
電気Ni−Pめっき皮膜の成膜方法及びその皮膜

【課題】 めっき状態でも硬度が高く、優れた摺動性能を有するNi-P系電気めっき皮膜を提供する。
【解決手段】Niイオン、亜リン酸イオン、錯化剤及び0.15〜0.25wt%のサッカリンを含有するとともに、前記錯化剤が重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤であるめっき浴中にて電気めっきを行なう。
【解決手段】Niイオン、亜リン酸イオン、錯化剤及び0.15〜0.25wt%のサッカリンを含有するとともに、前記錯化剤が重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤であるめっき浴中にて電気めっきを行なう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気Ni-Pめっき皮膜の成膜方法に関するものであり、さらに詳しく述べるならば、めっきした状態で、摺動部材に適した高い硬度を有するNi-Pめっき皮膜を電気めっきで成膜する方法に関するものである。
【背景技術】
【0002】
Ni-Pめっきは無電解めっき(「化学めっき」といわれることもある)と電気めっき(「電解析出」といわれることもある)に大別される。
無電解Ni-Pめっきは、めっき後300〜400℃で熱処理することにより皮膜硬度が上昇し耐摩耗性の優れた皮膜となることはよく知られている(非特許文献1:「無電解めっき」基礎と応用、電気鍍金研究会編、2001年4月27日発行第37頁(図2.9参照))。この図2.9では、無電解Ni-Pめっき皮膜が熱処理により硬化する現象は組織が非晶質から結晶質に変化することと関連していると説明されている。
【0003】
無電解Ni-Pめっきの析出機構については、非特許文献2:前掲無電解めっき、第27−28頁に幾つかの説が紹介されているが、原子状水素による析出機構説によると、1分子のフォスフィン酸イオンの酸化により生じた2電子がNiイオンを還元するというものである。このような反応機構で起こる無電解めっきは、電気めっきよりも反応速度が遅くなっている。
無電解Ni-Pめっきでは、Niイオンと安定な可溶性錯体を形成するとともにNiがリン酸塩として沈殿することを防ぐために各種錯化剤が使用されている(非特許文献2:前掲「無電解めっき」基礎と応用、第26頁、表2.6)。
【0004】
特許文献1:特開平6−240437号公報によると、Al合金基材上にめっきしたままの状態で硬度がHv400程度の無電解Ni-Pめっき皮膜を施し、その後これを熱処理により硬化させることが記載されている。また、無電解めっきの代わりに電気めっきでもよいでもよいとの記載があるから、上記程度の硬度を有するNi-P電気めっき皮膜の成膜は可能であると、この特許文献では考えられている。
【0005】
電気Ni-Pめっきでは、亜リン酸を添加したワット浴から電析された9.5 wt%,11.5wt% 及び14.4wt%のPを含有する非晶質Ni-P系めっき膜は300Kで約Hv650 〜750の硬度を有しており、600〜700Kの温度で硬化して硬度がHv1100以上に達することが、非特許文献3、金属表面技術Vol31 (1980), No.12,第667〜672頁に記載されている。
【0006】
特許文献2:特表2003−511563号公報によると、Ni,Fe,Sn,In,Pd,Au 及びBiの少なくとも1種を含有し、残部が35%を超えるCo合金を、o-ベンゾスルフィミト(サッカリン)を添加したブチルジオールを光沢剤として添加した電気めっき浴を用いて電気めっきにより成膜する方法が記載されている。この電気めっきを施した冷延材を絞り及びしごき加工することにより、めっき層にひび割れを起こさせてバッテリーの電気めっき浴との接触面積を増大する。
【特許文献1】特開平6−240437号公報
【特許文献2】特表2003−511563号公報
【非特許文献1】「無電解めっき」基礎と応用、電気鍍金研究会編、2001年4月27日発行、第37頁(図2.9))
【非特許文献2】「無電解めっき」基礎と応用、電気鍍金研究会編、2001年4月27日発行、第26〜28頁(図2.9参照)
【非特許文献3】金属表面技術Vol31 (1980), No.12,第667〜672頁
【発明の開示】
【発明が解決しようとする課題】
【0007】
無電解Ni-Pめっき皮膜は析出直後の硬さはHV500程度と低く、耐摩耗材料として使用する場合は熱処理により硬度をHv720程度に上昇させることが必須である。しかしながら、熱処理温度は300〜400℃であるために、耐熱性の観点からアルミニウムなどの基材に適用することは困難である。また、反応速度が電気めっきに比較して遅い欠点がある。
【0008】
一方、電気Ni-Pめっき皮膜は、従来耐食性、光沢を利用した装飾用などに使用されており、めっき直後の硬度が低いために、耐摩耗性用途には不適切であった。そこで、耐摩耗性用皮膜としては、セラミックなどの硬質粒子を分散させた電気Niめっきが使用されていた。しかしながら、硬質粒子は相手材を摩滅することや、あるいは逆に摺動中にめっき表面から脱落する可能性が高い。一方、非晶質電気Ni-Pめっきに関する非特許文献では、非加熱状態の性質としては耐食性及び光沢に言及されているに過ぎない。
【課題を解決するための手段】
【0009】
本発明のNi-P系めっき方法は、Niイオン、亜リン酸イオン、特定の混合錯化剤及び0.15〜0.25wt%のサッカリンを含有する電気めっき浴中にて電気めっきを行なうことを特徴とするものである。本発明が使用する錯化剤は重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤である。
【0010】
本発明による電気めっきは、従来のめっき浴組成と同じように、Niイオンと亜リン酸イオンが沈殿せずかつ電析可能なように保たれており、基本成分がNiイオンと亜リン酸イオンであるめっき浴で行なうものである。好ましくは、Ni2+イオンを含有する亜リン酸浴で行なうことができる。Ni2+イオン濃度は25〜45wt%が好ましく、35.0wt%が最も好ましい。亜リン酸の濃度は4.3〜4.9wt%が好ましく、4.6wt%が最も好ましい。残部は後述の錯化剤、サッカリン及びドデシル硫酸ナトリウムを除いて水である。但し、Ni塩を構成する陰イオン例えば、SO42‐, Cl-など、pH調整剤、例えばNaOHなどを使用することができる。またNi電気めっきでは、応力緩和剤が補助剤として添加されることがあるが、後述のとおり、Ni-P系電気めっきではサッカリンが応力緩和剤の効果をもち、その他の応力緩和剤は併用しても同等の効果は達成しない。さらに、平滑化剤も公知であるが、本発明においてはサッカリン及びドデシル硫酸ナトリウムがその効果をもち、他の平滑化剤は併用しても同等の効果を達成しない。
【0011】
めっき浴の温度は80〜90℃が好ましく、85℃が最も好ましい。電流密度は1.8〜10A/dm2が好ましく、2A/dm2が最も好ましい。pHは2.2〜2.8が好ましく、2.5が最も好ましい。また、電気めっきは通常の方法で行うが、隔膜電解を行ってもよい。
【0012】
驚くべきことに、特定の混合錯化剤とサッカリンを含有するNi-P電気めっき浴から析出するNi-Pめっき皮膜は結晶構造が著しく発達し、これに伴い硬度の著しい変化が起こり、めっき状態で耐摩耗性皮膜として使用できる、結晶子の大きさが90オングストローム以上であり、かつ皮膜硬度がHv750以上であるNi-P系電気めっき皮膜を得ることができた。
以下、本発明者らが、Ni線を陽極とし、バフ研磨したAl板を陰極として、めっき浴温度80℃で行なった電気めっき実験を参照して本発明を説明する。
【発明を実施するための最良の形態】
【0013】
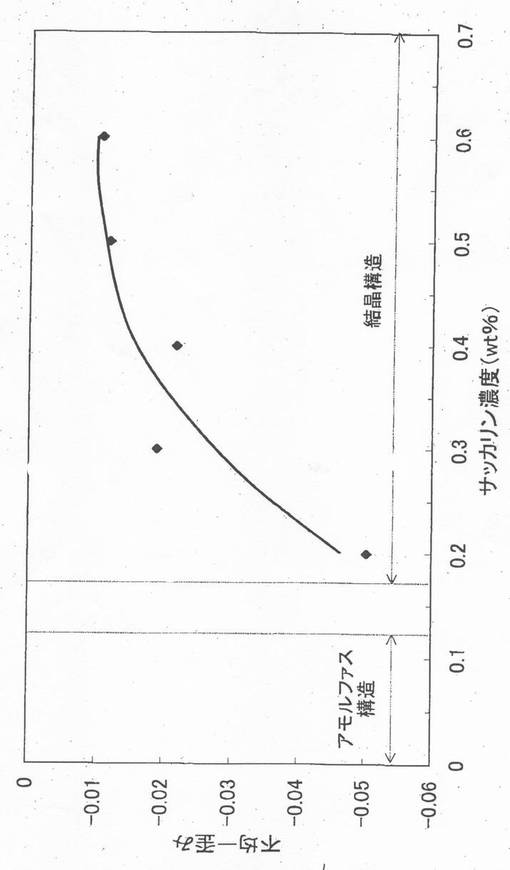
図1は、錯化剤10.0wt%, 亜リン酸4.6wt%, 硫酸ニッケル35.3wt%,pH約2.5のめっき浴を用いてサッカリン濃度を変えて、電気めっきを行なった実験結果を示し、不均一歪をX線解析法により測定した。この図から、サッカリンは応力緩和剤として著しい効果をもっているといえる。
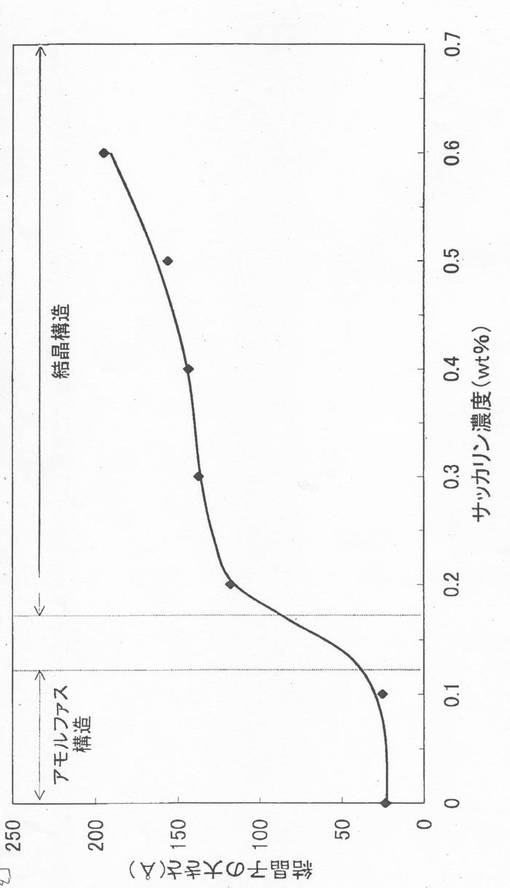
図2は、図1と同じ条件下での実験において結晶子の大きさの変化を示している。なお、結晶粒子の大きさはシェラーの式であるε=λ/Bcosθの計算式で求めた。ここでλはX線回折波長(オングストローム)であり、Bは積分幅(rad)であり、θは回折角度(°)である。
【0014】
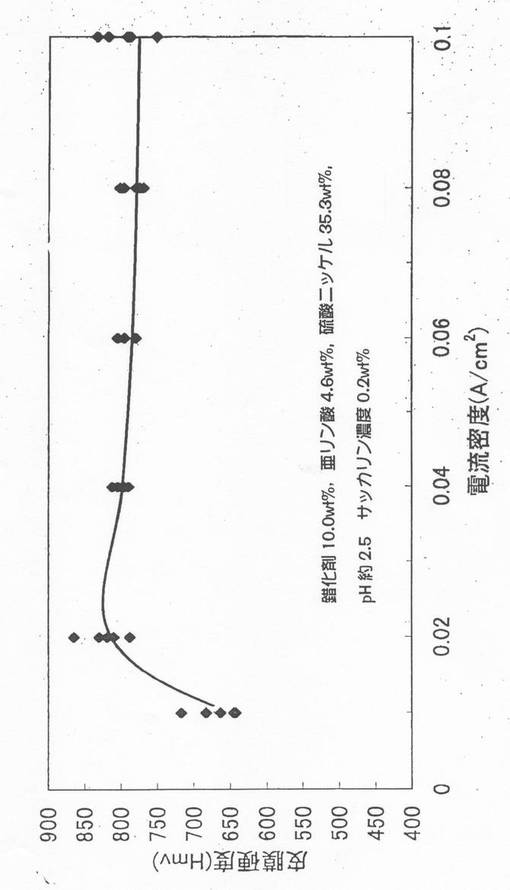
図3は、サッカリン濃度を0.2wt%と一定にした、電気めっきの電流密度とめっき後の皮膜硬度との関係を示しており、電流密度が0.01A/cm 2 (1A/dm2)以上において、従来よりも高い硬度が得られるが、特に0.02A/cm2(2A/dm2)以上において熱処理後のNi-P系無電解めっきと同等の硬度が得られている。この電流密度における電流効率は約90%であり、最大110μm/hのめっき速度が得られる。これは無電解めっきのめっき速度の数倍に相当する。勿論、電流密度が高い方がめっき皮膜の成長速度が高くなるが、0.10A/cm2(10A/dm2)を超えると、皮膜の緻密性が低下して相手材への攻撃性が高くなり焼付きが生じやすくなる、水素ガスが発生して皮膜成長が低下する、また膜厚の均一性が不良になる、といった悪影響が出てきてしまう。
【0015】
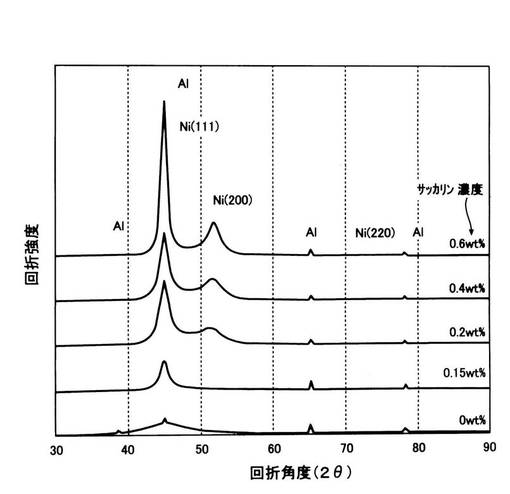
図4は、図1の電気めっき条件で成膜された皮膜のX線回折結果を示しており、サッカリンの添加量とともにNiの(111)面強度が高くなっていることが分かる。これらの図1,2及び4より、0.2wt%以上のサッカリンが皮膜構造の結晶化に寄与していることが分かる。
【0016】
図5は、錯化剤10.0wt%, 亜リン酸4.6wt%, 硫酸ニッケル35.3wt%,pH約2.5、電流密度0.02A/cm2のめっき浴においてサッカリンの添加量を変化させた実験において、得られためっき膜の皮膜硬度を示している。このグラフより、サッカリン添加量が0.15〜0.25wt%において、摺動皮膜に適した高い皮膜硬度が得られることが分かる。
【0017】
サッカリンが添加された電気めっき浴において、特定の混合錯化剤が添加されていないと,皮膜形態が悪く剥離を生じ、更に電流効率も極めて悪化してしまうが、錯化剤の添加により皮膜性状・電流効率ともに良好にすることができる。 錯化剤としては、20〜30g/Lの乳酸、50〜65g/Lのグリシン、20〜30g/Lの酢酸を使用することができ、これら3種の錯化剤を混合比で、乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0となるように混合してなる混合錯化剤を添加することが必要である。ここで、前記混合錯化剤のめっき浴への好ましい添加量は1.0 〜30.0wt%であり、最も好ましい添加量は10.0 wt%である。なお、前記範囲以外、つまり上記錯化剤の添加が3種のうちから1〜2種のみであったり、錯化剤濃度もしくは/および混合比が上記それぞれの範囲から外れたりした場合には、良好な皮膜性状・電流効率を得ることができない。上記錯化剤3種の最も好ましい濃度はそれぞれ、乳酸:25g/L, グリシン:58g/L, 酢酸:25g/Lであり、最も好ましい混合比は、乳酸:グリシン:酢酸=25:58:25である。
【0018】
図6は、0.2wt%サッカリン添加浴にさらに添加されたドデシル硫酸ナトリウムの濃度と皮膜硬度との関係を示すグラフである。添加されたドデシル硫酸ナトリウムは0.2wt%以下では皮膜硬度にほとんど影響を与えないことを示している。但し、ドデシル硫酸ナトリウムは皮膜表面を平滑化する平滑化剤の効果が認められた。
【産業上の利用可能性】
【0019】
本発明によると、高速で、しかも熱処理なしで高硬度の皮膜が得られるため、Al合金等熱処理により軟化する基材に耐摩耗性皮膜を形成することができる。また、皮膜析出速度が無電解めっきに比べて高いので、生産性が向上しコスト面で有利である。
【図面の簡単な説明】
【0020】
【図1】電気めっき浴中のサッカリン濃度と不均一歪みの関係を示すグラフである。
【図2】電気めっき浴中のサッカリン濃度と結晶子の大きさの関係を示すグラフである。
【図3】電気めっき浴の電流密度と皮膜硬度との関係を示すグラフである。
【図4】サッカリン電気めっき浴から得られた皮膜のX線回折像である。
【図5】電気めっき浴中のサッカリン濃度と皮膜硬度の関係を示すグラフである。
【図6】電気めっき浴のドデシル硫酸ナトリウム濃度と皮膜硬度の関係を示すグラフである。
【技術分野】
【0001】
本発明は、電気Ni-Pめっき皮膜の成膜方法に関するものであり、さらに詳しく述べるならば、めっきした状態で、摺動部材に適した高い硬度を有するNi-Pめっき皮膜を電気めっきで成膜する方法に関するものである。
【背景技術】
【0002】
Ni-Pめっきは無電解めっき(「化学めっき」といわれることもある)と電気めっき(「電解析出」といわれることもある)に大別される。
無電解Ni-Pめっきは、めっき後300〜400℃で熱処理することにより皮膜硬度が上昇し耐摩耗性の優れた皮膜となることはよく知られている(非特許文献1:「無電解めっき」基礎と応用、電気鍍金研究会編、2001年4月27日発行第37頁(図2.9参照))。この図2.9では、無電解Ni-Pめっき皮膜が熱処理により硬化する現象は組織が非晶質から結晶質に変化することと関連していると説明されている。
【0003】
無電解Ni-Pめっきの析出機構については、非特許文献2:前掲無電解めっき、第27−28頁に幾つかの説が紹介されているが、原子状水素による析出機構説によると、1分子のフォスフィン酸イオンの酸化により生じた2電子がNiイオンを還元するというものである。このような反応機構で起こる無電解めっきは、電気めっきよりも反応速度が遅くなっている。
無電解Ni-Pめっきでは、Niイオンと安定な可溶性錯体を形成するとともにNiがリン酸塩として沈殿することを防ぐために各種錯化剤が使用されている(非特許文献2:前掲「無電解めっき」基礎と応用、第26頁、表2.6)。
【0004】
特許文献1:特開平6−240437号公報によると、Al合金基材上にめっきしたままの状態で硬度がHv400程度の無電解Ni-Pめっき皮膜を施し、その後これを熱処理により硬化させることが記載されている。また、無電解めっきの代わりに電気めっきでもよいでもよいとの記載があるから、上記程度の硬度を有するNi-P電気めっき皮膜の成膜は可能であると、この特許文献では考えられている。
【0005】
電気Ni-Pめっきでは、亜リン酸を添加したワット浴から電析された9.5 wt%,11.5wt% 及び14.4wt%のPを含有する非晶質Ni-P系めっき膜は300Kで約Hv650 〜750の硬度を有しており、600〜700Kの温度で硬化して硬度がHv1100以上に達することが、非特許文献3、金属表面技術Vol31 (1980), No.12,第667〜672頁に記載されている。
【0006】
特許文献2:特表2003−511563号公報によると、Ni,Fe,Sn,In,Pd,Au 及びBiの少なくとも1種を含有し、残部が35%を超えるCo合金を、o-ベンゾスルフィミト(サッカリン)を添加したブチルジオールを光沢剤として添加した電気めっき浴を用いて電気めっきにより成膜する方法が記載されている。この電気めっきを施した冷延材を絞り及びしごき加工することにより、めっき層にひび割れを起こさせてバッテリーの電気めっき浴との接触面積を増大する。
【特許文献1】特開平6−240437号公報
【特許文献2】特表2003−511563号公報
【非特許文献1】「無電解めっき」基礎と応用、電気鍍金研究会編、2001年4月27日発行、第37頁(図2.9))
【非特許文献2】「無電解めっき」基礎と応用、電気鍍金研究会編、2001年4月27日発行、第26〜28頁(図2.9参照)
【非特許文献3】金属表面技術Vol31 (1980), No.12,第667〜672頁
【発明の開示】
【発明が解決しようとする課題】
【0007】
無電解Ni-Pめっき皮膜は析出直後の硬さはHV500程度と低く、耐摩耗材料として使用する場合は熱処理により硬度をHv720程度に上昇させることが必須である。しかしながら、熱処理温度は300〜400℃であるために、耐熱性の観点からアルミニウムなどの基材に適用することは困難である。また、反応速度が電気めっきに比較して遅い欠点がある。
【0008】
一方、電気Ni-Pめっき皮膜は、従来耐食性、光沢を利用した装飾用などに使用されており、めっき直後の硬度が低いために、耐摩耗性用途には不適切であった。そこで、耐摩耗性用皮膜としては、セラミックなどの硬質粒子を分散させた電気Niめっきが使用されていた。しかしながら、硬質粒子は相手材を摩滅することや、あるいは逆に摺動中にめっき表面から脱落する可能性が高い。一方、非晶質電気Ni-Pめっきに関する非特許文献では、非加熱状態の性質としては耐食性及び光沢に言及されているに過ぎない。
【課題を解決するための手段】
【0009】
本発明のNi-P系めっき方法は、Niイオン、亜リン酸イオン、特定の混合錯化剤及び0.15〜0.25wt%のサッカリンを含有する電気めっき浴中にて電気めっきを行なうことを特徴とするものである。本発明が使用する錯化剤は重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤である。
【0010】
本発明による電気めっきは、従来のめっき浴組成と同じように、Niイオンと亜リン酸イオンが沈殿せずかつ電析可能なように保たれており、基本成分がNiイオンと亜リン酸イオンであるめっき浴で行なうものである。好ましくは、Ni2+イオンを含有する亜リン酸浴で行なうことができる。Ni2+イオン濃度は25〜45wt%が好ましく、35.0wt%が最も好ましい。亜リン酸の濃度は4.3〜4.9wt%が好ましく、4.6wt%が最も好ましい。残部は後述の錯化剤、サッカリン及びドデシル硫酸ナトリウムを除いて水である。但し、Ni塩を構成する陰イオン例えば、SO42‐, Cl-など、pH調整剤、例えばNaOHなどを使用することができる。またNi電気めっきでは、応力緩和剤が補助剤として添加されることがあるが、後述のとおり、Ni-P系電気めっきではサッカリンが応力緩和剤の効果をもち、その他の応力緩和剤は併用しても同等の効果は達成しない。さらに、平滑化剤も公知であるが、本発明においてはサッカリン及びドデシル硫酸ナトリウムがその効果をもち、他の平滑化剤は併用しても同等の効果を達成しない。
【0011】
めっき浴の温度は80〜90℃が好ましく、85℃が最も好ましい。電流密度は1.8〜10A/dm2が好ましく、2A/dm2が最も好ましい。pHは2.2〜2.8が好ましく、2.5が最も好ましい。また、電気めっきは通常の方法で行うが、隔膜電解を行ってもよい。
【0012】
驚くべきことに、特定の混合錯化剤とサッカリンを含有するNi-P電気めっき浴から析出するNi-Pめっき皮膜は結晶構造が著しく発達し、これに伴い硬度の著しい変化が起こり、めっき状態で耐摩耗性皮膜として使用できる、結晶子の大きさが90オングストローム以上であり、かつ皮膜硬度がHv750以上であるNi-P系電気めっき皮膜を得ることができた。
以下、本発明者らが、Ni線を陽極とし、バフ研磨したAl板を陰極として、めっき浴温度80℃で行なった電気めっき実験を参照して本発明を説明する。
【発明を実施するための最良の形態】
【0013】
図1は、錯化剤10.0wt%, 亜リン酸4.6wt%, 硫酸ニッケル35.3wt%,pH約2.5のめっき浴を用いてサッカリン濃度を変えて、電気めっきを行なった実験結果を示し、不均一歪をX線解析法により測定した。この図から、サッカリンは応力緩和剤として著しい効果をもっているといえる。
図2は、図1と同じ条件下での実験において結晶子の大きさの変化を示している。なお、結晶粒子の大きさはシェラーの式であるε=λ/Bcosθの計算式で求めた。ここでλはX線回折波長(オングストローム)であり、Bは積分幅(rad)であり、θは回折角度(°)である。
【0014】
図3は、サッカリン濃度を0.2wt%と一定にした、電気めっきの電流密度とめっき後の皮膜硬度との関係を示しており、電流密度が0.01A/cm 2 (1A/dm2)以上において、従来よりも高い硬度が得られるが、特に0.02A/cm2(2A/dm2)以上において熱処理後のNi-P系無電解めっきと同等の硬度が得られている。この電流密度における電流効率は約90%であり、最大110μm/hのめっき速度が得られる。これは無電解めっきのめっき速度の数倍に相当する。勿論、電流密度が高い方がめっき皮膜の成長速度が高くなるが、0.10A/cm2(10A/dm2)を超えると、皮膜の緻密性が低下して相手材への攻撃性が高くなり焼付きが生じやすくなる、水素ガスが発生して皮膜成長が低下する、また膜厚の均一性が不良になる、といった悪影響が出てきてしまう。
【0015】
図4は、図1の電気めっき条件で成膜された皮膜のX線回折結果を示しており、サッカリンの添加量とともにNiの(111)面強度が高くなっていることが分かる。これらの図1,2及び4より、0.2wt%以上のサッカリンが皮膜構造の結晶化に寄与していることが分かる。
【0016】
図5は、錯化剤10.0wt%, 亜リン酸4.6wt%, 硫酸ニッケル35.3wt%,pH約2.5、電流密度0.02A/cm2のめっき浴においてサッカリンの添加量を変化させた実験において、得られためっき膜の皮膜硬度を示している。このグラフより、サッカリン添加量が0.15〜0.25wt%において、摺動皮膜に適した高い皮膜硬度が得られることが分かる。
【0017】
サッカリンが添加された電気めっき浴において、特定の混合錯化剤が添加されていないと,皮膜形態が悪く剥離を生じ、更に電流効率も極めて悪化してしまうが、錯化剤の添加により皮膜性状・電流効率ともに良好にすることができる。 錯化剤としては、20〜30g/Lの乳酸、50〜65g/Lのグリシン、20〜30g/Lの酢酸を使用することができ、これら3種の錯化剤を混合比で、乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0となるように混合してなる混合錯化剤を添加することが必要である。ここで、前記混合錯化剤のめっき浴への好ましい添加量は1.0 〜30.0wt%であり、最も好ましい添加量は10.0 wt%である。なお、前記範囲以外、つまり上記錯化剤の添加が3種のうちから1〜2種のみであったり、錯化剤濃度もしくは/および混合比が上記それぞれの範囲から外れたりした場合には、良好な皮膜性状・電流効率を得ることができない。上記錯化剤3種の最も好ましい濃度はそれぞれ、乳酸:25g/L, グリシン:58g/L, 酢酸:25g/Lであり、最も好ましい混合比は、乳酸:グリシン:酢酸=25:58:25である。
【0018】
図6は、0.2wt%サッカリン添加浴にさらに添加されたドデシル硫酸ナトリウムの濃度と皮膜硬度との関係を示すグラフである。添加されたドデシル硫酸ナトリウムは0.2wt%以下では皮膜硬度にほとんど影響を与えないことを示している。但し、ドデシル硫酸ナトリウムは皮膜表面を平滑化する平滑化剤の効果が認められた。
【産業上の利用可能性】
【0019】
本発明によると、高速で、しかも熱処理なしで高硬度の皮膜が得られるため、Al合金等熱処理により軟化する基材に耐摩耗性皮膜を形成することができる。また、皮膜析出速度が無電解めっきに比べて高いので、生産性が向上しコスト面で有利である。
【図面の簡単な説明】
【0020】
【図1】電気めっき浴中のサッカリン濃度と不均一歪みの関係を示すグラフである。
【図2】電気めっき浴中のサッカリン濃度と結晶子の大きさの関係を示すグラフである。
【図3】電気めっき浴の電流密度と皮膜硬度との関係を示すグラフである。
【図4】サッカリン電気めっき浴から得られた皮膜のX線回折像である。
【図5】電気めっき浴中のサッカリン濃度と皮膜硬度の関係を示すグラフである。
【図6】電気めっき浴のドデシル硫酸ナトリウム濃度と皮膜硬度の関係を示すグラフである。
【特許請求の範囲】
【請求項1】
Ni-P系めっき皮膜の成膜方法において、Niイオン、亜リン酸イオン、錯化剤及び0.15〜0.25wt%のサッカリンを含有するとともに、前記錯化剤が重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤であるめっき浴中にて電気めっきを行なうことを特徴とするNi-P系めっき皮膜の成膜方法。
【請求項2】
前記亜リン酸イオンの一部又は全部に替えてリン酸イオンを含有することを特徴とする請求項1記載のNi-P系めっき皮膜の成膜方法。
【請求項3】
前記電気めっき浴がさらにドデシル硫酸ナトリウムを含有することを特徴とする請求項1又は2記載のNi-P系めっき皮膜の成膜方法。
【請求項4】
重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤及び0.15〜0.25wt%のサッカリンを含有するめっき浴により電解析出された90オングストローム以上の結晶子からなり、かつ皮膜硬度がHv750以上であるNi-P系電気めっき皮膜。
【請求項1】
Ni-P系めっき皮膜の成膜方法において、Niイオン、亜リン酸イオン、錯化剤及び0.15〜0.25wt%のサッカリンを含有するとともに、前記錯化剤が重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤であるめっき浴中にて電気めっきを行なうことを特徴とするNi-P系めっき皮膜の成膜方法。
【請求項2】
前記亜リン酸イオンの一部又は全部に替えてリン酸イオンを含有することを特徴とする請求項1記載のNi-P系めっき皮膜の成膜方法。
【請求項3】
前記電気めっき浴がさらにドデシル硫酸ナトリウムを含有することを特徴とする請求項1又は2記載のNi-P系めっき皮膜の成膜方法。
【請求項4】
重量比率で乳酸:グリシン:酢酸= 0.5〜1.0: 1.0〜2.8: 0.5〜1.0からなる混合錯化剤及び0.15〜0.25wt%のサッカリンを含有するめっき浴により電解析出された90オングストローム以上の結晶子からなり、かつ皮膜硬度がHv750以上であるNi-P系電気めっき皮膜。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−16280(P2007−16280A)
【公開日】平成19年1月25日(2007.1.25)
【国際特許分類】
【出願番号】特願2005−199153(P2005−199153)
【出願日】平成17年7月7日(2005.7.7)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成17年1月7日 社団法人日本鉄鋼協会北海道支部、社団法人日本金属学会北海道支部発行の「平成16年度 日本鉄鋼協会 日本金属学会 両支部合同冬期講演大会概要集」に発表
【出願人】(000207791)大豊工業株式会社 (152)
【Fターム(参考)】
【公開日】平成19年1月25日(2007.1.25)
【国際特許分類】
【出願日】平成17年7月7日(2005.7.7)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成17年1月7日 社団法人日本鉄鋼協会北海道支部、社団法人日本金属学会北海道支部発行の「平成16年度 日本鉄鋼協会 日本金属学会 両支部合同冬期講演大会概要集」に発表
【出願人】(000207791)大豊工業株式会社 (152)
【Fターム(参考)】
[ Back to top ]