋設されている。そして、絶縁板12の板厚方向(図7中、上下方向)で積層されたそれぞれの貫通孔16,16に、半田48が充填されている。これにより、絶縁板12内で積層された電線42,42が半田48を通じて相互に電気的に接続されている。
【0040】
本実施形態によれば、複数の電線42を積層することによって、絶縁板12内に多層構造の電気回路15を形成することが出来る。そして、複数の電線42の貫通孔16を重ね合わせて、それらに半田48を充填することによって、従来のプリント基板におけるバイアホールと同様の導通孔を形成することが出来る。更に、電線42として被覆電線を用いたことから、積層状態で絶縁状態を容易に確保することが出来る。なお、本実施形態における電線として、絶縁材料で被覆されていない銅線等の素線を用いることも可能であり、そのような場合には、前記樹脂シート24a,24bと同様の樹脂シートを挟んで複数の電線を積層することによって、各層間の絶縁性を確保することが出来る。
【0041】
次に、図8に、本発明の第三の実施形態としての電気回路板50を示す。電気回路板50は、前記第一の実施形態と同様の複数の電線14,14が、小型の絶縁板52a,52bに部分的に埋設されたものである。絶縁板52a,52bは、前記絶縁板12と同様に、樹脂シート24a,24b(図8においては、樹脂シート24aのみ図示)が重ね合わされて相互に固着されて形成されている。そして、樹脂シート24a,24bが、複数の電線14における平板状部20の非形成部分を挟んで相互に固着されることによって、各電線14が絶縁板52a,52bに部分的に埋設されて、それぞれの平板状部20および貫通孔16が絶縁板52a,52bの外部に露出されている。本実施形態から明らかなように、各電線14は、必ずしも全体が絶縁板に埋設されている必要はない。そして、このような構造によれば、絶縁板の形成材料の削減と電気回路板の軽量化を図ることが出来る。
【0042】
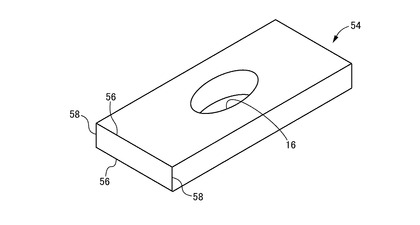
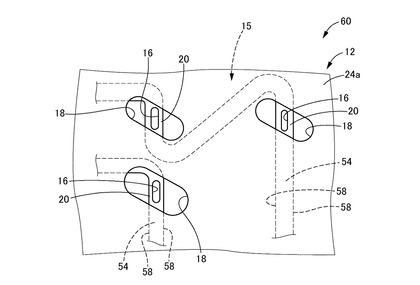
以上、本発明の実施形態について詳述したが、本発明はその具体的な記載によって限定されない。前述のように、電線の断面形状は、円形断面に限らず、楕円等でも良いし、正方形や長方形等の矩形状、六角形等の多角形状、その他任意の断面形状が適宜に採用可能である。例えば、図9に示す電線54のように、長辺56,56と短辺58,58とを有する長手矩形の断面形状をもって延びる平角状のエナメル線等を用いて、該電線54を潰し加工することなく貫通孔16を形成して用いる等しても良い。そして、図10に示すように、複数の電線54を短辺58側で屈曲して任意の回路形状を形成すると共に、前記電気回路板10と同様に、樹脂シート24a,24b(図10には樹脂シート24aのみ図示)で挟んで絶縁板12内に埋設することにより、本発明の異なる態様としての電気回路板60を形成することが出来る。本態様における電気回路板60においては、電線54が平角形状とされていることから、貫通孔16の形成部分が予め平板形状とされており、潰し加工等を要することなく、該貫通孔16が形成されて絶縁板12の開口穴18から外部に露出された部分を平板状部20とすることが出来る。
【0043】
また、絶縁板を形成する樹脂シートの枚数は、電線の太さや積層数等を考慮して適宜に設定されるものであって、電線を挟む両側にそれぞれ2枚以上の複数枚を積層しても良いし、電線を挟む片側に1枚、反対側に2枚等、電線を挟む一方と他方で、積層枚数を異ならせても良い。複数の電線を樹脂シートを介して積層する場合には、各層間に複数枚の樹脂シートを介在しても良い。
【0044】
また、電線に形成された貫通孔の具体的形状は、接続される電気部品の端子形状等を考慮して各種の形状が採用されるものであって、1つの電気回路板に、各種の形状や大きさを有する貫通孔が形成されていても良い。
【0045】
更にまた、電線を絶縁板の外部に延び出させることも可能である。このようにすれば、例えば電線を絶縁板の外に延び出させて他の電気回路と接続したり、接続端子を設けて他の電気部品と接続することが可能となり、電気回路板の汎用性を向上することが出来る。
【符号の説明】
【0046】
10,40,50:電気回路板、12,52a,52b:絶縁板、14,42,54:電線、15:電気回路、16:貫通孔、18:開口穴、20:平板状部、24a,b:樹脂シート、30:リレー(電気部品)、32a,32b:接続端子
【技術分野】
【0001】
本発明は、電気回路が形成された電気回路板に関するものである。
【背景技術】
【0002】
従来から、電気回路が形成された電気回路板として、プリント基板が用いられている。プリント基板は、絶縁板の表面や内部に、電気回路としてのプリント配線が形成された構造とされている。
【0003】
ところで、プリント基板のプリント配線は、一般的に、例えば特開2004−63575号公報(特許文献1)に記載されているようなサブトラクティブ法や、特開2010−267652号公報(特許文献2)に記載されているアディティブ法によって形成される。サブトラクティブ法は、全面に銅箔が張られた絶縁板にフォトレジストを塗布した後、所望の回路形状のフォトマスクで覆って紫外線を露光し現像することで回路形状として残す部分をフォトレジストで覆う。そして、エッチング液を用いてフォトレジストで保護された形状を残して銅箔を除去することで回路を形成した後に、不要となったフォトレジストを溶剤等を用いて剥離する。一方、アディティブ法は、絶縁板表面で回路形状を形成したくない部分にめっきレジストを形成し、電解めっきや無電解めっきを施して絶縁板表面に選択的に導体皮膜を被着させることで回路を形成する。
【0004】
また、プリント基板には、電気部品の端子をプリント配線と接続したり、プリント配線を層間接続するために、スルーホールやバイアホール等の導通孔が形成される。このような導通孔は、例えば特開2010−147145号公報(特許文献3)に記載されているように、絶縁板にドリルで孔を開け、その孔の壁面に銅めっきを施すことにより形成される。
【0005】
このように、プリント基板の製造には、電気回路の形成や導通孔を形成するためにエッチングやめっき処理等の化学処理が必要となって、製造に特別な設備が必要になるという問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−63575号公報
【特許文献2】特開2010−267652号公報
【特許文献3】特開2010−147145号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上述の事情を背景に為されたものであって、その解決課題は、より簡易な設備で容易に形成することの出来る、新規な構造の電気回路板を提供することにある。
【課題を解決するための手段】
【0008】
本発明の第一の態様の特徴とするところは、合成樹脂製の絶縁板に電線が部分的に露出して埋設されており、該電線における前記絶縁板からの露出部分には平板状部が形成されていると共に、該平板状部を貫通する貫通孔が形成されている電気回路板にある。
【0009】
本発明に従う構造とされた電気回路板によれば、電線を用いて電気回路を形成することが出来る。そして、電線に形成された貫通孔を絶縁板の外部に露出させることにより、従来のプリント基板におけるスルーホールを形成することが出来る。また、複数の電線を、それぞれの貫通孔を重ね合わせて絶縁板に埋設すると共に、それら貫通孔内に半田を充填して相互に接続すれば、従来のプリント基板におけるバイアホールを形成することも出来る。これにより、エッチングやめっき等の化学処理を行なうことなく、スルーホールやバイアホールを備えた電気回路板を簡易な設備で容易に形成することが出来る。
【0010】
さらに、電線における貫通孔の形成部位には平板状部が形成されている。これにより、電線の幅寸法が平板状部において部分的に大きくされており、大型の貫通孔も比較的容易に形成することが出来る。その結果、大型の電気部品の接続端子にも容易に対応することが出来る。
【0011】
なお、絶縁板は、電線の全体を埋設するものに限定されない。例えば、電線における平板状部以外の部位のみを絶縁板に埋設して、平板状部を絶縁板の外に配設する等しても良い。また、電線は、銅線等の素線でも良いし、単芯線やエナメル線等、絶縁材料で覆われた被覆電線でも良い。素線を用いれば、電気回路板の小型化および材料費の軽減を図ることが出来る。一方、被覆電線を用いれば、特別な絶縁処理を要することなく、複数の電線を重ねて配索することが出来る。
【0012】
本発明の第二の態様は、前記第一の態様に記載のものにおいて、前記絶縁板が、不織布に合成樹脂材料が含浸されてなる樹脂シートで形成されているものである。
【0013】
本態様によれば、絶縁板が樹脂シートで形成されており、該樹脂シートが不織布を用いて形成されている。従って、絶縁板に電線を埋設するために、ヒートプレス等で樹脂シートを電線に押し付ける際に、不織布の繊維を容易に断絶することが出来る。これにより、電線への押し付けで樹脂シートを電線の外周により容易に回り込ませることが出来て、絶縁板内に電線をより強固に固定することが出来る。また、繊維が断絶することにより、電線を樹脂シートに埋め込ませられる結果、電線による樹脂シートの浮き上がりを抑えることが出来て、絶縁板の表面を平坦に形成することが出来る。なお、不織布としては、例えばガラス繊維不織布、アラミド繊維不織布等、不織布に含浸される合成樹脂材料としてはエポキシ樹脂、フェノール樹脂等、各種のものが採用可能である。
【0014】
本発明の第三の態様は、前記第二の態様に記載のものにおいて、前記樹脂シートが複数積層されることにより前記絶縁板が形成されているものである。
【0015】
本態様によれば、樹脂シートの積層枚数を調節することによって、絶縁板の厚さ寸法を容易に調節することが出来る。また、積層された樹脂シートの層間に電線を挟むことによって、多層構造の電気回路を容易に形成することが出来る。なお、樹脂シートの積層枚数は任意に設定可能である。例えば、絶縁板の表面を平坦面にするために、積層された合計の厚さ寸法が電線の断面よりも大きくなる枚数以上が用いられることが好ましい。また、例えば電線を挟む両側に同枚数の樹脂シートを積層しても良いし、電線を挟む一方と他方で樹脂シートの積層枚数を異ならせても良い。
【0016】
本発明の第四の態様は、前記第一〜第三の何れか1つの態様に記載のものにおいて、前記絶縁板に貫設された開口穴を通じて前記電線の前記貫通孔が前記絶縁板から露出されているものである。
【0017】
本態様によれば、開口穴を通じて電線の貫通孔を絶縁板の外部に露出させることにより、貫通孔の周囲を絶縁板で固定することが出来る。これにより、貫通孔の周辺部分における電線の支持強度を確保することが出来る。
【発明の効果】
【0018】
本発明においては、合成樹脂製の絶縁板に電線を部分的に露出して埋設すると共に、該電線の露出部分に、平板状部と貫通孔を形成して電気回路板とした。これにより、エッチングやめっき等の化学的処理を要することなく、従来のプリント基板におけるスルーホールやバイアホールを、簡易な設備で形成することが出来る。
【図面の簡単な説明】
【0019】
【図1】本発明の第一の実施形態としての電気回路板の一部の平面図。
【図2】図1に示した電気回路板の要部の平面図。
【図3】図2におけるIII−III断面図。
【図4】図2におけるIV−IV断面図。
【図5】図1に示した電気回路板の製造方法を説明するための説明図。
【図6】図1に示した電気回路板への電気部品の接続方法を説明するための説明図。
【図7】本発明の第二の実施形態としての電気回路板の要部の断面説明図。
【図8】本発明の第三の実施形態としての電気回路板の一部の平面図。
【図9】本発明の異なる態様としての電線の一部を示す斜視図。
【図10】本発明の異なる態様としての電気回路板の一部の平面図。
【発明を実施するための形態】
【0020】
以下、本発明の実施形態について、図面を参照しつつ説明する。
【0021】
先ず、図1に、本発明の第一の実施形態としての電気回路板10の要部を示す。電気回路板10は、合成樹脂製の絶縁板12に、複数の電線14が埋設されることによって絶縁板12内に電気回路15が形成された構造とされている。そして、各電線14に形成された貫通孔16が、絶縁板12に形成された開口穴18を通じて絶縁板12の外部に露出されている。
【0022】
図2〜図4に、開口穴18の形成箇所の1つを例示する。電線14としては各種の電線が採用可能であり、銅線からなる素線や、通電可能な芯線が絶縁材料で被覆された単芯線やエナメル線等が採用され得る。電線14は、所望の回路形状に屈曲されている。本実施形態における電線14は銅線からなる素線が用いられており、円形断面形状を有している。但し、電線14の断面形状は、円形断面に限らず、楕円等でも良いし、正方形や長方形等の矩形状、六角形等の多角形状、その他任意の断面形状が適宜に採用可能である。
【0023】
電線14において、絶縁板12の開口穴18と重なる位置には、平板状部20が形成されている。平板状部20は、電線14が部分的に潰し加工されることによって形成されている。これにより、平板状部20は、電線14の延出方向(図2中、上下方向)に略長手矩形の断面形状をもって延びる略平坦な平板形状とされており、その幅寸法:wが、電線14の幅寸法(本実施形態においては、電線14の径寸法と等しい):Wよりも大きくされている。ここで、電線14の径寸法は、潰し加工されて形成された平板状部20が貫通孔16を形成するに十分な表面積を得られる程度の大きさに設定されている。具体的には、電線14の径寸法は、要求される貫通孔16の大きさに応じて任意に設定可能であるが、0.8mm以上に設定されていることが好ましい。なお、図4から明らかなように、本実施形態における平板状部20は、電線14が両方向から潰されることにより、両端面22a,22bが電線14の径方向(図4中、上下方向)で中間部分に位置されているが、例えば電線14を片側一方から潰すことにより、両端面22a,22bの何れか一方が電線14の径方向の一方側(図4中、上側又は下側)に偏倚して形成されていても良い。また、平板状部20は、1つの電線14に複数個形成されていても良い。
【0024】
平板状部20には、貫通孔16が形成されている。本実施形態における貫通孔16は、後述するリレー30の接続端子32aが挿通可能な長手寸法(図2中、上下方向寸法)を有する長孔形状断面をもって、平板状部20を板厚方向(図4中、上下方向)に貫通して形成されている。貫通孔16の形状としては任意の形状が採用可能であり、円形断面や矩形断面、その他任意の断面形状が採用可能である。
【0025】
このような電線14の複数が、所望の回路形状に屈曲された状態で、絶縁板12に埋設されている。絶縁板12は平板形状とされており、複数(本実施形態においては、2枚)の樹脂シート24a,24bが積層状態で互いに溶着されることによって形成されている。これら樹脂シート24a,24bは互いに同様の構造とされていることから、特に区別する必要の無い場合は、樹脂シート24として説明する。
【0026】
樹脂シート24は、不織布に合成樹脂材料が含浸されたシート形状とされている。不織布および合成樹脂材料としては従来公知の各種のものが採用可能である。本実施形態における樹脂シート24は、ガラス繊維を用いたガラス繊維不織布に、合成樹脂材料としてのエポキシ樹脂が含浸されることによって形成されている。
【0027】
図4からも明らかなように、樹脂シート24a,24bには、電線14の貫通孔16と重なる位置に、穿孔26a,26bがそれぞれ形成されている。穿孔26a,26bは、樹脂シート24a,24bのそれぞれにおいて、貫通孔16よりも大きな互いに等しい大きさをもって、互いに重なり合う同位置に形成されている。これら穿孔26a,26bが相互に重ね合わされることによって、絶縁板12を貫通する開口穴18が形成されるようになっている。なお、穿孔26a,26bの形状は、貫通孔16よりも大きければ特に限定されるものではなく、円形や矩形、その他任意の形状が採用可能であり、本実施形態の穿孔26a,26bは、長孔形状とされている。
【0028】
このような樹脂シート24a,24bが、複数の電線14を挟んだ状態で重ね合わされて、ヒートプレス等で互いに溶着されることにより、絶縁板12が形成されている。そして、これら複数の電線14が全長に亘って樹脂シート24aと樹脂シート24bで挟まれることにより絶縁板12内に埋設されて、これら複数の電線14によって、絶縁板12内に電気回路15が形成されている。なお、図3に示したように、樹脂シート24a,24bが協働して、電線14の外周の全体に回り込まされている。また、絶縁板12の両外面28a,28bは、何れも平坦面とされている。
【0029】
そして、樹脂シート24aの各穿孔26aと樹脂シート24bの各穿孔26bが、電線14の平板状部20を挟んで重ね合わされている。これにより、穿孔26aと穿孔26bによって、絶縁板12を板厚方向(図4中、上下方向)に貫通する開口穴18が形成されていると共に、開口穴18内に、電線14の平板状部20が位置されている。その結果、平板状部20に形成された貫通孔16が、開口穴18を通じて絶縁板12の外部に露出されている。
【0030】
なお、このような電気回路板10は、例えば図5に示す以下の方法により、好適に製造することが出来る。先ず、図5(a)に示すように、銅線等の複数の電線14を用意して、所望の回路形状に屈曲する。なお、この段階では、各電線14に平板状部20は形成されていない。また、不織布に合成樹脂材料を含浸した樹脂シート24a,24bを用意して、樹脂シート24a,24bに穿孔26a,26bを穿設する。そして、樹脂シート24bの穿孔26b上を通るように複数の電線14を載置して、樹脂シート24bの各穿孔26bに対応する穿孔26aが重なるように、樹脂シート24aを樹脂シート24bに重ね合わせる。そして、ヒートプレス等で樹脂シート24aと樹脂シート24bを相互に固着することにより、図5(b)に示すように、絶縁板12が電線14の埋設状態で形成されると共に、絶縁板12に開口穴18が形成されて、該開口穴18内に電線14の一部が配設される。
【0031】
次に、図5(c)に示すように、電線14において開口穴18を通じて絶縁板12の外部に露出された部分に、潰し加工等することで平板状部20を形成する。続いて、図5(d)に示すように、形成された各平板状部20に、開口穴18を通じてドリル等で貫通孔16を穿設する。このようにして、電気回路板10を得ることが出来る。
【0032】
このような製造方法によれば、絶縁板12の開口穴18内に貫通孔16を位置ずれのおそれ無く形成することが出来る。また、平板状部20を形成して電線14の幅寸法を大きくすることによって、貫通孔16の穿設を容易且つ安定的に行うことが出来る。但し、電気回路板10の製造方法は上記方法に限定されるものではなく、例えば、予め平板状部20と貫通孔16を形成して所望の回路形状に屈曲した電線14を樹脂シート24a,24bで挟んで、それぞれの穿孔26a,26bを貫通孔16に位置合わせした状態でヒートプレスする等しても良い。
【0033】
本実施形態に従う構造とされた電気回路板10は、従来公知のプリント基板と同様に用いることが出来る。例えば、図6に示すように、開口穴18を通じて絶縁板12の外部に露出された貫通孔16を従来公知のスルーホールと同様に用いて、電気部品としてのリレー30の接続端子32aを貫通孔16に挿通する。接続端子32aは、長手矩形断面をもって延びるタブ形状とされている。そして、貫通孔16に挿通された接続端子32aを半田付けすることにより、リレー30を絶縁板12の内部に形成された電気回路15と接続することが出来る。
【0034】
なお、図6に示した電気回路板10には、導通孔34が併せ形成されている。導通孔34は、螺旋状に巻回された電線36の中央孔によって形成されている。電線36は、電線14よりも小径の銅線で形成されており、図示は省略するが、ピン等に巻回されることで螺旋状に形成されている。このような導通孔34が、開口穴18と同様にして絶縁板12に貫設された小開口穴38を通じて絶縁板12の外部に露出されている。そして、導通孔34に、接続端子32aよりも小さな略正方形断面をもって延びる角柱形状の接続端子32bが挿通されて半田付けされることにより、リレー30が電線36と電気的に接続されている。
【0035】
本実施形態に従う構造とされた電気回路板10によれば、絶縁板12に電線14を埋設することによって、エッチングやめっき等の化学処理を要することなく電気回路15を形成することが出来ると共に、貫通孔16によってスルーホールと同様の導通孔を形成することが出来る。これにより、特別な設備を要することなく、従来のプリント基板と同等の機能を有する電気回路板を得ることが出来る。
【0036】
特に、電線14における貫通孔16の形成部分には平板状部20が形成されおり、電線14の幅寸法が大きくされている。これにより、大型の貫通孔16を容易に形成することが出来て、タブ形状を有する比較的大型の接続端子32aも挿通可能とすることが出来る。
【0037】
さらに、本実施形態における電気回路板10は、絶縁板12が不織布を用いた樹脂シート24a,24bによって形成されている。これにより、電線14を挟んで樹脂シート24a,24bをヒートプレス等で互いに固着するに際して、繊維が容易に断絶されることから、図3に示したように、樹脂シート24a,24bを電線14に回り込ませることが出来る。その結果、電線14を絶縁板12内により強固に固定することが出来る。また、電線14で樹脂シート24a,24bが浮き上がらされて凹凸を生じることを回避して、絶縁板12の両外面28a,28bを平坦に形成することが可能であり、リレー30等の電気部品の配設を安定的に行うことが出来る。更にまた、絶縁板12に部分的に貫設された開口穴18を通じて貫通孔16が露出されていることから、貫通孔16に接続端子32aを挿通するに際して、貫通孔16の周辺を絶縁板12で支持することが出来る。
【0038】
次に、図7に、本発明の第二の実施形態としての電気回路板40の要部を示す。なお、以下の説明において、前記第一の実施形態と同様の構造とされた部材および部位には、図中に前記第一の実施形態と同一の符号を付することにより、その説明を適宜に省略する。
【0039】
電気回路板40は、複数(図7においては、2本)の電線42,42が、絶縁板12の板厚方向(図7中、上下方向)で積層された構造とされている。本実施形態における電線42は、例えば単芯線やエナメル線等のように、通電可能な芯線44が絶縁被膜46で被覆された被覆電線が用いられている。これら電線42には、前記第一の実施形態と同様にして平板状部20と貫通孔16が形成されている。なお、電線42の平板状部20において、絶縁被膜46は必ずしも剥離されている必要は無いが、図7に示すように、平板状部20の形成部位において絶縁被膜46が予め剥離されておくことが好ましい。そして、複数の電線42,42が所望の回路形状に屈曲されて、それぞれの貫通孔16,16を相互に重ね合わせた状態で積層されると共に、樹脂シート24a,24bで挟まれている。これにより、複数の電線42,42が、積層状態で絶縁板12内に埋設されている。そして、絶縁板12の板厚方向(図7中、上下方向)で積層されたそれぞれの貫通孔16,16に、半田48が充填されている。これにより、絶縁板12内で積層された電線42,42が半田48を通じて相互に電気的に接続されている。
【0040】
本実施形態によれば、複数の電線42を積層することによって、絶縁板12内に多層構造の電気回路15を形成することが出来る。そして、複数の電線42の貫通孔16を重ね合わせて、それらに半田48を充填することによって、従来のプリント基板におけるバイアホールと同様の導通孔を形成することが出来る。更に、電線42として被覆電線を用いたことから、積層状態で絶縁状態を容易に確保することが出来る。なお、本実施形態における電線として、絶縁材料で被覆されていない銅線等の素線を用いることも可能であり、そのような場合には、前記樹脂シート24a,24bと同様の樹脂シートを挟んで複数の電線を積層することによって、各層間の絶縁性を確保することが出来る。
【0041】
次に、図8に、本発明の第三の実施形態としての電気回路板50を示す。電気回路板50は、前記第一の実施形態と同様の複数の電線14,14が、小型の絶縁板52a,52bに部分的に埋設されたものである。絶縁板52a,52bは、前記絶縁板12と同様に、樹脂シート24a,24b(図8においては、樹脂シート24aのみ図示)が重ね合わされて相互に固着されて形成されている。そして、樹脂シート24a,24bが、複数の電線14における平板状部20の非形成部分を挟んで相互に固着されることによって、各電線14が絶縁板52a,52bに部分的に埋設されて、それぞれの平板状部20および貫通孔16が絶縁板52a,52bの外部に露出されている。本実施形態から明らかなように、各電線14は、必ずしも全体が絶縁板に埋設されている必要はない。そして、このような構造によれば、絶縁板の形成材料の削減と電気回路板の軽量化を図ることが出来る。
【0042】
以上、本発明の実施形態について詳述したが、本発明はその具体的な記載によって限定されない。前述のように、電線の断面形状は、円形断面に限らず、楕円等でも良いし、正方形や長方形等の矩形状、六角形等の多角形状、その他任意の断面形状が適宜に採用可能である。例えば、図9に示す電線54のように、長辺56,56と短辺58,58とを有する長手矩形の断面形状をもって延びる平角状のエナメル線等を用いて、該電線54を潰し加工することなく貫通孔16を形成して用いる等しても良い。そして、図10に示すように、複数の電線54を短辺58側で屈曲して任意の回路形状を形成すると共に、前記電気回路板10と同様に、樹脂シート24a,24b(図10には樹脂シート24aのみ図示)で挟んで絶縁板12内に埋設することにより、本発明の異なる態様としての電気回路板60を形成することが出来る。本態様における電気回路板60においては、電線54が平角形状とされていることから、貫通孔16の形成部分が予め平板形状とされており、潰し加工等を要することなく、該貫通孔16が形成されて絶縁板12の開口穴18から外部に露出された部分を平板状部20とすることが出来る。
【0043】
また、絶縁板を形成する樹脂シートの枚数は、電線の太さや積層数等を考慮して適宜に設定されるものであって、電線を挟む両側にそれぞれ2枚以上の複数枚を積層しても良いし、電線を挟む片側に1枚、反対側に2枚等、電線を挟む一方と他方で、積層枚数を異ならせても良い。複数の電線を樹脂シートを介して積層する場合には、各層間に複数枚の樹脂シートを介在しても良い。
【0044】
また、電線に形成された貫通孔の具体的形状は、接続される電気部品の端子形状等を考慮して各種の形状が採用されるものであって、1つの電気回路板に、各種の形状や大きさを有する貫通孔が形成されていても良い。
【0045】
更にまた、電線を絶縁板の外部に延び出させることも可能である。このようにすれば、例えば電線を絶縁板の外に延び出させて他の電気回路と接続したり、接続端子を設けて他の電気部品と接続することが可能となり、電気回路板の汎用性を向上することが出来る。
【符号の説明】
【0046】
10,40,50:電気回路板、12,52a,52b:絶縁板、14,42,54:電線、15:電気回路、16:貫通孔、18:開口穴、20:平板状部、24a,b:樹脂シート、30:リレー(電気部品)、32a,32b:接続端子
【特許請求の範囲】
【請求項1】
合成樹脂製の絶縁板に電線が部分的に露出して埋設されており、該電線における前記絶縁板からの露出部分には平板状部が形成されていると共に、該平板状部を貫通する貫通孔が形成されている
ことを特徴とする電気回路板。
【請求項2】
前記絶縁板が、不織布に合成樹脂材料が含浸されてなる樹脂シートで形成されている請求項1に記載の電気回路板。
【請求項3】
前記樹脂シートが複数積層されることにより前記絶縁板が形成されている
請求項2に記載の電気回路板。
【請求項4】
前記絶縁板に貫設された開口穴を通じて前記電線の前記貫通孔が前記絶縁板から露出されている
請求項1〜3の何れか1項に記載の電気回路板。
【請求項1】
合成樹脂製の絶縁板に電線が部分的に露出して埋設されており、該電線における前記絶縁板からの露出部分には平板状部が形成されていると共に、該平板状部を貫通する貫通孔が形成されている
ことを特徴とする電気回路板。
【請求項2】
前記絶縁板が、不織布に合成樹脂材料が含浸されてなる樹脂シートで形成されている請求項1に記載の電気回路板。
【請求項3】
前記樹脂シートが複数積層されることにより前記絶縁板が形成されている
請求項2に記載の電気回路板。
【請求項4】
前記絶縁板に貫設された開口穴を通じて前記電線の前記貫通孔が前記絶縁板から露出されている
請求項1〜3の何れか1項に記載の電気回路板。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−115138(P2013−115138A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258049(P2011−258049)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]