
電気電子部品ケースまたはシールドケースの材料及びその製造方法
【課題】 コネクタの低背化筐体に適し、長期間在庫放置を経てもウィスカー発生懸念の無い電気電子部品ケースまたはシールドケースの材料を提供する。
【解決手段】 金属基材1上の一部に樹脂皮膜2を有すると共に、樹脂皮膜以外の金属基材上の少なくとも一部に再溶融凝固させたSnまたはSn合金めっき層3を有する電気電子部品ケースまたはシールドケースの材料、前記金属基材上に金属層を少なくとも1層有し、前記樹脂皮膜が前記金属基材上に、直接または前記金属層の少なくとも1層を介して設けられている電気電子部品ケースまたはシールドケースの材料、前記金属基材または前記金属層が下地処理されている電気電子部品ケースまたはシールドケースの材料、前記金属基材表面から樹脂皮膜表面までの高さが60μm以下である電気電子部品用金属材料、及び前記金属材料を用いた電気電子部品ケースまたはシールドケースの部品を提供する。
【解決手段】 金属基材1上の一部に樹脂皮膜2を有すると共に、樹脂皮膜以外の金属基材上の少なくとも一部に再溶融凝固させたSnまたはSn合金めっき層3を有する電気電子部品ケースまたはシールドケースの材料、前記金属基材上に金属層を少なくとも1層有し、前記樹脂皮膜が前記金属基材上に、直接または前記金属層の少なくとも1層を介して設けられている電気電子部品ケースまたはシールドケースの材料、前記金属基材または前記金属層が下地処理されている電気電子部品ケースまたはシールドケースの材料、前記金属基材表面から樹脂皮膜表面までの高さが60μm以下である電気電子部品用金属材料、及び前記金属材料を用いた電気電子部品ケースまたはシールドケースの部品を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気電子機器、特に携帯機器等のプリント基板に実装される素子内蔵用低背電気電子部品の、例えば、筐体、ケース、カバー、キャップなどや、プリント基板やケーブルに接続されるコネクタ部品、シールドケースに適した材料に関する。
【背景技術】
【0002】
電気電子機器のプリント基板などに実装されるセラミック発振子、水晶発振器、電圧制御発振器、SAWフィルター、ダイプレクサ、カプラ、バラン、LPF、BPF、誘電体デュプレクサなどの個別部品やこれら個々の素子を複数内蔵させた各種モジュール部品、例えば、アンテナスイッチモジュール、フロントエンドモジュール、RF一体型モジュール、ブルートゥース(Bluetooth)モジュール、イメージセンサーモジュール、チューナーモジュール、無線LAN用途など、または、検出スイッチ、マイクロホンなどの部品は、電磁シールドのために金属製筐体内に入れたり、カバーで覆ったりして用いられるが、電気電子機器の携帯化が進展する中で前記筐体などには薄型化、低背化が要求され、その高さはモジュール部品では5mm以下、個別部品では2mmを割り1mm前後に突入しつつある。さらに、機器の軽薄短小化とデジタル、高周波化による高機能化が著しいため、構成要素である液晶ドライバ(LCD)やキーボード、マザーボードなども同様の傾向が強まっている。特に液晶ドライバーとのインターフェースの進化は非常に早い傾向にあり、携帯機器の世代更新と共に新製品開発されつつある。これらのプリント基板側の端子接続コネクタとFPCケーブル側などの接続コネクタは、通信ノイズや静電気防止目的から電磁波シールド性が必要とされ、導電性の金属製ケース、キャップ、カバーで覆ったりして用いられるが、機器の小型薄型化が進み、接続コネクタ、カードコネクタほかのコネクタ部品やソケットでも小型低背化が進んでいる。
【0003】
しかし、上記金属製筐体などは、低背化に伴って内容積が小さくなり、内蔵部品や端子、配線回路とケース、カバー、キャップ、筐体(カバー付きケース)などの電気電子部品との間の絶縁性が十分確保できなくなるという欠点があった。
このような場合従来は、特許文献1に開示したように、絶縁フィルムをシート状の所定寸法に裁断してケース内部に挿入したり、特許文献2に開示したように、金属基材上に樹脂皮膜を予め形成させた金属材料から所定寸法に切り取るなどが行われている。予め樹脂皮膜を金属基材上に形成した材料を用いることは、連続的に打ち抜きや曲げの成型加工ができて生産性や経済上から好ましく、また部分或いは全面、両面など任意に高品質で連続的に皮膜形成し得る材料であることから、近年良く用いられる傾向にある。
【特許文献1】特開平1−6389号公報
【特許文献2】特開2004−197224号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、このような電気電子部品やコネクタなどの主用途機器が、従来のパソコンレベル寸法から携帯電話などのモバイル機器へ中心が移って行くことから、電気電子部品やコネクタなどのケースやシールドケースの上記金属製筐体などは、低背化に伴って内容積が小さくなり、部品ケース内面やコネクタ端子部とケース、カバー、キャップ、筐体(カバー付きケース)などの外装シールド部との間の絶縁性が十分確保できなくなるという問題が出て来た。そこで、特許文献1に開示されている方法を用いることが出来るが、高コストで製造方法も煩雑であるという問題点が生じていた。
本発明は、従来のケース用金属材料から形成されたシールドケース部品では、電気電子部品やコネクタ部品のケース自体との絶縁性が十分確保できないという問題を解消し、さらに部品組立と耐熱実装性を確保出来る材料を提供する。コネクタ製品の場合には、実使用されるまで在庫保管などのための期間が長い可能性もあるが、その間に懸念されるウィスカを生じる心配の無い、プリント基板やFPCケーブルなどに接続される低背化されるシールドコネクタや薄型カードコネクタなどのケース筐体などに適し、且つコネクタ自体との絶縁性や放熱性、耐熱性が十分に確保できる、ケース材料を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、電気電子部品用材料の絶縁性について鋭意検討した結果、金属基材上の
絶縁を要する箇所に樹脂皮膜を設けることで、内蔵コネクタ自体との絶縁性を十分確保し
うることを見出した。さらに、はんだ接合による耐熱実装性を充分確保するために、樹脂
以外の部分にははんだ濡れ性に優れる表面処理層を形成する必要があるが、汎用されるS
nまたSn合金めっき層をリフロー処理により再溶融凝固(リフロー)させることで、ウ
ィスカ発生を防止するに至ったものである。
【0006】
すなわち、本発明は、
(1)金属基材上の一部に樹脂皮膜を有し、前記樹脂皮膜が設けられない部位の金属基
材上の少なくとも一部にSnまたはSn合金のめっき層を有し、前記SnまたはSn合金
のめっき層が再溶融凝固させて設けられたことを特徴とする電気電子部品ケースまたはシールドケースの材料、
(2)前記金属基材上に設けられる樹脂皮膜が耐熱性樹脂であることを特徴とする電気電子部品ケースまたはシールドケースの材料、
(3)前記金属基材上に少なくとも1層の金属層を有し、かつ前記樹脂皮膜は前記金属
基材上に、直接、または、前記金属層を介して設けられていることを特徴とする電気電子部品ケースまたはシールドケースの材料、
(4)前記金属基材の表面、または、前記金属層の表面に下地処理層が設けられている
ことを特徴とする(1)〜(3)のいずれかに記載の電気電子部品ケースまたはシールドケースの材料、
(5)前記金属基材の表面から樹脂皮膜の表面までの高さが60μm以下であることを
特徴とする(1)〜(4)のいずれかに記載の電気電子部品ケースまたはシールドケースの材料。
(6)(1)〜(5)のいずれかに記載のシールドケース材料が用いられたことを特徴
とする電気電子部品ケースまたはシールドケース、
(7)清浄処理した金属基材、前記金属基材上に設けられた金属層、前記金属基材上に設けられた下地処理層、前記金属層上に設けられた下地処理層のいずれかの表面の一部に樹脂皮膜を形成し、次いで、前記樹脂皮膜が設けられていない前記いずれかの表面にSnまたはSn合金のめっき層を設けた後に、リフロー処理されることを特徴とする電気電子部品ケースまたはシールドケースの材料の製造方法、
を提供するものである。
【発明の効果】
【0007】
本発明の低背電気電子部品や薄型コネクタなどのケース用材料は、
第一に、金属基材上の少なくとも一部に樹脂皮膜を有しているので、例えば、前記樹脂皮膜を内側にして筐体に用いた場合、コネクタ自体との間の絶縁性が十分確保できる。従ってコネクタ筐体の低背化が実現でき、携帯機器などの薄型化に有用である。
第二に、前記樹脂皮膜が絶縁を要する箇所のみに設けられると、前記樹脂皮膜が設けられていない箇所は金属基材が露出していて放熱性が高度に維持される。
第三に、前記金属基材の露出箇所にリフローSnまたはSn合金金属層を設けることにより、はんだ接合性(はんだ実装性)、耐熱性、耐食性などの向上が図れ、しかもめっき形成したSnまたはSn合金層を加熱再溶融凝固させた内部応力が開放されたリフロー金属層であるので、SnまたはSn合金層で問題となるウィスカ発生の心配も無く、安心して使用することが可能である。
第四に、樹脂に耐熱性樹脂を用いることで、前記のリフロー加熱処理時に樹脂の変色や密着性、絶縁性等々の特性劣化を防止することができる。
第五に、前記金属基材に金属層を形成したもの、または、前記金属基材または前記金属層に下地処理を施したものは、その上に設ける樹脂皮膜の密着性が向上する。
第六に、金属基材表面から樹脂皮膜表面までの高さが60μm以下にすることにより、低背化筐体として好適に用いることができる。
これらのことによって、工業上顕著な効果を奏する。
【発明を実施するための最良の形態】
【0008】
以下に本発明の電気電子部品用金属材料の好ましい実施態様を、図面を参照して詳細に説明する。なお、本発明は、これらの実施態様に限定されるものではない。
【0009】
本発明に係わるシールドケースの第1の実施形態は、金属基材上の一部に樹脂皮膜を有すると共に、樹脂皮膜以外の金属基材上の少なくとも一部に再溶融凝固させたSnまたはSn合金のめっき層を設けるものである。
【0010】
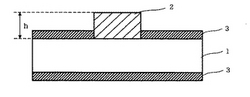
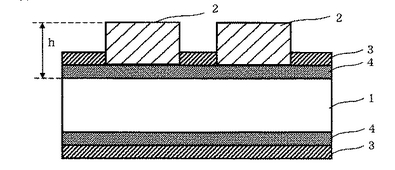
図1は、本発明の第1の実施形態に係わるものを示す拡大断面図である。
金属基材1上の絶縁を要する1箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材上にリフローSnまたはSn合金めっき層3が設けられている。
【0011】
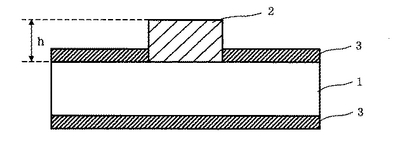
図2は、本発明の第1の実施形態に係わるその他の実施態様を示す拡大断面図である。
金属基材1上の絶縁を要する2箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材上にリフローSnまたはSn合金めっき層3が設けられている。
【0012】
図1と2に示した金属材料は、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材1上にリフローSnまたはSn合金めっき層3が設けられているのでウィスカ発生防止効果がある。
【0013】
上記樹脂皮膜を有する部分は、絶縁を要する箇所であることが好ましい。一つの好ましい実施態様においては、樹脂皮膜は絶縁を要する箇所のみに設けられる。絶縁を要する箇所とは、その箇所を絶縁することによって、部品ケースである金属材料と部品内部のコネクタ端子部や素子、あるいは電気配線回路とが電気的短絡することを防止する必要のある箇所を意味する。また、樹脂皮膜は耐熱性樹脂皮膜であることが好ましい。部品をはんだ実装する際や、本発明のSn又はSn合金めっき層のリフロー加熱される際に、樹脂の外観変色や特性劣化を防止することができる。
耐熱性樹脂皮膜の厚みは、薄すぎると十分な絶縁性が得られず、またピンホールが発生し易いので、2μm以上が望ましく、3μm以上がさらに望ましい。一方あまり厚いと、筐体などへの成形加工性が低下するので50μm以下が望ましく、更には15μm未満が
望ましい。
また、耐熱性樹脂皮膜の絶縁性は、体積固有抵抗1010Ωcm以上が好ましく、1
014Ωcm以上がさらに好ましい。
【0014】
金属基材上などに耐熱性樹脂皮膜を設ける方法には、金属基材上の絶縁を要する箇所に、(a)接着剤付き耐熱性樹脂フィルムを配し、前記接着剤を誘導加熱ロールにより溶融し、次いで加熱処理して反応硬化接合する方法、(b)樹脂または樹脂前躯体を溶媒に溶解したワニスを塗布し、次いで加熱処理して、溶媒を揮発させると共に樹脂を反応硬化接合する方法などが挙げられる。
(b)の方法は金属基材上に耐熱性樹脂皮膜を高精度に位置決めすることができる点で推奨される。(a)の方法でも、採用工法と装置によっては高精度化が可能である。例えば、塗装部をオフセット(平版)印刷やグラビア(凹版)印刷のロールコート法設備を応用した方法、或いは感光性耐熱樹脂の塗工と紫外線や電子線によるパターン形成と樹脂硬化技術を応用する方法、さらには回路基板における露光現象エッチング溶解による微細パターン形成技術の樹脂皮膜への応用(例えば、プリント基板に用いられる写真法エッチング技術やスクリーン印刷技術等)などから、樹脂皮膜の形成精度レベルに応じた製造工法を採用することができる。なお、金属基材上の耐熱性樹脂皮膜を設ける位置の公差は、多数の部品に通用させることを配慮すると、望ましくは±0.15mm、より望ましくは±0.10mm、さらに望ましくは±0.05mmである。
なお、樹脂皮膜を設ける方法は、前記(a)と(b)に限定されるものではなく、樹脂に適した方法で行うことが出来る。
【0015】
樹脂皮膜を形成する樹脂には、例えば、ポリイミド系、ポリアミドイミド系、ポリアミド系、エポキシ系、ポリエステル系(ポリエチレンテレフタレート系やポリエチレンナフタレート系等含む)、ポリスルホン系、ポリカーボネート系などの樹脂が用いられる。耐熱性樹脂としては、例えば、ガラス転移温度が200℃以上のもの、望ましくは250℃以上のものが適し、或いは米国UL規格のUL耐熱寿命温度では180℃以上の樹脂、望ましくは220℃以上の樹脂が良好に用いられる。Snの融点は232℃であるので、これを溶融するための加熱温度としては、さらに高温雰囲気が必要なので、熱分解開始温度は少なくとも350℃以上の樹脂が望ましい。即ち、ポリイミド系、ポリアミドイミド系の樹脂が好ましく、エポキシ系がこれに準ずる。
【0016】
また、耐熱性樹脂皮膜を、接着剤を用いて金属基板上などに設ける場合、接着剤にはポリイミド系、エポキシ系、アクリル系、シリコン系などの樹脂が用いられる。これらの樹脂は半田接合やリフロー半田実装をはじめとする加熱工程に対する耐熱性を有する。加熱条件が厳しくない用途では、前記樹脂以外の耐熱性能の小さい樹脂(例えば、ポリアミド系、ポリエステル系、ポリカーボネート系の樹脂)を用いることも可能である。
【0017】
一方、上記樹脂皮膜以外の金属基材の少なくとも一部上には、再溶融凝固させたリフローSnまたはSn合金めっき層は設けられる。
【0018】
上記Sn系めっき層の厚みは、例えば、半田実装する用途の場合、半田濡れ性が良好に保たれ、リフローはんだ実装などの溶融接合が可能な1μm以上とするのが望ましい。上限は20μm程度で、それ以上厚くしても効果は飽和する。それ以外の用途においては、耐食性や樹脂密着性などの観点から厚みは0.1μm以上10μm以下の範囲が好ましい。
【0019】
コネクタ用途の場合には光沢外観が好まれるので、Sn系皮膜では加熱再溶融凝固されたリフロー層とすることが、ウィスカ防止目的と共に必要である。光沢めっき層の場合にはNi下地めっき等によりウィスカはかなり抑制されるが、経時環境による発生危険は残る。従って、Sn、Sn−Cu、Sn−Ag、Sn−Bi、Sn−Znの各系(金属、合金、共析物、化合物)の無光沢めっき層形成後に、加熱再溶融凝固してウィスカ危険の殆どないリフローSn系めっき層として用いられる。Sn−Bi以外は融点の低い共晶付近の組成が用い易い。
特に、Sn、Sn−Cu系、Sn−Ag系合金は耐熱性に優れる。
前記Sn−Cu系、Sn−Ag系皮膜は合金皮膜形成のほか、Sn皮膜の上にCu層やAg層を薄く形成しておき、溶融時に合金化させて設けることもできる。
【0020】
Sn又はSn合金層のリフロー処理、加熱再溶融凝固させる方法は、一般に加熱方法と温度、及び曝露時間によって決まる加熱雰囲気と条件に、皮膜形成後の本発明材料を晒す方法が用いられる。Sn系皮膜の融点は200℃前後であるが、短時間に連続的に加熱溶融させるためには、300℃以上で、熱を皮膜や金属基材に伝え易い循環式加熱やファン内蔵加熱炉のほか、樹脂の劣化や変色を防ぎ易い、金属基材の高周波による誘導加熱方式も用いることができる。なお、Sn系合金めっき層の形成には後述する金属層形成方法である湿式法を用いて、樹脂皮膜形成後に行われる。
【0021】
本発明の第2の実施形態は、金属基材上に少なくとも1層の金属層を有し、かつ前記樹脂皮膜は前記金属基材上に、直接、または前記金属層を介して設けられるものである。
【0022】
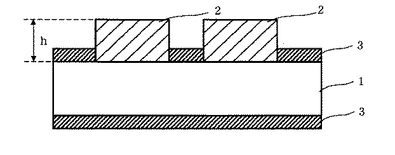
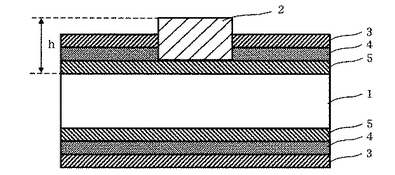
図3は、本発明の第2の実施形態に係わるものを示す拡大断面図である。
金属基材1上の少なくとも絶縁を要する1箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材1上にNi層4およびリフローSnまたはSn合金めっき層3がこの順に設けられている。
【0023】
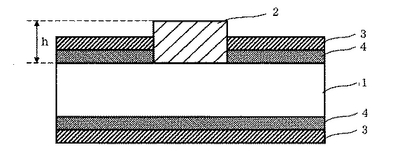
図4は、本発明の第2の実施形態に係わるその他の実施態様を示す拡大断面図である。
金属基材1上にNi層4が設けられており、その上の絶縁を要する2箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外のNi層4上にリフローSnまたはSn合金めっき層3が設けられている。
【0024】
図3と4に示した実施形態は、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材1上にリフローSnまたはSn合金めっき層3が設けられているので半田接合やリフロー半田実装などが容易に行える。また金属基材1成分の拡散がNi層4により阻止されるためリフローSnまたはSn合金めっき層3の変色が防止される。この他、図4に示したものについては、耐熱性樹脂皮膜2がNi層4上に設けられているので樹脂皮膜との密着性向上効果が得られる。
また、図3と4に示すように金属基材と表層との中間に金属層を設けたものは、金属基材1が良好に保護され、金属基材1の耐熱性、耐酸化性、耐食性などが向上する。下地にNi層またはCu層を設けたものは、Sn層の化合物化が十分抑制されて、耐熱性や耐ウィスカ性が高度に維持され推奨される。下地金属層を2層以上設けるとさらに効果的であるが、コストパフォーマンスの点で下地金属層は1層が適当である。
【0025】
上記金属層は単層に設けても、多層に設けても良い。単層の場合、即ち、Sn系めっき層の場合は第1の実施形態において述べた。多層の場合、即ち、最外層にSn系めっき層は下地金属層を介して設けた場合、コストパフォーマンスの点から外層Sn系めっき層と下地金属層からなる2層であることがより好ましく、その厚みは0.1μm以上10μm以下の範囲が好ましい。多層を構成するそれぞれの1層の厚さは0.1μm以上10μm以下が好ましい。
【0026】
上記下地金属層の材料は、NiまたはCuの各系を用いるのが好ましい。下地層が2層以上の場合、樹脂皮膜やSn系めっき層に接する層にはCu、Ag、Pdの各系を用いることが好ましい。下地金属層の上にSn系金属めっき形成後に加熱再溶融凝固したSnまたはSn合金層とさせて、ウィスカ発生を防止する。
Ni系やCu系の下地層にも合金を用いることができる。またその構成は単体または単体複層で十分である。厚みは薄過ぎるとピンホールが多くなり、厚過ぎると加工時に割れが発生し易くなるので0.1〜2μm程度が望ましい。
【0027】
下地層を1層以上のNiやCuの各系皮膜とし、最外層をSn系皮膜とする構成は一般的な必要特性を満足するうえ、経済的なため汎用される。
【0028】
金属層は湿式法により設けるのが一般的である。
湿式法には浸漬置換処理法、無電解めっき法、電析法などがあるが、中でも電析法は金属層の厚みの均一性、厚み制御性、浴の安定性などの点で優れる。トータルコストも安い。
前記電析法は、市販浴や公知のめっき液を用い、金属基材をカソードとし、可溶性または不溶性アノードとの間に適切な相対速度に前記めっき液を擁して、定電流電析により行われる。
【0029】
部分的にめっき層を設けるには、不要部分をマスキングする方法、必要部分のみにスポット的にめっき液を供給する方法などが適用できる。めっき以外の箇所は金属基材が露出した状態にしておいても良い。
【0030】
本発明の第3の実施形態は、下地処理されている金属基材または金属層の上に樹脂皮膜と再溶融凝固させたSnまたはSn合金金属めっき層を設ける。
【0031】
図5は、本発明の第3の実施形態に係わるものを示す拡大断面図である。
金属基材1にシランカップリング処理やチタネート系カップリング処理などのカップリング処理をはじめとする有機および無機結合の下地処理が施され、その下地処理層5上の絶縁を要する1箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の下地処理層5上にNi層4およびリフローSnまたはSn合金めっき層3がこの順に設けられている。この場合は金属基材1がシランカップリング処理されているので、金属基材1と、耐熱性樹脂皮膜2との密着性が向上する。
【0032】
本発明シールドケース用材料の耐熱性樹脂皮膜2が設けられていない箇所には、さらに銅材などのヒートシンクを設けて、放熱性を著しく高めることも可能である。特に、図3〜5に示す材料では、はんだ付けにより容易にヒートシンクを接合できる。
また、図1〜5にhは金属基材表面から樹脂皮膜表面までの高さを示す。
【0033】
本発明においては、金属基材または金属層にシランカップリング処理やチタネート系カップリング処理などのカップリング処理をはじめとする有機及び無機結合の下地処理が施されていることも好ましい。金属基材または金属層が例えばシランカップリング処理されていると、金属基材または金属層と、耐熱性樹脂皮膜との密着性が向上する。
例えば、シランカップリング処理は、一般に、シランカップリング剤を溶解した水溶液に金属基材を浸漬して行われる。シランカップリング剤は、市販品の中から使用する耐熱性樹脂皮膜や前記樹脂皮膜の接着に適したものを選択する。特にはエポキシ系シランカップリング剤が推奨される。
【0034】
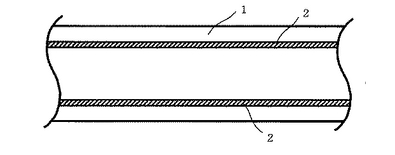
図6は、本発明に係わるその他の実施態様を示す平面図である。
金属基材1上の絶縁を要する箇所に耐熱性樹脂皮膜2がストライプ状に設けられている。耐熱性樹脂皮膜2が設けられている箇所以外の金属基材上にリフローSnまたはSn合金めっき層3、あるいはNi層4およびリフローSnまたはSn合金めっき層3をこの順に設けてもよい。また金属基材1にシランカップリング処理やチタネート系カップリング処理などのカップリング処理をはじめとする有機及び無機結合の下地処理層5上の絶縁を要する1箇所に耐熱性樹脂皮膜2を設け、耐熱性樹脂皮膜2が設けられている箇所以外の下地処理層5上にNi層4およびリフローSnまたはSn合金めっき層3をこの順に設けてもよい。
【0035】
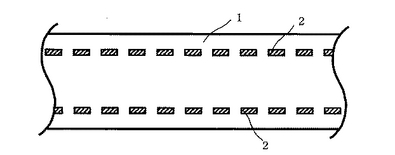
図7は、本発明のその他の実施形態を示す平面図である。
金属基材1上の絶縁を要する箇所に耐熱性樹脂皮膜2がスポット状に設けられている。その他は図6に示す実施態様と同様である。
【0036】
以上に述べた本発明において金属基材には、打抜加工や曲げ加工、絞り成形などが可能な延性を有する材料、或いはばね性を有するものが用いられる。具体的には、洋白(Cu−Ni系合金)やリン青銅(Cu−Sn−P系合金)などのCu系材料、42アロイ(Fe−Ni系合金)やステンレスなどのFe系材料が挙げられ、特にはリン青銅が好ましい。
上記金属基材の電気伝導率は、電磁シールド性の観点から5%IACS以上が好ましく、10%IACS以上がさらに好ましい。また、比透磁率は1以上が好ましい。また、金属基材の厚みは0.01〜0.5mmが好ましく、0.05〜0.2mmのものがさらに好ましい。
上記金属基材は、例えば、所定の金属材料を溶解鋳造し、得られる鋳塊を、常法により、順に、熱間圧延、冷間圧延、均質化処理、および脱脂する工程により製造することができる。
上記金属基材とは、様々な形状の金属を指すが、その中でも主に金属板または金属条のことを指す。
【0037】
また、本発明に係わる電気電子部品やコネクタのケースやシールドケースとは、それに限定されるものではないが、例えば、筐体、ケース、カバー、キャップなどが挙げられ、低背化部品筐体ケースキャップがさらに好ましい。本発明の金属材料は、例えば、筐体を形成する場合には、金属基材の耐熱性樹脂皮膜形成面を内側にして形成することが好ましい。
【0038】
更に、本発明の材料が用いられるコネクタとしては、それに限定されるものではないが、例えば、パーソナルコンピュータ、AV機器、ゲーム機、携帯機器などにおける、例えば、LCDやキーボード、マザーボードなどのプリント基板端子やFPCケーブルに接続されるコネクタや、薄型のカードコネクタなどが挙げられる。
【0039】
また、本発明の材料を用いたコネクタ部品は、それに限定されるものではないが、例えば、パソコン、ゲーム機、携帯電話、携帯情報端末、ノートパソコン、デジタルカメラ、デジタルビデオなどの電子電気通信機器におけるLCDやキーボード、マザーボードなどのリジッド基板やフレキシブル基板の端子及びケーブル接続や、無線や接触型の薄型カードとの接続などに用いることができる。
【0040】
なお、金属基材表面から樹脂皮膜表面までの高さが60μm以下であることが好ましく、2μm以上30μm以下がさらに好ましい。この厚さが厚すぎると、低背部品には不適であり、部品形成精度が低下する。
【実施例】
【0041】
以下に、本発明を実施例により詳細に説明する。
実施例1
JIS C5210R(リン青銅、古河電工製)、C7701R(洋白、三菱電機メテックス製)、および、SUS304−CSP(ステンレス、日本金属製)の厚み0.1mm、幅20mmの条を元の金属素条とした。前記各条に電解脱脂、酸洗処理、水洗、乾燥の各工程をこの順に施した。なお、一部の条には乾燥工程前にシランカップリング溶液やトリアジン溶液を用いて下地処理を施した。
【0042】
次に、乾燥後の各条の絶縁を要する箇所に、下記(a)または(b)のいずれかの方法により厚み3μm以上の耐熱性樹脂皮膜を設け、試料No.1〜21を作成した。
(a)n−メチル2−ピロリドンを溶媒とするポリイミド溶液または前躯体溶液、ポリアミドイミド溶液または前躯体溶液、またはメチルエチルケトンを溶媒とするエポキシ樹脂溶液の各ワニスを、条(金属基材)の片面の幅方向中央部分にストライプ状(幅10mm)に塗装し、次いで加熱処理を施して溶媒揮発させると共に、樹脂の硬化または重合させて耐熱性樹脂皮膜を設けた。
(b)予め接着剤(厚み15μm)を塗布した耐熱性ポリイミド樹脂フィルム(厚み12.5μm)を幅3mmにスリットし、これを条(金属基材)の片面の幅方向中央部分に2mm間隔に2本貼り付け、これを2本の誘導加熱ロール間で加熱圧着し、さらに二段加熱処理により接着剤を溶融硬化させて接合した。
【0043】
前記耐熱性樹脂皮膜を部分的に設けた条を用いて、金属基材からの耐熱性樹脂皮膜の引き剥がし強度をテンシロン試験機により調べた。
【0044】
前記条の耐熱性樹脂皮膜が形成されていない面に金属層を市販または公知の電気めっき浴を用いて電気めっきし、条材料を製造した。次いで、Sn系金属層を形成した材料には加熱処理によりリフローさせた光沢のあるSn系金属層とした。これらの試料を50℃の恒温槽に1500時間入れた後、ウィスカなどが発生したかどうかを顕微鏡にて表面観察した。
【0045】
次に、前記条材料を短尺に切断して概ね15mm角または5mm角に近い形状に打抜き、これをカバーに絞り成型した。
【0046】
前記カバーを試験用基板の部品(チップ数5、高さ2mm)の覆いに用い、前記樹脂と金属基材との間に直流100Vを1分印加後、1分放電した時点での絶縁抵抗を調べた。次に前記試験用基板を5時間連続作動させた後のカバー内部の温度(部品内温度)を測定して前記カバーの放熱性は調べた。さらに前記カバーを280℃の半田浴に3分間フロートした後、その外観を観察してリフロー耐熱性を調べた。
【0047】
本実施例において、樹脂皮膜について、形成方法、皮膜の厚さと種類、また、樹脂皮膜は上記(b)の方法で形成した場合は接着剤に用いた樹脂の種類、Snめっき層については、めっき層の厚さと材質、その他については、下地めっき層の種類、シランカップリング溶液やトリアジン溶液を用いた下地処理の有無について調査した。調査の結果を表1と表2のNo.1〜No.21に示す。また、表1と表2には条材料の構成を併記した。なお、表1と表2において、樹脂形成方法の欄の「塗装」は上記(a)の方法で、「フィルム」は上記(b)の方法で、それぞれ皮膜が設けられたことを示す。また、表1の接着材の種類の欄の「ポリイミド」、「エポキシ」、「アクリル」および「シリコン」は、それぞれ上記(b)の方法における接着剤に用いられた樹脂の種類を示す。
【0048】
実施例2
耐熱性樹脂皮膜の厚みを2μmとした他は、実施例1の試料No.1と同じ方法により条材料(試料No.22)を製造し、Sn金属層は加熱処理によりリフローさせた。実施例1と同じ試験を行った。試験結果および条材料の構成を表2に示す。
【0049】
実施例3
実施例1における(a)法により金属基材片面全面に耐熱性樹脂皮膜を設け(片面塗装)、耐熱性樹脂皮膜の厚さを7μmとした以外は、実施例1の試料No.2と同じ方法で条材料(試料No.23)を作成し、Sn金属層は加熱処理によりリフローさせた。また、実施例1における(a)法により金属基材片面全面に耐熱性樹脂皮膜を設け(片面塗装)、耐熱性樹脂皮膜の厚さを6μmとし、下地めっきの厚さを0.1μmとした以外は、実施例1の試料No.9と同じ方法で条材料(試料No.24)を作成した。これらを実施例1と同じ試験を行った。試験結果および条材料の構成を表2において示す。
【0050】
比較例
比較例として、りん青銅及び洋白の条材の表面に金属層を電気めっきしただけのもの(試料No.25とNo.26)を製造し、実施例1と同じ試験を行った。Sn金属層は加熱リフローさせずにめっき層のままとした。試験結果および条材料の構成を表2に示す。
【0051】
なお、実施例において、基材表面から耐熱性樹脂皮膜表面までの高さh(図1〜5参照)はいずれも60μm以下とした。
【0052】
【表1】

【0053】
【表2】
*:リフロー耐熱性評価について、◎良好、○樹脂若干変色あるが耐熱性は良好、△はんだ接合可能な程度。
【0054】
表1と表2から明らかなように、実施例1〜3で作成した本発明例No.1〜24の材料は、いずれも樹脂皮膜の引き剥がし強度および絶縁抵抗が高く、カバー内部の温度が部品使用上限温度70℃よりも低く、かつリフロー耐熱性に優れ、ウィスカの発生危険のない耐熱実装性を確保出来るものであった。
No.3と4、並びに、No.23と24を比較すると樹脂形成前にシランカップリング処理すると引き剥がし強度が向上することが分かる。
実施例2で作成したNo.22の材料は耐熱性樹脂皮膜の厚みが比較的薄かったため、引き剥がし強度および絶縁抵抗が若干低下した。また樹脂に変色が認められたが、実用上支障がない程度であった。
実施例3で作成したNo.23、24の材料は金属基材片面全体に耐熱性樹脂皮膜を設けたためカバー内部温度が高めになるものの機能に問題は無く実用できた。
【0055】
これに対し、比較例(No.25,26)の材料は耐熱性樹脂皮膜が設けられていないため絶縁性に劣り、いずれも低背化に十分対応できないものであり、しかも恒温加速試験後に最外金属層のSn層からウィスカやその前段階の粒状突起が観察され、部品使用の際に短絡などの欠陥を生ずる恐れのあることが分かった。
【図面の簡単な説明】
【0056】
【図1】本発明の第1の実施形態に係わるものを示す拡大断面図である。
【図2】本発明の第1実施形態に係わるその他の実施態様を示す拡大断面図である。
【図3】本発明の第2の実施形態に係わるものを示す拡大断面図である。
【図4】本発明の第2の実施形態に係わるその他の実施態様を示す拡大断面図である。
【図5】本発明の第3の実施形態に係わるものを示す拡大断面図である。
【図6】本発明のその他の実施形態を示す平面図である。
【図7】本発明のその他の実施形態を示す平面図である。
【符号の説明】
【0057】
1 金属基材
2 耐熱性樹脂皮膜
3 リフローSnまたはSn合金めっき層
4 Ni層
5 下地処理層
【技術分野】
【0001】
本発明は、電気電子機器、特に携帯機器等のプリント基板に実装される素子内蔵用低背電気電子部品の、例えば、筐体、ケース、カバー、キャップなどや、プリント基板やケーブルに接続されるコネクタ部品、シールドケースに適した材料に関する。
【背景技術】
【0002】
電気電子機器のプリント基板などに実装されるセラミック発振子、水晶発振器、電圧制御発振器、SAWフィルター、ダイプレクサ、カプラ、バラン、LPF、BPF、誘電体デュプレクサなどの個別部品やこれら個々の素子を複数内蔵させた各種モジュール部品、例えば、アンテナスイッチモジュール、フロントエンドモジュール、RF一体型モジュール、ブルートゥース(Bluetooth)モジュール、イメージセンサーモジュール、チューナーモジュール、無線LAN用途など、または、検出スイッチ、マイクロホンなどの部品は、電磁シールドのために金属製筐体内に入れたり、カバーで覆ったりして用いられるが、電気電子機器の携帯化が進展する中で前記筐体などには薄型化、低背化が要求され、その高さはモジュール部品では5mm以下、個別部品では2mmを割り1mm前後に突入しつつある。さらに、機器の軽薄短小化とデジタル、高周波化による高機能化が著しいため、構成要素である液晶ドライバ(LCD)やキーボード、マザーボードなども同様の傾向が強まっている。特に液晶ドライバーとのインターフェースの進化は非常に早い傾向にあり、携帯機器の世代更新と共に新製品開発されつつある。これらのプリント基板側の端子接続コネクタとFPCケーブル側などの接続コネクタは、通信ノイズや静電気防止目的から電磁波シールド性が必要とされ、導電性の金属製ケース、キャップ、カバーで覆ったりして用いられるが、機器の小型薄型化が進み、接続コネクタ、カードコネクタほかのコネクタ部品やソケットでも小型低背化が進んでいる。
【0003】
しかし、上記金属製筐体などは、低背化に伴って内容積が小さくなり、内蔵部品や端子、配線回路とケース、カバー、キャップ、筐体(カバー付きケース)などの電気電子部品との間の絶縁性が十分確保できなくなるという欠点があった。
このような場合従来は、特許文献1に開示したように、絶縁フィルムをシート状の所定寸法に裁断してケース内部に挿入したり、特許文献2に開示したように、金属基材上に樹脂皮膜を予め形成させた金属材料から所定寸法に切り取るなどが行われている。予め樹脂皮膜を金属基材上に形成した材料を用いることは、連続的に打ち抜きや曲げの成型加工ができて生産性や経済上から好ましく、また部分或いは全面、両面など任意に高品質で連続的に皮膜形成し得る材料であることから、近年良く用いられる傾向にある。
【特許文献1】特開平1−6389号公報
【特許文献2】特開2004−197224号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、このような電気電子部品やコネクタなどの主用途機器が、従来のパソコンレベル寸法から携帯電話などのモバイル機器へ中心が移って行くことから、電気電子部品やコネクタなどのケースやシールドケースの上記金属製筐体などは、低背化に伴って内容積が小さくなり、部品ケース内面やコネクタ端子部とケース、カバー、キャップ、筐体(カバー付きケース)などの外装シールド部との間の絶縁性が十分確保できなくなるという問題が出て来た。そこで、特許文献1に開示されている方法を用いることが出来るが、高コストで製造方法も煩雑であるという問題点が生じていた。
本発明は、従来のケース用金属材料から形成されたシールドケース部品では、電気電子部品やコネクタ部品のケース自体との絶縁性が十分確保できないという問題を解消し、さらに部品組立と耐熱実装性を確保出来る材料を提供する。コネクタ製品の場合には、実使用されるまで在庫保管などのための期間が長い可能性もあるが、その間に懸念されるウィスカを生じる心配の無い、プリント基板やFPCケーブルなどに接続される低背化されるシールドコネクタや薄型カードコネクタなどのケース筐体などに適し、且つコネクタ自体との絶縁性や放熱性、耐熱性が十分に確保できる、ケース材料を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、電気電子部品用材料の絶縁性について鋭意検討した結果、金属基材上の
絶縁を要する箇所に樹脂皮膜を設けることで、内蔵コネクタ自体との絶縁性を十分確保し
うることを見出した。さらに、はんだ接合による耐熱実装性を充分確保するために、樹脂
以外の部分にははんだ濡れ性に優れる表面処理層を形成する必要があるが、汎用されるS
nまたSn合金めっき層をリフロー処理により再溶融凝固(リフロー)させることで、ウ
ィスカ発生を防止するに至ったものである。
【0006】
すなわち、本発明は、
(1)金属基材上の一部に樹脂皮膜を有し、前記樹脂皮膜が設けられない部位の金属基
材上の少なくとも一部にSnまたはSn合金のめっき層を有し、前記SnまたはSn合金
のめっき層が再溶融凝固させて設けられたことを特徴とする電気電子部品ケースまたはシールドケースの材料、
(2)前記金属基材上に設けられる樹脂皮膜が耐熱性樹脂であることを特徴とする電気電子部品ケースまたはシールドケースの材料、
(3)前記金属基材上に少なくとも1層の金属層を有し、かつ前記樹脂皮膜は前記金属
基材上に、直接、または、前記金属層を介して設けられていることを特徴とする電気電子部品ケースまたはシールドケースの材料、
(4)前記金属基材の表面、または、前記金属層の表面に下地処理層が設けられている
ことを特徴とする(1)〜(3)のいずれかに記載の電気電子部品ケースまたはシールドケースの材料、
(5)前記金属基材の表面から樹脂皮膜の表面までの高さが60μm以下であることを
特徴とする(1)〜(4)のいずれかに記載の電気電子部品ケースまたはシールドケースの材料。
(6)(1)〜(5)のいずれかに記載のシールドケース材料が用いられたことを特徴
とする電気電子部品ケースまたはシールドケース、
(7)清浄処理した金属基材、前記金属基材上に設けられた金属層、前記金属基材上に設けられた下地処理層、前記金属層上に設けられた下地処理層のいずれかの表面の一部に樹脂皮膜を形成し、次いで、前記樹脂皮膜が設けられていない前記いずれかの表面にSnまたはSn合金のめっき層を設けた後に、リフロー処理されることを特徴とする電気電子部品ケースまたはシールドケースの材料の製造方法、
を提供するものである。
【発明の効果】
【0007】
本発明の低背電気電子部品や薄型コネクタなどのケース用材料は、
第一に、金属基材上の少なくとも一部に樹脂皮膜を有しているので、例えば、前記樹脂皮膜を内側にして筐体に用いた場合、コネクタ自体との間の絶縁性が十分確保できる。従ってコネクタ筐体の低背化が実現でき、携帯機器などの薄型化に有用である。
第二に、前記樹脂皮膜が絶縁を要する箇所のみに設けられると、前記樹脂皮膜が設けられていない箇所は金属基材が露出していて放熱性が高度に維持される。
第三に、前記金属基材の露出箇所にリフローSnまたはSn合金金属層を設けることにより、はんだ接合性(はんだ実装性)、耐熱性、耐食性などの向上が図れ、しかもめっき形成したSnまたはSn合金層を加熱再溶融凝固させた内部応力が開放されたリフロー金属層であるので、SnまたはSn合金層で問題となるウィスカ発生の心配も無く、安心して使用することが可能である。
第四に、樹脂に耐熱性樹脂を用いることで、前記のリフロー加熱処理時に樹脂の変色や密着性、絶縁性等々の特性劣化を防止することができる。
第五に、前記金属基材に金属層を形成したもの、または、前記金属基材または前記金属層に下地処理を施したものは、その上に設ける樹脂皮膜の密着性が向上する。
第六に、金属基材表面から樹脂皮膜表面までの高さが60μm以下にすることにより、低背化筐体として好適に用いることができる。
これらのことによって、工業上顕著な効果を奏する。
【発明を実施するための最良の形態】
【0008】
以下に本発明の電気電子部品用金属材料の好ましい実施態様を、図面を参照して詳細に説明する。なお、本発明は、これらの実施態様に限定されるものではない。
【0009】
本発明に係わるシールドケースの第1の実施形態は、金属基材上の一部に樹脂皮膜を有すると共に、樹脂皮膜以外の金属基材上の少なくとも一部に再溶融凝固させたSnまたはSn合金のめっき層を設けるものである。
【0010】
図1は、本発明の第1の実施形態に係わるものを示す拡大断面図である。
金属基材1上の絶縁を要する1箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材上にリフローSnまたはSn合金めっき層3が設けられている。
【0011】
図2は、本発明の第1の実施形態に係わるその他の実施態様を示す拡大断面図である。
金属基材1上の絶縁を要する2箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材上にリフローSnまたはSn合金めっき層3が設けられている。
【0012】
図1と2に示した金属材料は、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材1上にリフローSnまたはSn合金めっき層3が設けられているのでウィスカ発生防止効果がある。
【0013】
上記樹脂皮膜を有する部分は、絶縁を要する箇所であることが好ましい。一つの好ましい実施態様においては、樹脂皮膜は絶縁を要する箇所のみに設けられる。絶縁を要する箇所とは、その箇所を絶縁することによって、部品ケースである金属材料と部品内部のコネクタ端子部や素子、あるいは電気配線回路とが電気的短絡することを防止する必要のある箇所を意味する。また、樹脂皮膜は耐熱性樹脂皮膜であることが好ましい。部品をはんだ実装する際や、本発明のSn又はSn合金めっき層のリフロー加熱される際に、樹脂の外観変色や特性劣化を防止することができる。
耐熱性樹脂皮膜の厚みは、薄すぎると十分な絶縁性が得られず、またピンホールが発生し易いので、2μm以上が望ましく、3μm以上がさらに望ましい。一方あまり厚いと、筐体などへの成形加工性が低下するので50μm以下が望ましく、更には15μm未満が
望ましい。
また、耐熱性樹脂皮膜の絶縁性は、体積固有抵抗1010Ωcm以上が好ましく、1
014Ωcm以上がさらに好ましい。
【0014】
金属基材上などに耐熱性樹脂皮膜を設ける方法には、金属基材上の絶縁を要する箇所に、(a)接着剤付き耐熱性樹脂フィルムを配し、前記接着剤を誘導加熱ロールにより溶融し、次いで加熱処理して反応硬化接合する方法、(b)樹脂または樹脂前躯体を溶媒に溶解したワニスを塗布し、次いで加熱処理して、溶媒を揮発させると共に樹脂を反応硬化接合する方法などが挙げられる。
(b)の方法は金属基材上に耐熱性樹脂皮膜を高精度に位置決めすることができる点で推奨される。(a)の方法でも、採用工法と装置によっては高精度化が可能である。例えば、塗装部をオフセット(平版)印刷やグラビア(凹版)印刷のロールコート法設備を応用した方法、或いは感光性耐熱樹脂の塗工と紫外線や電子線によるパターン形成と樹脂硬化技術を応用する方法、さらには回路基板における露光現象エッチング溶解による微細パターン形成技術の樹脂皮膜への応用(例えば、プリント基板に用いられる写真法エッチング技術やスクリーン印刷技術等)などから、樹脂皮膜の形成精度レベルに応じた製造工法を採用することができる。なお、金属基材上の耐熱性樹脂皮膜を設ける位置の公差は、多数の部品に通用させることを配慮すると、望ましくは±0.15mm、より望ましくは±0.10mm、さらに望ましくは±0.05mmである。
なお、樹脂皮膜を設ける方法は、前記(a)と(b)に限定されるものではなく、樹脂に適した方法で行うことが出来る。
【0015】
樹脂皮膜を形成する樹脂には、例えば、ポリイミド系、ポリアミドイミド系、ポリアミド系、エポキシ系、ポリエステル系(ポリエチレンテレフタレート系やポリエチレンナフタレート系等含む)、ポリスルホン系、ポリカーボネート系などの樹脂が用いられる。耐熱性樹脂としては、例えば、ガラス転移温度が200℃以上のもの、望ましくは250℃以上のものが適し、或いは米国UL規格のUL耐熱寿命温度では180℃以上の樹脂、望ましくは220℃以上の樹脂が良好に用いられる。Snの融点は232℃であるので、これを溶融するための加熱温度としては、さらに高温雰囲気が必要なので、熱分解開始温度は少なくとも350℃以上の樹脂が望ましい。即ち、ポリイミド系、ポリアミドイミド系の樹脂が好ましく、エポキシ系がこれに準ずる。
【0016】
また、耐熱性樹脂皮膜を、接着剤を用いて金属基板上などに設ける場合、接着剤にはポリイミド系、エポキシ系、アクリル系、シリコン系などの樹脂が用いられる。これらの樹脂は半田接合やリフロー半田実装をはじめとする加熱工程に対する耐熱性を有する。加熱条件が厳しくない用途では、前記樹脂以外の耐熱性能の小さい樹脂(例えば、ポリアミド系、ポリエステル系、ポリカーボネート系の樹脂)を用いることも可能である。
【0017】
一方、上記樹脂皮膜以外の金属基材の少なくとも一部上には、再溶融凝固させたリフローSnまたはSn合金めっき層は設けられる。
【0018】
上記Sn系めっき層の厚みは、例えば、半田実装する用途の場合、半田濡れ性が良好に保たれ、リフローはんだ実装などの溶融接合が可能な1μm以上とするのが望ましい。上限は20μm程度で、それ以上厚くしても効果は飽和する。それ以外の用途においては、耐食性や樹脂密着性などの観点から厚みは0.1μm以上10μm以下の範囲が好ましい。
【0019】
コネクタ用途の場合には光沢外観が好まれるので、Sn系皮膜では加熱再溶融凝固されたリフロー層とすることが、ウィスカ防止目的と共に必要である。光沢めっき層の場合にはNi下地めっき等によりウィスカはかなり抑制されるが、経時環境による発生危険は残る。従って、Sn、Sn−Cu、Sn−Ag、Sn−Bi、Sn−Znの各系(金属、合金、共析物、化合物)の無光沢めっき層形成後に、加熱再溶融凝固してウィスカ危険の殆どないリフローSn系めっき層として用いられる。Sn−Bi以外は融点の低い共晶付近の組成が用い易い。
特に、Sn、Sn−Cu系、Sn−Ag系合金は耐熱性に優れる。
前記Sn−Cu系、Sn−Ag系皮膜は合金皮膜形成のほか、Sn皮膜の上にCu層やAg層を薄く形成しておき、溶融時に合金化させて設けることもできる。
【0020】
Sn又はSn合金層のリフロー処理、加熱再溶融凝固させる方法は、一般に加熱方法と温度、及び曝露時間によって決まる加熱雰囲気と条件に、皮膜形成後の本発明材料を晒す方法が用いられる。Sn系皮膜の融点は200℃前後であるが、短時間に連続的に加熱溶融させるためには、300℃以上で、熱を皮膜や金属基材に伝え易い循環式加熱やファン内蔵加熱炉のほか、樹脂の劣化や変色を防ぎ易い、金属基材の高周波による誘導加熱方式も用いることができる。なお、Sn系合金めっき層の形成には後述する金属層形成方法である湿式法を用いて、樹脂皮膜形成後に行われる。
【0021】
本発明の第2の実施形態は、金属基材上に少なくとも1層の金属層を有し、かつ前記樹脂皮膜は前記金属基材上に、直接、または前記金属層を介して設けられるものである。
【0022】
図3は、本発明の第2の実施形態に係わるものを示す拡大断面図である。
金属基材1上の少なくとも絶縁を要する1箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材1上にNi層4およびリフローSnまたはSn合金めっき層3がこの順に設けられている。
【0023】
図4は、本発明の第2の実施形態に係わるその他の実施態様を示す拡大断面図である。
金属基材1上にNi層4が設けられており、その上の絶縁を要する2箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外のNi層4上にリフローSnまたはSn合金めっき層3が設けられている。
【0024】
図3と4に示した実施形態は、耐熱性樹脂皮膜2が設けられている箇所以外の金属基材1上にリフローSnまたはSn合金めっき層3が設けられているので半田接合やリフロー半田実装などが容易に行える。また金属基材1成分の拡散がNi層4により阻止されるためリフローSnまたはSn合金めっき層3の変色が防止される。この他、図4に示したものについては、耐熱性樹脂皮膜2がNi層4上に設けられているので樹脂皮膜との密着性向上効果が得られる。
また、図3と4に示すように金属基材と表層との中間に金属層を設けたものは、金属基材1が良好に保護され、金属基材1の耐熱性、耐酸化性、耐食性などが向上する。下地にNi層またはCu層を設けたものは、Sn層の化合物化が十分抑制されて、耐熱性や耐ウィスカ性が高度に維持され推奨される。下地金属層を2層以上設けるとさらに効果的であるが、コストパフォーマンスの点で下地金属層は1層が適当である。
【0025】
上記金属層は単層に設けても、多層に設けても良い。単層の場合、即ち、Sn系めっき層の場合は第1の実施形態において述べた。多層の場合、即ち、最外層にSn系めっき層は下地金属層を介して設けた場合、コストパフォーマンスの点から外層Sn系めっき層と下地金属層からなる2層であることがより好ましく、その厚みは0.1μm以上10μm以下の範囲が好ましい。多層を構成するそれぞれの1層の厚さは0.1μm以上10μm以下が好ましい。
【0026】
上記下地金属層の材料は、NiまたはCuの各系を用いるのが好ましい。下地層が2層以上の場合、樹脂皮膜やSn系めっき層に接する層にはCu、Ag、Pdの各系を用いることが好ましい。下地金属層の上にSn系金属めっき形成後に加熱再溶融凝固したSnまたはSn合金層とさせて、ウィスカ発生を防止する。
Ni系やCu系の下地層にも合金を用いることができる。またその構成は単体または単体複層で十分である。厚みは薄過ぎるとピンホールが多くなり、厚過ぎると加工時に割れが発生し易くなるので0.1〜2μm程度が望ましい。
【0027】
下地層を1層以上のNiやCuの各系皮膜とし、最外層をSn系皮膜とする構成は一般的な必要特性を満足するうえ、経済的なため汎用される。
【0028】
金属層は湿式法により設けるのが一般的である。
湿式法には浸漬置換処理法、無電解めっき法、電析法などがあるが、中でも電析法は金属層の厚みの均一性、厚み制御性、浴の安定性などの点で優れる。トータルコストも安い。
前記電析法は、市販浴や公知のめっき液を用い、金属基材をカソードとし、可溶性または不溶性アノードとの間に適切な相対速度に前記めっき液を擁して、定電流電析により行われる。
【0029】
部分的にめっき層を設けるには、不要部分をマスキングする方法、必要部分のみにスポット的にめっき液を供給する方法などが適用できる。めっき以外の箇所は金属基材が露出した状態にしておいても良い。
【0030】
本発明の第3の実施形態は、下地処理されている金属基材または金属層の上に樹脂皮膜と再溶融凝固させたSnまたはSn合金金属めっき層を設ける。
【0031】
図5は、本発明の第3の実施形態に係わるものを示す拡大断面図である。
金属基材1にシランカップリング処理やチタネート系カップリング処理などのカップリング処理をはじめとする有機および無機結合の下地処理が施され、その下地処理層5上の絶縁を要する1箇所に耐熱性樹脂皮膜2が設けられており、耐熱性樹脂皮膜2が設けられている箇所以外の下地処理層5上にNi層4およびリフローSnまたはSn合金めっき層3がこの順に設けられている。この場合は金属基材1がシランカップリング処理されているので、金属基材1と、耐熱性樹脂皮膜2との密着性が向上する。
【0032】
本発明シールドケース用材料の耐熱性樹脂皮膜2が設けられていない箇所には、さらに銅材などのヒートシンクを設けて、放熱性を著しく高めることも可能である。特に、図3〜5に示す材料では、はんだ付けにより容易にヒートシンクを接合できる。
また、図1〜5にhは金属基材表面から樹脂皮膜表面までの高さを示す。
【0033】
本発明においては、金属基材または金属層にシランカップリング処理やチタネート系カップリング処理などのカップリング処理をはじめとする有機及び無機結合の下地処理が施されていることも好ましい。金属基材または金属層が例えばシランカップリング処理されていると、金属基材または金属層と、耐熱性樹脂皮膜との密着性が向上する。
例えば、シランカップリング処理は、一般に、シランカップリング剤を溶解した水溶液に金属基材を浸漬して行われる。シランカップリング剤は、市販品の中から使用する耐熱性樹脂皮膜や前記樹脂皮膜の接着に適したものを選択する。特にはエポキシ系シランカップリング剤が推奨される。
【0034】
図6は、本発明に係わるその他の実施態様を示す平面図である。
金属基材1上の絶縁を要する箇所に耐熱性樹脂皮膜2がストライプ状に設けられている。耐熱性樹脂皮膜2が設けられている箇所以外の金属基材上にリフローSnまたはSn合金めっき層3、あるいはNi層4およびリフローSnまたはSn合金めっき層3をこの順に設けてもよい。また金属基材1にシランカップリング処理やチタネート系カップリング処理などのカップリング処理をはじめとする有機及び無機結合の下地処理層5上の絶縁を要する1箇所に耐熱性樹脂皮膜2を設け、耐熱性樹脂皮膜2が設けられている箇所以外の下地処理層5上にNi層4およびリフローSnまたはSn合金めっき層3をこの順に設けてもよい。
【0035】
図7は、本発明のその他の実施形態を示す平面図である。
金属基材1上の絶縁を要する箇所に耐熱性樹脂皮膜2がスポット状に設けられている。その他は図6に示す実施態様と同様である。
【0036】
以上に述べた本発明において金属基材には、打抜加工や曲げ加工、絞り成形などが可能な延性を有する材料、或いはばね性を有するものが用いられる。具体的には、洋白(Cu−Ni系合金)やリン青銅(Cu−Sn−P系合金)などのCu系材料、42アロイ(Fe−Ni系合金)やステンレスなどのFe系材料が挙げられ、特にはリン青銅が好ましい。
上記金属基材の電気伝導率は、電磁シールド性の観点から5%IACS以上が好ましく、10%IACS以上がさらに好ましい。また、比透磁率は1以上が好ましい。また、金属基材の厚みは0.01〜0.5mmが好ましく、0.05〜0.2mmのものがさらに好ましい。
上記金属基材は、例えば、所定の金属材料を溶解鋳造し、得られる鋳塊を、常法により、順に、熱間圧延、冷間圧延、均質化処理、および脱脂する工程により製造することができる。
上記金属基材とは、様々な形状の金属を指すが、その中でも主に金属板または金属条のことを指す。
【0037】
また、本発明に係わる電気電子部品やコネクタのケースやシールドケースとは、それに限定されるものではないが、例えば、筐体、ケース、カバー、キャップなどが挙げられ、低背化部品筐体ケースキャップがさらに好ましい。本発明の金属材料は、例えば、筐体を形成する場合には、金属基材の耐熱性樹脂皮膜形成面を内側にして形成することが好ましい。
【0038】
更に、本発明の材料が用いられるコネクタとしては、それに限定されるものではないが、例えば、パーソナルコンピュータ、AV機器、ゲーム機、携帯機器などにおける、例えば、LCDやキーボード、マザーボードなどのプリント基板端子やFPCケーブルに接続されるコネクタや、薄型のカードコネクタなどが挙げられる。
【0039】
また、本発明の材料を用いたコネクタ部品は、それに限定されるものではないが、例えば、パソコン、ゲーム機、携帯電話、携帯情報端末、ノートパソコン、デジタルカメラ、デジタルビデオなどの電子電気通信機器におけるLCDやキーボード、マザーボードなどのリジッド基板やフレキシブル基板の端子及びケーブル接続や、無線や接触型の薄型カードとの接続などに用いることができる。
【0040】
なお、金属基材表面から樹脂皮膜表面までの高さが60μm以下であることが好ましく、2μm以上30μm以下がさらに好ましい。この厚さが厚すぎると、低背部品には不適であり、部品形成精度が低下する。
【実施例】
【0041】
以下に、本発明を実施例により詳細に説明する。
実施例1
JIS C5210R(リン青銅、古河電工製)、C7701R(洋白、三菱電機メテックス製)、および、SUS304−CSP(ステンレス、日本金属製)の厚み0.1mm、幅20mmの条を元の金属素条とした。前記各条に電解脱脂、酸洗処理、水洗、乾燥の各工程をこの順に施した。なお、一部の条には乾燥工程前にシランカップリング溶液やトリアジン溶液を用いて下地処理を施した。
【0042】
次に、乾燥後の各条の絶縁を要する箇所に、下記(a)または(b)のいずれかの方法により厚み3μm以上の耐熱性樹脂皮膜を設け、試料No.1〜21を作成した。
(a)n−メチル2−ピロリドンを溶媒とするポリイミド溶液または前躯体溶液、ポリアミドイミド溶液または前躯体溶液、またはメチルエチルケトンを溶媒とするエポキシ樹脂溶液の各ワニスを、条(金属基材)の片面の幅方向中央部分にストライプ状(幅10mm)に塗装し、次いで加熱処理を施して溶媒揮発させると共に、樹脂の硬化または重合させて耐熱性樹脂皮膜を設けた。
(b)予め接着剤(厚み15μm)を塗布した耐熱性ポリイミド樹脂フィルム(厚み12.5μm)を幅3mmにスリットし、これを条(金属基材)の片面の幅方向中央部分に2mm間隔に2本貼り付け、これを2本の誘導加熱ロール間で加熱圧着し、さらに二段加熱処理により接着剤を溶融硬化させて接合した。
【0043】
前記耐熱性樹脂皮膜を部分的に設けた条を用いて、金属基材からの耐熱性樹脂皮膜の引き剥がし強度をテンシロン試験機により調べた。
【0044】
前記条の耐熱性樹脂皮膜が形成されていない面に金属層を市販または公知の電気めっき浴を用いて電気めっきし、条材料を製造した。次いで、Sn系金属層を形成した材料には加熱処理によりリフローさせた光沢のあるSn系金属層とした。これらの試料を50℃の恒温槽に1500時間入れた後、ウィスカなどが発生したかどうかを顕微鏡にて表面観察した。
【0045】
次に、前記条材料を短尺に切断して概ね15mm角または5mm角に近い形状に打抜き、これをカバーに絞り成型した。
【0046】
前記カバーを試験用基板の部品(チップ数5、高さ2mm)の覆いに用い、前記樹脂と金属基材との間に直流100Vを1分印加後、1分放電した時点での絶縁抵抗を調べた。次に前記試験用基板を5時間連続作動させた後のカバー内部の温度(部品内温度)を測定して前記カバーの放熱性は調べた。さらに前記カバーを280℃の半田浴に3分間フロートした後、その外観を観察してリフロー耐熱性を調べた。
【0047】
本実施例において、樹脂皮膜について、形成方法、皮膜の厚さと種類、また、樹脂皮膜は上記(b)の方法で形成した場合は接着剤に用いた樹脂の種類、Snめっき層については、めっき層の厚さと材質、その他については、下地めっき層の種類、シランカップリング溶液やトリアジン溶液を用いた下地処理の有無について調査した。調査の結果を表1と表2のNo.1〜No.21に示す。また、表1と表2には条材料の構成を併記した。なお、表1と表2において、樹脂形成方法の欄の「塗装」は上記(a)の方法で、「フィルム」は上記(b)の方法で、それぞれ皮膜が設けられたことを示す。また、表1の接着材の種類の欄の「ポリイミド」、「エポキシ」、「アクリル」および「シリコン」は、それぞれ上記(b)の方法における接着剤に用いられた樹脂の種類を示す。
【0048】
実施例2
耐熱性樹脂皮膜の厚みを2μmとした他は、実施例1の試料No.1と同じ方法により条材料(試料No.22)を製造し、Sn金属層は加熱処理によりリフローさせた。実施例1と同じ試験を行った。試験結果および条材料の構成を表2に示す。
【0049】
実施例3
実施例1における(a)法により金属基材片面全面に耐熱性樹脂皮膜を設け(片面塗装)、耐熱性樹脂皮膜の厚さを7μmとした以外は、実施例1の試料No.2と同じ方法で条材料(試料No.23)を作成し、Sn金属層は加熱処理によりリフローさせた。また、実施例1における(a)法により金属基材片面全面に耐熱性樹脂皮膜を設け(片面塗装)、耐熱性樹脂皮膜の厚さを6μmとし、下地めっきの厚さを0.1μmとした以外は、実施例1の試料No.9と同じ方法で条材料(試料No.24)を作成した。これらを実施例1と同じ試験を行った。試験結果および条材料の構成を表2において示す。
【0050】
比較例
比較例として、りん青銅及び洋白の条材の表面に金属層を電気めっきしただけのもの(試料No.25とNo.26)を製造し、実施例1と同じ試験を行った。Sn金属層は加熱リフローさせずにめっき層のままとした。試験結果および条材料の構成を表2に示す。
【0051】
なお、実施例において、基材表面から耐熱性樹脂皮膜表面までの高さh(図1〜5参照)はいずれも60μm以下とした。
【0052】
【表1】
【0053】
【表2】
*:リフロー耐熱性評価について、◎良好、○樹脂若干変色あるが耐熱性は良好、△はんだ接合可能な程度。
【0054】
表1と表2から明らかなように、実施例1〜3で作成した本発明例No.1〜24の材料は、いずれも樹脂皮膜の引き剥がし強度および絶縁抵抗が高く、カバー内部の温度が部品使用上限温度70℃よりも低く、かつリフロー耐熱性に優れ、ウィスカの発生危険のない耐熱実装性を確保出来るものであった。
No.3と4、並びに、No.23と24を比較すると樹脂形成前にシランカップリング処理すると引き剥がし強度が向上することが分かる。
実施例2で作成したNo.22の材料は耐熱性樹脂皮膜の厚みが比較的薄かったため、引き剥がし強度および絶縁抵抗が若干低下した。また樹脂に変色が認められたが、実用上支障がない程度であった。
実施例3で作成したNo.23、24の材料は金属基材片面全体に耐熱性樹脂皮膜を設けたためカバー内部温度が高めになるものの機能に問題は無く実用できた。
【0055】
これに対し、比較例(No.25,26)の材料は耐熱性樹脂皮膜が設けられていないため絶縁性に劣り、いずれも低背化に十分対応できないものであり、しかも恒温加速試験後に最外金属層のSn層からウィスカやその前段階の粒状突起が観察され、部品使用の際に短絡などの欠陥を生ずる恐れのあることが分かった。
【図面の簡単な説明】
【0056】
【図1】本発明の第1の実施形態に係わるものを示す拡大断面図である。
【図2】本発明の第1実施形態に係わるその他の実施態様を示す拡大断面図である。
【図3】本発明の第2の実施形態に係わるものを示す拡大断面図である。
【図4】本発明の第2の実施形態に係わるその他の実施態様を示す拡大断面図である。
【図5】本発明の第3の実施形態に係わるものを示す拡大断面図である。
【図6】本発明のその他の実施形態を示す平面図である。
【図7】本発明のその他の実施形態を示す平面図である。
【符号の説明】
【0057】
1 金属基材
2 耐熱性樹脂皮膜
3 リフローSnまたはSn合金めっき層
4 Ni層
5 下地処理層
【特許請求の範囲】
【請求項1】
金属基材上の一部に樹脂皮膜を有し、前記樹脂皮膜が設けられない部位の金属基材上の少なくとも一部にSnまたはSn合金のめっき層を有し、前記SnまたはSn合金のめっき層が再溶融凝固させて設けられたことを特徴とする電気電子部品ケースまたはシールドケースの材料。
【請求項2】
前記金属基材上に設けられた樹脂皮膜が耐熱性樹脂であることを特徴とする請求項1記載の電気電子部品ケースまたはシールドケースの材料。
【請求項3】
前記金属基材上に少なくとも1層の金属層を有し、かつ前記樹脂皮膜は前記金属基材上に、直接、または、前記金属層を介して設けられていることを特徴とする請求項1または2記載の電気電子部品ケースまたはシールドケースの材料。
【請求項4】
前記金属基材の表面、または、前記金属層の表面に下地処理層が設けられていることを特徴とする請求項1〜3のいずれか1項に記載の電気電子部品ケースまたはシールドケースの材料。
【請求項5】
前記金属基材の表面から樹脂皮膜の表面までの高さが60ミクロン以下であることを特徴とする請求項1〜4のいずれか1項に記載の電気電子部品ケースまたはシールドケースの材料。
【請求項6】
請求項1〜5のいずれか1項に記載の電気電子部品ケースまたはシールドケースの材料が用いられたことを特徴とする電気電子部品ケースまたはシールドケース。
【請求項7】
清浄処理した金属基材、前記金属基材上に設けられた金属層、前記金属基材上に設けられた下地処理層、前記金属層上に設けられた下地処理層のいずれかの表面の一部に樹脂皮膜を形成し、次いで、前記樹脂皮膜が設けられていない前記いずれかの表面にSnまたはSn合金のめっき層を設けた後に、リフロー処理されることを特徴とする電気電子部品ケースまたはシールドケースの材料の製造方法。
【請求項1】
金属基材上の一部に樹脂皮膜を有し、前記樹脂皮膜が設けられない部位の金属基材上の少なくとも一部にSnまたはSn合金のめっき層を有し、前記SnまたはSn合金のめっき層が再溶融凝固させて設けられたことを特徴とする電気電子部品ケースまたはシールドケースの材料。
【請求項2】
前記金属基材上に設けられた樹脂皮膜が耐熱性樹脂であることを特徴とする請求項1記載の電気電子部品ケースまたはシールドケースの材料。
【請求項3】
前記金属基材上に少なくとも1層の金属層を有し、かつ前記樹脂皮膜は前記金属基材上に、直接、または、前記金属層を介して設けられていることを特徴とする請求項1または2記載の電気電子部品ケースまたはシールドケースの材料。
【請求項4】
前記金属基材の表面、または、前記金属層の表面に下地処理層が設けられていることを特徴とする請求項1〜3のいずれか1項に記載の電気電子部品ケースまたはシールドケースの材料。
【請求項5】
前記金属基材の表面から樹脂皮膜の表面までの高さが60ミクロン以下であることを特徴とする請求項1〜4のいずれか1項に記載の電気電子部品ケースまたはシールドケースの材料。
【請求項6】
請求項1〜5のいずれか1項に記載の電気電子部品ケースまたはシールドケースの材料が用いられたことを特徴とする電気電子部品ケースまたはシールドケース。
【請求項7】
清浄処理した金属基材、前記金属基材上に設けられた金属層、前記金属基材上に設けられた下地処理層、前記金属層上に設けられた下地処理層のいずれかの表面の一部に樹脂皮膜を形成し、次いで、前記樹脂皮膜が設けられていない前記いずれかの表面にSnまたはSn合金のめっき層を設けた後に、リフロー処理されることを特徴とする電気電子部品ケースまたはシールドケースの材料の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−86513(P2006−86513A)
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願番号】特願2005−233882(P2005−233882)
【出願日】平成17年8月12日(2005.8.12)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.Bluetooth
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願日】平成17年8月12日(2005.8.12)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.Bluetooth
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]