
電池外装用包材及びその製造方法、並びに二次電池
【課題】耐電解液性、耐フッ酸性、密着性に優れた電池外装用包材及びその製造方法、並びに二次電池の提供を目的とする。
【解決手段】シーラント層11の一方の面に、接着樹脂層12、化成処理層13、アルミニウム箔層14、接着剤層15及び基材層16が順次積層された電池外装用包材1であって、化成処理層13が、特定量のアニオン性ポリマー(A)と、該アニオン性ポリマー(A)を架橋する架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有している電池外装用包材1、並びに電池外装用包材1の製造方法。また、電池外装用包材1を有する二次電池。
【解決手段】シーラント層11の一方の面に、接着樹脂層12、化成処理層13、アルミニウム箔層14、接着剤層15及び基材層16が順次積層された電池外装用包材1であって、化成処理層13が、特定量のアニオン性ポリマー(A)と、該アニオン性ポリマー(A)を架橋する架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有している電池外装用包材1、並びに電池外装用包材1の製造方法。また、電池外装用包材1を有する二次電池。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池外装用包材及びその製造方法、並びに前記電池外装用包材を有する二次電池に関する。
【背景技術】
【0002】
近年、パソコン、携帯電話などの携帯端末装置、ビデオカメラ、衛星などに用いられる電池として、超薄型化、小型化の可能なリチウム電池が盛んに開発されている。このようなリチウム電池に用いる包材としては、従来の電池用包材として用いられている金属製の缶とは異なり、軽量で電池の形状を自由に選択できるという利点から、多層フィルム(例えば耐熱性基材層/アルミニウム箔層/シーラント層のような構成。)を袋状にしたものが用いられるようになってきた。
【0003】
リチウム電池は、電池内容物として正極材、負極材と共に、炭酸プロピレン、炭酸エチレン、炭酸ジメチル、炭酸ジエチル、炭酸エチルメチルなどの浸透力を有する非プロトン性の溶媒に電解質(リチウム塩)を溶解した電解液、もしくは該電解液を含浸させたポリマーゲルからなる電解質層を含んでいる。このような浸透力を有する溶媒がシーラント層を通過すると、アルミニウム箔層とシーラント層間のラミネート強度が低下し、最終的に電解液が漏れ出すという問題があった。
【0004】
また、電解質であるリチウム塩としてはLiPF6、LiBF4などの塩が用いられる。しかし、これらの塩は水分による加水分解反応によりフッ酸を発生するので、金属面の腐食や多層フィルムの各層間のラミネート強度の低下を引き起こすことがあった。アルミニウム箔を用いれば、包材の表面からの水分の浸入はほぼ遮断される。しかし、リチウム電池用包材を用いたリチウム電池は、多層フィルムをヒートシールによって貼り合わせた構造をしており、シーラント層のシール部端面から浸入する水分によるリチウム塩の加水分解が懸念されている。そのため、アルミニウム箔層とシーラント層との層間密着強度を強め、内容物耐性(耐電解液性や耐フッ酸性)を付与することが求められている。
さらに近年、リチウム電池を包装するリチウム電池用包材に要求される機能が高まっており、電解液に敢えて水分を添加して、フッ酸を発生させた状況下での加速試験が行われている。具体的には、予め数千ppmの水を滴下した85℃の電解液に、短冊状にした包材サンプルを浸漬処理する試験などが挙げられる。
【0005】
また、リチウム電池は携帯型のモバイルに使用されることが多く、その使用環境は、例えば、真夏の車内などでは60〜70℃の高温下になる場合もある。このような高温環境においても、リチウム電池用包材には電解液に対する耐性を付与する必要がある。そこで、耐電解液性、耐フッ酸性を向上させるため、下記リチウム電池用包材が示されている。
(1)酸変性ポリオレフィン樹脂にイソシアネート樹脂硬化剤を添加した接着剤層と、ベーマイト処理されたアルミニウム箔層との組み合わせを用いるリチウム電池用包材(特許文献1)。
(2)厚さ9〜200μmのアルミニウム箔層の少なくともシーラント層側が表面処理され、該アルミニウム箔層とシーラント層の間に、イオン高分子錯体を有するアンカーコート層と、熱可塑性樹脂からなるサンド樹脂層を有するリチウム電池用包材(特許文献2)。
(3)厚さ9〜200μmのアルミニウム箔層の少なくともシーラント層側が表面処理され、該アルミニウム箔層とシーラント層の間に、カップリング剤からなるアンカーコート層と、熱可塑性樹脂からなるサンド樹脂層を有するリチウム電池用包材(特許文献3)。
しかし、リチウム電池はモバイル用などの小型化の用途だけでなく、例えば自動車などの大型化の用途にも広がると考えられている。そのため、特に自動車用途となると耐電解液性、耐フッ酸性のさらなる向上が望まれている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−243928号公報
【特許文献2】特開2004−42477号公報
【特許文献3】特開2004−142302号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、耐電解液性、耐フッ酸性及び密着性に優れた電池外装用包材、並びに電池外装用包材を簡便に製造できる製造方法の提供を目的とする。また、本発明は、該電池外装用包材を有する二次電池の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題を解決するために以下の構成を採用した。
[1]一方の面又は両方の面に化成処理層が形成されたアルミニウム箔層と、前記アルミニウム箔層の一方の面側に積層された基材層と、前記アルミニウム箔層の他方の面側に積層されたシーラント層と、を有する電池外装用包材であって、前記化成処理層が、アニオン性ポリマー(A)と、該アニオン性ポリマー(A)を架橋する架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有しており、該化成処理層における前記アニオン性ポリマー(A)と前記架橋剤(B)を合計した含有量が5〜79質量%であり、前記リン化合物(C)の含有量が1〜75質量%であり、前記三価クロム化合物(D)の含有量が20〜94質量%である、電池外装用包材。
[2]前記化成処理層における前記アニオン性ポリマー(A)(質量:WA)と架橋剤(B)(質量:WB)の質量比WA:WBが、100:1〜2:1である、前記[1]に記載の電池外装用包材。
[3]前記化成処理層の乾燥皮膜量が5〜1000mg/m2である、前記[1]又は[2]に記載の電池外装用包材。
[4]前記アニオン性ポリマー(A)が、ポリカルボン酸系ポリマーである、前記[1]〜[3]のいずれかに記載の電池外装用包材。
[5]前記架橋剤(B)が、オキサゾリン基を有する化合物である、前記[1]〜[4]のいずれかに記載の電池外装用包材。
[6]前記アルミニウム箔層が、厚さ15〜150μmの軟質アルミニウム箔からなる、前記[1]〜[5]のいずれかに記載の電池外装用包材。
[7]前記[1]〜[6]のいずれかに記載の電池外装用包材を有する二次電池。
[8]前記[1]〜[6]のいずれかに記載の電池外装用包材の製造方法であって、前記アルミニウム箔層の一方の面又は両方の面に、アニオン性ポリマー(A)、該アニオン性ポリマー(A)を架橋する架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層を形成する工程(I)と、前記アルミニウム箔層の一方の面側に基材層を積層する工程(II)と、前記アルミニウム箔層の他方の面側にシーラント層を積層する工程(III)と、を有する電池外装用包材の製造方法。
【発明の効果】
【0009】
本発明の電池外装用包材は、耐電解液性、耐フッ酸性及び密着性に優れている。
また、本発明の製造方法によれば、耐電解液性、耐フッ酸性及び密着性に優れた電池外装用包材が簡便に得られる。
また、本発明は、前記電池外装用包材を有する二次電池を提供する。
【図面の簡単な説明】
【0010】
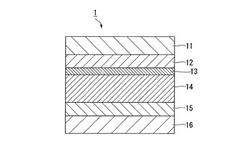
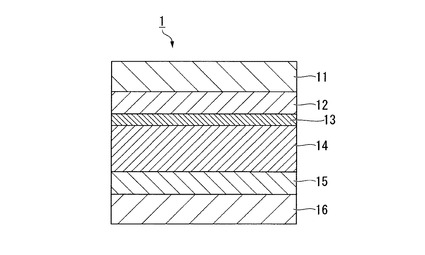
【図1】本発明の電池外装用包材の実施形態の一例を示した断面図である。
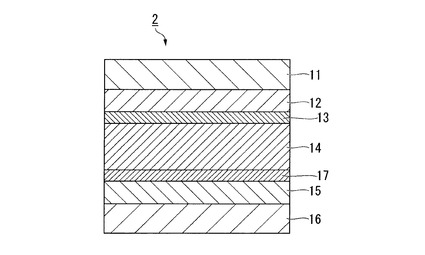
【図2】本発明の電池外装用包材の実施形態の他の例を示した断面図である。
【発明を実施するための形態】
【0011】
<電池外装用包材>
以下、本発明の電池外装用包材の実施形態の一例を示して詳細に説明する。
[第1実施形態]
本実施形態の電池外装用包材1は、図1に示すように、シーラント層11の一方の面に、接着樹脂層12、化成処理層13、アルミニウム箔層14、接着剤層15及び基材層16が順次積層されている。
【0012】
(シーラント層)
シーラント層11は、リチウム電池などの電池において電池外装用包材1の内層となる。シーラント層11は、熱溶着性のフィルムからなる層である。
シーラント層11のフィルムを構成する成分としては、例えば、ポリオレフィン樹脂、又はポリオレフィン樹脂を酸でグラフト変性させた酸変性ポリオレフィン樹脂が挙げられる。グラフト変性する酸としては、カルボン酸、エポキシ化合物、酸無水物などが挙げられ、無水マレイン酸が好ましい。
ポリオレフィン樹脂としては、例えば、低密度、中密度、高密度のポリエチレン;エチレン−αオレフィン共重合体;ホモ、ブロック、又はランダムポリプロピレン;プロピレン−αオレフィン共重合体などが挙げられる。これらは、1種を単独で使用してもよく、2種以上を併用してもよい。
【0013】
シーラント層11は、単層フィルムであってもよく、複数のフィルムを積層した多層フィルムであってもよい。また、例えば、防湿性を付与する目的など、必要に応じて、エチレン−環状オレフィン共重合体やポリメチルペンテンなどの樹脂を介在させた多層フィルムを用いてもよい。
また、シーラント層11は、難燃剤、スリップ剤、アンチブロッキング剤、酸化防止剤、光安定剤、粘着付与剤などの各種添加剤が配合されていてもよい。
シーラント層11の厚さは、10〜100μmが好ましく、20〜50μmがより好ましい。前記厚さは、シーラント層11が多層フィルムである場合、その全体の厚さである。
【0014】
(接着樹脂層)
接着樹脂層12は、シーラント層11と、化成処理層13が形成されたアルミニウム箔層14とを接着する層である。
接着樹脂層12を構成する樹脂としては、ポリオレフィン樹脂、ポリオレフィン樹脂を酸でグラフト変性させた酸変性ポリオレフィン樹脂が好ましい。ポリオレフィン樹脂としては、シーラント層11で挙げたポリオレフィン樹脂と同じ樹脂が挙げられる。該ポリオレフィン樹脂は、1種を単独で使用してもよく、2種以上を併用してもよい。
グラフト変性する酸としては、カルボン酸、エポキシ化合物、酸無水物などが挙げられ、無水マレイン酸が好ましい。酸変性ポリオレフィン樹脂としては、ポリオレフィン樹脂を無水マレイン酸でグラフト変性させた無水マレイン酸変性ポリオレフィン樹脂が好ましい。
【0015】
接着樹脂層12は、前記樹脂を有機溶媒に分散させたディスパージョンタイプの接着樹脂液を用いて形成された層であることが好ましい。該接着樹脂液を用いれば、接着に有効な各種添加剤、イソシアネート化合物又はその誘導体、シランカップリング剤などを配合することが可能になる。
接着樹脂層12の厚さは、1〜40μmが好ましく、5〜20μmがより好ましい。
【0016】
(化成処理層)
化成処理層13は、アルミニウム箔層14と接着樹脂層12とを強固に密着させると共に、アルミニウム箔層14を、電解液から発生するフッ酸から保護する役割を果たす。
化成処理層13は、アニオン性ポリマー(A)と、架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有する層である。
【0017】
アニオン性ポリマー(A)としては、例えば、カルボキシ基を有するポリカルボン酸系ポリマーが好ましい。ポリカルボン酸系ポリマーとしては、例えば、ポリカルボン酸もしくはその塩、又はポリカルボン酸もしくはその塩を主成分とする共重合体、ポリ(メタ)アクリル酸もしくはその塩、又は(メタ)アクリル酸もしくはその塩を主成分とする共重合体が挙げられる。前記「ポリカルボン酸もしくはその塩を主成分とする」とは、ポリカルボン酸系ポリマーの重合に用いる全モノマー100モル%に対して、ポリカルボン酸もしくはその塩が50モル%以上であることを意味する。ポリ(メタ)アクリル酸もしくはその塩の場合も同じである。
【0018】
共重合体の重合に用いられる他の成分としては、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基などのアルキル基を有するアルキル(メタ)アクリレート系モノマー;(メタ)アクリルアミド、N−アルキル(メタ)アクリルアミドやN,N−ジアルキル(メタ)アクリルアミド(アルキル基としては、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基など)、N−アルコキシ(メタ)アクリルアミドやN,N−ジアルコキシ(メタ)アクリルアミド、(アルコキシ基としては、メトキシ基、エトキシ基、ブトキシ基、イソブトキシ基など)、N−メチロール(メタ)アクリルアミド、N−フェニル(メタ)アクリルアミドなどのアミド基含有モノマー;2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレートなどの水酸基含有モノマー;グリシジル(メタ)アクリレート、アリルグリシジルエーテルなどのグリシジル基含有モノマー;(メタ)アクリロキシプロピルトリメトキシシラン、(メタ)アクリロキシプロピルトリエトキシランなどのシラン含有モノマー;(メタ)アクリロキシプロピルイソシアネートなどのイソシアネート基含有モノマーなどが挙げられる。
【0019】
ポリカルボン酸系ポリマー以外のアニオン性ポリマー(A)としては、フェノールなどのヒドロキシ基を有するポリマー、チオール基やスルホ基を有するポリマーなどが挙げられる。
【0020】
架橋剤(B)は、アニオン性ポリマー(A)を架橋する架橋剤である。
架橋剤(B)としては、オキサゾリン基を含有する化合物が好ましい。
オキサゾリン基を有する化合物としては、例えば、オキサゾリン基含有ポリマー、オキサゾリンユニットを2つ以上有する低分子化合物が挙げられる。前記低分子化合物とは、分子量が1000以下の化合物を意味する。
オキサゾリン基含有ポリマーとしては、イソプロペニルオキサゾリンなどのオキサゾリン基含有モノマーを重合したポリマー、該オキサゾリン基含有モノマーと他の重合性モノマーとの共重合体が挙げられる。同様に、オキサゾリンユニットを2つ以上有する低分子化合物は、前記オキサゾリン基含有モノマーに由来するユニットを2つ以上有する低分子化合物、前記オキサゾリン基含有モノマーに由来するユニットを2つ以上と、他の重合性モノマーに由来するユニットを1つ以上有する低分子化合物が挙げられる。
前記他の重合性モノマーとしては、例えば、(メタ)アクリル酸、(メタ)アクリル酸アルキルエステル、(メタ)アクリル酸ヒドロキシアルキルなどのアクリル系モノマーが挙げられる。
【0021】
架橋剤(B)としては、オキサゾリン基を含有する化合物以外のものを用いてもよい。例えば、イソシアネート基、グリシジル基、カルボキシ基のうち、いずれかの官能基を有する化合物からなる群から選ばれる少なくとも1種と、シランカップリング剤とからなる架橋剤などが挙げられる。
イソシアネート基を有する化合物としては、例えば、トリレンジイソシアネート、キシリレンジイソシアネート又はその水素添加物;ヘキサメチレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート又はその水素添加物;イソホロンジイソシアネートなどのジイソシアネート類、又はこれらイソシアネート類をトリメチロールプロパンなどの多価アルコールと反応させたアダクト体や、水と反応させることで得られたビューレット体;三量体であるイソシアヌレート体などのポリイソシアネート類、又はこれらポリイソシアネート類をアルコール類、ラクタム類、オキシム類などでブロック化したブロックポリイソシアネートなどが挙げられる。
グリシジル基を有する化合物としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、プロピレングリコール、ジプロピレングリコール、トリプロピレングリコール、ポリプロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどのグリコール類と、エピクロルヒドリンを作用させたエポキシ化合物;グリセリン、ポリグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトールなどの多価アルコール類と、エピクロルヒドリンを作用させたエポキシ化合物;フタル酸、テレフタル酸、シュウ酸、アジピン酸などのジカルボン酸と、エピクロルヒドリンとを作用させたエポキシ化合物などが挙げられる。
カルボキシ基を有する化合物としては、例えば、各種脂肪族あるいは芳香族ジカルボン酸などが挙げられる。具体的には、ポリ(メタ)アクリル酸やポリ(メタ)アクリル酸が挙げられ、それらのアルカリ(土類)金属塩を用いてもよい。
【0022】
架橋剤(B)には、架橋点をシロキサン結合にすることができる、シランカップリング剤を用いることが好ましい。
シランカップリング剤としては、例えば、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−クロロプロピルメトキシシラン、ビニルトリクロロシラン、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、γ−イソシアナートプロピルトリエトキシシランが挙げられる。
【0023】
また、前記架橋剤以外に、イオン架橋などの架橋構造を形成させる、チタニウム、ジルコニウム化合物などの架橋剤を用いてもよい。また、これらの架橋剤とシランカップリング剤を併用してもよい。
架橋剤(B)は、1種を単独で使用してもよく、2種以上を併用してもよい。
【0024】
化成処理層13は、アニオン性ポリマー(A)と架橋剤(B)を組み合わせることで、シーラント層11とアルミニウム箔層14の密着性を確保した上で、耐電解液性、耐フッ酸性を向上させることができる。
化成処理は、通常、下地(本発明ではアルミニウム箔)をエッチングしながら同時に皮膜を形成していくため、化成皮膜(化成処理層)と下地(アルミニウム箔)の密着性は比較的高い。そのため、リチウムイオン電池などにおいて、電解液と接触した場合のシーラント層11とアルミニウム箔層14との密着性は、化成処理層13と接着樹脂層12間での密着力が特に重要となる。接着樹脂層12は、シーラント層11との密着性、水分透過性の低さなどの要求特性から、ポリオレフィン系の接着樹脂が好適に用いられるが、該接着樹脂は金属との密着力があまり高くない。
これに対し、本発明における化成処理層13では、極性基を有するアニオン性ポリマー(A)を用いることで、接着樹脂層12との密着力を向上させることができる。また、アニオン性ポリマー(A)に架橋剤(B)を組み合わせることで、三次元網目構造が構築される。これにより、耐水性が向上し、また電解液、フッ酸の浸透を遅らせることで耐電解液性、耐フッ酸性が向上する。特に、カルボン酸とオキサゾリン基は反応性が良く、副生成物も発生しないため、緻密な架橋構造を形成できる点で有効である。
【0025】
リン化合物(C)としては、リン酸又はリン酸塩などが挙げられる。具体的には、例えば、オルトリン酸、ピロリン酸、メタリン酸、又はこれらのアルカリ金属塩やアンモニウム塩が挙げられる。また、その他にも、リン酸アルミニウムやリン酸チタンなどの各種塩を用いてもよい。リン化合物(C)は、機能発現の点から、トリメタリン酸、テトラメタリン酸、ヘキサメタリン酸、ウルトラメタリン酸などの縮合リン酸、又はこれらのアルカリ金属塩やアンモニウム塩(縮合リン酸塩)が好ましい。また、リン化合物(C)は、水溶性の塩であることが好ましい。
【0026】
リン化合物(C)は、アルミニウムに対するキレート作用があるため、化成処理層13とアルミニウム箔層14との密着性を向上させる。また、フッ酸の影響で溶出したアルミニウムイオンを捕獲(すなわち、不動態の形成)できるため耐電解液性が向上する。また、低温でもリン酸の脱水縮合が起こりやすいため、化成処理層13の凝集力が向上し、リチウム電池用包材1の強度物性が向上する。
【0027】
三価クロム化合物(D)としては、硝酸クロム(III)、フッ化クロム(III)、硫酸クロム(III)、酢酸クロム(III)、シュウ酸クロム(III)、重リン酸クロム(III)、塩化クロム(III)、硫酸カリウムクロム(III)などが挙げられる。なかでも、化成処理層13を形成する際に、アルミニウム箔層14のエッチング作用を担うことができる点から、フッ化クロム(III)、硫酸クロム(III)、硫酸カリウムクロム(III)が好ましい。
【0028】
化成処理層13(100質量%)におけるアニオン性ポリマー(A)と架橋剤(B)との合計の含有量は、5〜79質量%であり、10〜52質量%が好ましく、15〜45質量%がより好ましい。前記含有量が5質量%以上であれば、接着樹脂層12との密着性が向上する。前記含有量が79質量%以下であれば、相対的にリン化合物(C)のキレート作用、三価クロム化合物(D)の耐食機能が向上する。
【0029】
化成処理層13(100質量%)におけるリン化合物(C)の含有量は、1〜75質量%であり、2〜45質量%が好ましく、5〜35質量%がより好ましい。リン化合物(C)の前記含有量が1質量%以上であれば、充分なキレート作用が得られる。また、リン化合物(C)の前記含有量が75質量%以下であれば、アニオン性ポリマー(A)、架橋剤(B)、三価クロム化合物(D)の比率が向上し、接着樹脂層12との密着性、耐食性が充分に得られる。
【0030】
化成処理層13(100質量%)における三価クロム化合物(D)の含有量は、20〜94質量%であり、45〜88質量%が好ましく、50〜80質量%がより好ましい。三価クロム化合物(D)の前記含有量が20質量%以上であれば、耐食機能が充分に得られる。三価クロム化合物(D)の前記含有量が94質量%以下であれば、アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)の含有量が相対的に向上し、接着樹脂層12との密着性、キレート作用が充分に得られる。
【0031】
アニオン性ポリマー(A)(質量:WA)と架橋剤(B)(質量:WB)の質量比WA:WBは、100:1〜2:1が好ましく、20:1〜3:1がより好ましい。架橋剤(B)の配合量がアニオン性ポリマー(A)100質量部に対して1質量部以上であれば、架橋構造が充分に形成されやすい。一方、架橋剤(B)の配合量がアニオン性ポリマー(A)2質量部に対して1質量部以下であれば、塗液(化成処理液)のポットライフが向上する。
【0032】
化成処理層13の乾燥皮膜量は、5〜1000mg/m2が好ましい。前記乾燥皮膜量が5mg/m2以上であれば、アウミニウム箔層14の表面を均一に覆うことが容易になり、塗工ムラが発生しにくく、膜厚を均一にしやすい。そのため、局所的に密着性、耐フッ酸性が損なわれることを抑制しやすい。また、前記乾燥皮膜量が1000mg/m2以下であれば、塗工後の乾燥が容易になり、化成処理層13の厚み方向での性能に偏りが生じることを抑制しやすい。そのため、密着性、耐フッ酸性が損なわれることを抑制しやすい。
【0033】
(アルミニウム箔層)
アルミニウム箔層14としては、一般の軟質アルミニウム箔を用いることができ、さらに耐ピンホール性、及び成形時の延展性を付与できる点から、鉄を含むアルミニウム箔を用いることが好ましい。
アルミニウム箔100質量%中の鉄の含有量は、0.1〜9.0質量%が好ましく、0.5〜2.0質量%がより好ましい。鉄の含有量が0.1質量%以上であれば、耐ピンホール性、延展性が向上する。鉄の含有量が9.0質量%以下であれば、柔軟性が向上する。
アルミニウム箔層14の厚さは、バリア性、耐ピンホール性、加工性の点から、9〜200μmが好ましく、15〜150μmがより好ましい。
アルミニウム箔層14は、厚さ15〜150μmの軟質アルミニウム箔からなることが特に好ましい。
【0034】
アルミニウム箔層14には、密着性、耐フッ酸性の観点から、脱脂処理を施したアルミニウム箔を用いることが好ましい。脱脂処理としては、大きく区分するとウェットタイプとドライタイプに分けられる。
ウェットタイプの脱脂処理としては、酸脱脂やアルカリ脱脂などが挙げられる。
酸脱脂に使用する酸としては、例えば、硫酸、硝酸、塩酸、フッ酸などの無機酸が挙げられる。これらの酸は、1種を単独で使用してもよく、2種以上を併用してもよい。また、アルミニウム箔のエッチング効果が向上する点から、必要に応じて鉄(III)イオンやセリウム(III)イオンなどの供給源となる各種金属塩を配合してもよい。
アルカリ脱脂に使用するアルカリとしては、例えば、水酸化ナトリウムなどの強エッチングタイプのアルカリが挙げられる。また、弱アルカリ系や界面活性剤を配合したものを用いてもよい。
ウェットタイプの脱脂処理は浸漬法やスプレー法で行われる。
【0035】
ドライタイプの脱脂処理としては、例えば、アルミニウムを焼鈍処理する工程において、その処理時間を長くすることで脱脂処理を行う方法が挙げられる。また、該脱脂処理の他にも、フレーム処理やコロナ処理などが挙げられる。さらには特定波長の紫外線を照射して発生する活性酸素により、汚染物質を酸化分解・除去する脱脂処理も挙げられる。
【0036】
本発明においては、前述したウェットタイプの脱脂処理や、エッチングレベルまでの処理を施さなくても、ドライタイプの脱脂処理で充分な耐電解液性が得られる。すなわち、アルミニウムを軟質化するために施される焼鈍処理の際に、同時に行われる脱脂処理程度でも充分な耐電解液性、耐フッ酸性が得られる。
【0037】
(接着剤層)
接着剤層15は、基材層16とアルミニウム箔層14を接着する層である。
接着剤層15を構成する接着剤としては、ポリエステルポリオール、ポリエーテルポリオール、アクリルポリオールなどのポリオールを主剤とし、芳香族系や脂肪族系のイソシアネートを硬化剤とした2液硬化型のポリウレタン系接着剤が好ましい。該接着剤は、塗工後に40℃で4日以上のエージング処理を行うことで、主剤のポリオールのOH基と、硬化剤のイソシアネートのNCO基が反応し、基材層16とアルミニウム箔層14が強固に接着される。
主剤のOH基に対する硬化剤のNCO基のモル比(NCO/OH)は、1〜10が好ましく、2〜5がより好ましい。
接着層15の厚さは、1〜10μmが好ましく、3〜7μmがより好ましい。
【0038】
(基材層)
基材層16は、リチウムイオン電池を製造する時のシール工程における耐熱性を付与し、加工や流通の際に起こりうるピンホールの発生を抑制する役割を果たす。
基材層16としては、絶縁性を有する樹脂層が好ましい。該樹脂層としては、例えば、ポリエステルフィルム、ポリアミドフィルム、ポリプロピレンフィルムなどの延伸又は未延伸フィルムが挙げられる。なかでも、成型性、耐熱性、耐ピンホール性、絶縁性を向上させる点から、延伸ポリアミドフィルムや延伸ポリエステルフィルムが好ましい。
基材層16は、単層であってもよく、複数層であってもよい。
【0039】
基材層16は、難燃剤、スリップ剤、アンチブロッキング剤、酸化防止剤、光安定剤、粘着付与剤などの添加剤が配合されていてもよい。スリップ剤としては、脂肪酸アミド(例えば、オレイン酸アミド、エルカ酸アミド、ステアリン酸アミド、ベヘニン酸アミド、エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミドなど)などが挙げられる。アンチブロッキング剤としては、シリカなどの各種フィラー系のアンチブロッキング剤が好ましい。添加剤は、1種を単独で使用してもよく、2種以上を併用してもよい。
また、基材層16は、液漏れ時の対策として、PET(ポリエチレンテレフタレート)などの電解液に不溶な樹脂をラミネートしたり、前記電解液に不要な樹脂成分をコーティングしてもよい。
基材層16の厚さは、6〜40μmが好ましく、10〜25μmがより好ましい。前記厚さは、基材層16が多層フィルムである場合、その全体の厚さである。
【0040】
(製造方法)
以下、本実施形態の電池外装用包材1の製造方法について説明する。電池外装用包材1の製造方法は、下記工程(I−1)〜工程(III−1)を有する。
工程(I−1):アルミニウム箔層14の一方の面に、アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層13を形成する。
工程(II−1):アルミニウム箔層14の化成処理層13を形成した面と反対側に、接着剤層15を介して基材層16を積層する。
工程(III−1):アルミニウム箔層14の化成処理層13側に、接着樹脂層12を介してシーラント層11を積層する。
【0041】
工程(I−1):
アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)及び金属化合物(D)を、前述した含有量を満たす固形分比率で水に溶解した化成処理液を調製する。該化成処理液を、前記乾燥皮膜量を満たすように、アルミニウム箔層14表面に塗工し、乾燥・硬化を行い、化成処理層13を形成する。
化成処理液の溶媒は、基材層16への濡れ性などの点から、アルコールなどの有機溶媒が添加されていてもよい。また、乾燥皮膜量は、化成処理液の濃度を調整することで調整できる。
【0042】
化成処理液の塗工方法としては、公知の方法が用いられ、例えば、グラビアコーター、グラビアリバースコーター、ロールコーター、リバースロールコーター、ダイコーター、バーコーター、キスコーター、コンマコーターなどが挙げられる。
なお、前述したように、アルミニウム箔層14は、未処理のアルミニウム箔を用いてもよく、ウェットタイプ又はドライタイプにて脱脂処理を施したアルミニウム箔を用いてもよい。
【0043】
工程(II−1):
化成処理層13を形成したアルミニウム箔層14と、基材層16とを、アルミニウム箔層14における化成処理層13と反対側の面と基材層16が向かい合うように、接着剤層15を形成する前記接着剤により貼り合わせる。貼り合わせの方法としては、ドライラミネーション、ノンソルベントラミネーション、ウエットラミネーションなどが挙げられる。これにより、基材層16、接着剤層15、アルミニウム箔層14及び化成処理層13が順次積層された積層体が得られる。
【0044】
工程(III−1):
前記積層体の化成処理層13上に、接着樹脂層12を介してシーラント層11を積層する。積層方法としては、ドライプロセスとウェットプロセス(ディスパージョンとして塗工する)が挙げられる。
ドライプロセスの場合は、前記積層体の化成処理層13上に、接着樹脂層12を形成する接着樹脂からなるペレットを用いて押出ラミネートにより接着樹脂層12を形成し、さらにインフレーション法又はキャスト法により得られるシーラント層11を積層する。
また、インフレーション法又はキャスト法にて、接着樹脂層12とシーラント層11との多層フィルムを作成し、該多層フィルムを前記積層体上に熱ラミネートにより積層してもよい。
【0045】
ウェットプロセスの場合は、前記積層体の化成処理層13上に、接着樹脂層12を形成する接着樹脂を含有するディスパージョンを塗工し、接着樹脂の融点以上の温度で溶媒を揮発させた後、接着樹脂を溶融軟化させて焼き付けを行う。その後、シーラント層11を熱ラミネートなどの熱処理により積層することにより、電池外装用包材1が得られる。
前記溶液状の接着樹脂の塗工方法としては、前記工程(I)において挙げた各種塗工方法が使用できる。また、熱ラミネートとしては、シリンダーを使用した熱ロール方式やオーブンを利用した熱風方式など、種々の方式を採用できる。
【0046】
前記工程(I−1)〜(III−1)の順序は特に限定されない。例えば、工程(I−1)における化成処理13の形成を、工程(III−1)における押出ラミネートの際にインラインで行い、その後に工程(II−1)にてシーラント層11を接着樹脂層12を介して積層してもよい。
【0047】
[第2実施形態]
次に、本発明の電池外装用包材の他の実施形態である電池外装用包材2について説明する。電池外装用包材2において電池外装用包材1と同じものには同符号を付して説明を省略する。
本実施形態の電池外装用包材2は、図2に示すように、シーラント層11の一方の面に、接着樹脂層12、化成処理層13、アルミニウム箔層14、化成処理層17、接着剤層15及び基材層16が順次積層されている。すなわち、電池外装用包材2は、アルミニウム箔層14の基材層16側に化成処理層17が形成されている以外は、電池外装用包材1と同じである。
【0048】
化成処理層17としては、化成処理層13と同じ層が挙げられ、好ましい態様も同じである。
化成処理層17が形成されていることで、電池外装用包材2が破れた場合の被害拡大を抑える効果が得られ、またアルミニウム箔層14と基材層16側の密着性が向上する。
【0049】
(製造方法)
電池外装用包材2の製造方法は、下記工程(I−2)〜工程(III−2)を有する。
工程(I−2):アルミニウム箔層14の両方の面に、アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層13と化成処理層17を形成する。
工程(II−2):アルミニウム箔層14の化成処理層17を形成した側に、接着剤層15を介して基材層16を積層する。
工程(III−2):アルミニウム箔層14の化成処理層13を形成した側に、接着樹脂層12を介してシーラント層11を積層する。
【0050】
工程(I−2):
工程(I−2)では、前述した電池外装用包材1の製造方法における工程(I−1)と同じ方法で、アルミニウム箔層14の両方の面に化成処理層13、17を形成する。
【0051】
工程(II−2):
前述した電池外装用包材1の製造方法における工程(II−1)と同じ方法で、アルミニウム箔層14の化成処理層17を形成した側に、接着剤層15を介して基材層16を積層する。
【0052】
工程(III−2):
前述した電池外装用包材1の製造方法における工程(III−1)と同じ方法で、アルミニウム箔層14の化成処理層13を形成した側に、接着樹脂層12を介してシーラント層11を積層する。
【0053】
電池外装用包材2の製造方法においても、前記工程(I−2)〜(III−2)の順序は特に限定されない。また、電池外装用包材2の製造方法においては、化成処理層13と化成処理層17の形成を別々に行ってもよい。例えば、アルミニウム箔層14表面に化成処理層17を形成し、接着剤層15を介して基材層16を積層した後、シーラント層11を積層する際にインラインで化成処理層13を設けてもよい。
【0054】
以上説明した本発明の電池外装用包材は、耐電解液性、耐フッ酸性及び密着性に優れている。また、本発明の電池外装用包材は、前述した製造方法により簡便に製造できる。
なお、本発明の電池外装用包材は、前記電池外装用包材1、2には限定されない。例えば、アルミニウム箔層の基材層側のみに前述の化成処理層が形成された電池外装用包材、すなわちシーラント層の一方の面に、接着樹脂層、アルミニウム箔層、化成処理層、接着剤層及び基材層が順次積層された電池外装用包材であってもよい。
【0055】
<二次電池>
本発明の二次電池は、前述した本発明の電池外装用包材を有する二次電池である。すなわち、本発明の二次電池は、本発明の電池外装用包材を用いる以外は、公知の構成とすることができる。
二次電池としては、例えば、リチウムイオン二次電池が挙げられる。
【0056】
具体例としては、例えば、エンボス成型してシーラント層11側に凹部を形成した電池外装用包材1(電池外装用包材2も同様。)を2つ作成し、それら各々の凹部の内部に、正極、セパレータ、負極及びタブを入れ、その後にシーラント層11が向かい合うように2つの電池外装用包材1を重ね合わせ、その3辺をシールする。その後、真空状態にして残った1辺から電解液を注入し、残り1辺を最後にシールして内部を密封することで、リチウムイオン二次電池が得られる。
【実施例】
【0057】
以下、実施例及び比較例を示して本発明を詳細に説明する。ただし、本発明は以下の記載によっては限定されない。
本実施例において各層の形成に用いた原料を以下に示す。
[アルミニウム箔層]
アルミニウム箔:焼鈍処理(300℃、4日間)した軟質アルミニウム箔8079材(厚さ40μm)。焼鈍脱脂以外の脱脂は行わなかった。
【0058】
[化成処理層]
(アニオン性ポリマー(A))
A−1:ポリカルボン酸樹脂(アクリセット EMN−260E、日本触媒社製)。
A−2:前記ポリマーA−1とアクリル酸を7:3のモル比で共重合させた共重合体。
(架橋剤(B))
B−1:オキサゾリン基含有ポリマー(エポクロス WS−700、日本触媒社製)。
(リン化合物(C))
C−1:オルトリン酸。
C−2:ピロリン酸。
(三価クロム化合物(D))
D−1:フッ化クロム(III)。
(比較成分)
c−3:酢酸。
d−2:塩化鉄(III)。
なお、アルベットの大文字で表記したものは本発明の構成要素となる成分であり、小文字で表記したものは、本発明の比較例として用いた成分である。
【0059】
[シーラント層]
フィルムE:未延伸ポリプロピレンフィルム(商品名「FCZK」、二村化学工業製)。
【0060】
[接着樹脂層]
接着樹脂F:無水マレイン酸変性ポリプロピレン樹脂(商品名「アドマー」、三井化学社製)。
【0061】
[接着剤層]
接着剤G:ポリウレタン系接着剤(商品名「A525/A50」、三井化学ポリウレタン社製)。
【0062】
[基材層]
基材フィルムH:2軸延伸ナイロンフィルム(商品名「G100」、出光石油化学社製)。
【0063】
[実施例1]
表1に示す固形分比率で各成分を水に溶解した化成処理液(固形分濃度1質量%)を用い、マイクログラビア法のリーバースコートにより、前記アルミニウム箔の一方の面に乾燥塗布量50mg/m2の化成処理層を形成した。乾燥温度は150℃とした。
次いで、該アルミニウム箔における、前記化成処理層を形成した面とは反対側の面に、ドライラミネート手法により、接着剤Gからなる接着剤層を介して基材フィルムHからなる基材層を設けた。
次いで、得られた化成処理層、アルミニウム箔、接着剤層及び基材層からなる積層体を押出ラミネート機の巻出し部に設置し、さらに該押出ラミネート機のサンド基材部にフィルムEを設置した。前記積層体の化成処理層上に、温度290℃、ラミネート速度80m/分の加工条件で接着樹脂Fを厚み20μmでサンドラミネートして接着樹脂層を形成し、該接着樹脂層を介して、シーラント層を積層させた。その後、温度70℃、圧力0.1MPaで熱圧着(熱処理)を施し、電池用外装包材を得た。
【0064】
[実施例2〜8]
化成処理層の形成に用いる化成処理液中の各成分の種類及び固形分比率を表1に示すように変更した以外は、実施例1と同様にして電池用外装包材を得た。
【0065】
[比較例1〜5]
化成処理層の形成に用いる化成処理液中の各成分の種類及び固形分比率を表1に示すように変更した以外は、実施例1と同様にして電池用外装包材を得た。
【0066】
【表1】

【0067】
[評価方法]
得られた電池用外装包材を100mm×15mmサイズの短冊状に切り取り、評価用のサンプルとし、下記評価を行った。
(耐電解液性、耐フッ酸性の評価)
エチレンカーボネート/ジエチルカーボネート/ジメチルカーボネート=1/1/1の溶液にLiPF6を1.5Mになるように加えた後、水を1500ppmになるように添加して電解液Aを作成した。該電解液Aを内容量250mLのテフロン(登録商標)容器に充填し、その中にサンプルを入れ、密栓後85℃にて所定の期間保管した後、サンプルの剥離状況を以下の基準にて評価した。保管期間は、3時間、1日、1週間、4週間の4種類とした。また、参考として、初期(保管前)のサンプルについても同様に評価した。
◎:デラミネーションせず、ラミネート強度が剥離困難、又はシーラント層の破断レベルであった。
○:デラミネーションは起こらないが、ラミネート強度が剥離可能レベル(クロスヘッドスピード300mm/分のT型剥離で測定した強度が100gf/15mm以上)であった。
×:デラミネーションによる浮きが確認された。
実施例及び比較例における評価結果を表2に示す。
【0068】
【表2】
【0069】
表2に示すように、本発明の電池外装用包材である実施例1〜8では、電解液Aに対する耐性評価において、電池外装用包材が剥離困難であり、耐電解液性及び耐フッ酸性に優れていた。
【0070】
一方、架橋剤(B)が添加されていない比較例1では、電解液Aに浸積していない初期の段階では剥離が見られないものの、電解液Aに対する耐性評価においては1日で剥離が見られた。同様に、リン化合物(C)の代わりに酢酸を用いた比較例2、及びリン酸を本発明の範囲よりも過剰添加した比較例5では、電解液Aに1週間浸漬すると剥離が見られた。また、三価クロム化合物(D)の代わりに塩化鉄(III)を用いた比較例3、4では、電解液Aに僅か3時間浸漬しただけで剥離が見られた。
【0071】
以上のように、本発明の電池外装用包材は、アニオン系ポリマー(A)、架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層を形成することで、優れた耐電解液性及び耐フッ酸性が得られる。
【符号の説明】
【0072】
1、2 電池外装用包材 11 シーラント層 12 接着樹脂層 13 化成処理層 14 アルミニウム箔層 15 接着剤層 16 基材層 17 化成処理層
【技術分野】
【0001】
本発明は、電池外装用包材及びその製造方法、並びに前記電池外装用包材を有する二次電池に関する。
【背景技術】
【0002】
近年、パソコン、携帯電話などの携帯端末装置、ビデオカメラ、衛星などに用いられる電池として、超薄型化、小型化の可能なリチウム電池が盛んに開発されている。このようなリチウム電池に用いる包材としては、従来の電池用包材として用いられている金属製の缶とは異なり、軽量で電池の形状を自由に選択できるという利点から、多層フィルム(例えば耐熱性基材層/アルミニウム箔層/シーラント層のような構成。)を袋状にしたものが用いられるようになってきた。
【0003】
リチウム電池は、電池内容物として正極材、負極材と共に、炭酸プロピレン、炭酸エチレン、炭酸ジメチル、炭酸ジエチル、炭酸エチルメチルなどの浸透力を有する非プロトン性の溶媒に電解質(リチウム塩)を溶解した電解液、もしくは該電解液を含浸させたポリマーゲルからなる電解質層を含んでいる。このような浸透力を有する溶媒がシーラント層を通過すると、アルミニウム箔層とシーラント層間のラミネート強度が低下し、最終的に電解液が漏れ出すという問題があった。
【0004】
また、電解質であるリチウム塩としてはLiPF6、LiBF4などの塩が用いられる。しかし、これらの塩は水分による加水分解反応によりフッ酸を発生するので、金属面の腐食や多層フィルムの各層間のラミネート強度の低下を引き起こすことがあった。アルミニウム箔を用いれば、包材の表面からの水分の浸入はほぼ遮断される。しかし、リチウム電池用包材を用いたリチウム電池は、多層フィルムをヒートシールによって貼り合わせた構造をしており、シーラント層のシール部端面から浸入する水分によるリチウム塩の加水分解が懸念されている。そのため、アルミニウム箔層とシーラント層との層間密着強度を強め、内容物耐性(耐電解液性や耐フッ酸性)を付与することが求められている。
さらに近年、リチウム電池を包装するリチウム電池用包材に要求される機能が高まっており、電解液に敢えて水分を添加して、フッ酸を発生させた状況下での加速試験が行われている。具体的には、予め数千ppmの水を滴下した85℃の電解液に、短冊状にした包材サンプルを浸漬処理する試験などが挙げられる。
【0005】
また、リチウム電池は携帯型のモバイルに使用されることが多く、その使用環境は、例えば、真夏の車内などでは60〜70℃の高温下になる場合もある。このような高温環境においても、リチウム電池用包材には電解液に対する耐性を付与する必要がある。そこで、耐電解液性、耐フッ酸性を向上させるため、下記リチウム電池用包材が示されている。
(1)酸変性ポリオレフィン樹脂にイソシアネート樹脂硬化剤を添加した接着剤層と、ベーマイト処理されたアルミニウム箔層との組み合わせを用いるリチウム電池用包材(特許文献1)。
(2)厚さ9〜200μmのアルミニウム箔層の少なくともシーラント層側が表面処理され、該アルミニウム箔層とシーラント層の間に、イオン高分子錯体を有するアンカーコート層と、熱可塑性樹脂からなるサンド樹脂層を有するリチウム電池用包材(特許文献2)。
(3)厚さ9〜200μmのアルミニウム箔層の少なくともシーラント層側が表面処理され、該アルミニウム箔層とシーラント層の間に、カップリング剤からなるアンカーコート層と、熱可塑性樹脂からなるサンド樹脂層を有するリチウム電池用包材(特許文献3)。
しかし、リチウム電池はモバイル用などの小型化の用途だけでなく、例えば自動車などの大型化の用途にも広がると考えられている。そのため、特に自動車用途となると耐電解液性、耐フッ酸性のさらなる向上が望まれている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−243928号公報
【特許文献2】特開2004−42477号公報
【特許文献3】特開2004−142302号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、耐電解液性、耐フッ酸性及び密着性に優れた電池外装用包材、並びに電池外装用包材を簡便に製造できる製造方法の提供を目的とする。また、本発明は、該電池外装用包材を有する二次電池の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明は、前記課題を解決するために以下の構成を採用した。
[1]一方の面又は両方の面に化成処理層が形成されたアルミニウム箔層と、前記アルミニウム箔層の一方の面側に積層された基材層と、前記アルミニウム箔層の他方の面側に積層されたシーラント層と、を有する電池外装用包材であって、前記化成処理層が、アニオン性ポリマー(A)と、該アニオン性ポリマー(A)を架橋する架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有しており、該化成処理層における前記アニオン性ポリマー(A)と前記架橋剤(B)を合計した含有量が5〜79質量%であり、前記リン化合物(C)の含有量が1〜75質量%であり、前記三価クロム化合物(D)の含有量が20〜94質量%である、電池外装用包材。
[2]前記化成処理層における前記アニオン性ポリマー(A)(質量:WA)と架橋剤(B)(質量:WB)の質量比WA:WBが、100:1〜2:1である、前記[1]に記載の電池外装用包材。
[3]前記化成処理層の乾燥皮膜量が5〜1000mg/m2である、前記[1]又は[2]に記載の電池外装用包材。
[4]前記アニオン性ポリマー(A)が、ポリカルボン酸系ポリマーである、前記[1]〜[3]のいずれかに記載の電池外装用包材。
[5]前記架橋剤(B)が、オキサゾリン基を有する化合物である、前記[1]〜[4]のいずれかに記載の電池外装用包材。
[6]前記アルミニウム箔層が、厚さ15〜150μmの軟質アルミニウム箔からなる、前記[1]〜[5]のいずれかに記載の電池外装用包材。
[7]前記[1]〜[6]のいずれかに記載の電池外装用包材を有する二次電池。
[8]前記[1]〜[6]のいずれかに記載の電池外装用包材の製造方法であって、前記アルミニウム箔層の一方の面又は両方の面に、アニオン性ポリマー(A)、該アニオン性ポリマー(A)を架橋する架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層を形成する工程(I)と、前記アルミニウム箔層の一方の面側に基材層を積層する工程(II)と、前記アルミニウム箔層の他方の面側にシーラント層を積層する工程(III)と、を有する電池外装用包材の製造方法。
【発明の効果】
【0009】
本発明の電池外装用包材は、耐電解液性、耐フッ酸性及び密着性に優れている。
また、本発明の製造方法によれば、耐電解液性、耐フッ酸性及び密着性に優れた電池外装用包材が簡便に得られる。
また、本発明は、前記電池外装用包材を有する二次電池を提供する。
【図面の簡単な説明】
【0010】
【図1】本発明の電池外装用包材の実施形態の一例を示した断面図である。
【図2】本発明の電池外装用包材の実施形態の他の例を示した断面図である。
【発明を実施するための形態】
【0011】
<電池外装用包材>
以下、本発明の電池外装用包材の実施形態の一例を示して詳細に説明する。
[第1実施形態]
本実施形態の電池外装用包材1は、図1に示すように、シーラント層11の一方の面に、接着樹脂層12、化成処理層13、アルミニウム箔層14、接着剤層15及び基材層16が順次積層されている。
【0012】
(シーラント層)
シーラント層11は、リチウム電池などの電池において電池外装用包材1の内層となる。シーラント層11は、熱溶着性のフィルムからなる層である。
シーラント層11のフィルムを構成する成分としては、例えば、ポリオレフィン樹脂、又はポリオレフィン樹脂を酸でグラフト変性させた酸変性ポリオレフィン樹脂が挙げられる。グラフト変性する酸としては、カルボン酸、エポキシ化合物、酸無水物などが挙げられ、無水マレイン酸が好ましい。
ポリオレフィン樹脂としては、例えば、低密度、中密度、高密度のポリエチレン;エチレン−αオレフィン共重合体;ホモ、ブロック、又はランダムポリプロピレン;プロピレン−αオレフィン共重合体などが挙げられる。これらは、1種を単独で使用してもよく、2種以上を併用してもよい。
【0013】
シーラント層11は、単層フィルムであってもよく、複数のフィルムを積層した多層フィルムであってもよい。また、例えば、防湿性を付与する目的など、必要に応じて、エチレン−環状オレフィン共重合体やポリメチルペンテンなどの樹脂を介在させた多層フィルムを用いてもよい。
また、シーラント層11は、難燃剤、スリップ剤、アンチブロッキング剤、酸化防止剤、光安定剤、粘着付与剤などの各種添加剤が配合されていてもよい。
シーラント層11の厚さは、10〜100μmが好ましく、20〜50μmがより好ましい。前記厚さは、シーラント層11が多層フィルムである場合、その全体の厚さである。
【0014】
(接着樹脂層)
接着樹脂層12は、シーラント層11と、化成処理層13が形成されたアルミニウム箔層14とを接着する層である。
接着樹脂層12を構成する樹脂としては、ポリオレフィン樹脂、ポリオレフィン樹脂を酸でグラフト変性させた酸変性ポリオレフィン樹脂が好ましい。ポリオレフィン樹脂としては、シーラント層11で挙げたポリオレフィン樹脂と同じ樹脂が挙げられる。該ポリオレフィン樹脂は、1種を単独で使用してもよく、2種以上を併用してもよい。
グラフト変性する酸としては、カルボン酸、エポキシ化合物、酸無水物などが挙げられ、無水マレイン酸が好ましい。酸変性ポリオレフィン樹脂としては、ポリオレフィン樹脂を無水マレイン酸でグラフト変性させた無水マレイン酸変性ポリオレフィン樹脂が好ましい。
【0015】
接着樹脂層12は、前記樹脂を有機溶媒に分散させたディスパージョンタイプの接着樹脂液を用いて形成された層であることが好ましい。該接着樹脂液を用いれば、接着に有効な各種添加剤、イソシアネート化合物又はその誘導体、シランカップリング剤などを配合することが可能になる。
接着樹脂層12の厚さは、1〜40μmが好ましく、5〜20μmがより好ましい。
【0016】
(化成処理層)
化成処理層13は、アルミニウム箔層14と接着樹脂層12とを強固に密着させると共に、アルミニウム箔層14を、電解液から発生するフッ酸から保護する役割を果たす。
化成処理層13は、アニオン性ポリマー(A)と、架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有する層である。
【0017】
アニオン性ポリマー(A)としては、例えば、カルボキシ基を有するポリカルボン酸系ポリマーが好ましい。ポリカルボン酸系ポリマーとしては、例えば、ポリカルボン酸もしくはその塩、又はポリカルボン酸もしくはその塩を主成分とする共重合体、ポリ(メタ)アクリル酸もしくはその塩、又は(メタ)アクリル酸もしくはその塩を主成分とする共重合体が挙げられる。前記「ポリカルボン酸もしくはその塩を主成分とする」とは、ポリカルボン酸系ポリマーの重合に用いる全モノマー100モル%に対して、ポリカルボン酸もしくはその塩が50モル%以上であることを意味する。ポリ(メタ)アクリル酸もしくはその塩の場合も同じである。
【0018】
共重合体の重合に用いられる他の成分としては、例えば、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基などのアルキル基を有するアルキル(メタ)アクリレート系モノマー;(メタ)アクリルアミド、N−アルキル(メタ)アクリルアミドやN,N−ジアルキル(メタ)アクリルアミド(アルキル基としては、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基など)、N−アルコキシ(メタ)アクリルアミドやN,N−ジアルコキシ(メタ)アクリルアミド、(アルコキシ基としては、メトキシ基、エトキシ基、ブトキシ基、イソブトキシ基など)、N−メチロール(メタ)アクリルアミド、N−フェニル(メタ)アクリルアミドなどのアミド基含有モノマー;2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレートなどの水酸基含有モノマー;グリシジル(メタ)アクリレート、アリルグリシジルエーテルなどのグリシジル基含有モノマー;(メタ)アクリロキシプロピルトリメトキシシラン、(メタ)アクリロキシプロピルトリエトキシランなどのシラン含有モノマー;(メタ)アクリロキシプロピルイソシアネートなどのイソシアネート基含有モノマーなどが挙げられる。
【0019】
ポリカルボン酸系ポリマー以外のアニオン性ポリマー(A)としては、フェノールなどのヒドロキシ基を有するポリマー、チオール基やスルホ基を有するポリマーなどが挙げられる。
【0020】
架橋剤(B)は、アニオン性ポリマー(A)を架橋する架橋剤である。
架橋剤(B)としては、オキサゾリン基を含有する化合物が好ましい。
オキサゾリン基を有する化合物としては、例えば、オキサゾリン基含有ポリマー、オキサゾリンユニットを2つ以上有する低分子化合物が挙げられる。前記低分子化合物とは、分子量が1000以下の化合物を意味する。
オキサゾリン基含有ポリマーとしては、イソプロペニルオキサゾリンなどのオキサゾリン基含有モノマーを重合したポリマー、該オキサゾリン基含有モノマーと他の重合性モノマーとの共重合体が挙げられる。同様に、オキサゾリンユニットを2つ以上有する低分子化合物は、前記オキサゾリン基含有モノマーに由来するユニットを2つ以上有する低分子化合物、前記オキサゾリン基含有モノマーに由来するユニットを2つ以上と、他の重合性モノマーに由来するユニットを1つ以上有する低分子化合物が挙げられる。
前記他の重合性モノマーとしては、例えば、(メタ)アクリル酸、(メタ)アクリル酸アルキルエステル、(メタ)アクリル酸ヒドロキシアルキルなどのアクリル系モノマーが挙げられる。
【0021】
架橋剤(B)としては、オキサゾリン基を含有する化合物以外のものを用いてもよい。例えば、イソシアネート基、グリシジル基、カルボキシ基のうち、いずれかの官能基を有する化合物からなる群から選ばれる少なくとも1種と、シランカップリング剤とからなる架橋剤などが挙げられる。
イソシアネート基を有する化合物としては、例えば、トリレンジイソシアネート、キシリレンジイソシアネート又はその水素添加物;ヘキサメチレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート又はその水素添加物;イソホロンジイソシアネートなどのジイソシアネート類、又はこれらイソシアネート類をトリメチロールプロパンなどの多価アルコールと反応させたアダクト体や、水と反応させることで得られたビューレット体;三量体であるイソシアヌレート体などのポリイソシアネート類、又はこれらポリイソシアネート類をアルコール類、ラクタム類、オキシム類などでブロック化したブロックポリイソシアネートなどが挙げられる。
グリシジル基を有する化合物としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、プロピレングリコール、ジプロピレングリコール、トリプロピレングリコール、ポリプロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどのグリコール類と、エピクロルヒドリンを作用させたエポキシ化合物;グリセリン、ポリグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトールなどの多価アルコール類と、エピクロルヒドリンを作用させたエポキシ化合物;フタル酸、テレフタル酸、シュウ酸、アジピン酸などのジカルボン酸と、エピクロルヒドリンとを作用させたエポキシ化合物などが挙げられる。
カルボキシ基を有する化合物としては、例えば、各種脂肪族あるいは芳香族ジカルボン酸などが挙げられる。具体的には、ポリ(メタ)アクリル酸やポリ(メタ)アクリル酸が挙げられ、それらのアルカリ(土類)金属塩を用いてもよい。
【0022】
架橋剤(B)には、架橋点をシロキサン結合にすることができる、シランカップリング剤を用いることが好ましい。
シランカップリング剤としては、例えば、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−クロロプロピルメトキシシラン、ビニルトリクロロシラン、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、γ−イソシアナートプロピルトリエトキシシランが挙げられる。
【0023】
また、前記架橋剤以外に、イオン架橋などの架橋構造を形成させる、チタニウム、ジルコニウム化合物などの架橋剤を用いてもよい。また、これらの架橋剤とシランカップリング剤を併用してもよい。
架橋剤(B)は、1種を単独で使用してもよく、2種以上を併用してもよい。
【0024】
化成処理層13は、アニオン性ポリマー(A)と架橋剤(B)を組み合わせることで、シーラント層11とアルミニウム箔層14の密着性を確保した上で、耐電解液性、耐フッ酸性を向上させることができる。
化成処理は、通常、下地(本発明ではアルミニウム箔)をエッチングしながら同時に皮膜を形成していくため、化成皮膜(化成処理層)と下地(アルミニウム箔)の密着性は比較的高い。そのため、リチウムイオン電池などにおいて、電解液と接触した場合のシーラント層11とアルミニウム箔層14との密着性は、化成処理層13と接着樹脂層12間での密着力が特に重要となる。接着樹脂層12は、シーラント層11との密着性、水分透過性の低さなどの要求特性から、ポリオレフィン系の接着樹脂が好適に用いられるが、該接着樹脂は金属との密着力があまり高くない。
これに対し、本発明における化成処理層13では、極性基を有するアニオン性ポリマー(A)を用いることで、接着樹脂層12との密着力を向上させることができる。また、アニオン性ポリマー(A)に架橋剤(B)を組み合わせることで、三次元網目構造が構築される。これにより、耐水性が向上し、また電解液、フッ酸の浸透を遅らせることで耐電解液性、耐フッ酸性が向上する。特に、カルボン酸とオキサゾリン基は反応性が良く、副生成物も発生しないため、緻密な架橋構造を形成できる点で有効である。
【0025】
リン化合物(C)としては、リン酸又はリン酸塩などが挙げられる。具体的には、例えば、オルトリン酸、ピロリン酸、メタリン酸、又はこれらのアルカリ金属塩やアンモニウム塩が挙げられる。また、その他にも、リン酸アルミニウムやリン酸チタンなどの各種塩を用いてもよい。リン化合物(C)は、機能発現の点から、トリメタリン酸、テトラメタリン酸、ヘキサメタリン酸、ウルトラメタリン酸などの縮合リン酸、又はこれらのアルカリ金属塩やアンモニウム塩(縮合リン酸塩)が好ましい。また、リン化合物(C)は、水溶性の塩であることが好ましい。
【0026】
リン化合物(C)は、アルミニウムに対するキレート作用があるため、化成処理層13とアルミニウム箔層14との密着性を向上させる。また、フッ酸の影響で溶出したアルミニウムイオンを捕獲(すなわち、不動態の形成)できるため耐電解液性が向上する。また、低温でもリン酸の脱水縮合が起こりやすいため、化成処理層13の凝集力が向上し、リチウム電池用包材1の強度物性が向上する。
【0027】
三価クロム化合物(D)としては、硝酸クロム(III)、フッ化クロム(III)、硫酸クロム(III)、酢酸クロム(III)、シュウ酸クロム(III)、重リン酸クロム(III)、塩化クロム(III)、硫酸カリウムクロム(III)などが挙げられる。なかでも、化成処理層13を形成する際に、アルミニウム箔層14のエッチング作用を担うことができる点から、フッ化クロム(III)、硫酸クロム(III)、硫酸カリウムクロム(III)が好ましい。
【0028】
化成処理層13(100質量%)におけるアニオン性ポリマー(A)と架橋剤(B)との合計の含有量は、5〜79質量%であり、10〜52質量%が好ましく、15〜45質量%がより好ましい。前記含有量が5質量%以上であれば、接着樹脂層12との密着性が向上する。前記含有量が79質量%以下であれば、相対的にリン化合物(C)のキレート作用、三価クロム化合物(D)の耐食機能が向上する。
【0029】
化成処理層13(100質量%)におけるリン化合物(C)の含有量は、1〜75質量%であり、2〜45質量%が好ましく、5〜35質量%がより好ましい。リン化合物(C)の前記含有量が1質量%以上であれば、充分なキレート作用が得られる。また、リン化合物(C)の前記含有量が75質量%以下であれば、アニオン性ポリマー(A)、架橋剤(B)、三価クロム化合物(D)の比率が向上し、接着樹脂層12との密着性、耐食性が充分に得られる。
【0030】
化成処理層13(100質量%)における三価クロム化合物(D)の含有量は、20〜94質量%であり、45〜88質量%が好ましく、50〜80質量%がより好ましい。三価クロム化合物(D)の前記含有量が20質量%以上であれば、耐食機能が充分に得られる。三価クロム化合物(D)の前記含有量が94質量%以下であれば、アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)の含有量が相対的に向上し、接着樹脂層12との密着性、キレート作用が充分に得られる。
【0031】
アニオン性ポリマー(A)(質量:WA)と架橋剤(B)(質量:WB)の質量比WA:WBは、100:1〜2:1が好ましく、20:1〜3:1がより好ましい。架橋剤(B)の配合量がアニオン性ポリマー(A)100質量部に対して1質量部以上であれば、架橋構造が充分に形成されやすい。一方、架橋剤(B)の配合量がアニオン性ポリマー(A)2質量部に対して1質量部以下であれば、塗液(化成処理液)のポットライフが向上する。
【0032】
化成処理層13の乾燥皮膜量は、5〜1000mg/m2が好ましい。前記乾燥皮膜量が5mg/m2以上であれば、アウミニウム箔層14の表面を均一に覆うことが容易になり、塗工ムラが発生しにくく、膜厚を均一にしやすい。そのため、局所的に密着性、耐フッ酸性が損なわれることを抑制しやすい。また、前記乾燥皮膜量が1000mg/m2以下であれば、塗工後の乾燥が容易になり、化成処理層13の厚み方向での性能に偏りが生じることを抑制しやすい。そのため、密着性、耐フッ酸性が損なわれることを抑制しやすい。
【0033】
(アルミニウム箔層)
アルミニウム箔層14としては、一般の軟質アルミニウム箔を用いることができ、さらに耐ピンホール性、及び成形時の延展性を付与できる点から、鉄を含むアルミニウム箔を用いることが好ましい。
アルミニウム箔100質量%中の鉄の含有量は、0.1〜9.0質量%が好ましく、0.5〜2.0質量%がより好ましい。鉄の含有量が0.1質量%以上であれば、耐ピンホール性、延展性が向上する。鉄の含有量が9.0質量%以下であれば、柔軟性が向上する。
アルミニウム箔層14の厚さは、バリア性、耐ピンホール性、加工性の点から、9〜200μmが好ましく、15〜150μmがより好ましい。
アルミニウム箔層14は、厚さ15〜150μmの軟質アルミニウム箔からなることが特に好ましい。
【0034】
アルミニウム箔層14には、密着性、耐フッ酸性の観点から、脱脂処理を施したアルミニウム箔を用いることが好ましい。脱脂処理としては、大きく区分するとウェットタイプとドライタイプに分けられる。
ウェットタイプの脱脂処理としては、酸脱脂やアルカリ脱脂などが挙げられる。
酸脱脂に使用する酸としては、例えば、硫酸、硝酸、塩酸、フッ酸などの無機酸が挙げられる。これらの酸は、1種を単独で使用してもよく、2種以上を併用してもよい。また、アルミニウム箔のエッチング効果が向上する点から、必要に応じて鉄(III)イオンやセリウム(III)イオンなどの供給源となる各種金属塩を配合してもよい。
アルカリ脱脂に使用するアルカリとしては、例えば、水酸化ナトリウムなどの強エッチングタイプのアルカリが挙げられる。また、弱アルカリ系や界面活性剤を配合したものを用いてもよい。
ウェットタイプの脱脂処理は浸漬法やスプレー法で行われる。
【0035】
ドライタイプの脱脂処理としては、例えば、アルミニウムを焼鈍処理する工程において、その処理時間を長くすることで脱脂処理を行う方法が挙げられる。また、該脱脂処理の他にも、フレーム処理やコロナ処理などが挙げられる。さらには特定波長の紫外線を照射して発生する活性酸素により、汚染物質を酸化分解・除去する脱脂処理も挙げられる。
【0036】
本発明においては、前述したウェットタイプの脱脂処理や、エッチングレベルまでの処理を施さなくても、ドライタイプの脱脂処理で充分な耐電解液性が得られる。すなわち、アルミニウムを軟質化するために施される焼鈍処理の際に、同時に行われる脱脂処理程度でも充分な耐電解液性、耐フッ酸性が得られる。
【0037】
(接着剤層)
接着剤層15は、基材層16とアルミニウム箔層14を接着する層である。
接着剤層15を構成する接着剤としては、ポリエステルポリオール、ポリエーテルポリオール、アクリルポリオールなどのポリオールを主剤とし、芳香族系や脂肪族系のイソシアネートを硬化剤とした2液硬化型のポリウレタン系接着剤が好ましい。該接着剤は、塗工後に40℃で4日以上のエージング処理を行うことで、主剤のポリオールのOH基と、硬化剤のイソシアネートのNCO基が反応し、基材層16とアルミニウム箔層14が強固に接着される。
主剤のOH基に対する硬化剤のNCO基のモル比(NCO/OH)は、1〜10が好ましく、2〜5がより好ましい。
接着層15の厚さは、1〜10μmが好ましく、3〜7μmがより好ましい。
【0038】
(基材層)
基材層16は、リチウムイオン電池を製造する時のシール工程における耐熱性を付与し、加工や流通の際に起こりうるピンホールの発生を抑制する役割を果たす。
基材層16としては、絶縁性を有する樹脂層が好ましい。該樹脂層としては、例えば、ポリエステルフィルム、ポリアミドフィルム、ポリプロピレンフィルムなどの延伸又は未延伸フィルムが挙げられる。なかでも、成型性、耐熱性、耐ピンホール性、絶縁性を向上させる点から、延伸ポリアミドフィルムや延伸ポリエステルフィルムが好ましい。
基材層16は、単層であってもよく、複数層であってもよい。
【0039】
基材層16は、難燃剤、スリップ剤、アンチブロッキング剤、酸化防止剤、光安定剤、粘着付与剤などの添加剤が配合されていてもよい。スリップ剤としては、脂肪酸アミド(例えば、オレイン酸アミド、エルカ酸アミド、ステアリン酸アミド、ベヘニン酸アミド、エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミドなど)などが挙げられる。アンチブロッキング剤としては、シリカなどの各種フィラー系のアンチブロッキング剤が好ましい。添加剤は、1種を単独で使用してもよく、2種以上を併用してもよい。
また、基材層16は、液漏れ時の対策として、PET(ポリエチレンテレフタレート)などの電解液に不溶な樹脂をラミネートしたり、前記電解液に不要な樹脂成分をコーティングしてもよい。
基材層16の厚さは、6〜40μmが好ましく、10〜25μmがより好ましい。前記厚さは、基材層16が多層フィルムである場合、その全体の厚さである。
【0040】
(製造方法)
以下、本実施形態の電池外装用包材1の製造方法について説明する。電池外装用包材1の製造方法は、下記工程(I−1)〜工程(III−1)を有する。
工程(I−1):アルミニウム箔層14の一方の面に、アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層13を形成する。
工程(II−1):アルミニウム箔層14の化成処理層13を形成した面と反対側に、接着剤層15を介して基材層16を積層する。
工程(III−1):アルミニウム箔層14の化成処理層13側に、接着樹脂層12を介してシーラント層11を積層する。
【0041】
工程(I−1):
アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)及び金属化合物(D)を、前述した含有量を満たす固形分比率で水に溶解した化成処理液を調製する。該化成処理液を、前記乾燥皮膜量を満たすように、アルミニウム箔層14表面に塗工し、乾燥・硬化を行い、化成処理層13を形成する。
化成処理液の溶媒は、基材層16への濡れ性などの点から、アルコールなどの有機溶媒が添加されていてもよい。また、乾燥皮膜量は、化成処理液の濃度を調整することで調整できる。
【0042】
化成処理液の塗工方法としては、公知の方法が用いられ、例えば、グラビアコーター、グラビアリバースコーター、ロールコーター、リバースロールコーター、ダイコーター、バーコーター、キスコーター、コンマコーターなどが挙げられる。
なお、前述したように、アルミニウム箔層14は、未処理のアルミニウム箔を用いてもよく、ウェットタイプ又はドライタイプにて脱脂処理を施したアルミニウム箔を用いてもよい。
【0043】
工程(II−1):
化成処理層13を形成したアルミニウム箔層14と、基材層16とを、アルミニウム箔層14における化成処理層13と反対側の面と基材層16が向かい合うように、接着剤層15を形成する前記接着剤により貼り合わせる。貼り合わせの方法としては、ドライラミネーション、ノンソルベントラミネーション、ウエットラミネーションなどが挙げられる。これにより、基材層16、接着剤層15、アルミニウム箔層14及び化成処理層13が順次積層された積層体が得られる。
【0044】
工程(III−1):
前記積層体の化成処理層13上に、接着樹脂層12を介してシーラント層11を積層する。積層方法としては、ドライプロセスとウェットプロセス(ディスパージョンとして塗工する)が挙げられる。
ドライプロセスの場合は、前記積層体の化成処理層13上に、接着樹脂層12を形成する接着樹脂からなるペレットを用いて押出ラミネートにより接着樹脂層12を形成し、さらにインフレーション法又はキャスト法により得られるシーラント層11を積層する。
また、インフレーション法又はキャスト法にて、接着樹脂層12とシーラント層11との多層フィルムを作成し、該多層フィルムを前記積層体上に熱ラミネートにより積層してもよい。
【0045】
ウェットプロセスの場合は、前記積層体の化成処理層13上に、接着樹脂層12を形成する接着樹脂を含有するディスパージョンを塗工し、接着樹脂の融点以上の温度で溶媒を揮発させた後、接着樹脂を溶融軟化させて焼き付けを行う。その後、シーラント層11を熱ラミネートなどの熱処理により積層することにより、電池外装用包材1が得られる。
前記溶液状の接着樹脂の塗工方法としては、前記工程(I)において挙げた各種塗工方法が使用できる。また、熱ラミネートとしては、シリンダーを使用した熱ロール方式やオーブンを利用した熱風方式など、種々の方式を採用できる。
【0046】
前記工程(I−1)〜(III−1)の順序は特に限定されない。例えば、工程(I−1)における化成処理13の形成を、工程(III−1)における押出ラミネートの際にインラインで行い、その後に工程(II−1)にてシーラント層11を接着樹脂層12を介して積層してもよい。
【0047】
[第2実施形態]
次に、本発明の電池外装用包材の他の実施形態である電池外装用包材2について説明する。電池外装用包材2において電池外装用包材1と同じものには同符号を付して説明を省略する。
本実施形態の電池外装用包材2は、図2に示すように、シーラント層11の一方の面に、接着樹脂層12、化成処理層13、アルミニウム箔層14、化成処理層17、接着剤層15及び基材層16が順次積層されている。すなわち、電池外装用包材2は、アルミニウム箔層14の基材層16側に化成処理層17が形成されている以外は、電池外装用包材1と同じである。
【0048】
化成処理層17としては、化成処理層13と同じ層が挙げられ、好ましい態様も同じである。
化成処理層17が形成されていることで、電池外装用包材2が破れた場合の被害拡大を抑える効果が得られ、またアルミニウム箔層14と基材層16側の密着性が向上する。
【0049】
(製造方法)
電池外装用包材2の製造方法は、下記工程(I−2)〜工程(III−2)を有する。
工程(I−2):アルミニウム箔層14の両方の面に、アニオン性ポリマー(A)、架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層13と化成処理層17を形成する。
工程(II−2):アルミニウム箔層14の化成処理層17を形成した側に、接着剤層15を介して基材層16を積層する。
工程(III−2):アルミニウム箔層14の化成処理層13を形成した側に、接着樹脂層12を介してシーラント層11を積層する。
【0050】
工程(I−2):
工程(I−2)では、前述した電池外装用包材1の製造方法における工程(I−1)と同じ方法で、アルミニウム箔層14の両方の面に化成処理層13、17を形成する。
【0051】
工程(II−2):
前述した電池外装用包材1の製造方法における工程(II−1)と同じ方法で、アルミニウム箔層14の化成処理層17を形成した側に、接着剤層15を介して基材層16を積層する。
【0052】
工程(III−2):
前述した電池外装用包材1の製造方法における工程(III−1)と同じ方法で、アルミニウム箔層14の化成処理層13を形成した側に、接着樹脂層12を介してシーラント層11を積層する。
【0053】
電池外装用包材2の製造方法においても、前記工程(I−2)〜(III−2)の順序は特に限定されない。また、電池外装用包材2の製造方法においては、化成処理層13と化成処理層17の形成を別々に行ってもよい。例えば、アルミニウム箔層14表面に化成処理層17を形成し、接着剤層15を介して基材層16を積層した後、シーラント層11を積層する際にインラインで化成処理層13を設けてもよい。
【0054】
以上説明した本発明の電池外装用包材は、耐電解液性、耐フッ酸性及び密着性に優れている。また、本発明の電池外装用包材は、前述した製造方法により簡便に製造できる。
なお、本発明の電池外装用包材は、前記電池外装用包材1、2には限定されない。例えば、アルミニウム箔層の基材層側のみに前述の化成処理層が形成された電池外装用包材、すなわちシーラント層の一方の面に、接着樹脂層、アルミニウム箔層、化成処理層、接着剤層及び基材層が順次積層された電池外装用包材であってもよい。
【0055】
<二次電池>
本発明の二次電池は、前述した本発明の電池外装用包材を有する二次電池である。すなわち、本発明の二次電池は、本発明の電池外装用包材を用いる以外は、公知の構成とすることができる。
二次電池としては、例えば、リチウムイオン二次電池が挙げられる。
【0056】
具体例としては、例えば、エンボス成型してシーラント層11側に凹部を形成した電池外装用包材1(電池外装用包材2も同様。)を2つ作成し、それら各々の凹部の内部に、正極、セパレータ、負極及びタブを入れ、その後にシーラント層11が向かい合うように2つの電池外装用包材1を重ね合わせ、その3辺をシールする。その後、真空状態にして残った1辺から電解液を注入し、残り1辺を最後にシールして内部を密封することで、リチウムイオン二次電池が得られる。
【実施例】
【0057】
以下、実施例及び比較例を示して本発明を詳細に説明する。ただし、本発明は以下の記載によっては限定されない。
本実施例において各層の形成に用いた原料を以下に示す。
[アルミニウム箔層]
アルミニウム箔:焼鈍処理(300℃、4日間)した軟質アルミニウム箔8079材(厚さ40μm)。焼鈍脱脂以外の脱脂は行わなかった。
【0058】
[化成処理層]
(アニオン性ポリマー(A))
A−1:ポリカルボン酸樹脂(アクリセット EMN−260E、日本触媒社製)。
A−2:前記ポリマーA−1とアクリル酸を7:3のモル比で共重合させた共重合体。
(架橋剤(B))
B−1:オキサゾリン基含有ポリマー(エポクロス WS−700、日本触媒社製)。
(リン化合物(C))
C−1:オルトリン酸。
C−2:ピロリン酸。
(三価クロム化合物(D))
D−1:フッ化クロム(III)。
(比較成分)
c−3:酢酸。
d−2:塩化鉄(III)。
なお、アルベットの大文字で表記したものは本発明の構成要素となる成分であり、小文字で表記したものは、本発明の比較例として用いた成分である。
【0059】
[シーラント層]
フィルムE:未延伸ポリプロピレンフィルム(商品名「FCZK」、二村化学工業製)。
【0060】
[接着樹脂層]
接着樹脂F:無水マレイン酸変性ポリプロピレン樹脂(商品名「アドマー」、三井化学社製)。
【0061】
[接着剤層]
接着剤G:ポリウレタン系接着剤(商品名「A525/A50」、三井化学ポリウレタン社製)。
【0062】
[基材層]
基材フィルムH:2軸延伸ナイロンフィルム(商品名「G100」、出光石油化学社製)。
【0063】
[実施例1]
表1に示す固形分比率で各成分を水に溶解した化成処理液(固形分濃度1質量%)を用い、マイクログラビア法のリーバースコートにより、前記アルミニウム箔の一方の面に乾燥塗布量50mg/m2の化成処理層を形成した。乾燥温度は150℃とした。
次いで、該アルミニウム箔における、前記化成処理層を形成した面とは反対側の面に、ドライラミネート手法により、接着剤Gからなる接着剤層を介して基材フィルムHからなる基材層を設けた。
次いで、得られた化成処理層、アルミニウム箔、接着剤層及び基材層からなる積層体を押出ラミネート機の巻出し部に設置し、さらに該押出ラミネート機のサンド基材部にフィルムEを設置した。前記積層体の化成処理層上に、温度290℃、ラミネート速度80m/分の加工条件で接着樹脂Fを厚み20μmでサンドラミネートして接着樹脂層を形成し、該接着樹脂層を介して、シーラント層を積層させた。その後、温度70℃、圧力0.1MPaで熱圧着(熱処理)を施し、電池用外装包材を得た。
【0064】
[実施例2〜8]
化成処理層の形成に用いる化成処理液中の各成分の種類及び固形分比率を表1に示すように変更した以外は、実施例1と同様にして電池用外装包材を得た。
【0065】
[比較例1〜5]
化成処理層の形成に用いる化成処理液中の各成分の種類及び固形分比率を表1に示すように変更した以外は、実施例1と同様にして電池用外装包材を得た。
【0066】
【表1】
【0067】
[評価方法]
得られた電池用外装包材を100mm×15mmサイズの短冊状に切り取り、評価用のサンプルとし、下記評価を行った。
(耐電解液性、耐フッ酸性の評価)
エチレンカーボネート/ジエチルカーボネート/ジメチルカーボネート=1/1/1の溶液にLiPF6を1.5Mになるように加えた後、水を1500ppmになるように添加して電解液Aを作成した。該電解液Aを内容量250mLのテフロン(登録商標)容器に充填し、その中にサンプルを入れ、密栓後85℃にて所定の期間保管した後、サンプルの剥離状況を以下の基準にて評価した。保管期間は、3時間、1日、1週間、4週間の4種類とした。また、参考として、初期(保管前)のサンプルについても同様に評価した。
◎:デラミネーションせず、ラミネート強度が剥離困難、又はシーラント層の破断レベルであった。
○:デラミネーションは起こらないが、ラミネート強度が剥離可能レベル(クロスヘッドスピード300mm/分のT型剥離で測定した強度が100gf/15mm以上)であった。
×:デラミネーションによる浮きが確認された。
実施例及び比較例における評価結果を表2に示す。
【0068】
【表2】
【0069】
表2に示すように、本発明の電池外装用包材である実施例1〜8では、電解液Aに対する耐性評価において、電池外装用包材が剥離困難であり、耐電解液性及び耐フッ酸性に優れていた。
【0070】
一方、架橋剤(B)が添加されていない比較例1では、電解液Aに浸積していない初期の段階では剥離が見られないものの、電解液Aに対する耐性評価においては1日で剥離が見られた。同様に、リン化合物(C)の代わりに酢酸を用いた比較例2、及びリン酸を本発明の範囲よりも過剰添加した比較例5では、電解液Aに1週間浸漬すると剥離が見られた。また、三価クロム化合物(D)の代わりに塩化鉄(III)を用いた比較例3、4では、電解液Aに僅か3時間浸漬しただけで剥離が見られた。
【0071】
以上のように、本発明の電池外装用包材は、アニオン系ポリマー(A)、架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層を形成することで、優れた耐電解液性及び耐フッ酸性が得られる。
【符号の説明】
【0072】
1、2 電池外装用包材 11 シーラント層 12 接着樹脂層 13 化成処理層 14 アルミニウム箔層 15 接着剤層 16 基材層 17 化成処理層
【特許請求の範囲】
【請求項1】
一方の面又は両方の面に化成処理層が形成されたアルミニウム箔と、前記アルミニウム箔の一方の面側に積層された基材層と、前記アルミニウム箔の他方の面側に積層されたシーラント層と、を有する電池外装用包材であって、
前記化成処理層が、アニオン性ポリマー(A)と、該アニオン性ポリマー(A)を架橋する架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有しており、
該化成処理層における前記アニオン性ポリマー(A)と前記架橋剤(B)を合計した含有量が5〜79質量%であり、前記リン化合物(C)の含有量が1〜75質量%であり、前記三価クロム化合物(D)の含有量が20〜94質量%である、電池外装用包材。
【請求項2】
前記化成処理層における前記アニオン性ポリマー(A)(質量:WA)と架橋剤(B)(質量:WB)の質量比WA:WBが、100:1〜2:1である、請求項1に記載の電池外装用包材。
【請求項3】
前記化成処理層の乾燥皮膜量が5〜1000mg/m2である、請求項1又は2に記載の電池外装用包材。
【請求項4】
前記アニオン性ポリマー(A)が、ポリカルボン酸系ポリマーである、請求項1〜3のいずれかに記載の電池外装用包材。
【請求項5】
前記架橋剤(B)が、オキサゾリン基を有する化合物である、請求項1〜4のいずれかに記載の電池外装用包材。
【請求項6】
前記アルミニウム箔層が、厚さ15〜150μmの軟質アルミニウム箔からなる、請求項1〜5のいずれかに記載の電池外装用包材。
【請求項7】
請求項1〜6のいずれかに記載の電池外装用包材を有する二次電池。
【請求項8】
請求項1〜6のいずれかに記載の電池外装用包材の製造方法であって、
前記アルミニウム箔層の一方の面又は両方の面に、アニオン性ポリマー(A)、該アニオン性ポリマー(A)を架橋する架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層を形成する工程(I)と、
前記アルミニウム箔層の一方の面側に基材層を積層する工程(II)と、
前記アルミニウム箔層の他方の面側にシーラント層を積層する工程(III)と、
を有する電池外装用包材の製造方法。
【請求項1】
一方の面又は両方の面に化成処理層が形成されたアルミニウム箔と、前記アルミニウム箔の一方の面側に積層された基材層と、前記アルミニウム箔の他方の面側に積層されたシーラント層と、を有する電池外装用包材であって、
前記化成処理層が、アニオン性ポリマー(A)と、該アニオン性ポリマー(A)を架橋する架橋剤(B)と、リン化合物(C)と、三価クロム化合物(D)とを含有しており、
該化成処理層における前記アニオン性ポリマー(A)と前記架橋剤(B)を合計した含有量が5〜79質量%であり、前記リン化合物(C)の含有量が1〜75質量%であり、前記三価クロム化合物(D)の含有量が20〜94質量%である、電池外装用包材。
【請求項2】
前記化成処理層における前記アニオン性ポリマー(A)(質量:WA)と架橋剤(B)(質量:WB)の質量比WA:WBが、100:1〜2:1である、請求項1に記載の電池外装用包材。
【請求項3】
前記化成処理層の乾燥皮膜量が5〜1000mg/m2である、請求項1又は2に記載の電池外装用包材。
【請求項4】
前記アニオン性ポリマー(A)が、ポリカルボン酸系ポリマーである、請求項1〜3のいずれかに記載の電池外装用包材。
【請求項5】
前記架橋剤(B)が、オキサゾリン基を有する化合物である、請求項1〜4のいずれかに記載の電池外装用包材。
【請求項6】
前記アルミニウム箔層が、厚さ15〜150μmの軟質アルミニウム箔からなる、請求項1〜5のいずれかに記載の電池外装用包材。
【請求項7】
請求項1〜6のいずれかに記載の電池外装用包材を有する二次電池。
【請求項8】
請求項1〜6のいずれかに記載の電池外装用包材の製造方法であって、
前記アルミニウム箔層の一方の面又は両方の面に、アニオン性ポリマー(A)、該アニオン性ポリマー(A)を架橋する架橋剤(B)、リン化合物(C)及び三価クロム化合物(D)を含有する化成処理層を形成する工程(I)と、
前記アルミニウム箔層の一方の面側に基材層を積層する工程(II)と、
前記アルミニウム箔層の他方の面側にシーラント層を積層する工程(III)と、
を有する電池外装用包材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2011−52298(P2011−52298A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−204141(P2009−204141)
【出願日】平成21年9月3日(2009.9.3)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月3日(2009.9.3)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]