
電気接点材料およびその製造方法

【課題】銀合金からなる電気接点材料においては、満足する温度特性を得つつしかも耐消耗性能、耐溶着性能を保持するような改善策が求められている。
【解決手段】材料中に酸化物として析出する卑金属と酸化物として析出しない未酸化の卑金属とが混在していることを特徴とする。
【解決手段】材料中に酸化物として析出する卑金属と酸化物として析出しない未酸化の卑金属とが混在していることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銀合金からなる電気接点材料およびその製造方法に関する。
【背景技術】
【0002】
銀‐酸化物系電気接点材料においては、耐消耗性能、耐溶着性能、温度特性などの接点特性の向上を図る際に、添加元素の検討、内部酸化前の素材における加工率の検討あるいは内部酸化時の温度や酸素分圧等の条件などの検討と工夫がなされ、従来からそれらの製造条件を検討することで適宜、使用条件に見合った接点材料を開発、製造して使用されている。(例えば、特許文献1参照、特許文献2参照、特許文献3参照)。
【0003】
特に、接点性能における温度特性の改善については、さまざまな試行錯誤が繰り返されてきている。その理由としては、温度特性の改善について考えると、接点素材そのものの固有抵抗が高いことや、接点材料として使用した場合に、接点表面における酸化物の堆積が接触抵抗の上昇を引き起こす要因となるため、その改善策は、添加される卑金属の量を減らすことにつながり、それは接点の耐消耗特性や耐溶着特性の低下につながる場合が多く、安易な温度特性の改善が他の特性の低下に通じてしまい相反する状況を引き起こしてしまうことになる。
【0004】
そのために、単に卑金属の添加量の削減というような組織の変更による改善ではなく、さらなる元素の添加や内部酸化条件の工夫、内部酸化前の素材の加工方法の工夫等様々な改善により温度特性の向上が試みられてきた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−111956公報
【特許文献2】特開2005−166338公報
【特許文献3】特開2002−363665公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、マグネットスイッチやブレーカ等の開閉器においては、その小型化が加速度的に進み、接点自体も小型化が求められ、さらに接点材料が接合される台材についても小型化、薄板化が進み、接点材料が開閉時に発するアークを消弧する消弧室のスペースも小さくなり、その結果、温度上昇がますます助長される状況となっている。
そのため、上記のような内部酸化時の条件を変更させたりする等の改善策では仕様にあった満足する温度特性を持つ接点材料を得ることが困難な場合が多くなってきた。
そのため、卑金属の量を減らして耐消耗特性や耐溶着特性を犠牲にして温度特性を改善するという場合がある。
【0007】
しかし、このような場合、実際に量産品として使用してみると、市場において想定外の使用をされた場合に、機器としての性能が仕様を満足させることができずに不具合を起こしてしまう場合が生じる。
そのため、満足する温度特性を得つつしかも耐消耗性能、耐溶着性能を保持するような改善策が求められている。
【課題を解決するための手段】
【0008】
まず、内部酸化の理論を簡単に説明する。あらかじめ銀(溶媒金属)に対して卑金属(溶質金属)を添加して溶解法によって合金化しておいた銀合金を、高圧の酸素雰囲気下においた状態で500°C以上に加熱する。この時500°C以上とするのは、銀が500°C以上の温度にさらされると酸素を吸蔵する性質を利用するもので、酸素と結合して酸化物を形成し易い卑金属を予め合金化しておくことで、銀合金が酸素を吸蔵する際に、卑金属が酸化物として銀マトリックス中に析出する。
【0009】
この現象を利用し、銀マトリックス中に様々な酸化物を析出させた銀‐酸化物系材料を得て、それを接点材料として利用する技術が従来から用いられている。ここで、この酸化物を得る際に、後に接点として使用する際に求められる仕様を満足するために、添加する卑金属の種類や、さらにそこに加える第三、第四元素の種類あるいは内部酸化条件の検討を行った。
【0010】
特に、温度特性の改善について用いられる工夫としては、なるべく抵抗の少ないもしくは接点として使用される際に接点表面に堆積しづらい元素を添加する手法が用いられてきた。具体的にはSn等は耐摩耗性能、耐溶着性能を向上させる一方で、固有抵抗の上昇を招くことや接点の開閉が繰り返されることで接点表面に堆積し易い性質があるため温度上昇の要因となってしまう。
そのため、In、Sb、ZnもしくはCu等を添加することで、酸化物を微細にしたり耐熱性のある複合酸化物とすることで温度上昇を抑制しつつ、耐摩耗性能や耐用着性能を向上させる工夫がなされてきた。
【0011】
しかし、このような添加元素による固有抵抗の上昇抑制や添加元素の減少により固有抵抗を低下させる等の手法では温度特性の改善に限界がある。
そこで本発明は、銀合金からなる電気接点材料の製造方法において、内部酸化方法を用いて銀‐酸化物系接点材料を得る際に、酸化物として析出する卑金属と酸化物として析出せずに未酸化の状態のままの卑金属とが混在した状態に制御することで、すべての卑金属が酸化物にならず、固有抵抗の上昇が抑えられ、結果として、耐摩耗性能、耐溶着性能を維持したまま、温度特性に優れた電気接点材料を得ることができた。
なお、銀に添加する元素としては、上記の他Sn、Ni等従来から用いられている元素でよい。
【0012】
内部酸化方法において本発明の特長は、内部酸化時に使用するガスを酸素のみではなく酸素に窒素やアルゴン等の不活性ガスを混合させて作製した混合ガスを用いることにより材料中に酸化物として析出する卑金属と、酸化物として析出しない未酸化の卑金属とを混在させて卑金属が従来と異なる内部酸化組織を得て、接点材料の温度特性を改善するというものである。
【0013】
なお、この時の混合ガスの酸素の体積含有率を1〜10%とする。その理由は、酸素が1%未満の比率になると、銀マトリックス中に析出する酸化物の形状が小さくなり過ぎてしまい、耐溶着性能が得られない。また、酸素が10%を超える比率になると、内部酸化時に未酸化の状態で入る卑金属がほとんど存在しない状態になってしまい、優れた温度特性が得られないためである。
【発明の効果】
【0014】
以上のようにした電気接点材料によると、耐摩耗性能、耐溶着性能を維持したまま、温度特性に優れた電気接点材料を得ることができた。
また、量産可能な技術であり、コストの上昇を招くことなく上記の優れた特性を有する電気接点材料を製造することができる。
【図面の簡単な説明】
【0015】
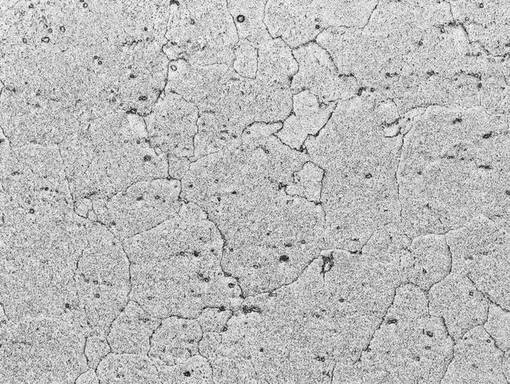
【図1】実施例による接点の顕微鏡写真
【図2】従来例による接点の顕微鏡写真
【発明を実施するための形態】
【0016】
本発明の実施例を説明する。
実施例1
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。この面は、後に加工を施して接点形状としたときに台材などと接合する面として使用するものである。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0017】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、本実施例では、酸素を10体積%、窒素を90体積%の比で混合させた混合雰囲気を用いる。
この時の混合雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0018】
以上の条件で内部酸化した接点の断面組織の顕微鏡写真を図1に示す。
同じ配合値で、従来の工程どおりに内部酸化雰囲気に100%の酸素を用いて内部酸化を行った接点(下記従来例1)の断面組織の顕微鏡写真を図2に示す。
図1と図2を比較すると、実施例の図1は析出酸化物の量が減少していることが確認できる。
【0019】
実施例2
実施例1と同様の方法で得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、本実施例では、酸素を5体積%、窒素を95体積%の比で混合させた混合雰囲気を用いる。
この時の混合雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0020】
比較例1
実施例1と同様の方法で得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、本実施例では、酸素を15体積%、窒素を85体積%の比で混合させた混合雰囲気を用いる。
この時の混合雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0021】
従来例1
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0022】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0023】
従来例2
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0024】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、2MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0025】
従来例3
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0026】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0027】
従来例4
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は75%とする。
【0028】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0029】
従来例5
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は75%とする。
【0030】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、2MPa、内部酸化温度は550°Cとし、内部酸化時間を96時間とした。
以上の実施例、比較例、従来例の説明の結果、接点材料を定格100Aのブレーカに使用して、温度上昇、耐溶着性能、耐消耗性能について実機評価を行った。その結果を表1に示す。
【0031】
評価方法としては、温度上昇については、定格100Aのブレーカに接点を組み込み、440V、100Aにて50回開閉した後、440V、100Aにて2時間通電後の固定接点端子部分の温度上昇値を測定した。
耐溶着性能については、440V、5000Aにてブレーカを投入した後、無負荷ブレーカを開放するときの接点の溶着力について評価した。
耐消耗性能については、440V、100Aにて5000回開閉した後、接点の消耗量を測定した。
【0032】
【表1】

【0033】
この結果、従来の内部酸化方法で製造された接点と比較して、本発明品は、温度上昇が約10〜20%減少することが確認された。また、そのときの耐溶着性能、耐消耗性能については、従来の内部酸化方法により製造された接点と同等の性能を示した。
また、比較例1については、混合ガスにおける酸素の含有率が多いため、未酸化の状態の卑金属がほとんど存在できない状態になってしまったため、温度、特性において効果がみられなかった。
【技術分野】
【0001】
本発明は、銀合金からなる電気接点材料およびその製造方法に関する。
【背景技術】
【0002】
銀‐酸化物系電気接点材料においては、耐消耗性能、耐溶着性能、温度特性などの接点特性の向上を図る際に、添加元素の検討、内部酸化前の素材における加工率の検討あるいは内部酸化時の温度や酸素分圧等の条件などの検討と工夫がなされ、従来からそれらの製造条件を検討することで適宜、使用条件に見合った接点材料を開発、製造して使用されている。(例えば、特許文献1参照、特許文献2参照、特許文献3参照)。
【0003】
特に、接点性能における温度特性の改善については、さまざまな試行錯誤が繰り返されてきている。その理由としては、温度特性の改善について考えると、接点素材そのものの固有抵抗が高いことや、接点材料として使用した場合に、接点表面における酸化物の堆積が接触抵抗の上昇を引き起こす要因となるため、その改善策は、添加される卑金属の量を減らすことにつながり、それは接点の耐消耗特性や耐溶着特性の低下につながる場合が多く、安易な温度特性の改善が他の特性の低下に通じてしまい相反する状況を引き起こしてしまうことになる。
【0004】
そのために、単に卑金属の添加量の削減というような組織の変更による改善ではなく、さらなる元素の添加や内部酸化条件の工夫、内部酸化前の素材の加工方法の工夫等様々な改善により温度特性の向上が試みられてきた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−111956公報
【特許文献2】特開2005−166338公報
【特許文献3】特開2002−363665公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、マグネットスイッチやブレーカ等の開閉器においては、その小型化が加速度的に進み、接点自体も小型化が求められ、さらに接点材料が接合される台材についても小型化、薄板化が進み、接点材料が開閉時に発するアークを消弧する消弧室のスペースも小さくなり、その結果、温度上昇がますます助長される状況となっている。
そのため、上記のような内部酸化時の条件を変更させたりする等の改善策では仕様にあった満足する温度特性を持つ接点材料を得ることが困難な場合が多くなってきた。
そのため、卑金属の量を減らして耐消耗特性や耐溶着特性を犠牲にして温度特性を改善するという場合がある。
【0007】
しかし、このような場合、実際に量産品として使用してみると、市場において想定外の使用をされた場合に、機器としての性能が仕様を満足させることができずに不具合を起こしてしまう場合が生じる。
そのため、満足する温度特性を得つつしかも耐消耗性能、耐溶着性能を保持するような改善策が求められている。
【課題を解決するための手段】
【0008】
まず、内部酸化の理論を簡単に説明する。あらかじめ銀(溶媒金属)に対して卑金属(溶質金属)を添加して溶解法によって合金化しておいた銀合金を、高圧の酸素雰囲気下においた状態で500°C以上に加熱する。この時500°C以上とするのは、銀が500°C以上の温度にさらされると酸素を吸蔵する性質を利用するもので、酸素と結合して酸化物を形成し易い卑金属を予め合金化しておくことで、銀合金が酸素を吸蔵する際に、卑金属が酸化物として銀マトリックス中に析出する。
【0009】
この現象を利用し、銀マトリックス中に様々な酸化物を析出させた銀‐酸化物系材料を得て、それを接点材料として利用する技術が従来から用いられている。ここで、この酸化物を得る際に、後に接点として使用する際に求められる仕様を満足するために、添加する卑金属の種類や、さらにそこに加える第三、第四元素の種類あるいは内部酸化条件の検討を行った。
【0010】
特に、温度特性の改善について用いられる工夫としては、なるべく抵抗の少ないもしくは接点として使用される際に接点表面に堆積しづらい元素を添加する手法が用いられてきた。具体的にはSn等は耐摩耗性能、耐溶着性能を向上させる一方で、固有抵抗の上昇を招くことや接点の開閉が繰り返されることで接点表面に堆積し易い性質があるため温度上昇の要因となってしまう。
そのため、In、Sb、ZnもしくはCu等を添加することで、酸化物を微細にしたり耐熱性のある複合酸化物とすることで温度上昇を抑制しつつ、耐摩耗性能や耐用着性能を向上させる工夫がなされてきた。
【0011】
しかし、このような添加元素による固有抵抗の上昇抑制や添加元素の減少により固有抵抗を低下させる等の手法では温度特性の改善に限界がある。
そこで本発明は、銀合金からなる電気接点材料の製造方法において、内部酸化方法を用いて銀‐酸化物系接点材料を得る際に、酸化物として析出する卑金属と酸化物として析出せずに未酸化の状態のままの卑金属とが混在した状態に制御することで、すべての卑金属が酸化物にならず、固有抵抗の上昇が抑えられ、結果として、耐摩耗性能、耐溶着性能を維持したまま、温度特性に優れた電気接点材料を得ることができた。
なお、銀に添加する元素としては、上記の他Sn、Ni等従来から用いられている元素でよい。
【0012】
内部酸化方法において本発明の特長は、内部酸化時に使用するガスを酸素のみではなく酸素に窒素やアルゴン等の不活性ガスを混合させて作製した混合ガスを用いることにより材料中に酸化物として析出する卑金属と、酸化物として析出しない未酸化の卑金属とを混在させて卑金属が従来と異なる内部酸化組織を得て、接点材料の温度特性を改善するというものである。
【0013】
なお、この時の混合ガスの酸素の体積含有率を1〜10%とする。その理由は、酸素が1%未満の比率になると、銀マトリックス中に析出する酸化物の形状が小さくなり過ぎてしまい、耐溶着性能が得られない。また、酸素が10%を超える比率になると、内部酸化時に未酸化の状態で入る卑金属がほとんど存在しない状態になってしまい、優れた温度特性が得られないためである。
【発明の効果】
【0014】
以上のようにした電気接点材料によると、耐摩耗性能、耐溶着性能を維持したまま、温度特性に優れた電気接点材料を得ることができた。
また、量産可能な技術であり、コストの上昇を招くことなく上記の優れた特性を有する電気接点材料を製造することができる。
【図面の簡単な説明】
【0015】
【図1】実施例による接点の顕微鏡写真
【図2】従来例による接点の顕微鏡写真
【発明を実施するための形態】
【0016】
本発明の実施例を説明する。
実施例1
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。この面は、後に加工を施して接点形状としたときに台材などと接合する面として使用するものである。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0017】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、本実施例では、酸素を10体積%、窒素を90体積%の比で混合させた混合雰囲気を用いる。
この時の混合雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0018】
以上の条件で内部酸化した接点の断面組織の顕微鏡写真を図1に示す。
同じ配合値で、従来の工程どおりに内部酸化雰囲気に100%の酸素を用いて内部酸化を行った接点(下記従来例1)の断面組織の顕微鏡写真を図2に示す。
図1と図2を比較すると、実施例の図1は析出酸化物の量が減少していることが確認できる。
【0019】
実施例2
実施例1と同様の方法で得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、本実施例では、酸素を5体積%、窒素を95体積%の比で混合させた混合雰囲気を用いる。
この時の混合雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0020】
比較例1
実施例1と同様の方法で得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、本実施例では、酸素を15体積%、窒素を85体積%の比で混合させた混合雰囲気を用いる。
この時の混合雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0021】
従来例1
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0022】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0023】
従来例2
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0024】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、2MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0025】
従来例3
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は50%とする。
【0026】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0027】
従来例4
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は75%とする。
【0028】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、1MPa、内部酸化温度は750°Cとし、内部酸化時間を72時間とした。
【0029】
従来例5
まず、90質量%Ag−6質量%Sn−3.7質量%In−0.3質量%Niの合金を溶解法によって得る。この溶解法によって得た合金の表面と裏面を切削して清浄な面とし、その片面に純Agを複合する。
こうして得たAg−Sn−In−Ni合金と純Agの複合材を圧延、焼鈍を繰り返し、所望の板厚の素材を得る。この時の最終焼鈍後から所望の板厚下での加工率は75%とする。
【0030】
つぎに、その板材からプレス加工により所定の形状の接点に加工する。
このようにして得られた接点を内部酸化する。この時の内部酸化条件の一つである内部酸化雰囲気を、酸素が100%の雰囲気を用いる。
この時の雰囲気の圧力は、2MPa、内部酸化温度は550°Cとし、内部酸化時間を96時間とした。
以上の実施例、比較例、従来例の説明の結果、接点材料を定格100Aのブレーカに使用して、温度上昇、耐溶着性能、耐消耗性能について実機評価を行った。その結果を表1に示す。
【0031】
評価方法としては、温度上昇については、定格100Aのブレーカに接点を組み込み、440V、100Aにて50回開閉した後、440V、100Aにて2時間通電後の固定接点端子部分の温度上昇値を測定した。
耐溶着性能については、440V、5000Aにてブレーカを投入した後、無負荷ブレーカを開放するときの接点の溶着力について評価した。
耐消耗性能については、440V、100Aにて5000回開閉した後、接点の消耗量を測定した。
【0032】
【表1】
【0033】
この結果、従来の内部酸化方法で製造された接点と比較して、本発明品は、温度上昇が約10〜20%減少することが確認された。また、そのときの耐溶着性能、耐消耗性能については、従来の内部酸化方法により製造された接点と同等の性能を示した。
また、比較例1については、混合ガスにおける酸素の含有率が多いため、未酸化の状態の卑金属がほとんど存在できない状態になってしまったため、温度、特性において効果がみられなかった。
【特許請求の範囲】
【請求項1】
銀合金からなる電気接点材料において、材料中に酸化物として析出する卑金属と、酸化物として析出しない未酸化の卑金属とが混在していることを特徴とする電気接点材料。
【請求項2】
請求項1における銀合金からなる電気接点材料の製造法において、酸素と不活性ガスとの混合ガスによる雰囲気中で内部酸化を行うことにより、材料中に酸化物として析出する卑金属と、酸化物として析出しない未酸化の卑金属とを混在させることを特徴とする電気接点材料の製造方法。
【請求項3】
請求項2において、酸素と不活性ガスとの混合ガスに含まれる酸素の比率を、1〜10体積%としたことを特徴とする電気接点材料の製造方法。
【請求項1】
銀合金からなる電気接点材料において、材料中に酸化物として析出する卑金属と、酸化物として析出しない未酸化の卑金属とが混在していることを特徴とする電気接点材料。
【請求項2】
請求項1における銀合金からなる電気接点材料の製造法において、酸素と不活性ガスとの混合ガスによる雰囲気中で内部酸化を行うことにより、材料中に酸化物として析出する卑金属と、酸化物として析出しない未酸化の卑金属とを混在させることを特徴とする電気接点材料の製造方法。
【請求項3】
請求項2において、酸素と不活性ガスとの混合ガスに含まれる酸素の比率を、1〜10体積%としたことを特徴とする電気接点材料の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−19032(P2013−19032A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−154324(P2011−154324)
【出願日】平成23年7月12日(2011.7.12)
【出願人】(000152158)株式会社徳力本店 (29)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月12日(2011.7.12)
【出願人】(000152158)株式会社徳力本店 (29)
【Fターム(参考)】
[ Back to top ]