
電池及びその製造方法
【課題】 第一電極タブと電気的に接合される封口板端子を備える電池において、電池の組立作業性を向上させるとともに、電池要素の高容量化を可能にし、更には、電池内における電極同士の短絡を防止する。
【解決手段】 第一電極タブ11及び第二電極タブ12が引き出される電池要素13と、電池要素13を収容する缶ケース14と、缶ケース14の開口部14aを封止する封口板15と、封口板15に絶縁部材16を介して設けられ、第一電極タブ11と電気的に接合される封口板端子17とを備える電池10であって、封口板端子17が、電池内外に通じる貫通孔17aを有し、第一電極タブ11が、屈曲することなく貫通孔17aに貫挿され、電池外で封口板端子17に接合される。
【解決手段】 第一電極タブ11及び第二電極タブ12が引き出される電池要素13と、電池要素13を収容する缶ケース14と、缶ケース14の開口部14aを封止する封口板15と、封口板15に絶縁部材16を介して設けられ、第一電極タブ11と電気的に接合される封口板端子17とを備える電池10であって、封口板端子17が、電池内外に通じる貫通孔17aを有し、第一電極タブ11が、屈曲することなく貫通孔17aに貫挿され、電池外で封口板端子17に接合される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池要素が収容される缶ケースの開口部を封口板で封止する電池に関し、特に、封口板に絶縁部材を介して設けられる封口板端子に対し、電池要素から引き出される電極タブを電気的に接合して構成される電池に関する。
【背景技術】
【0002】
電池要素が収容される缶ケースの開口部を封口板で封止する電池が知られている(例えば、特許文献1、2参照)。この種の電池は、外部からの衝撃に強く、密閉性が良好であるため、携帯電話機に代表される移動体装置の電源として広く用いられている。
近年、携帯電話機などの移動体装置では、多機能化に伴う電力消費の増加傾向が高まっており、それに伴い電池の高容量化が求められている。しかしながら、電池要素自体の改良による高容量化は、理論エネルギー密度に達しつつあるため、コンパクト性や信頼性を確保しながら、如何に体積ロスを減少させるかが課題となっている。
【0003】
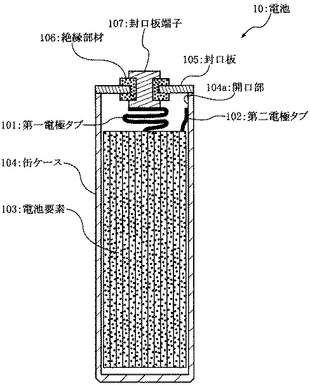
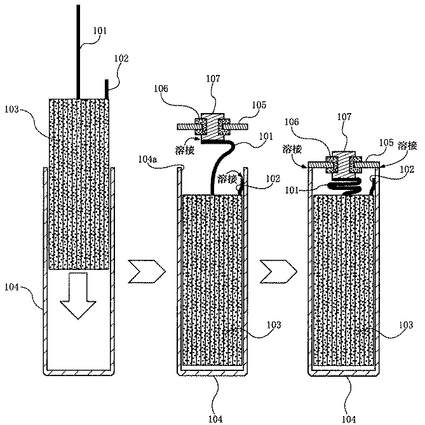
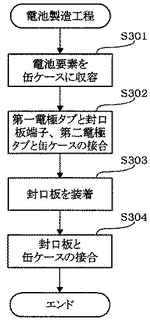
図7は、従来例に係る電池の断面図、図8は、従来例に係る電池の製造方法を示す説明図、図9は、従来例に係る電池の製造方法を示すフローチャートである。
これらの図に示す従来の電池100は、第一電極タブ101及び第二電極タブ102が引き出される電池要素103と、電池要素103を収容する缶ケース104と、缶ケース104の開口部104aを封止する封口板105と、封口板105に絶縁部材106を介して設けられ封口板端子107とを備えており、第一電極タブ101は、封口板端子107と電気的に接合され、第二電極タブ102は、缶ケース104又は封口板105と電気的に接合される。
【0004】
このような電池100を製造する際には、まず、缶ケース104内に電池要素103を収容し(S301)、その後に、第一電極タブ101と封口板端子107の接合や、第二電極タブ102と缶ケース104の接合を行う(S302)。ここで、第一電極タブ101は、十分な接合作業空間を確保するために、第二電極タブ102よりも長くしてある。また、電極タブ101、102の接合には、レーザ溶接などの溶接を用いることができる。
つぎに、缶ケース104の開口部104aに封口板105を装着する(S303)。その後に、缶ケース104の開口部周縁と封口板105の外周縁をレーザ溶接などで接合すると(S304)、電池100が完成する。
【特許文献1】特開2003−173767号公報
【特許文献2】特開2003−197177号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に示されるような従来の電池では、電極タブの接合作業を容易にするために、第一電極タブを長く形成しているので、缶ケースの開口部に封口板を装着する際に、内部短絡などが生じないように配慮しつつ、第一電極タブを缶ケース内に屈曲収納する必要がある。その結果、電池の組立作業性が低下するとともに、電池内における電極タブの収容空間が大きくなり、電池要素の体積に制限を与える不都合がある。特に、薄型の電池では、第一電極タブの屈曲管理が困難になるだけでなく、振動、衝撃などに起因する第一電極タブの変形や移動により、内部短絡が発生し易くなる可能性がある。
【0006】
一方、特許文献2に記載の電池は、缶ケース内に電池要素を収納した後に、封口板の筒状部に第一電極タブを貫通した状態で、缶ケースの開口部に封口板を装着し、封口板と缶ケースをレーザ溶接によって封口した後に、筒状部内面に絶縁性部材を配置してかしめることにより構成される。このような構成によれば、封口前における第一電極タブの接合作業が不要になるため、電池の組み立てが容易になると考えられるが、特許文献2に記載の電池は、電池外に引き出した第一電極タブをそのまま端子として使用するタイプのものであり、封口板端子を有する電池には適用が困難である。
【0007】
本発明は、上記の事情にかんがみなされたものであり、第一電極タブと電気的に接合される封口板端子を備えるものでありながら、第一電極タブの屈曲収納を不要にして組立作業性が向上するだけでなく、電池内における電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を防止して信頼性の向上が図れる電池及びその製造方法に関する。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の電池は、第一電極タブ及び第二電極タブが引き出される電池要素と、前記電池要素を収容する缶ケースと、前記缶ケースの開口部を封止する封口板と、前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子とを備える電池であって、前記封口板端子が、電池内外に通じる貫通孔を有し、前記第一電極タブが、屈曲することなく前記貫通孔に貫挿され、電池外で前記封口板端子に接合される構成としてある。
【0009】
このように構成すれば、封口後に第一電極タブと封口板端子を接合できるので、第一電極タブを長くしたり、封口時に第一電極タブを屈曲収納することが不要になる。これにより、電池の組立作業性が向上するだけでなく、電池内における電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を防止して信頼性の向上が図れる。
【0010】
また、本発明の電池は、前記第一電極タブが、溶接によって前記封口板端子に接合される構成としてある。
このように構成すれば、缶ケースと封口板を溶接する際に、第一電極タブと封口板端子の接合も同時に行うことが可能になる。
【0011】
また、本発明の電池は、前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合される構成としてある。
このように構成すれば、第一電極タブ及び第二電極タブの接合作業を封口後にまとめて行うことができるので、電池の製造効率を高めることができる。
【0012】
また、本発明の電池は、前記第二電極タブが、溶接によって前記封口板に接合される構成としてある。
このように構成すれば、缶ケースと封口板を溶接する際に、第二電極タブと封口板の接合も同時に行うことが可能になる。
【0013】
また、本発明における電池の製造方法は、第一電極タブ及び第二電極タブが引き出される電池要素と、前記電池要素を収容する缶ケースと、前記缶ケースの開口部を封止する封口板と、前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子とを備える電池の製造方法であって、前記缶ケースに前記電池要素を収容する工程と、前記封口板端子の貫通孔に前記第一電極タブを貫挿した状態で、前記缶ケースの開口部を前記封口板で封止する工程と、前記第一電極タブを電池外で前記封口板端子に接合する工程とを備える方法としてある。
【0014】
このような方法にすれば、第一電極タブの屈曲収納を不要にして組立作業性が向上するだけでなく、電池内における電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を防止して信頼性の向上が図れる。
【0015】
また、本発明における電池の製造方法は、前記第一電極タブが、溶接によって前記封口板端子に接合される方法としてある。
このような方法にすれば、缶ケースと封口板を溶接する際に、第一電極タブと封口板端子の接合も同時に行うことが可能になる。
【0016】
また、本発明における電池の製造方法は、前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合される方法としてある。
このような方法にすれば、第一電極タブ及び第二電極タブの接合作業を封口後にまとめて行うことができるので、電池の製造効率を高めることができる。
【0017】
また、本発明における電池の製造方法は、前記第二電極タブが、溶接によって前記封口板に接合される方法としてある。
このような方法にすれば、缶ケースと封口板を溶接する際に、第二電極タブと封口板の接合も同時に行うことが可能になる。
【発明の効果】
【0018】
以上のように、本発明によれば、第一電極タブと電気的に接合される封口板端子を備えるものでありながら、第一電極タブを封口板端子の貫通孔に貫挿し、電池外で封口板端子に接合するので、封口前に第一電極タブと封口板端子を接合する必要がない。これにより、第一電極タブの屈曲収納を不要にして、電池の組立作業性が向上するだけでなく、電池内における第一電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を確実に防止して信頼性の向上が図れる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施形態について、図面を参照して説明する。
【0020】
[第一実施形態]
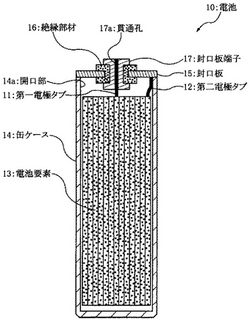
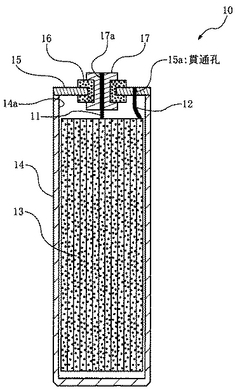
図1は、本発明の第一実施形態に係る電池の断面図である。
この図に示すように、第一実施形態の電池10は、第一電極タブ11及び第二電極タブ12が引き出される電池要素13と、電池要素13を収容する缶ケース14と、缶ケース14の開口部14aを封止する封口板15と、封口板15に絶縁部材16を介して設けられ封口板端子17とを備えて構成されている。
【0021】
第一電極タブ11及び第二電極タブ12は、導電性を有する金属板からなり、電池要素13の正極及び負極を構成している。
缶ケース14及び封口板15も、導電性を有する金属材からなり、電池10の負極端子に兼用される。すなわち、缶ケース14及び封口板15は、互いに接合されるとともに、第二電極タブ12に電気的に接合される。
封口板端子17は、電池10の正極端子を構成する部材であり、例えば、封口板15に絶縁部材16を介してかしめ保持されるとともに、第一電極タブ11に電気的に接合される。
【0022】
本発明の封口板端子17には、電池内外に通じ、かつ、第一電極タブ11を貫挿可能な貫通孔17aが形成されている。このような封口板端子17によれば、缶ケース14の開口部14aに封口板15を装着する際に、第一電極タブ11を屈曲することなく貫通孔17aに貫挿させ、その先端を電池10の外部に露出させることができるので、封口板15を缶ケース14に接合した後に、第一電極タブ11と封口板端子17の電気的な接合を行うことが可能になる。
第一電極タブ11と封口板端子17の接合は、気密性、機械的結合性、電気的結合性などを確保できるものであれば、工法に制限はないが、溶接が好ましい。このようにすると、缶ケース14と封口板15を溶接する際に、第一電極タブ11と封口板端子17の接合も同時に行うことができる。
【0023】
以上のように構成された本実施形態の電池10によれば、まず、電池組立工程における作業性を改善することができる。その理由は、封口前における第一電極タブ11と封口板端子17の接合作業や、第一電極タブ11の屈曲収納が不要になるからである。
また、本実施形態の電池10によれば、電池要素13の体積を最大化し、電池10の高容量化が図れる。その理由は、第一電極タブ11を屈曲させることなく直線的に封口板端子17に接合することで、電池内における第一電極タブ11の収容空間を最小化し、電池要素13の収容可能容積を増やすことができるからできる。
また、本実施形態の電池10によれば、電池内部における短絡を防止し、高い信頼性を確保することができる。その理由は、第一電極タブ11を封口板端子17に直線的に接合することで、異極部位(第二電極タブ12、缶ケース14など)との距離を大きく保てるとともに、屈曲収納による不確定要素が排除され、更には、振動、衝撃などによる第一電極タブ11の変形量や移動量も小さくなるからである。
【0024】
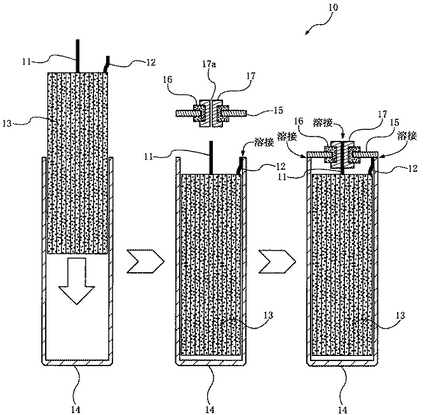
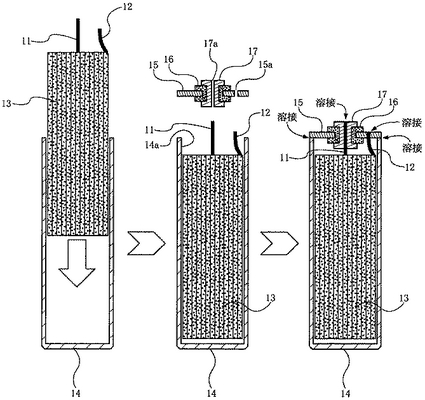
つぎに、第一実施形態に係る電池10の製造方法について、図2及び図3を参照して説明する。
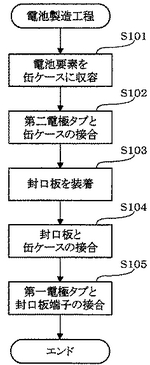
図2は、本発明の第一実施形態に係る電池の製造方法を示す説明図、図3は、本発明の第一実施形態に係る電池の製造方法を示すフローチャートである。
【0025】
第一実施形態における電池10の製造方法では、まず、缶ケース14内に電池要素13を収容し(S101)、その後に、第二電極タブ12と缶ケース14をスポット溶接などで接合する(S102)。
つぎに、缶ケース14の開口部14aに封口板15を装着する(S103)。このとき、第一電極タブ11を屈曲することなく、封口板端子17の貫通孔17aに貫挿させる。その後に、缶ケース14の開口部周縁と封口板15の外周縁を接合するとともに(S104)、第一電極タブ11と封口板端子17の接合を行うと(S105)、電池10が完成する。このとき、第一電極タブ11と封口板端子17の接合と、缶ケース14と封口板15の接合を同じ工法(例えば、レーザ溶接)で行うことにより、製造効率を高めることができる。
【0026】
[第二実施形態]
つぎに、本発明の第二実施形態に係る電池について、図4〜図6を参照して説明する。
ただし、第一実施形態と共通の構成については、第一実施形態と同じ符号を付け、第一実施形態の説明を援用する。
【0027】
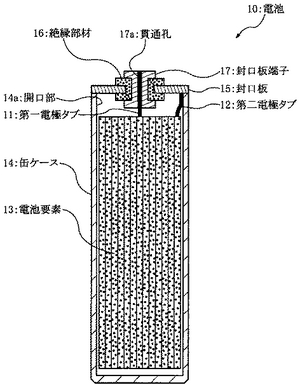
図4は、本発明の第二実施形態に係る電池の断面図である。
この図に示すように、第二実施形態の電池10は、第二電極タブ12の接合構造が第一実施形態と相違している。すなわち、第二実施形態の電池10では、第二電極タブ12を封口板15の貫通孔15aに貫挿し、電池外で封口板15に接合する構成としてある。このようにすると、第一電極タブ11及び第二電極タブ12の接合作業を封口後にまとめて行うことができるので、電池10の製造効率を高めることができる。
なお、第二電極タブ12の接合工法に制限はないが、溶接が好ましい。このようにすると、缶ケース14と封口板15を溶接する際に、第二電極タブ12と封口板15の接合も同時に行うことが可能になる。
【0028】
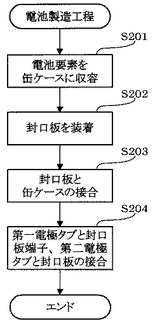
つぎに、第二実施形態に係る電池10の製造方法について、図5及び図6を参照して説明する。
図5は、本発明の第二実施形態に係る電池の製造方法を示す説明図、図6は、本発明の第二実施形態に係る電池の製造方法を示すフローチャートである。
【0029】
第二実施形態における電池10の製造方法では、まず、缶ケース14内に電池要素13を収容し(S201)、その後に、缶ケース14の開口部14aに封口板15を装着する(S202)。このとき、第一電極タブ11を封口板端子17の貫通孔17aに貫挿させるとともに、第二電極タブ12を封口板15の貫通孔15aに貫挿させる。
その後に、缶ケース14の開口部周縁と封口板15の外周縁の接合(S203)、第一電極タブ11と封口板端子17の接合(S204)、第二電極タブ12と封口板15の接合(S204)などを行うと、電池10が完成する。このとき、第一電極タブ11と封口板端子17の接合と、第二電極タブ12と封口板15の接合と、缶ケース14と封口板15の接合を同じ工法(例えば、レーザ溶接)で行うことにより、製造効率を高めることができる。
【産業上の利用可能性】
【0030】
本発明は、電池要素が収容される缶ケースの開口部を封口板で封止する電池に適用される。特に、封口板に絶縁部材を介して設けられる封口板端子に対し、電池要素から引き出される電極タブを電気的に接合して構成される電池において有用である。
【図面の簡単な説明】
【0031】
【図1】本発明の第一実施形態に係る電池の断面図である。
【図2】本発明の第一実施形態に係る電池の製造方法を示す説明図である。
【図3】本発明の第一実施形態に係る電池の製造方法を示すフローチャートである。
【図4】本発明の第二実施形態に係る電池の断面図である。
【図5】本発明の第二実施形態に係る電池の製造方法を示す説明図である。
【図6】本発明の第二実施形態に係る電池の製造方法を示すフローチャートである。
【図7】従来例に係る電池の断面図である。
【図8】従来例に係る電池の製造方法を示す説明図である。
【図9】従来例に係る電池の製造方法を示すフローチャートである。
【符号の説明】
【0032】
10 電池
11 第一電極タブ
12 第二電極タブ
13 電池要素
14 缶ケース
14a 開口部
15 封口板
15a 貫通孔
16 絶縁部材
17 封口板端子
17a 貫通孔
100 電池
101 第一電極タブ
102 第二電極タブ
103 電池要素
104 缶ケース
104a 開口部
105 封口板
106 絶縁部材
107 封口板端子
【技術分野】
【0001】
本発明は、電池要素が収容される缶ケースの開口部を封口板で封止する電池に関し、特に、封口板に絶縁部材を介して設けられる封口板端子に対し、電池要素から引き出される電極タブを電気的に接合して構成される電池に関する。
【背景技術】
【0002】
電池要素が収容される缶ケースの開口部を封口板で封止する電池が知られている(例えば、特許文献1、2参照)。この種の電池は、外部からの衝撃に強く、密閉性が良好であるため、携帯電話機に代表される移動体装置の電源として広く用いられている。
近年、携帯電話機などの移動体装置では、多機能化に伴う電力消費の増加傾向が高まっており、それに伴い電池の高容量化が求められている。しかしながら、電池要素自体の改良による高容量化は、理論エネルギー密度に達しつつあるため、コンパクト性や信頼性を確保しながら、如何に体積ロスを減少させるかが課題となっている。
【0003】
図7は、従来例に係る電池の断面図、図8は、従来例に係る電池の製造方法を示す説明図、図9は、従来例に係る電池の製造方法を示すフローチャートである。
これらの図に示す従来の電池100は、第一電極タブ101及び第二電極タブ102が引き出される電池要素103と、電池要素103を収容する缶ケース104と、缶ケース104の開口部104aを封止する封口板105と、封口板105に絶縁部材106を介して設けられ封口板端子107とを備えており、第一電極タブ101は、封口板端子107と電気的に接合され、第二電極タブ102は、缶ケース104又は封口板105と電気的に接合される。
【0004】
このような電池100を製造する際には、まず、缶ケース104内に電池要素103を収容し(S301)、その後に、第一電極タブ101と封口板端子107の接合や、第二電極タブ102と缶ケース104の接合を行う(S302)。ここで、第一電極タブ101は、十分な接合作業空間を確保するために、第二電極タブ102よりも長くしてある。また、電極タブ101、102の接合には、レーザ溶接などの溶接を用いることができる。
つぎに、缶ケース104の開口部104aに封口板105を装着する(S303)。その後に、缶ケース104の開口部周縁と封口板105の外周縁をレーザ溶接などで接合すると(S304)、電池100が完成する。
【特許文献1】特開2003−173767号公報
【特許文献2】特開2003−197177号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に示されるような従来の電池では、電極タブの接合作業を容易にするために、第一電極タブを長く形成しているので、缶ケースの開口部に封口板を装着する際に、内部短絡などが生じないように配慮しつつ、第一電極タブを缶ケース内に屈曲収納する必要がある。その結果、電池の組立作業性が低下するとともに、電池内における電極タブの収容空間が大きくなり、電池要素の体積に制限を与える不都合がある。特に、薄型の電池では、第一電極タブの屈曲管理が困難になるだけでなく、振動、衝撃などに起因する第一電極タブの変形や移動により、内部短絡が発生し易くなる可能性がある。
【0006】
一方、特許文献2に記載の電池は、缶ケース内に電池要素を収納した後に、封口板の筒状部に第一電極タブを貫通した状態で、缶ケースの開口部に封口板を装着し、封口板と缶ケースをレーザ溶接によって封口した後に、筒状部内面に絶縁性部材を配置してかしめることにより構成される。このような構成によれば、封口前における第一電極タブの接合作業が不要になるため、電池の組み立てが容易になると考えられるが、特許文献2に記載の電池は、電池外に引き出した第一電極タブをそのまま端子として使用するタイプのものであり、封口板端子を有する電池には適用が困難である。
【0007】
本発明は、上記の事情にかんがみなされたものであり、第一電極タブと電気的に接合される封口板端子を備えるものでありながら、第一電極タブの屈曲収納を不要にして組立作業性が向上するだけでなく、電池内における電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を防止して信頼性の向上が図れる電池及びその製造方法に関する。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の電池は、第一電極タブ及び第二電極タブが引き出される電池要素と、前記電池要素を収容する缶ケースと、前記缶ケースの開口部を封止する封口板と、前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子とを備える電池であって、前記封口板端子が、電池内外に通じる貫通孔を有し、前記第一電極タブが、屈曲することなく前記貫通孔に貫挿され、電池外で前記封口板端子に接合される構成としてある。
【0009】
このように構成すれば、封口後に第一電極タブと封口板端子を接合できるので、第一電極タブを長くしたり、封口時に第一電極タブを屈曲収納することが不要になる。これにより、電池の組立作業性が向上するだけでなく、電池内における電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を防止して信頼性の向上が図れる。
【0010】
また、本発明の電池は、前記第一電極タブが、溶接によって前記封口板端子に接合される構成としてある。
このように構成すれば、缶ケースと封口板を溶接する際に、第一電極タブと封口板端子の接合も同時に行うことが可能になる。
【0011】
また、本発明の電池は、前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合される構成としてある。
このように構成すれば、第一電極タブ及び第二電極タブの接合作業を封口後にまとめて行うことができるので、電池の製造効率を高めることができる。
【0012】
また、本発明の電池は、前記第二電極タブが、溶接によって前記封口板に接合される構成としてある。
このように構成すれば、缶ケースと封口板を溶接する際に、第二電極タブと封口板の接合も同時に行うことが可能になる。
【0013】
また、本発明における電池の製造方法は、第一電極タブ及び第二電極タブが引き出される電池要素と、前記電池要素を収容する缶ケースと、前記缶ケースの開口部を封止する封口板と、前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子とを備える電池の製造方法であって、前記缶ケースに前記電池要素を収容する工程と、前記封口板端子の貫通孔に前記第一電極タブを貫挿した状態で、前記缶ケースの開口部を前記封口板で封止する工程と、前記第一電極タブを電池外で前記封口板端子に接合する工程とを備える方法としてある。
【0014】
このような方法にすれば、第一電極タブの屈曲収納を不要にして組立作業性が向上するだけでなく、電池内における電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を防止して信頼性の向上が図れる。
【0015】
また、本発明における電池の製造方法は、前記第一電極タブが、溶接によって前記封口板端子に接合される方法としてある。
このような方法にすれば、缶ケースと封口板を溶接する際に、第一電極タブと封口板端子の接合も同時に行うことが可能になる。
【0016】
また、本発明における電池の製造方法は、前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合される方法としてある。
このような方法にすれば、第一電極タブ及び第二電極タブの接合作業を封口後にまとめて行うことができるので、電池の製造効率を高めることができる。
【0017】
また、本発明における電池の製造方法は、前記第二電極タブが、溶接によって前記封口板に接合される方法としてある。
このような方法にすれば、缶ケースと封口板を溶接する際に、第二電極タブと封口板の接合も同時に行うことが可能になる。
【発明の効果】
【0018】
以上のように、本発明によれば、第一電極タブと電気的に接合される封口板端子を備えるものでありながら、第一電極タブを封口板端子の貫通孔に貫挿し、電池外で封口板端子に接合するので、封口前に第一電極タブと封口板端子を接合する必要がない。これにより、第一電極タブの屈曲収納を不要にして、電池の組立作業性が向上するだけでなく、電池内における第一電極タブの収容空間を削減して電池要素の高容量化が図れ、更には、電池内における電極同士の短絡を確実に防止して信頼性の向上が図れる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施形態について、図面を参照して説明する。
【0020】
[第一実施形態]
図1は、本発明の第一実施形態に係る電池の断面図である。
この図に示すように、第一実施形態の電池10は、第一電極タブ11及び第二電極タブ12が引き出される電池要素13と、電池要素13を収容する缶ケース14と、缶ケース14の開口部14aを封止する封口板15と、封口板15に絶縁部材16を介して設けられ封口板端子17とを備えて構成されている。
【0021】
第一電極タブ11及び第二電極タブ12は、導電性を有する金属板からなり、電池要素13の正極及び負極を構成している。
缶ケース14及び封口板15も、導電性を有する金属材からなり、電池10の負極端子に兼用される。すなわち、缶ケース14及び封口板15は、互いに接合されるとともに、第二電極タブ12に電気的に接合される。
封口板端子17は、電池10の正極端子を構成する部材であり、例えば、封口板15に絶縁部材16を介してかしめ保持されるとともに、第一電極タブ11に電気的に接合される。
【0022】
本発明の封口板端子17には、電池内外に通じ、かつ、第一電極タブ11を貫挿可能な貫通孔17aが形成されている。このような封口板端子17によれば、缶ケース14の開口部14aに封口板15を装着する際に、第一電極タブ11を屈曲することなく貫通孔17aに貫挿させ、その先端を電池10の外部に露出させることができるので、封口板15を缶ケース14に接合した後に、第一電極タブ11と封口板端子17の電気的な接合を行うことが可能になる。
第一電極タブ11と封口板端子17の接合は、気密性、機械的結合性、電気的結合性などを確保できるものであれば、工法に制限はないが、溶接が好ましい。このようにすると、缶ケース14と封口板15を溶接する際に、第一電極タブ11と封口板端子17の接合も同時に行うことができる。
【0023】
以上のように構成された本実施形態の電池10によれば、まず、電池組立工程における作業性を改善することができる。その理由は、封口前における第一電極タブ11と封口板端子17の接合作業や、第一電極タブ11の屈曲収納が不要になるからである。
また、本実施形態の電池10によれば、電池要素13の体積を最大化し、電池10の高容量化が図れる。その理由は、第一電極タブ11を屈曲させることなく直線的に封口板端子17に接合することで、電池内における第一電極タブ11の収容空間を最小化し、電池要素13の収容可能容積を増やすことができるからできる。
また、本実施形態の電池10によれば、電池内部における短絡を防止し、高い信頼性を確保することができる。その理由は、第一電極タブ11を封口板端子17に直線的に接合することで、異極部位(第二電極タブ12、缶ケース14など)との距離を大きく保てるとともに、屈曲収納による不確定要素が排除され、更には、振動、衝撃などによる第一電極タブ11の変形量や移動量も小さくなるからである。
【0024】
つぎに、第一実施形態に係る電池10の製造方法について、図2及び図3を参照して説明する。
図2は、本発明の第一実施形態に係る電池の製造方法を示す説明図、図3は、本発明の第一実施形態に係る電池の製造方法を示すフローチャートである。
【0025】
第一実施形態における電池10の製造方法では、まず、缶ケース14内に電池要素13を収容し(S101)、その後に、第二電極タブ12と缶ケース14をスポット溶接などで接合する(S102)。
つぎに、缶ケース14の開口部14aに封口板15を装着する(S103)。このとき、第一電極タブ11を屈曲することなく、封口板端子17の貫通孔17aに貫挿させる。その後に、缶ケース14の開口部周縁と封口板15の外周縁を接合するとともに(S104)、第一電極タブ11と封口板端子17の接合を行うと(S105)、電池10が完成する。このとき、第一電極タブ11と封口板端子17の接合と、缶ケース14と封口板15の接合を同じ工法(例えば、レーザ溶接)で行うことにより、製造効率を高めることができる。
【0026】
[第二実施形態]
つぎに、本発明の第二実施形態に係る電池について、図4〜図6を参照して説明する。
ただし、第一実施形態と共通の構成については、第一実施形態と同じ符号を付け、第一実施形態の説明を援用する。
【0027】
図4は、本発明の第二実施形態に係る電池の断面図である。
この図に示すように、第二実施形態の電池10は、第二電極タブ12の接合構造が第一実施形態と相違している。すなわち、第二実施形態の電池10では、第二電極タブ12を封口板15の貫通孔15aに貫挿し、電池外で封口板15に接合する構成としてある。このようにすると、第一電極タブ11及び第二電極タブ12の接合作業を封口後にまとめて行うことができるので、電池10の製造効率を高めることができる。
なお、第二電極タブ12の接合工法に制限はないが、溶接が好ましい。このようにすると、缶ケース14と封口板15を溶接する際に、第二電極タブ12と封口板15の接合も同時に行うことが可能になる。
【0028】
つぎに、第二実施形態に係る電池10の製造方法について、図5及び図6を参照して説明する。
図5は、本発明の第二実施形態に係る電池の製造方法を示す説明図、図6は、本発明の第二実施形態に係る電池の製造方法を示すフローチャートである。
【0029】
第二実施形態における電池10の製造方法では、まず、缶ケース14内に電池要素13を収容し(S201)、その後に、缶ケース14の開口部14aに封口板15を装着する(S202)。このとき、第一電極タブ11を封口板端子17の貫通孔17aに貫挿させるとともに、第二電極タブ12を封口板15の貫通孔15aに貫挿させる。
その後に、缶ケース14の開口部周縁と封口板15の外周縁の接合(S203)、第一電極タブ11と封口板端子17の接合(S204)、第二電極タブ12と封口板15の接合(S204)などを行うと、電池10が完成する。このとき、第一電極タブ11と封口板端子17の接合と、第二電極タブ12と封口板15の接合と、缶ケース14と封口板15の接合を同じ工法(例えば、レーザ溶接)で行うことにより、製造効率を高めることができる。
【産業上の利用可能性】
【0030】
本発明は、電池要素が収容される缶ケースの開口部を封口板で封止する電池に適用される。特に、封口板に絶縁部材を介して設けられる封口板端子に対し、電池要素から引き出される電極タブを電気的に接合して構成される電池において有用である。
【図面の簡単な説明】
【0031】
【図1】本発明の第一実施形態に係る電池の断面図である。
【図2】本発明の第一実施形態に係る電池の製造方法を示す説明図である。
【図3】本発明の第一実施形態に係る電池の製造方法を示すフローチャートである。
【図4】本発明の第二実施形態に係る電池の断面図である。
【図5】本発明の第二実施形態に係る電池の製造方法を示す説明図である。
【図6】本発明の第二実施形態に係る電池の製造方法を示すフローチャートである。
【図7】従来例に係る電池の断面図である。
【図8】従来例に係る電池の製造方法を示す説明図である。
【図9】従来例に係る電池の製造方法を示すフローチャートである。
【符号の説明】
【0032】
10 電池
11 第一電極タブ
12 第二電極タブ
13 電池要素
14 缶ケース
14a 開口部
15 封口板
15a 貫通孔
16 絶縁部材
17 封口板端子
17a 貫通孔
100 電池
101 第一電極タブ
102 第二電極タブ
103 電池要素
104 缶ケース
104a 開口部
105 封口板
106 絶縁部材
107 封口板端子
【特許請求の範囲】
【請求項1】
第一電極タブ及び第二電極タブが引き出される電池要素と、
前記電池要素を収容する缶ケースと、
前記缶ケースの開口部を封止する封口板と、
前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子と
を備える電池であって、
前記封口板端子が、電池内外に通じる貫通孔を有し、
前記第一電極タブが、屈曲することなく前記貫通孔に貫挿され、電池外で前記封口板端子に接合される
ことを特徴とする電池。
【請求項2】
前記第一電極タブが、溶接によって前記封口板端子に接合されることを特徴とする請求項1記載の電池。
【請求項3】
前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合されることを特徴とする請求項1又は2記載の電池。
【請求項4】
前記第二電極タブが、溶接によって前記封口板に接合されることを特徴とする請求項3記載の電池。
【請求項5】
第一電極タブ及び第二電極タブが引き出される電池要素と、
前記電池要素を収容する缶ケースと、
前記缶ケースの開口部を封止する封口板と、
前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子と
を備える電池の製造方法であって、
前記缶ケースに前記電池要素を収容する工程と、
前記封口板端子の貫通孔に前記第一電極タブを貫挿した状態で、前記缶ケースの開口部を前記封口板で封止する工程と、
前記第一電極タブを電池外で前記封口板端子に接合する工程と
を備えることを特徴とする電池の製造方法。
【請求項6】
前記第一電極タブが、溶接によって前記封口板端子に接合されることを特徴とする請求項5記載の電池の製造方法。
【請求項7】
前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合されることを特徴とする請求項5又は6記載の電池の製造方法。
【請求項8】
前記第二電極タブが、溶接によって前記封口板に接合されることを特徴とする請求項7記載の電池の製造方法。
【請求項1】
第一電極タブ及び第二電極タブが引き出される電池要素と、
前記電池要素を収容する缶ケースと、
前記缶ケースの開口部を封止する封口板と、
前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子と
を備える電池であって、
前記封口板端子が、電池内外に通じる貫通孔を有し、
前記第一電極タブが、屈曲することなく前記貫通孔に貫挿され、電池外で前記封口板端子に接合される
ことを特徴とする電池。
【請求項2】
前記第一電極タブが、溶接によって前記封口板端子に接合されることを特徴とする請求項1記載の電池。
【請求項3】
前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合されることを特徴とする請求項1又は2記載の電池。
【請求項4】
前記第二電極タブが、溶接によって前記封口板に接合されることを特徴とする請求項3記載の電池。
【請求項5】
第一電極タブ及び第二電極タブが引き出される電池要素と、
前記電池要素を収容する缶ケースと、
前記缶ケースの開口部を封止する封口板と、
前記封口板に絶縁部材を介して設けられ、前記第一電極タブと電気的に接合される封口板端子と
を備える電池の製造方法であって、
前記缶ケースに前記電池要素を収容する工程と、
前記封口板端子の貫通孔に前記第一電極タブを貫挿した状態で、前記缶ケースの開口部を前記封口板で封止する工程と、
前記第一電極タブを電池外で前記封口板端子に接合する工程と
を備えることを特徴とする電池の製造方法。
【請求項6】
前記第一電極タブが、溶接によって前記封口板端子に接合されることを特徴とする請求項5記載の電池の製造方法。
【請求項7】
前記第二電極タブが、前記封口板の貫通孔に貫挿され、電池外で前記封口板に接合されることを特徴とする請求項5又は6記載の電池の製造方法。
【請求項8】
前記第二電極タブが、溶接によって前記封口板に接合されることを特徴とする請求項7記載の電池の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−228488(P2006−228488A)
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2005−38538(P2005−38538)
【出願日】平成17年2月16日(2005.2.16)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成17年2月16日(2005.2.16)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
[ Back to top ]