
電池用セパレータおよび非水系リチウム二次電池
【課題】電池用セパレータを改良して耐熱性を高めて電池安全性を保持しながら、電池出力を高める。
【解決手段】少なくとも片方の表面がポリプロピレン系樹脂を主成分とした層を有しており、厚さが5〜50μm、ガーレ値が10〜1000秒/100ml、突き刺し強度が1.5N以上、かつ、ポリプロピレン系樹脂を主成分とした層の粗度の十点平均粗さ(Rz)が5μm以上である電池用セパレータである。
【解決手段】少なくとも片方の表面がポリプロピレン系樹脂を主成分とした層を有しており、厚さが5〜50μm、ガーレ値が10〜1000秒/100ml、突き刺し強度が1.5N以上、かつ、ポリプロピレン系樹脂を主成分とした層の粗度の十点平均粗さ(Rz)が5μm以上である電池用セパレータである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池用セパレータおよび該電池用セパレータを組み込んだ非水系リチウム二次電池に関し、特に、電池用セパレータを改質して耐熱性、高温保持性を高め、かつ、該電池用セパレータを組み込んだ非水系リチウム二次電池のサイクル性を高めて電池出力を向上させるものである。
【背景技術】
【0002】
二次電池はOA、FA、家電、通信機器等のポータブル電子機器用電源として幅広く使用されている。特に、機器に装備した場合に容積効率がよく機器の小型化および軽量化につながることから非水系リチウム二次電池を使用したポータブル機器が増加している。
【0003】
一方、大型の二次電池はロードレベリング、UPS、電気自動車をはじめ環境問題に関連する多くの分野において研究開発が進められ、大容量、高出カ、高電圧および長期保存性に優れている点より二次電池の一種である非水系リチウム二次電池の用途が広がっている。
【0004】
非水系リチウム二次電池の使用電圧は、通常4.1から4.2Vを上限として設計されている。このような高電圧では水溶液は電気分解を起こすので電解質として使うことができない。そのため、高電圧でも耐えられる電解質として有機溶媒を使用したいわゆる非水系電解質が用いられている。
【0005】
非水系電解質用の溶媒としては、より多くのリチウムイオンを存在させることができる高誘電率有機溶媒が用いられ、該高誘電率有機溶媒としてポリプロピレンカーボネートやエチレンカーボネート等の有機炭酸エステルが使用されている。溶媒中でリチウムイオン源となる支持電解質として、6フッ化リン酸リチウム等の反応性の高い電解質を溶媒中に溶かして使用している。
【0006】
非水系リチウム二次電池のセパレータは正極と負極と直接接触させて両極の間に介在させることにより、内部短絡の防止の点から絶縁性が要求されている。また、リチウムイオンの通路となる透気性と電解質の拡散・保持機能を付与するために微細孔構造である必要がある。必然的に、セパレータとしては多孔性フィルムが使用される。
【0007】
最近は、携帯電話やPDA等のモバイルで使用される製品、或いは電動工具等での電気消費量の増加から、電池性能の向上が求められている。また、環境問題の観点などから、ハイブリッド電気自動車やプラグインハイブリッド自動車、電気自動車等への適用も検討され、より高い電池性能の向上が求められており、このような要望に対して、正極、負極、電解質、セパレータなどの各電池部材の特性向上がとり進められている。
【0008】
特開平11−060791号(特許文献1)には、セパレータの特性向上の一手法として、ポリエチレン製多孔性フィルムおよびそのフィルムのセパレータへの適用に関して提案がされている。また、特許4049416号(特許文献2)にも、セパレータの特性向上の一手法として、粗面化剤を使ったポリエチレン系樹脂を主成分とした多孔性フィルムおよびそのフィルムのセパレータへの適用に関して提案がされている。前記多孔性フィルムには、安全性に大きく寄与するセパレータとして必要な、130〜150℃で孔が閉塞するという、シャットダウン特性を備えている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−060791号公報
【特許文献2】特許4049416号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、前記特許文献1または2により得られるポリエチレン系樹脂のセパレータでは、近年の電池の高容量化に伴い、電池の安全性、特にセパレータの耐熱性については改善の余地があった。更に、粗面化剤として無機フィラーを用いた場合は、その添加により単位面積あたりの質量が増加し、電池の軽量化という観点からは、相反する方向であった。
【0011】
本発明は、上記問題に鑑みてなされたもので、ポリプロピレン系樹脂多孔膜を用いて、電池の安全性を保持しつつ、電池出力を向上させる電池用セパレータを提供することを課題としている。
【課題を解決するための手段】
【0012】
前記課題を解決するため、本発明は、少なくとも片方の表面にポリプロピレン系樹脂を主成分とした多孔質の層を有し、厚さが5〜50μm、ガーレ値が10〜1000秒/100ml、突き刺し強度が1.5N以上、かつ、前記ポリプロピレン系樹脂を主成分とした層の粗度の十点平均粗さ(Rz)が5μm以上であることを特徴とする電池用セパレータを提供している。
【0013】
本発明は、本発明者らが上記課題に対して鋭意検討した結果、上記従来技術を解決しうるセパレータを得ることに成功し、本発明を完成するに至った。
本発明の電池用セパレータは、前記のように、耐熱性および加工性にすぐれたポリプロピレン系樹脂を主成分とした多孔質の層を少なくとも片方の表面に設けている。該層はその厚さを前記のように5〜50μmと比較的薄くしながら、その表面粗度は十点平均粗さ(Rz)が5μm以上としている。このようにRzを5μm以上とすると、電解質の保液性が十分に向上し、電池特性を向上させることができる。このRzは好ましくは6〜10μm、特に6〜8μmが好ましい。
このように、電池用セパレータの厚さを比較的薄くして、該セパレータが占めるスペースを増大せずに、電解質の保液性をたかめサイクル特性を向上させている。
【0014】
かつ、前記のように、電池用セパレータの厚さを前記のように薄くしながら突き刺し強度を1.5N以上として機械的強度も高め、電池製作時にセパレータに亀裂、破損が生じないようにして、短絡の発生を防止できるようにしている。
また、本発明の電池用セパレータは前記のように、ガーレ値を10〜1000秒/100mlとしている。ガーレ値はその数値を比較的小さくしてセパレータの厚さ方向の連通性を良好とし、電解質のイオンの移動を容易にして電気抵抗を低くし、電池特性を高めている。
【0015】
また、本発明の電池用セパレータは、二軸延伸されてなることが好ましい。
即ち、前記した表面粗さを付与するためには、延伸条件がポイントになり、延伸条件を選択することにより、前記Rz、厚さ等を設定範囲とすることができる。
【0016】
また、本発明の電池用セパレータは、ポリプロピレン系樹脂を主成分とした層に、粗面化剤が含まれていることが好ましい。該粗面化剤としてフィラーからなる微粒子粗面化剤を用いてもよいし、β晶核剤を用いてβ活性を有する層としてもよい。
このように、粗面化剤を調整して配合することにより、前記した表面粗さRzを容易に現出させることができる。
【0017】
また、本発明は前記電池用セパレータが組み込まれた非水系リチウム二次電池を提供している。
【発明の効果】
【0018】
本発明の電池用セパレータは、表面粗さを比較的大きくすることにより、電解質の保液性を高めてサイクル特性を向上させ、かつ、耐熱性、透気性、機械的強度が優れたものとしている。
また、本発明の前記電池用セパレータを備えた非水系リチウム二次電池では、容量維持率、出力特性、特に低温出力などの電池特性が向上している。
【図面の簡単な説明】
【0019】
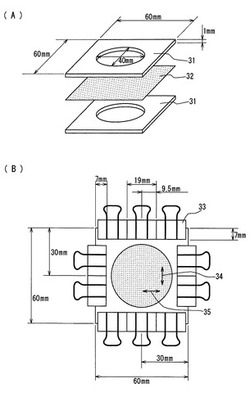
【図1】(A)(B)はX線回折測定における電池用セパレータの固定方法を説明する図である。
【発明を実施するための形態】
【0020】
以下、本発明の電池用セパレータを得る最良の形態について詳細に説明する。
本発明において、ポリプロピレン系樹脂を主成分とした層(A層)を有することが重要である。ここでポリプロピレン系樹脂として、具体的にホモプロピレン(プロピレン単独重合体)、もしくはプロピレンとエチレン、1−ブテン、1−ペンテン、1−へキセン、1−へプテン、1−オクテン、1−ノネン、1−デセンなどα−オレフィンとのランダム共重合体、又はブロック共重合体などが挙げられる。この中でも、セパレータの機械的強度の観点からはホモポリプロピレンがより好適に使用される。
【0021】
また、ポリプロピレン系樹脂としては、立体規則性を示すアイソタクチックペンタッド分率(mmmm分率)が80〜99%が好ましい。より好ましくは、83〜98%であり、更に好ましくは85〜97%であるものを使用する。アイソタクチックペンタッド分率が低すぎると、フィルムの機械的強度が低下する恐れがある。一方、アイソタクチックペンタッド分率の上限については現時点工業的に得られる上限値で規定されているが、将来的に工業レベルで更に規則性の高い樹脂が開発された場合についてはこの限りではない。アイソタクチックペンタッド分率(mmmm分率)とは、任意の連続する5つのプロピレン単位で構成される炭素−炭素結合による主鎖に対して、側鎖である5つのメチル基がいずれも同方向に位置する立体構造あるいはその割合を意味する。メチル基領域のシグナルの帰属は、A.Zambelli et al(Macromolecules8, 687, (1975))によった。
【0022】
また、本発明のポリプロピレン系樹脂としては、分子量分布を示すパラメータであるMw/Mnが2.0〜10.0であることが好ましく、より好ましくは2.0〜8.0、更に好ましくは2.0〜6.0であるものが使用される。Mw/Mnが小さいほど分子量分布が狭いことを意味するが、Mw/Mnが2.0以下であると、押出成形性が低下する等の問題が生じたりするほか、工業的に生産することも困難である。一方、Mw/Mnが10.0を越えた場合は低分子量成分が多くなり、電池用セパレータの機械的強度が低下し易い。Mw/MnはGPC(ゲルパーミエーションクロマトグラフィー)法によって得られる。
【0023】
また、本発明のポリプロピレン系樹脂のメルトフローレート(MFR)は、特に制限されるものではないが、通常、MFR(JIS K7210、温度:230℃、荷重:2.16kg)が、0.1〜15g/10分が好ましく、0.5〜10g/10分であるものがより好ましく用いられる。メルトフローレートが0.1g/10分未満では、成形加工時の樹脂の溶融粘度が高く生産性が低下する。一方、10.0g/10分を越えると電池用セパレータの機械的強度が不足するため、実用上問題が生じやすい。
【0024】
また、本発明の電池用セパレータにおいては、少なくとも片方の表面の十点平均粗さRzが5.0μm以上であることが重要である。表面粗度をもたらす手法としては、サンドブラストを用いる方法、粗面化剤を用いる方法などがあり、特に限定されるものではない。
【0025】
例えば、前記粗面化剤の一つとして微粒子粗面化剤を用いることができる。微粒子粗面化剤としては無機フィラーや有機フィラーが用いられるが、ポリプロピレン系樹脂とともに押出成形してフィルム化できるものであれば特に制約されるものではない。
【0026】
無機フィラーの例としては、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムなどの炭酸塩;硫酸カルシウム、硫酸マグネシウム、硫酸バリウムなどの硫酸塩;塩化ナトリウム、塩化カルシウム、塩化マグネシウムなどの塩化物、酸化アルミニウム、酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、シリカなどの酸化物のほか、タルク、クレー、マイカなどのケイ酸塩等が挙げられる。これらの中でも、硫酸バリウム、酸化アルミニウムが好ましい。
【0027】
有機フィラーとしては、延伸温度においてフィラーが溶融しないように、延伸温度よりも高い結晶融解ピーク温度をもつ樹脂粒子が好ましく、ゲル分率が4〜10%程度の架橋した樹脂粒子がさらに好ましい。有機フィラーの例としては、超高分子量ポリエチレン、ポリスチレン、ポリメチルメタクリレート、ポリカーボネート、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリテトラフルオロエチレン、ポリイミド、ポリエーテルイミド、メラミン、ベンゾグアナミンなどの熱可塑性樹脂及び熱硬化性樹脂が挙げられる。これらの中でも、特に架橋させたポリスチレンなどが好ましい。
【0028】
フィラーの平均粒径としては、例えば0.1〜50μm程度が好ましく、より好ましくは0.3〜10μm、更に好ましくは0.5〜5μmである。平均粒径が0.1μm未満の場合には、フィラー同士の凝集により分散性が低下して延伸むらを引き起こすとともに、熱可塑性樹脂とフィラーとの界面の接触面積が増大して、押出が難しく、多孔化への悪影響も及ぼし易い。一方、平均粒径が50μmを超えると、電池用セパレータを薄くすることが困難となるのに加え、電池用セパレータの機械的強度が著しく低下し好ましくない。
【0029】
微粒子粗面化剤の添加量は、最終的な電池用セパレータの物性を損なわない範囲で任意に設定すればよいが、押出機での成形性を考慮すると、電池用セパレータの通常1〜70質量%が好ましく、より好ましくは5〜50質量%程度が適当である。
【0030】
本発明においては、ポリプロピレン系樹脂や微粒子粗面化剤の他に、更に必要に応じて、公知の各種添加剤、例えば、酸化防止剤などを、0.01〜5質量%程度の範囲で添加してもよい。以上のような原料成分を用いてなる本発明の電池用セパレータの製造方法の例としては、例えば、微粒子粗面化剤とポリプロピレン系樹脂を混練分散後、膜状に押出、延伸等にて、粗面化させると同時に多孔化させ、電池用セパレータを得る方法がある。
【0031】
このように微粒子粗面化剤を使用する方法に変えて、ポリプロピレン系樹脂のβ晶を利用する方法もある。次に、ポリプロピレン系樹脂のβ晶を利用する方法について説明する。
【0032】
ポリプロピレン系樹脂のβ晶を利用する場合、ポリプロピレン系樹脂がβ活性を有することが重要である。β活性が20%以上であることが好ましく、40%以上であることがより好ましく、60%以上であることが更に好ましい。β活性が20%以上であることで、未延伸膜状物中のβ晶の比率を十分に増加させることができ、延伸した際に、微細かつ均一な孔が多く形成され、結果として機械的強度の高く、透気性能に優れた電池用セパレータとすることができる。
【0033】
本発明におけるβ活性とは、電池用セパレータを構成するポリプロピレン系樹脂のβ晶の生成し易さの目安となるものである。β活性は、パーキンエルマー社製の示差走査型熱量計(DSC−7)を用いて、樹脂原料を25〜240℃まで加熱速度10℃/分で昇温後1分保持した後、240〜25℃まで冷却速度10℃/分で降温後1分保持し、更に25〜240℃まで加熱速度10℃/分で再昇温させた際に、検出されるポリプロピレン系樹脂のα晶由来の結晶融解熱量(ΔHα)とβ晶由来の結晶融解熱量(ΔHβ)を用いて下記式で計算される。
β活性(%)=〔ΔHmβ/(ΔHmβ+ΔHmα)〕×100
例えばホモポリプロピレンの場合は、主に140〜160℃の範囲で検出されるβ晶由来の結晶融解熱量(ΔHmβ)と、主に160℃以上に検出されるα晶由来の結晶融解熱量(ΔHmα)から計算することが出来る。
【0034】
前記β活性の有無は、特定の熱処理を施した電池用セパレータの広角X線回折測定により得られる回折プロファイルでも判断することができる。
詳細には、ポリプロピレン系樹脂の融点を超える温度である170〜190℃の熱処理を施し、徐冷してβ晶を生成・成長させた電池用セパレータについて広角X線回折測定を行い、ポリプロピレン系樹脂のβ晶の(300)面に由来する回折ピークが2θ=16.0〜16.5°の範囲に検出された場合、β活性があると判断している。
ポリプロピレン系樹脂のβ晶構造と広角X線回折測定に関する詳細は、Macromol.Chem.187,643−652(1986)、Prog.Polym.Sci.Vol.16,361−404(1991)、Macromol.Symp.89,499−511(1995)、Macromol.Chem.75,134(1964)、及びこれらの文献中に挙げられた参考文献を参照することができる。β活性の詳細な評価方法については、後述の実施例にて示す。
【0035】
β活性を増加させる方法としては、ポリプロピレン系樹脂のMw/Mnを狭くするほか、α晶の生成を促進させる物質を添加しないことが挙げられるが、本発明ではβ晶核剤を添加することで、β活性を制御する。β晶核剤を添加することで、より均質に、効率的にポリプロピレン系樹脂膜状物のβ晶比率を増加させることができる。
【0036】
<β晶核剤>
本発明における、β晶核剤としては、以下に示すものが挙げられるが、ポリプロピレン系樹脂のβ活性を増加させるもので有れば特に限定される訳ではなく、また2種類以上を混合して用いても良い。β晶核剤としては、例えば、ナノスケールのサイズを有する酸化鉄;1,2−ヒドロキシステアリン酸カリウム、安息香酸マグネシウム、コハク酸マグネシウム、フタル酸マグネシウムなどに代表されるカルボン酸のアルカリまたはアルカリ土類金属塩;ベンゼンスルホン酸ナトリウム、ナフタレンスルホン酸ナトリウムなどに代表される芳香族スルホン酸化合物;二または三塩基カルボン酸のジもしくはトリエステル類;フタロシアニンブルーなどに代表されるフタロシアニン系顔料;有機二塩基酸である成分Aと周期律表第IIA族金属の酸化物、水酸化物または塩である成分Bとからなる二成分系化合物などが挙げられる。そのほか核剤の具体的な種類については、特開2003−306585号公報、特開平06−289566号公報、特開平09−194650号公報に記載されている。中でも、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボン酸アミドなどに代表されるアミド系化合物が好ましい。
【0037】
これら特に好ましいβ晶核剤の具体例としては新日本理化社製β核剤『エヌジェスターNU−100』、β晶核剤の添加されたポリプロピレン系樹脂の具体例としては、Aristech社製ポリプロピレン『Bepol B−022SP』、Brealis社製ポリプロピレン『Beta(β)−PP BE60−7032』、mayzo社製ポリプロピレン『BNX BETAPP−LN』などが挙げられる。
【0038】
本発明において、前記ポリプロピレン系樹脂に添加するβ晶核剤の割合は、β晶核剤、ポリプロピレン系樹脂の組成などにより適宜調整することが必要であるが、概ねポリプロピレン100質量部に対しβ晶核剤0.0001〜5.0質量部が好ましく、0.001〜3.0質量部がより好ましく、0.01〜1.0質量部が更に好ましい。0.0001質量部未満である場合、十分なβ活性が確保できず、電池用セパレータとした際に、所望の透気性能や機械的強度を発現し難い。一方、5.0質量部以上添加しても、β晶核剤の効果はほぼ変わらず経済的にも不利になるほか、電池用セパレータ表面へのβ晶核剤のブリ−ドが懸念されるため、好ましくない。
【0039】
(B層の樹脂)
本発明の電池用セパレータには、電池の安全性を確保する上で、シャットダウン機能を有するB層が存在することが好ましい。本発明のB層に用いられる熱可塑性樹脂について、具体的には、結晶融解ピーク温度が100〜150℃に存在することが好ましい。この結晶融解ピーク温度は、JIS K7121に準拠して、パ−キンエルマー社製の示差走査型熱量計(DSC−7)を用いて、昇温速度10℃/分で採取したDSC結晶融解温度のピーク値である。この結晶融解ピーク温度の条件を満たすものであれば特に樹脂は限定されるものではないが、中でも、電池用セパレータとしての使用を考えた場合は、その耐薬品性等の観点から、低密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、エチレン酢酸ビニル共重合体、ポリプロピレン、ポリメチルペンテンなどポリオレフィン系樹脂が好ましく、特にポリエチレン系樹脂が好ましい。
【0040】
本発明におけるポリエチレン系樹脂は、低密度ポリエチレン、線状低密度ポリエチレン、線状超低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン及びエチレンを主成分とする共重合体、すなわち、エチレンとプロピレン、ブテン−1、ペンテン−1、ヘキセン−1、ヘプテン−1、オクテン−1などの炭素数3〜10のα−オレフィン;酢酸ビニル、プロピオン酸ビニルなどのビニルエステル;アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル、メタクリル酸エチルなどの不飽和カルボン酸エステル、共役ジエンや非共役ジエンのような不飽和化合物の中から選ばれる1種または2種以上のコモノマーとの共重合体または多元共重合体あるいはその混合組成物が挙げられる。エチレン系重合体のエチレン単位の含有量は、通常50質量%を超えるものである。
【0041】
これらのポリエチレン系樹脂の中では、低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレンの中から選ばれる少なくとも1種のポリエチレン系樹脂が好ましく、高密度ポリエチレンが最も好ましい。
【0042】
前記ポリエチレン系樹脂のメルトフローレート(MFR)は特に制限されるものではないが、通常MFRは0.03〜15g/10分であることが好ましく、0.3〜10g/10分であることがより好ましい。MFRが上記範囲であれば成形加工時に押出機の背圧が高くなりすぎることが無く生産性に優れる。尚、本発明におけるMFRはJIS K7210に準拠し、温度190℃、荷重2.16kgの条件下での測定値をさす。
【0043】
ポリエチレン系樹脂の製造方法は特に限定されるものではなく、公知のオレフィン重合用触媒を用いた公知の重合方法、例えば、チーグラー・ナッタ型触媒に代表されるマルチサイト触媒やメタロセン触媒に代表されるシングルサイト触媒を用いた重合方法が挙げられる。
【0044】
またB層においては、電池用セパレータの特性を損なわない範囲で他の樹脂、他の添加剤または他の成分を含んでいてもよい。前記添加剤としては、特に制限を受けないが、耳などのトリミングロス等から発生するリサイクル樹脂やシリカ、タルク、カオリン、炭化カルシウム等の無機粒子、酸化チタン、カーボンブラック等の顔料、難燃剤、耐候性安定剤、帯電防止剤、架橋剤、滑剤、可塑剤、老化防止剤、酸化防止剤、光安定剤、紫外線吸収剤、中和剤、防曇剤、アンチブロック剤、スリップ剤、ワックス、結晶核剤又は着色剤などの添加剤が挙げられる。
【0045】
本発明の電池用セパレータの構成について説明する。
電池性能向上の観点から考えると、A層は必須であるが、電池の安全性を考慮すると更にB層が存在すれば特にその層構成は限定されるものではない。積層数については、最も単純な構成が各1層ずつの2層構造であり、層構成としてはA層/B層である。電池用セパレータの性状等から考えると、対称性がある層構成がより好ましく、例としてA層/B層/A層のような形態が好ましい。この他に、機能付与を行う場合はその層数が増えても構わない。
【0046】
<製造方法>
次に本発明のセパレータの製造方法について一例を説明するが、本発明はかかる例のみに限定されるものではない。フィルムの形態としては平面状、チューブ状の何れであってもよいが、生産性(膜状物の幅方向に製品として数丁取りが可能)や内面にコートなどの処理が可能という点等から、平面状がより好ましい。
【0047】
平面状の場合の製造方法としては、例えば、押出機を用いて樹脂を溶融し、Tダイから押出し、キャストロールで冷却固化し、縦方向にロール延伸、横方向にテンター延伸をし、その後、アニール、冷却等の工程を経て二軸方向に延伸された電池用セパレータの製造方法が例示できる。また、チューブラー法により製造した電池用セパレータを切り開いて平面状とする方法も適用できる。
【0048】
例として、単純である2種3層の場合を説明する。製法としては、前もって多孔化したフィルムをラミネートする方法や接着剤等で積層化する方法や、無孔膜状物を積層後に多孔化する方法、共押出で直接膜状物を作製後多孔化する方法などがあるが、その工程の簡略さ、生産性の観点から共押出が好ましい。
【0049】
また、多孔化の手法にも、環境的な観点から延伸法が好ましいが、場合により、溶媒抽出法と組み合わせても構わない。溶媒抽出法としては特許3050021号が例示できる。延伸方法については、ロール延伸法、圧延法、テンター延伸法、同時二軸延伸法などの手法があり、これらを単独あるいは2つ以上組み合わせて、一軸延伸あるいは二軸延伸を行う。中でも、多孔構造制御の観点から、二軸延伸が好ましい。
【0050】
ここでは、A層としてはポリプロピレン系樹脂とβ晶核剤を主成分とする樹脂組成物で、またB層としてはポリエチレン系樹脂を主成分とする樹脂組成物を、A層が外層となるように2種3層構成でTダイ共押出法で積層した膜状物を、二軸延伸法を使って多孔化する方法を、より好ましい一例として説明する。
【0051】
(A層の樹脂組成物の作製)
A層の樹脂組成物を作製する場合、少なくとも前述のポリプロピレン系樹脂および結晶核剤を使用することが好ましい。これらの原材料を、好ましくは、ヘンシェルミキサー、スーパーミキサー、タンブラー型ミキサー等を用いて或いは袋の中に全組成物を入れてハンドブレンドにて混合した後、一軸あるいは二軸押出機、ニーダー等で溶融混練し、ペレット化する。より好ましくは二軸押出機を用いることが好ましい。
【0052】
(B層の樹脂組成物の作製)
B層の樹脂組成物を作製する場合、熱可塑性樹脂として例えばポリエチレン系樹脂、必要に応じて添加剤等を、ヘンシェルミキサー、スーパーミキサー、タンブラー型ミキサー等を用いて混合した後、一軸あるいは二軸押出機、ニーダー等で溶融混練後、ペレット化する。より好ましくは二軸押出機を用いることが好ましい。
【0053】
(積層化共押出および延伸について)
A層、B層の各種樹脂組成物のペレットを各押出機に投入し、Tダイ共押出用口金から押出す。Tダイの種類としては、マルチマニホールドタイプでも構わないし、フィードブロックタイプでも構わない。
【0054】
使用するTダイのギャップは、最終的に必要なフィルムの厚さ、延伸条件、ドラフト率、各種条件等から決定されるが、一般的には0.1〜3.0mm程度、好ましくは0.5〜1.0mmである。0.1mm未満では生産速度という観点から好ましくなく、また3.0mmより大きければ、ドラフト率が大きくなるので生産安定性の観点から好ましくない。
【0055】
押出成形において、押出加工温度は樹脂組成物の流動特性や成形性等によって適宜調整されるが、概ね150〜300℃が好ましく、より好ましくは180〜280℃であり、更に好ましくは200〜280℃である。150℃以上の場合、溶融樹脂の粘度が十分に低く、成形性に優れて好ましい。一方、300℃以下では樹脂組成物の劣化を抑制できる。キャストロールによる冷却固化温度は、本発明において、非常に重要であり、膜状物中のβ晶の比率を調整することができる。キャストロールの冷却固化温度は好ましくは80℃以上が好ましく、より好ましくは90℃以上、更に好ましくは100℃以上、特に好ましくは120℃以上である。一方、下限については150℃以下が好ましく、140℃以下がより好ましく、130℃以下が更に好ましい。冷却固化温度を80℃以上とすることで、冷却固化させた膜状物中のβ晶の比率を十分に増加させることができ、好ましい。また、150℃未満とすることで、押出された溶融樹脂がキャストロールへ粘着し、巻き付いてしまうなどのトラブルが起こりにくく、効率よく膜状物化することが可能であるので好ましい。
【0056】
延伸工程においては、縦方向又は横方向に一軸延伸してもよいし、二軸延伸であってもよい。また、二軸延伸を行う場合は同時二軸延伸であってもよいし、逐次二軸延伸であってもよい。本発明の目的であるSD特性とBD特性に優れたセパレータを作製する場合には、各延伸工程で延伸条件を選択でき、かつ多孔構造を制御し易い逐次二軸延伸がより好ましい。
【0057】
逐次二軸延伸を用いる場合、延伸温度は用いる樹脂組成物の組成、結晶融解ピーク温度、結晶化度等によって適時変える必要があるが、縦延伸での延伸温度は概ね20〜130℃、好ましくは40〜120℃、更に好ましくは60〜110℃の範囲で制御される。また、好ましい縦延伸倍率は2〜10倍、より好ましくは3〜8倍、更に好ましくは4〜7倍である。前記範囲内で縦延伸を行うことで、延伸時の破断を抑制しつつ、適度な空孔起点を発現させることができる。なお縦延伸を実施する際、一定の温度にて一段階で延伸しても、多段階に分けて異なる温度で延伸しても構わない。
一方、横延伸での延伸温度は概ね80〜160℃、好ましくは90〜150℃、更に好ましくは100〜140℃である。また、横延伸倍率は1.1倍以上が好ましく、より好ましくは1.2倍以上、更に好ましくは1.5倍以上である。一方、上限については10倍以下が好ましく、より好ましくは8倍以下、更に好ましくは7倍以下である。前記範囲内で横延伸することで、縦延伸により形成された空孔起点を適度に拡大させ、微細な多孔構造を発現させることができる。前記延伸工程の延伸速度としては、500〜12000%/分が好ましく、1500〜10000%/分がさらに好ましく、2500〜8000%/分であることが更に好ましい。
【0058】
このようにして得られた二軸延伸フィルムは、寸法安定性の改良等を目的として、130〜170℃程度の温度で熱処理を行い、その後均一に冷却して巻き取ることにより、本発明の電池用セパレータとなる。この際、熱処理工程中には、必要に応じて3〜20%の弛緩処理を施しても良い。熱処理により、電池用セパレータの熱寸法安定性が一層良好になる。
【0059】
本発明の電池用セパレータの物性は、樹脂の種類、選択されるフィラーの種類、可塑剤の種類、量や組成比、延伸条件(延伸倍率、延伸温度等)によって自由に調整できる。特に、外層のポリプロピレン系樹脂層の表面粗さについては、微粒子粗面化剤を使用する場合は、その量や種類、可塑剤の種類やその延伸条件によって、またβ晶を利用する場合は、β晶核剤の量や種類、可塑剤の種類やその延伸条件によって自由に調整することが出来る。
【0060】
(厚さと層比)
本発明の電池用セパレータの厚さは5〜50μmである。好ましくは8〜40μm、更に好ましくは10〜30μmである。電池用セパレータとして使用する場合、5μm未満では、電極の突起部分に大きな力がかかり、電池用セパレータを突き破り短絡する可能性がある。また、厚さが50μmより厚くなると電気抵抗が大きくなるので電池の性能が不十分になってしまうからである。
【0061】
A層とB層の積層比については、全積層厚さに対するA層の割合が10〜90%が好ましく、より好ましくは15〜85%、更に好ましくは20〜80%である。A層の割合が10%以上とすることで、A層のBD特性および強度を十分に発揮することができる。一方で、A層の割合が90%以下とすることで、シャットダウン機能を十分に発現することができ、安全性を確保することができる。
また、A層およびB層以外の他の層が存在する場合、他の層の厚さの合計は全体の厚さ1に対して0.05〜0.5が好ましく、0.1〜0.3がより好ましい。
【0062】
(ガーレ値)
ガーレ値はフィルム厚さ方向の空気の通り抜け難さを表し、100mlの空気が該フィルムを通過するのに必要な秒数で表現するため、数値が小さい方が通り抜け易く、数値が大きい方が通り抜け難いことを意味する。すなわち、その数値が小さい方がフィルムの厚さ方向の連通性が良いことを意味し、その数値が大きい方がフィルムの厚さ方向の連通性が悪いことを意味する。連通性とは、フィルム厚さ方向の孔のつながり度合いである。本発明の電池用セパレータのガーレ値が低ければ、様々な用途に使用することが出来る。例えば非水系リチウム二次電池の電池用セパレータとして使用した場合、ガーレ値が低いということは、リチウムイオンの移動が容易であることを意味し、電池性能に優れるため好ましい。本発明の電池用セパレータのガーレ値は10〜1000秒/100mlであることが重要である。好ましくは15〜800秒/100mlであり、更に好ましくは20〜500秒/100mlである。ガーレ値が1000秒/100ml以下であれば、実質的には電気抵抗が低く、電池用セパレータとしては好ましい。一方で、ガーレ値が10秒/100ml以上であれば、電池用セパレータとして使用時において、内部短絡等のトラブルを回避することができる。
【0063】
(突き刺し強度)
本発明の多孔性フィルムを電池用セパレータとして使用した場合、電池作製時の短絡、生産性に大きく寄与する。突き刺し強度の測定方法については後述するが、その値としては、厚さにかかわらず、1.5N以上であることが重要であり、好ましくは2.0N以上、より好ましくは3.0N以上である。1.5Nより突き刺し強度が低いと、電池作製時において異物等での電池用セパレータの破れによる短絡の発生確率が高くなるために好ましくない。
一方、突き刺し強度の上限値は特に規定するものではないが、ハンドリングなどの観点から通常10N以下のものが使用される。
【0064】
(表面粗さ)
本発明の電池用セパレータの十点平均粗さRzは、5μm以上であれば、電解質の保液性が十分向上し、これにより電池特性が向上するものと考えられる。十点平均粗さRzは、好ましくは6〜10μm、より好ましくは6〜8μmである。
本発明の電池用セパレータを使用して電池を作成した結果、電池用セパレータの十点平均粗さRzによって、電池のサイクル特性で差異が生じており、特に十点平均粗さRzが5μm以上であることが重要であることを発見した。詳細は未だ不明であるが、前記Rzが5μm以上であることにより、電池用セパレータ表面にできた凹凸の部分に電解質がたまる量が増加し、つまり電池用セパレータの電解質の保液性が向上することにより、電池のサイクル特性の向上に大きく寄与したものと考えられる。
一方で、前記Rzの上限については特に限定しないが、厚さにもよるが、厚さ精度の観点から10μm以下がより好ましい。前記Rzが10μm以下であれば、電解質の保液性を十分に保持し、かつ、厚さ精度が必要な薄い電池用セパレータとして使用する場合、特に好ましい。
【0065】
前記Rzを5μm以上にするための手法の1つとして、原料配合の観点から挙げることができる。原料配合では、この表面粗度を発現させる方法によってもそのポイントは異なる。微粒子粗面化剤を使用する場合は、その微粒子粗面化剤の粒径、添加量が主なポイントとなる。微粒子粗面化剤の粒径が小さすぎるとその粗面化の効果が薄くなり、また大きすぎると不必要なボイドが多発してしまうため好ましくない。微粒子粗面化剤の粒径は、例えば0.1〜50μm程度が好ましく、より好ましくは0.3〜10μm、更に好ましくは0.5〜5μmである。微粒子粗面化剤の添加量については、添加量が少なすぎるとその粗面化の効果が薄くなり、また多すぎると電池用セパレータの成形性が損なわれる。電池用セパレータの通常1〜70質量%が好ましく、より、好ましくは5〜50質量%程度が適当である。
また、β晶を使用する場合は、結晶核剤の種類や量が関係する。表面粗度はそのβ晶の発現量に関係することから、β活性に寄与する。β活性が高ければ高いほど表面粗度が高くなる。具体的には、膜状物内にβ晶の部分が存在するとβ晶部が陥没し、延伸を行うことにより、この陥没した部分がお互いに干渉したり、結合したりしながら、略楕円形状にそれらが複雑に絡み合ったフィブリル様の凹凸が発生するためである。これにより、本発明の電池用セパレータ表面の粗度を確保することができる。
一方、製造方法では、キャストロールの冷却固化温度を80℃以上であることが好ましく、より好ましくは90℃以上、更に好ましくは100℃以上、特に好ましくは120℃以上である。冷却固化温度を80℃以上とすることによって、冷却固化させた膜状物中のβ晶の比率を十分に増加させることができ、延伸を行うことによって表面に凹凸が発生するために好ましい。
また延伸について、少なくとも一軸方向に延伸することが主なポイントであり、二軸延伸がより好ましい。中でも横延伸倍率を1.1倍以上にすることが好ましく、より好ましくは1.2倍以上、更に好ましくは1.5倍以上である。一方、上限については10倍以下が好ましく、より好ましくは8倍以下、更に好ましくは7倍以下である。横延伸を施すことによって、より粗面化が進行して十点平均粗さRzが5μm以上に容易に満たすことができる。
【0066】
(BD特性)
本発明の電池用セパレータの最大の特徴は、A層が高い耐熱性を有することであり、安全に寄与する特性である。この耐熱性は、より高温(160℃以上)の状態までフィルムが正負極の直接接触を防止するように正負極をセパレートするという機能であり、より高い温度であることが好ましい。電池用セパレータとして使用する場合は、この耐熱性も具備した多孔性フィルムが必要である。
【0067】
(非水系リチウム二次電池)
本発明の電池用セパレータを用いた非水系リチウム二次電池は、リチウムイオンを吸蔵・放出可能な正極と、リチウムイオンを吸蔵・放出可能な負極と、非水系溶媒及びリチウム塩を含有する非水系電解質と、上述の本発明の電池用セパレータとを備える電池とすることができる。非水系電解質の性状としては、液体、固体電解質、ゲル電解質のようなものでも構わない。以下、電池用セパレータ以外の非水系電解質、正極、負極について説明する。
【0068】
{非水系電解質}
<非水系溶媒>
本発明の非水系リチウム二次電池に使用される電解質の非水系溶媒としては、非水系リチウム二次電池の溶媒として公知の任意のものを用いることができる。例えば、エチレンカーボネート、プロピレンカーボネート、ブチレンカーボネート等のアルキレンカーボネート等の環状カーボネート(好ましくは炭素数3〜5のアルキレンカーボネート);ジメチルカーボネート、ジエチルカーボネート、ジ−n−プロピレンカーボネート、エチルメチルカーボネート等のジアルキルカーボネート(好ましくは炭素数1〜4のアルキル基を有するジアルキルカーボネート)等の鎖状カーボネート;テトラヒドロフラン、2−メチルテトラヒドロフラン等の環状エーテル;ジメトキシエタン、ジメトキシメタン等の鎖状エーテル;γ−ブチロラクトン、γ−バレロラクトン等の環状カルボン酸エステル;酢酸メチル、プロピオン酸メチル、プロピオン酸エチル等の鎖状カルボン酸エステルなどが挙げられる。これらは1種を単独で用いてもよく、2種類以上を併用しても良い。
【0069】
上記例示溶媒の中でも、環状カーボネートと鎖状カーボネートとを混合した混合非水系溶媒が、充放電特性、電池寿命等の電池性能全般を高める観点から好ましい。また、上記混合非水系溶媒は、環状カーボネート及び鎖状カーボネートをそれぞれ非水系溶媒全体の15体積%以上含み、且つ、それらの体積の合計が非水系溶媒全体の70体積%以上となるように混合することが好ましい。
上記の環状カーボネート及び鎖状カーボネートを混合した混合非水系溶媒に用いられる環状カーボネートとしては、アルキレン基の炭素数が2以上4以下のアルキレンカーボネートが好ましい。その具体例としては、エチレンカーボネート、プロピレンカーボネート、ブチレンカーボネート等が挙げられる。中でも、エチレンカーボネート及びプロピレンカーボネートが好ましい。
【0070】
また、上記の環状カーボネート及び鎖状カーボネートを混合した混合非水系溶媒に用いられる鎖状カーボネートとしては、炭素数が1以上4以下のアルキル基を有するジアルキルカーボネートが好ましい。その具体例としては、ジメチルカーボネート、ジエチルカーボネート、ジ−n−プロピレンカーボネート、エチルメチルカーボネート、メチル−n−プロピルカーボネート、エチル−n−プロピルカーボネートなどが挙げられる。中でも、ジメチルカーボネート、ジエチルカーボネート及びエチルメチルカーボネートが好ましい。
これらの環状カーボネート及び鎖状カーボネートは各々独立に、1種のみを単独で使用しても良く、複数種を任意の組み合わせ及び比率で併用しても良い。
【0071】
混合非水系溶媒の環状カーボネートの割合は15体積%以上、特に20〜50体積%で、鎖状カーボネートの割合は30体積%以上、特に、40〜80体積%で、環状カーボネート:鎖状カーボネート=1:1〜4(体積比)であることが好ましい。
さらに、上記の混合非水系溶媒は、製造される非水系リチウム二次電池の電池性能を低下させない範囲であれば、環状カーボネート及び鎖状カーボネート以外の溶媒を含んでいても良い。混合非水系溶媒における環状カーボネート及び鎖状カーボネート以外の溶媒の割合は、通常30体積%以下、好ましくは10体積%以下である。
【0072】
<リチウム塩>
非水系電解質の溶質であるリチウム塩としては、任意のものを用いることができる。例えば、LiClO4、LiPF6、LiBF4等の無機リチウム塩;LiCF3SO3、LiN(CF3SO2)2、LiN(C2F5SO2)2、LiN(CF3SO2)(C4F9SO2)、LiC(CF3SO2)3、LiPF4(CF3)2、LiPF4(C2F5)2、LiPF4(CF3SO2)2、LiPF4(C2F5SO2)2、LiBF2(CF3)2、LiBF2(C2F5)2、LiBF2(CF3SO2)2、LiBF2(C2F5SO2)2等の含フッ素有機リチウム塩などが挙げられる。これらのうち、LiPF6、LiBF4、LiCF3SO3、LiN(CF3SO2)2、LiN(C2F5SO2)2等の含フッ素有機リチウム塩、特にLiPF6、LiBF4が好ましい。なお、リチウム塩についても1種を単独で用いても良く、2種以上を併用しても良い。
【0073】
これらのリチウム塩の非水系電解質中の濃度の下限値としては、通常0.5mol/dm3以上、中でも0.75mol/dm3以上、上限値としては、通常2mol/dm3以下、中でも1.5mol/dm3以下である。リチウム塩の濃度がこの上限値を超えると非水系電解質の粘度が高くなり、電気伝導率も低下する。また、下限値を下回ると電気伝導率が低くなるので、上記濃度範囲で非水系電解質を調製することが好ましい。
【0074】
<その他の添加剤>
本発明に係わる非水系電解質は、負極表面に抵抗性被膜を形成しうる被膜形成剤を含有してもよい。本発明で用いる被膜形成剤としては、ビニレンカーボネート、ビニルエチレンカーボネート、フルオロエチレンカーボネート、トリフルオロプロピレンカーボネート、フェニルエチレンカーボネート、エリスリタンカーボネート等のエチレン性不飽和結合を有するカーボネート化合物や、無水コハク酸、無水グルタル酸、無水マレイン酸、無水シトラコン酸、無水グルタコン酸、無水イタコン酸、無水ジグリコール酸、シクロヘキサンジカルボン酸無水物、シクロペンタンテトラカルボン酸二無水物、フェニルコハク酸無水物等のカルボン酸無水物等が挙げられる。特に、良好なサイクル特性向上効果と、被膜抵抗の温度依存性の観点から、被膜形成剤としては、ビニレンカーボネート、ビニルエチレンカーボネート、無水コハク酸が好ましく、特に良質な被膜を形成しうることから、ビニレンカーボネートを用いることが更に好ましい。なお、これらの被膜形成剤は1種を単独で用いても良く、2種以上を混合して用いても良い。
【0075】
本発明において、非水系電解質中の被膜形成剤の含有量は、0.01質量%以上、好ましくは0.1質量%以上、より好ましくは0.3質量%以上であり、10質量%以下、好ましくは8質量%以下、より好ましくは7質量%以下である。被膜形成剤の含有量が上記範囲の下限を下回ると電池のサイクル特性向上効果が得られ難い一方で、上限を超えると低温におけるレート特性の低下を招くおそれがある。
【0076】
なお、本発明に係わる非水系電解質には、非水系溶媒、リチウム塩及び被膜形成剤以外に、必要に応じて他の有用な成分、例えば従来公知の亜硫酸エチレン、亜硫酸プロピレン、亜硫酸ジメチル、プロパンスルトン、ビタンスルトン、メタンスルホン酸メチル、トルエンスルホン酸メチル、硫酸ジメチル、硫酸エチレン、スルホラン、ジメチルスルホン、ジエチルスルホン、ジメチルスルホキシド、ジエチルスルホキシド、テトラメチレンスルホキシド、ジフェニルスルフィド、チオアニソール、ジフェニルジスルフィド、ジピリジニウムジスルフィド等の正極保護剤、過充電防止剤、脱水剤、脱酸剤等の各種の添加剤を含有させても良い。
【0077】
{正極}
正極としては、通常、正極活物質とバインダーを含有する活物質層を集電体上に形成させたものが用いられる。
正極活物質としては、電気化学的にリチウムイオンを吸蔵・放出可能なものであれば、その種類に制限はない。好ましい例としては、リチウム遷移金属複合酸化物が挙げられる。リチウム遷移金属複合酸化物の具体例としては、LiCoO2などのリチウム・コバルト複合酸化物、LiNiO2などのリチウム・ニッケル複合酸化物、LiMnO2、LiMn2O4などのリチウム・マンガン複合酸化物等が挙げられる。これらのリチウム遷移金属複合酸化物は、主体となる遷移金属原子の一部をAl、Ti、V、Cr、Mn、Fe、Co、Li、Ni、Cu、Zn、Mg、Ga、Zr、Si等の他の金属で置き換えると、安定化させることができるので好ましい。これらの正極活物質は、何れか1種を単独で用いても良く、2種以上を任意の組み合わせ及び比率で併用しても良い。
【0078】
バインダーとしては、電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としてはポリフッ化ビニリデン、ポリテトラフルオロエチレン、フッ素化ポリフッ化ビニリデン、EPDM(エチレン−プロピレン−ジエン三元共重合体)、SBR(スチレン−ブタジエンゴム)、NBR(アクリロニトリル−ブタジエンゴム)、フッ素ゴム、ポリ酢酸ビニル、ポリメチルメタクリレート、ポリエチレン、ニトロセルロース等が挙げられる。これらは1種を単独で用いても、複数種を併用しても良い。
【0079】
正極活物質中のバインダーの割合は、下限値が通常0.1質量%以上、好ましくは1質量%以上、より好ましくは5質量%以上であり、上限値が通常80質量%以下、好ましくは60質量%以下、より好ましくは40質量%以下、更に好ましくは10質量%以下である。バインダーの割合が少ないと、活物質を十分に保持できないので、正極の機械的強度が不足し、サイクル特性等の電池性能を悪化させることがあり、逆に多すぎると電池容量や導電性を下げることになる。
【0080】
正極活物質層は、通常、導電性を高めるため導電剤を含有する。導電剤としては、天然黒鉛、人造黒鉛等の黒鉛の微粒子や、アセチレンブラック等のカーボンブラック、ニードルコークス等の無定形炭素微粒子、カーボンファイバー、カーボンナノチューブ、フラーレン等の炭素質材料を挙げることができる。これらは1種を単独で用いても、複数種を併用しても良い。
【0081】
正極活物質中の導電剤の割合は、下限値が通常0.01質量%以上、好ましくは0.1質量%以上、更に好ましくは1質量%以上であり、上限値が通常50質量%以下、好ましくは30質量%以下、更に好ましくは15質量%以下である。導電剤の割合が少ないと導電性が不十分になることがあり、逆に多すぎると電池容量が低下することがある。
【0082】
正極活物質層には、その他、増粘剤等の通常の活物質層の添加剤を含有させることができる。増粘剤は電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としては、カルボキシメチルセルロース、メチルセルロース、ヒドロキシメチルセルロース、エチルセルロース、ポリビニルアルコール、酸化スターチ、リン酸化スターチ、カゼイン等が挙げられる。これらは1種を単独で用いても、複数種を併用しても良い。
【0083】
正極集電体には、アルミニウム、ステンレス鋼、ニッケルメッキ鋼等が使用される。
正極は、前述の正極活物質とバインダーと導電剤、必要に応じて添加されるその他の添加剤とを溶媒でスラリー化したものを集電体に塗布して乾燥することにより形成することができる。スラリー化のために用いる溶媒としては、通常、バインダーを溶解する有機溶剤が使用される。例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、メチルエチルケトン、シクロヘキサノン、酢酸メチル、アクリル酸メチル、ジエチルトリアミン、N,N−ジメチルアミノプロピルアミン、エチレンオキシオド、テトラヒドロフラン等が用いられるがこれらに限定されない。これらは1種を単独で用いても、複数種を併用しても良い。また、水に分散剤、増粘剤等を加えてSBR等のラテックスで活物質をスラリー化することもできる。
【0084】
このようにして形成される正極活物質層の厚さは、通常10〜200μm程度である。なお、塗布・乾燥によって得られた活物質層は、活物質の充填密度を上げるために、ローラープレス等により圧密化するのが好ましい。
【0085】
{負極}
負極は、通常、負極活物質とバインダーを含有する活物質層を集電体上に形成させたものが用いられる。
負極活物質としては、電気化学的にリチウムイオンを吸蔵・放出可能なものであれば、その種類に制限はない。好ましい例としては、様々な熱分解条件での有機物の熱分解物や人造黒鉛、天然黒鉛等のリチウムを吸蔵・放出可能な炭素質材料;酸化スズ、酸化ケイ素等のリチウムを吸蔵・放出可能な金属酸化物材料;リチウム金属;種々のリチウム合金などを用いることができる。これらの負極活物質は、1種を単独で用いても良く、2種類以上を混合して用いても良い。特に、上記の中で、本発明のセパレータと組み合わせて用いる負極活物質としては、人造黒鉛、天然黒鉛等の炭素質材料や金属酸化物材料及びリチウム合金がサイクル特性などの電池特性が向上するので好ましい。
【0086】
バインダーとしては、電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としてはポリフッ化ビニリデン、ポリテトラフルオロエチレン、SBR(スチレン−ブタジエンゴム)、イソプレンゴム、ブタジエンゴム等を挙げることができる。これらは1種を単独で用いても、複数種を併用しても良い。
【0087】
負極活物質中のバインダーの割合は、下限値が通常0.1質量%以上、好ましくは1質量%以上、より好ましくは5質量%以上であり、上限値が通常80質量%以下、好ましくは60質量%以下、より好ましくは40質量%以下、更に好ましくは10質量%以下である。バインダーの割合が少ないと、活物質を十分に保持できないので、負極の機械的強度が不足し、サイクル特性等の電池性能を悪化させることがあり、逆に多すぎると電池容量や導電性を下げることになる。
【0088】
負極活物質層には、その他、増粘剤等の通常の活物質層の添加剤を含有させることができる。増粘剤は電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としては、カルボキシメチルセルロース、メチルセルロース、ヒドロキシメチルセルロース、エチルセルロース、ポリビニルアルコール、酸化スターチ、リン酸化スターチ、カゼイン等が挙げられる。これらは1種を単独で用いても、複数種を併用しても良い。
【0089】
負極の集電体には、銅、ニッケル、ステンレス鋼、ニッケルメッキ鋼等が使用される。 負極は、前述の負極活物質とバインダー、必要に応じて添加されるその他の添加剤とを溶媒でスラリー化したものを集電体に塗布して乾燥することにより形成することができる。スラリー化のために用いる溶媒としては、通常、バインダーを溶解する有機溶剤が使用される。例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、メチルエチルケトン、シクロヘキサノン、酢酸メチル、アクリル酸メチル、ジエチルトリアミン、N,N−ジメチルアミノプロピルアミン、エチレンオキシオド、テトラヒドロフラン等が用いられるがこれらに限定されない。これらは1種を単独で用いても、複数種を併用しても良い。また、水に分散剤、増粘剤等を加えてSBR等のラテックスで活物質をスラリー化することもできる。
【0090】
このようにして形成される負極活物質層の厚さは、通常10〜200μm程度である。なお、塗布・乾燥によって得られた活物質層は、活物質の充填密度を上げるために、ローラープレス等により圧密化するのが好ましい。
【0091】
{電池構成}
本発明の非水系リチウム二次電池は、上述した正極と、負極と、非水系電解質と、電池用セパレータとを、適切な形状に組み立てることにより製造される。更に、必要に応じて外装ケース等の他の構成要素を用いることも可能である。
その電池形状は特に限定されず、一般的に採用されている各種形状の中から、その用途に応じて適宜選択することができる。一般的に採用されている形状の例としては、シート電極及び電池用セパレータをスパイラル状にしたシリンダータイプ、ペレット電極及び電池用セパレータを組み合わせたインサイドアウト構造のシリンダータイプ、ペレット電極及び電池用セパレータを積層したコインタイプ、シート電極及び電池用セパレータを積層したラミネートタイプなどが挙げられる。また、電池を組み立てる方法も特に限定されず、目的とする電池の形状に合わせて、通常用いられている各種方法の中から適宜選択することができる。
【0092】
以上、本発明の非水系リチウム二次電池の一般的な実施形態について説明したが、本発明の非水系リチウム二次電池は上記実施形態に制限されるものではなく、その要旨を超えない限りにおいて、各種の変形を加えて実施することが可能である。
【実施例】
【0093】
次に実施例及び比較例を示し、本発明の電池用セパレータおよび非水系リチウム二次電池について更に詳細に説明するが、本発明はこれらに限定されるものではない。
なお、実施例及び比較例に示す測定値および評価は次のように行った。なお、電池用セパレータの引き取り(流れ)方向を「縦」方向、その直角方向を「横」方向と記載する。
【0094】
(1)厚さ
1/1000mmのダイアルゲージにて、面内を不特定に30箇所測定しその平均を厚さとする。
(2)層比
層比は、電池用セパレータの断面を切り出し、走査電子顕微鏡にて観察し、その層比を測定した。
(3)ガーレ値
JIS P8117に準拠してガーレ値(秒/100ml)を測定した。
(4)空孔率
空孔率は電池用セパレータ中の空間部分の割合を示す数値である。空孔率の算出方法は、電池用セパレータの実質量W1を測定し、樹脂組成物の密度と厚さから空孔率0%の場合の質量W0を計算し、電池用セパレータの実質量との差から空孔率を算出する。
空孔率Pv(%)=(W0−W1)/W0×100
(5)突き刺し強度
日本農林規格告示1019号に準じて測定した(ピン径:1.0mm、先端部:0.5R、突き刺し速度:300mm/min)。
【0095】
(6)十点平均粗さRz
JIS B0601−1994に準拠して測定した。
電池用セパレータを10mm幅×50mm長さで切り出す。切り出した電池用セパレータを、ガラス板(松浪硝子工業社製、マイクロスライドガラス S1225、76mm×26mm)に15mm以上離して平行に張った両面テープ(日東電工社製 両面接着テープ No.501F、5mm幅×20m)に貼り付ける。(両面テープの高さにより、電池用セパレータ中央部は、ガラス板に直接つかずに浮いた状態で固定されている)。
この状態のサンプルを、レーザー顕微鏡(キーエンス社製、VK−8500)を用いて、表面粗さを測定した。この際、粗さを測定した範囲は110μm×150μmで、この測定を場所を変えて5回行い、算出した平均値を、電池用セパレータの表面粗さの十点平均粗さRzとした。
【0096】
(8)BD特性
電池用セパレータを80mm角に切り出す。切り出した電池用セパレータを中央部に穴が空いたテフロン(登録商標)膜とアルミ板にはさみ、周囲をクリップで固定する。180℃に設定した温度オ−ブンに電池用セパレータを入れ、設定温度に再び、達してから2分後に取り出し、電池用セパレータの状態を確認して形状維持性能を判断する。電池用セパレータが破膜した場合は「×」、形状が維持されている場合は「○」とした。オーブンは、タバイエスペック社製、タバイギヤオ−ブンGPH200を使用した。
【0097】
更に、得られた電池用セパレータついて次のようにしてβ活性の評価を行った。
(9)示差走査型熱量測定(DSC)
得られた電池用セパレータをパーキンエルマー社製の示差走査型熱量計(DSC−7)をもちいて、25℃から240℃まで走査速度10℃/分で昇温後1分間保持し、次に240℃〜25℃まで走査速度10℃/分で降温後1分間保持し、次に25℃から240℃まで走査速度10℃/分で再昇温させた。この再昇温時にポリプロピレン系樹脂のβ晶に由来する結晶融解ピーク温度(Tmβ)である145〜160℃にピークが検出されるか否かによりβ活性の有無をいかの基準にて評価した。
○:Tmβが145℃〜160℃の範囲内に検出された場合(β活性あり)
×:Tmβが145℃〜160℃の範囲内に検出されなかった場合(β活性なし)
なお、β活性の測定は、試料量10mgで、窒素雰囲気下にて行った。
【0098】
(10)広角X線回折測定(XRD)
電池用セパレータを縦60mm×横60mm角に切り出し、図1(A)(B)に示すように固定した。サンプルとして、アルミ板2枚に拘束した状態の電池用セパレータを設定温度180℃、表示温度180℃である送風定温恒温器(ヤマト科学株式会社製、型式:DKN602)に入れ3分間保持した後、設定温度を100℃に変更し、10分以上の時間をかけて100℃まで徐冷を行った。表示温度が100℃になった時点でサンプルを取り出し、アルミ板2枚に拘束した状態のまま25℃の雰囲気下で5分間冷却して得られた電池用セパレータについて、以下の測定条件で、中央部の40mmφの円状の部分について広角X線回折測定を行った。
・広角X線回折測定装置:マックサイエンス社製、型番:XMP18A
・X線源:CuKα線、出力:40kV、200mA
・走査方法:2θ/θスキャン、2θ範囲:5°〜25°、走査間隔:0.05°、走査速度:5°/min
得られた回折プロファイルについて、ポリプロピレン系樹脂のβ晶の(300)面に由来するピークより、β活性の有無を以下のように評価した。
○:ピークが2θ=16.0〜16.5°の範囲に検出された場合(β活性あり)
×:ピークが2θ=16.0〜16.5°の範囲に検出されなかった場合(β活性なし)
なお、電池用セパレータ片が60mm×60mm角に切り出せない場合は、中央部に40mmφの円状の穴に電池用セパレータが設置されるように調整し、サンプルを作成しても構わない。
【0099】
(実施例1)
A層として、ポリプロピレン系樹脂(プライムポリマー社製、300SV、密度:0.90g/cm3、MFR:3.0g/10分、Tm:167℃)とβ晶核剤として、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボン酸アミドを準備した。このポリプロピレン系樹脂100質量部に対してβ晶核剤を0.2部の割合で各原材料をブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度300℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ポリプロピレン系樹脂のペレットを作製した。ポリプロピレン系樹脂組成物のβ活性は80%であった。
【0100】
次にB層を構成する混合樹脂組成物として、高密度ポリエチレン(日本ポリエチ社製、ノバテックHD HF560、密度:0.963g/cm3、MFR:7.0g/10分)100質量部に、グリセリンモノエステルを0.04質量部、及びマイクロクリスタリンワックス(日本精蝋社製、Hi−Mic1080)10質量部を加え、同型の同方向二軸押出機を用いて220℃にて溶融混練してペレット状に加工した樹脂組成物を得た。
【0101】
前記2種類の樹脂組成物を用いて、外層がA層、中間層がB層となるように2種3層の口金を別々の押出機を用いて押出し、126℃のキャスティングロールで冷却固化させ膜状物を作製した。
前記膜状物を、縦延伸機を用いて縦方向に4.5倍延伸し、その後、横延伸機にて100℃で横方向に2.0倍延伸後、熱固定/弛緩処理を行い、電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0102】
(実施例2)
B層の高密度ポリエチレン系樹脂を高密度ポリエチレン(プライムポリマー社製、Hi−ZEX3300F、密度:0.950g/cm3、MFR:1.1g/10分)とした以外は実施例1と同様の条件で積層膜状物を作製した。
前記膜状物を、縦延伸機を用いて縦方向に4.7倍延伸し、その後、横延伸機にて100℃で横方向に2.1倍延伸後、熱固定/弛緩処理を行い、電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0103】
(実施例3)
実施例1と同様にして膜状物を作製した。当該膜状物を、縦延伸機を用いて縦方向に4.0倍延伸し、その後、横延伸機にて100℃で横方向に1.8倍延伸後、熱固定/弛緩処理を行い、電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0104】
(実施例4)
HMSポリプロピレン(ダウケミカル社製、インスパイア114、密度:0.90g/cm3、MFR:0.5g/10min、Tm166℃)100質量部、硫酸バリウム(堺化学社製、B−55)140質量部、ハイカスターワックス(豊国精油社製 HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。
前記ペレットを100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に3.0倍延伸し、次いで横方向に2.3倍に延伸し、表1に示すような物性の電池用セパレータを得た。
【0105】
(実施例5)
HMSポリプロピレン(ダウケミカル社製、インスパイア114、密度:0.90g/cm3、メルトフローレート:0.5g/10min、Tm166℃)100質量部、硫酸バリウム(堺化学社製、B−54)120質量部、ハイカスターワックス(豊国精油社製 HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。
前記ペレットを100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に3.1倍延伸し、次いで横方向に2.5倍に延伸し、表1に示すような物性の電池用セパレータを得た。
【0106】
(比較例1)
高密度ポリエチレン(三井住友ポリオレフィン株式会社製 7000FP、密度:0.954g/cm3、メルトフローレート:0.04g/10min、Tm:134℃)100質量部、硫酸バリウム(堺化学社製、B−55)160質量部、ハイカスターワックス(豊国精油社製、HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。この原料を100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に5.0倍延伸し、次いで横方向に3.3倍延伸し、表1に示すような物性の電池用セパレータを得た。
【0107】
(比較例2)
HMSポリプロピレン(ダウケミカル社製 インスパイア114、密度:0.90g/cm3、メルトフローレート:0.5g/10min、Tm166℃)100質量部、硫酸バリウム(堺化学社製、B−55)160質量部、ハイカスターワックス(豊国精油社製 HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。この原料を100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に4.5倍延伸し、次いで横方向に2.9倍に延伸し、表1に示すような物性の電池用セパレータを得た。
【0108】
(比較例3)
A層として、ポリプロピレン系樹脂(プライムポリマー社製、300SV、密度:0.90g/cm3、MFR:3.0g/10分、Tm:167℃)を、B層として、ポリエチレン系樹脂(プライムポリマー社製、2208J、密度:0.964g/cm3、MFR5.2g/10分、Tm:135℃)を準備した。次に、多層用口金を用いて外層がA層、中間層がB層となるように2種3層の層構成でドラフト率が200となるように共押出しした後、115℃のオーブンでアニーリングを行った。
その後、延伸前の長さの1.4倍になるように25℃で延伸を行った。次に25℃で延伸した後のフィルムの長さが3.2倍になるように120℃で延伸をおこなったのち、10%の弛緩を掛けるように熱処理を実施した。得られた電池用セパレータの物性値を表1に示す。
【0109】
(比較例4)
実施例3と同様の条件で、厚さを変えた膜状物を作製した。該膜状物を、縦延伸機を用いて、縦方向に4.2倍延伸し、その後、横延伸機にて100℃で横方向に1.9倍延伸後、熱固定/弛緩処理を行い、厚さが60μmの電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0110】
【表1】

【0111】
<非水系電解質の調製>
乾燥アルゴン雰囲気下、精製したエチレンカーボネートとジエチルカーボネートを体積比3:7で混合し、混合溶媒を作製した。この溶媒に対し、十分に乾燥したLiPF6を1mol/dm3の割合となるように溶解して後、非水系電解質中の濃度として2質量%の割合となるようにビニレンカーボネート(VC)を混合し、非水系電解質とした。
【0112】
<正極の作製>
正極活物質としてLiCoO2を用い、LiCoO285質量部にカーボンブラック6質量部及びポリフッ化ビニリデン(呉羽化学社製商品名「KF−1000」)9質量部を加えて混合し、N−メチル−2−ピロリドンで分散し、スラリー状とした。これを、正極集電体である厚さ20μmのアルミニウム箔の両面に均一に塗布し、乾燥後、プレス機により正極活物質層の密度が3.0g/cm3になるようにプレスして正極とした。
【0113】
<負極の作製>
負極活物質として天然黒鉛粉末を用い、天然黒鉛粉末94質量部にポリフッ化ビニリデン6質量部を混合し、N−メチル−2−ピロリドンで分散させてスラリー状とした。これを、負極集電体である厚さ18μmの銅箔の両面に均一に塗布し、乾燥後、プレス機により負極活物質層の密度が1.5g/cm3になるようにプレスして負極とした。
【0114】
<電池の組み立て>
上記のように作製した負極板と正極板を、各電池用セパレータとともに重ねて巻き取り、最外周をテープで止めて渦巻き状電極体とした。この電極体を円筒状に成形したステンレス製の電池ケースに、開口部から挿入した。その後、電極体の負極と接続されている負極リードを電池ケースの内底部に溶接するとともに、電極体の正極と接続されている正極リードを、電池内部のガス圧が上昇して所定以上になると作動する電流遮断装置の底部と溶接した。また、封口板の底部には、防爆弁、電流遮断装置を取り付けた。そして、上記電解質を5ml注入した後、電池ケースを開口部で、封口板とポリプロピレン製の絶縁ガスケットにより密封し、非水系リチウム二次電池とした。
【0115】
<電池の評価>
(1)初期充放電
25℃において0.2C(1時間率の放電容量による定格容量を1時間で放電する電流値を1Cとする、以下同様)に相当する定電流で充電終止電圧4.2V、放電終止電圧3Vで充放電を3サイクル行って安定させ、4サイクル目を0.5Cに相当する電流で充電終止電圧4.2Vまで充電し、充電電流値が0.05Cに相当する電流値になるまで充電を行う4.2V−定電流定電圧充電(CCCV充電)(0.05Cカット)後、0.2Cに相当する定電流値で3V放電を行った。このときの放電容量を初期容量とした。このようにして作製された電池の初期放電容量は、約2000mAhである。
【0116】
(2)サイクル試験
サイクル試験は、上記(1)初期充放電を行った電池に対して、充電上限電圧4.2Vまで0.5Cの定電流定電圧法で充電した後、放電終止電圧3Vまで0.5Cの定電流で放電する充放電サイクルを1サイクルとし、このサイクルを1000サイクル繰り返した。サイクル試験は25℃において行った。このサイクル試験の後、上記(1)初期充放電と同様の充放電を行い、このときの最後の放電容量の初期容量に対する割合をサイクル維持率(%)として表2に示した。
【0117】
(3)高温保存試験
上記(1)初期充放電を行った電池を25℃にて0.5Cに相当する定電流で充電終止電圧4.2Vまで充電した後、2.5時間の定電圧充電を行い、満充電とした。前記電池を60℃の環境下にて30日間保存した。保存後の電池を25℃にて0.2Cに相当する電流値で3Vまで放電した後、初期と同様の4.2V−CCCV充電をし、0.2Cに相当する定電流で3V放電を行った。このときの放電容量を保存後容量とし、初期容量に対する割合を容量回復率(%)として表2に示した。
【0118】
それぞれの電池用セパレータを用いて、SD特性、BD特性及び電池評価を行った。その結果を表2に示す。
【0119】
【表2】
【0120】
表2より、本発明で規定する範囲内で構成された実施例の電池用セパレータは、本発明で規定する以外の範囲で構成された比較例の電池用セパレータに対し、BD特性および各電池特性において全て又はいずれかに優れていることが分かる。
【産業上の利用可能性】
【0121】
本発明の電池用セパレータは、特にサイクル特性や高温保存特性をはじめとした電池特性に優れていることから、特に非水系リチウム二次電池の電池用セパレータとして用いることができる。
【符号の説明】
【0122】
31 アルミ板
32 電池用セパレータ
33 クリップ
34 電池用セパレータ長手方向
35 電池用セパレータ幅方向
【技術分野】
【0001】
本発明は、電池用セパレータおよび該電池用セパレータを組み込んだ非水系リチウム二次電池に関し、特に、電池用セパレータを改質して耐熱性、高温保持性を高め、かつ、該電池用セパレータを組み込んだ非水系リチウム二次電池のサイクル性を高めて電池出力を向上させるものである。
【背景技術】
【0002】
二次電池はOA、FA、家電、通信機器等のポータブル電子機器用電源として幅広く使用されている。特に、機器に装備した場合に容積効率がよく機器の小型化および軽量化につながることから非水系リチウム二次電池を使用したポータブル機器が増加している。
【0003】
一方、大型の二次電池はロードレベリング、UPS、電気自動車をはじめ環境問題に関連する多くの分野において研究開発が進められ、大容量、高出カ、高電圧および長期保存性に優れている点より二次電池の一種である非水系リチウム二次電池の用途が広がっている。
【0004】
非水系リチウム二次電池の使用電圧は、通常4.1から4.2Vを上限として設計されている。このような高電圧では水溶液は電気分解を起こすので電解質として使うことができない。そのため、高電圧でも耐えられる電解質として有機溶媒を使用したいわゆる非水系電解質が用いられている。
【0005】
非水系電解質用の溶媒としては、より多くのリチウムイオンを存在させることができる高誘電率有機溶媒が用いられ、該高誘電率有機溶媒としてポリプロピレンカーボネートやエチレンカーボネート等の有機炭酸エステルが使用されている。溶媒中でリチウムイオン源となる支持電解質として、6フッ化リン酸リチウム等の反応性の高い電解質を溶媒中に溶かして使用している。
【0006】
非水系リチウム二次電池のセパレータは正極と負極と直接接触させて両極の間に介在させることにより、内部短絡の防止の点から絶縁性が要求されている。また、リチウムイオンの通路となる透気性と電解質の拡散・保持機能を付与するために微細孔構造である必要がある。必然的に、セパレータとしては多孔性フィルムが使用される。
【0007】
最近は、携帯電話やPDA等のモバイルで使用される製品、或いは電動工具等での電気消費量の増加から、電池性能の向上が求められている。また、環境問題の観点などから、ハイブリッド電気自動車やプラグインハイブリッド自動車、電気自動車等への適用も検討され、より高い電池性能の向上が求められており、このような要望に対して、正極、負極、電解質、セパレータなどの各電池部材の特性向上がとり進められている。
【0008】
特開平11−060791号(特許文献1)には、セパレータの特性向上の一手法として、ポリエチレン製多孔性フィルムおよびそのフィルムのセパレータへの適用に関して提案がされている。また、特許4049416号(特許文献2)にも、セパレータの特性向上の一手法として、粗面化剤を使ったポリエチレン系樹脂を主成分とした多孔性フィルムおよびそのフィルムのセパレータへの適用に関して提案がされている。前記多孔性フィルムには、安全性に大きく寄与するセパレータとして必要な、130〜150℃で孔が閉塞するという、シャットダウン特性を備えている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−060791号公報
【特許文献2】特許4049416号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、前記特許文献1または2により得られるポリエチレン系樹脂のセパレータでは、近年の電池の高容量化に伴い、電池の安全性、特にセパレータの耐熱性については改善の余地があった。更に、粗面化剤として無機フィラーを用いた場合は、その添加により単位面積あたりの質量が増加し、電池の軽量化という観点からは、相反する方向であった。
【0011】
本発明は、上記問題に鑑みてなされたもので、ポリプロピレン系樹脂多孔膜を用いて、電池の安全性を保持しつつ、電池出力を向上させる電池用セパレータを提供することを課題としている。
【課題を解決するための手段】
【0012】
前記課題を解決するため、本発明は、少なくとも片方の表面にポリプロピレン系樹脂を主成分とした多孔質の層を有し、厚さが5〜50μm、ガーレ値が10〜1000秒/100ml、突き刺し強度が1.5N以上、かつ、前記ポリプロピレン系樹脂を主成分とした層の粗度の十点平均粗さ(Rz)が5μm以上であることを特徴とする電池用セパレータを提供している。
【0013】
本発明は、本発明者らが上記課題に対して鋭意検討した結果、上記従来技術を解決しうるセパレータを得ることに成功し、本発明を完成するに至った。
本発明の電池用セパレータは、前記のように、耐熱性および加工性にすぐれたポリプロピレン系樹脂を主成分とした多孔質の層を少なくとも片方の表面に設けている。該層はその厚さを前記のように5〜50μmと比較的薄くしながら、その表面粗度は十点平均粗さ(Rz)が5μm以上としている。このようにRzを5μm以上とすると、電解質の保液性が十分に向上し、電池特性を向上させることができる。このRzは好ましくは6〜10μm、特に6〜8μmが好ましい。
このように、電池用セパレータの厚さを比較的薄くして、該セパレータが占めるスペースを増大せずに、電解質の保液性をたかめサイクル特性を向上させている。
【0014】
かつ、前記のように、電池用セパレータの厚さを前記のように薄くしながら突き刺し強度を1.5N以上として機械的強度も高め、電池製作時にセパレータに亀裂、破損が生じないようにして、短絡の発生を防止できるようにしている。
また、本発明の電池用セパレータは前記のように、ガーレ値を10〜1000秒/100mlとしている。ガーレ値はその数値を比較的小さくしてセパレータの厚さ方向の連通性を良好とし、電解質のイオンの移動を容易にして電気抵抗を低くし、電池特性を高めている。
【0015】
また、本発明の電池用セパレータは、二軸延伸されてなることが好ましい。
即ち、前記した表面粗さを付与するためには、延伸条件がポイントになり、延伸条件を選択することにより、前記Rz、厚さ等を設定範囲とすることができる。
【0016】
また、本発明の電池用セパレータは、ポリプロピレン系樹脂を主成分とした層に、粗面化剤が含まれていることが好ましい。該粗面化剤としてフィラーからなる微粒子粗面化剤を用いてもよいし、β晶核剤を用いてβ活性を有する層としてもよい。
このように、粗面化剤を調整して配合することにより、前記した表面粗さRzを容易に現出させることができる。
【0017】
また、本発明は前記電池用セパレータが組み込まれた非水系リチウム二次電池を提供している。
【発明の効果】
【0018】
本発明の電池用セパレータは、表面粗さを比較的大きくすることにより、電解質の保液性を高めてサイクル特性を向上させ、かつ、耐熱性、透気性、機械的強度が優れたものとしている。
また、本発明の前記電池用セパレータを備えた非水系リチウム二次電池では、容量維持率、出力特性、特に低温出力などの電池特性が向上している。
【図面の簡単な説明】
【0019】
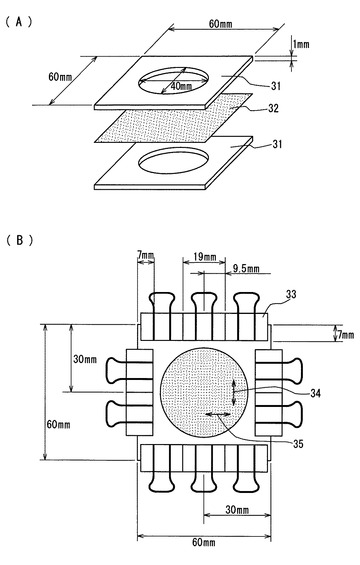
【図1】(A)(B)はX線回折測定における電池用セパレータの固定方法を説明する図である。
【発明を実施するための形態】
【0020】
以下、本発明の電池用セパレータを得る最良の形態について詳細に説明する。
本発明において、ポリプロピレン系樹脂を主成分とした層(A層)を有することが重要である。ここでポリプロピレン系樹脂として、具体的にホモプロピレン(プロピレン単独重合体)、もしくはプロピレンとエチレン、1−ブテン、1−ペンテン、1−へキセン、1−へプテン、1−オクテン、1−ノネン、1−デセンなどα−オレフィンとのランダム共重合体、又はブロック共重合体などが挙げられる。この中でも、セパレータの機械的強度の観点からはホモポリプロピレンがより好適に使用される。
【0021】
また、ポリプロピレン系樹脂としては、立体規則性を示すアイソタクチックペンタッド分率(mmmm分率)が80〜99%が好ましい。より好ましくは、83〜98%であり、更に好ましくは85〜97%であるものを使用する。アイソタクチックペンタッド分率が低すぎると、フィルムの機械的強度が低下する恐れがある。一方、アイソタクチックペンタッド分率の上限については現時点工業的に得られる上限値で規定されているが、将来的に工業レベルで更に規則性の高い樹脂が開発された場合についてはこの限りではない。アイソタクチックペンタッド分率(mmmm分率)とは、任意の連続する5つのプロピレン単位で構成される炭素−炭素結合による主鎖に対して、側鎖である5つのメチル基がいずれも同方向に位置する立体構造あるいはその割合を意味する。メチル基領域のシグナルの帰属は、A.Zambelli et al(Macromolecules8, 687, (1975))によった。
【0022】
また、本発明のポリプロピレン系樹脂としては、分子量分布を示すパラメータであるMw/Mnが2.0〜10.0であることが好ましく、より好ましくは2.0〜8.0、更に好ましくは2.0〜6.0であるものが使用される。Mw/Mnが小さいほど分子量分布が狭いことを意味するが、Mw/Mnが2.0以下であると、押出成形性が低下する等の問題が生じたりするほか、工業的に生産することも困難である。一方、Mw/Mnが10.0を越えた場合は低分子量成分が多くなり、電池用セパレータの機械的強度が低下し易い。Mw/MnはGPC(ゲルパーミエーションクロマトグラフィー)法によって得られる。
【0023】
また、本発明のポリプロピレン系樹脂のメルトフローレート(MFR)は、特に制限されるものではないが、通常、MFR(JIS K7210、温度:230℃、荷重:2.16kg)が、0.1〜15g/10分が好ましく、0.5〜10g/10分であるものがより好ましく用いられる。メルトフローレートが0.1g/10分未満では、成形加工時の樹脂の溶融粘度が高く生産性が低下する。一方、10.0g/10分を越えると電池用セパレータの機械的強度が不足するため、実用上問題が生じやすい。
【0024】
また、本発明の電池用セパレータにおいては、少なくとも片方の表面の十点平均粗さRzが5.0μm以上であることが重要である。表面粗度をもたらす手法としては、サンドブラストを用いる方法、粗面化剤を用いる方法などがあり、特に限定されるものではない。
【0025】
例えば、前記粗面化剤の一つとして微粒子粗面化剤を用いることができる。微粒子粗面化剤としては無機フィラーや有機フィラーが用いられるが、ポリプロピレン系樹脂とともに押出成形してフィルム化できるものであれば特に制約されるものではない。
【0026】
無機フィラーの例としては、炭酸カルシウム、炭酸マグネシウム、炭酸バリウムなどの炭酸塩;硫酸カルシウム、硫酸マグネシウム、硫酸バリウムなどの硫酸塩;塩化ナトリウム、塩化カルシウム、塩化マグネシウムなどの塩化物、酸化アルミニウム、酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、シリカなどの酸化物のほか、タルク、クレー、マイカなどのケイ酸塩等が挙げられる。これらの中でも、硫酸バリウム、酸化アルミニウムが好ましい。
【0027】
有機フィラーとしては、延伸温度においてフィラーが溶融しないように、延伸温度よりも高い結晶融解ピーク温度をもつ樹脂粒子が好ましく、ゲル分率が4〜10%程度の架橋した樹脂粒子がさらに好ましい。有機フィラーの例としては、超高分子量ポリエチレン、ポリスチレン、ポリメチルメタクリレート、ポリカーボネート、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリテトラフルオロエチレン、ポリイミド、ポリエーテルイミド、メラミン、ベンゾグアナミンなどの熱可塑性樹脂及び熱硬化性樹脂が挙げられる。これらの中でも、特に架橋させたポリスチレンなどが好ましい。
【0028】
フィラーの平均粒径としては、例えば0.1〜50μm程度が好ましく、より好ましくは0.3〜10μm、更に好ましくは0.5〜5μmである。平均粒径が0.1μm未満の場合には、フィラー同士の凝集により分散性が低下して延伸むらを引き起こすとともに、熱可塑性樹脂とフィラーとの界面の接触面積が増大して、押出が難しく、多孔化への悪影響も及ぼし易い。一方、平均粒径が50μmを超えると、電池用セパレータを薄くすることが困難となるのに加え、電池用セパレータの機械的強度が著しく低下し好ましくない。
【0029】
微粒子粗面化剤の添加量は、最終的な電池用セパレータの物性を損なわない範囲で任意に設定すればよいが、押出機での成形性を考慮すると、電池用セパレータの通常1〜70質量%が好ましく、より好ましくは5〜50質量%程度が適当である。
【0030】
本発明においては、ポリプロピレン系樹脂や微粒子粗面化剤の他に、更に必要に応じて、公知の各種添加剤、例えば、酸化防止剤などを、0.01〜5質量%程度の範囲で添加してもよい。以上のような原料成分を用いてなる本発明の電池用セパレータの製造方法の例としては、例えば、微粒子粗面化剤とポリプロピレン系樹脂を混練分散後、膜状に押出、延伸等にて、粗面化させると同時に多孔化させ、電池用セパレータを得る方法がある。
【0031】
このように微粒子粗面化剤を使用する方法に変えて、ポリプロピレン系樹脂のβ晶を利用する方法もある。次に、ポリプロピレン系樹脂のβ晶を利用する方法について説明する。
【0032】
ポリプロピレン系樹脂のβ晶を利用する場合、ポリプロピレン系樹脂がβ活性を有することが重要である。β活性が20%以上であることが好ましく、40%以上であることがより好ましく、60%以上であることが更に好ましい。β活性が20%以上であることで、未延伸膜状物中のβ晶の比率を十分に増加させることができ、延伸した際に、微細かつ均一な孔が多く形成され、結果として機械的強度の高く、透気性能に優れた電池用セパレータとすることができる。
【0033】
本発明におけるβ活性とは、電池用セパレータを構成するポリプロピレン系樹脂のβ晶の生成し易さの目安となるものである。β活性は、パーキンエルマー社製の示差走査型熱量計(DSC−7)を用いて、樹脂原料を25〜240℃まで加熱速度10℃/分で昇温後1分保持した後、240〜25℃まで冷却速度10℃/分で降温後1分保持し、更に25〜240℃まで加熱速度10℃/分で再昇温させた際に、検出されるポリプロピレン系樹脂のα晶由来の結晶融解熱量(ΔHα)とβ晶由来の結晶融解熱量(ΔHβ)を用いて下記式で計算される。
β活性(%)=〔ΔHmβ/(ΔHmβ+ΔHmα)〕×100
例えばホモポリプロピレンの場合は、主に140〜160℃の範囲で検出されるβ晶由来の結晶融解熱量(ΔHmβ)と、主に160℃以上に検出されるα晶由来の結晶融解熱量(ΔHmα)から計算することが出来る。
【0034】
前記β活性の有無は、特定の熱処理を施した電池用セパレータの広角X線回折測定により得られる回折プロファイルでも判断することができる。
詳細には、ポリプロピレン系樹脂の融点を超える温度である170〜190℃の熱処理を施し、徐冷してβ晶を生成・成長させた電池用セパレータについて広角X線回折測定を行い、ポリプロピレン系樹脂のβ晶の(300)面に由来する回折ピークが2θ=16.0〜16.5°の範囲に検出された場合、β活性があると判断している。
ポリプロピレン系樹脂のβ晶構造と広角X線回折測定に関する詳細は、Macromol.Chem.187,643−652(1986)、Prog.Polym.Sci.Vol.16,361−404(1991)、Macromol.Symp.89,499−511(1995)、Macromol.Chem.75,134(1964)、及びこれらの文献中に挙げられた参考文献を参照することができる。β活性の詳細な評価方法については、後述の実施例にて示す。
【0035】
β活性を増加させる方法としては、ポリプロピレン系樹脂のMw/Mnを狭くするほか、α晶の生成を促進させる物質を添加しないことが挙げられるが、本発明ではβ晶核剤を添加することで、β活性を制御する。β晶核剤を添加することで、より均質に、効率的にポリプロピレン系樹脂膜状物のβ晶比率を増加させることができる。
【0036】
<β晶核剤>
本発明における、β晶核剤としては、以下に示すものが挙げられるが、ポリプロピレン系樹脂のβ活性を増加させるもので有れば特に限定される訳ではなく、また2種類以上を混合して用いても良い。β晶核剤としては、例えば、ナノスケールのサイズを有する酸化鉄;1,2−ヒドロキシステアリン酸カリウム、安息香酸マグネシウム、コハク酸マグネシウム、フタル酸マグネシウムなどに代表されるカルボン酸のアルカリまたはアルカリ土類金属塩;ベンゼンスルホン酸ナトリウム、ナフタレンスルホン酸ナトリウムなどに代表される芳香族スルホン酸化合物;二または三塩基カルボン酸のジもしくはトリエステル類;フタロシアニンブルーなどに代表されるフタロシアニン系顔料;有機二塩基酸である成分Aと周期律表第IIA族金属の酸化物、水酸化物または塩である成分Bとからなる二成分系化合物などが挙げられる。そのほか核剤の具体的な種類については、特開2003−306585号公報、特開平06−289566号公報、特開平09−194650号公報に記載されている。中でも、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボン酸アミドなどに代表されるアミド系化合物が好ましい。
【0037】
これら特に好ましいβ晶核剤の具体例としては新日本理化社製β核剤『エヌジェスターNU−100』、β晶核剤の添加されたポリプロピレン系樹脂の具体例としては、Aristech社製ポリプロピレン『Bepol B−022SP』、Brealis社製ポリプロピレン『Beta(β)−PP BE60−7032』、mayzo社製ポリプロピレン『BNX BETAPP−LN』などが挙げられる。
【0038】
本発明において、前記ポリプロピレン系樹脂に添加するβ晶核剤の割合は、β晶核剤、ポリプロピレン系樹脂の組成などにより適宜調整することが必要であるが、概ねポリプロピレン100質量部に対しβ晶核剤0.0001〜5.0質量部が好ましく、0.001〜3.0質量部がより好ましく、0.01〜1.0質量部が更に好ましい。0.0001質量部未満である場合、十分なβ活性が確保できず、電池用セパレータとした際に、所望の透気性能や機械的強度を発現し難い。一方、5.0質量部以上添加しても、β晶核剤の効果はほぼ変わらず経済的にも不利になるほか、電池用セパレータ表面へのβ晶核剤のブリ−ドが懸念されるため、好ましくない。
【0039】
(B層の樹脂)
本発明の電池用セパレータには、電池の安全性を確保する上で、シャットダウン機能を有するB層が存在することが好ましい。本発明のB層に用いられる熱可塑性樹脂について、具体的には、結晶融解ピーク温度が100〜150℃に存在することが好ましい。この結晶融解ピーク温度は、JIS K7121に準拠して、パ−キンエルマー社製の示差走査型熱量計(DSC−7)を用いて、昇温速度10℃/分で採取したDSC結晶融解温度のピーク値である。この結晶融解ピーク温度の条件を満たすものであれば特に樹脂は限定されるものではないが、中でも、電池用セパレータとしての使用を考えた場合は、その耐薬品性等の観点から、低密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、エチレン酢酸ビニル共重合体、ポリプロピレン、ポリメチルペンテンなどポリオレフィン系樹脂が好ましく、特にポリエチレン系樹脂が好ましい。
【0040】
本発明におけるポリエチレン系樹脂は、低密度ポリエチレン、線状低密度ポリエチレン、線状超低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン及びエチレンを主成分とする共重合体、すなわち、エチレンとプロピレン、ブテン−1、ペンテン−1、ヘキセン−1、ヘプテン−1、オクテン−1などの炭素数3〜10のα−オレフィン;酢酸ビニル、プロピオン酸ビニルなどのビニルエステル;アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル、メタクリル酸エチルなどの不飽和カルボン酸エステル、共役ジエンや非共役ジエンのような不飽和化合物の中から選ばれる1種または2種以上のコモノマーとの共重合体または多元共重合体あるいはその混合組成物が挙げられる。エチレン系重合体のエチレン単位の含有量は、通常50質量%を超えるものである。
【0041】
これらのポリエチレン系樹脂の中では、低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレンの中から選ばれる少なくとも1種のポリエチレン系樹脂が好ましく、高密度ポリエチレンが最も好ましい。
【0042】
前記ポリエチレン系樹脂のメルトフローレート(MFR)は特に制限されるものではないが、通常MFRは0.03〜15g/10分であることが好ましく、0.3〜10g/10分であることがより好ましい。MFRが上記範囲であれば成形加工時に押出機の背圧が高くなりすぎることが無く生産性に優れる。尚、本発明におけるMFRはJIS K7210に準拠し、温度190℃、荷重2.16kgの条件下での測定値をさす。
【0043】
ポリエチレン系樹脂の製造方法は特に限定されるものではなく、公知のオレフィン重合用触媒を用いた公知の重合方法、例えば、チーグラー・ナッタ型触媒に代表されるマルチサイト触媒やメタロセン触媒に代表されるシングルサイト触媒を用いた重合方法が挙げられる。
【0044】
またB層においては、電池用セパレータの特性を損なわない範囲で他の樹脂、他の添加剤または他の成分を含んでいてもよい。前記添加剤としては、特に制限を受けないが、耳などのトリミングロス等から発生するリサイクル樹脂やシリカ、タルク、カオリン、炭化カルシウム等の無機粒子、酸化チタン、カーボンブラック等の顔料、難燃剤、耐候性安定剤、帯電防止剤、架橋剤、滑剤、可塑剤、老化防止剤、酸化防止剤、光安定剤、紫外線吸収剤、中和剤、防曇剤、アンチブロック剤、スリップ剤、ワックス、結晶核剤又は着色剤などの添加剤が挙げられる。
【0045】
本発明の電池用セパレータの構成について説明する。
電池性能向上の観点から考えると、A層は必須であるが、電池の安全性を考慮すると更にB層が存在すれば特にその層構成は限定されるものではない。積層数については、最も単純な構成が各1層ずつの2層構造であり、層構成としてはA層/B層である。電池用セパレータの性状等から考えると、対称性がある層構成がより好ましく、例としてA層/B層/A層のような形態が好ましい。この他に、機能付与を行う場合はその層数が増えても構わない。
【0046】
<製造方法>
次に本発明のセパレータの製造方法について一例を説明するが、本発明はかかる例のみに限定されるものではない。フィルムの形態としては平面状、チューブ状の何れであってもよいが、生産性(膜状物の幅方向に製品として数丁取りが可能)や内面にコートなどの処理が可能という点等から、平面状がより好ましい。
【0047】
平面状の場合の製造方法としては、例えば、押出機を用いて樹脂を溶融し、Tダイから押出し、キャストロールで冷却固化し、縦方向にロール延伸、横方向にテンター延伸をし、その後、アニール、冷却等の工程を経て二軸方向に延伸された電池用セパレータの製造方法が例示できる。また、チューブラー法により製造した電池用セパレータを切り開いて平面状とする方法も適用できる。
【0048】
例として、単純である2種3層の場合を説明する。製法としては、前もって多孔化したフィルムをラミネートする方法や接着剤等で積層化する方法や、無孔膜状物を積層後に多孔化する方法、共押出で直接膜状物を作製後多孔化する方法などがあるが、その工程の簡略さ、生産性の観点から共押出が好ましい。
【0049】
また、多孔化の手法にも、環境的な観点から延伸法が好ましいが、場合により、溶媒抽出法と組み合わせても構わない。溶媒抽出法としては特許3050021号が例示できる。延伸方法については、ロール延伸法、圧延法、テンター延伸法、同時二軸延伸法などの手法があり、これらを単独あるいは2つ以上組み合わせて、一軸延伸あるいは二軸延伸を行う。中でも、多孔構造制御の観点から、二軸延伸が好ましい。
【0050】
ここでは、A層としてはポリプロピレン系樹脂とβ晶核剤を主成分とする樹脂組成物で、またB層としてはポリエチレン系樹脂を主成分とする樹脂組成物を、A層が外層となるように2種3層構成でTダイ共押出法で積層した膜状物を、二軸延伸法を使って多孔化する方法を、より好ましい一例として説明する。
【0051】
(A層の樹脂組成物の作製)
A層の樹脂組成物を作製する場合、少なくとも前述のポリプロピレン系樹脂および結晶核剤を使用することが好ましい。これらの原材料を、好ましくは、ヘンシェルミキサー、スーパーミキサー、タンブラー型ミキサー等を用いて或いは袋の中に全組成物を入れてハンドブレンドにて混合した後、一軸あるいは二軸押出機、ニーダー等で溶融混練し、ペレット化する。より好ましくは二軸押出機を用いることが好ましい。
【0052】
(B層の樹脂組成物の作製)
B層の樹脂組成物を作製する場合、熱可塑性樹脂として例えばポリエチレン系樹脂、必要に応じて添加剤等を、ヘンシェルミキサー、スーパーミキサー、タンブラー型ミキサー等を用いて混合した後、一軸あるいは二軸押出機、ニーダー等で溶融混練後、ペレット化する。より好ましくは二軸押出機を用いることが好ましい。
【0053】
(積層化共押出および延伸について)
A層、B層の各種樹脂組成物のペレットを各押出機に投入し、Tダイ共押出用口金から押出す。Tダイの種類としては、マルチマニホールドタイプでも構わないし、フィードブロックタイプでも構わない。
【0054】
使用するTダイのギャップは、最終的に必要なフィルムの厚さ、延伸条件、ドラフト率、各種条件等から決定されるが、一般的には0.1〜3.0mm程度、好ましくは0.5〜1.0mmである。0.1mm未満では生産速度という観点から好ましくなく、また3.0mmより大きければ、ドラフト率が大きくなるので生産安定性の観点から好ましくない。
【0055】
押出成形において、押出加工温度は樹脂組成物の流動特性や成形性等によって適宜調整されるが、概ね150〜300℃が好ましく、より好ましくは180〜280℃であり、更に好ましくは200〜280℃である。150℃以上の場合、溶融樹脂の粘度が十分に低く、成形性に優れて好ましい。一方、300℃以下では樹脂組成物の劣化を抑制できる。キャストロールによる冷却固化温度は、本発明において、非常に重要であり、膜状物中のβ晶の比率を調整することができる。キャストロールの冷却固化温度は好ましくは80℃以上が好ましく、より好ましくは90℃以上、更に好ましくは100℃以上、特に好ましくは120℃以上である。一方、下限については150℃以下が好ましく、140℃以下がより好ましく、130℃以下が更に好ましい。冷却固化温度を80℃以上とすることで、冷却固化させた膜状物中のβ晶の比率を十分に増加させることができ、好ましい。また、150℃未満とすることで、押出された溶融樹脂がキャストロールへ粘着し、巻き付いてしまうなどのトラブルが起こりにくく、効率よく膜状物化することが可能であるので好ましい。
【0056】
延伸工程においては、縦方向又は横方向に一軸延伸してもよいし、二軸延伸であってもよい。また、二軸延伸を行う場合は同時二軸延伸であってもよいし、逐次二軸延伸であってもよい。本発明の目的であるSD特性とBD特性に優れたセパレータを作製する場合には、各延伸工程で延伸条件を選択でき、かつ多孔構造を制御し易い逐次二軸延伸がより好ましい。
【0057】
逐次二軸延伸を用いる場合、延伸温度は用いる樹脂組成物の組成、結晶融解ピーク温度、結晶化度等によって適時変える必要があるが、縦延伸での延伸温度は概ね20〜130℃、好ましくは40〜120℃、更に好ましくは60〜110℃の範囲で制御される。また、好ましい縦延伸倍率は2〜10倍、より好ましくは3〜8倍、更に好ましくは4〜7倍である。前記範囲内で縦延伸を行うことで、延伸時の破断を抑制しつつ、適度な空孔起点を発現させることができる。なお縦延伸を実施する際、一定の温度にて一段階で延伸しても、多段階に分けて異なる温度で延伸しても構わない。
一方、横延伸での延伸温度は概ね80〜160℃、好ましくは90〜150℃、更に好ましくは100〜140℃である。また、横延伸倍率は1.1倍以上が好ましく、より好ましくは1.2倍以上、更に好ましくは1.5倍以上である。一方、上限については10倍以下が好ましく、より好ましくは8倍以下、更に好ましくは7倍以下である。前記範囲内で横延伸することで、縦延伸により形成された空孔起点を適度に拡大させ、微細な多孔構造を発現させることができる。前記延伸工程の延伸速度としては、500〜12000%/分が好ましく、1500〜10000%/分がさらに好ましく、2500〜8000%/分であることが更に好ましい。
【0058】
このようにして得られた二軸延伸フィルムは、寸法安定性の改良等を目的として、130〜170℃程度の温度で熱処理を行い、その後均一に冷却して巻き取ることにより、本発明の電池用セパレータとなる。この際、熱処理工程中には、必要に応じて3〜20%の弛緩処理を施しても良い。熱処理により、電池用セパレータの熱寸法安定性が一層良好になる。
【0059】
本発明の電池用セパレータの物性は、樹脂の種類、選択されるフィラーの種類、可塑剤の種類、量や組成比、延伸条件(延伸倍率、延伸温度等)によって自由に調整できる。特に、外層のポリプロピレン系樹脂層の表面粗さについては、微粒子粗面化剤を使用する場合は、その量や種類、可塑剤の種類やその延伸条件によって、またβ晶を利用する場合は、β晶核剤の量や種類、可塑剤の種類やその延伸条件によって自由に調整することが出来る。
【0060】
(厚さと層比)
本発明の電池用セパレータの厚さは5〜50μmである。好ましくは8〜40μm、更に好ましくは10〜30μmである。電池用セパレータとして使用する場合、5μm未満では、電極の突起部分に大きな力がかかり、電池用セパレータを突き破り短絡する可能性がある。また、厚さが50μmより厚くなると電気抵抗が大きくなるので電池の性能が不十分になってしまうからである。
【0061】
A層とB層の積層比については、全積層厚さに対するA層の割合が10〜90%が好ましく、より好ましくは15〜85%、更に好ましくは20〜80%である。A層の割合が10%以上とすることで、A層のBD特性および強度を十分に発揮することができる。一方で、A層の割合が90%以下とすることで、シャットダウン機能を十分に発現することができ、安全性を確保することができる。
また、A層およびB層以外の他の層が存在する場合、他の層の厚さの合計は全体の厚さ1に対して0.05〜0.5が好ましく、0.1〜0.3がより好ましい。
【0062】
(ガーレ値)
ガーレ値はフィルム厚さ方向の空気の通り抜け難さを表し、100mlの空気が該フィルムを通過するのに必要な秒数で表現するため、数値が小さい方が通り抜け易く、数値が大きい方が通り抜け難いことを意味する。すなわち、その数値が小さい方がフィルムの厚さ方向の連通性が良いことを意味し、その数値が大きい方がフィルムの厚さ方向の連通性が悪いことを意味する。連通性とは、フィルム厚さ方向の孔のつながり度合いである。本発明の電池用セパレータのガーレ値が低ければ、様々な用途に使用することが出来る。例えば非水系リチウム二次電池の電池用セパレータとして使用した場合、ガーレ値が低いということは、リチウムイオンの移動が容易であることを意味し、電池性能に優れるため好ましい。本発明の電池用セパレータのガーレ値は10〜1000秒/100mlであることが重要である。好ましくは15〜800秒/100mlであり、更に好ましくは20〜500秒/100mlである。ガーレ値が1000秒/100ml以下であれば、実質的には電気抵抗が低く、電池用セパレータとしては好ましい。一方で、ガーレ値が10秒/100ml以上であれば、電池用セパレータとして使用時において、内部短絡等のトラブルを回避することができる。
【0063】
(突き刺し強度)
本発明の多孔性フィルムを電池用セパレータとして使用した場合、電池作製時の短絡、生産性に大きく寄与する。突き刺し強度の測定方法については後述するが、その値としては、厚さにかかわらず、1.5N以上であることが重要であり、好ましくは2.0N以上、より好ましくは3.0N以上である。1.5Nより突き刺し強度が低いと、電池作製時において異物等での電池用セパレータの破れによる短絡の発生確率が高くなるために好ましくない。
一方、突き刺し強度の上限値は特に規定するものではないが、ハンドリングなどの観点から通常10N以下のものが使用される。
【0064】
(表面粗さ)
本発明の電池用セパレータの十点平均粗さRzは、5μm以上であれば、電解質の保液性が十分向上し、これにより電池特性が向上するものと考えられる。十点平均粗さRzは、好ましくは6〜10μm、より好ましくは6〜8μmである。
本発明の電池用セパレータを使用して電池を作成した結果、電池用セパレータの十点平均粗さRzによって、電池のサイクル特性で差異が生じており、特に十点平均粗さRzが5μm以上であることが重要であることを発見した。詳細は未だ不明であるが、前記Rzが5μm以上であることにより、電池用セパレータ表面にできた凹凸の部分に電解質がたまる量が増加し、つまり電池用セパレータの電解質の保液性が向上することにより、電池のサイクル特性の向上に大きく寄与したものと考えられる。
一方で、前記Rzの上限については特に限定しないが、厚さにもよるが、厚さ精度の観点から10μm以下がより好ましい。前記Rzが10μm以下であれば、電解質の保液性を十分に保持し、かつ、厚さ精度が必要な薄い電池用セパレータとして使用する場合、特に好ましい。
【0065】
前記Rzを5μm以上にするための手法の1つとして、原料配合の観点から挙げることができる。原料配合では、この表面粗度を発現させる方法によってもそのポイントは異なる。微粒子粗面化剤を使用する場合は、その微粒子粗面化剤の粒径、添加量が主なポイントとなる。微粒子粗面化剤の粒径が小さすぎるとその粗面化の効果が薄くなり、また大きすぎると不必要なボイドが多発してしまうため好ましくない。微粒子粗面化剤の粒径は、例えば0.1〜50μm程度が好ましく、より好ましくは0.3〜10μm、更に好ましくは0.5〜5μmである。微粒子粗面化剤の添加量については、添加量が少なすぎるとその粗面化の効果が薄くなり、また多すぎると電池用セパレータの成形性が損なわれる。電池用セパレータの通常1〜70質量%が好ましく、より、好ましくは5〜50質量%程度が適当である。
また、β晶を使用する場合は、結晶核剤の種類や量が関係する。表面粗度はそのβ晶の発現量に関係することから、β活性に寄与する。β活性が高ければ高いほど表面粗度が高くなる。具体的には、膜状物内にβ晶の部分が存在するとβ晶部が陥没し、延伸を行うことにより、この陥没した部分がお互いに干渉したり、結合したりしながら、略楕円形状にそれらが複雑に絡み合ったフィブリル様の凹凸が発生するためである。これにより、本発明の電池用セパレータ表面の粗度を確保することができる。
一方、製造方法では、キャストロールの冷却固化温度を80℃以上であることが好ましく、より好ましくは90℃以上、更に好ましくは100℃以上、特に好ましくは120℃以上である。冷却固化温度を80℃以上とすることによって、冷却固化させた膜状物中のβ晶の比率を十分に増加させることができ、延伸を行うことによって表面に凹凸が発生するために好ましい。
また延伸について、少なくとも一軸方向に延伸することが主なポイントであり、二軸延伸がより好ましい。中でも横延伸倍率を1.1倍以上にすることが好ましく、より好ましくは1.2倍以上、更に好ましくは1.5倍以上である。一方、上限については10倍以下が好ましく、より好ましくは8倍以下、更に好ましくは7倍以下である。横延伸を施すことによって、より粗面化が進行して十点平均粗さRzが5μm以上に容易に満たすことができる。
【0066】
(BD特性)
本発明の電池用セパレータの最大の特徴は、A層が高い耐熱性を有することであり、安全に寄与する特性である。この耐熱性は、より高温(160℃以上)の状態までフィルムが正負極の直接接触を防止するように正負極をセパレートするという機能であり、より高い温度であることが好ましい。電池用セパレータとして使用する場合は、この耐熱性も具備した多孔性フィルムが必要である。
【0067】
(非水系リチウム二次電池)
本発明の電池用セパレータを用いた非水系リチウム二次電池は、リチウムイオンを吸蔵・放出可能な正極と、リチウムイオンを吸蔵・放出可能な負極と、非水系溶媒及びリチウム塩を含有する非水系電解質と、上述の本発明の電池用セパレータとを備える電池とすることができる。非水系電解質の性状としては、液体、固体電解質、ゲル電解質のようなものでも構わない。以下、電池用セパレータ以外の非水系電解質、正極、負極について説明する。
【0068】
{非水系電解質}
<非水系溶媒>
本発明の非水系リチウム二次電池に使用される電解質の非水系溶媒としては、非水系リチウム二次電池の溶媒として公知の任意のものを用いることができる。例えば、エチレンカーボネート、プロピレンカーボネート、ブチレンカーボネート等のアルキレンカーボネート等の環状カーボネート(好ましくは炭素数3〜5のアルキレンカーボネート);ジメチルカーボネート、ジエチルカーボネート、ジ−n−プロピレンカーボネート、エチルメチルカーボネート等のジアルキルカーボネート(好ましくは炭素数1〜4のアルキル基を有するジアルキルカーボネート)等の鎖状カーボネート;テトラヒドロフラン、2−メチルテトラヒドロフラン等の環状エーテル;ジメトキシエタン、ジメトキシメタン等の鎖状エーテル;γ−ブチロラクトン、γ−バレロラクトン等の環状カルボン酸エステル;酢酸メチル、プロピオン酸メチル、プロピオン酸エチル等の鎖状カルボン酸エステルなどが挙げられる。これらは1種を単独で用いてもよく、2種類以上を併用しても良い。
【0069】
上記例示溶媒の中でも、環状カーボネートと鎖状カーボネートとを混合した混合非水系溶媒が、充放電特性、電池寿命等の電池性能全般を高める観点から好ましい。また、上記混合非水系溶媒は、環状カーボネート及び鎖状カーボネートをそれぞれ非水系溶媒全体の15体積%以上含み、且つ、それらの体積の合計が非水系溶媒全体の70体積%以上となるように混合することが好ましい。
上記の環状カーボネート及び鎖状カーボネートを混合した混合非水系溶媒に用いられる環状カーボネートとしては、アルキレン基の炭素数が2以上4以下のアルキレンカーボネートが好ましい。その具体例としては、エチレンカーボネート、プロピレンカーボネート、ブチレンカーボネート等が挙げられる。中でも、エチレンカーボネート及びプロピレンカーボネートが好ましい。
【0070】
また、上記の環状カーボネート及び鎖状カーボネートを混合した混合非水系溶媒に用いられる鎖状カーボネートとしては、炭素数が1以上4以下のアルキル基を有するジアルキルカーボネートが好ましい。その具体例としては、ジメチルカーボネート、ジエチルカーボネート、ジ−n−プロピレンカーボネート、エチルメチルカーボネート、メチル−n−プロピルカーボネート、エチル−n−プロピルカーボネートなどが挙げられる。中でも、ジメチルカーボネート、ジエチルカーボネート及びエチルメチルカーボネートが好ましい。
これらの環状カーボネート及び鎖状カーボネートは各々独立に、1種のみを単独で使用しても良く、複数種を任意の組み合わせ及び比率で併用しても良い。
【0071】
混合非水系溶媒の環状カーボネートの割合は15体積%以上、特に20〜50体積%で、鎖状カーボネートの割合は30体積%以上、特に、40〜80体積%で、環状カーボネート:鎖状カーボネート=1:1〜4(体積比)であることが好ましい。
さらに、上記の混合非水系溶媒は、製造される非水系リチウム二次電池の電池性能を低下させない範囲であれば、環状カーボネート及び鎖状カーボネート以外の溶媒を含んでいても良い。混合非水系溶媒における環状カーボネート及び鎖状カーボネート以外の溶媒の割合は、通常30体積%以下、好ましくは10体積%以下である。
【0072】
<リチウム塩>
非水系電解質の溶質であるリチウム塩としては、任意のものを用いることができる。例えば、LiClO4、LiPF6、LiBF4等の無機リチウム塩;LiCF3SO3、LiN(CF3SO2)2、LiN(C2F5SO2)2、LiN(CF3SO2)(C4F9SO2)、LiC(CF3SO2)3、LiPF4(CF3)2、LiPF4(C2F5)2、LiPF4(CF3SO2)2、LiPF4(C2F5SO2)2、LiBF2(CF3)2、LiBF2(C2F5)2、LiBF2(CF3SO2)2、LiBF2(C2F5SO2)2等の含フッ素有機リチウム塩などが挙げられる。これらのうち、LiPF6、LiBF4、LiCF3SO3、LiN(CF3SO2)2、LiN(C2F5SO2)2等の含フッ素有機リチウム塩、特にLiPF6、LiBF4が好ましい。なお、リチウム塩についても1種を単独で用いても良く、2種以上を併用しても良い。
【0073】
これらのリチウム塩の非水系電解質中の濃度の下限値としては、通常0.5mol/dm3以上、中でも0.75mol/dm3以上、上限値としては、通常2mol/dm3以下、中でも1.5mol/dm3以下である。リチウム塩の濃度がこの上限値を超えると非水系電解質の粘度が高くなり、電気伝導率も低下する。また、下限値を下回ると電気伝導率が低くなるので、上記濃度範囲で非水系電解質を調製することが好ましい。
【0074】
<その他の添加剤>
本発明に係わる非水系電解質は、負極表面に抵抗性被膜を形成しうる被膜形成剤を含有してもよい。本発明で用いる被膜形成剤としては、ビニレンカーボネート、ビニルエチレンカーボネート、フルオロエチレンカーボネート、トリフルオロプロピレンカーボネート、フェニルエチレンカーボネート、エリスリタンカーボネート等のエチレン性不飽和結合を有するカーボネート化合物や、無水コハク酸、無水グルタル酸、無水マレイン酸、無水シトラコン酸、無水グルタコン酸、無水イタコン酸、無水ジグリコール酸、シクロヘキサンジカルボン酸無水物、シクロペンタンテトラカルボン酸二無水物、フェニルコハク酸無水物等のカルボン酸無水物等が挙げられる。特に、良好なサイクル特性向上効果と、被膜抵抗の温度依存性の観点から、被膜形成剤としては、ビニレンカーボネート、ビニルエチレンカーボネート、無水コハク酸が好ましく、特に良質な被膜を形成しうることから、ビニレンカーボネートを用いることが更に好ましい。なお、これらの被膜形成剤は1種を単独で用いても良く、2種以上を混合して用いても良い。
【0075】
本発明において、非水系電解質中の被膜形成剤の含有量は、0.01質量%以上、好ましくは0.1質量%以上、より好ましくは0.3質量%以上であり、10質量%以下、好ましくは8質量%以下、より好ましくは7質量%以下である。被膜形成剤の含有量が上記範囲の下限を下回ると電池のサイクル特性向上効果が得られ難い一方で、上限を超えると低温におけるレート特性の低下を招くおそれがある。
【0076】
なお、本発明に係わる非水系電解質には、非水系溶媒、リチウム塩及び被膜形成剤以外に、必要に応じて他の有用な成分、例えば従来公知の亜硫酸エチレン、亜硫酸プロピレン、亜硫酸ジメチル、プロパンスルトン、ビタンスルトン、メタンスルホン酸メチル、トルエンスルホン酸メチル、硫酸ジメチル、硫酸エチレン、スルホラン、ジメチルスルホン、ジエチルスルホン、ジメチルスルホキシド、ジエチルスルホキシド、テトラメチレンスルホキシド、ジフェニルスルフィド、チオアニソール、ジフェニルジスルフィド、ジピリジニウムジスルフィド等の正極保護剤、過充電防止剤、脱水剤、脱酸剤等の各種の添加剤を含有させても良い。
【0077】
{正極}
正極としては、通常、正極活物質とバインダーを含有する活物質層を集電体上に形成させたものが用いられる。
正極活物質としては、電気化学的にリチウムイオンを吸蔵・放出可能なものであれば、その種類に制限はない。好ましい例としては、リチウム遷移金属複合酸化物が挙げられる。リチウム遷移金属複合酸化物の具体例としては、LiCoO2などのリチウム・コバルト複合酸化物、LiNiO2などのリチウム・ニッケル複合酸化物、LiMnO2、LiMn2O4などのリチウム・マンガン複合酸化物等が挙げられる。これらのリチウム遷移金属複合酸化物は、主体となる遷移金属原子の一部をAl、Ti、V、Cr、Mn、Fe、Co、Li、Ni、Cu、Zn、Mg、Ga、Zr、Si等の他の金属で置き換えると、安定化させることができるので好ましい。これらの正極活物質は、何れか1種を単独で用いても良く、2種以上を任意の組み合わせ及び比率で併用しても良い。
【0078】
バインダーとしては、電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としてはポリフッ化ビニリデン、ポリテトラフルオロエチレン、フッ素化ポリフッ化ビニリデン、EPDM(エチレン−プロピレン−ジエン三元共重合体)、SBR(スチレン−ブタジエンゴム)、NBR(アクリロニトリル−ブタジエンゴム)、フッ素ゴム、ポリ酢酸ビニル、ポリメチルメタクリレート、ポリエチレン、ニトロセルロース等が挙げられる。これらは1種を単独で用いても、複数種を併用しても良い。
【0079】
正極活物質中のバインダーの割合は、下限値が通常0.1質量%以上、好ましくは1質量%以上、より好ましくは5質量%以上であり、上限値が通常80質量%以下、好ましくは60質量%以下、より好ましくは40質量%以下、更に好ましくは10質量%以下である。バインダーの割合が少ないと、活物質を十分に保持できないので、正極の機械的強度が不足し、サイクル特性等の電池性能を悪化させることがあり、逆に多すぎると電池容量や導電性を下げることになる。
【0080】
正極活物質層は、通常、導電性を高めるため導電剤を含有する。導電剤としては、天然黒鉛、人造黒鉛等の黒鉛の微粒子や、アセチレンブラック等のカーボンブラック、ニードルコークス等の無定形炭素微粒子、カーボンファイバー、カーボンナノチューブ、フラーレン等の炭素質材料を挙げることができる。これらは1種を単独で用いても、複数種を併用しても良い。
【0081】
正極活物質中の導電剤の割合は、下限値が通常0.01質量%以上、好ましくは0.1質量%以上、更に好ましくは1質量%以上であり、上限値が通常50質量%以下、好ましくは30質量%以下、更に好ましくは15質量%以下である。導電剤の割合が少ないと導電性が不十分になることがあり、逆に多すぎると電池容量が低下することがある。
【0082】
正極活物質層には、その他、増粘剤等の通常の活物質層の添加剤を含有させることができる。増粘剤は電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としては、カルボキシメチルセルロース、メチルセルロース、ヒドロキシメチルセルロース、エチルセルロース、ポリビニルアルコール、酸化スターチ、リン酸化スターチ、カゼイン等が挙げられる。これらは1種を単独で用いても、複数種を併用しても良い。
【0083】
正極集電体には、アルミニウム、ステンレス鋼、ニッケルメッキ鋼等が使用される。
正極は、前述の正極活物質とバインダーと導電剤、必要に応じて添加されるその他の添加剤とを溶媒でスラリー化したものを集電体に塗布して乾燥することにより形成することができる。スラリー化のために用いる溶媒としては、通常、バインダーを溶解する有機溶剤が使用される。例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、メチルエチルケトン、シクロヘキサノン、酢酸メチル、アクリル酸メチル、ジエチルトリアミン、N,N−ジメチルアミノプロピルアミン、エチレンオキシオド、テトラヒドロフラン等が用いられるがこれらに限定されない。これらは1種を単独で用いても、複数種を併用しても良い。また、水に分散剤、増粘剤等を加えてSBR等のラテックスで活物質をスラリー化することもできる。
【0084】
このようにして形成される正極活物質層の厚さは、通常10〜200μm程度である。なお、塗布・乾燥によって得られた活物質層は、活物質の充填密度を上げるために、ローラープレス等により圧密化するのが好ましい。
【0085】
{負極}
負極は、通常、負極活物質とバインダーを含有する活物質層を集電体上に形成させたものが用いられる。
負極活物質としては、電気化学的にリチウムイオンを吸蔵・放出可能なものであれば、その種類に制限はない。好ましい例としては、様々な熱分解条件での有機物の熱分解物や人造黒鉛、天然黒鉛等のリチウムを吸蔵・放出可能な炭素質材料;酸化スズ、酸化ケイ素等のリチウムを吸蔵・放出可能な金属酸化物材料;リチウム金属;種々のリチウム合金などを用いることができる。これらの負極活物質は、1種を単独で用いても良く、2種類以上を混合して用いても良い。特に、上記の中で、本発明のセパレータと組み合わせて用いる負極活物質としては、人造黒鉛、天然黒鉛等の炭素質材料や金属酸化物材料及びリチウム合金がサイクル特性などの電池特性が向上するので好ましい。
【0086】
バインダーとしては、電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としてはポリフッ化ビニリデン、ポリテトラフルオロエチレン、SBR(スチレン−ブタジエンゴム)、イソプレンゴム、ブタジエンゴム等を挙げることができる。これらは1種を単独で用いても、複数種を併用しても良い。
【0087】
負極活物質中のバインダーの割合は、下限値が通常0.1質量%以上、好ましくは1質量%以上、より好ましくは5質量%以上であり、上限値が通常80質量%以下、好ましくは60質量%以下、より好ましくは40質量%以下、更に好ましくは10質量%以下である。バインダーの割合が少ないと、活物質を十分に保持できないので、負極の機械的強度が不足し、サイクル特性等の電池性能を悪化させることがあり、逆に多すぎると電池容量や導電性を下げることになる。
【0088】
負極活物質層には、その他、増粘剤等の通常の活物質層の添加剤を含有させることができる。増粘剤は電極製造時に使用する溶媒や電解質、電池使用時に用いる他の材料に対して安定な材料であれば、特に限定されない。その具体例としては、カルボキシメチルセルロース、メチルセルロース、ヒドロキシメチルセルロース、エチルセルロース、ポリビニルアルコール、酸化スターチ、リン酸化スターチ、カゼイン等が挙げられる。これらは1種を単独で用いても、複数種を併用しても良い。
【0089】
負極の集電体には、銅、ニッケル、ステンレス鋼、ニッケルメッキ鋼等が使用される。 負極は、前述の負極活物質とバインダー、必要に応じて添加されるその他の添加剤とを溶媒でスラリー化したものを集電体に塗布して乾燥することにより形成することができる。スラリー化のために用いる溶媒としては、通常、バインダーを溶解する有機溶剤が使用される。例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、メチルエチルケトン、シクロヘキサノン、酢酸メチル、アクリル酸メチル、ジエチルトリアミン、N,N−ジメチルアミノプロピルアミン、エチレンオキシオド、テトラヒドロフラン等が用いられるがこれらに限定されない。これらは1種を単独で用いても、複数種を併用しても良い。また、水に分散剤、増粘剤等を加えてSBR等のラテックスで活物質をスラリー化することもできる。
【0090】
このようにして形成される負極活物質層の厚さは、通常10〜200μm程度である。なお、塗布・乾燥によって得られた活物質層は、活物質の充填密度を上げるために、ローラープレス等により圧密化するのが好ましい。
【0091】
{電池構成}
本発明の非水系リチウム二次電池は、上述した正極と、負極と、非水系電解質と、電池用セパレータとを、適切な形状に組み立てることにより製造される。更に、必要に応じて外装ケース等の他の構成要素を用いることも可能である。
その電池形状は特に限定されず、一般的に採用されている各種形状の中から、その用途に応じて適宜選択することができる。一般的に採用されている形状の例としては、シート電極及び電池用セパレータをスパイラル状にしたシリンダータイプ、ペレット電極及び電池用セパレータを組み合わせたインサイドアウト構造のシリンダータイプ、ペレット電極及び電池用セパレータを積層したコインタイプ、シート電極及び電池用セパレータを積層したラミネートタイプなどが挙げられる。また、電池を組み立てる方法も特に限定されず、目的とする電池の形状に合わせて、通常用いられている各種方法の中から適宜選択することができる。
【0092】
以上、本発明の非水系リチウム二次電池の一般的な実施形態について説明したが、本発明の非水系リチウム二次電池は上記実施形態に制限されるものではなく、その要旨を超えない限りにおいて、各種の変形を加えて実施することが可能である。
【実施例】
【0093】
次に実施例及び比較例を示し、本発明の電池用セパレータおよび非水系リチウム二次電池について更に詳細に説明するが、本発明はこれらに限定されるものではない。
なお、実施例及び比較例に示す測定値および評価は次のように行った。なお、電池用セパレータの引き取り(流れ)方向を「縦」方向、その直角方向を「横」方向と記載する。
【0094】
(1)厚さ
1/1000mmのダイアルゲージにて、面内を不特定に30箇所測定しその平均を厚さとする。
(2)層比
層比は、電池用セパレータの断面を切り出し、走査電子顕微鏡にて観察し、その層比を測定した。
(3)ガーレ値
JIS P8117に準拠してガーレ値(秒/100ml)を測定した。
(4)空孔率
空孔率は電池用セパレータ中の空間部分の割合を示す数値である。空孔率の算出方法は、電池用セパレータの実質量W1を測定し、樹脂組成物の密度と厚さから空孔率0%の場合の質量W0を計算し、電池用セパレータの実質量との差から空孔率を算出する。
空孔率Pv(%)=(W0−W1)/W0×100
(5)突き刺し強度
日本農林規格告示1019号に準じて測定した(ピン径:1.0mm、先端部:0.5R、突き刺し速度:300mm/min)。
【0095】
(6)十点平均粗さRz
JIS B0601−1994に準拠して測定した。
電池用セパレータを10mm幅×50mm長さで切り出す。切り出した電池用セパレータを、ガラス板(松浪硝子工業社製、マイクロスライドガラス S1225、76mm×26mm)に15mm以上離して平行に張った両面テープ(日東電工社製 両面接着テープ No.501F、5mm幅×20m)に貼り付ける。(両面テープの高さにより、電池用セパレータ中央部は、ガラス板に直接つかずに浮いた状態で固定されている)。
この状態のサンプルを、レーザー顕微鏡(キーエンス社製、VK−8500)を用いて、表面粗さを測定した。この際、粗さを測定した範囲は110μm×150μmで、この測定を場所を変えて5回行い、算出した平均値を、電池用セパレータの表面粗さの十点平均粗さRzとした。
【0096】
(8)BD特性
電池用セパレータを80mm角に切り出す。切り出した電池用セパレータを中央部に穴が空いたテフロン(登録商標)膜とアルミ板にはさみ、周囲をクリップで固定する。180℃に設定した温度オ−ブンに電池用セパレータを入れ、設定温度に再び、達してから2分後に取り出し、電池用セパレータの状態を確認して形状維持性能を判断する。電池用セパレータが破膜した場合は「×」、形状が維持されている場合は「○」とした。オーブンは、タバイエスペック社製、タバイギヤオ−ブンGPH200を使用した。
【0097】
更に、得られた電池用セパレータついて次のようにしてβ活性の評価を行った。
(9)示差走査型熱量測定(DSC)
得られた電池用セパレータをパーキンエルマー社製の示差走査型熱量計(DSC−7)をもちいて、25℃から240℃まで走査速度10℃/分で昇温後1分間保持し、次に240℃〜25℃まで走査速度10℃/分で降温後1分間保持し、次に25℃から240℃まで走査速度10℃/分で再昇温させた。この再昇温時にポリプロピレン系樹脂のβ晶に由来する結晶融解ピーク温度(Tmβ)である145〜160℃にピークが検出されるか否かによりβ活性の有無をいかの基準にて評価した。
○:Tmβが145℃〜160℃の範囲内に検出された場合(β活性あり)
×:Tmβが145℃〜160℃の範囲内に検出されなかった場合(β活性なし)
なお、β活性の測定は、試料量10mgで、窒素雰囲気下にて行った。
【0098】
(10)広角X線回折測定(XRD)
電池用セパレータを縦60mm×横60mm角に切り出し、図1(A)(B)に示すように固定した。サンプルとして、アルミ板2枚に拘束した状態の電池用セパレータを設定温度180℃、表示温度180℃である送風定温恒温器(ヤマト科学株式会社製、型式:DKN602)に入れ3分間保持した後、設定温度を100℃に変更し、10分以上の時間をかけて100℃まで徐冷を行った。表示温度が100℃になった時点でサンプルを取り出し、アルミ板2枚に拘束した状態のまま25℃の雰囲気下で5分間冷却して得られた電池用セパレータについて、以下の測定条件で、中央部の40mmφの円状の部分について広角X線回折測定を行った。
・広角X線回折測定装置:マックサイエンス社製、型番:XMP18A
・X線源:CuKα線、出力:40kV、200mA
・走査方法:2θ/θスキャン、2θ範囲:5°〜25°、走査間隔:0.05°、走査速度:5°/min
得られた回折プロファイルについて、ポリプロピレン系樹脂のβ晶の(300)面に由来するピークより、β活性の有無を以下のように評価した。
○:ピークが2θ=16.0〜16.5°の範囲に検出された場合(β活性あり)
×:ピークが2θ=16.0〜16.5°の範囲に検出されなかった場合(β活性なし)
なお、電池用セパレータ片が60mm×60mm角に切り出せない場合は、中央部に40mmφの円状の穴に電池用セパレータが設置されるように調整し、サンプルを作成しても構わない。
【0099】
(実施例1)
A層として、ポリプロピレン系樹脂(プライムポリマー社製、300SV、密度:0.90g/cm3、MFR:3.0g/10分、Tm:167℃)とβ晶核剤として、N,N’−ジシクロヘキシル−2,6−ナフタレンジカルボン酸アミドを準備した。このポリプロピレン系樹脂100質量部に対してβ晶核剤を0.2部の割合で各原材料をブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度300℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ポリプロピレン系樹脂のペレットを作製した。ポリプロピレン系樹脂組成物のβ活性は80%であった。
【0100】
次にB層を構成する混合樹脂組成物として、高密度ポリエチレン(日本ポリエチ社製、ノバテックHD HF560、密度:0.963g/cm3、MFR:7.0g/10分)100質量部に、グリセリンモノエステルを0.04質量部、及びマイクロクリスタリンワックス(日本精蝋社製、Hi−Mic1080)10質量部を加え、同型の同方向二軸押出機を用いて220℃にて溶融混練してペレット状に加工した樹脂組成物を得た。
【0101】
前記2種類の樹脂組成物を用いて、外層がA層、中間層がB層となるように2種3層の口金を別々の押出機を用いて押出し、126℃のキャスティングロールで冷却固化させ膜状物を作製した。
前記膜状物を、縦延伸機を用いて縦方向に4.5倍延伸し、その後、横延伸機にて100℃で横方向に2.0倍延伸後、熱固定/弛緩処理を行い、電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0102】
(実施例2)
B層の高密度ポリエチレン系樹脂を高密度ポリエチレン(プライムポリマー社製、Hi−ZEX3300F、密度:0.950g/cm3、MFR:1.1g/10分)とした以外は実施例1と同様の条件で積層膜状物を作製した。
前記膜状物を、縦延伸機を用いて縦方向に4.7倍延伸し、その後、横延伸機にて100℃で横方向に2.1倍延伸後、熱固定/弛緩処理を行い、電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0103】
(実施例3)
実施例1と同様にして膜状物を作製した。当該膜状物を、縦延伸機を用いて縦方向に4.0倍延伸し、その後、横延伸機にて100℃で横方向に1.8倍延伸後、熱固定/弛緩処理を行い、電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0104】
(実施例4)
HMSポリプロピレン(ダウケミカル社製、インスパイア114、密度:0.90g/cm3、MFR:0.5g/10min、Tm166℃)100質量部、硫酸バリウム(堺化学社製、B−55)140質量部、ハイカスターワックス(豊国精油社製 HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。
前記ペレットを100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に3.0倍延伸し、次いで横方向に2.3倍に延伸し、表1に示すような物性の電池用セパレータを得た。
【0105】
(実施例5)
HMSポリプロピレン(ダウケミカル社製、インスパイア114、密度:0.90g/cm3、メルトフローレート:0.5g/10min、Tm166℃)100質量部、硫酸バリウム(堺化学社製、B−54)120質量部、ハイカスターワックス(豊国精油社製 HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。
前記ペレットを100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に3.1倍延伸し、次いで横方向に2.5倍に延伸し、表1に示すような物性の電池用セパレータを得た。
【0106】
(比較例1)
高密度ポリエチレン(三井住友ポリオレフィン株式会社製 7000FP、密度:0.954g/cm3、メルトフローレート:0.04g/10min、Tm:134℃)100質量部、硫酸バリウム(堺化学社製、B−55)160質量部、ハイカスターワックス(豊国精油社製、HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。この原料を100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に5.0倍延伸し、次いで横方向に3.3倍延伸し、表1に示すような物性の電池用セパレータを得た。
【0107】
(比較例2)
HMSポリプロピレン(ダウケミカル社製 インスパイア114、密度:0.90g/cm3、メルトフローレート:0.5g/10min、Tm166℃)100質量部、硫酸バリウム(堺化学社製、B−55)160質量部、ハイカスターワックス(豊国精油社製 HCOP)7質量部をドライブレンドし、東芝機械株式会社製の2軸押出機(口径:40mmφ、L/D:32)に投入し、設定温度220℃で溶融混合後、水槽にてストランドを冷却固化し、ペレタイザーにてストランドをカットし、ペレットを作製した。この原料を100mmφのインフレーションダイにて成形して膜状物を成形した。該膜状物を縦方向に4.5倍延伸し、次いで横方向に2.9倍に延伸し、表1に示すような物性の電池用セパレータを得た。
【0108】
(比較例3)
A層として、ポリプロピレン系樹脂(プライムポリマー社製、300SV、密度:0.90g/cm3、MFR:3.0g/10分、Tm:167℃)を、B層として、ポリエチレン系樹脂(プライムポリマー社製、2208J、密度:0.964g/cm3、MFR5.2g/10分、Tm:135℃)を準備した。次に、多層用口金を用いて外層がA層、中間層がB層となるように2種3層の層構成でドラフト率が200となるように共押出しした後、115℃のオーブンでアニーリングを行った。
その後、延伸前の長さの1.4倍になるように25℃で延伸を行った。次に25℃で延伸した後のフィルムの長さが3.2倍になるように120℃で延伸をおこなったのち、10%の弛緩を掛けるように熱処理を実施した。得られた電池用セパレータの物性値を表1に示す。
【0109】
(比較例4)
実施例3と同様の条件で、厚さを変えた膜状物を作製した。該膜状物を、縦延伸機を用いて、縦方向に4.2倍延伸し、その後、横延伸機にて100℃で横方向に1.9倍延伸後、熱固定/弛緩処理を行い、厚さが60μmの電池用セパレータを得た。得られた電池用セパレータの物性を表1に示す。
【0110】
【表1】
【0111】
<非水系電解質の調製>
乾燥アルゴン雰囲気下、精製したエチレンカーボネートとジエチルカーボネートを体積比3:7で混合し、混合溶媒を作製した。この溶媒に対し、十分に乾燥したLiPF6を1mol/dm3の割合となるように溶解して後、非水系電解質中の濃度として2質量%の割合となるようにビニレンカーボネート(VC)を混合し、非水系電解質とした。
【0112】
<正極の作製>
正極活物質としてLiCoO2を用い、LiCoO285質量部にカーボンブラック6質量部及びポリフッ化ビニリデン(呉羽化学社製商品名「KF−1000」)9質量部を加えて混合し、N−メチル−2−ピロリドンで分散し、スラリー状とした。これを、正極集電体である厚さ20μmのアルミニウム箔の両面に均一に塗布し、乾燥後、プレス機により正極活物質層の密度が3.0g/cm3になるようにプレスして正極とした。
【0113】
<負極の作製>
負極活物質として天然黒鉛粉末を用い、天然黒鉛粉末94質量部にポリフッ化ビニリデン6質量部を混合し、N−メチル−2−ピロリドンで分散させてスラリー状とした。これを、負極集電体である厚さ18μmの銅箔の両面に均一に塗布し、乾燥後、プレス機により負極活物質層の密度が1.5g/cm3になるようにプレスして負極とした。
【0114】
<電池の組み立て>
上記のように作製した負極板と正極板を、各電池用セパレータとともに重ねて巻き取り、最外周をテープで止めて渦巻き状電極体とした。この電極体を円筒状に成形したステンレス製の電池ケースに、開口部から挿入した。その後、電極体の負極と接続されている負極リードを電池ケースの内底部に溶接するとともに、電極体の正極と接続されている正極リードを、電池内部のガス圧が上昇して所定以上になると作動する電流遮断装置の底部と溶接した。また、封口板の底部には、防爆弁、電流遮断装置を取り付けた。そして、上記電解質を5ml注入した後、電池ケースを開口部で、封口板とポリプロピレン製の絶縁ガスケットにより密封し、非水系リチウム二次電池とした。
【0115】
<電池の評価>
(1)初期充放電
25℃において0.2C(1時間率の放電容量による定格容量を1時間で放電する電流値を1Cとする、以下同様)に相当する定電流で充電終止電圧4.2V、放電終止電圧3Vで充放電を3サイクル行って安定させ、4サイクル目を0.5Cに相当する電流で充電終止電圧4.2Vまで充電し、充電電流値が0.05Cに相当する電流値になるまで充電を行う4.2V−定電流定電圧充電(CCCV充電)(0.05Cカット)後、0.2Cに相当する定電流値で3V放電を行った。このときの放電容量を初期容量とした。このようにして作製された電池の初期放電容量は、約2000mAhである。
【0116】
(2)サイクル試験
サイクル試験は、上記(1)初期充放電を行った電池に対して、充電上限電圧4.2Vまで0.5Cの定電流定電圧法で充電した後、放電終止電圧3Vまで0.5Cの定電流で放電する充放電サイクルを1サイクルとし、このサイクルを1000サイクル繰り返した。サイクル試験は25℃において行った。このサイクル試験の後、上記(1)初期充放電と同様の充放電を行い、このときの最後の放電容量の初期容量に対する割合をサイクル維持率(%)として表2に示した。
【0117】
(3)高温保存試験
上記(1)初期充放電を行った電池を25℃にて0.5Cに相当する定電流で充電終止電圧4.2Vまで充電した後、2.5時間の定電圧充電を行い、満充電とした。前記電池を60℃の環境下にて30日間保存した。保存後の電池を25℃にて0.2Cに相当する電流値で3Vまで放電した後、初期と同様の4.2V−CCCV充電をし、0.2Cに相当する定電流で3V放電を行った。このときの放電容量を保存後容量とし、初期容量に対する割合を容量回復率(%)として表2に示した。
【0118】
それぞれの電池用セパレータを用いて、SD特性、BD特性及び電池評価を行った。その結果を表2に示す。
【0119】
【表2】
【0120】
表2より、本発明で規定する範囲内で構成された実施例の電池用セパレータは、本発明で規定する以外の範囲で構成された比較例の電池用セパレータに対し、BD特性および各電池特性において全て又はいずれかに優れていることが分かる。
【産業上の利用可能性】
【0121】
本発明の電池用セパレータは、特にサイクル特性や高温保存特性をはじめとした電池特性に優れていることから、特に非水系リチウム二次電池の電池用セパレータとして用いることができる。
【符号の説明】
【0122】
31 アルミ板
32 電池用セパレータ
33 クリップ
34 電池用セパレータ長手方向
35 電池用セパレータ幅方向
【特許請求の範囲】
【請求項1】
少なくとも片方の表面がポリプロピレン系樹脂を主成分とした多孔質の層を有しており、厚さが5〜50μm、ガーレ値が10〜1000秒/100ml、突き刺し強度が1.5N以上、かつ、ポリプロピレン系樹脂を主成分とした層の粗度の十点平均粗さ(Rz)が5μm以上であることを特徴とする電池用セパレータ。
【請求項2】
二軸延伸されてなる請求項1に記載の電池用セパレータ。
【請求項3】
ポリプロピレン系樹脂を主成分とした層に、粗面化剤が含まれている請求項1または2に記載の電池用セパレータ。
【請求項4】
粗面化剤がフィラーからなる微粒子粗面化剤またはβ晶核剤である請求項3に記載の電池用セパレータ。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載の電池用セパレータが組み込まれていることを特徴とする非水系リチウム二次電池。
【請求項1】
少なくとも片方の表面がポリプロピレン系樹脂を主成分とした多孔質の層を有しており、厚さが5〜50μm、ガーレ値が10〜1000秒/100ml、突き刺し強度が1.5N以上、かつ、ポリプロピレン系樹脂を主成分とした層の粗度の十点平均粗さ(Rz)が5μm以上であることを特徴とする電池用セパレータ。
【請求項2】
二軸延伸されてなる請求項1に記載の電池用セパレータ。
【請求項3】
ポリプロピレン系樹脂を主成分とした層に、粗面化剤が含まれている請求項1または2に記載の電池用セパレータ。
【請求項4】
粗面化剤がフィラーからなる微粒子粗面化剤またはβ晶核剤である請求項3に記載の電池用セパレータ。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載の電池用セパレータが組み込まれていることを特徴とする非水系リチウム二次電池。
【図1】

【公開番号】特開2010−171005(P2010−171005A)
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願番号】特願2009−293497(P2009−293497)
【出願日】平成21年12月24日(2009.12.24)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願日】平成21年12月24日(2009.12.24)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]